Восстановление клапанного механизма в двигателях Cummins / Авторские статьи / Блог / Механика
Головки блока цилиндров на двигателях Cummins (конкретно ISF 28/38 и ISBe 4.5/5.9/6.7) имеют ряд особенностей. Во-первых, сами ГБЦ изготовлены из чугуна. Во-вторых, в этих головках блока цилиндров нет направляющих клапанов как отдельных деталей. Направляющей фактически является сам канал, просверленный в материале головки. Несмотря на долговечность материала, со временем изнашиваются и эти детали. Рекомендация производителя в этом случае однозначна — замена ГБЦ на новую. Однако в «Механике» разработали и уже более 5 лет применяют технологию ремонта, которая позволяет существенно сэкономить, не теряя при этом в качестве. О ней мы и расскажем ниже.
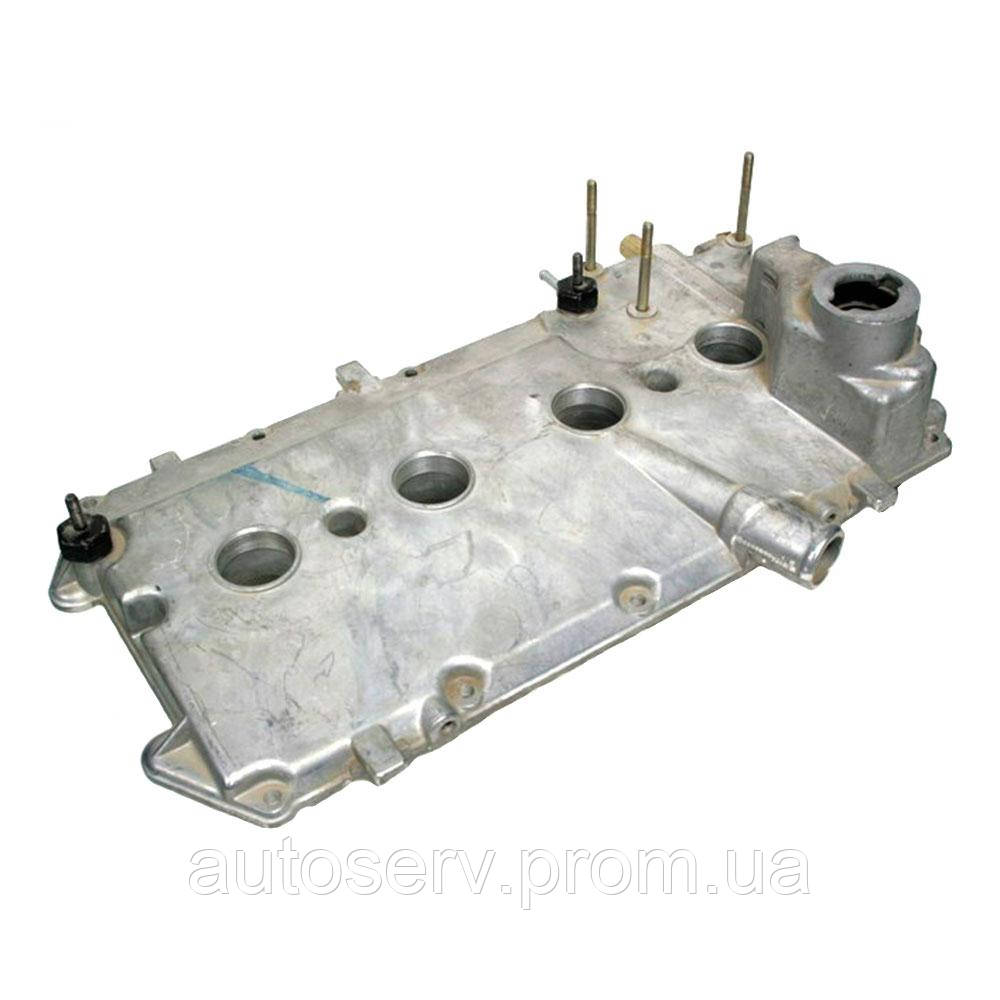
(фото: головка блока цилиндров cummins)
Ремонт «обычной» головки блока цилиндров (с направляющими)
Прежде чем описывать технологию ремонта, наглядно покажем отличие головки блока цилиндров Cummins от других. В описании процесса пропущены некоторые моменты, важные для результата, но не важные для общего понимания технологии. Например, не описана развертка отверстия направляющей.
В описании процесса пропущены некоторые моменты, важные для результата, но не важные для общего понимания технологии. Например, не описана развертка отверстия направляющей.
Вот так схематично выглядит расположение клапана в большинстве ГБЦ (эскиз условный, не отображает размеры и зазоры, а также детали, не относящиеся к направляющим и стержню клапана):
По сути, направляющая клапана — это обычная втулка, внутри которой движется стержень клапана. Когда головка блока цилиндров поступает на ремонт клапанного механизма, с помощью нутромера измеряется внутренний диаметр направляющей в нескольких точках, равномерно расположенных по ее высоте. Если диаметр выходит за рамки допуска производителя, направляющие подлежат замене. Их выпрессовывают, и на их место запрессовывают новые направляющие.
Как правило, если клапан успел поработать в изношенной направляющей, то он «набивает» на седле новую фаску, и после установки новой направляющей она оказывается несоосна с седлом, что не позволяет клапанному механизму работать корректно.
После установки новой направляющей и клапана получается несоосность стержня клапана и фаски на седле клапана:
В зависимости от ситуации, либо правят старые сёдла на специальном станке, либо заменяют их на новые, и правят уже их. Далее идет еще несколько технологических операций, но к рассматриваемой теме это не относится, поэтому в данной статье детальнее это рассмотрено не будет.
Направляющая клапана (вид со стороны тарелки клапана):
Направляющая клапана (вид со стороны пружины клапана):
Ремонт ГБЦ Cummins
У двигателей Cummins, как уже было сказано, направляющей клапана нет. Вот как схематично это выглядит:
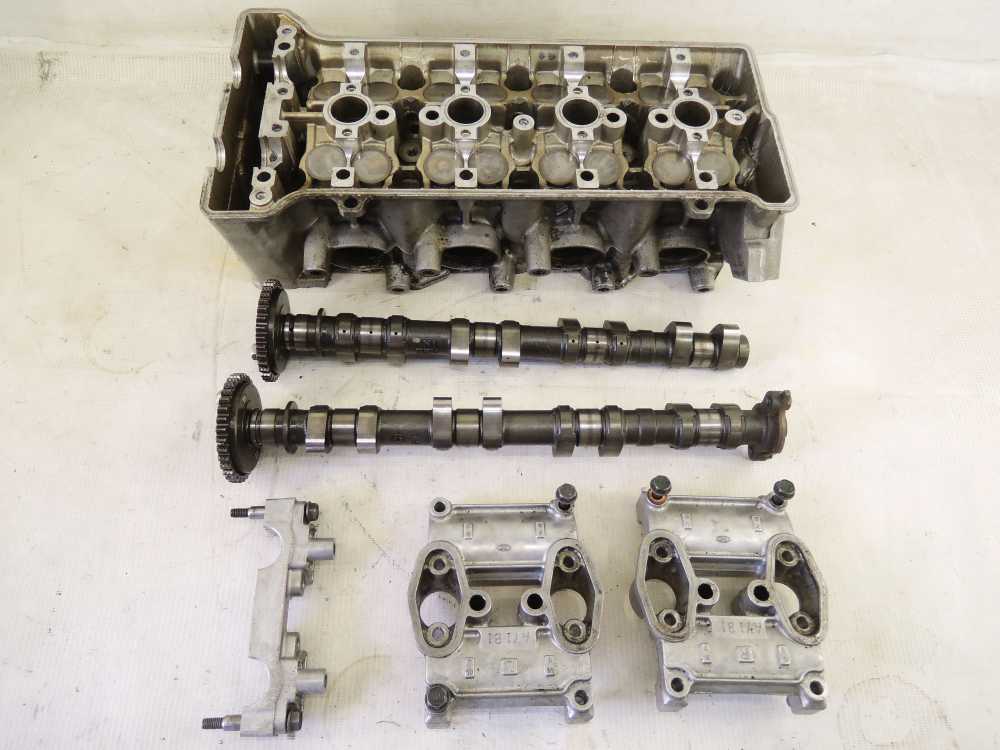
Вот как это выглядит «вживую»:
При поступлении такой головки блока цилиндров в ремонт, первым делом проводится дефектовка:
1) Измеряется толщина стержня клапана.
2) Измеряется внутренний диаметр канала направляющей клапана. Если износ составляет более 0.05 мм, направляющая подлежит ремонту.
На практике встречаются случаи, когда стержень клапана имеет износ, достаточный для замены клапана, а износ направляющей незначителен, и тогда ремонт заканчивается заменой клапана, но чаще всего износ направляющей оказывается слишком большим.
Первой была разработана такая технология ремонта ГБЦ:
1) Под клапаны были выбраны подходящие направляющие для ГБЦ от другого двигателя;
2) Отверстия в головке блока цилиндров Cummins растачивались под внешний диаметр такой направляющей;
3) В отверстия запрессовывались направляющие;
4) Далее маршрут совпадал с ремонтом «обычной» ГБЦ — сёдла правились под новые направляющие, и так далее.
При дальнейшей проработке вопроса был найден поставщик ремонтных клапанов для данных ГБЦ. Это решение позволяет значительно сократить время и трудозатраты на восстановление ГБЦ.
На ряде ГБЦ, поступающих в ремонт, канал под стержень клапана изношен настолько, что применение данной технологии невозможно — отверстие необходимо разворачивать под диаметр больше, чем диаметр стержня ремонтного клапана. В этом случае приходится идти по первому технологическому маршруту, включающему в себя расточку каналов и запрессовку направляющих втулок. Наличие отработанной технологии дает нам возможность отремонтировать практически любую головку блока цилиндров, а наработанный опыт позволяет гарантировать высокое качество выполненных работ.
секреты и механизмы — Ozon Клуб
Проверка качества притирки
Клапанные пружины влияют на функциональность двигателя и качество механизма. Чем старее пружины, тем скорее они ослабевают, заставляя клапаны «подскакивать» на сёдлах при закрытии. Это приводит к проблемам при запуске двигателя и потере мощности автомобиля. Для того, чтобы сделать притирку, существуют как новаторские, так и традиционные методы.
Чем старее пружины, тем скорее они ослабевают, заставляя клапаны «подскакивать» на сёдлах при закрытии. Это приводит к проблемам при запуске двигателя и потере мощности автомобиля. Для того, чтобы сделать притирку, существуют как новаторские, так и традиционные методы.
Начните с проверки штока клапана и направляющей. Для этого передвигайте клапаны из одной стороны в другую. Это нехитрое действие покажет вам, как именно проводить проверку.
Притирка любых клапанов означает, что вам нужно внимательно осмотреть направляющие, принадлежащие клапану, на предмет износа. Для притирки клапанов разместите элементы в направляющую, которая им соответствует, а затем слегка подержите клапаны над седлом.
Перемещайте головку клапана слева направо и наоборот. Если передвижение этой части клапана больше 0,2 мм, это говорит об износе направляющей или штока. Посмотрите характеристики, указанные в инструкции от производителя. Найдите эту информацию в сервисном гайде или обратитесь к дилеру, чтобы проверить качество.
Найдите эту информацию в сервисном гайде или обратитесь к дилеру, чтобы проверить качество.
Если вы наблюдаете интенсивное движение комплектующей во время притирки клапанов, проделайте тест повторно, используя новые клапаны. Подвижность уменьшилась? Значит, старый шток на клапане изношен, а сам клапан требует замены. Если по-прежнему клапан ходит ходуном, это признак износа направляющей. Покажите головку блока цилиндров мастеру, который продиагностирует все направляющие.
Эти детали открываются, если входят в состав головки блока цилиндров. Тогда направляющие увеличатся в размере. А у вас появится возможность установить новые клапаны с увеличенными штоками. В принципе, если вы не уверены в собственных силах, эту работу можно доверить автомастерской, где есть профессионалы и множество нужных инструментов.
Как отшлифовать и установить клапаны?
Обычно клапаны должны быть притерты к соответствующим сёдлам, чтобы обеспечить газонепроницаемое уплотнение. Притирка клапанов предполагает, что вы должны отшлифовать клапаны (в том числе и новые) самостоятельно, используя инструмент для заточки комплектующих и пасту, способную затачивать клапаны.
Притирка клапанов предполагает, что вы должны отшлифовать клапаны (в том числе и новые) самостоятельно, используя инструмент для заточки комплектующих и пасту, способную затачивать клапаны.
Для притирки клапанов присоедините присоску на шлифовальном инструменте к торцу клапана.
На некоторых современных автомобилях поверхности комплектующих имеют тонкий слой, который нельзя удалять. Устанавливая клапаны с покрытием, используйте старые клапаны для шлифовки седла.
Проводя притирку, смажьте чистым моторным маслом шток клапана и прикрепите его головку к присоске на конце шлифовального инструмента.
Нанесите тонкий слой пасты на скошенный край головки комплектующей и полностью вставьте клапаны в его направляющую, продолжая притирку.
Отшлифуйте клапан в седле, вращая шлифовальный инструмент между ладонями вперед и назад во время притирки клапанов.
Далее – вращайте шлифовальный инструмент между своими ладонями вперед и назад, одновременно вдавливая инструмент и клапан в гнездо.
Через минуту непрерывного измельчения поднимите клапан с его седла, поверните примерно на 45 градусов. Затем продолжайте процесс измельчения, делая притирку ещё минуту.
Повторите процедуру шлифовки и осуществляйте притирку, периодически меняя положение, в котором находится клапан. Делайте это до того момента, пока и фланец головки, и седло, принадлежащее клапану, не станут ровными, матово-серыми. Это указывает на то, что клапан и седло имеют хороший контакт на всей плоскости.
Клапан и сиденье
Сиденье должно иметь матово-серый цвет без ямок и других дефектов, тогда вам удастся полноценно провести притирку.
- Головка клапана должна иметь небольшой шаг между торцом и седлом.
 Следует заменить клапан с острым краем.
Следует заменить клапан с острым краем. - Если на седле остаётся небольшая точечная коррозия, используйте сначала пасту более грубого помола, а затем – мелкого.
- Когда все клапаны притёрты, снимите их и разместите каждый в порядке снятия. Теперь продолжаем делать притирку.
- Тщательно промойте головку блока цилиндров, камеры сгорания и порты клапанов парафином, чтобы удалить все следы шлифовальной пасты.
- Просушите всё сжатым воздухом от ножного насоса для шин и продуйте масляные каналы и отверстия для болтов.
- Удалите следы шлифовальной пасты с клапанов, не забывая хранить их в порядке удаления.
- Смажьте каждый шток клапана чистым моторным маслом и установите клапаны в соответствующие положения в головке.
- Установите сальник на шток клапана.
