Хонинговка цилиндров — для чего нужна расточка и хонингование двигателя
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.
Что такое хонингование цилиндра?
В процессе эксплуатации автомобиля все его составляющие подвергаются сильной нагрузке и износу. А это может влиять на качество работы двигателя. Чтобы избежать серьезных проблем, важно своевременно проверять систему и проводить капитальный ремонт авто, в который входят расточка и хонингование блока цилиндров. Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
Хонингование цилиндров – это процедура, которая проводится на завершающем этапе ремонта мотора и подразумевает под собой нанесение на цилиндры особых насечек. Она выполняется при помощи специального оборудования, поэтому самостоятельно осуществить хонинговку невозможно – для этого следует обратиться в СТО.
Результатом работы становится не гладкая отполированная поверхность (которая, хоть и выглядит красиво, но теряет функциональность), а цилиндр с нужной степенью шероховатости, которая и отвечает за удержание масла.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
качество бензина, который вы используете;
характер езды;
продолжительность поездок;
качество системы охлаждения и т.
 д.
д.
 д.
д.В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
страдает мощность двигателя;
нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Хонингование блока цилиндров: преимущества обработки
Вопрос относительно того, для чего нужна хонинговка, задают преимущественно начинающие автомобилисты, которые еще не сталкивались с капремонтом двигателя. Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Даже при внешнем осмотре проблемы в работе цилиндров заметны невооруженным глазом. При их изъятии становятся заметны все мелкие и глубокие царапины, которые появляются в результате чрезмерной нагрузки на мотор. Это, в свою очередь, приводит к:
уменьшению мощности мотора;
повышению расхода бензина и моторного масла;
потере компрессии.
Для чего нужна хонинговка цилиндра? Для восстановления качественной работы двигателя. Правильно выполненная процедура способна:
улучшить эффективность цилиндра за счет подъема давления в нем на максимальный уровень;
сохранить в нужном объеме моторное масло, чтобы обеспечить регулярное смазывание деталей при рабочем состоянии двигателя;
максимально приблизить форму цилиндра к его заводским показателям – современное оборудование позволяет получить то число насечек, которое необходимо для конкретного цилиндра.

Хонинговка двигателя, в отличие от более простых процедур, таких как притирка и полировка, обладает большей эффективностью и в прямом смысле восстанавливает поврежденное покрытие детали.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
Подходящий патрон дрели вставляется в инструмент для обработки – хон.
Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
Далее процесс хонингования проводится при помощи хона с мелким абразивом.
Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
Завершается хонинговка блока обработкой поверхности маслом.
 Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.
Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.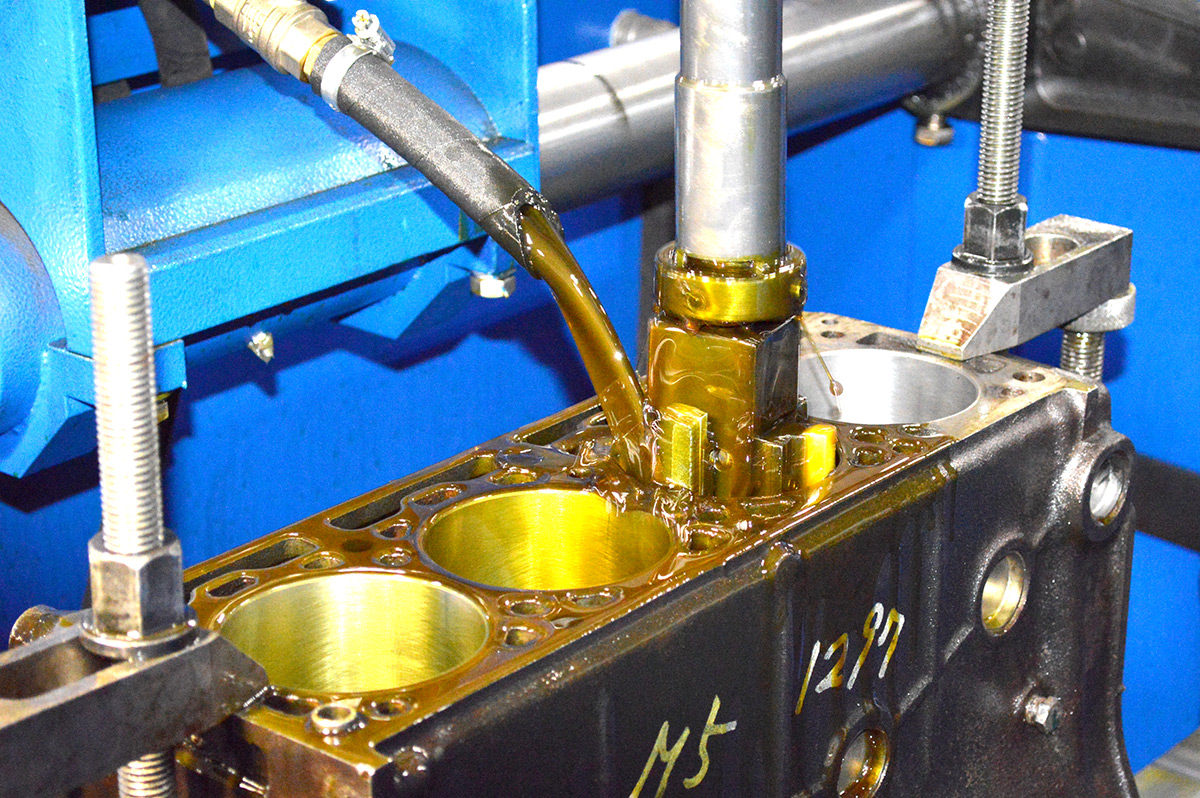
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.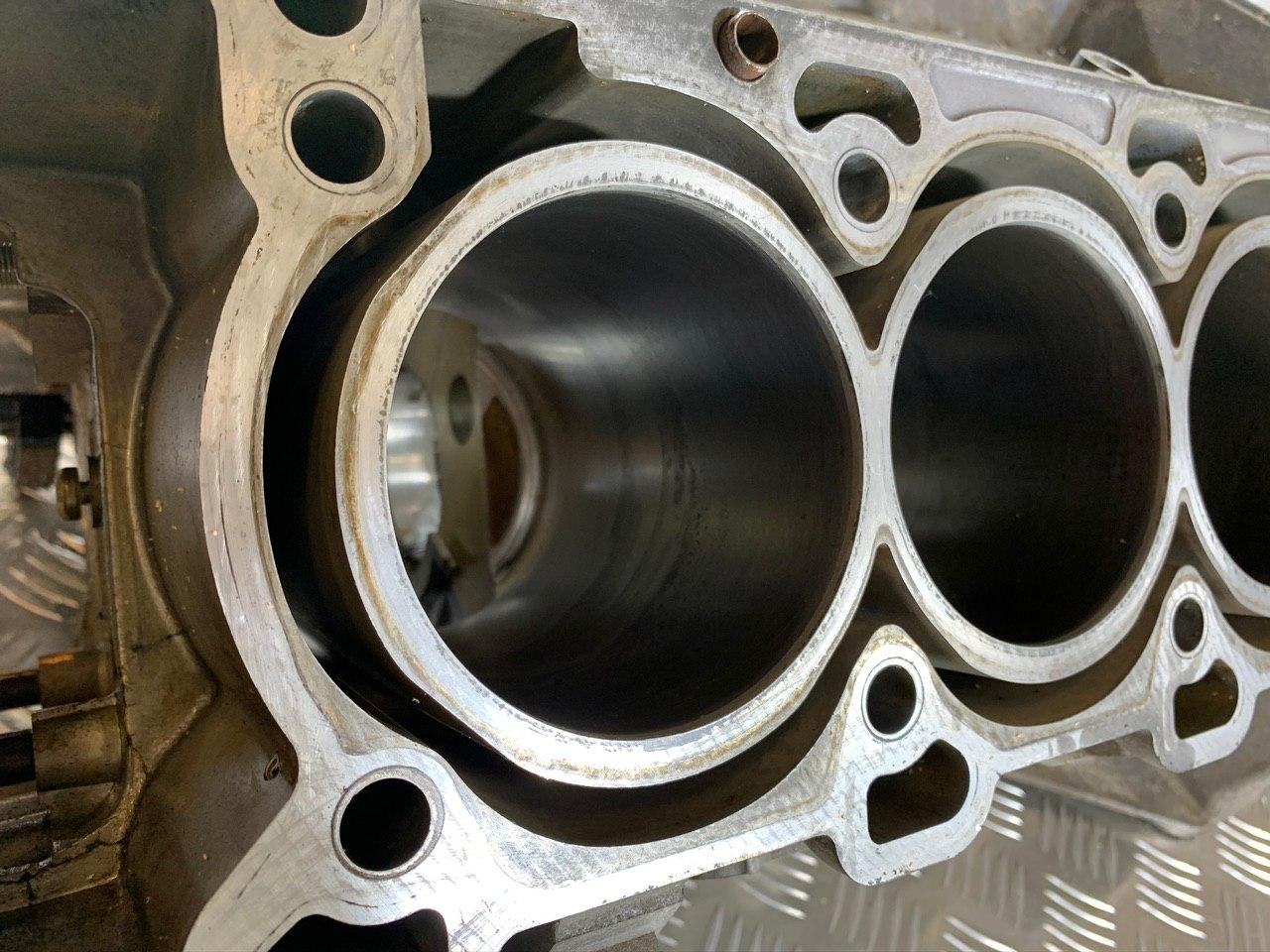
Расточка блока цилиндров в Москве
В Техцентре «Пит-Стоп Сервис» специалисты токарно-фрезерного цеха выполняют профессиональную расточку и хонингование блока цилиндров двигателя (алюминиевого, чугунного рядного, V-образного) для отечественных и зарубежных автомобилей. Мы гарантируем предоставление высокого качества услуг по доступным ценам.
Мы работаем со следующими видами транспортных средств:
- легковые — Ваз (2107, 2106, 2109, 2111, 2114), Хендай Солярис и т.д.;
- грузовые до 2-х т — ГАЗель (ЗМЗ 406, УМЗ 421), Ситроен, Фиат и т.д.;
- грузовые свыше 2-х т — Скания, Хино, DAF и т.д.
Выполнение расточки и хонингования БЦ
В ходе эксплуатации, наибольшему износу в блоке подвержены стенки цилиндров. Для восстановления их размеров заводским, применяется расточка блока цилиндров. Перед выполнением расточки каждый блок дополнительно померяют для точного определения размеров поршневой группы.
Работа выполняется опытными сотрудниками Техцентра «Пит-Стоп Сервис» с использованием современного оборудования и оригинальных запчастей. На все виды токарно-фрезерных работ мы предоставляем гарантию от 1 (одного) до 6 (шести) месяцев.
УСЛУГА «срочный ремонт» — ДОПЛАТА ВСЕГО 20%
Если вам необходимо в кратчайшие сроки выполнить механический ремонт деталей ДВС, воспользуйтесь нашей услугой «срочный ремонт». Ваш заказ будет выполнен нашими специалистами вне очереди с доплатой всего лишь 20%.
