Дефектовка двигателя | Скидки на дефектовку. Жми.
Дефектовка двигателя представляет собой процедуру по осмотру всех элементов механизма с определением их текущего состояния, фактических характеристик. Данная операция позволяет выявить детали, имеющие определённый дефект или повреждение. Помимо прочего, дефектовка двигателя — это прекрасный метод установления основных причин, по которым разрушение той или иной детали вообще произошло.

В нормальных условиях, когда можно вести речь исключительно об одном лишь естественном износе, все элементы двигателя изнашиваются постепенно и равномерно. Тогда автовладелец имеет возможность примерно спрогнозировать, на какой стадии эксплуатации автомобиля возникнет та или иная неполадка.
Однако зачастую возникающие неисправности обусловлены не только естественным износом, но и некоторыми прочими факторами, часть из которых связана с некорректной эксплуатацией автотранспортного средства. Поэтому перед тем, как приступить к непосредственному устранению дефекта, необходимо выявить главную причину возникновения той или иной неполадки.
Если водитель выберет лёгкий путь и предпочтёт просто заменить износившиеся детали новыми, не имея точного представления о характере дефекта, то проблему такой подход может и не решить. В данном случае достаточно высокой становится вероятность того, что в скором времени придётся повторно ремонтировать двигатель. При этом водитель, по сути, во второй раз будет оплачивать устранение всё той же неисправности.
Именно поэтому принимать окончательное решение о ремонте двигателя крайне не рекомендуется до тех пор, пока не будут получены точные сведения о состоянии и характеристиках его главных элементов. В этом автовладельцу и призвана помочь наша дефектовка двигателя — простая, но очень эффективная процедура, которая не теряет своей актуальности даже при повсеместно распространённой компьютерной диагностике.

Дефектовка двигателя. Этапы
Первичная дефектовка двигателя осуществляется в ходе его разборки. Каждая деталь подвергается тщательной проверке методом визуального осмотра. Элементы, состояние которых будет признано неудовлетворительным по результатам первичной дефектовки, откладываются в сторону. Аналогично мастер поступает и с деталями, имеющими не очень значительные повреждения, но всё равно непригодными к полному восстановлению. Главная задача специалиста на данном этапе — это выявить те части, которые подлежат однозначной замене.
На втором своём этапе дефектовка двигателя подразумевает исследование деталей, успешно прошедших визуальный осмотр — не имеющих внешних дефектов. Специалист определяет размеры каждого элемента, сопоставляя результат с заданными производителем параметрами. Характеристики каждого элемента проверяются на соответствие существующим нормативам.
Если клиент пожелает, ему может быть предоставлен дефектовочный лист. В последний вписывается дата дефектовки и перечень деталей, признанных пригодными к дальнейшей эксплуатации по итогам проверки. Дефектовочный лист очень поможет тому специалисту, который будет заниматься осмотром двигателя в будущем: сведения о предыдущих дефектовках позволят мастеру крайне оперативно получить точный и достоверный результат.

Поскольку дефектовка двигателя автомобиля почти всегда совмещена с переборкой детали, её качественное проведение зачастую сопровождается демонтажем и полным разбором механизма
Дефектовка двигателя
Дефектовка двигателя подразумевает очень тщательную проверку блока цилиндров — крайне важного и дорогостоящего элемента двигателя, являющегося основой всей силовой установки. Примечательно, что блок цилиндров относится к номерным деталям, поэтому его неисправность может принести некоторые хлопоты ещё и с документами.
Среди наиболее распространённых дефектов можно отметить различные повреждения на поршне, из-за которых кольца данного элемента частично теряют свой функционал и не могут выполнять возложенные на них задачи в полной мере. Как следствие, из-за обеднённой смеси в цилиндрах может существенно увеличиться расход масла.
Если дефектовка двигателя позволила обнаружить те или иные повреждения на зеркале цилиндров, то на обсуждение будет поднят вопрос о необходимости проведения ремонтно-восстановительных мероприятий. Решение о том, возможно ли вернуть блоку его основной функционал, сначала должен принять специалист. Затем ситуация обсуждается непосредственно с автовладельцем, который и должен будет принять окончательное решение о ремонте повреждённого элемента.

В некоторых случаях эффективным решением может стать гильзовка блока цилиндров — сложная процедура, проводимая в процессе восстановления
Если дефектовка двигателя показала, что блок цилиндров полностью пригоден к дальнейшей эксплуатации, то специалисту останется просто провести ряд несложных процедур, среди которых:
- мойка;
- очистка масляных полостей;
- корректировка размерных характеристик методом перешлифовки (при необходимости).
Гильза — это металлическая вставка, содержащаяся в блоке. Именно в ней перемещается поршень двигателя. Гильзы обязаны иметь следующие характеристики:
- прочность;
- износостойкость материала;
- устойчивость к коррозии.
Дефектовка двигателя. Состав
Тот факт, что большое значение уделяется именно блоку цилиндров, вовсе не означает, что мастером система рассматривается лишь в совокупности, игнорируя частности. Рассмотрим вкратце, какие ещё детали двигателя подвергаются тщательному вниманию специалиста.
Коленчатый вал мотора осматривается на наличие различных повреждений. Коленчатый вал – это очень важная составная двигателя автотранспортного средства, которая входит в состав кривошипно-шатунного механизма, преобразующего энергию сгорающих газов в механическую энергию. Мастер должен установить реальное состояние детали, а также подтвердить (либо опровергнуть) необходимость проведения ремонтно-восстановительных процедур в отношении элемента.
Дефектовка двигателя также требует от специалиста проверить текущее состояние шатунов. Как показывает практика, некоторые мастера предпочитают игнорировать этот момент, не уделяя никакого внимания степени износа детали. Между тем, чрезмерно износ шатунов способен привести к серьёзному ухудшению состояния мотора.

Большое значение имеет и качественный осмотр клапанов
Проверку этих и многих других элементов подразумевает качественная дефектовка двигателя автотранспортного средства. По итогам всех проведённых работ специалист составляет акт дефектовки.
Акт дефектовки
На заключительном этапе дефектовки двигателя клиенту вручается на руки акт дефектовки, в котором находят своё отражение все проведённые исследования.
Документ включает экспертное мнение касательно исправности двигателя, его пригодности к долгой и безопасной эксплуатации в дальнейшем. Оценку получает функционирование как всего механизма целиком, так и отдельных его элементов. Указываются подлежащие замене детали. Если тот или иной узел требует срочного ремонта, этот факт обязательно будет обозначен в акте совместно с ключевыми особенностями предстоящих работ.
В своём стандартном виде акт дефектовки включает подробное описание всех проведённых мероприятий. В документе указываются также результаты каждого исследования, чтобы водитель имел представление о том, на основании каких данных экспертом был вынесен тот или иной вердикт.
Чем ценен акт дефектовки? Если документ был составлен корректно, а отображённые в нём сведения верны и точны, то он станет прекрасным помощнику водителю при:
- подготовке к ремонту двигателя;
- оценке стоимости новых деталей;
- оценке стоимости услуг специалистов по проведению ремонтно-восстановительных работ.
Как следствие, водитель получает возможность сразу провести эффективный ремонт, который увеличит срок эксплуатации автотранспортного средства.