- Если есть сальники, установите новые на штоки клапанов, стараясь не повредить кромки. Всегда монтируйте новые клапанные пружины.
- Поместите новую пружину клапана и колпачок пружины на шток клапана, обращая внимание на то, что конец пружины с закрытой спиралью обычно устанавливается рядом с головкой.
- Сжимайте пружину клапана при помощи инструмента для сжатия до тех пор, пока две разрезные конические цанги не войдут в положение между крышкой пружины и штоком клапана.
- Медленно отпустите инструмент для компрессора, пока обе цанги не заблокируют крышку пружины и шток клапана вместе. Это необходимое условие, при котором можно успешно осуществить притирку.
- Снимите инструмент для компрессора и повторите процедуру установки клапана на остальных клапанах в том порядке, в котором их сняли. Выполните это действие при любых условиях.
 Следует заменить клапан с острым краем.
Следует заменить клапан с острым краем.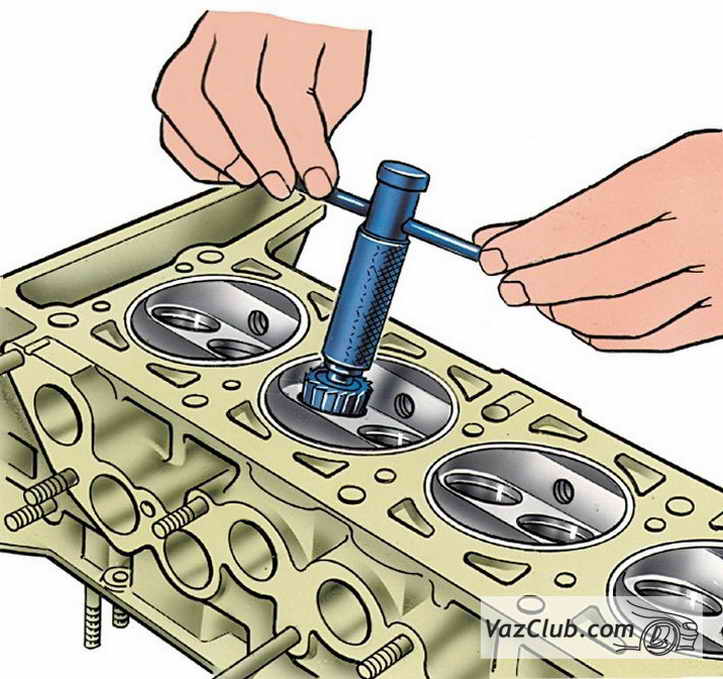
Как очистить поршни и блоки цилиндров?
Притирка клапанов остается неполной, если не очищать поршни и блоки цилиндров.
Во время притирки вы должны устранить нагар, который скапливается на дне поршня.
- Перед тем, как заменить головки блока цилиндров, вы должны очистить поршни и поверхность блока цилиндров. Ваша задача в этом случае – устранить излишки нагара и то, что осталось от старой прокладки.
- Чтобы притереть клапаны, вы должны помешать грязи или частицам углерода попасть в двигатель во время очищения. Есть нужно, закройте масляные и водяные каналы на лицевой стороне блока цилиндров кусками чистой ткани.
- Отверстия цилиндров нужно закрыть, чтобы при притирке грязь не попала между поршнями и стенками.
- Скребок или гладкая сторона ножовки осторожно удалит следы прокладки головки блока цилиндров. Делайте это аккуратно, чтобы не поцарапать и не повредить механизм.
- Проверните коленчатый вал гаечным ключом или головкой на болте шкива так, чтобы каждый поршень оказался в верхней части своего цилиндра.
- На двигателях со съёмными цилиндрами (с мокрыми гильзами) крепко удерживайте деревянный брусок над верхним краем во время вращения коленчатого вала.
- Это предотвращает подъём гильз цилиндров при вращении поршней по каналам и гарантирует, что уплотнения охлаждающей жидкости в нижней части гильз цилиндров не сломаются.
- При помощи мягкого скребка, которым может стать деревянный брусок, вы должны соскрести нагар с головки. Оставьте маленькое графитовое кольцо вокруг внешнего края, который прилегает к стенке цилиндра.
- Отполируйте головку поршня мелкой наждачной бумагой.
- Держите деревянный брусок над цилиндрами, чтобы гильзы не поднимались.
- Очень важно также притереть деталь, а после удалить весь нагар и грязь из отверстий цилиндров и креплений под болты, используя либо сжатый воздух от ножного насоса шины, либо пылесос.
- Убедитесь, что в отверстиях нет частиц углерода.
- Очистите поверхность блока, отверстия цилиндров и головки поршней чистой тканью, смоченной бензином или парафином, а затем высушите их.
 Ваша задача в этом случае – устранить излишки нагара и то, что осталось от старой прокладки.
Ваша задача в этом случае – устранить излишки нагара и то, что осталось от старой прокладки.
|
Знакомство с опытом и рекомендациями немецкой фирмы Kolbenschmidt по сборке двигателя позволяет сделать следующий вывод: грамотно собрать двигатель способен только моторист, владеющий технологиями ремонта его деталей. Ремонт и сборка головки блока, как, впрочем, и других узлов двигателя, начинается с проведения необходимых измерений и проверок. Причем особое внимание необходимо уделять именно седлам клапанов. Зачем это нужно?
Седло клапана — едва ли не самый ответственный элемент головки блока, в чем легко убедиться, анализируя условия работы клапана. Одно из главных условий — это надежное уплотнение сопряжения клапана с седлом, при котором утечки газов из камеры сгорания минимальны, а компрессия — максимальна. Выполнение этого условия одновременно означает обеспечение хорошего теплового контакта клапана с седлом. Другими словами, плотное прилегание клапана к седлу позволяет отводить тепло от нагретой горячими газами тарелки через седло в головку блока, охлаждаемую жидкостью.
Очень важно, чтобы герметичность сопряжения сохранялась в течение всего срока службы двигателя. Это достигается приданием уплотняющим фаскам седла и клапана специального профиля, компенсирующего износ сопряженных поверхностей. Кроме того, правильная геометрия седла уменьшает сопротивление при впуске топливовоздушной смеси и выпуске отработавших газов, учитывая экономические и мощностные показатели двигателя. Как проверить седло?
Прежде чем приступить к проверке, необходимо тщательно очистить поверхность камер сгорания и седел — под слоем нагара могут скрываться трещины. В зависимости от характера дефектов принимается решение о ремонте старых седел или необходимости замены их на новые. Менять седло необходимо в следующих случаях:
Последний дефект может привести к тому, что тарелка клапана сильно «провалится», и стержень клапана выдвинется вверх, нарушив работу гидротолкателя. Если один из указанных дефектов обнаружен, необходимо заменить дефектные седла, строго соблюдая технологию замены. Такая технология рекомендована, в частности, фирмой Kolbenschmidt. |
|
|
Как заменить седло?
Вообще говоря, замена седла — операция несложная и может быть выполнена несколькими способами. Вначале необходимо удалить старое седло. Для этого удобнее всего использовать специализированный станок для ремонта головок блока, хотя вполне допустимо использовать универсальное станочное оборудование (расточной или фрезерный станок) или даже ручные приспособления для ремонта седел.
Перед обработкой с помощью направляющего стержня (пилота) головка блока устанавливается на станке так, чтобы обеспечить соосность отверстия направляющей втулки и режущего инструмента.
Гнездо седла желательно расточить для обеспечения его соосности с направляющей втулкой. В головках двигателей старых конструкций, имеющих толстые стенки, допустимо обработку гнезда не проводить, если его поверхность не имеет дефектов и чрезмерных отклонений от цилиндричности.
Сама опрессовка — операция не сложная, однако достаточно трудоемкая. Ее проводят в горячей воде сжатым воздухом под давлением 5-6 атм — обычно этого достаточно, чтобы пузырьки в местах скрытых трещин сделали их видимыми. При растачивании гнезда на станке следует придерживаться определенных режимов резания: для чугунных головок — 100-250 об/мин без масла, а для алюминиевых — 400-600 об/мин с маслом. После обработки диаметр гнезда у двигателей прошлых лет выпуска должен быть в среднем на 2,5 мм больше диаметра тарелки клапана, а глубина — 4,5-6,5 мм. У новых моторов диаметр гнезда под седло может и не превышать диаметра тарелки из-за недостаточной толщины стенок. Новые седла изготавливаются из специальных чугунов или спеченных материалов. Некоторые фирмы выпускают заготовки седел в виде труб с соответствующими наружным и внутренним диаметрами либо уже готовые седла с увеличенным наружным диаметром.
Материал седла имеет решающее значение для долговечности и надежности двигателя. Поэтому некоторые производители (включая фирму Kolbenschmidt) выпускают седла из специальных материалов. Так, для высоконагруженных моторов находит применение композиционный материал — высокодисперсный карбид вольфрама, распределенный в матраце из инструментальной стали. При изготовлении седла важно выдержать натяг (в среднем 0,1-0,15 мм) по наружному диаметру и «не промахнуться» с внутренним диаметром, который обычно меньше диаметра тарелки клапана на 2,5 мм. Кроме того, необходимо выполнить на седле заходную фаску, исключающую задир гнезда при установке седла. |
Чтобы удалить старое седло, его растачивают до момента, пока оставшееся тонкое кольцо не провернется. После чего гнездо растачивают «как чисто» или под готовое новое седло |
|
Установка седла — наиболее ответственный этап работы. Для облегчения установки седла головку блока следует подогреть до 180-200oС, а само седло охладить в жидком азоте или углекислоте. Запрессовка осуществляется ударным способом и быстро, чтобы до ее окончания не произошло выравнивание температуры деталей. Как поправить седло? Изношенное или замененное седло обрабатывается для придания ему соответствующего профиля. Очевидно, этот профиль должен соответствовать форме тарелки клапана, иначе возможны негерметичность сопряжения, перегрев и разрушение тарелки и седла клапана.
Поверхность контакта тарелки с седлом должна располагаться на расстоянии 0,4-0,8 мм от наружного диаметра тарелки. Приближение поверхности контакта к кромке тарелки улучшает перенос тепла от клапана в седло. Чтобы добиться требуемого профиля седла, рекомендуется вначале обрабатывать основной угол седла (его обычно делают на 0,5-1o меньше угла фаски клапана, чтобы ускорить приработку клапана к седлу), затем — верхний угол для обеспечения высоты рабочей фаски седла, после чего — угол, примыкающий к поверхности камеры сгорания, обеспечивающий нужный диаметр седла.
Очень важна ширина рабочей фаски седла. Обычно для впускных седел ширина рабочей фаски составляет 1,0-1,5 мм, для выпускных — 1,5-2,0 мм. Для седел 16-клапанных моторов, имеющих диаметр тарелки менее 31-32 мм, ширину фаски можно уменьшить в 1,5-2 раза. Для качественной обработки седел применяют разные методы: шлифовку, расточку специальными фрезами и резцами — вручную или на специализированных станках. Наиболее простой способ обработки — твердосплавными ручными фрезами («шарошками»). Купить этот недорогой отечественный инструмент сейчас можно во многих местах. |
Установка нового седла выполняется с помощью оправки ударным способом |
|
В результате обработки профиль седла получается несколько упрощённым, наблюдается незначительная неконцентричность седла и оси отверстия направляющей втулки. Прекрасные результаты дает использование инструмента американской фирмы NEWAY. На нём твёрдосплавные резцы имеют несколько режущих кромок и могут регулироваться по диаметру. Такой инструмент обладает достаточной универсальностью и обеспечивает хорошую точность и чистоту поверхности, которая не требует последующей притирки. Простота NEWAY делает его привлекательным для использования в условиях СТО.
Самые широкие возможности даёт обработка профильным резцом. В этом случае геометрия седла заложена в профиле самого инструмента. Ошибок и неточностей здесь уже быть не может. Сёдла получаются в точности такими, какими их спроектировали конструкторы мотора. Более того, все сёдла получаются одинаковыми, а для работы мотора это немаловажный момент. Проводить такую обработку позволяют не только специализированные станки, но и относительно недорогие установки с ручным приводом, выпускаемые иностранными фирмами. Аналогичные возможности имеет и отечественная установка «Механика-2». Основой конструкции является самоустанавливающийся шпиндель с микроподачей.
Обработка сёдел на такой установке идёт минимум в три раза быстрее, чем ручными шарошками, за счёт одновременной обработки всех фасок седла, причем можно получить профиль любого сечения, а также удалить изношенное седло и обработать гнездо под запрессовку нового. Последнее весьма удобно при производстве тюнинговых и спортивных ГБЦ с «радиусным» профилем и увеличенным диаметром седла. Точность обработки седла на указанном оборудовании очень высока, что обеспечивает хорошую герметичность клапана после сборки узла. Напротив, после обработки недорогим ручным инструментом рабочая фаска седла нередко не концентрична оси отверстия направляющей втулки (несоосность более 0,02 мм), а поверхность фаски оказывается некруглой или имеет характерное «дробление». Тогда приходится прибегать к дополнительной операции — притирке клапана к седлу. Притирка хорошо освоена и широко применяется на большинстве отечественных СТО. Более того, в некоторых мастерских весь процесс ремонта седел вообще ограничивают одной притиркой, получая в результате совершенно произвольную форму сопряжения седла и клапана. Зарубежные фирмы притирку не рекомендуют ни в каком виде, на что есть весьма серьезные причины.
Действительно, при высокой точности обработки, характерной для импортного оборудования, притирка не нужна. |
|
|
После тщательной мойки всех деталей проводят контроль герметичности клапанов. Быстрее всего эта проверка выполняется на специализированных вакуумных установках. Однако результат не всегда достоверен — усилие прижатия тарелки к седлу достаточно велико, и некоторые погрешности обработки (в частности, несоосность стержня и фаски клапана или отверстия направляющей втулки и седла) могут быть не замечены. На наш взгляд, даже простая проверка прилегания клапана «по краске» более достоверна. В некоторых мастерских герметичность клапанов проверяют, наливая в камеру керосин, но это сложнее и дольше. Последняя проверка — на «выступание» стержня клапана — необходима в основном для двигателей с гидротолкателями. Если тарелка слишком сильно выступает в камеру сгорания, его стержень «утоплен», и гидротолкатель не выберет зазора в приводе — не хватит хода плунжера. Такая ситуация возможна после установки новых седел. При ремонте старых седел возможно «проваливание» тарелок, при котором клапаны после сборки головки могут зависнуть в открытом положении, уперевшись в полностью сжатые гидротолкатели. Что еще надо сделать?