Хонинговка блока цилиндров
ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ — DRIVE2
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
ТЕХНОЛОГИЯ ОБРАБОТКИ
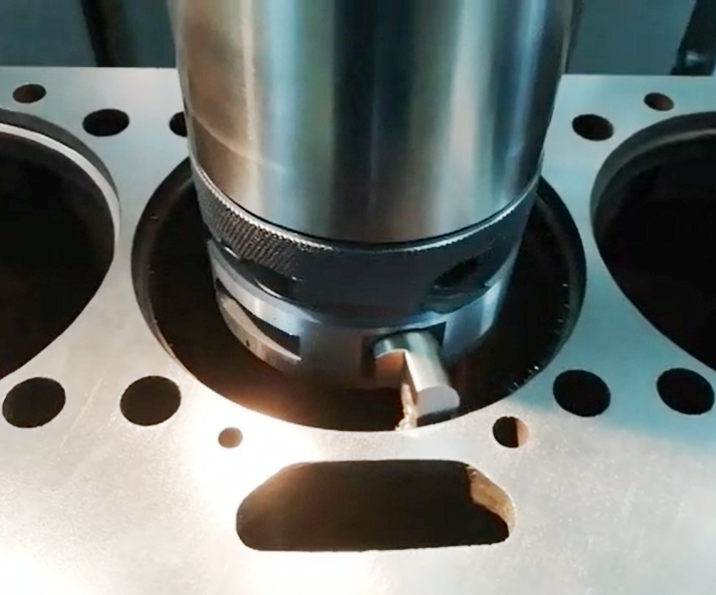
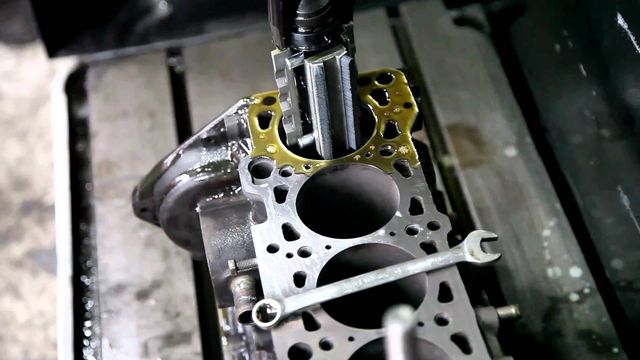
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла.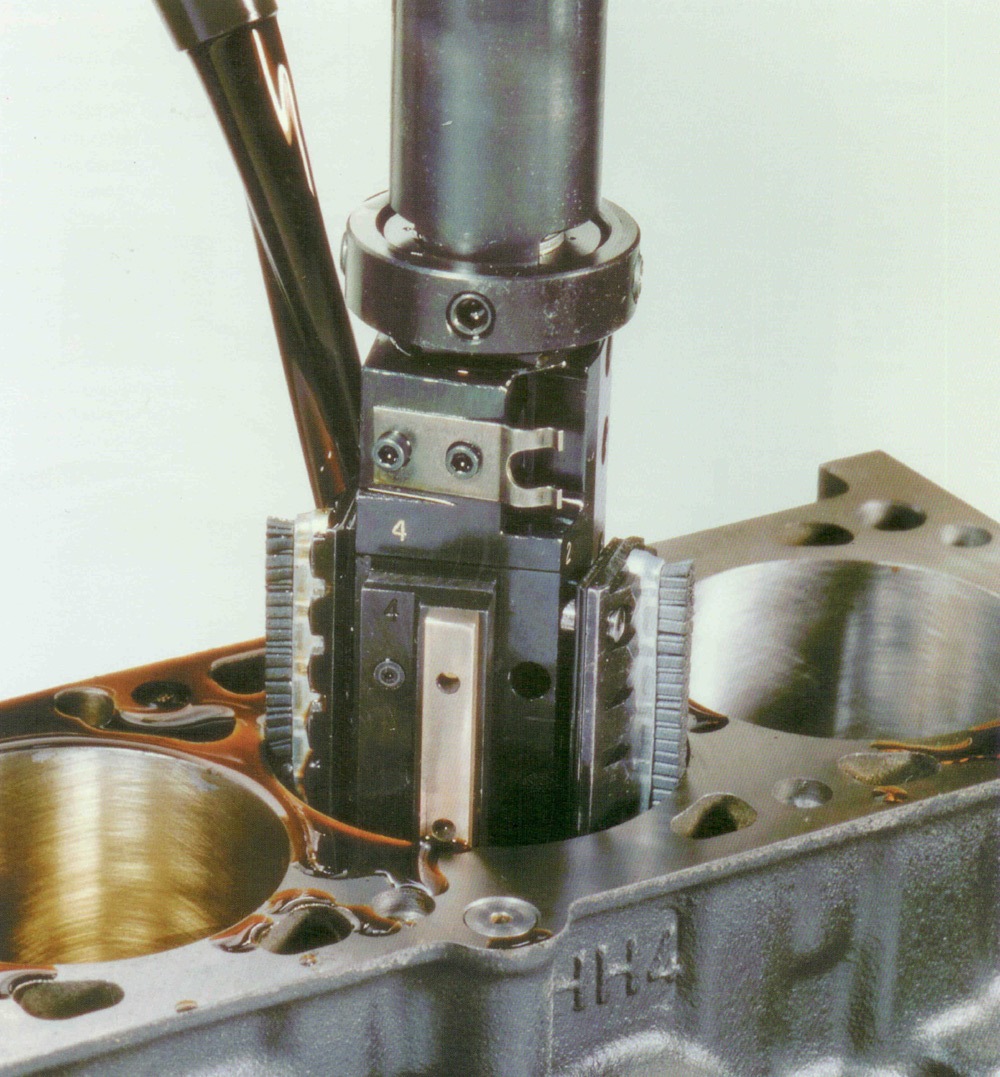 Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.Содержание статьи:С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
В конце статьи — видео о том, что такое хонингование.Содержание статьи:С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Процесс хонингования проводится непосредственно после расточки цилиндров. И его основная задача – сохранить первоначальную форму, а также избавиться от бочкообразности или конусности, если таковые будут иметься после расточки.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью. Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.

Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно. Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке. Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
 Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя. Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя. Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.Видео о том, что такое хонингование:
Как правильно делается хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий.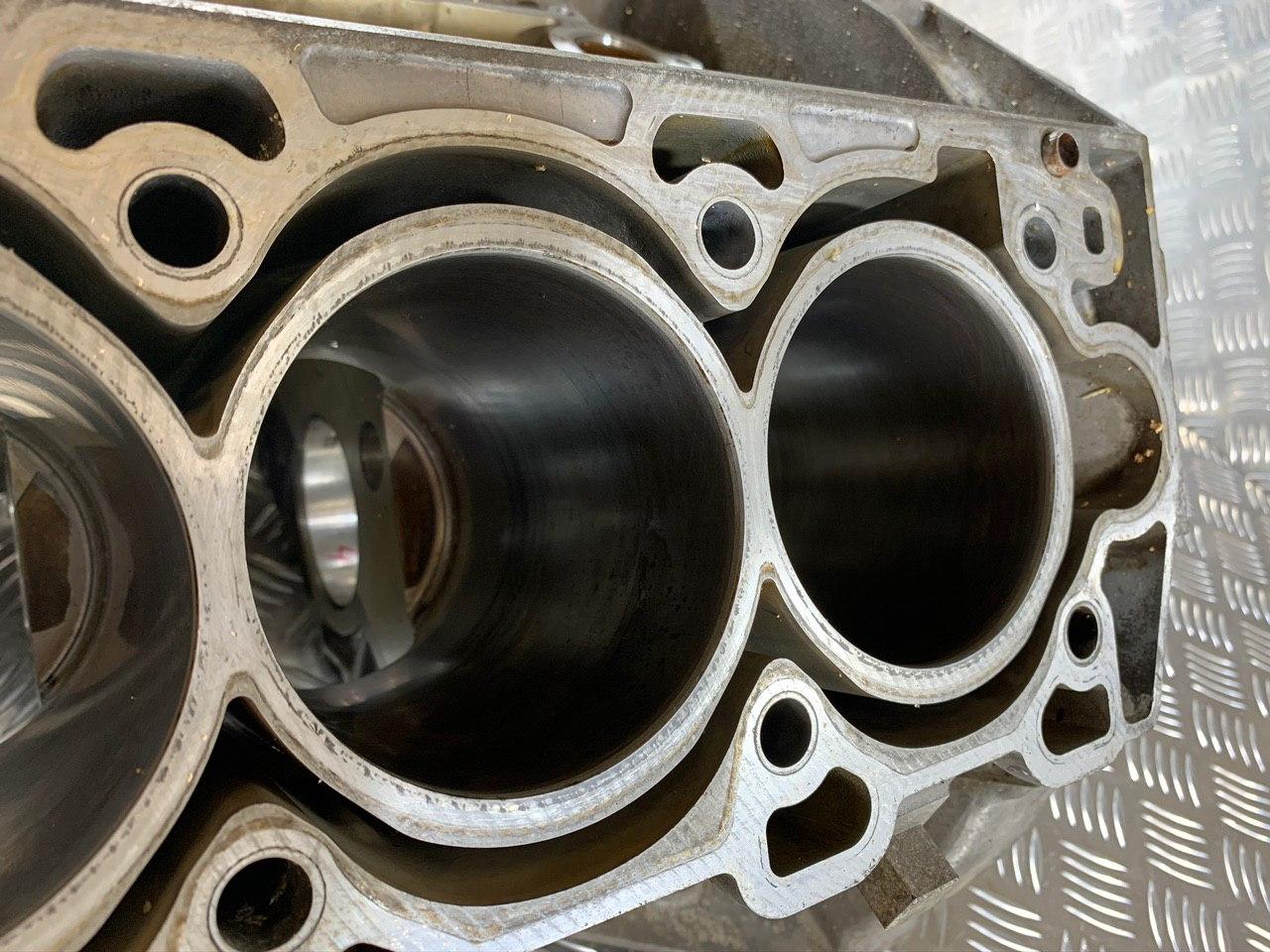 Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
 Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Хонингование блока цилиндров
Самым завершающим этапом при капитальном ремонте любого двигателя является хонингование. В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
Что такое хонингование?
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра. Данная процедура выполняется при помощи режущей обработки. Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Для чего необходимо хонингование блока цилиндров?
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров.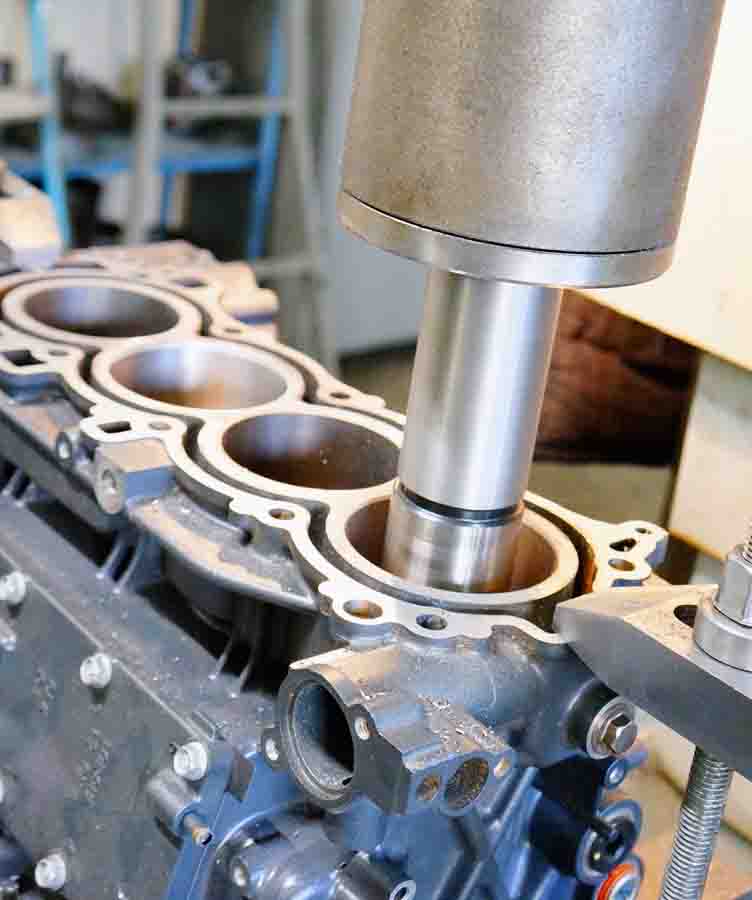 Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Требования к инструменту хонингования
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Какими должны быть хонинговальные бруски?
При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия. Конструкция брусков позволяет добиться самозатачивания алмазов. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Как хонинговать блок цилиндров самостоятельно?
Капитальный ремонт блока делится на несколько этапов. Вначале происходит расточка цилиндра до ремонтного размера. Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
После того, как второй этап будет завершен, необходимо выполнить промывку двигателя. Дело в том, что при обработке появляется большое количество металлической стружки, которая сразу может быть и незаметна. Однако, ее присутствие на стенках гильз совсем не желательно и может привести к повторному износу блока, поэтому ее необходимо удалить.
Внимание! Чтобы бруски не замазались и не переломились, необходимо через определенные промежутки времени прерывать хонингование, примерно, на 30 секунд. При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла. После этого, можно снова продолжать обработку.
Чтобы бруски изнашивались равномерно, рекомендуется постоянно менять направление вращения головки. Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.
Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.
На этом хонингование блока цилиндров завершено. Как видно, на теории в этом нет ничего сложного. Однако на практике многие водители могут столкнуться с различными трудностями, например, отсутствие необходимого оборудования или специальных навыков, нужных при обработке блока цилиндров. Именно поэтому, такую работу лучше доверить профессионалу, который за относительно небольшие деньги выполнит точную и качественную шлифовку цилиндров.
№16 расточка и хонингование блока цилиндров своими руками — Honda Integra, 1.6 л., 1998 года на DRIVE2
1 Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка блока цилиндров может быть проведена только на специализированном оборудовании.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Почему столько? Этот слой металла является дефектным, после расточки, и убирается (полируется) именно хонингованием. И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.2 Хонинговка цилиндров после расточки
Хонингование – это абразивная обработка материалов с применением хонов (хонинговальные головки). Хонинговка цилиндров производится на специализированных станках, обработка сопровождается обильным орошением поверхности.
Жидкости для хонингования применяются традиционные: керосин или смесь масла с керосином. Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.
Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.
Всё. Вам позвонил ваш мастер и вы можете ехать забирать головку блока цилиндров. Доработка головки блока, в виде расточки и хонингования прошла успешно. Теперь вы вновь, своими руками можете продолжать процесс тюнинга двигателя или ремонта ГБЦ.
И не забывайте, что сборка головки блока цилиндров, процесс не менее ответственный и сложный, чем расточка и хонингование цилиндров. Удачи вам при проведении расточки и хонингования цилиндров.