Дефектовка двигателя силами наших специалистов
Если Вас интересует качественная дефектовка двигателя, то мы сможем Вам помочь. Мы собрали в своём штате большое количество высококлассных специалистов, обладающих внушительным опытом в области диагностики, дефектовки, ремонта двигателя и других узлов автотранспортного средства.
Мы уже много лет успешно реализуем свою деятельность на рынке авторемонтных услуг. Работаем качественно, очень оперативно. На любой неясный вопрос клиент в самые кратчайшие сроки получит исчерпывающий ответ.
Цены доступные, очень лояльные.
Будем ждать Вас в нашей экспертной организации!
Здесь тоже важная информация для Вас
Прочитали: 677
Загрузка…www.avtoexpert.pro
что это такое и для чего нужна
Начнем с того, что дефектовка двигателя — процедура, которая предполагает предварительную разборку силового агрегата, после чего производится осмотр деталей, а также производятся их замеры для сравнения с номинальными параметрами.
На основании полученных данных принимается решение о том, какие детали нужно полностью заменить, а какие еще возможно восстановить или отремонтировать для дальнейшей работы. Также устанавливается скрытая причина тех или иных повреждений, которые имеют место в конкретном ДВС.
Другими словами, мастер получает общее представление о состоянии двигателя и степени повреждений, а также способен приблизительно оценить объем работ и сколько стоит отремонтировать мотор, уже после дефектовки. Давайте подробнее рассмотрим, что означает дефектовка двигателя, а также как выполняется эта процедура.
Дефектовка двигателя: что такое процедура дефектовки мотора
Как уже было сказано выше, дефектовка двигателя нужна для оценки общего состояния ДВС, а также в целях установления причин, по которым произошел частичный или полный выход из строя силового агрегата. Само название процедуры происходит от слова дефект, то есть дефектовка двигателя нужна для выявления различных явных и скрытых дефектов.
Причин для дефектовки может быть много, начиная с необходимости предварительного углубленного осмотра мотора перед проведением планового капитального ремонта и заканчивая оценкой ущерба после возникновения непредвиденных поломок (заклинивание двигателя, обрыв шатуна, гидроудар, обрыв ремня ГРМ и т.д.).
В норме двигатель изнашивается естественным образом, причем такой износ отличается характерной равномерностью. Постепенно изнашиваются поршневые кольца, повреждается зеркало цилиндров, изменяется сама форма цилиндра, разбиваются седла клапанов, происходит износ подшипников скольжения, шеек коленвала и т.п.
Получается, уместно говорить о том, что ресурс двигателя с большим пробегом попросту исчерпан. Однако бывает и так, что силовая установка попадает на дефектовку намного раньше положенного срока. В этой ситуации особенно важно не только обнаружить и качественно устранить имеющиеся повреждения, заменить отдельные детали и т.д., но и определить основную причину такой поломки.
Дело в том, что если точно не установить изначальную причину, тогда после ремонта или переборки двигатель может повторно выйти из строя, причем иногда это происходит очень быстро. Получается, дефектовку вполне можно считать не только оценочной, но и диагностической процедурой, которая позволяет точно определить, что привело к возникновению той или иной неполадки.
Как выполняется дефектовка силового агрегата
Разобравшись с тем, зачем нужно дефектовать двигатель, давайте теперь рассмотрим саму процедуру. Как правило, дефектовку двигателя можно разделить на несколько основных этапов.
- В самом начале дефектовка различных деталей начинает осуществляться параллельно процессу разборки силового агрегата. Специалист по ремонту ДВС визуально оценивает состояние каждой детали, которая снимается с мотора, после чего на основании такой предварительной оценки уже можно сделать определенные выводы.
- Затем мастер откладывает в одну сторону детали, которые сильно повреждены или не подлежат восстановлению. После эти детали нужно по списку заменить на новые. Рядом формируется еще одна группа, в которую попадают детали, еще пригодные для восстановления или не имеющие заметных повреждений.
- Детали, которые собраны во второй группы, являются элементами для второго этапа дефектовки. Далее производится тщательный замер их размеров и параметров, после чего полученные данные сравниваются с номиналом. Опытные мастера специально ведут так называемый дефектовочный лист, в котором сформирован список восстановленных деталей и тех элементов, которые вообще не менялись в рамках текущего ремонта. Такой список при наступлении необходимости следующего ремонта облегчает задачу для последующей дефектовки деталей.
Дефектовка блока цилиндров двигателя
Как известно, блок цилиндров фактически является основной деталью всего двигателя. Более того, БЦ представляет собой номерную деталь, так как номер двигателя выполнен именно на блоке. Другими словами, блок нужно дефектовать особенно тщательно, так как его полная замена предполагает в дальнейшем определенные сложности по юридической части.
- Дефектовка двигателя предполагает осмотр блока цилиндров. В самом начале осуществляется визуальная проверка блока для выявления задиров, трещин на зеркале цилиндров, между резьбовыми отверстиями в местах крепления ГБЦ.
- Если было отмечено попадание моторного масла в антифриз или антифриза в масло, тогда производится дополнительная опрессовка блока, чтобы выявить трещины в масляных каналах или каналах охлаждения;
- Затем проверяются температурные и масляные заглушки на предмет их целостности, также проверка затрагивает постель коленвала, коренные крышки (бугеля) и т.д.
- Следующим шагом становится замер цилиндров при помощи специальных инструментов (нутромера и т.д.). Благодаря таким замерам оценивается выработка, что позволяет определить, пригоден ли цилиндр для дальнейшей работы.
- Гильзованные блоки, которые
autoexpert.today
Ремонт двигателя: основы, понятия, процессы, нюансы
Многие автомобилисты сталкивались с понятием ремонт двигателя автомобиля. Но не все понимают, в чем заключается данный процесс. Отремонтировать свой автомобиль под силу не каждому автовладельцу, поскольку многие просто не знают, какая технология ремонта автомобильного двигателя. Данная статья, расскажет об основных процессах восстановления силового агрегата.
Общие понятия ремонта двигателя
Ремонт бензиновых двигателей — достаточно сложный процесс восстановления изношенных узлов и деталей силового агрегата до первоначального состояния или приближенного к нему. Этот процесс, включает в себя множество операций и зависит от типа и класса мотора.
В процессе эксплуатации транспортного средства многие автолюбители, не обращают внимание на обслуживание, которое играет весьма важную роль на состояние силового агрегата, а также на его ресурс. Впоследствии, может случиться так, что ремонт бензинового двигателя будет невозможен. Поэтому, на восстановление силового агрегата влияет не только физический износ, но и то как за ним ухаживают.
В каких случаях проводят ремонт силового агрегата
Рассмотрим, в каких случаях придется проводить ремонт двигателя:
- Износ и выработка деталей свыше 80% ресурса.
- Появление механических повреждений основных компонентов силового агрегата.
- Поломка, связанная с неправильной настройкой или техническим обслуживанием.
- Прочие причины, которые могли вызвать неисправности.

Как же классифицировать ремонт бензиновых двигателей:
- Поточный ремонт. Это ремонт изношенных деталей, которые в процессе эксплуатации имеют ресурс ниже, чем основной силовой агрегат.
- Технический ремонт двигателей. Проводится при проведении поточного технического обслуживания для плановой замены изношенных элементов.
- Внеплановый ремонт двигателей автомобилей. Это неожиданная поломка силового агрегата, которая вызвана некачественным проведением ТО, запасными частями или другими причинами, которые повлекли проведения восстановительных операций по мотору.
- Плановый ремонт. Его еще называют капитальный ремонт. Проводится, обычно, согласно пробегу автомобиля, когда исчерпан ресурс силового агрегата.
С чего начать
Многие автомобилисты задаются вопросом — с чего начать ремонт бензиновых двигателей? Ответ достаточно прост — необходимо определить признаки: а вообще необходим ли ремонт узла, или проблема кроется в чем-то другом? Для этого придется провести ряд диагностических процедур. Они делятся на 2 типа: электронные и механические.
Электронная диагностика может показать необходим ли ремонт авто в части электроники и есть ли вообще проблемы. Для этого проводится проверка электронного блока управления двигателем, а также состояние всех датчиков и соединений. Если проблемы не выявлено, то не стоит и лезть далее, поскольку можно создать проблему, которую придется решать.

Механическая диагностика потребует много времени, сил и знаний. Для проведения этой операции, в интернете есть инструкция, но в этой статье постараемся объяснить все намного детальнее и понятнее. Если в процессе проведения диагностических операций были обнаружены проблемы, то придется разбирать и проводить ремонт бензиновых двигателей.
Кстати для этого есть руководство по ремонту двигателя, которое выпускает завод изготовитель, как в бумажном, так и в электронном виде. Итак, рассмотрим процесс ремонта машины, а точнее ее силового агрегата более детально.
Демонтаж и разборка
Первый процесс — демонтаж силового агрегата с автомобиля и его разборка. В каждом конкретном случае, двигатели снимаются по-разному. На это влияют следующие показатели: привод, расположение мотора, количество цилиндров, конструктивные особенности кузова, тип коробки передач и прочие.
Например, демонтировать силовой агрегат с Жигулей или отечественного производства грузовика намного легче, чем с остальных автомобилей. В них имеется меньше электронных устройств, поэтому демонтаж проводиться достаточно легко и просто.
Например, дизельные двигатели ЯМЗ-236 и ЯМЗ-238 демонтируются с автомобиля за 10-12 часов, а их иностранные аналоги — за более чем 36 часов. Та же ситуация и с процессом разборки, который может занимать у Жигулей от 3 часов и машин иностранного производства от 10 часов.
К процессу разборки стоит относиться тщательно, поскольку именно в этот момент и проводиться первые диагностические операции. Автолюбитель, если он проводит ремонт двигателя своими руками, должен осмотреть визуально наличие повреждений, трещин и прочих дефектов на силовом агрегате и его компонентах.

Дефектовка элементов
Следующим этапом станет дефектовка, которая определит признаки неисправности, а также покажет, в каком состоянии находится механика. В чем же заключается данная процедура:
- Промер коленчатого вала на размер, твердость, прогиб и центровку.
- Диагностика состояния плоскости и корпуса блока цилиндров.
- Состояние поршневой группы.
- Изношенность элементов и корпуса головки блока цилиндров.
- Другие показатели.
- Целесообразность ремонт мотора.
Мойка
Двигатель, ремонт которого неизбежен, нуждается в мойке блока и его составляющих. Этот процесс проводится при помощи горячего керосина или специальных средств под давлением. Это позволяет вымыть всю металлическую стружку, грязь и прочие ненужные элементы, которые скопились в процессе эксплуатации.