Безусловно, отремонтированная головка блока перед сборкой должна иметь ровную привалочную плоскость. Восстанавливается плоскость обработкой на плоскошлифовальном или фрезерном станках, но наилучшие результаты дает обработка на специализированном станке (такое оборудование выпускается рядом зарубежных фирм). Определенную сложность представляет обработка головок дизельных двигателей с форкамерами. Строго говоря, форкамеры должны иметь выступание над поверхностью ГБЦ в пределах 0,02-0,05мм. Соблюдение этого требования значительно усложняет работу: необходимо удаление форкамер, затем обработка ГБЦ по плоскости, затем запрессовка новых форкамер в головку прямо на столе шлифовального станка, а уже затем обработка только поверхности форкамер. На практике «хорошо сидящие» в головке блока форкамеры лучше без острой необходимости «не беспокоить». Их выступание при обработке плоскости получится само, за счёт «отжатия» инструмента — с твёрдой стенки форкамеры станок снимет меньше металла, чем мягкого материала головки.
Итак, все сделано — отремонтировано, восстановлено, проверено, промыто. Перед установкой клапанов в головку необходимо смазывать их стержни маслом, а при установке маслосъемных колпачков не стоит забивать их «со всей ненавистью» — на некоторых двигателях колпачки не имеют упора и легко могут оказаться порваны. В остальном сборка головки блока обычно не вызывает затруднений. Перед установкой головки на блок цилиндров желательно повернуть распределительный вал в положение, соответствующее ВМТ 1-го цилиндра, а поршни поворотом коленвала несколько отвести от ВМТ, чтобы не погнуть клапаны. Осталось смазать болты головки блока, затянуть их и точно установить фазы газораспределения. |
Контроль прилегания клапана к седлу — необходимая процедура при ремонте седел |
|
(Журнал «Автомобиль и сервис», апрель 2001) |
 Это наглядно проявляется при сборке головки блока цилиндров, многие операции которой (в том числе ремонт седел клапанов) обычно выполняются непосредственно на СТО. О них и пойдет сегодня речь.
Это наглядно проявляется при сборке головки блока цилиндров, многие операции которой (в том числе ремонт седел клапанов) обычно выполняются непосредственно на СТО. О них и пойдет сегодня речь.
 И наоборот, любое нарушение герметичности в сопряжении клапана с седлом приводит к нарушению нормального теплового режима тарелки, седла и возникновению опасных дефектов, грозящих разрушением деталей.
И наоборот, любое нарушение герметичности в сопряжении клапана с седлом приводит к нарушению нормального теплового режима тарелки, седла и возникновению опасных дефектов, грозящих разрушением деталей.
 Особое внимание следует обратить на «отмытые» от нагара в процессе работы двигателя поверхности камер, резко отличающиеся от других камер по цвету: именно здесь наиболее вероятно обнаружение всяческих сюрпризов.
Особое внимание следует обратить на «отмытые» от нагара в процессе работы двигателя поверхности камер, резко отличающиеся от других камер по цвету: именно здесь наиболее вероятно обнаружение всяческих сюрпризов.

 Если настроить резец на размер, чуть меньший наружного диаметра седла, то после растачивания оставшаяся тонкая часть седла, как только она начнет вращаться, легко удаляется вручную.
Если настроить резец на размер, чуть меньший наружного диаметра седла, то после растачивания оставшаяся тонкая часть седла, как только она начнет вращаться, легко удаляется вручную.

 По твердости и прочности такой материал подобен чугуну, но имеет более высокую износо- и теплостойкость. При введении в стальную матрицу специальных добавок седло приобретает свойства керамики со смазывающими свойствами в условиях высоких температур. Тем самым предотвращается эрозия седла, вызываемая микросваркой седла с поверхностью клапана, что случается с обычными материалами седел у газовых двигателей и тяжело нагруженных дизелей.
По твердости и прочности такой материал подобен чугуну, но имеет более высокую износо- и теплостойкость. При введении в стальную матрицу специальных добавок седло приобретает свойства керамики со смазывающими свойствами в условиях высоких температур. Тем самым предотвращается эрозия седла, вызываемая микросваркой седла с поверхностью клапана, что случается с обычными материалами седел у газовых двигателей и тяжело нагруженных дизелей.
 Если замеры седла и гнезда выполнены правильно, в отверстии гнезда не осталось стружки, и приготовлена специальная оправка, можно приступать к запрессовке.
Если замеры седла и гнезда выполнены правильно, в отверстии гнезда не осталось стружки, и приготовлена специальная оправка, можно приступать к запрессовке.
 Но как только эта поверхность выходит на кромку тарелки, на ней концентрируется большой поток тепла, способный легко сжечь тарелку и седло. Перенос поверхности контакта ближе к стержню клапана также повышает температуру кромки тарелки (она «повисает в воздухе» и хуже охлаждается) и, кроме того, увеличивает гидравлическое сопротивление потокам топливовоздушной смеси и продуктов сгорания.
Но как только эта поверхность выходит на кромку тарелки, на ней концентрируется большой поток тепла, способный легко сжечь тарелку и седло. Перенос поверхности контакта ближе к стержню клапана также повышает температуру кромки тарелки (она «повисает в воздухе» и хуже охлаждается) и, кроме того, увеличивает гидравлическое сопротивление потокам топливовоздушной смеси и продуктов сгорания.
 При увеличении ширины фаски (и, соответственно, площади контакта) улучшается охлаждение тарелки, но труднее обеспечить герметичность. Последнее может вызвать утечки горячих газов и прогар седла или клапана. Напротив, узкая фаска отлично уплотняет, но срок службы клапана и седла сокращается из-за высоких механических нагрузок и температур на поверхностях контакта.
При увеличении ширины фаски (и, соответственно, площади контакта) улучшается охлаждение тарелки, но труднее обеспечить герметичность. Последнее может вызвать утечки горячих газов и прогар седла или клапана. Напротив, узкая фаска отлично уплотняет, но срок службы клапана и седла сокращается из-за высоких механических нагрузок и температур на поверхностях контакта.
 Все это, а также невысокая чистота и следы «дробления» инструмента требуют последующей притирки.
Все это, а также невысокая чистота и следы «дробления» инструмента требуют последующей притирки.


 В России хорошее оборудование пока не распространено, а то, что используется, не дает нужной точности, из-за чего без притирки не обойтись. Но притирка — это неизбежное искажение формы седла и фаски клапана, насыщение седла абразивными частицами и в конечном счете заметное снижение ресурса двигателя. Так что притирать клапан или нет — решайте сами.
В России хорошее оборудование пока не распространено, а то, что используется, не дает нужной точности, из-за чего без притирки не обойтись. Но притирка — это неизбежное искажение формы седла и фаски клапана, насыщение седла абразивными частицами и в конечном счете заметное снижение ресурса двигателя. Так что притирать клапан или нет — решайте сами.

 Форкамеры выполнены из жаропрочных сталей, а на некоторых моторах встречаются даже керамические форкамеры, обладающие очень высокой твёрдостью. Обработать плоскость такой головки можно специальным инструментом в виде блока абразивных секторов.
Форкамеры выполнены из жаропрочных сталей, а на некоторых моторах встречаются даже керамические форкамеры, обладающие очень высокой твёрдостью. Обработать плоскость такой головки можно специальным инструментом в виде блока абразивных секторов.
 Значит, можно собирать? Еще рано. Забыли проверить пружины клапанов — их длину в свободном состоянии и усилие при сжатии на определенную величину, регламентированные производителем двигателя.
Значит, можно собирать? Еще рано. Забыли проверить пружины клапанов — их длину в свободном состоянии и усилие при сжатии на определенную величину, регламентированные производителем двигателя.
Новая жизнь. Ремонт головки блока цилиндров — ClassicAutoClub.ru
Ремонт головки блока цилиндров – это задача для специалиста, который владеет секретами мастерства и необходимыми инструментами, позволяющими запрессовать направляющие втулки клапанов, отфрезеровать седла клапанов и проверить головку блока цилиндров на наличие дефектов.
К обязательным работам относятся: снятие головки блока цилиндров; ее разборка; очистка камер сгорания и клапанов, а также впускных и выпускных каналов; проверка головок цилиндров, направляющих втулок клапанов и собственно клапанов на наличие повреждений и износа. Затем на очереди монтаж новых направляющих, притирка клапанов и (в случае верхнего расположения распределительного вала) проверка состояния «постели» на предмет люфтов и биения. «Постелью» традиционно называют корпус, в который помещается распредвал.
Наш демонстрационный объект – чугунная головка блока цилиндров с двумя клапанами на каждый цилиндр, с нижним расположением распредвала штангами толкателей и коромыслами – соответствует техническим особенностям большинства автомобильных моторов 50-70-х годов XX в.
Подготовка
После того, как головка блока цилиндров окажется на верстаке, для начала необходим демонтаж оси коромысел (для некоторых двигателей эта процедура, возможно, окажется необходимой уже при демонтаже головки блока цилиндров) и лишь затем – демонтаж клапанов. С этой целью пружины клапанов необходимо сжать при помощи съемника клапанов, чтобы иметь возможность удалить тарелки клапанных пружин. Последние закреплены на клапане шплинтами или парой конических сухарей, вложенных в тарелку. Далее клапаны могут быть вытащены из головки через низ. Отметьте позиции клапанов и их пружин, чтобы позже установить их в то же самое место, если вы собираетесь использовать их повторно. На конечном этапе очищаются уплотнительные поверхности, прилегающие к блоку цилиндров, а также входные и выходные каналы. Лучше всего это делать плоским шабером, которым невозможно поцарапать уплотнительную поверхность.
Измерительные процессы
После очистки головка блока цилиндров устанавливается на стальную плиту, где при помощи измерительной индикаторной головки определяется высота головки блока цилиндров и полученное значение сравнивается с заводскими техническими характеристиками. Высота головки блока цилиндров не должна быть меньше установленного минимума, потому как в противном случае объем камеры сгорания перестанет соответствовать нормативному и работающие клапаны будут касаться поршней. Затем головка переворачивается камерами сгорания вверх, чтобы с помощью лекальной линейки проверить поверхность прилегания к блоку цилиндров.
Клапаны следует снять и измерить головку блока: демонтаж клапанов без особых усилий можно осуществить самостоятельно, если у вас есть пресс, чтобы сжать их пружины. Также без посторонней помощи, если работать тщательно и иметь точный измерительный инструмент, можно произвести измерение головки и установить ее высоту.
Лекальную линейку следует положить на уплотнительную поверхность и пройтись по исследуемой поверхности 0,05-милиметровым щупом. Если щуп проходит под линейкой, это означает, что в данном месте имеется неровность. Это измерение проводится в различных местах головки в прямом и поперечном направлениях. Альтернативой щупу является задняя подсветка лекальной линейки ярким светодиодным светом. В местах, где плотность прилегания нарушена, можно увидеть луч света, пробивающийся между лекальной линейкой и блоком цилиндров. Если в процессе измерений выявляются искривления, головку блока цилиндров необходимо шлифовать – об этом мы поговорим во второй части нашей мини-серии.
Проверка герметичности головки
Чтобы обнаружить трещины в рубашке головки блока цилиндров, саму головку следует закрепить в рамке и погрузить в ванну с горячей водой (температура около 70-80 градусов). По пневматическому рукаву, в рубашку головки блока цилиндров подается воздух давлением около 2 бар. В местах, где появляются пузырьки воздуха, вероятно, имеются трещины. Обычно это встречается в камерах сгорания между выпускным и впускным клапанами. С мелкими трещинами можно справиться путем замены седел клапанов на новые. В случае обнаружения крупных трещин придется заменить головку блока цилиндров полностью. К счастью, в нашем блоке цилиндров трещин не было.
Проверка на наличие трещин: Наша демонстрационная головка тоже прошла испытание на наличие трещин и оказалась безукоризненной. Для этой проверки, призванной обнаружить трещины, необходимы ванна с водой и пневматический шланг с компрессором. Внимание: задача исключительно для профессионалов!
Демонтаж направляющих втулок клапанов
Трещин мы не нашли, но у клапанов в направляющих втулках однозначно слишком большие боковые зазоры – в рабочем режиме это проявлялось, в частности, в значительном увеличении расхода топлива, что привело к сильному закоксовыванию выпускных каналов. Изношенные направляющие втулок клапанов также препятствуют нормальному отводу тепла, что может привести к повреждению клапанов вследствие перегрева. Вопрос решается просто, но требует наличия специального инструмента: старые направляющие втулок клапана подлежат выпрессовке и замене новыми.
Перед выпрессовкой специалист измеряет глубину запрессовки направляющих втулок клапана. Новые направляющие необходимо установить на прежней глубине, чтобы гарантировать оптимальное положение и достаточное охлаждение клапанов. В большинстве легкосплавных головок блоков цилиндров по техническим причинам используются бронзовые направляющие втулки клапана, тогда как в чугунных блоках – направляющие из чугуна, стали или бронзы.
Для выпрессовки направляющих необходима выколотка, имеющая форму ступенчатого стержня. Стороной малого диаметра выколотка вставляется в направляющую втулку, а «утолщенной» частью выколотки прессом выдавливают направляющую клапана из головки блока цилиндров. При этом выколотка не должна перекоситься. Нагревание блока цилиндров при одновременном охлаждении направляющей втулки клапана охлаждающим спреем облегчает выпрессовку, поскольку направляющая втулка клапана уменьшается в объеме.
Установка направляющих втулок клапана
Отверстия направляющих втулок клапана, а также входные и выходные каналы после выпрессовки необходимо прочистить подходящей щеткой (ершиком). При этом удалению подлежит исключительно грязь, но не основной материал. С этого момента действует правило: при всех работах необходима стерильная чистота, поскольку даже малейшие частицы грязи могут привести к перекосу направляющих втулок клапана.
Диаметр всех направляющих проверяют при помощи микрометра. Он должен быть практически одинаковым. Диаметр отверстий в блоке цилиндров также подлежит контролю при помощи измерительных приборов. Отверстия должны быть несколько меньше, чем наружный диаметр направляющих, чтобы направляющие втулки сели плотно. В противном случае они могут выпасть вместе с клапаном при достижении двигателем рабочей температуры.
Далее на токарном станке на торцовых направляющих втулок клапана необходимо снять фаски, так будет легче их ввести в головку. После этого кромки обрабатываются мелкозернистой наждачной бумагой, а перед запрессовкой подвергаются окончательной чистке.
Некоторые направляющие втулки клапана имеют выступ, который определяет границу их ввода в головку цилиндра. В данном случае перед выпрессовкой старых направляющих нет необходимости измерять насколько направляющая выступает из головки цилиндра, так как она запресуется на ту же высоту. В других случаях, когда ограничителя нет на втулке, специалисты используют особое приспособление — стальной цилиндр с внутренним отверстием, размер которого точно соответствует необходимой глубине запрессовки направляющей втулки клапана. Этот цилиндр накладывается на направляющую, подлежащую запрессовке, и направляющая запрессовывается до остановки в упоре. Вторая выколотка имеет несколько меньший диаметр, чем направляющая втулка клапана, она служит для центровки направляющей в основном отверстии головки блока цилиндров. Таким образом, при запрессовке новая направляющая устанавливается по центру без перекоса. При помощи пресса направляющая аккуратно запрессовывается в головку цилиндра. Наше приспособление в итоге оказывается на головке цилиндра – это означает, что нужная глубина достигнута, и направляющая втулка клапана установлена правильно.