Расточка и Хонингование — motor-masters.ru
Рассмотрим сегодня обработку самой большой детали в двигателе и самых больших заблуждений при его ремонте, это блок цилиндров и поршневая группа. От этого узла в большей мере зависит ресурс всего мотора в целом. Расточка цилиндров в ремонтный размер требуется при превышении максимально допустимого износа, для каждого двигателя указывается в инструкции по эксплуатации, обычно составляет 0. 03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
1. Получить отверстие заданного размера с конусностью и эллипсностью не более 0.01мм.
2. Гарантировать перпендекулярность оси отверстия оси коленвала.
3. Обеспечить необходимую чистоту поверхности с заданным микрорельефом.
Миф первый: блок можно не растачивать, а сразу отхонинговать в размер.
Расточка блока необходима, поскольку цилиндры могут быть изношенны неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, например, к непараллельности осей цилиндров. Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Изначальная причина — качество самого чугуна, исходного материала. Я не делал ни металлографию, ни исследования химического состава, но о снижении качества могу судить по тому, как обрабатывается данный блок. При расточке двух-трех блоков 15-летней давности твердосплавный резец требует заточки после каждых 2–3 блоков. Блоки моложе 7 лет можно растачивать и смену, и две, и три, а инструмент при этом не испытывает никаких затруднений чугунина сейчас стала попроще, помягче. Налицо явное снижение ресурса блока и мотора в целом.
Миф второй: чем зазор меньше тем лучше.
При кажущейся простоте достичь хорошего результата удается далеко не всегда и очень часто по причине одного из самых устойчивых мифов «поршень должен опускаться в цилиндр с небольшим усилием, а вы расточили так, что он туда падает»./32b795b2d2fd783.s.siteapi.org/img/1fb2d2d8e2585aca8a70904685026db3f328258d.JPG) Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Отечественных производителей много, но проблемы у всех сходные. Первая — плохое качество материала. Практически всегда в сплаве повышенное содержание железа и низкое — кремния. Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Наиболее типичная операция, выполняемая практически в любой мастерской – расточка цилиндра до следующего ремонтного размера поршня. Расточка блока под установку гильз – уже следующая по сложности операция, при этом необходимо обеспечить требуемый натяг при посадке гильзы не менее 0.04-0.05 мм и чистоту поверхности блока для лучшего теплоотвода, гильзу в блок необходимо садить при помощи жидкого азота, зазор в поршневой увеличить ещё на пару соток, а плоскость блока обработать на фрезерном или шлифовальном станке.
Миф третий: поверхность цилиндра после обработки должна быть гладкой и блестящей.
При ремонте деталей двигателя и, в частности, блока цилиндров нет неответственных операций, однако финишная обработка особенно важна. Хонингование является именно такой финишной операцией, от качества и точности которой во многом зависит ресурс работы двигателя. При ремонте блока цилиндров необходимо выдержать целый ряд допусков формы и расположения поверхностей. Расположение и прямолинейность осей цилиндра осуществляется с помощью расточки, а круглость, цилиндричность, формирование микрорельефа и обеспечение определенной структуры металла на его поверхности достигается только хонингованием.
Хонингование (англ. Honing) — отделочная обработка внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения.
При этом микропрофиль поверхности цилиндра, зависит от характеристик применяемых абразивных брусков и режимов хонингования, в том числе от частоты вращения хонголовки, скорости ее вертикальной подачи, давления брусков на стенки, а также свойств и количества смазки, подаваемой в зону резания.
После расточки для хонингования должно оставаться не меньше 0.08 мм в противном случае остается слой деформированного материала, который негативно сказывается на долговечности поршневой группы, многие расточники пренебрегают этим правилом в силу природной лени или незнания элементарной технологии обработки.
Бруски для хонигования бывают абразивные и алмазные, первых хватает на 30-40 блоков, работать с ними сложнее, но правильнее, алмаз практически вечен, но есть проблема.
Алмаз – мелкая и не очень острая частица, и когда эти частицы плотно друг с другом связаны, для обработки отверстия требуется очень большое давление. Из-за этого алмаз «рвет» поверхность, в зоне резания под воздействием высоких температур образуются твердые частицы которые изнашивают поршень и кольца, а выступающий на поверхность чугуна графит закатывается в глубь образуя так называемую жестяную рубашку, поэтому непосредственно после хонингования с поверхности нужно удалить остатки металла щеткой. По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
Большую часть припуска снимают брусками с относительно крупным абразивом. При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
Обработку продолжают брусками с более мелким абразивом. Микрорельеф поверхности по завершении этапа представляет собой чередование впадин (причем глубина впадин тоже чередуется) и относительно «плоскости» выступов. Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
И так, подведем итоги поверхность цилиндра после РАСТОЧКИ и хонингования абразивными брусками НЕ ДОЛЖНА БЫТЬ ГЛАДКОЙ и главное, ЗАЗОР ДОЛЖЕН БЫТЬ ДОСТАТОЧНЫМ для нормальной работы двигателя.
Картина, как видим, безрадостная — в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры «голыми руками», поэтому нормальный зазор воспринимают весьма своеобразно: «прослабили», поршень ведь «болтается»! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Завершающей операция промывка блока от стружки и остатков абразива. Забудьте о бензине и керосине, промывать следует горячим раствором соды, иначе удалить абразив из поверхности цилиндра невозможно и он будет медленно, но верно изнашивать поршень и кольца. После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
Гильзовка и хонингование блока цилиндра компрессора
Гильзовка и хонингование блока цилиндра компрессора в Нижнем Новгороде
Гильза цилиндра является составной частью блока. Это — снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
Периодически ее нужно ремонтировать, как и любую другую механическую составляющую двигателя. Ремонт этой детали – гильзование — процесс достаточно сложный и требует опыта и специальных знаний. Гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских. Этот вид работ выполняется тогда, когда цилиндры изношены настолько, что превышены все предусмотренные производителем ремонтные размеры, или изготовитель сам рекомендует выполнить такой ремонт.
Гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских. Этот вид работ выполняется тогда, когда цилиндры изношены настолько, что превышены все предусмотренные производителем ремонтные размеры, или изготовитель сам рекомендует выполнить такой ремонт.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Гильзовка блока делается следующим образом:
- Для блоков цилиндров из чугуна используются чугунные гильзы
- Для алюминиевых блоков – мы также используем чугунные гильзы
Этапы работы по гильзовке блоков:
Сначала растачиваются цилиндры, эту работу должны проводить специалисты, так как должна быть четко соблюдена геометрия гнезд под гильзы. Если эти правила не будут соблюдены, то эллипс цилиндра передастся гильзе, поршень начнет работать неправильно, что повлечет за собой достаточно много неприятностей. Сама гильзовка блока цилиндров (гильзовка алюминиевых блоков) начинается после того, как сделана расточка под необходимый размер с соответствующей шероховатостью стенок цилиндра для лучшей теплоотдачи. Существует метод горячего гильзования, который основывается на учете разницы температур блока и гильзы. Гильзу монтируют в цилиндр блока, предварительно обработав раствором и охладив в жидком азоте. Блок нагреваем до 150 С.
Сама гильзовка блока цилиндров (гильзовка алюминиевых блоков) начинается после того, как сделана расточка под необходимый размер с соответствующей шероховатостью стенок цилиндра для лучшей теплоотдачи. Существует метод горячего гильзования, который основывается на учете разницы температур блока и гильзы. Гильзу монтируют в цилиндр блока, предварительно обработав раствором и охладив в жидком азоте. Блок нагреваем до 150 С.
При грамотном и правильном подходе после гильзования блока двигатель вашего авто прослужит еще многие годы.
Хонингование цилиндров – завершающий этап капитального ремонта двигателя автомобиля, им завершается расточка гильз цилиндров. Цель проведения данной операции – уменьшение шероховатости поверхности гильз после расточки. Благодаря хонингованию существенно продляется срок службы мотора до следующего капремонта.
Телефон: +7(904)915-50-32Пожалуйста, скажите, что узнали номер на СКИДКОМ
Показать телефонРасточка и хонингование блока цилиндров
Расточка и хонингование блока цилиндров
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Расточка – процесс восстановления необходимой геометрии, а также создание необходимого расстояния между стенками цилиндра и поршнями. Как известно, цилиндр очень редко выходит из строя, но иногда, такое может произойти. Да, далеко не каждый из цилиндров изнашивается раньше времени, но все-таки, с техникой бывает всякое. Все изношенные цилиндры можно подвергать растачиванию. Расточить блок цилиндров — значит восстановить качественную работу двигателя автомобиля.
Хонингование цилиндров – завершающий этап капитального ремонта двигателя автомобиля, им завершается расточка гильз цилиндров. Цель проведения данной операции – уменьшение шероховатости поверхности гильз после расточки. Благодаря хонингованию существенно продляется срок службы мотора до следующего капремонта.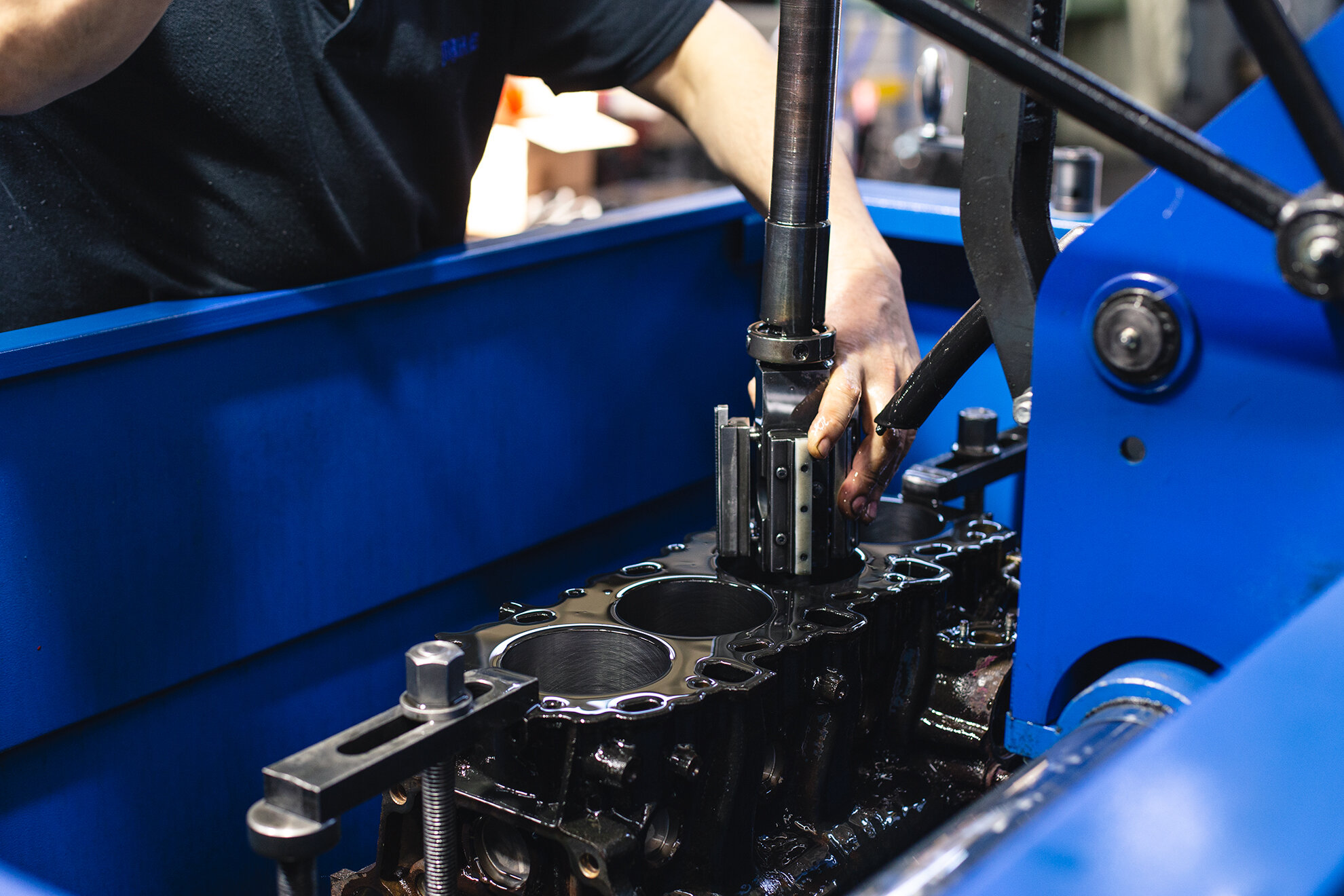
Для заказа расточки и хонингования блока цилиндров во Владимире звоните по номеру:
Пожалуйста, скажите, что узнали номер на СКИДКОМ
Показать телефон
Технология хонингования цилиндров
Хонингованием называется вид абразивной обработки отверстий, при котором используются специальные механизмы – хоны. При этом они совершают как вращательные движения вокруг своей оси, так и возвратно-поступательные по обрабатываемой поверхности. При хонинговании используется специальная смазочно-охлаждающая жидкость, которая является неотъемлемой составляющей данного технологического процесса.