Запасные части
Когда проведения диагностика и определены все детали, которые подлежат замене, стоит заказать необходимые запасные части, поскольку перед их установкой на двигатель требуется подготовка. Зачастую, когда проводится ремонт бензиновых двигателей, меняются следующие запасные части:
- Коренные и шатунные вкладыши.
- Поршневая группа.
- Пальцы шатунов.
- Втулки шатуна.
- Масляный фильтр и насос.
- Помпа или ее ремонтный комплект.
- Впускные и выпускные клапана.
- Маслосъемные кольца.
- Комплект прокладок.
- Направляющие втулки и седла клапанов.
- Прочие детали.
Шлифовка блока и коленвала
Следующим этапом проведения ремонтно-восстановительных работ является шлифовка коленчатого вала, а также плоскостей блока и головки. При помощи плоскошлифовального и фрезерного станков проводится приведения плоскости ГБУ и блока в зеркальную поверхность. Как правило, убираться может: 0,05мм, 0,1мм, 0,25мм, 0,5 мм, 1мм и более толщины изделия.
Что касается шлифовки коленчатого вала, то существует виды ремонта для этого узла:
| Вид ремонта | Толщина, мм | Эффективность по сравнению с новым |
| Ремонт № 1 | 0,25 | 80-90% |
| Ремонт № 2 | 0,50 | 70-75% |
| Ремонт № 3 | 0,75 | 65-70% |
| Ремонт № 4 | 1,00 | 50-55% |
| Ремонт № 5 | 1,25 | 40-45% |
| Ремонт № 6 | 1,50 | Меньше 30% |
| Ремонт № 7 | 2,00 | Не применяется с 1995 года |
Ремонт головки блока
Ремонт головки блока одна из самых несложных операций в процессе проведения капитального ремонта двигателя. Проводить ее рекомендуется, конечно, на автосервисе, но многие автомобилисты, после ремонтных операций по Жигулям, проводят ремонт ГБЦ иномарок самостоятельно. Итак, что же входит в процесс капитального ремонта головки блоки цилиндров:
- Замена распределительного вала (или нескольких, если их 2 и более на автомобиле).
- Замена клапанов, как выпускных, так и впускных.
- Замену направляющих втулок.
- Смену седел и маслосъемных колпачков.
- Аргонное сваривание, при наличии трещин или нарушений герметичности.
- Прочие работы связанные с ремонтом ГБЦ того, или иного типа.

Вспомогательные работы
К вспомогательным работам стоит отнести опрессовку и центровку сцепления. Первый — это процесс, при котором определяется герметичность головки и блока цилиндров. При помощи керосина заполняется внутренняя часть двигателя, предварительно закрыв все дыры. Если утечки не обнаружено, то двигатель полностью герметичен, если же есть трещины, то необходимо их заварить.
Второй процесс подразумевает выставление центробежной силы сцепления по отношению к коленчатому валу. Как правило, проводиться на специальном стенде, который есть не на всех автосервисах. Сцепление прикрепляется к коленчатому валу и проводится их совместная балансировка. Это поможет уменьшить износ и трение.
Сборка узла
Сборка узла проводится при помощи стенда, который позволяет крутить двигатель на 360 градусов. Итак, рассмотрим, последовательность проведения операции:
- Установка вкладышей и «укладка» коленчатого вала.
- Установка шатунов и поршневой группы.
- Установка в правильное положение бугелей, а также их окончательная затяжка.
- Монтаж Прокладок и крышек, закрывающих мотор.
- Установка масляного насоса и помпы.
- Монтаж шкива коленвала.
- Установка головки (головок) блока цилиндра.
- Монтаж поддона.
- Сборка мелких узлов.
- Установка топливной аппаратуры.
- Прочие работы по сборке.

Этот процесс достаточно трудоемкий и тяжелый, поэтому рекомендуется его доверить профессионалам.
Обкатка и испытания
Финальным этапом капитального ремонта двигателя становиться его обкатка и испытание. Лучший способ обкатать двигатель — это комбинированный, о котором мы писали в одной из статей. Для наиболее эффективной работы силового агрегата, необходимо его обкатывать, как на горячую, так и на холодную.
Во многих иностранных странах, помимо обкаточного стенда, существует испытательный стенд, который при помощи большого количества датчиков и показателей проводит испытание двигателя и определения ресурса после проведения ремонтно-восстановительных работ. К сожалению, на территории СНГ таких стендов нет, поскольку считается, что их использование экономически нецелесообразно.
Вывод
Провести капитальный ремонт современного двигателя своими руками без наличия специальных дорогостоящих стендов практически нереально. Можно делать только поточные ремонты, типа замене датчиков и то не на всех транспортных средствах. А вот провести собственноручный ремонт силового агрегата — ВАЗ или ГАЗ вполне реально, что по этот день и делают автомобилисты, которые владеют такими транспортными средствами.
avtodvigateli.com
Дефектовка деталей двигателя
Для дефектовки деталей двигателя в автомобилях Opel Astra вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки тщательно вымойте детали керосином, продуйте и просушите сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно опоры коленчатого вала. Трещины в любых местах блока не допускаются.
Полезный совет
Если есть подозрение на наличие трещин в блоке (попадание охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
Полезный совет
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой, так дефекты видны значительно лучше.
3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах (рис. 1). В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (продольном и поперечном). В зоне над поясом А (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров. Номинальный размер цилиндра для двигателя Z 14 ХЕР составляет (73,4±0,25) мм, для двигателя Z 16 XER — (79,0±0,25) мм, для двигателя Z 18 XER — (80,5±0,25) мм, для двигателей мод. Z 20 LER и Z 20 LEH — (86,0±0,25) мм.
Овальность и конусность для двигателей Z 14 ХЕР, Z 16 XER и Z 18 XER не должны превышать 0,0065 мм, для двигателей Z 20 LER и Z 20 LEH — 0,013 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней (увеличенного на 0,25 или 0,50 мм), оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,03 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.
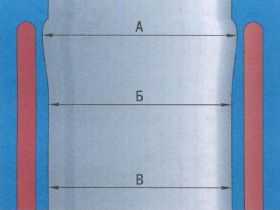
Рис. 1. Схема измерения цилиндров: А — пояс наибольшего износа; Б — зона измерения после растачивания и хонингования; В — пояс наименьшего износа.
4. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
- в середине блока;
- в поперечном и продольном направлениях;
- по диагоналям плоскости. В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение превышает 0,1 мм, замените блок.
5. Очистите днище поршня от нагара шабером (можно изготовить из старого напильника).
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вставив его в канавку наружной стороной и перекатывая по канавке.
7. Осмотрите поршни.
8. Осмотрите шатуны…

9. …и крышки — на них не должно быть трещин.
10. Осмотрите вкладыши: если на их рабочих поверхностях обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.
11. Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 19 мм от кромки юбки. Диаметр поршня номинального размера для двигателя Z 14 ХЕР составляет 73,385-73,415 мм, для двигателя Z 16 XER — 78,992-79,983 мм, для двигателя Z 18 XER — 80,492-80,558 мм, а для двигателей мод. Z 20 LER, Z 20 LEH — 85,986-86,055 мм. Диаметры ремонтных поршней увеличены на 0,25 и 0,50 мм. По результатам измерений определите зазор между поршнем и цилиндром, при необходимости подберите новые поршни к цилиндрам. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,03 мм. Его определяют промером цилиндров и поршней и обеспечивают установкой поршней номинального или ремонтных размеров. Максимально допустимый зазор (при износе деталей) 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни номинального размера к цилиндрам или установить поршни ремонтного размера с расточкой и хонингованием цилиндров: зазор должен быть максимально приближен к расчетному.
12. Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку. Номинальный (расчетный) зазор для обоих компрессионных колец составляет 0,020 мм. Если кольцо велико по высоте и зазор мал, доведите высоту кольца до нужного значения, шлифуя его на наждачной бумаге, уложенной на стеклянную пластину.
13. Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
Полезный совет
Для того чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем.
14. Зазор должен составлять 0,3 мм для обоих компрессионных колец и 0,4-1,4 мм для маслосъемного кольца. Если зазор недостаточный, спилите стыковые поверхности кольца. Если зазор больше допустимого, замените кольцо.
15. Все поршни номинального и ремонтного размеров изготовлены с высокой степенью точности и не требуют предварительной сортировки и подбора по массе. При необходимости можно установить в отдельные цилиндры бывшие в употреблении поршни, если они в хорошем состоянии. Балансировка двигателя в этом случае не нарушится.
16. Измерьте нутромером внутренний диаметр Db посадочного места шатуна в сборе с крышкой.