Очистка клапанов: Для очистки клапанов необходимы сверлильный станок и мелкозернистая наждачная бумага. Клапан следует закрепить в сверлильном патроне и очистить доводочной лентой при низкой частоте вращения. Занятие исключительно для рукастых!
Очистка и оптимизация клапанов
После монтажа направляющих осуществляется первичная установка клапанов, а направляющие при необходимости калибруются разверткой до тех пор, пока у клапана не появляется необходимый зазор между клапаном и направляющей втулкой. Перед окончательным монтажом клапаны должны быть очищены и отремонтированы. Ведь только клапаны безупречного качества гарантируют хорошую работу и высокую мощность двигателя.
В большинстве случаев стержни клапанов оказываются закоксованными. Это изменяет распределение наждачной бумаги с зернистостью от 80 до 400, которая снимает остаточные отложения с клапана, вращающегося в патроне сверлильного станка. При этом частота вращения станка должна находиться в пределах от 800 и 1200 об/мин.
Очистка головки и камер сгорания
Очистка головки цилиндра может осуществляться химическими методами, а также такими абразивными средствами, как соль, ореховая скорлупа или пластиковые гранулы.
При химической очистке необходимо иметь в виду, что алюминиевые головки цилиндров можно чистить средствами, которые подходят для алюминия, например, трихлорэтаном. Другие чистящие средства, которые используются для чугуна, приводят к значительной коррозии алюминия.
Однако отложения сажи можно удалить и иным способом. С задачей хорошо справится стандартное средство для чистки духовки или гриля. В случае незначительного загрязнения достаточно сбрызнуть клапаны небольшим количеством спрея для очистки духовки (например, Шуманит, Cilit и т.п.) и оставить их в таком состоянии на достаточно долгое время. В случае более сильного загрязнения клапаны можно обработать, поместив их в ванночку, заполненную средством для очистки духовки. Клапаны следует оставить в растворе на несколько дней, а потом протереть тряпкой. Обычно после этого отложения смолистых веществ удаляются легко. Наиболее стойкие отложения приходится удалять при помощи тонкого стального волокна с нанесенным на него спреем для чистки духовки. После этой процедуры все клапаны снова становятся, как новые.
После проверки герметичности, очистки всех внутренних каналов и клапанов, проверки плоскостей, замены втулок и притирки посадочных мест можно приступать к сборке в обратной последовательности.
А общая последовательность работ такая: Сняли головку блока цилиндров — помыли — опрессовали — сняли пружины и клапана — удалили направляющие — проверили и поправили плоскости – тщательно прочистили внутри и снаружи — запрессовали направляющие — притерли клапана – поставили пружины. Наконец, ставим головку блока на законное место.
Дефектуем головку блока цилиндров — Motor-Doctor Ростов-на-Дону
Чтобы вам не пришлось ремонтировать, будь то тапочки или атомный крейсер, надо для начала определить какие параметры ремонтируемого объекта вышли за нормы, установить возможность восстановления данных параметров и составить план ремонта. Головка блока цилиндров в этом плане ничем принципиально не отличается. Без правильной дефектовки и определения правильной последовательности выполнения работ по ремонту ГБЦ, говорить о качественном и экономически разумном ремонте просто смешно.
Сразу хочу сказать , такие этапы как: разборка головки, демонтаж клапанов, очистка головки и клапанов в этой статье рассматривать не буду. Эти работы могут показаться простыми и не ответственными, это не так. Без чистоты агрегатов взятых в ремонт, нельзя говорить о каком либо качестве последующих работ. Также на этапе разборки головки и демонтажа клапанов, некоторые люди умудряются столько дров наломать, что иногда дальше можно не ремонтировать. Однако я эти вопросы оставлю пока в покое, им надо будет посвятить отдельную статью. Так же не рассматриваю здесь вопросы тестирования головки на герметичность (опрессовки). Будем дефектовать головки, которые прошли разборку, мойку, опрессовку и приняты к дальнейшему ремонту.
Итак, что будем рассматривать:
— необходимость обработки плоскости ГБЦ;
— состояние направляющей втулки клапана и необходимость её замены;
— состояние клапана и возможность его восстановления;
— состояние рабочих фасок седла клапана и возможность их обработки;
— состояние сальников клапанов и необходимость их замены;
Привалочная плоскость головки блока цилиндров.Для диагностики привалочной плоскости головки блока цилиндров необходимы следующие инструменты: лекальная линейка необходимой длинны, набор щупов, штангенциркуль или рейсмус высотомер с точностью до 0,05 мм и технические данные по проверяемой головке с допустимой величиной зазора и допустимой остаточной высотой.
До измерения прогиба головки, на помытой и очищенной от нагара и остатков прокладки головки, выявляем видимые на глаз проблемы. Такими могут являться механические повреждения, коррозия материала головки, раковины возникшие в местах прогара прокладки ГБЦ. Определяем возможность обработки по внешним видимым признакам, возможно головка требует наплавки поврежденных мест либо других восстановительных мероприятий. Особое внимание уделяется местам уплотнения прокладки вокруг цилиндра, уплотнения водяной рубашки и масляных каналов. Если при таком осмотре дефектов определяющих объем работ не установлено, переходим к проверке плоскости головки на прогиб инструментальным способом.
Проверка проводится на агрегате имеющем комнатную температуру (если проводилась опрессовка, головка должна остыть!). Прикладываем линейку сначала в двух — трех местах по длине головки, а затем по двум диагоналям пытаясь засунуть под нее щуп. Начинать надо с самого тонкого щупа, обычно это 0,05 мм. Если он не проходит под линейку ни в каких местах, необходимости шлифовки плоскости нет. Чем чаще ваши попытки вставить щуп под линейку, тем выше вероятность найти вогнутое место. Величину допустимого прогиба надо искать в ремонтных пособиях или рекомендациях производителей. С учетом собственного опыта могу сказать, что прогиб 0,01мм на 100мм длины допускают практически все автомобильные производители.
Еще один важный момент, если обработка плоскости производится методом мокрой шлифовки, то можно такую работу рекомендовать без проверки головки на плоскость. Этот метод позволяет снять с головки ровно столько, сколько необходимо. Если обработка производится методом резания (фрезеровка), такую обработку без необходимости лучше не делать, так как при таком способе снимается гораздо больший слой материала и сокращается количество последующих шлифовок.
Кроме того существует еще один немаловажный фактор, остаточная высота ГБЦ. Проводим измерения высоты головки с помощью штангенциркуля или рейсмуса и сравниваем с техническими данными. Здесь можно отталкиваться только от рекомендаций производителя и пожеланий моториста. Часто «умные» заказчики вычитывают в рекомендациях производителей, что обработка плоскости головки данной модели не допускается. Рекомендую задуматься таким умникам, как она будет ездить кривая.
В любом случае окончательное решение по всем обработкам деталей двигателей за заказчиком.
Направляющая втулка клапана.Для диагностики направляющих втулок нам необходимы следующие инструменты: нутромер с диапазоном 5 – 12 мм, индикаторная стойка, индикатор часового типа с точностью шкалы 0,01 мм.
Диагностика направляющей втулки клапана, вещь вроде бы обыкновенная, однако вы мало найдете людей, которые вам толково смогут объяснить, почему необходимо менять втулку. Обычно это происходит так: слесарь вставляет клапан в направляющую втулку, начинает шатать клапан, и выдает: «Смотри! – Болтается!». А как же в этом случае тепловой зазор между клапаном и втулкой? Клапан не может не болтаться, иначе он заклинит! Мерительные инструменты для таких измерений не очень удобны, во первых, измерять много мелких отверстий нутромером это долго, а во вторых учитывая неравномерный износ втулки, точность таких измерений не высокая.
Начинаем как обычно с внешнего осмотра, смотрим на ножку клапана: если на ней существуют задиры, потянутости – направляющую втулку клапана надо однозначно менять. Если на рабочей части ножки клапана нагар, надо смотреть какой и сколько. Он обычно возникает на клапане со стороны цилиндра, особенно на выпускных клапанах. Величина нагара до 20 мм по рабочей части ножки клапана ни о чем не говорит, 20-30 мм надо мерять втулку, более 30 мм направляющая втулка изношена и газы забивают в повышенный зазор между клапаном и направляющей. Если по внешним признакам принять решение о замене направляющей не удалось, переходим к измерениям. Как я уже говорил, можно измерять износ втулки с помощью нутромера, но мы с вами рассмотрим другой способ измерений более удобный для применения на практике. Мы будем измерять люфт клапана в направляющей втулке с помощью индикатора, и вычислять зазор между клапаном и втулкой.
Для того чтобы померять люфт клапана на ровной поверхности укладываем головку привалочной плоскостью вверх и вставляем клапан в направляющую (желательно чтобы верхние концы направляющих упирались в ровную поверхность). Верхний край направляющей должен быть на одном уровне с верхним краем клапана, как показано на рис. 1. Устанавливаем индикаторную стойку на головку таким образом, чтобы наконечник индикатора упирался в торец головки клапана и пошатывая клапан (без излишних усилий) меряем величину люфта. Дальше чтобы вычислить величину зазора прийдется вспомнить школьный курс геометрии, можно тригонометрию или проще теорему, о подобии треугольников. Исходя из теоремы о подобии треугольников и глядя на рис.1 , получим следующее:
Зазор=(Люфт*Длина направляющей)/(2*Длина клапана)
То есть, величина зазора равна величине люфта клапана, умноженной на длину направляющей и деленной на две длинны клапана. Дальше осталось полученный зазор сравнить с ремонтными допусками и принять решение о необходимости замены направляющей.
В дальнейшем можно наоборот вычислить допустимый для этой модели люфт кпанапа:
Люфт=(Зазор*2*Длину клапана)/(Длину направляющей)
Измерение люфта клапанаЕсли направляющие втулки имеют газовый карман, следует учитывать только фактически работающую длину втулки. Также при отработке подобных измерений, на начальных этапах следует контролировать расчетные величины с помощью нутромера.
Клапан.Для диагностики клапанов нам необходим микрометр с диапазоном 0-25 мм, устройство для проверки клапана на биение с индикатором или станок для шлифовки клапанов.
И так как обычно внешний осмотр, смотрим на ножку клапана: если на ней существуют задиры, потянутости, заметная на глаз, или на ощупь выработка – клапан подлежит замене. Также подлежат замене клапана с большой выработкой либо глубокими раковинами тарелки. Далее клапана с ровными гладкими ножками необходимо проверить на биение. Для этого существуют различные приспособления, одно из них изображено на фото ниже. Клапан прижимается к неподвижной станине, его торец ставиться в упор, лапка индикатора прижимается к тарелке клапана. Далее вращая клапан, смотрим биение шляпки относительно оси вращения, если оно более 0.05 мм — клапан бракуем, меньше — подлежит шлифовке.
Проверка клапана на биениеПроверка клапанаДругой вариант проверки клапана на биение – установить его на шлифовальный станок, и сделать касание шлифовальным камнем. Если клапан достаточно ровный, вы услышите звук равномерной обработки. Если вы услышите чиркание клапана об камень – клапан непригоден.
Проверка клапана второй вариантСедло клапана.Для диагностики состояния седла клапана понадобиться измерительная планка с индикатором часового типа или микрометрисеский глубиномер, на мой взгляд планка с индикатором гораздо удобнее. Для грубой проверки подойдет даже штангенциркуль с глубиномером.
Диагностика седла клапана сводится в большинстве случаев к выбору: менять седло или обработать фаску существующего седла. Случай: « с седлом делать ничего не надо» не рассматриваю, если принесли головку на дефектовку – значит что то делать необходимо. Навряд ли вам принесут новую головку в ремонт, или головку снятую с нового двигателя.
Итак – дефектовка седла! Определяем по внешним признакам общую пригодность седла клапана. Трещины, неровности на седле, глубокие раковины, следы ударов от попадания посторонних предметов а также черезмерно изношенная рабочая фаска седла клапана говорит о необходимости замены седла.
Если по внешним признакам, выявить дефекты седла указывающие на необходимость замены не удалось, переходим к инструментальной дефектовке. Важнейшим показателем износа седла клапана являеться положение клапана в головке относительно привалочной плоскости, или в некоторых моделях (чаще бензиновых двигателей) вылет торца клапана относительно оси распредвала. С помощью планки с индикатором, измеряем утопание клапана относительно плоскости (в некоторых моделях клапан выступает над плоскостью) и сравниваем этот показатель с допустимым значением. Если губина залегания клапана больше допустимой величины – седло клапана необходимо заменить. В случае когда залегание клапана менее чем на 0,2 мм приближено к минимально допустимому показателю, я бы рекомендовал также замену седла. Это связано с последующей обработкой фаски, при которой клапан сядет еще немного глубже. После измерения утопания седла (а на бензиновых двигателях вместо него) , необходимо проверить вылет штока клапана. Особенно важно проверять вылет штока клапана на двигателях с гидрокомпенсаторами и двигателях, где регулировка зазора в клапанном механизме производится с помощью шайб. Для таких моделей большое значение имеет остаточная высота головки, которую также необходимо учитывать при проведении диагностики седла.
Сальники клапанов.
Сальник клапана надо менять при любой ревизии головки блока цилиндров! И всеже укажу признаки износа сальников клапанов при которых их нельзя оставить даже в самом крайнем случае. Разрывы сальников, затвердевание резиновой обоймы сальника, сползание сальника с направляющей втулки клапана и перекосы сальника на посадочном месте. Также в случае замены направляющей втулки клапана однозначно устанавливается новый сальник клапана.
В следующей статье рассмотрим с вами правильную последовательность работ при ремонте головки блока цилиндров.
Головка блока цилиндров, клапана, сёдла, пружины, тарелки и прокладки
Если Вы находитесь в поисках поставщика запчастей и комплектующих для двигателя, расходных материалов или другой продукции для спецтехники и грузового автотранспорта, Вы обратились по адресу. Компания «Астра Моторс» более 5 лет успешно работает на рынке и всегда готова предложить клиентам богатейший ассортимент деталей для двигателей Камминз, фильтров Флитгард, а также обширный спектр продукции для ремонта и обновления других систем и агрегатов Вашего технопарка.
В наши задачи входит плановое и экстренное снабжение предприятий и частных лиц запчастями и комплектующими Cummins, а также качественный и профессиональный ремонт двигателей Cummins, который осуществляется оперативно и надежно. Применение компьютерной диагностики и использование высококлассных деталей помогает выполнять свою работу безупречно, именно поэтому большинство наших клиентов становятся постоянными.
В нашем каталоге Вы без труда найдете блоки цилиндров и форсунки, ТНВД и фильтры, сцепление и турбины, поршни и прокладки, генераторы, все для систем смазки и охлаждения, а также многое другое. «Астра Моторс» предоставляет только оригинальный товар: мы не работаем с некачественными аналогами, которые могут привести к поломкам и снижению производительности Вашей техники.