Хонингование блока цилиндров является одним из наиболее эффективных способов устранения некруглости, конусности и волнистости их внутренних поверхностей, которые неизбежно появляются в процессе эксплуатации всех двигателей внутреннего сгорания. Эту же цель преследует и хонингование гильз, которые вставляются в блоки цилиндров и являются, по сути дела, заменяемыми элементами при проведении капитального ремонта автомобилей.
Эту же цель преследует и хонингование гильз, которые вставляются в блоки цилиндров и являются, по сути дела, заменяемыми элементами при проведении капитального ремонта автомобилей.
Хонингование блока цилиндров
Хонингование блока цилиндров чаще всего производится в стационарных условиях станций технического обслуживания автомобилей или в специализированных мастерских, располагающих необходимым оборудованием. И в том, и в другом случае на рабочий орган, который называется хона, монтируются абразивные бруски, с зернистостью достаточной для обеспечения требуемой шероховатости и устранения неровностей обрабатываемой поверхности. Хонингование гильз и прочих изделий к отверстиям которых предъявляются повышенные требования, производится в соответствии с определённым технологическим процессом, в котором каждый брусок прижимается к обрабатываемой поверхности с помощью отдельных пружин.
Перед тем, как производится хонингование блока цилиндров, он надежно закрепляется на горизонтальной (а иногда и на вертикальной) поверхности. С помощью специальных шлангов в каждый из обрабатываемых цилиндров подается смазочно-охлаждающая жидкость (СОЖ), которая может иметь различный состав (например, смешанные в определенных пропорциях керосин и веретенное масло, или вода, в которую добавлены специальные синтетические вещества). Далее в цилиндры, строго по их осям, помещаются хоны, которые закреплены в патронах, сообщающих им вращательное и возвратно-поступательное движение. В результате соприкосновения движущегося абразива с внутренними поверхностями цилиндров или гильз происходит их обработка, а при помощи СОЖ осуществляется их охлаждение и смазка.
С помощью специальных шлангов в каждый из обрабатываемых цилиндров подается смазочно-охлаждающая жидкость (СОЖ), которая может иметь различный состав (например, смешанные в определенных пропорциях керосин и веретенное масло, или вода, в которую добавлены специальные синтетические вещества). Далее в цилиндры, строго по их осям, помещаются хоны, которые закреплены в патронах, сообщающих им вращательное и возвратно-поступательное движение. В результате соприкосновения движущегося абразива с внутренними поверхностями цилиндров или гильз происходит их обработка, а при помощи СОЖ осуществляется их охлаждение и смазка.
По сути дела, хонингование блока цилиндров представляет собой высокоточную обработку поверхностей, которая позволяет достичь параметра шероховатости Ra = 0,02 – 0,8, волнистости менее 0,2 микрометров, некруглости менее 1 мкм и непрямолинейности образующей в пределах от 2 до 5 мкм. При этом удается избежать появления микротрещин, напряжений растяжения и структурно фазовых изменений металла. Одной из альтернатив хонингованию является шлифование, однако во многих случаях по целому ряду причин производить его нежелательно,а порой и недопустимо.
При этом удается избежать появления микротрещин, напряжений растяжения и структурно фазовых изменений металла. Одной из альтернатив хонингованию является шлифование, однако во многих случаях по целому ряду причин производить его нежелательно,а порой и недопустимо.
Следует также заметить, что хонингование блока цилиндров и гильз может производиться различными хонами и абразивными брусками. Какие именно применимы в том или ином случае, в решающей степени зависит от материала, из которого изготовлена обрабатываемая поверхность. Что касается такого немаловажного момента, как контроль соблюдения размеров в ходе обработки, то он должен производиться высококвалифицированными мастерами и с помощью современного высокоточного мерительного инструмента.
Объяснение подготовки цилиндра к ремонту
Возможно, вы читали, что на цилиндры вашего мотоцикла есть специальное покрытие, но что это на самом деле означает? Что еще более важно, если вы ныряете в топовую работу на своем двигателе, правильная подготовка цилиндра является важной частью процесса.
Когда вы заказываете новый поршневой комплект, такой как комплект Wiseco, показанный ниже, рекомендации по подготовке цилиндра будут включены в инструкции, прилагаемые к продукту.В зависимости от вашего приложения будет написано «убрать глазури / отточить», либо «расточить и отточить», либо «расточить / повторить пластину». Мы посмотрим, что именно означают эти разные термины и как выполнить эти действия.
Запчасти Wiseco для восстановления внедорожного мотоцикла. Фотография Wiseco.
Очистите цилиндр
от глазури Часто задаваемый вопрос: «Нужно ли удалять глазури с цилиндра?» Ответ: да, если только не пришло время для повторной пластинки или перетяжки. Если у вашего двигателя есть время на это, процесс остекления начался.Термин «застекленный» в этом контексте относится к движению поршневого кольца (колец), выравнивающего и полирующего поверхность стенки цилиндра во время нормальной работы. Чем больше времени на двигателе, тем более остеклен будет цилиндр. Однако, в зависимости от того, сколько времени работает ваш двигатель и какой у вас тип цилиндра, вам может потребоваться повторная пластина или повторная установка рукава, о чем мы поговорим дальше.
Однако, в зависимости от того, сколько времени работает ваш двигатель и какой у вас тип цилиндра, вам может потребоваться повторная пластина или повторная установка рукава, о чем мы поговорим дальше.
Цилиндры с покрытием и с гильзой
Если ваш двигатель для PowerSports был произведен в последние два десятилетия или около того, скорее всего, он имеет покрытие Nikasil (карбид никеля и кремния), хром или покрытие электросваркой.Никасил был последним и наиболее часто используемым покрытием цилиндров из-за его износостойкости, но они все равно изнашиваются. Мы рекомендуем проверять ваше руководство на предмет обычных интервалов ремонта верхнего уровня, но, как правило, если ваш двигатель работает много часов, общее состояние вашего цилиндра должно быть тщательно проверено. Это будет включать не только размер отверстия и состояние покрытия, но также круглость и конусность цилиндра в соответствии с техническими условиями обслуживания OEM. Есть ряд хороших компаний, которые предлагают услуги репликации. Просто проведите исследование и выберите надежную компанию. Ваш цилиндр должен вернуться со свежим покрытием, отточенным и готовым к работе после быстрой очистки.
Другие формы цилиндров, которые не имеют гальванического покрытия, обычно имеют гильзы из железа или стали. Если у вашего цилиндра есть гильза, вы должны увидеть шов между гильзой и самим цилиндром. Если вы все еще не уверены, проверьте, не прилипает ли магнит к стенке цилиндра. Если прилипает, то это рукав, а если нет, то покрытый металлом.
Подобно замене цилиндра после обычного времени восстановления верхнего конца, в ваш цилиндр с гильзой необходимо установить новую гильзу. Те же цеха цилиндров, которые производят замену, также должны выполнить замену рулона, и он вернется отточенным и готовым к совместному использованию.
Короче говоря, если у вашего двигателя есть достаточно времени, чтобы потребовать полной капитальной перестройки, мы рекомендуем заменить или переустановить ваш цилиндр. Технически вы можете получить гильзу цилиндра с ранее нанесенным покрытием, но мы рекомендуем придерживаться того, как она была получена от производителя. Если он просто освежает из-за низкого количества часов на двигателе, вы можете просто удалить глазурь / отточить.
Если он просто освежает из-за низкого количества часов на двигателе, вы можете просто удалить глазурь / отточить.
Этот образец штриховки на стенке цилиндра и является целью процесса хонингования. Фотография Wiseco.
Что такое хонингование и зачем оно мне?
Когда ваш двигатель был сделан совершенно новым на заводе, цилиндр был отточен. Хонингование — это процесс кондиционирования поверхности стенки цилиндра для облегчения смазки поршневого кольца (колец) во время работы.Хонингование создает мелкие дефекты штриховки на поверхности отверстия цилиндра. Вы можете думать об этих недостатках как о выступах и впадинах на поверхности металла. Это важно, потому что это помогает стенке цилиндра удерживать масло для смазки поршневых колец. Теоретически идея состоит в том, чтобы между краем поршневых колец и стенкой цилиндра был очень тонкий слой масла. Если бы не было масла, смазывающего постоянный контакт со стенкой цилиндра, было бы слишком большое трение, и как кольца, так и цилиндр быстро изнашивались.
Термин «удаление глазури» просто относится к повторному хонингованию вашего цилиндра, чтобы вернуть эти пики и впадины в стенку цилиндра.
Мягкая хонинговальная щетка, подобная этой, является одним из инструментов, которые можно использовать для подготовки внутренней поверхности цилиндра. Фотография Wiseco.
Как заточить цилиндр
Наиболее распространенными инструментами, которые вы найдете для хонингования небольших двигателей, являются жесткие или щеточные и шаровые шлифовальные головки. Хонаты можно заказать по размеру в соответствии с диаметром цилиндра.Просто свяжите свой размер отверстия с информацией, предоставленной компанией, у которой вы заказываете свой хон. В хонинговальной компании также должны быть рекомендации по зернистости и типу материала в зависимости от того, какой тип колец у вас есть.
После разборки верхней части осмотрите стенку цилиндра и порты на предмет повреждений. Если у вас был заедание поршня или что-то сломалось, скорее всего, цилиндр был поврежден. В зависимости от того, насколько серьезны повреждения, иногда мастерские по ремонту цилиндров могут их отремонтировать. Если вы видите какие-либо сомнительные повреждения или глубокие потертости, мы рекомендуем отправить ваш цилиндр в проверенный магазин для получения лучшей рекомендации.
В зависимости от того, насколько серьезны повреждения, иногда мастерские по ремонту цилиндров могут их отремонтировать. Если вы видите какие-либо сомнительные повреждения или глубокие потертости, мы рекомендуем отправить ваш цилиндр в проверенный магазин для получения лучшей рекомендации.
Если ваш цилиндр находится в нормальном состоянии, без повреждений, и вы просто меняете кольца между верхними концами, хонингование должно быть единственным, что требуется. Если остекление минимальное, и вы все еще можете видеть изрядное количество штриховок, вы сможете обойтись с помощью жесткого или кистевого хона, чтобы просто восстановить эти штриховые метки. Вам нужно будет затачивать не более 10-15 секунд за раз, пока вы не увидите постоянные перекрестные штриховки.
Шаровая хонинговальная головка будет немного более абразивной, поэтому мы не рекомендуем использовать шаровую хонинговальную головку на цилиндрах с покрытием, если только они не являются безопасными.Если вам все же нужно использовать шаровой шлифовальный круг для более тяжелого остекления цилиндра с рукавами, прикрепите его к дрели и смажьте легким слоем моторного масла. Перед тем, как войти в цилиндр, убедитесь, что цилиндр закреплен и неподвижен, а шаровой шарнир вращается. Оттачивайте цилиндр вперед и назад в течение примерно 10-15 секунд, затем переключитесь на противоположное направление вращения и повторите. Проверьте цилиндр на наличие желаемых штриховок и при необходимости повторите.
После завершения хонингования обязательно тщательно очистите цилиндр, пока не будет остатков материала.
При повторной сборке верхнего конца всегда дважды проверяйте зазор между поршнем и стенкой.
Правильно подготовьте цилиндр во время ремонта, чтобы получить максимальную производительность и долговечность вашего двигателя. Фотография Wiseco.
Нужно ли растачивать цилиндр?
Если в инструкциях к вашему новому поршню написано «расточить и отточить» или «расточить / заменить пластину», это потому, что вы заказали поршень, размер которого больше стандартного. Инструкции по расточке и затачиванию вашего цилиндра означают, что ваш цилиндр не был покрыт металлом от производителя, и требует только механической обработки до нужного размера для вашего поршня.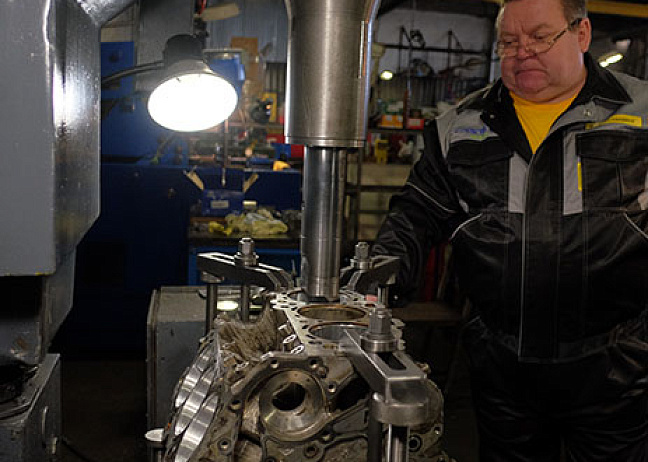 Однако, если это цилиндр с рукавами, подумайте о том, чтобы его сменили, в зависимости от времени на двигателе. Инструкции по растачиванию и повторной пластике вашего цилиндра означают, что ваш цилиндр был покрыт OEM, поэтому единственная необходимая работа — это механическая обработка цилиндра до правильного размера для вашего поршня, а затем повторная замена / хонингование.