Примечание
Перед измерением затяните шатунные болты номинальным моментом.
17. Измерьте микрометром толщину Т шатунных вкладышей.
Полезный совет
При отсутствии специальной насадки на микрометре для измерения вогнутой поверхности вкладыша можно воспользоваться небольшим шариком. После измерения вкладыша необходимо будет вычесть из полученного размера диаметр шарика.
18. Измерьте микрометром диаметр Dh шатунных шеек.
19. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Db-2T-Dh. Номинальный расчетный зазор составляет 0,019-0,070 мм. Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельно допустимого, замените вкладыши на этих шейках новыми (номинальной толщины).
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм.
Предупреждения
При перешлифовке шатунных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например «Ш 0,25». Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
20. Осмотрите верхние и нижние вкладыши коренных подшипников. Вкладыши центрального (третьего) коренного подшипника отличаются от остальных большей шириной. Кроме того, на их боковых торцах выполнены широкие буртики, играющие роль опорных полуколец упорного подшипника коленчатого вала. Если на рабочей поверхности вкладышей появились риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми.
Предупреждение
Запрещается проводить какие-либо подгоночные операции на вкладышах.
21. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При обнаружении их замените вал.
22. Измерьте микрометром наружный диаметр Dh коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяют по методике, изложенной для шатунных вкладышей. Номинальный расчетный зазор составляет 0,005 мм. Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельно допустимого, замените на этих шейках вкладыши новыми (номинальной толщины).

Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера с уменьшением диаметра на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм, уменьшая диаметр на 0,25 мм.
Предупреждения
При перешлифовке коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например «К 0,25». Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
23. Проверьте параллельность упорных буртиков средней коренной шейки: если они не параллельны, коленчатый вал погнут и должен быть заменен.
24. Промойте каналы коленчатого вала, для чего залейте бензин в радиальные каналы, предварительно заглушив их с одной стороны деревянными пробками. Выдержите не менее 20 мин и промойте каналы бензином, впрыскивая его резиновой грушей. Деревянные заглушки снимите после промывки соединительных каналов. При необходимости повторяйте промывку до вытекания чистого бензина.
25. Очистите поверхности поршневых пальцев от лаковых отложений, предварительно размягчив их в растворителе. Осмотрите пальцы. Если на них обнаружены трещины, чрезмерный износ в месте контакта с бобышками поршня, следы от проворачивания в верхней головке шатуна, замените пальцы.
Сопряжение поршневого пальца и поршня проверьте, вставляя предварительно смазанный моторным маслом палец в отверстие бобышки поршня. При температуре окружающей среды 20 °С палец должен входить в отверстие при нажатии большого пальца руки и не выпадать из бобышки в вертикальном положении поршня с поршневым пальцем. Выпадающий из бобышки палец следует заменить другим. Если палец снова выпадает, замените поршень с пальцем.
Полезный совет
При наличии нового комплекта запасных частей не используйте выпрессованные поршневые пальцы повторно.
opelastrah.ru
Дефектовка блока цилиндров
Добрый день, уважаемые читатели. В статье мы узнаем, как выполняется дефектовка блока цилиндров двигателя своими руками без посторонней помощи. Сложного в процедуре ничего нет и все манипуляции можно сделать самостоятельно. Блок цилиндров—один из самых важных элементов мотора автомобиля.

Блок цилиндров является базой для остальных частей двигателя. Повреждение блока отрицательным образом скажется на работоспособности силовой установки.
Если не выявить дефекты на ранней стадии, серьёзного ремонта не избежать. Задача дефектовки—как можно раньше выявить неисправности и принять оперативные меры для их устранения.
Дефектовка поможет установить возможность дальнейшей эксплуатации мотора. Иначе потребуется капитальный ремонт двигателя. Важно правильно провести обследование, ведь в ином случае придется нести дополнительные расходы.
Дефектовка блока цилиндров своими руками
Рассмотрим, как проверить на износ блок цилиндров (БЦ) и шатунно-поршневую группу (ШПГ) на примере мотора 4G18, довольно распространённого на автомобилях Mitsubishi и Chery.
1.При осмотре, на стенках цилиндров должна быть чётко видна хонинговка. Если вместо неё на стенках цилиндра «зеркало», как на фото ниже, БЦ надо, как минимум, хонинговать. Необходимость замены поршневых колец можно определить по зазору в замке кольца, вставленного в цилиндр. Если зазор больше 0,8 — 1,0 мм., кольца точно нужно заменить.
2.Микрометрическим нутромером замеряем диаметр цилиндра в месте наибольшего износа. Это то место, куда доходит верхнее компрессионное кольцо, при прохождении поршнем ВМТ.

3.Микрометром измеряется диаметр поршня в его наибольшем диаметре.

4.Если нет таких инструментов и навыков их использования, можно замерить зазор между юбкой поршня и цилиндром при помощи набора щупов.

В любом случае, этот зазор не должен превышать 0,10 – 0,12 мм.
www.avtogide.ru
Дефектовка деталей двигателя
Категория:
Работоспособность тракторов
Публикация:
Дефектовка деталей двигателя
Читать далее:
Дефектовка деталей двигателя
Детали или технологические комплекты, поступившие на дефектовку, в зависимости от величины износа, вида и характера повреждений сортируют на группы и маркируют краской: годные — зеленой, годные только при сопряжении с новыми или восстановленными до нормальных размеров деталями — желтой, подлежащие ремонту в данной мастерской — белой, то же только на специализированных ремонтных предприятиях — синей, негодные — красной.
Данные, по которым деталь относят к той или иной группе, а также методика определения годности детали изложены в технической документации по типовой технологии ремонта.
После проведения текущего ремонта срок бесперебойной работы трактора будет меньше установленного межремонтного, но достаточным для проведения сева, уборки и т. д. В этом случае запас срока службы детали определяют, принимая во внимание ее фактические размеры и предельно допустимые посадки.
Рекламные предложения на основе ваших интересов:
Подшипники качения перед дефектовкой промывают в бензине или дизельном топливе, осматривают, проверяют легкость и бесшумность вращения, измеряют радиальный зазор и диаметр колец.
При внешнем осмотре выявляют дефекты, при которых деталь бракуют: трещины или выкрашивание металла на кольцах и телах качения, цвета побежалости, выбоины, отпечатки (лунки), глубокие забоины и риски на беговых дорожках колец, глубокая коррозия, шелушение металла, чешуйчатые отслоения, раковины на дорожках колец и телах качения, надломы, сквозные трещины, забоины и вмятины на сепараторах, отсутствие или ослабление заклепок сепараторов, неравномерный износ беговых дорожек, заметная на глаз и на ощупь ступенчатая выработка рабочей поверхности колец.
Допускаются такие дефекты, как царапины, риски на посадочных поверхностях наружных и внутренних колец подшипников, забоины и вмятины на сепараторах, не препятствующие плавному вращению подшипника, матовая поверхность беговых дорожек колец и тел качения. Следы поверхностной коррозии на кольцах, телах качения и сепараторах допускаются, но они должны быть удалены окисью хрома, а не наждачной шкуркой.
Перед проверкой легкости вращения подшипник погружают в 10%-ный раствор дизельного масла в бензине. При проверке вращают наружное кольцо и удерживают в неподвижном состоянии внутреннее. Вращение должно быть легким, без заметного притормаживания и заедания. Наружное кольцо должно останавливаться плавно, бёз рывков и стука. Не допускается резкий металлический или дребезжащий звук.
Для измерения радиального зазора шарикоподшипник укрепляют на плите (рис. 24) прибора КИ-1233 конусной планкой и винтом. Поворотом рукоятки эксцентрика передвигают каретку так, чтобы измерительный стержень индикатора коснулся поверхности наружного кольца подшипника, а стрелка прибора сделала 1—1,5 оборота. В этом положении каретку закрепляют.

Рис. 24. Измерение радиального зазора в опорном шарикоподшипнике: а — на приборе КИ-1233; б — на приборе КП-1512; 1 — кронштейн; 2 — конусная планка; 3 — плита; 4 —винт; 5 — индикатор; 6 — рукоятка эксцентрика; 7 и 9 — направляющие; 8 — каретка; 10 — гайка; 11 — вертикальная плита.
Нажав рукой на наружное кольцо, смещают его в сторону от индикаторной головки, насколько позволит радиальный зазор подшипника, и в этом положении ставят стрелку индикаторной головки на нуль. Затем перемещают наружное кольцо подшипника в сторону индикаторной головки до упора. Отклонение стрелки укажет на величину радиального зазора подшипника. Чтобы вычислить среднее значение величины зазора, измерения выполняют 2— 3 раза, поворачивая подшипник.
На приборе КП-1512 (старой конструкции) проверяемый подшипник устанавливают на вертикальную плиту и фиксируют внутреннее кольцо планкой и гайкой. На наружное кольцо в верхней части устанавливают измерительный стержень индикатора. Нажимая пальцами на наружное кольцо снизу, замечают и записывают величину отклонения стрелки индикатора. Поворачивая подшипник, повторяют измерения в 2—3 точках, равномерно расположенных по окружности.
Если нет этих приборов, можно пользоваться штангенциркулем с ценой деления 0,02 мм. В этом случае определяют разность размеров А и Б (рис. 25), полученных при двух диаметрально противоположных измерениях (внутреннее кольцо прижато к одной стороне).
Диаметр колец следует измерять только в тех случаях, когда имеются следы сдвига колец подшипника относительно вала или корпуса (светлые, блестящие пятна, риски на посадочных поверхностях), а также при наличии следов коррозии, цветов побежалости и черноты. Допустимые значения диаметров колец указаны в приложениях 1—5.
Радиальные зазоры для большинства подшипников, применяемых вмеханизмегазораспределения, следующие: номинальный 0,010—0,024, допустимый 0,15, предельный 0,30, а для подшипников 207 и 307 соответственно 0,12—0,026, 0,2 и 0,4 мм.
Шестерни и шлицевые соединения. При внешнем осмотре определяют, есть ли трещины и выкрашивание зубьев и шлицев. Не допускаются сквозные трещины. Допускаются поверхностные трещины и выкрашивание зуба не более 25% рабочей поверхности. Толщину зуба, внутренний диаметр отверстия ступицы, ширину шлицевых или шпоночных пазов определяют при помощи измерительного инструмента.