Чтобы получить консультацию или оформить заказ, посетите наши магазины в Москве и Санкт-Петербурге. Также Вы можете получить ответы на интересующие вопросы с помощью онлайн-связи с менеджером на сайте или электронной почты, а также, связавшись с нами по телефону.
Мы работаем со всеми транспортными компаниями и быстро доставляем заказы в города:
A: Абакан, Альметьевск, Ангарск, Арзамас, Армавир, Артём, Архангельск, Астрахань, Ачинск,
Б: Балаково, Балашиха, Барнаул, Батайск, Белгород, Березники, Бийск, Благовещенск, Братск, Брянск,
В: Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Волжский, Вологда, Воронеж,
Г: Грозный
Д: Дербент, Дзержинск, Димитровград, Домодедово,
Е: Екатеринбург, Елец, Ессентуки,
Ж: Железнодорожный, Жуковский,
З: Златоуст,
И: Иваново,Ижевск, Иркутск, Йошкар-Ола,
К: Казань, Калининград, Калуга, Каменск-Уральский, Камышин, Каспийск, Кемерово, Киров, Кисловодск, Ковров, Коломна, Комсомольск-на-Амуре, Копейск, Королёв, Кострома, Красногорск, Краснодар, Красноярск, Курган, Курск, Кызыл,
Л: Ленинск-Кузнецкий, Липецк, Люберцы,
М: Магнитогорск, Майкоп, Махачкала, Междуреченск, Миасс, Мурманск, Муром, Мытищи,
Н: Набережные Челны, Нальчик, Находка, Невинномысск, Нефтекамск, Нефтеюганск, Нижневартовск, Нижнекамск, Нижний Новгород, Нижний Тагил, Новокузнецк, Новокуйбышевск, Новомосковск, Новороссийск, Новосибирск, Новочебоксарск, Новочеркасск, Новошахтинск, Новый Уренгой, Ногинск, Норильск, Ноябрьск,
О: Обнинск, Одинцово, Октябрьский, Омск, Орёл, Оренбург, Орехово-Зуево, Орск,
П: Пенза, Первоуральск, Пермь, Петрозаводск, Петропавловск-Камчатский, Подольск, Прокопьевск, Псков, Пушкино, Пятигорск,
Р: Ростов-на-Дону, Рубцовск, Рыбинск, Рязань,
С: Салават, Самара, Санкт-Петербург, Саранск, Сарапул, Саратов, Северодвинск, Северск, Сергиев Посад, Серпухов, Смоленск, Сочи, Ставрополь, Старый Оскол, Стерлитамак, Сургут, Сызрань, Сыктывкар,
Т: Таганрог, Тамбов, Тверь, Тольятти, Томск, Тула, Тюмень,
У: Улан-Удэ, Ульяновск, Уссурийск, Уфа,
Х: Хабаровск, Хасавюрт, Химки,
Ч: Чебоксары, Челябинск, Череповец, Черкесск,
Чита,
Ш: Шахты,
Щ: Щёлково,
Э: Электросталь, Элиста, Энгельс,
Ю: Южно-Сахалинск,
Я: Якутск, Ярославль
Мы всегда рады новым клиентам!
| 1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара. | |
| 2. Осмотреть головку блока. Если есть трещины на стенках камеры сгорания, следы прогара и т.п., заменить головку блока. | |
| 3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку. Для этого линейку поставить ребром на поверхность головки блока посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, головку заменяют или прошлифовывают. Минимальная допустимая высота головки 132,75 мм. Если при шлифовке высота головки получилась меньше, головку необходимо заменить. | |
| 4. Проверить головку на отсутствие трещин, для этого подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха. Заглушить все отверстия в головке деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить воздушные пузыри. | |
| 5. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить. | |
| 6. Незначительные риски и царапины
на рабочей фаске клапана можно вывести притиркой. Клапан к седлу следует
притирать следующим образом: – вставить клапан в головку блока; – надеть на стержень клапана приспособление для притирки клапанов; – нанести на рабочую фаску клапана тонкой слой притирочной пасты; – поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу. Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски и клапана. |
|
| 7. После притирки тщательно промыть седло и клапан и тщательно протереть чистой тряпкой для удаления остатков притирочной пасты. | |
| 8. Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями. После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан считается герметичным. Размеры клапана показаны на рис. Размеры клапанов четырехцилиндрового двигателя. | |
| 9. Проверить состояние пружин клапанов. Искривленные пружины, а также с трещинами или поломанные заменяют. | |
| 10. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Незначительные повреждения (мелкие риски, царапины и т.п.) можно вывести притиркой клапанов. Более значительные дефекты устраняют шлифовкой. При шлифовке следует выдержать размеры седла, указанные на рис. Размеры седла клапана. | |
| 11. После шлифовки притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц. | |
| 12. Следует учесть, что после шлифовки седла клапан садится в седло глубже. Поэтому на двигателях с гидротолкателями клапанов после шлифовки нужно измерить расстояние а между торцом стержня клапана, прижатого к седлу, и верхней плоскостью головки блока. Если этот размер меньше 33,8 мм для впускных клапанов и меньше 34,1 мм для выпускных, следует заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов. Таким образом, уменьшение рабочей фаски седла клапана не должно быть больше разности размера а до шлифования и минимального допустимого размера а. | |
| 13. Проверить зазоры между направляющими втулками и клапанами. Для этого вставить клапан в направляющую втулку так, чтобы торец стержня клапана был заподлицо с торцом направляющей втулки. | |
| 14. К головке клапана установить ножку индикатора. Перемещая клапан от упор до упора в горизонтальной плоскости, измерить зазор. Если перемещение впускного клапана превышает 1,0 мм, а выпускного – 1,3 мм, заменить втулки и клапаны. Диаметры стержней впускного и выпускного клапанов различные, поэтому нужно проверять втулки впускных клапанов, вставляя впускной клапан, а выпускных – выпускной клапан. | |
Проверка клапана головки цилиндра и пружины клапана
Проверьте длину пружины клапана на свободную длину с помощью штангенциркуля, как показано на рисунке. Проверил установленную высоту пружин; от основания или кармана в голове до нижней части фиксатора. Если эта высота слишком велика, добавьте соответствующую прокладку, чтобы вернуть пружину в нормальное состояние. Короткие пружины (~ 1/16 дюйма) следует заменить. Натяжение можно проверить с помощью тестера пружины клапана.
Прямоугольность пружины клапана
Используйте квадратную и плоскую поверхность для проверки прямоугольности пружины клапана.При размещении на плоской поверхности пружины должны оставаться квадратными. Поверните клапан и убедитесь, что все катушки касаются квадрата при его вращении. Используйте щуп для измерения допуска. Обратитесь к руководству производителя на предмет технических характеристик или специальных процедур. Обратите внимание на пространство между верхней катушкой и квадратом.
Проверка клапана головки блока цилиндров
После снятия клапана с головки блока цилиндров, его очистка и проверка на наличие:
Нет поля: Запас клапана стучится.Если запас слишком тонкий, клапан нагревается и преждевременно сгорает.
Точечная коррозия, жжение и трещины: Обычно это происходит с выпускными клапанами, поскольку они нагреваются сильнее, чем впускные клапаны. Выпускные клапаны обычно изготавливаются из высококачественной нержавеющей стали. Но они не получают никакой выгоды от заправки свежим воздухом / топливом, которую впускной клапан получает во время такта впуска. По мере того как пружина ослабевает, клапан задерживается в открытом положении немного дольше. Клапаны горят, когда их оставляют открытыми во время горения и подвергают воздействию экстремальных температур.
Головки с чашечками: Замените клапан, если головка имеет чашеобразную форму или грибовидную форму.
Растяжка: Растяжка — это сужение шеи над головой. Это влияет на длину клапана.
Изношены стопорные канавки или наконечник штока клапана: Осмотрите стопорные канавки, вращатели и фиксаторы на предмет износа и при необходимости замените. Если фиксатор или фиксатор выскочат не на своем месте, клапан упадет в цилиндр, что приведет к повреждению двигателя. Кроме того, изношенный наконечник штока клапана может вызвать повреждение фиксатора и коромысла.
Шток клапана: Шток клапана необходимо измерить внешним микрометром в нескольких местах, чтобы проверить на неравномерность или чрезмерный износ.
Все о двигателях Клапаны
Изображение предоставлено: Максим Вивцарук / Shutterstock.com
Клапаны двигателя — это механические компоненты, используемые в двигателях внутреннего сгорания, чтобы разрешать или ограничивать поток жидкости или газа в камеры сгорания или цилиндры и из них во время работы двигателя.Функционально они работают аналогично многим другим типам клапанов в том, что они блокируют или пропускают поток, однако они представляют собой чисто механическое устройство, которое взаимодействует с другими компонентами двигателя, такими как коромысла, для открытия и закрытия в правильной последовательности и с правильный выбор времени.
Термин «клапан двигателя» может также относиться к типу обратного клапана, который используется для впрыска воздуха в составе систем контроля выбросов и рециркуляции выхлопных газов в транспортных средствах. Этот тип клапана двигателя не рассматривается в этой статье.
Клапаны двигателей являются общими для многих типов двигателей внутреннего сгорания, независимо от того, работают ли они на таком топливе, как бензин, дизельное топливо, керосин, природный газ (СПГ) или пропан (LP). Типы двигателей различаются количеством цилиндров, которые представляют собой камеры сгорания, вырабатывающие энергию от воспламенения топлива. Они также различаются типом работы (2-тактный или 4-тактный) и конструктивным размещением клапанов внутри двигателя [верхний клапан (OHV), верхний кулачок (OHC) или клапан в блоке (VIB)]. .
В этой статье кратко описывается работа клапанов двигателя в типичных двигателях внутреннего сгорания, а также представлена информация о типах клапанов, их конструкции и материалах.Дополнительную информацию о других типах клапанов можно найти в соответствующем руководстве Общие сведения о клапанах .
Номенклатура клапанов двигателя
Большинство клапанов двигателя спроектированы как тарельчатые клапаны из-за их толкающего движения вверх и вниз и имеют головку клапана конического профиля, которая прилегает к механически обработанному седлу клапана, чтобы перекрыть проход жидкостей или газов. Их также называют грибовидными клапанами из-за характерной формы головки клапана. На рисунке 1 показана номенклатура различных элементов типичного клапана двигателя.
Рисунок 1 — Номенклатура стандартного тарельчатого клапана двигателя.
Изображение предоставлено: https://dieselnet.com
Двумя основными элементами являются шток клапана и головка клапана. Головка содержит галтель, ведущий к поверхности седла, которая обрабатывается под определенным углом, чтобы соответствовать механической обработке седла клапана, с которым она будет соответствовать. Посадка поверхности клапана на седло клапана — это то, что обеспечивает уплотнение клапана против давления сгорания.
Шток клапана соединяет клапан с механическими элементами в двигателе, которые приводят в действие клапан, создавая силу для перемещения штока против давления в седле, создаваемого пружиной клапана. Стопорная канавка используется для удержания пружины в нужном положении, а кончик штока клапана многократно контактирует с коромыслом, толкателем или толкателем, приводящим в действие клапан.
Работа двигателя
В четырехтактных или четырехтактных двигателях внутреннего сгорания используются два основных типа клапанов — впускной и выпускной.Впускные клапаны открываются, чтобы позволить потоку воздушно-топливной смеси в цилиндры двигателя перед сжатием и воспламенением, в то время как выпускные клапаны открываются, чтобы обеспечить удаление выхлопных газов из процесса сгорания после воспламенения.
При нормальной работе коленчатый вал двигателя, к которому прикреплены поршни, привязан к распределительному валу как часть механизма клапана для двигателя. Движение коленчатого вала передает движение распределительному валу через цепь ГРМ, ремень ГРМ или другой зубчатый механизм.Синхронизация и совмещение между положением коленчатого вала (которое определяет положение поршня в цилиндре) и положением распределительного вала (которое определяет положение клапанов для цилиндра) имеют решающее значение не только для максимальной производительности двигателя, но и для предотвращения столкновения поршней и клапанов в двигателях с высокой степенью сжатия.
В цикле впуска поршень впускного цилиндра опускается вниз при открытии впускного клапана. Движение поршня создает отрицательное давление, которое помогает втягивать топливно-воздушную смесь в цилиндр.Сразу после того, как поршень достигает самого нижнего положения в цилиндре (известного как нижняя мертвая точка), впускной клапан закрывается. В цикле сжатия впускной клапан закрывается, чтобы изолировать цилиндр, когда поршень поднимается в цилиндре в наивысшее положение (известное как верхняя мертвая точка), что сжимает топливно-воздушную смесь до небольшого объема. Это действие сжатия служит для обеспечения более высокого давления на поршень при воспламенении топлива, а также для предварительного нагрева смеси, чтобы способствовать эффективному сгоранию топлива.В энергетическом цикле воздушно-топливная смесь воспламеняется, что создает взрыв, который заставляет поршень вернуться в самое нижнее положение и передает химическую энергию, высвобождаемую при сжигании топливно-воздушной смеси, во вращательное движение коленчатого вала. В цикле выпуска поршень снова поднимается вверх в цилиндре, в то время как впускной клапан остается закрытым, а выпускной клапан теперь открыт. Давление, создаваемое поршнем, помогает вытеснять выхлопные газы из цилиндра через выпускной клапан в выпускной коллектор.К выпускному коллектору подсоединена выхлопная система, набор труб, который включает глушитель для снижения акустического шума и систему каталитического нейтрализатора для управления выбросами в результате сгорания двигателя. Как только поршень достигает верха цилиндра в цикле выпуска, выпускной клапан начинает закрываться, а впускной клапан начинает открываться, начиная процесс снова. Обратите внимание, что давление в цилиндре на впуске помогает держать впускной клапан открытым, а высокое давление в цикле сжатия помогает удерживать оба клапана закрытыми.
В двигателях с несколькими цилиндрами одни и те же четыре цикла повторяются в каждом из цилиндров, но выполняются последовательно, так что двигатель обеспечивает плавную мощность и минимизирует шум и вибрацию. Последовательность движения поршня, клапана и зажигания достигается за счет точной механической конструкции и электрического хронирования сигналов зажигания к свечам зажигания, которые воспламеняют топливно-воздушную смесь.