Однако, если это цилиндр с рукавами, подумайте о том, чтобы его сменили, в зависимости от времени на двигателе. Инструкции по растачиванию и повторной пластике вашего цилиндра означают, что ваш цилиндр был покрыт OEM, поэтому единственная необходимая работа — это механическая обработка цилиндра до правильного размера для вашего поршня, а затем повторная замена / хонингование.
В любом случае мы рекомендуем просверлить цилиндр профессиональным станочником с соответствующим оборудованием. Цилиндрические цеха, которые заменяют пластину и заменяют рукав, обычно также имеют возможность растачивания.
Снятие фаски означает скругление острых кромок перед повторной сборкой, как это было сделано с этим цилиндром. Фотография Wiseco.
Не забудьте снять фаску и убрать
После любой расточной или хонинговальной работы на цилиндре важно снять фаски со всех отверстий и нижней части цилиндра. Снятие фаски — это сглаживание любой острой кромки, чтобы оставалась симметричная наклонная кромка. Наклонные кромки в нижней части цилиндра упрощают установку поршня и кольца.Вы также должны убедиться, что края отверстий в цилиндре имеют хороший наклон, чтобы поршневые кольца не зацепились за какие-либо края во время работы двигателя.
Наклонные кромки в нижней части цилиндра упрощают установку поршня и кольца.Вы также должны убедиться, что края отверстий в цилиндре имеют хороший наклон, чтобы поршневые кольца не зацепились за какие-либо края во время работы двигателя.
Если в вашем цилиндре есть выхлопная перемычка, убедитесь, что она уменьшена с 0,002 дюйма до 0,004 дюйма, чтобы учесть расширение.
Наконец, не забудьте тщательно очистить все детали, которые были обработаны. Цилиндры, которые были расточены и / или хонингованы, будут иметь остаточную зернистость при хонинге. Его необходимо удалить путем промывания теплой мыльной водой до тех пор, пока на смоченной маслом салфетке не останется песчинок после протирания поверхности стенки цилиндра.После очистки нанесите тонкий слой масла на стенку цилиндра, прежде чем приступить к восстановлению.
Всегда обязательно закрывайте все основания, обновляя верхнюю часть машины. Уделение необходимого внимания всем областям поможет вам добиться максимальной плавности работы и максимальной надежности вашего двигателя.
Искусство и наука хонингования цилиндров
Вся идея создания двигателя состоит в том, чтобы захватить как можно больше воздуха и надлежащего соотношения топлива в пространстве сгорания, сжать его, зажечь и использовать сгорание для создания давления и мощности.Один из лучших способов оптимизировать это давление — не допустить его утечки через кольца. Для этого нужен не только круглый цилиндр, но и цилиндр, который обеспечивает надлежащую подготовку стены с точки зрения рисунка штриховки и текстуры.
Хотя это звучит просто, выполнение процесса требует серьезного внимания к деталям. Нет смысла вкладывать тысячи долларов в хитрые поршни, кольца, головки цилиндров, клапанный механизм и индукцию только для того, чтобы сэкономить на подготовке стенок цилиндров.В этом выпуске серии EngineLabs Blueprint Series будут представлены некоторые текущие идеи, которые следует серьезно рассмотреть при следующей сборке движка производительности.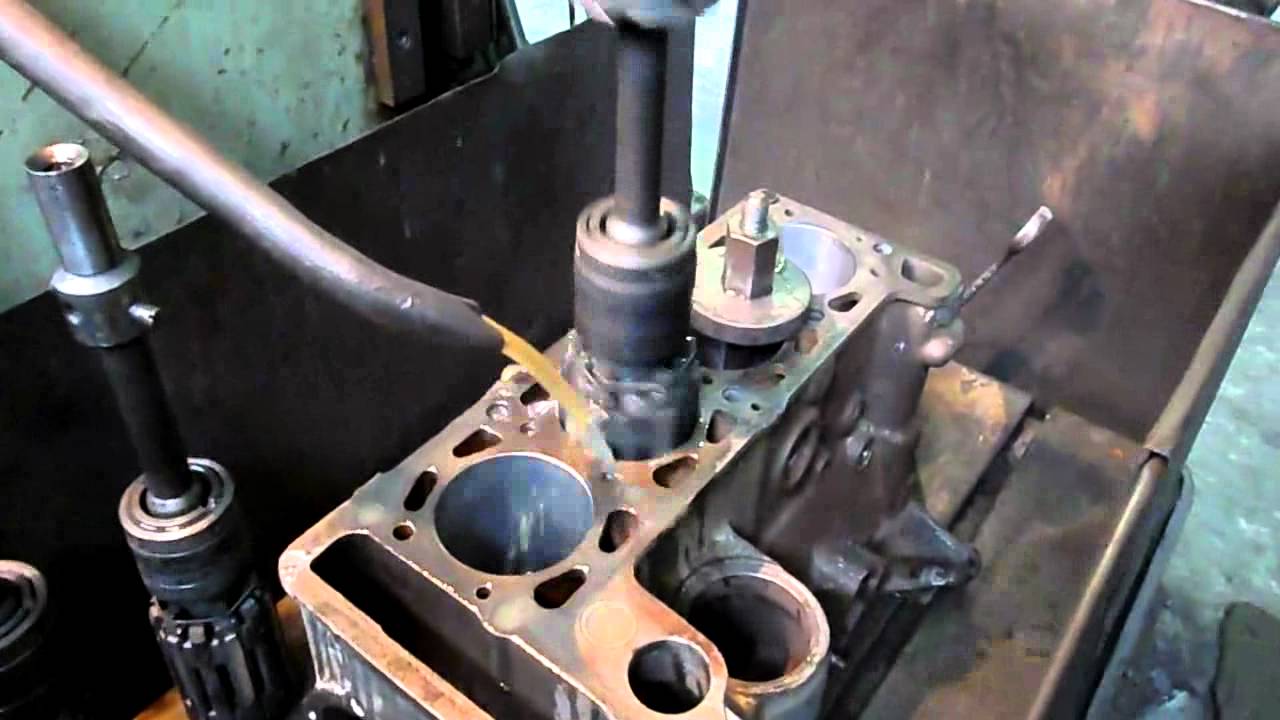
Как общее определение, цель законченного хонингованного цилиндра состоит в том, чтобы получить идеально круглое отверстие, размер которого обеспечивает надлежащий зазор между поршнем и стенкой, с заданным рисунком штриховки и шероховатостью. Цилиндр должен быть не только идеально круглым, но и совершенно прямым по отношению к коленчатому валу.
QMP предпочитает использовать торсионные пластины собственной конструкции, изготовленные по индивидуальному заказу. Обратите внимание на фитинги на этих пластинах, которые при соединении могут циркулировать нагретое масло для резки через пластину, когда блок хонингован при температуре. Мы не выбрали эту функцию, так как она почти в четыре раза увеличивает стоимость хонингования.
В процессе хонингования используется хонинговальный камень определенной зернистости, применяемый с точным давлением и скоростью для создания желаемого рисунка штриховки. Рисунок на стенке цилиндра позволяет кольцам уплотняться после короткого периода приработки, сохраняя при этом достаточно масла для надлежащей смазки поршня и пакета колец.
Выполнить точную шлифовку труднее, чем может показаться. Когда гонщики впервые начали экспериментировать с отделкой отверстий цилиндров, их первые усилия были направлены на создание почти полированной поверхности. Это оказалось менее чем желательно.
Более поздние эксперименты показали, что более оптимальная обработка поверхности имеет несколько микроскопических пиков в сочетании с более глубокими впадинами. Это дает возможность хранить в канавках достаточное количество масла для смазки колец, при этом обеспечивая достаточно гладкую поверхность для уплотнения колец в отверстии.
Этот подход привел к тому, что еще в 1980-х годах впервые было названо финиш на плато. Идея заключалась в том, чтобы создать поверхность с помощью процесса, сначала используя грубые камни для создания более глубоких впадин, а затем постепенно более мелкие камни в сочетании с уменьшенной нагрузкой на камни, чтобы сгладить неровные вершины поверхности, сохраняя при этом достаточную глубину впадин для смазки кольца.
Это станок Sunnen SV-10 компании QMP, используемый для обработки нашего железного блока Dart Sportsman. В более старых камнях используются четыре камня.QMP SV-10 использует восемь алмазных огранщиков, в отличие от более традиционных абразивных камней.
Все прямоНекоторые из самых ранних достижений в области кольцевых уплотнений произошли, когда производители двигателей обнаружили, что цилиндр становится значительно отклоняющимся от формы, когда головка прикручивается к блоку. Чтобы воссоздать эту деформацию в процессе хонингования, к блоку прикручиваются толстые упорные пластины. В этих пластинах есть отверстия, позволяющие точить доступ к отверстиям.
Следующим логическим шагом в процессе разработки была циркуляция горячей охлаждающей жидкости и / или масла через блок и крутящие пластины, чтобы довести блок до рабочей температуры, которая имитирует тепловую деформацию блока в реальном мире. Мы сохраним точные сведения о том, сколько стоит этот процесс, для следующей истории, но улучшения будут значительными.
Пожалуй, самым значительным достижением производителя двигателей для уличных двигателей является интеграция компьютерного числового управления (ЧПУ) в хонинговальные станки.Наш недавний опыт работы с машиной Sunnen V-10 в нашем местном механическом цехе показал, насколько сложным стал этот процесс. Эти современные цифровые станки теперь могут измерять фактическую концентричность и прямолинейность цилиндра ВО ВРЕМЯ процесса хонингования.
Лагман построил приспособление для крепления профилометра Mitutoyo к блоку. Таким образом, профилометр каждый раз помещается в одно и то же место, чтобы сделать измерения более последовательными. Это простое на вид устройство передает на компьютер микродюймовые показания, но оно стоит более 2300 долларов.
Один из аспектов хонингования цилиндров, который часто упускается из виду, — это то, насколько сильно деформируется отверстие цилиндра — только под действием самого хонинговального инструмента. Обычно прямолинейность канала ствола демонстрируют с помощью индикатора с круговой шкалой на разной глубине внутри отверстия.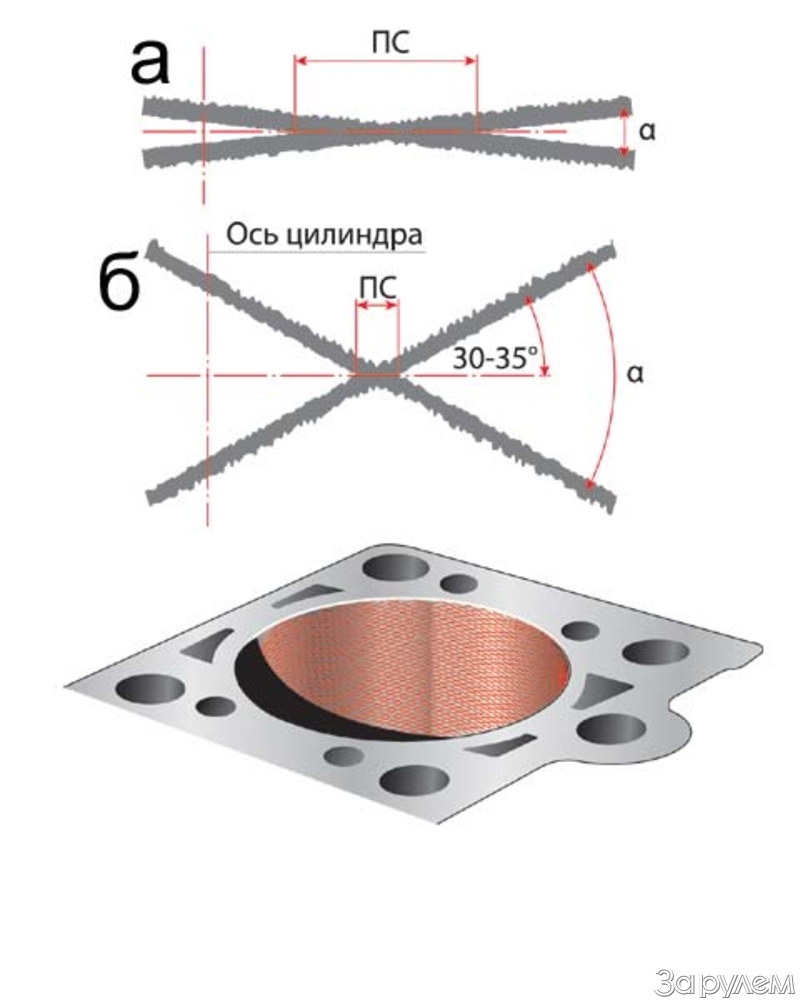 Хотя эти измерения точны, они не показывают, является ли отверстие вертикально прямым, потому что каждое измерение выполняется в одной точке.
Хотя эти измерения точны, они не показывают, является ли отверстие вертикально прямым, потому что каждое измерение выполняется в одной точке.