Рис. 25. Определение радиального зазора в опорном шарикоподшипнике штангенциркулем.
Перед измерением толщины зуба проверяют, совпадает ли нуль нониуса (отсчетного устройства) штангензубомера с нулевым штрихом линейки. Для этого сдвигают измерительные губки (рис. 26) до соприкосновения, а планку рамки высотной линейки устанавливают так, чтобы ее мерительная поверхность лежала в одной плоскости с концами губок. Если при этом нулевой штрих одного или другого нониуса не совпадает с нулевым штрихом соответствующей линейки, следует освободить винты, крепящие нониус, передвинуть его в нулевое положение и, закрепив винты, еще раз проверить настройку.
Для измерения планку рамки высотной линейки устанавливают на величину высоты головки зуба, указанную в технических условиях, и, закрепив ее зажимом 6, еще раз проверяют точность установки. Ставят планку рамки высотной линейки на вершину измеряемого зуба и перемещают подвижную измерительную губку так, чтобы обе губки касались боковых поверхностей зуба. При этом планка должна касаться вершины зуба, а штангензубомер должен находиться в плоскости, перпендикулярной боковым поверхностям зуба. Обычно измеряют три зуба, расположенных по окружности шестерни через 120°. Полученные показатели сравнивают с данными технических условий.
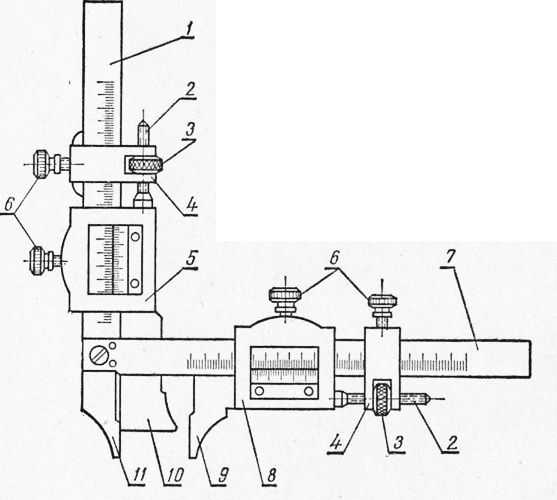
Рис. 26. Штангензубомер: 1 и 7 — линейки; 2 — винт подачи рамки; 3 — гайка; 4 — движок; 5 — рамка высотной линейки; 6 — зажимы рамки и движка; 8 — рамка с подвижной измерительной губкой; 9 — подвижная измерительная губка; 10 — планка рамки высотной линейки; 11 — неподвижная измерительная губка.
При проверке толщины зуба шестерни шаблоном (рис. 27) не выявляют абсолютной величины толщины зуба или его износа, а определяют только годность шестерни к дальнейшей эксплуатации. Для проверки подбирают шаблон, соответствующий зубу проверяемой шестерни (обычно на шаблоне выбито наименование и номер шестерни, для которой он предназначен).
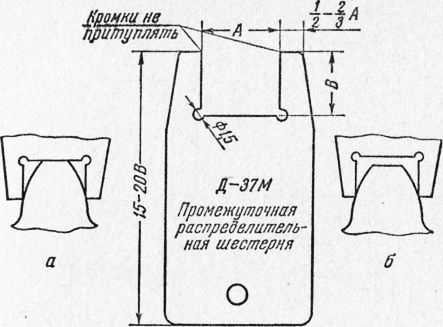
Рис. 27. Проверка толщины зуба шестерни шаблоном: а — зуб не годен; б — зуб годен.
Размеры А и В шаблона подобраны из расчета минимально допустимой толщины зуба. Установив шаблон на зуб, проверяют, есть ли зазор между вершиной зуба и кромкой шаблона. Наличие зазора свидетельствует о том, что толщина зуба находится в допустимых пределах. Если зазора нет, то это означает, что зуб изношен сверх допустимых пределов и шестерню следует ремонтировать или браковать.
Ширину шпоночной канавки, паза или толщину шлица проверяют шаблоном или измеряют штангенциркулем. При дефектовке, особенно при текущем ремонте, часто проверяют не размеры шлицев, а суммарный зазор в нераском-плектованном сочленении. Для этого охватываемую деталь (вал) с надетой на нее охватывающей деталью (шестерня, муфта) укладывают шейками на призмы (рис. 28) или устанавливают в центрах. Шестерню или другую охватывающую деталь закрепляют в зажиме (слесарных тисках). Стойку индикатора устанавливают так, чтобы его измерительный стержень упирался в боковую грань одного из шлицев. Покачивая охватываемую деталь рукой, замечают максимальное и минимальное отклонения стрелки индикатора. Разница между этими отклонениями и даст величину бокового зазора.
Диаметры отверстий в ступицах (втулках) измеряют универсальными измерительными инструментами (штангенциркулем, микрометрическим нутромером и т. д.) или калибрами с проходной и непроходной стороной.
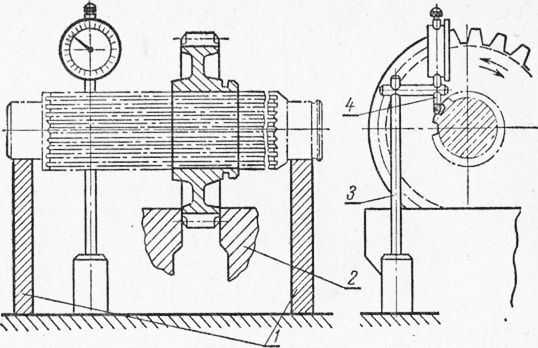
Рис. 28. Определение зазора в шлицевом соединении: 1 — призмы; 2 — зажим; 3 — стойка индикатора; 4 — стержень индикатора.
Пружины. Большую часть дефектов пружин выявляют осмотром. У пружин клапанов определяют упругость, замеряя усилие пружины, сжатой до рабочей длины. Упругость остальных пружин проверяют только при необходимости.
Пружины считают годными, если поверхность витков ровная и гладкая, без следов коррозии, трещин и надломов, опорные торцы плоские и перпендикулярны к оси пружины. Для пружин клапанов допускается отклонение от перпендикулярности не более 2 мм на 100 мм длины, для остальных пружин не более 3 мм, неравномерность шага витков не более 20%. Величину отклонения определяют .при помощи угольника и линейки.
Прибор для проверки упругости пружин состоит из корпуса (рис. 29) и весового механизма со столиком. Весовой механизм включает две шкалы с передвижными грузами, гирю, запорный механизм и регулировочный груз, помещенный с обратной стороны корпуса. В фиксирующее приспособление входят зубчатая стойка, передвижной кронштейн с рукояткой и стопором.
Перед началом работы передвижные грузы на верхней и нижней шкалах устанавливают в нулевое положение. Если при этом стрелка прибора не совпадет с риской, то повертыванием регулировочного груза необходимо добиться такого совпадения. Для проверки пружину устанавливают на столик и перемещают кронштейн так, чтобы он касался верхнего витка не сжатой пружины. По линейке определяют длину пружины без нагрузки. Повертывая рукоятку, кронштейном сжимают пружину до длины, предусмотренной техническими условиями и в этом положении ее фиксируют стопорным винтом. Перемещая грузы, добиваются равновесия весового механизма и определяют величину упругости пружины по нижней шкале в килограммах, а по верхней в граммах.
Не разбирая клапанный механизм, можно проверить состояние пружины при помощи прибора ПКП ГОСНИТИ. Внутри корпуса (рис. 30), к которому приварена вилка, находится пружина, упирающаяся в торец штока. В шток ввернуты два винта, концы которых выходят через прорези корпуса. В верхней части штока закреплена рукоятка. Подъем его ограничен втулкой. По корпусу можно перемещать кольцо, фиксирующее показания прибора в килограммах.
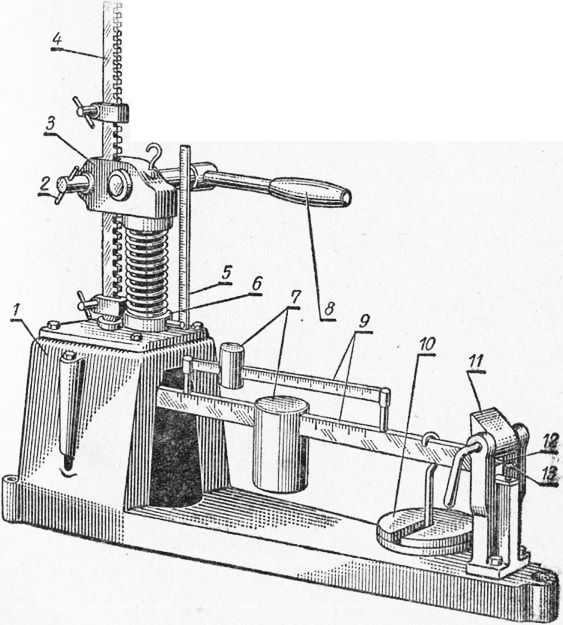
Рис. 29. Прибор КИ-40 для проверки упругости пружин: 1 — корпус; 2 — стопорный винт; 3 — передвижной кронштейн; 4 — зубчатая стойка; 5 — линейка; в — столик; 7 — грузы; 8 — рукоятка; 9 — шкалы; 10 — гиря; 11 — запорный механизм; 12 — стрелка; 13 — риска.