Движение клапана двигателя
Движение клапанов двигателя приводится в действие распределительным валом двигателя, который содержит ряд кулачков или кулачков, которые служат для создания линейного движения клапана за счет вращения распределительного вала.Количество кулачков на распределительном валу равно количеству клапанов в двигателе. Когда распределительный вал находится в головке блока цилиндров, двигатель называется конструкцией с верхним распредвалом (OHC); когда распределительный вал находится в блоке цилиндров, двигатель называется конструкцией с верхним расположением клапана (OHV). Независимо от конструкции двигателя, основное движение клапанов двигателя происходит за счет движения кулачка против подъемника или толкателя, который создает силу, которая давит на шток клапана и сжимает пружину клапана, тем самым снимая натяжение пружины, которое удерживает клапан в закрытое положение.Это движение штока клапана поднимает клапан над седлом в головке цилиндра и открывает клапан. Как только распределительный вал поворачивается дальше и кулачок перемещается так, что эксцентриковая часть больше не находится в непосредственном контакте с толкателем или толкателем, давление пружины закрывает клапан, поскольку шток клапана перемещается по центральной части кулачка.
Поддержание надлежащего зазора клапана между штоком клапана и коромыслом или кулачком чрезвычайно важно для правильной работы клапанов.Необходим некоторый минимальный зазор для расширения металлических деталей при повышении температуры двигателя во время работы. Конкретные значения зазора варьируются от двигателя к двигателю, и несоблюдение надлежащего зазора может иметь серьезные последствия для работы и производительности двигателя. Если зазор клапанов слишком велик, то клапаны откроются позже, чем оптимально, и закроются раньше, что может снизить производительность двигателя и увеличить шум двигателя. Если зазор клапана слишком мал, клапаны не закроются полностью, что может привести к потере сжатия.Гидравлические подъемники клапана являются самокомпенсирующимися и могут устранить необходимость в регулировке зазора клапана.
Современные двигатели внутреннего сгорания могут использовать различное количество клапанов на цилиндр в зависимости от конструкции и области применения. Меньшие двигатели, такие как те, которые используются в газонокосилках, могут иметь только один впускной клапан и один выпускной клапан. В двигателях более крупных транспортных средств, таких как 4-, 6- или 8-цилиндровые двигатели, может использоваться четыре клапана на цилиндр, а иногда и пять.
Материалы клапанов двигателя
Клапаны двигателя являются одним из компонентов двигателей внутреннего сгорания, которые подвергаются высоким нагрузкам.Необходимость надежной работы двигателя диктует, что клапаны двигателя должны быть способны проявлять устойчивость к многократному и непрерывному воздействию высокой температуры, высокого давления из камеры сгорания, а также механических нагрузок и напряжений, обусловленных динамикой двигателя.
Впускные клапаны двигателей внутреннего сгорания подвергаются меньшим тепловым нагрузкам из-за охлаждающего воздействия поступающей воздушно-топливной смеси, которая проходит через клапан во время впускного цикла. Выхлопные клапаны, напротив, подвергаются более высоким уровням термической нагрузки, поскольку находятся на пути выхлопных газов во время выхлопного цикла двигателя.Кроме того, тот факт, что выпускной клапан открыт во время цикла выпуска и не контактирует с головкой блока цилиндров, означает, что меньшая тепловая масса поверхности сгорания, а головка клапана имеет больший потенциал для быстрого изменения температуры.
Впускные клапаны из-за более низких рабочих температур обычно изготавливаются из таких материалов, как хром, никель или вольфрамовая сталь. В выпускных клапанах с более высокими температурами могут использоваться более жаропрочные металлы, такие как нихром, кремний-хром или кобальт-хромовые сплавы.
Поверхности клапана, которые подвергаются более высоким температурам, иногда становятся более долговечными за счет приваривания к поверхности клапана стеллита, который представляет собой сплав кобальта и хрома.
Другие типы материалов, используемых для изготовления клапанов двигателя, включают нержавеющую сталь, титан и сплавы Tribaloy ® .
Кроме того, для улучшения механических свойств и характеристик износа клапанов двигателя могут применяться покрытия и обработка поверхности. Примеры этого включают хромирование, фосфатирование, нитридное покрытие и завихрение.
Типы клапанов двигателя
Помимо характеристики клапанов двигателя по функциям (впускной и выпускной), существует несколько конкретных типов клапанов двигателя, которые существуют в зависимости от конструкции и материалов. К основным типам клапанов двигателя относятся:
- Монометаллические клапаны двигателя
- Биметаллические клапаны двигателя
- Полые клапаны двигателя
Монометаллические клапаны двигателя, как следует из их названия, изготавливаются из единого материала, который образует как шток клапана, так и головку клапана.Эти типы клапанов двигателя обладают как высокой термостойкостью, так и хорошими антифрикционными свойствами.
Биметаллические клапаны двигателя, также известные как биметаллические клапаны двигателя, изготавливаются путем соединения двух разных материалов вместе с использованием процесса сварки трением для создания клапана с аустенитной сталью на головке клапана и мартенситной сталью для штока клапана. Свойства каждой из этих сталей служат оптимальному назначению: аустенитная сталь на головке клапана обеспечивает жаропрочность и коррозионную стойкость, а мартенситная сталь для штока клапана обеспечивает высокую прочность на разрыв и абразивный износ.
Полые клапаны двигателя — это специальный биметаллический клапан, который содержит полую полость, заполненную натрием. Натрий сжижается при повышении температуры клапана и циркулирует за счет движения клапана, что помогает отводить тепло от более горячей головки клапана. Полая конструкция обеспечивает лучшую теплопередачу через шток, чем у сплошных клапанов, поскольку мартенситный материал штока является лучшим проводником тепла, чем аустенитный материал головки. Полые клапаны особенно подходят для использования в современных двигателях, которые обеспечивают большую мощность за счет более компактных и плотных двигателей с более высокими температурами выхлопных газов, с которыми твердые клапаны не справляются.Эти более высокие температуры выхлопных газов являются результатом нескольких условий, в том числе:
- Стремление к процессу сжигания обедненной смеси, который сокращает выбросы парниковых газов
- Конструкции двигателей с более высокой степенью сжатия и более высоким давлением сгорания, которые обеспечивают более высокий КПД
- Интегрированные конструкции коллектора, поддерживающие турбокомпрессоры для повышения производительности двигателей меньших размеров
Есть несколько других типов конструкций клапанов двигателя.Так называемые золотниковые клапаны состоят из трубки или втулки, которая находится между стенкой цилиндра и поршнем и которая скользит или вращается с приводом от распределительного вала, как и другие клапаны двигателя. Перемещение золотникового клапана приводит к тому, что отверстия, прорезанные во втулке, выравниваются с соответствующими отверстиями в стенке цилиндра в различных точках цикла двигателя, таким образом, функционируя как простой впускной и выпускной клапан двигателя без сложностей, связанных с коромыслами и подъемниками.
Характеристики клапана двигателя
Типовые клапаны двигателя соответствуют параметрам, указанным ниже.Обратите внимание, что эти данные предназначены для информационных целей, и имейте в виду, что параметры, используемые для определения клапанов двигателя, могут варьироваться от производителя к производителю. Понимая спецификации, покупатели получают больше возможностей для обсуждения своих конкретных потребностей с поставщиками клапанов двигателя.
- Диаметр стержня — диаметр стержня клапана двигателя
- Длина штока — расстояние от наконечника штока до головки клапана
- Угол седла — угол среза седла головки клапана, измеренный в угловых градусах, типичные значения находятся в диапазоне 20 o -60 o
- Материалы клапана — описывает материал или материалы, используемые для изготовления клапана
- Покрытия — обозначает любые покрытия или обработки поверхности, нанесенные на основной материал клапана, такие как хромирование, нитрид, PVD или керамика, например
Сводка
В этой статье представлен краткий обзор клапанов двигателя, включая их сущность, ключевую номенклатуру, принцип их работы, работу клапана, материалы, типы и характеристики.Для получения информации по другим темам обратитесь к нашим дополнительным руководствам или посетите платформу Thomas Supplier Discovery Platform, где вы можете найти потенциальные источники поставок для более чем 70 000 различных категорий продуктов и услуг.
Уведомления об авторских правах и товарных знаках
- Tribaloy ® является зарегистрированным товарным знаком Kennametal, Inc., Latrobe, PA.
Источники:
- https://www.theengineerspost.com/engine-valves-types/
- https: // www.aopa.org/training-and-safety/air-safety-institute/valve-safety
- https://www.howacarworks.com/basics/the-engine-how-the-valves-open-and-close
- http://grounds-mag.com
- https://dieselnet.com
- http://www.federalmogul.com/en-US/OE/Products/Pages/Product-Details.aspx?CategoryId=48&SubCategoryId=191&ProductId=840
- http://www.ijmerr.com/uploadfile/2015/0409/201504051873.pdf
- https://www.eaton.com/us/en-us/catalog/engine-valvetrain/engine-valves.HTML
- http://www.nextech.co.in
- https://aviamech.blogspot.com/2013/02/piston-engine-valves.html
- https://www.centraldieselinc.com/blog/diesel-engines-101/
Другие артикулы клапана
Больше от Насосы, клапаны и аксессуары
Устранение кожуха клапана головки цилиндра для повышения производительности
Кожух клапанаможет быть тем, о чем вы слышали (а может быть, нет), но он и его эффекты тесно связаны с конструкцией седла и порта, которая работает лучше всего.
Этот технический совет взят из полной книги ДЭВИДА ВИЗАРДА, КАК ПОРТИРОВАТЬ И ПОТОК ИСПЫТАТЬ ГОЛОВКИ ЦИЛИНДРОВ. Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ ЗДЕСЬ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этим сообщением в Facebook / Twitter / Google+ или на любых автомобильных форумах или блогах, которые вы читаете. Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https: // musclecardiy.com / головки блока цилиндров / устранение-крышка-клапан-головка-цилиндр-улучшенная-производительность-часть-9/
Так что же такое кожух клапана? На рисунке легче увидеть, чем объяснить, поэтому взгляните на рисунок 9.2. Когда вы усвоите эту концепцию, переходите к рис. 9.3. Это впускной клапан на впускной стороне печально известной камеры сгорания двигателя Weslake A-Series, о которой я говорил во введении. Здесь следует отметить, что стенки камеры на большей части окружности клапана близки к краю клапана.Таким образом, эта установка закрывает эту часть клапана, и поток ограничивается вокруг этой конкретной секции. Зеленая линия представляет радиус стенки камеры хранения, а создаваемый ею воздушный поток показан зеленой линией на графике. Очевидно, мы не можем вырезать камеру там, где она примыкает к диаметру отверстия (серая линия), но в другом месте мы можем вырезать ее, чтобы уменьшить кожух.
Рис. 9.1. Как бы экзотично ни выглядела эта головка для 7-литрового Corvette, у нее есть основная проблема: кожух клапанов.
Мы можем рассматривать стенку камеры как продолжение седла клапана. Под углом 36 градусов к штоку клапана, от седла клапана вверх, площадь вокруг клапана всегда равна площади завесы. Он представляет собой геометрический клапан без кожуха.
Практическое снятие оболочкиВсе эти разговоры о защитных кожухах поднимают вопрос: возможно ли иметь нулевое защитное покрытие внутри головки, в которой используются максимально возможные клапаны? Камера сгорания в стиле Hemi может обеспечить именно это.И это происходит потому, что клапаны всегда отходят от стенки цилиндра при открытии.
Рис. 9.2. Слева — полностью закрытый клапан. На практике этого не происходит, но это демонстрирует, что такое окутывание. Воздух не проходит через головку клапана, потому что она полностью закрыта стенками камеры. Оттягивая стенки камеры от окружности клапана, как показано справа, воздух (зеленые стрелки) может свободно проходить вокруг головки клапана.
Рис.9.3. Слева — рисунок печально известной головы A-Series 850 Mini. Эта так называемая волшебная камера сгорания из Уэслейка пострадала от острой заслонки клапана. Постепенное сокращение камеры, как показано здесь, произвело первоначально заметное увеличение потока, но, как показывает график справа, впоследствии уменьшило отдачу. Это именно то, что вы ожидаете.
Рис. 9.4. Мы можем сказать, что клапан геометрически и полностью освобожден от кожуха, если зазор вокруг головки клапана равен 0.20D при подъеме 0,25D. Это соответствует углу стенки камеры сгорания в 36 градусов от вертикали.
Рис. 9.5. Мы мало что можем сделать, чтобы удалить кожух, вызванный диаметром отверстия (красный), но кожух камеры (зеленый) можно эффективно минимизировать.
Рис. 9.6. Последний двигатель Chrysler Hemi — это новейшая высокотехнологичная разработка. В наличии есть поток головок, а также много хороших головок для вторичного рынка малых блоков от GM и Ford. В перенесенном виде они конкурируют с набором голов Cup-Car за 10 000 долларов.
Рис. 9.7. Много усилий было потрачено на то, чтобы свести к минимуму кожух на этой головке D3 Ford Cup Car от Ultra Pro Machining. Результатом этой и другой интенсивной работы над воздушным потоком стал 5,8-литровый двигатель с толкателем мощностью 358 куб. См и мощностью 850 л.с., оснащенный одним четырехцилиндровым карбюратором.
Рис. 9.8. Головка блока цилиндров в виде полукруга не имеет кожуха клапана. Это происходит потому, что при открытии клапана расстояние от края клапана до стенки цилиндра увеличивается от A до B.
Рис. 9.9. Эта мелкоблочная головка Chevy Dart с портами ЧПУ является хорошим примером сокращения до минимума кожухов. Красная и синяя линии обозначают нулевую защиту. Только стенки цилиндра вызывают кожух.
Рис. 9.10. Воздух не поступает в цилиндр равномерно по всему впускному клапану. Здесь через половину «А» клапана поступает более 60 процентов. Это означает, что половина «B» меньше нуждается в снятии кожуха. Примечание: поток, выходящий из клапана, вращается, создавая завихрение.
Многие авиадвигатели времен Второй мировой войны имели камеру сгорания типа «полу». Обычно в них использовались углы клапана до 90 градусов включительно. В нем размещались самые большие клапаны, но при этом образовывалась очень глубокая камера (полусфера). Глубокие камеры подходили для низких степеней сжатия, используемых для двигателей с сильным наддувом, но были плохими для использования с высокой степенью сжатия из-за необходимости в высоком куполе поршня. На практике оказывается, что оптимальный угол для впускного клапана от осевой линии канала ствола составляет около 18 градусов.Для выхлопной трубы, где защита менее важна, оптимальный угол составляет примерно 10 градусов.
Chrysler был синонимом двигателей Hemi 1950-х годов и имел хороший эффект. Он представил 5.7 в 2003 году, а версия 6.1 вышла позже. Двигатель — это очень хорошо продуманная конструкция, с головками, которые текут каждый раз, как вы ожидаете от хорошей конструкции.
До сих пор я говорил о «геометрической» обшивке. Это хорошее начало для понимания того, что такое окутывание, но простое его применение без дополнительных размышлений о том, что может происходить, может оказаться не лучшим вариантом.Если воздух поступает равномерно по всему краю клапана, геометрическое снятие кожуха клапана срабатывает каждый раз. Однако воздух тяжелый и имеет тенденцию течь по прямой линии. Нет смысла снимать кожух с части окружности клапана, если там минимальный поток. Итак, мы должны сначала понять, где нужно произвести снятие кожуха, чтобы максимально использовать материал, удаленный из камеры сгорания. Это может быть важно; на каждый вырезанный куб.см доступен меньший потенциал степени сжатия.