Примером этого является наша фотография стопки десять центов.Предположим на мгновение, что эта стопка представляет собой цилиндр заданной глубины, и каждая из этих десятицентовиков имеет точно такой же диаметр до 0,0001 дюйма. Предположим также, что измерение диаметра шкалы выполняется для каждой отдельной монеты. Если штабель смещен, как показано на фотографии, отверстие будет иметь правильный размер в каждой конкретной точке измерения, но на самом деле он ближе к S-образной форме.
Представьте, что эта стопка десятицентовиков представляет собой преувеличенный вид стенки цилиндра. Если мы используем прибор с круговой шкалой для измерения отверстия в точке, представленной одной десятицентовой монетой, и все десять центов имеют одинаковый диаметр, отверстие может выглядеть прямым. Но эта стопка будет указывать на то, что канал ствола не является «прямым».
Но эта стопка будет указывать на то, что канал ствола не является «прямым».
Новейшие цифровые хонинговальные станки Sunnen, Rottler и др. Будут отображать прямолинейность отверстия во время работы хонинговального станка. Наблюдение за этим может немного сбить с толку, поскольку вы видите, сколько действительно существует искажений. Они выражаются в формах, таких как треугольник (слишком маленький вверху или слишком большой внизу), бочка (слишком широкая посередине) или вариации, такие как песочные часы или параллелограмм. Задача машиниста — минимизировать эти искажения для создания действительно «прямого» канала ствола.
Это также может быть хорошим местом, чтобы упомянуть, что многое из того, что мы здесь обсудим, нацелено на двигатели с более высокими характеристиками. Это не означает, что механические цеха, использующие старые ручные хонинговальные станки, не могут выполнять качественную работу. Часто эти цеха укомплектованы машинистами, имеющими многолетний опыт хонингования блоков, которые могут доставить высококачественный шлифованный блок, который является настолько прямым и круглым, насколько они могут его сделать, и с отличной отделкой.
QMP позволяет отображать форму отверстия в реальном времени.Это один цилиндр в нашем блоке, на котором отображены три отдельные полосы, отверстие в которых не было концентрическим. Станок автоматически компенсирует нагрузку и положение, чтобы обеспечить концентричность отверстия сверху вниз. Наблюдать, как это происходит, действительно впечатляет.
Стилин и ПрофильЕсли пойти дальше вышеуказанных концепций, то нет возможности измерить результаты процесса хонингования, выходящие за рамки только размера отверстия и прямолинейности. Среди наиболее значительных достижений в области хонингования цилиндров — высокоспециализированный инструмент, называемый профилометром.
Это прецизионное измерительное устройство, которое может быстро оценить шероховатость поверхности штриховки. Инструмент точно измеряет текстуру поверхности отверстия, и теперь конечный пользователь может с высокой точностью оценить процесс хонингования цилиндра.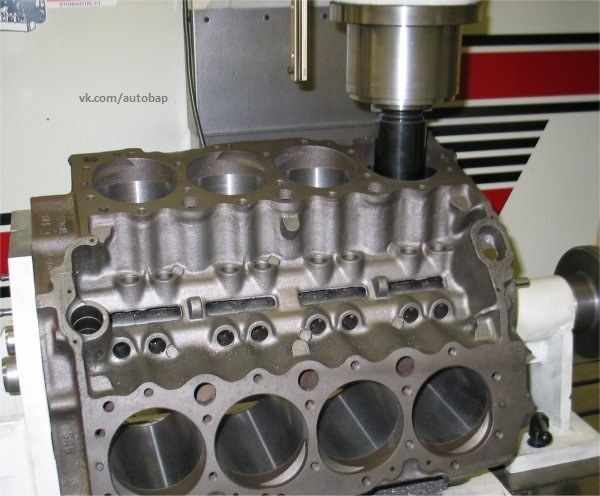 Итак, давайте вкратце объясним эти оценки.
Итак, давайте вкратце объясним эти оценки.
Эти описания взяты из Американского общества инженеров-механиков (ASME), но вместо того, чтобы увязнуть в математике «патока зимой», мы дадим вам сокращенные версии этих оценок Cliff’s Notes .Измерения, с которыми мы будем работать чаще всего, — это Ra, Rk, Rpk, Rvk и средняя линия.
Это экран отчета профилометра Mitutoyo компании QMP после завершения хонингования. Зубчатая линия в верхнем левом углу — это общий профиль, на котором видны пики (Rpk) и впадины (Rvk). В нижнем левом углу находится числовой отчет. Если вам кажется, что это выглядит сложным — вы правы!
Micro-Millions: Измерение шероховатости поверхности
Все числа, используемые в этих описаниях, выражены в микродюймах (сокращенно «мкдюйм»), что составляет одну миллионную долю дюйма (0.000001 дюйм). Например, если Ra для стенки цилиндра составляет 15 микродюймов, его можно выразить как 15 микродюймов (0,000015 дюйма).
Есть несколько других значений, по которым экспресс-лифт идет дальше по кроличьей норе, чем мы предпочитаем идти, поэтому мы ограничим наше обсуждение четырьмя значениями, вращающимися вокруг средней линии. Кейт Джонс из Total Seal помог нам с этими описаниями, чтобы убедиться, что мы все правильно поняли.
Кейт Джонс из Total Seal помог нам с этими описаниями, чтобы убедиться, что мы все правильно поняли.«Ra» используется для описания общей средней шероховатости стенки цилиндра.Ra настолько универсален, что не имеет практического применения для стенок цилиндров. Более полезным является число «Rk», которое представляет собой внутреннюю шероховатость поверхности над так называемой «линией M». Линия M — это среднее значение или арифметически созданная средняя линия между пиками и впадинами, которая используется в качестве базовой линии для измерения всех следующих описаний.
Rk или глубина шероховатости сердечника — это описание поверхности, которая будет выдерживать большую часть нагрузки. Думайте об этом как о шероховатости основания стенки цилиндра, по которой будет скользить кольцо.
На этом рисунке показано отношение Ra, Rvk и Rpk к M-линии на заданном линейном расстоянии (L).
«Rpk» — это уменьшенная средняя шероховатость выступов, созданных в процессе хонингования. Числа Rpk выступают над поверхностью сердечника Rk. Это число указывает средние высоты пиков, которые будут изнашиваться при скольжении колец вверх и вниз по отверстию во время периода обкатки. Большее число указывает на более высокие пики, а меньшее — на более короткие.
Числа Rpk выступают над поверхностью сердечника Rk. Это число указывает средние высоты пиков, которые будут изнашиваться при скольжении колец вверх и вниз по отверстию во время периода обкатки. Большее число указывает на более высокие пики, а меньшее — на более короткие.
Как вы, вероятно, догадались, число «Rvk» представляет собой уменьшенную среднюю глубину впадины в пределах заданного бокового расстояния.Эти долины простираются ниже поверхности Rk. Более высокое число Rvk, также выражаемое в микродюймах, эквивалентно более глубоким впадинам, где будет располагаться больше нефти. Хороший машинист будет использовать профилометр для измерения текстуры поверхности стенки своего цилиндра и регулировки шероховатости хонинговальных брусков, скорости своего станка и нагрузки, прикладываемой к камням, для достижения желаемой чистоты поверхности.
Рекомендации по хонингованию полного уплотнения
| Общего назначения | Высокий уровень | Большой Boost | |
| Rpk | 8-12 | 7-10 | 10-15 |
| Rk | 30-35 | 18-22 | 35-40 |
| Rvk | 40-45 | 28-32 | 50 |
* Все числа выражены в мкдюймах
От теории к практике Ничто из этой информации ничего не значит, если мы не можем предложить несколько примеров. На желаемые числа влияют несколько переменных, начиная с твердости стенки цилиндра. Блоки более поздних моделей, такие как двигатели GM LS и большинство блоков вторичного рынка, отлиты из гораздо более твердого железа, чем блоки двигателей 1960-х годов.
На желаемые числа влияют несколько переменных, начиная с твердости стенки цилиндра. Блоки более поздних моделей, такие как двигатели GM LS и большинство блоков вторичного рынка, отлиты из гораздо более твердого железа, чем блоки двигателей 1960-х годов.
Еще одна важная переменная — это то, как будет использоваться двигатель. Total Seal выбрала три основных категории производительности. Уличные двигатели, скорее всего, подпадут под класс Total Seal «общего назначения». Следующим шагом будет классификация Total Seal «High-End», охватывающая безнаддувные двигатели для соревнований.Верхний уровень — это приложения с закисью и наддувом, которые Total Seal называет приложениями «Big Boost».
Мы предложим несколько простых чисел для данного уличного паровоза. Мы перечислили рекомендации Total Seal по доводке в прилагаемой таблице, используя три вышеуказанные категории. Возможно, лучшее, что можно извлечь из этого, — это то, что создание правильных номеров хонингования для соответствующих колец во многом зависит от того, как будет использоваться двигатель. Один размер, или в данном случае один план хонингования, не подходит для всех.
Один размер, или в данном случае один план хонингования, не подходит для всех.
Что касается обкатки двигателя, то более качественные кольца, такие как кольца Advanced Profile (AP) Total Seal, притерты до оптимальной поверхности и, следовательно, буквально уже сломаны. Благодаря этому можно уменьшить Rpk стенок цилиндров. потому что более высокие пики не требуются для посадки колец. К моменту запуска двигателя и его работы на несколько мгновений кольца «обкатываются»,
Недавно мы доставили железный блок Chevy Dart Sportsman Брэду Лагману на завод Quarter-Mile Performance (QMP) в Чатсуорте, Калифорния, чтобы он применил окончательное точение для предстоящего кольцевого испытания Total Seal.Поскольку испытания будут включать набор ультратонких колец AP с покрытием CrN, Лагман установил наш блок на своем алмазном шлифовальном станке Sunnen SV-10 для обработки стенок цилиндров.
Если мы сравним числа, полученные с помощью профилометра QMP на этом блоке, с числами Total Seal для современной машины SV-10 Sunnen, мы увидим, что Lagman проделал действительно большую работу с блоком. Наши числа Rpk немного более гладкие, чем числа общего назначения Total Seal, в то время как значения Rvk немного хуже чисел общего назначения.
Наши числа Rpk немного более гладкие, чем числа общего назначения Total Seal, в то время как значения Rvk немного хуже чисел общего назначения.
Окончательные результаты оттачивания блока дротиков QMP
| Микродюймы | |
| Rpk | 5,6 |
| Rk | 26 |
| Rvk | 48 |
Это поместит немного больше масла в впадины, что должно обеспечить отличную смазку колец, не создавая ситуации, когда использование масла может стать проблемой. Показатели Rk находятся почти на полпути между значениями Total Seal «General Purpose» и «High End».
Если посмотреть на числа Rk более внимательно, то наше окончательное число ниже, что делает его немного более плавным, чем числа общего назначения. Это должно улучшить кольцевое уплотнение и помочь минимизировать трение.
По этой теме гораздо больше, чем вводная часть, которую мы здесь рассмотрели, и мы сохраним некоторую информацию для более глубокого рассказа. В будущем мы рассмотрим конкретные методы хонингования и другие интересные аспекты процесса, например, что происходит с отверстием цилиндра при нагревании блока.
В будущем мы рассмотрим конкретные методы хонингования и другие интересные аспекты процесса, например, что происходит с отверстием цилиндра при нагревании блока.
Всем известно, что кольцевое уплотнение имеет важное значение, но эти узкоспециализированные измерения профилометром становятся все более важными для правильного прилегания колец к стенке цилиндра в высокопроизводительных приложениях с высоким давлением в цилиндре. Все это часть того, что нужно, чтобы правильно отточить блок для двигателя производительности.
Старые станки, такие как аналоговый хонинговальный станок Sunnen CV-616, могут по-прежнему давать отличные результаты в руках квалифицированного и опытного оператора.
Хонингование блока цилиндров — Обработка двигателя — Технический обзор
Общеизвестно, что литые обработанные металлические детали имеют тенденцию иметь память, созданную из внутренних напряжений.При изменении температуры эти напряжения часто вызывают размерные и структурные сдвиги. Производители гоночных двигателей знают об этом состоянии, которое может иметь прямое отношение к соосности цилиндров. Фактически, мы часто тратим дополнительное время и средства на производство круглых цилиндров, пытаясь добиться размеров отверстия, равного тем, которые существуют после того, как двигатель достигнет рабочей температуры и давления в цилиндрах.
Производители гоночных двигателей знают об этом состоянии, которое может иметь прямое отношение к соосности цилиндров. Фактически, мы часто тратим дополнительное время и средства на производство круглых цилиндров, пытаясь добиться размеров отверстия, равного тем, которые существуют после того, как двигатель достигнет рабочей температуры и давления в цилиндрах.
Более конкретно, литые и механически обработанные отверстия в блоке цилиндров подвергаются тепловому воздействию и распределению нагрузки, что усложняет задачу сохранения концентрических отверстий в работающем и сильно нагруженном двигателе.Нравится вам это или нет, но есть некоторая парусность по Кентукки, встроенная в задачу создания отверстий цилиндров правильных размеров, которые моделируют те, которые подвергаются действию тепла.