Для . проверки жесткости пружины кольцо передвигают до упора в винты. Вилку прибора устанавливают на тарелку пружины клапана так, чтобы она не задевала коромысла. Нажимая на рукоятку прибора, плавно сжимают клапанную пружину примерно на 0,5— 1,0 мм. Кольцо 4 зафиксирует на шкале величину сжатия пружины, которая должна соответствовать данным таблицы.
Самоподжимные и войлочные сальники. Самоподжимные сальники не пригодны к дальнейшей работе, если имеются вмятины,глубокие риски и другие механические повреждения корпуса и крышки, неплотная посадка манжеты сальника в корпусе, трещины, порезы, надрывы, заусенцы и глубокие риски на поверхности манжеты, соприкасающейся с деталью, обрыв или повреждение пружины. В свободном состоянии пружина сальника должна плотно обжимать его манжету. Все войлочные сальники и уплотнения при ремонте подлежат замене.
Рис. 30. Прибор ПКП ГОСНИТИ для определения жесткости пружины клапана без снятия ее с двигателя: 1 — вилка; 3 — корпус! 3 — пружина; 4 — кольцо; 5 — винт; 6 — втулка; 7 — шток; 8 — рукоятка.
Уплотнительные прокладки. Картонные и паронитовые прокладки не должны иметь вырванных мест и разрывов. Допускается один разрыв при условии, что его кромки точно совмещены. Поверхность прокладки должна быть ровной, чистой, без складок и морщин.
На металлических листах железоасбестовых прокладок, а также на краях прокладок, окантованных латунью, не допускаются трещины, коробление, раковины и пузыри. Кромки должны быть ровными, без заусенцев, а отбортованные края отверстий — гладкими, без складок и морщин. На отбортованных краях металлического листа допускаются отдельные трещины, не доходящие до места изгиба не менее чем на 3 мм.
Болты, шпильки, гайки и резьба деталей. Состояние резьбы проверяют внешним осмотром, навертыванием (ввертыванием) от руки новой гайки (болта). На резьбе не допускаются вмятины, забоины, выкрашивание. Стержни болтов и шпилек не должны иметь изгиба и заметной выработки.
На головках болтов и гайках не допускаются смятые или срубленные грани и углы. При износе граней более 0,6 мм от номинального размера болты и гайки бракуют. Отверстия для шплинтов в болтах и шпильках не должны быть забиты и заметно увеличены.
При разборке исправные шпильки из деталей не вывертывают. Плотность посадки шпилек проверяют остукива-нием. Если при этом слышен дребезжащий звук, шпильку вывертывают, а посадку восстанавливают. При дефектовке технологических комплектов, имеющих собранные резьбовые соединения, гаечным ключом проверяют затяжку. При ослаблении затяжки гайки, болты или шпильки подтягивают, если у них окажется более двух сорванных ниток резьбы — бракуют, а резьбовые отверстия ремонтируют.
Стопорные и пружинные шайбы. В стопорных шайбах не допускаются трещины и надрывы в месте перегиба. Пружинные шайбы, бывшие в употреблении, используют вновь только в том случае, если они не потеряли своей упругости, которая характеризуется величиной развода концов шайбы. Нормальный развод концов шайбы равен двойной ее толщине, допустимый — полуторной.
Цилиндрические установочные штифты и их гнезда. При ослаблении посадки или выпадении установочных штифтов отверстия развертывают, а штифты заменяют ремонтными. Изготовляют штифты и ремонтируют гнезда в том случае, если величина зазоров или натягов в этих сопряжениях отличается от указанных в технических условиях.
Технические условия на дефектовку основных деталей механизма газораспределения
Блок цилиндров, картер и крышка распределительных шестерен. Остукиванием проверяют посадку втулок распределительного вала и втулок толкателей клапанов, а индикаторным нутромером или калибрами — их внутренний диаметр .
В блоке при ослаблении посадок втулок или оси промежуточной шестерни после их выпрессовки проверяют диаметр отверстий под эти детали. Изношенные втулки обычно бракуют, а блоки с изношенными отверстиями направляют в ремонт.
При внешнем осмотрекартеров и крышек распределительных шестерен выявляют величину и расположение трещин и обломов, смятие опорных поверхностей под гайки крепления, состояние резьбы и установочных штифтов и ослабление посадки втулок. Измеряют диаметр отверстий, в которые устанавливают сопрягаемые детали. Проверяют состояние привалочных плоскостей, коробление которых обычно допускается до 0,25 мм.
Размеры и расположение трещин или обломов, при которых допускается ремонт, определяют в соответствии с принятой технологией ремонта. Например, на предприятиях по централизованному ремонту крышки распределительных шестерен двигателей Д37М бракуют, если трещины проходят через ранее заваренные места или общая длина их превышает 250 мм, обломы по дуге более 90° или нужно восстановить более 5 резьбовых отверстий.
Головка цилиндров. При внешнем осмотре выявляют состояние рабочих фасок клапанных гнезд (риски, раковины, обгорания и т. п.), установочных штифтов, плотность посадки направляющих втулок клапанов, наличие трещин и обломов. Затем измеряют величину износа клапанных гнезд, втулок клапанов, а при ослаблении посадки после выпрес-совки втулок— диаметр отверстий в головке цилиндров.
Рис. 31. Определение степени изношенности клапанных гнезд шаблоном: а —- гнездо годно; 6 — гнездо не годно.
Степень изношенности клапанных гнезд определяют при помощи шаблона или по величине утопания в гнезде контрольного клапана. Для проверки шаблон устанавливают в гнездо стороной, на которой выбита цифра «1» (рис. 31). Если лапки шаблона не касаются поверхности головки, то в это гнездо после его фрезерования может быть установлен как новый, так и работавший ранее клапан. При касании лапок степень изношенности гнезда проверяют другой стороной шаблона с цифрой «2». В том случае, когда лапки не касаются поверхности головки блока, то в него может быть установлен только новый клапан, а при касании лапок гнездо следует ремонтировать.
При другом способе проверки в клапанное гнездо, предварительно очищенное от нагара, устанавливают контрольный клапан и штангенглубиномером, микрометрическим или индикаторным глубиномером ( определяют величину утопания клапана.