Написано Дэвидом Визардом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Головка блока цилиндров и клапаны дизельного двигателя
Головка блока цилиндров и клапаны дизельного двигателя
Power Transmission and Technology Menu
Головка блока цилиндров дизельного двигателя и клапаны
Головки цилиндров дизельного двигателя выполняют несколько функций.Во-первых, они обеспечивают верхнее уплотнение отверстия цилиндра или втулки. Во-вторых, они обеспечивают структуру, удерживающую выпускные клапаны (и впускные клапаны, если применимо), топливную форсунку и необходимые соединения. Головки дизельного двигателя изготавливаются одним из двух способов. В одном методе каждый цилиндр имеет собственную отливку головки, которая прикручивается к блоку болтами. Этот метод используется в основном на более крупных дизельных двигателях. Во втором методе, который используется на двигателях меньшего размера, головка двигателя отливается как одно целое (многоцилиндровая головка).
Дизельные двигатели имеют два метода впуска и выпуска газов из цилиндра. Они могут использовать либо порты, либо клапаны, либо их комбинацию. Отверстия — это прорези в стенках цилиндров, расположенные в нижней 1/3 отверстия. См. «Основные компоненты дизельного двигателя», где приведены примеры впускных каналов, и отметьте их относительное расположение по отношению к остальной части двигателя. Когда поршень опускается ниже уровня портов, они «открываются», и свежий воздух или выхлопные газы могут входить или выходить, в зависимости от типа порта.
Порты затем «закрываются», когда поршень возвращается выше уровня портов. Клапаны (см. Рисунок 8) открываются и закрываются механически для впуска или выпуска газов по мере необходимости. Клапаны расположены в отливке головки двигателя. Точка, в которой клапан упирается в головку, называется седлом клапана . Большинство дизелей среднего размера имеют впускные или выпускные клапаны, либо впускные и выпускные клапаны.
Типы порта / седла головки цилиндров
Введение: типы конструкции порта / седла головки цилиндров
* Примечание студенту:
Информация, представленная в этой статье, относится к семейству Honda. двигателей в примерах,
Имейте в виду, что эти принципы применимы к любому двигателю.
Некоторые области этой информации могут не полностью соответствовать вашему Engine
Отремонтируйте учебник, вы обязаны найти эти отличия и
поднимите их во время обсуждения в классе.
цитата:
от carpenterracing.com
Порты головки цилиндров делятся на две основные конструкции:
порт прямого выстрела и порт высокого захода.
В порте Straight Shot конструкция обеспечивает прямую видимость с впускной прямо к переднему отверстию впускного клапана.Иногда этот дизайн дает меньшее значение расхода, но поскольку он прямой, мы достигаем более высокой скорости камеры подачи топлива / воздуха. Это также создает турбулентное вращение или завихрение в камера сгорания, обеспечивающая более эффективное и полное сгорание.
A High Approach Порт — это место, где в конструкции порта необходим поворот. Термин «высокий подход» происходит от угла последней секции порт относительно клапана — он больше соответствует штоку клапана.
Мы используем это преимущество, чтобы получить полный объемный расход в полных 360 окружность клапана. Делая поворот к воздушному потоку проблематично, но мы ласкаем поворот — делаем его настолько умеренным и эффективным, насколько возможно — использовать в свою пользу. Прямой выстрел в отверстие дает более полный и равномерный поток по всей завесе клапана. Преимущество что полное открытие клапана используется более полно.
Помните, что предварительное условие для потока, поступающего в седло клапана, должно быть так, что скорость потока при любых оборотах в минуту поддерживает распыление топлива (топливо остается в воздухе в виде тумана и не «проливается дождем» в больших капли на стенку ГБЦ).Поток во впускном отверстии не должен отделяются и образуют вихри, прежде чем он упадет в камеру сгорания.
цитата:
из 1996 Motorcyclist Magazine Cylinder Head Tech
Артикул
Когда поток в воздуховоде (например, во впускном отверстии) достигает изгиба, он теряет любое подобие упорядоченного поведения. Частицы на внутренней стороне изгиба кратчайшее расстояние (с наименьшим сопротивлением потоку), поэтому они стремятся поддерживать скорость при повороте вниз к седлу клапана.Но поток в верхней части порт замедляется относительно пола, создавая большой градиент скорости. Давление в движущейся жидкости обратно пропорционально ее величине. скорости, поэтому градиент скорости создает более низкое давление на дне порта, чем на крыше.
Этот дифференциал заставляет воздух по бокам двигаться вверх, а воздух в середине потока чтобы двигаться вниз, в результате чего поток потока делится на вихри, вращающиеся в противоположных направлениях, где порт изгибается. Добавить к этому невидимый вихрь «дымового кольца», образующийся под входным отверстием клапана, и у вас достаточно беспорядка, чтобы сбить с толку даже лучшие умы (или компьютеры).
Конфигурация порта и клапана (как по форме, так и по углам) может существенно повлиять на полноту сгорания. AJS 7R Джека Уильямса показал максимальную мощность с форма впускного отверстия, которая препятствовала потоку в пользу большего сгорания завихрение камеры и перенаправление поступающих капель топлива от цилиндра стены. Мне достоверно известно, что Кейт Дакворт остановился на приеме клапаны наклонены на 15 градусов от оси цилиндра, а порты на 30 градусов от оси цилиндра. клапаны в аналогичном компромиссе между потоком и горением.
Впускной поток влияет на сгорание, потому что оба карбюратора, форсунки для впрыска топлива подают топливо в жидкой форме. Лучшее, на что ты можешь надеяться это туман из капель, достаточно маленький, чтобы оставаться в воздухе, пока испаряющийся; большие капли центрифугируются из воздушного потока, разбрызгиваясь на впускное отверстие и стенки цилиндра, которые плохо сказывается на мощности, топливной экономичности и выбросах. Топливо не может гореть, пока не станет испаряется; если сырое топливо все еще пытается гореть, когда выпускной клапан открывается, выходит из трубы, тратя ваши деньги и загрязняя воздух.
Конические порты и седла клапанов предназначены для повторного ускорения воздушно-топливной смеси, как эффект Вентури, после того, как она замедлилась и совершила поворот вниз по изгибу к горлу. Однако это еще не все.
A. Углы седла клапана штока
Вот что рекомендуют стандартные углы седла клапана. Honda использует 30-45-60 градусов незаметная конфигурация углов для их седел клапанов в их головки цилиндров, ориентированные на производительность, как показано в GSR, ITR и CTR.Их называют «сдержанными», потому что они выделяются сами по себе отчетливые острые края или границы и не плавно переходят друг в друга, как закругленные углы сиденья, наблюдаемые в отечественных головах. Это Важно точно отрезать поверхность седла клапана под углом 45 градусов (с помощью краски отметьте, правильно ли сидит сиденье).
На головке блока цилиндров 30 градусов ближе всего к поршню или сгоранию сторона камеры и называется « верхний срез ». Далее идет « сиденье». угол «, который соответствует Угол сиденья 45 градусов.Угол 60 градусов ниже угла сиденья ближе к впускной канал / IM и называется « горловина ».
Рис. 1. Углы клапана штока B18 и Расположение седла клапана
B. Типичные области, на которые нацелены головные уборщики Шлифовальный станок
Рис. 2. Традиционные целевые области для удаляемого материала по Headporting (более светлые части): Крыша вокруг направляющая клапана, малый радиус поворота днища и седло клапана.Площадь от незащищенная область направляющей клапана до малого радиуса поворота или дна порта назвал порт «чашей » площадь «.
Рисунок 3. Уменьшение самого нижнего торца клапана угол (так называемый «обратный проход» клапана) и изменение среза горловины и угла посадки головы для изменения «потока конусообразная форма на нижних и средних подъемах клапана — вот где основные преимущества Сделаны 3-х угловые клапаны. Сужение угла сиденья также улучшает низкие подъемный поток.Изменения верхнего среза и смешивание чаши улучшают средне-высокий подъем клапана поток.
Пример обратного клапана (слева):
Рис. 4. С веб-сайта Standard Abrasives по ссылке выше:
(А) В этом производственном впускном отверстии воздух начинает поступать в порт. плавно. Когда он сталкивается с дефектом заводского литья на полу В порту плавный поток переходит в кувырки и завихрения.Это вызывает ограничение общего воздушного потока в порту. (B) Турбулентность в воздушный поток становится более сильным, когда воздух проходит через острых краев коротких боковой радиус на этом чертеже. Сглаживание радиуса и удаление (обязательно) литье неровностей и изъянов (не всех) снижает турбулентность и увеличивает поток.
C. Почему седло клапана?
Рисунок 5.Недостатки литья (обозначены 4 красными стрелки) под седлом клапана и выступ над седлами клапана в камеру сгорания обычно сглаживают, чтобы обеспечить более однородный поток для завихрения (топливовоздушной смеси) в цилиндр. Некоторые предлагают что «провисания» под седлом клапана (две нижние красные стрелки) следует оставить в покое, так как они помогают создать завихрение, поскольку впускной клапан открывается (из отверстия головки Endyn B16A статья).
Большинство хедпортеров согласятся, что Зона «удар за доллар» для повышения производительности от Honda Headporting находится на углах седла клапана и в переход из области чаши порта в седло клапана.Вот где Хонда сосредоточил свое внимание на достопочтенном b16a с головой в превратите его в впечатляюще улучшенную голову b18c5 (тип R). Этот факт может удивить новичка, который, возможно, подумал, что вход в порт (стыковка с IM) будет основной областью повышения производительности.
Цель потока при низких оборотах в схемах DOHC, как он проходит мимо открывающегося седла впускного клапана, должен иметь завихрение или обратная галтовка или комбинация этих двух методов наполнения баллона чем обычный заправочный цилиндр, верхний клапан макеты предпочитают.Таким образом мы получаем слои (так называемый стратифицированный заряд ) воздуха: топливные соотношения, которые становятся все более тонкими и наклонными к нижней части цилиндра. Этот стек воздуха: слои топлива с разными соотношениями воздух: топливо (самый бедный внизу на целых 28: 1 соотношение воздух-топливо) является основой компактного сгорания камера обедненный ожог теория. Это позволяет на бензине лучше пробег , выбросы, и, конечно же, мощность за счет более быстрого сгорания (и более полностью), чем просто заливка больших камер сгорания (в старых отечественные двигатели V8) при низкой скорости воздушного потока.При средних и высоких оборотах в минуту заполнение вихревым барабаном с более высокой скоростью воздушного потока достигает однородного всасываемого заряда для достижения эффективного полного гореть, когда для события такта сгорания осталось меньше времени. Седло клапана углы имеют решающее значение для достижения закрученного заполнения и предотвращения реверсии (обратный поток обратно в горловину впускного отверстия).
Рисунок 6. Камера сгорания Mitsubishi с прямым Впрыск топлива в камеру вместо порта способствует обратному кувырку. (Завихрение) Заполнение по сравнению с обычным наполнением цилиндра
Посмотрите видеоролики об этих двух типах наполнения цилиндров, перейдя по ссылке на mitsubishi на этом изображении выше:
lhttp: // www.mitsubishi-motors.com/corporate/about_us/technology/review/e/pdf/2003/15E_04.pdf
Ознакомьтесь с файлами .avi Swirl Filling Versus Наполнение барабана!
http://www.ricardo.com/movies/Swirl.avi
http://www.ricardo.com/movies/tumble.avi
D. Что мы изменим?
Существуют разногласия относительно того, все ли области, показанные на Рисунке 2 нужно снять болгаркой на ГБЦ Хонда.Традиционно большинство отечественные носильщики идут после литья в порте и резких торчащих углы на крыше порта вокруг направляющих клапана и малый радиус поворота на этаж или порт. Однако некоторые посоветовали бы удалить даже часть отливки. недостатки, такие как выступы или вмятины чуть ниже седло клапана, область крыши и сужающиеся штоки клапанов мало что мешают улучшения (и, возможно, даже затруднения) завихрения. Фактически, удаление некоторых из эти недостатки литья на голове хонды могут помешать расходу как уже говорилось выше! Некоторые имеют обнаружил, что подрезы (т.е. конусность) шток клапана не дает больше мощности за счет повышенного качества потока в уже очень эффективных головках Honda серии B (в Интеграх). Основная причина сужения шток предназначен для уменьшения веса клапанного механизма, а НЕ для потока Улучшение . Напротив, подрезание штоков клапанов приносит пользу Honda. Головка серии D. Суть в том, чтобы не предположить, что то, что хорошо для одной головки двигателя, обязательно хорошо и для голова другого двигателя.
Рис. 7. Спорный: много ли мы получаем с конусом Штоки клапана в B18C ?: Стандартный шток клапана B18C на левый и клапан DPR с трубкой из нержавеющей стали с Подрезанный или конический стержень.
Рис. 8. Более пристальный взгляд на поверхность клапана с обратным вырезом, канавку или конический шток клапана и Полированная вихревым методом нижняя часть поверхности клапана на DPR из нержавеющей стали Стальной клапан для B18C1:
Основной выход дополнительной мощности за счет лучшего потока обеспечивается за счет седла клапана сам (на головке) и на седле клапанного аппарата угол и угол заднего среза.Второй осторожный концентрический шаг головы (называемый собственно «угол сиденья») можно сократить до 45 градусов, а следующий концентрический угол ниже этого разреза (так называемый «горловой разрез», см. рис. 3.) можно изменить так, чтобы получился резкий «шаг», уменьшающий реверсию. (обратный поток) на такте сжатия, когда впускной клапан начинает закрываться и поршень сжимает топливовоздушную смесь или при перекрытии кулачков когда впускной клапан начинает открываться в начале такта впуска когда давление в выпускном отверстии и камере выше, чем во впускном канале давление.Насколько круто нужно идти и какие углы ниже второго 45? градусный концентрический угол, разумеется, является собственностью каждого хедпорта. магазин и каждое приложение (FI vs. N / A). Завод решил уменьшить GSR и Угол поворота второго концентрического клапана головки типа R (то есть угол седла) уже с 60 градусов, в предыдущих Интеграх 2-го поколения, до 45 градусов. Некоторые магазины уменьшают этот второй концентрический угол наклона седла еще больше до 40 градусов на стороне всасывания, убедившись, что концентрические углы выше & ниже предотвращают обратный поток.
Do НЕ притирать клапаны, точка, если вы хотите, чтобы седла и поверхности клапана длиться любое время.
* Примечание для студентов: просмотрите вспомогательный текст и сделайте свой собственный выводы.
цитата:
от Endyn
Я не притиркала ни клапан, ни седло с конца шестидесятых.Притирочная масса проникает в поверхность клапана и в седла, вызывая преждевременное эрозия обоих.