Мы знаем, что распределение рабочих температур и давления сгорания в металлической структуре, окружающей цилиндры, не является однородным, и тот факт, что трехмерный рост материала блока, происходящий в этой близости, неизбежен. Итак, мы придумали способы предварительной нагрузки блоков с помощью хонинговальных пластин; путем нагревания материала или использования других методов, предназначенных для прогнозирования того, как данный блок будет испытывать деформацию отверстия после сборки с частями и работы… иногда исходя из предположения, что все отверстия будут искажать одинаково, чего они не делают.
Ничто из этого не означает, что такие методы неэффективны, потому что они были и есть. Скорее, эти комментарии относятся непосредственно к проблеме разработки улучшенных способов компенсации эффективных искажений, которые неизбежны под влиянием условий эксплуатации.
Вот Стивен Кузара из Шеридана, штат Вайоминг, компания Millennium Products Corporation. Фон Стивенса по сути двусторонний.В 53 года он получил инженерное образование, 35 лет работал машиностроителем / машинистом двигателей и 16 лет руководил собственным механическим цехом. Это не недостойное сочетание. Когда он работал машинистом, когда использование тормозных пластин стало обычным явлением, ему казалось, что должны быть другие способы изготовления концентрических отверстий после их ввода в эксплуатацию.
В предыдущих беседах, которые он вел со Смоки Юник (который пробовал процесс горячего хонингования в 1950-х годах), Кузара исследовал способы циркуляции нагретой жидкости через рубашку охлаждения блока цилиндров во время операций чистового хонингования.
Любопытство и разочарование возникли из-за погони за последними несколькими десятыми в процессе заточки, говорит Кузара. В начале 70-х я работал с другом-машинистом, у которого был CK-10. Я начал задаваться вопросом, насколько важны эти последние несколько десятых в общих усилиях по созданию прецизионных блоков. Я уже наблюдал, как камни нагревают поверхности канала ствола и вызывают изменения размеров, поэтому казалось логичным, что некоторые серьезные изменения, вероятно, произойдут при рабочих температурах двигателя.
Фактически, Смоки отказался от этого процесса (хотя в 70-х он поделился с автором прогнозируемыми преимуществами), учитывая, что способ, которым он опробовал этот метод, был громоздким, беспорядочным и занимал слишком много времени.
Кузара, похоже, был более настойчивым. Моя первая установка была подключена к нашему водонагревателю: по одному шлангу вода поступала в блок, а по другому — в канализацию, — говорит он. На выпускном шланге был манометр и клапан, чтобы контролировать давление и контролировать поток.Температура воды во время первого теста, который я провел, была 180 градусов по Фаренгейту. Измеренное искажение было достаточно значительным, поэтому я быстро пришел к выводу, что последние несколько десятых долей холода были потеряны в более сильном искажении, которое я видел горячим, которое было в несколько раз больше, чем производилось. с помощью динамометрических пластин.
Устный перевод? В то время как торсионные пластины выполняют предварительную нагрузку и создают деформацию отверстия, тем самым предоставляя данные, которые позволяют повысить точность хонингования, процесс горячего хонингования (с использованием торсионных пластин), по-видимому, создает и позволяет материалу движение, которое тесно связано с размерами цилиндра работающего двигателя при температуре. .В следующих частях этой истории вы найдете данные и комментарии, призванные помочь вам сформировать собственное мнение, но доказательства довольно ясны. Впоследствии Стивен передал Kwik-Way лицензию на технологию для производственных и маркетинговых целей.
Типичные вариации размеров отверстий Для целей этой истории из инвентаря Wells Racing Engines в Дунканвилле, штат Техас, были выбраны четыре блока цилиндров Chevrolet с малым блоком: стандартный 350, стандартный Bow Tie, Dart с перфорацией 0,060 и Dart Little M (с облегчением).В другом месте в этой истории представлены диаграммы с данными, каждая из которых представляет размеры отверстия цилиндра, полученные (1) в холодном состоянии (65 градусов F) с торсионной пластиной и в горячем (температура рубашки 200 градусов F и температура охлаждающей жидкости торсионной пластины 195 градусов F). . Измерения диаметра цилиндра производились на длину (параллельно оси коленчатого вала) и на тягу (перпендикулярно оси коленчатого вала). Также было проведено три измерения на цилиндр: верхнее, среднее и нижнее.
Потратьте немного времени на изучение прилагаемых диаграмм.По ним вы можете определить разницу в размерах и точность, измеренную между двумя используемыми методами: торсионными пластинами и горячим хонингом, а не ни одним из них. Особенно интересны данные, которые показывают количество проходов хонингования, необходимых для приведения цилиндра в концентричность, как показано в таблице, озаглавленной Dart Little M Lighten (обратите внимание на цилиндр № 4). На этой же диаграмме также показано сравнение (на том же цилиндре) показаний в холодном состоянии при 60 и 70 градусах по Фаренгейту и одного цилиндра при 70 градусах с удаленной пластиной крутящего момента.Здесь два показания представляют собой прямое сравнение показаний с пластиной и без нее. Помните, что все показания указаны в десятых долях тысячной дюйма.
Некоторые заключительные мысли Стоит ли горячее хонингование? Некоторые наблюдения можно сделать из информации, собранной в этой истории. Например, при использовании торсионных пластин могут возникать напряжения и деформации отверстия, создаваемые установкой головок цилиндров. Поэтому цилиндры можно отточить для компенсации таких деформаций.Однако совокупность информации, полученной в результате горячего хонингования, указывает на то, что большее искажение отверстия создается за счет циркуляции горячей воды через рубашку охлаждения блоков, чем из-за усилий зажима головки блока цилиндров.
Было также очевидно, что цилиндры в блоках, которые были облегчены, значительно выиграют от процесса горячего хонингования и их следует отшлифовать после удаления всего материала.
Наконец, как отметил Уэллс, калибровочные цилиндры, которые были подвергнуты горячей шлифовке и оставлены для охлаждения, производят измерения, которые выглядят весьма искаженными.После нагрева эти же цилиндры приобретают желаемую концентричность и, согласно данным, будут более концентрическими, чем если бы не применялся процесс горячего хонингования.
Там, где моделирование или приближение используются для приближения к условиям эксплуатации (в различных приложениях двигателя или деталей), чем ближе процесс подходит к дублированию этих условий, тем более выгодным он становится. С точки зрения соосности цилиндров и их подготовки, кажется, что процесс горячей шлифовки очень близок к пространственной среде цилиндров работающего двигателя.Смоки, вероятно, одобрил бы.
Как обрабатывать блок цилиндров для ремонта двигателя Ford
Измерение критических размеров блока позволит определить, остается ли он в пределах допусков, рекомендованных производителем. Если отверстия цилиндра остаются концентрическими и не имеют чрезмерной конусности, возможно, вам удастся просто отточить их. Но имейте в виду, что в процессе хонингования материал удаляется со стенок цилиндра, что может привести к выходу отверстия за пределы допуска.Другими словами, если сомневаетесь, сделайте растачивание цилиндров. Любой двигатель с большим пробегом значительно выиграет от расточки, так как в результате этого процесса цилиндры вернутся к концентрической форме и улучшится их центровка относительно друг друга.
Этот технический совет взят из полной книги
КАК ВОССТАНОВИТЬ ДВИГАТЕЛИ FORD с большими блоками . Подробное руководство по этой теме вы можете найти по этой ссылке: УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ ЗДЕСЬПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой записью в Facebook / Twitter / Google+ или на любых автомобильных форумах или блогах, которые вы читаете.Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https://www.diyford.com/machine-cylinder-block-big-block-ford-engine-rebuild/
После того, как вы решили расточить блок, вы должны решить, на сколько. Как правило, вы хотите, чтобы цилиндры растачивались как можно меньшего размера. Для большинства двигателей легко получить поршни и поршневые кольца размером от 0,020 до 0,060 дюйма. Но в случае с двигателями Lima и некоторых других серий Ford ваши возможности могут быть более ограниченными.Механические мастерские часто рекомендуют растачивать ваши цилиндры до следующего увеличенного диаметра, который ближе всего к, скажем, размеру отверстия Chevrolet, таким образом увеличивая доступность и снижая стоимость поршневых колец. Поршни — это совсем другое дело, так как помимо негабаритности необходимо учитывать ряд факторов. Я расскажу об этом более подробно чуть позже в этой главе.
Блок цилиндров, шаг за шагом
Шаг-1: Настройка блока цилиндров при работе расточного станка
После измерения, очистки и магнафлюксинга блок устанавливается в сверлильный станок.Мы решили расточить наш блок размером 0,030 дюйма из-за износа из-за большого пробега и ржавчины в цилиндрах из-за того, что двигатель не эксплуатировался в течение нескольких лет.
Шаг 2: Расточка цилиндров
Расточная оправка устраняет конусность и снова делает каждый цилиндр концентрическим при подготовке к чистовому хонингованию. Фактический процесс растачивания удаляет примерно на две-три тысячные меньше материала из цилиндра, чем общий запланированный размер, что позволяет в процессе хонингования довести цилиндр до размера, необходимого для поршня.
Шаг 3: Заточка цилиндров
После расточки блок устанавливается в хонинговальную головку цилиндра для чистовой обработки. В станке используются камни с двумя разными зернами, при этом смазочно-охлаждающая жидкость вводится для достижения надлежащей отделки в каждом отверстии цилиндра.
Шаг-4: Используйте High Plateau Hone (если применимо)
Мы используем хонку High Plateau для облегчения уплотнения поршневых колец из Moly.Гил Джордан рекомендует от 15 до 20 ходов в каждом отверстии с хонингованием, прикрепленным к двигателю сверлильного станка диаметром 1/2 дюйма.
Шаг 5: Используйте образец штриховки
Желаемая отделка стенок цилиндра — это мелкая поперечная штриховка примерно под 30 градусов. Это позволяет поршневым кольцам быстро и тщательно присаживаться и уплотняться.
Шаг 6: Очистка отверстий подъемника
Для очистки отверстий подъемника используйте шлифовальную головку. Хотя в отверстиях подъемника редко возникают проблемы, они могут быть повреждены из-за отказа подъемника во время высокопроизводительных операций или изъедены из-за ржавчины.В этих случаях отверстия подъемника можно наложить втулки и отточить до заводских спецификаций, чтобы сохранить в остальном исправный блок цилиндров. Шариковые шлифовальные головки большего диаметра иногда используются для очистки отверстий цилиндров, которые не подвергаются полной механической обработке.
Шаг 7: Замена подшипников кулачка
Подшипники кулачка необходимо заменять каждый раз при химическом обезжиривании блока.Мы выбрали эти высокоэффективные подшипники Dura-Bond для работы.
Шаг 8: Установите подшипники кулачка
Для установки кулачковых подшипников в блок требуется специальный инструмент и некоторый опыт. В то время как двигатели Ford серии Lima используют кулачковые подшипники только одного размера в каждой шейке, другие имеют специальные подшипники для определенных шейек (уменьшаются при движении назад от передней шейки, где нагрузки являются наибольшими). Использование единого размера для всех кулачковых подшипников считается одним из немногих недостатков двигателей серии Lima, поскольку они иногда имеют склонность к вращению кулачковых подшипников из-за недостаточной смазки или зазора.В результате важно убедиться, что отверстия для подачи масла между подшипниками кулачка и блоком цилиндров правильно выровнены и что распределительный вал свободно вращается при установке. Производители рекомендуют размер отступа (от лицевой стороны блока) для подшипника кулачка №1 (переднего). Самым важным является правильное выравнивание подшипника и масляных каналов, которые питают их от каналов в блоке.
Наконечник для профессиональных механиков
Блок серии Lima, в котором повреждены подшипники с вращающимся кулачком, не обязательно обречён на свалку.Ваш механический цех может спасти блок, просверлив отверстия подшипников и используя кулачковые подшипники для двигателей Ford серии FE, которые имеют те же шейки кулачков с внутренним диаметром 2,124 дюйма, что и у серии Lima, но постепенно увеличиваются по внешнему диаметру, перемещаясь спереди назад. блок.
Шаг 9: Изменение системы смазки — необязательно (Совет по производительности)
Существует несколько простых модификаций системы смазки, которые значительно улучшат поток масла и продлят срок службы вашего двигателя. Масляный канал, расположенный в месте крепления масляного фильтра к блоку, увеличен, смещен и скошен с помощью высокоскоростной шлифовальной машины для облегчения потока масла.
Шаг-10: Масляный канал для снятия фаски (дополнительно)
Используя прокладку, которая устанавливается между масляным насосом и блоком цилиндров в качестве шаблона, совместите и сделайте фаску с этим каналом с помощью высокоскоростной шлифовальной машины.