При определении глубины утопания тарелки клапана индикаторным глубиномером его измерительный штифт устанавливают на головку клапана, а опорную плиту — на поверхность головки цилиндра и в этом положении большую и малую стрелки индикатора переводят на нулевое деление. Затем ставят глубиномер так, чтобы и измерительный штифт и опорная плита опирались на шлифованную поверхность головки цилиндра. При этом индикатор покажет величину утопания клапана с точностью 0,01 мм.
Неплоскостность (коробление) головки цилиндров для всех двигателей допускается до 0,15 мм.
При износе отверстий под направляющие втулки клапанов их растачивают под ремонтный размер (приложение 1—5) или ставят втулки на эпоксидной смоле.
В специализированных ремонтных предприятиях головки цилиндров бракуют, если имеются трещины, доходящие до отверстия под направляющую втулку клапана, пробоины в стенках камеры сгорания, трещины более чем в трех перемычках, в ранее заваренных перемычках, а также если нельзя больше расточить под ремонтный размер отверстия для направляющих втулок клапанов.
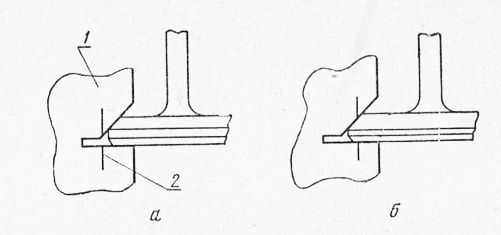
Рис. 32. Определение величины утопания (в) клапана: о — штаигенглубиномером; 6 — индикаторным глубиномером.
Распределительный вал. При внешнем осмотре проверяют состояние резьбы, опорных шеек и кулачков. Затем определяют размеры шейки под шестерню (если необходимо спрессовать шестерню), высоту кулачков и изгиб (биение) вала.
Высоту кулачков проверяют шаблоном или измеряют микрометром.
Для определения величины биения средней шейки вала его укладывают крайними опорными шейками на призмы, установленные на поверочной плите. Стойку с индикатором располагают так, чтобы измерительный стержень упирался в середину средней шейки. Медленно поворачивая вал, наблюдают за отклонениями стрелки индикатора и при наименьшем отклонении устанавливают стрелку на нуль. Вращая вал, замеряют величину биения средней шейки. Прогиб вала численно равен половине величины биения (без учета износа шейки).
Точку на поверхности шейки, при касании которой индикатор дает наибольшие показания, отмечают краской с тем, чтобы в дальнейшем знать направление изгиба, а следовательно, и направление правки. Бракуют распределительные валы обычно только при наличии трещин, изломов и аварийного изгиба.
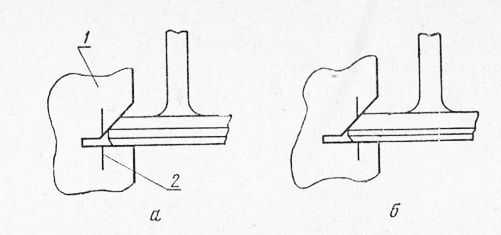
Рис. 33. Шаблон для проверки годности клапана: а — клапан годен; б — клапан не годен; 1 — шаблон; 2 — контрольная риска.
Клапаны. При осмотре проверяют состояние поверхности и торца стержня, а также конической поверхности тарелки (фаски). Они должны быть чистыми, гладкими, без рисок, задиров, черновин. Угольником проверяют на просвет перпендикулярность торца стержня клапана к его цилиндрической поверхности. Шаблоном проверяют толщину пояска тарелки клапана. Край тарелки клапана не должен располагаться в прорези шаблона (рис. 33) за риской. На приспособлении измеряют биение стержня и тарелки клапана, а микрометром —диаметр стержня.
Приспособление для проверки биения стержня и тарелки клапана прилагается к станку ШК-3 для шлифовки клапанов. Оно представляет собой плиту (рис. 34) с установленной на ней призмой, на которой передвигаются упорное кольцо и два зажимных. Упорное кольцо снабжено стопорным винтом 9 и винтом 8 упора, а зажимные кольца — устройствами. Кронштейны со сферическими шарнирами служат для установки индикаторных головок.
Для определения биения стержень клапана цилиндрической частью укладывают на призму, упорное кольцо вплотную подвигают к торцу стержня и в этом положении фиксируют.
При последующей проверке клапанов упорное кольцо оставляют на месте, а клапаны устанавливают до упора в него. Затем по краям стержень клапана крепят зажимными кольцами.
В верхний кронштейн приспособления помещают индикаторную головку. Поворачивая кронштейн, добиваются такого положения головки, при котором ось измерительного стержня будет перпендикулярна к оси клапана и пересечется с ней. Тогда индикатор закрепляют. Натяг стрелки индикатора должен быть 1,2 мм.
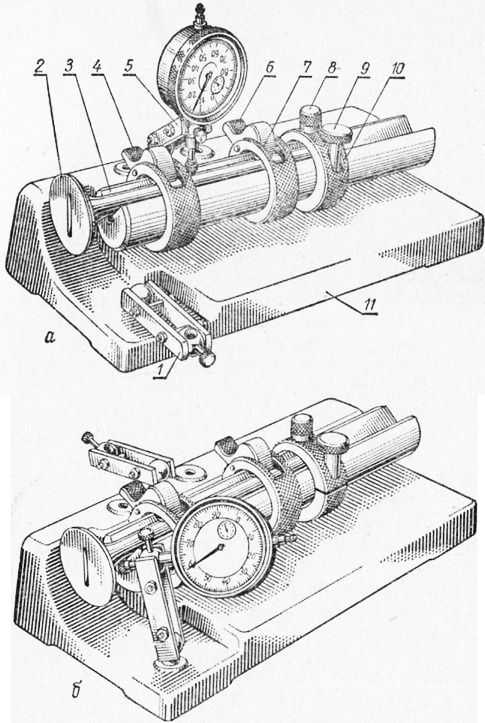
Рис. 34. Приспособление для проверки биения стержня (а) и тарелки (б) клапана: 1 и 5 — кронштейны для установки индикатора; 2 — клапан; 3 — призма; 4 и 6 — зажимные устройства; 7 — зажимное кольцо; 8 _ винт упора; 9 — стопорный винт; 10 — упорное кольцо; 11 — плита.
Вращая клапан, наблюдают за показаниями стрелки прибора. Разность предельных отклонений является величиной биения стержня клапана. Допускается биение не более 0,02 мм.
Для проверки биения конической фаски тарелки индикаторную головку крепят в нижнем кронштейне. Поворачивая его, устанавливают индикатор так, чтобы ось измерительного стержня была перпендикулярна к образующей конической поверхности тарелки клапана и пересекалась с осью стержня. В этом положении закрепляют индикатор. Натяг стрелки индикатора должен быть 1,2-мм. Повертывая клапан, наблюдают за показаниями индикатора. Разность его предельных отклонений покажет величину определяемого биения, которая допускается до 0,05 мм.
Клапан бракуют, если есть трещины или износ цилиндрического пояска тарелки клапана выше допустимых пределов.
Коромысла клапанов. При внешнем осмотре проверяют, есть ли трещины, забоины, состояние паза под отвертку и резьбы регулировочного винта и коромысла. Штангенциркулем или шаблоном контролируют высоту бойка коромысла (рис. 35), форму бойка и параллельность оси отверстия в коромысле и образующей поверхности бойка. Проверяют посадку втулки и диаметр ее отверстия. Если посадка ослаблена, втулку выпрессовывают и измеряют диаметр отверстия в коромысле.
Коромысло бракуют при наличии трещин, изломов и изгибов аварийного характера и невозможности ремонта отверстий под втулку и регулировочный винт.
Толкатель и штанга толкателя клапана. У толкателя лекальной линейкой или шаблоном проверяют износ торцевой поверхности, величина которого допускается около 0,20 мм и высоту толкателя, уменьшающуюся из-за износа рабочей поверхности. Измеряют диаметр стержня толкателя.