Шаг-11: Совместите масляный канал с подшипником
Установка верхней половины вкладыша коренного подшипника в его седло в блоке обычно выявляет серьезное несоответствие между масляным каналом в стенке коренного подшипника и канавкой в подшипнике, которая переносит важнейшую охлаждающую и смазывающую жидкость к подшипнику. кривошип.Ручная шлифовальная машина легко исправит эту ситуацию, совместив масляный канал с подшипником. На двигателях серии Lima это несоответствие чаще всего встречается в передней (№1) главной магистрали.
Шаг 12: переходы со скошенными кромками
Масляные каналы в шейке шатуна коленчатого вала скошены и сглажены, что обеспечивает достаточный поток живительного масла к подшипнику.Только тонкий слой масла смазывает и охлаждает поверхности трения между подшипниками и вращающимся узлом, а правильная подача масла имеет первостепенное значение для долговечности двигателя.
Коленчатый вал, поршни и шатуны, шаг за шагом
Шаг-1: Шатуны
Двигатели Ford серииLima вышли с завода с довольно мощными шатунами, так что есть вероятность, что, если ваш двигатель не потерпел катастрофический отказ, вы сможете повторно использовать стандартные стержни.Даже в тех случаях, когда двигатель не подвергался неправильной эксплуатации, вы должны учитывать износ и давление, оказываемое на шатуны. Их необходимо проверить, чтобы убедиться, что шатуны (конец шейки коленчатого вала) остаются концентрическими. Это достигается на шатунной машине Sunnen. Колпачок надевается обратно на стержень и затягивается с правильным крутящим моментом, прежде чем машина измерит диаметр.
Шаг-2: Установите болты стержня
Перед изменением размеров мы установили на наши шатуны болты ARP.Я обнаружил, что установка нового оригинального оборудования или качественных болтов штока послепродажного обслуживания — недорогой способ избежать преждевременного выхода из строя восстановленного двигателя. Специальное примечание: ARP рекомендует соблюдать определенные процедуры при использовании болтов шатуна, в одном из которых описывается использование датчика растяжения для получения надлежащего крутящего момента. Если у вас нет измерителя натяжения, они рекомендуют использовать смазку ARP Moly Assembly Lube на болтах и выполнить три цикла затяжки по 50 фут-фунт на болтах для достижения надлежащего растяжения.Также обратите внимание, что болты стержня ARP имеют другие характеристики крутящего момента, чем болты OE.
Написано Чарльзом Р. Моррисом и переиздано с разрешения CarTech Inc
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Восстановление двигателя Йоркшир: Хонингование блока цилиндров
Когда двигатель ремонтируется, цилиндры обычно требуют внимания.Износ имеет тенденцию создавать конусность в верхней части цилиндра, что может уменьшить уплотнение кольца и увеличить прорыв и расход масла, если его не удалить. Цилиндр также может иметь некруглую форму, царапины или другие повреждения, которые необходимо исправить, прежде чем новый комплект колец будет правильно запечатан.
Основная цель при повторной окраске цилиндров:
- Сделать стенки как можно более параллельными (без сужения).
- Сделайте отверстия как можно более круглыми.
- Иметь правильную штриховку для хорошего удержания масла и поддержки кольца.
- Произведите обработку поверхности, соответствующую требованиям колец.
Это достигается путем расточки и / или хонингования цилиндров в один или несколько этапов с использованием различных типов абразивов. После хонингования цилиндры очищаются от остаточного абразива и металлического мусора, оставшегося в отверстиях. Лучший способ избавиться от этого материала и сгладить отверстия — это «отполировать» отверстия после хонингования с помощью гибкой абразивной щетки. Чистка после хонингования не только помогает очистить отверстия, но и выравнивает поверхность.Чистка щеткой сметает рваный и скрученный металл, а также острые неровные выступы, оставляя гораздо более гладкую поверхность. Одним из преимуществ финишной обработки отверстий плато является то, что это предварительное кондиционирование цилиндров или их поломка. Это сокращает время, необходимое для установки нового набора колец, а также снижает начальный износ колец, прорыв и расход масла. Двигатель сразу обеспечивает хорошую компрессию, нет синего дыма в выхлопе, сокращаются выбросы и расход масла, а кольца служат дольше, потому что им не пришлось изнашиваться, чтобы соответствовать диаметрам отверстий.
Плоская поверхность отверстия также обеспечивает увеличенную площадь опоры для поддержки колец, сохраняя при этом достаточную глубину штриховки для хорошего удержания масла и смазки. Вот почему производители двигателей оригинального оборудования (OEM) отдают предпочтение этому типу отделки канала ствола и используют его в большинстве новых двигателей.
Здесь, в ASD Engines Ltd. , мы используем современный хонинговальный станок Rottler HP6A. Мы можем обеспечить все допуски, требуемые OEM-производителями и производителями поршневых колец, чтобы наши клиенты могли быть уверены в том, что наша обработка двигателей не имеет себе равных.Для более подробного ознакомления с хонингованием отверстий цилиндров прочтите эту статью.
Хонингование цилиндров: важность пиков и впадин — СКЛАД CIRCLE TRACK | ДИСТРИБЬЮТОР PERFORMANCE RACING
Правильное хонингование цилиндра может существенно повлиять на производительность и срок службы двигателя.
Хонингование цилиндров — это всего лишь один из элементов подготовки двигателя к высокопроизводительным двигателям, который часто считается само собой разумеющимся, однако он может быть эффективным средством не только для поддержания надлежащего контроля масла, но и для увеличения мощности.Большинство энтузиастов высокой производительности понимают, что после перестройки двигателя и установки новых колец блок необходимо будет должным образом отточить в виде перекрестной штриховки, но немногие понимают, что твердость блока, ход, материал кольца и натяжение, а также применение — все это необходимо учитывать перед выполнением любых работ.
Хонингование цилиндров — ключевая часть подготовки блока цилиндров.В высококлассных гоночных двигателях разница между правильной и неправильной операциями хонингования цилиндров, по мнению экспертов, может достигать 30 лошадиных сил.Когда выполнено надлежащее хонингование, отделка отверстия цилиндра приводит к созданию двигателя, который обеспечивает как превосходное кольцевое уплотнение, так и увеличенный срок службы кольца. Часто требуется тонкий баланс наличия достаточной площади поверхности для уплотнения поршневых колец, но не настолько большой, чтобы не нарушалось удержание масла и смазка колец. При визуальном осмотре цилиндров только что отточенный цилиндр выглядит довольно грубым из-за процесса хонингования, в результате которого остается штриховка, в то время как использованный цилиндр имеет «глянцевую» поверхность с небольшой или нулевой видимой штриховкой, в зависимости от износа.
Когда только что отточенный цилиндр рассматривается под микроскопом, на поверхности появляется множество «пиков» и «впадин». «Пики» — это самая высокая точка поверхности, которая соприкасается с кольцами. «Выемки» — это участки, обработанные абразивом в процессе хонингования. Как только новый двигатель запускается, вершины «выступов» буквально срезаются, когда кольца входят в цилиндры, создавая «плато», по которым кольца проезжают, и легкую масляную пленку, которая остается в «впадинах». ».
Чтобы добиться надлежащей подготовки стенок цилиндра, производитель двигателя и / или машинист обычно тщательно исследуют три области; отделка, штриховка и деформация, все с целью достижения превосходного кольцевого уплотнения и максимальной производительности. В мастерских по производству двигателей с высокими эксплуатационными характеристиками для тщательной проверки отделки стенок цилиндра используется профилометр, ранее называвшийся «RA» (средняя шероховатость). Этот сложный электронный инструмент оснащен стилусом с ромбовидным наконечником, похожим на иглу на проигрывателе виниловых пластинок, который скользит по поверхности, измеряя распределение пиков и впадин.Профилометр предоставляет современные, определенные описания отделки цилиндра, которые включают «RPK» (уменьшенная высота пика), «RVK» (уменьшенная глубина впадины) и «RK» (глубина шероховатости сердечника), которые основаны как на «RPK», так и на Измерения «РВК».
Поскольку «RVK» означает глубину впадин, в которых задерживается масло, это напрямую связано с расходом масла. По мнению экспертов Hastings Manufacturing, чрезмерное количество «RVK» способствует высокому расходу масла, а недостаточное количество может привести к чрезмерному износу колец и цилиндров.Как описано ранее, окончательная отделка стенок цилиндра сильно зависит от множества факторов. В некоторых случаях высококлассные гоночные двигатели имеют очень глубокие «впадины», чтобы удерживать больший объем масла, и «пики» с небольшой площадью поверхности для движения колец.
Во время хонингования цилиндра также тщательно исследуется угол поперечной штриховки, который определяется скоростью вращения хонинговальной головки и ее циклами подъема и опускания. Угол можно проверить с помощью транспортира или практичной и креативной визитной карточки от Total Seal, которая служит гибким пластиковым транспортиром.Чтобы проверить угол штриховки с помощью специальной визитки, сначала удалите с карты полупрозрачную подложку. Затем вдавите ее в кривизну цилиндра и совместите верхний край карты с поверхностью колоды. Затем прочтите карточку, удвоив сумму, соответствующую штриховке. Например, если он показывает 20 градусов, истинный угол равен 40 градусам.
Угол штриховки должен быть таким же, как и полная длина цилиндра, а наиболее распространенный угол составляет примерно 45 градусов., оно может варьироваться в зависимости от натяжения кольца или длины хода. Некоторые строители предпочитают перекрестную штриховку всего 20-30 градусов при использовании масляных колец низкого напряжения, например, потому что это уменьшает количество движения масла вверх и вниз по цилиндру. С другой стороны, длинноходовые двигатели могут работать лучше с большей поперечной штриховкой, 60 градусов, поскольку угол обеспечивает увеличенное движение масла к верхней части канала ствола и более быстрое возвращение масла в поддон, хотя прорыв газа может несколько увеличиваться. по мнению экспертов Total Seal.
При хонинге высокопроизводительного блока цилиндров важно установить пластину крутящего момента. Тормозная пластина при использовании с надлежащей прокладкой головки и крепежными деталями имитирует нагрузки, прикладываемые к блоку при установке головки блока цилиндров, и, следовательно, помогает добиться более круглых и правильных отверстий цилиндров во время процесса хонингования, сводя к минимуму деформацию отверстия. Большинство мастерских по производству двигателей с высокими рабочими характеристиками продают пластины крутящего момента для большинства популярных двигателей.
Естественно, чем круглее и правильнее будут цилиндры, тем легче кольца будут прилегать к цилиндру и тем лучше они будут прилегать к цилиндру.Нередко квалифицированные мастерские с надлежащим оборудованием достигают искажения диаметра отверстия всего 0,0005 дюймов. Отверстия цилиндров могут быть проверены с помощью индикатора отверстий с круговой шкалой с установленной пластиной крутящего момента.
После завершения операций механической обработки очень важно тщательно промыть двигатель водой с мылом. Нет ничего более вредного для двигателя, чем грязь и мусор. Протирание цилиндров белой тканью, пропитанной WD-40, а затем осмотр ткани гарантирует, что цилиндры действительно чистые.
Полный список процедур хонингования цилиндров, рекомендации и технические советы можно получить у производителей, включая Hastings, Total Seal и Sunnen.
Что происходит при хонинговании цилиндра?
Хонингование — это процесс подготовки поверхности стенки цилиндра для облегчения смазки поршневого кольца (колец) во время работы. Хонингование создает мелкие дефекты штриховки на поверхности отверстия цилиндра .Вы можете думать об этих недостатках как о выступах и впадинах на поверхности металла.
Щелкните, чтобы увидеть полный ответ.
Точно так же можно спросить, используете ли вы масло при хонинге цилиндра?
Хонингование с хонинговальным маслом дает более гладкую поверхность и обычно удаляет материал быстрее, чем сухое хонингование . Если масло недоступно, смеси из 8 частей керосина на 1 часть масла будет достаточно . Держите стенки цилиндра влажными, чтобы жидкость смола материал , который вы снимаете со стенок цилиндра .
Кроме того, увеличивает ли цилиндр хонингование? Рисунок перекрестия удерживает масло и помогает смазывать поршень и кольца по мере износа колец в цилиндре . Это мягко. Хонингование цилиндра также можно использовать для расточки цилиндра на большего размера , и это дико.
Соответственно заточить цилиндры при замене колец?
Чтобы сделать длинный ответ коротким, вам следует , вероятно, отточить цилиндр при замене поршня колец .Просто удалите глазурь с цилиндра горячей водой и используйте салфетки SOS, чтобы тщательно очистить его, а затем загляните внутрь. Если вы можете по-прежнему видеть исходные хонинговальные метки (перекрестная штриховка), то вам, , скорее всего, не понадобится затачивать цилиндр .
В чем разница между удалением глазури и хонингованием цилиндра?
Deglazing использует инструмент, который выглядит как ершик для бутылок (называемый dingle-ball hone ), и все, что он делает, — это шероховатая поверхность стенки цилиндра , которая уже имеет правильный диаметр. Удаление остекления выполняется, когда вы заменяете поршневые кольца, но не растачиваете, а хонинговывает цилиндры большего размера.