Рис. 35. Проверка радиуса (а) рабочей поверхности бойка коромысла клапана, параллельности (б) оси отверстия под втулку и образующей бойка, высоты (в) бойка! 1 — шаблоны; 2 — щуп.
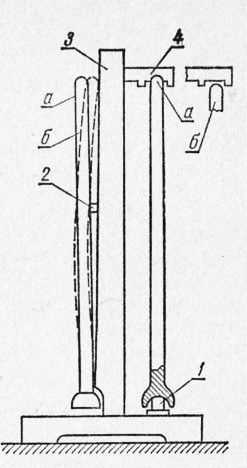
Рис. 36. Стойка-шаблон для проверки штанг толкателей: а — штанга годна; б — штанга на годна; 1 и 2 — упоры; 3 — стойка; 4 —скоба.
Длину и изгиб штанги контролируют стойкой-шаблоном. При установке на упор штанга не должна входить в углубление скобы.
Для проверки изгиба штангу прижимают к упору и поворачивают ее так, чтобы нижний конец все время был прижат к стойке. Если во время вращения верхний конец коснется стойки, то изгиб превышает допустимую величину, которая почти для всех двигателей одинакова и составляет 1,0 мм.
Рекламные предложения:
Читать далее: Ремонт деталей механизма газораспределения
Категория: — Работоспособность тракторов
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Дефектация и восстановление деталей двигателя
После разборки двигателя все детали двигателя подвергаются осмотру и проверке на возможность их дальнейшего использования.
Под дефектацией понимается проверка целостности, т. е. выявление наружных и внутренних трещин и обломов, и определение степени изношенности, деформации, нарушений взаимного расположения поверхностей и их чистоты.
Дефектация позволяет разделить все детали на три группы. К первой группе относятся детали, имеющие допустимый износ, а также детали, прошедшие необходимые виды проверки; ко второй — детали, имеющие предельный износ и отклонения от геометрической формы поверхностей, но восстановление которых возможно; к третьей группе — детали, имеющие признаки окончательного брака и не подлежащие восстановлению. Допустимый износ и размеры, до которых допускается использовать детали без замены и восстановления, зависят от конструкции двигателя и устанавливаются заводом-изготовителем.
Дефектация деталей предусматривает следующие работы: внешний осмотр; проверку на специальных приборах для выявления
Не видимых глазом дефектов; проверку герметичности; измерение размеров и проверку отклонений от первоначальной геометрической формы. Для обнаружения в деталях дефектов, не видимых невооруженным глазом, применяют магнитную дефектоскопию, просвечивание рентгеновскими лучами, гамма-дефектоскопию, ультразвуковой и люминесцентный контроль.
При магнитной дефектоскопии для обнаружения на поверхности стальных деталей трещин проверяемую деталь намагничивают и затем опускают в ванну с магнитной суспензией. В местах, где имеются трещины, суспензия образует бугорки или полости, указывающие место и размер дефекта, что основано на явлении рассеяния магнитных силовых линий в местах повреждений. Просвечивание детали рентгеновскими и гамма-лучами позволяет выявить внутренние повреждения в деталях. В практике обычно используют действие этих лучей на фотоэмульсию, получая изображение дефекта на пленке.
На ряде предприятий для обнаружения поверхностных дефектов успешно применяют люминесцентную дефектоскопию, основанную на способности некоторых органических соединений светиться под действием ультрафиолетовых лучей. Скрытые поверхностные дефекты определяют по свечению облученного раствора, проникающего в трещину или раковину металла. В качестве раствора может служить смесь керосина и кариола, дающая желто-зеленое свечение. На поверхности детали при наличии в ней дефектов появляются светлые полоски, показывающие расположение наружных повреждений.
Этот метод аналогичен так называемой керосиновой пробе, когда поверхность детали, более доступную для обнаружения дефектов, покрывают водным раствором мела. После высыхания окрашенной поверхности ее обратную сторону смачивают керосином. При наличии в детали неплотностей керосин проникает сквозь них и образует на окрашенной поверхности пятна или линии. Можно также проверяемую поверхность сначала смочить керосином, потом насухо вытереть, а затем покрыть раствором металла. После просыхания трещины отчетливо выделяются на меловой поверхности. Некоторые ответственные детали двигателей, имеющие внутренние полости, в которых наиболее вероятно образование трещин, подвергают гидравлическому испытанию горячей водой под определенным давлением.
На ремонтных предприятиях такая проверка производится на специальных стендах. При этом проверяемую деталь (головку блока, впускной коллектор и др.) при помощи струбцин крепят к раме стенда, а ее отверстия уплотняют резиновыми прокладками и через одно из них подводят воду. Затем создают нужное давление и осматривают деталь. Инструменты и приборы, используемые для измерения деталей, имеют различную точность и облада-
Ют разной степенью погрешности. При дефектации годными считаются детали, у которых размеры по показаниям инструментов находятся в пределах допустимых норм и не имеют каких-либо других признаков брака.
Стандарты устанавливают допустимые отклонения истинных размеров за пределы допусков на размеры в результате погрешностей измерения. От этих данных и зависит выбор тех или иных измерительных инструментов.
На специализированных предприятиях наряду с обычным инструментом широко применяют браковочные калибры и специальные измерительные приборы. Калибры бывают необходимы при проверке размеров труднодоступных поверхностей. Для определения размеров деталей прецизионных пар топливной аппаратуры применяется пневматический метод измерений. Пневматические приборы отличаются высокой производительностью и большей точностью по сравнению с индикаторными.
При измерении детали пользуются определенной методикой, учитывающей конструктивные особенности и условия работы каждой детали. Диаметр цилиндрических поверхностей трения проверяют в нескольких поясах, определяя отклонения от цилиндрической формы по длине (конусность, бочкообразность, корсет-ность). Измерение диаметра в нескольких взаимно-перпендикулярных плоскостях позволяет определить овальность в поперечном сечении проверяемой цилиндрической детали. Записывая данные измерений в карту замеров и обрабатывая их, делают заключение о том, к какой группе по степени дефектности следует отнести данную деталь двигателя.
Способы восстановления деталей ДВС. Восстановление посадки, весьма распространенное в ремонтной практике, осуществляют, используя регулировку сопряжения или применяя детали ремонтных размеров.
Регулировку производят подтяжкой соединений с выемкой прокладок или исправлением торцовых поверхностей деталей. Эти способы, однако, нельзя применять для всех сопряжений. Используя детали ремонтных размеров, можно вернуть сопряжению начальный зазор и восстановить геометрическую форму деталей. В этом случае одну из деталей сопряжения заменяют деталью ремонтного размера (отличающегося от номинального), а другую оставляют при условии устранения искажений ее геометрической формы и подгонки размеров под новую деталь ремонтного размера.
Различают два вида ремонтных размеров: установленные и неустановленные. Существуют определенные установленные размеры (1-й ремонтный, 2-й ремонтный и т. д.), которые распространяются на детали всей серии двигателей. Детали изготовляют заранее по установленным ремонтным размерам, поэтому при их использовании не требуется дополнительной обработки.
Детали с неустановленными ремонтными размерами могут быть изготовлены заранее, но с припуском на обработку. Вопрос о том, какая из деталей сопряжения должна подлежать замене новой деталью с ремонтными размерами, решают исходя из соображений технологического и экономического порядка.
Возможен также ремонт сопряжения с помощью дополнительных ремонтных деталей. В этом случае одну деталь заменяют деталью ремонтных размеров, а другую — не заменяют, а реконструируют, например, путем установки переходных втулок или дополнительных кольцевых прокладок для возможности восстановления начальной посадки.
Восстановление начальных размеров деталей с последующим восстановлением посадки предусматривает восстановление размеров обеих деталей сопряжения при помощи электродуговой, ацетиленокислородной и виброконтактной наплавки, электролитического или химического никелирования, электролитического осталивания и ряда других способов.
Выбор наиболее рационального способа восстановления деталей двигателя при любом методе ремонта осуществляют исходя из требований технических условий на ремонт, фактического технического состояния деталей, их конструктивных особенностей, материала, вида термической обработки и условий работы.
Возможные способы ремонта деталей сравнивают по экономичности. При обеспечении одинакового качества работ выбирают способ, обеспечивающий меньшую стоимость ремонта. При этом учитывают производственные возможности ремонтного предприятия: наличие станочного и специального оборудования, приспособлений и инструмента; возможность использования универсальной оснастки. Для наращивания поверхностей стальных закаленных и незакаленных деталей диаметром до 30 мм при износе 0,4… 1,0 мм, а также для восстановления тонкостенных гильз (втулок цилиндров) применяют автоматическую виброконтактную наплавку.
Для восстановления корпусных деталей многих ДВС используют ацетиленокислородную и электродуговую сварку. Чугунные детали с помощью электросварки восстанавливают чугунными электродами, тонкими электродами из малоуглеродистой или качественной стали, а также медными электродами, облицованными жестью. При газовой сварке в качестве присадочного материала выбирают бронзу или серый чугун и в результате получают плотный шов.
Наплавку деталей из алюминиевых сплавов часто осуществляют в ацетиленокислородном пламени, применяя в качестве присадочного материала стержни из силумина (сплава алюминия и кремния). Хорошие результаты обеспечивает сварка и наплавка таких деталей аргонодуговым способом.
Для восстановления деталей небольших размеров и несложной конфигурации при износе до 0,2 мм на сторону целесообразно применять хромирование. Этим способом можно восстанавливать шейки распределительных валов, передач, установочные поверхности некоторых подшипников и др.
Для наращивания поверхностей деталей, имеющих неподвижную посадку, используют электролитическое меднение.
В качестве предварительной операции для получения подслоя под хром, когда необходимо покрытие значительной толщины, а также в качестве самостоятельного способа восстановления деталей, особенно если их затем подвергнуть термической обработке (цементации, цианированию, закалке токами высокой частоты), используют осталивание. Осталивание представляет собой электролитический процесс покрытия железом. Электролитически осажденное железо имеет высокую твердость и прочность и по свойствам приближается к незакаленной среднеуглеродистой стали.
Тяги, вилки тяг, крепежные детали, трубопроводы и другие детали подвергают электролитическому цинкованию.
Для защиты поверхностей от коррозии шестерни, Шпильки, Валики насосов и другие детали подвергают покрытию оксидной пленкой толщиной 0,5…0,8 мм, этот процесс называется оксидирование. С этой же целью применяют бакелитирование — покрытие деталей корпуса фенольным и бакелитовым лаками.
Шлифование является наиболее распространенным способом чистовой обработки ремонтируемых деталей. Наплавленные поверхности шлифуют электрокорундовыми кругами зернистостью 60…36 мкм и твердостью СМ1 или СМ2. Детали, покрытые хромом, шлифуют кругами зернистостью 60…46 мкм и твердостью СМ1, СМ2 или С1.
my-miks.ru