Я с самого первого дня задавался вопросом, почему все эксперты по импорту головок закрывают клапаны, но Я всегда объяснял это недостатком опыта. Я не знаю ни одного профессиональные головные мастерские, которые делают домашние головки с прижимными клапанами, но домашние руководители тоже имеют гораздо больший опыт.
Притирка клапанов — отличный способ гарантировать, что работа клапана не продлится долго протяженность времени.Honda не рекомендует ничего делать с сиденьями (и клапанами). кроме обработки их тоже.
Еще могу сказать, что есть МНОГО нержавеющих клапанов там для импорта, который является мусором, потому что они так мягкий. Не нужно много времени, прежде чем они закончат угол седла клапана «врезались» в их лица, эффективно разрушая как уплотнение, так и поток возможность.
Суть в том, что НИКОГДА не притирайте клапан или седло. Если сиденье обработан концентрически, и поверхность клапана имеет меньше, чем.0005 «, двигатель закроется.
Если вам нужно» увидеть «, где седло соприкасается с поверхностью клапана, используйте какой-нибудь машинистский (прусский) синий на лицевой стороне клапана и поверните его против сиденье с притирочной палкой. Контактная площадка будет «зачищена», показывая ширину сиденья.
Мы замачиваем клапаны в растворителе, а затем используем круг из мягкой проволоки на настольной шлифовальной машине. для удаления нагара.
Далее клапаны переходят в Serdi centerless вентиль болгарки для облицовки.После того, как лица будут в идеальном состоянии, мы «отрегулируйте» их ширину, отшлифуя задний угол клапана.
Я сужаю лицо так, что оно примерно на 0,015 дюйма шире седла клапана, с
0,003 дюйма снаружи и 0,012 дюйма внутри, чтобы учесть головку клапана.
расширение в горячем состоянии.
Рисунок 9. Добавление антиреверсии шаг ниже угла седла (вырез горловины и ниже) дает значительный выигрыш в мощность по словам Эндина, несмотря на то, что это также предотвращает любой прямой поток с малым подъемом клапана ниже 30% полезного подъема.
цитата:
Endyn’s ответ на мои вопросы по этому поводу
шаг, если вы попробуете сами, используя незаметные концентрические углы клапана
а не их изогнутый метод
Туан,
Если я правильно читаю, вы хотите знать, какими должны быть нижние углы а где находится ступень антиреверсии ??
Во-первых, если я делал многоступенчатое седло клапана, то угол под седлом может быть не 60 градусов…… сюрприз! На короткой стороне этот угол может быть 55 градусов (или меньше) при ширине, скажем, 0,045 дюйма, однако по длинной стороне тот же угол может быть только 0,010 дюйма в ширину. Углы под ним могут быть от 60 до 90 градусов, в зависимости от характеристик потока мы пытаемся добиться с портом. Я полагаю, что я говорю, что там не являются «заданными» углами, которые отражают работу наших клапанов. настроены. Если бы я делал все вручную и начинал с трехугольного работа клапана (на Honda ), те углы будут 35, 45, 55 как для впускных, так и для выпускных сидений, но к тому времени Я закончил смешивать их с необходимыми переменными радиусами, вы никогда не сможете измерить любой из углов, кроме самого сиденья в 45 (в этом пример).
Если бы я вставил ступень против реверсии во впускной канал, она бы упала под углом 55 градусов, и есть падение примерно на 90 градусов 0,020 дюйма с последующим переходом на угол 65 градусов обратно в существующий работа клапана.
… при каком чистом подъеме клапана вы видите реверсирование впуска при сжатии ход и ход впуска соответственно?
Изучите кривую подъема впускного клапана на ранних стадиях. открытия (в то время как выпускной клапан находится вне седла), и это даст вам четкое представление о том, когда произойдет возврат.Создан еще один всплеск реверсии когда впускной клапан закрывается на своем седле и смесь «подбирается».
Вот несколько разных подходы к оптимизации расхода за счет замены клапана углы (с использованием незаметных или смешанных закругленных углов):
цитата:
Endyn’s Комментарии к записи «Большой крутой поворот»
Шаг «
Порты текут в обоих направлениях !!!
Во время перекрытия и в точке закрытия впускного клапана всплески потока снова увеличиваются. впускной порт.Теперь, поскольку реверсия во время перекрытия в основном инертна, вы не может снова сжечь его, и каждый раз, когда возникает большой скачок давления (от клапана закрытие), смесь, которая направлялась в порт по инерции, испытывает, мягко говоря, неблагоприятное воздействие.
Я решил эту дилемму конструкцией седла впускного клапана. В конфигурацию седла впускного клапана и самого клапана можно минимизировать, если не остановить проблему обратного потока.
Большой впускной клапан или впускной канал, который отлично пропускает при среднем и высоком подъеме, не иметь низкий подъемный поток, черт возьми, если бы я его спроектировал.Во время моих попыток препятствовать обратному потоку на входе, я обнаружил, что любой порт, который хорошо течет на входе нижние подъемники будут течь назад с еще большей эффективностью. Так что внимание к Конфигурация сиденья убивает низкий подъемный поток, чтобы препятствовать обратному потоку. Если Я мог бы спроектировать конфигурацию порта / сиденья, которая будет расходовать «0 кубических футов в минуту» при низком подъеме, и я буду счастлив.
Конфигурация сиденья, которую я использую, концентрична только по углу, под которым Клапан на самом деле сидит, а верхний угол — это камера сгорания.Ниже угол седла внутренний диаметр вставки седла не круглый, а постоянно меняющийся радиус в разрезе? Здесь нет трех или пяти углов. В «места из ада», как их называют многие клиенты, настраиваются в таким образом, чтобы справиться с изменяющимися скоростями и давлениями, возникающими при клапан открывается и закрывается. Сиденье, наверное, самое важное аспект в портировании, так как это переход от порта к камере / цилиндру, и если вы до сих пор хорошо справились с составом смеси, здесь все ваша тяжелая работа в апстриме будет напрасной, если не будет сделана должным образом…
Что касается размера порта, … вход и выход из портов практически не влияют на скорость потока в порту. Большая часть потока улучшены участки с малым радиусом поворота и подход чаши к седла клапана …
Лучший способ предотвратить реверсирование впускного клапана — просто поставить угол 90 градусов. угол со стороны головки клапана (плоский с острым краем к камере боковая сторона). Мы никогда не видели каких-либо значительных результатов от рытья траншеи на стороне камеры. впускного клапана.
Формы клапана были первым местом, где большинство из нас начали искать сокращение обратный поток.
Впускные клапаны имеют «квадратные» края … с углом, определяющим разрыв со стороны патронника головы к краю составляет 90 градусов (или меньше) с острой кромкой (без радиуса) и углом, определяющим разрыв от край к лицевому углу одинаково острый.
Если седло имеет чистый радиус, клапан должен иметь (соответствующий) выпуклый радиус для уплотнения с седлом, предполагая, что должно быть больше, чем (точка) контакт между двумя компонентами.Радиус выпуклости в торце клапана не будет способствовать эффективному потоку смеси. О механическом сторона …. поскольку седло и клапан не расширяются одинаково с температурой, два обозначенных радиуса даже не совпадают друг с другом во время термоциклирования. Хотя простые ступенчатые угловые разрезы создают некоторую турбулентность, они обеспечивают своего рода «моделируемый» радиус, и они также допускают положительное уплотнение с торцевой угол самого клапана.
Выпускные клапаны с закругленными углами для плюса потоку и реверсии тоже нравятся формы.Если мы не остановили возврат до к клапану, мы прорежем клапан траншеей, так что есть резкая ступенька, соединяющая тюльпан (или филе) к фактической посадочной поверхности клапана. Это очень эффективный.
———————
из статьи Soft Head ’99 на веб-сайте Endyn
Горловина впускного порта должна немного расширяться по площади во время короткого перемена Радиусная секция (независимо от высоты) для снижения скорости и увеличения давления обеспечение необходимой энергии для усиления перехода смеси через область седла и дальше в цилиндр.Седло впускного клапана должно быть сконфигурирован с использованием одного дискретного угла седла с камерой сгорания определение OD и ID должно быть установлено с помощью короткого (0,010 дюйма) 58 нижний угол градуса. Конфигурация остальных нижних фигур пересечение порта должно быть рассчитано на создание более длинного короткого поворота «перекат» и крутые боковые и задняя стенка подходят к сиденью, поэтому внутренний угол сливается с формами, которые не концентричны с сиденьем. Это Все это делается для того, чтобы крыша и пол были одинаковой длины.Еще одно преимущество эта конфигурация сиденья заключается в том, что оно не способствует обратному потоку и последующему потери мощности.
Пока мы обсуждаем работу клапана, необходимо высказать некоторые дополнительные соображения. относительно конфигурации седел клапанов. Я считаю седло клапана единственный наиболее важный аспект подготовки впускного порта. Это абсолютно необходимо допуски на обработку должны составлять 0,0001 дюйма. Отдельные штоки клапана должны быть отточены снаружи до надлежащей отделки, и каждая направляющая клапана должна быть заточены под выбранный клапан.По завершении у каждого клапана будет собственная пронумерованная направляющая. Поскольку допуски клапана к направляющий зазор будет очень узким, допуск на биение седла также следует придерживаться 0,0001 «. При подготовке к Седла клапанов станка, на кулачковую сторону головки ставим крепление с пружины, загружающие верхние части сидений ковшей. Свечи зажигания затягиваются на место, и мы всегда используем торсионную пластину / головку. прокладка прикручена к деке головы. Последние попытки смоделировать реальный мир должен прокачать охлаждающую жидкость 220 градусов через водяную рубашку головы при этом происходит вся обработка седла.Эти шаги могут показаться чрезмерными, но если бы в них не было необходимости, мы бы их не сделали. Вся обработка седла также на основе бесцентрово-наземных пилотов, которые «без конуса» подходит для каждой направляющей. Мы также считаем, что все регулируемые пилоты следует выбросить как мусор, а любой «уважаемый» механический цех должен чувствую то же самое. А теперь вернемся в порт.
Сам порт должен быть настроен для работы с камерой и стенкой цилиндра для создания смещения потока, которое будет приводить к вращению смеси в цилиндр, который мы теперь называем завихрением.Все исследования и тесты показывают, что это действительно возможно спроектировать порты и прилегающие области в цилиндре, чтобы позволить оптимальная частота завихрения практически во всех диапазонах оборотов.
———————————————-
Из специального подхода Endyn к углам седла клапана
Позвольте мне начать с того, что конфигурация седла клапана не так хороша влияние на завихрение или кувырок, как вы могли подумать. Классический 30-45-60 градусов седло клапана обеспечивает хорошее уплотнение и хорошую общую пропускную способность при низких и средних и высокий подъем клапана (по меркам Хонды).Ступенчатые углы легко машины, и поскольку поток изменяется только с шагом 15 градусов, смесь разделение не слишком серьезное. Испытания на влажный поток на некоторых «примитивные» машины заставили многих думать, что ступенчатые дискретные углы обеспечивают лучшую подачу смеси к цилиндру, чем конфигурации с закругленными углами. Это правда, но если сиденье с асимметричным радиусом и одним Дискретный угол седла, подача смеси и скорость потока выиграют.Такого рода работа с клапаном является чрезвычайно трудоемкой и поэтому дорогостоящей. Один также должен иметь реальное представление о нюансах потока портов, чтобы сделать сиденье этого типа Работа.
… Фактически, единственное, что есть у главы ITR, это то, что конфигурация седла, которая в большей степени ориентирована на производительность клапана, с правильное седло расположено дальше наружу по диаметру клапана. Внутри диаметр посадочного места также больше, чем у штатной головки B16, что позволяет более высокие скорости потока, необходимые для подачи 1.Комбинация 8 литров. Мы даже не обманем с портированием головы ITR больше, потому что люди, портирующие их, удалили так много материала в «неправильных» местах, что нет возможности спасти голова, даже для комбинаций с большим портом. При переносе штатной головки B16 мы может увеличить поток примерно на 8% в критических диапазонах подъема над головкой ITR, которую мы переработан.
Головка GSR имеет больший внутренний диаметр впускного седла, чем головка B16, которая предназначен для питания двигателя 1,8 л.Насчет более крутого порта на GSR … вы необходимо подключить порт к впускному коллектору, прежде чем вы попытаетесь проанализировать его характеристики потока. Поскольку впускные каналы Honda находятся на их серии B Руководители VTEC, вы рискуете увидеть «мутную картинку» на движение смеси цилиндров, если вы просто изучаете порт с закругленным входом на столе потока.
Мы не видим различий, которые, по мнению некоторых, существуют, с головкой B16 больше ориентирован на завихрение, а GSR больше склоняется к кувырку….
Некоторые из вас могут быть шокированы, узнав, что углы седла впускных клапанов, которые мы используем в многие головы больше не имеют углов в 45 градусов. Впускные сиденья 55 градусов хороши обычное дело в наши дни, особенно в тех случаях, когда мы хотим улучшить от среднего до высокого подъема. Это более крутое сиденье также хорошо работает с навязчивыми камеры и ситуации, когда близость стенок цилиндра вызывает беспокойство. это отличный способ обмануть порт и заставить его думать, что у него есть клапан большего диаметра в нем.
… На тотальных головках-убийцах наша лучшая голова на основе обсадной колонны B16 будет отток эквивалентно подготовленного GSR примерно на 5 куб. футов в минуту при подъеме 0,500, и этого недостаточно, чтобы заставить одного превзойти другого в реальный мир.
Наши порты настроены на продвижение модифицированного завихрения, вращающегося против часовой стрелки. из левой чаши и по часовой стрелке справа с коротким поворотом радиус, форма чаш и седла наших клапанов, которые также предназначены для «выровнять» поверхность стенки со всех сторон порта…
———————————————- ———————-
Магия — это люди и их инструменты, создающие переменные и концентрические /
неконцентрические радиусы.
(На клапанной поверхности) мы перемещаем 45 градусов наружу, чтобы в пределах 0,005 дюйма от края клапана (лица). Если вы сталкиваетесь с клапаном, 45 простираются до края. Используем задние (срезанные) углы различной степени, продиктованной предназначением головы, (в порядка), чтобы сузить 45 и позволить потоку «видеть» окно (в камеру сгорания) на более ранних подъемниках.
Ширина впускного седла (угол) обычно составляет 0,045 дюйма, а выпускного отверстия то же самое (на наших головах Хонды). Используйте совмещенный верхний (срезанный) угол 35 градусов на выхлоп, с вырезом под сиденьем на 53-55 градусов (горло). Этот (верхний разрез) должен быть радиально направленным в чашу.
(для 5 угловых клапанов) воздухозаборники на этих двигателях очень короткие 33 градуса верхний (срезанный) угол (макс. ширина 0,008 дюйма), 58 градусов (Ширина 0,010 дюйма) (разрез горла) под сиденьем. Этот угол (разрез горла) должны следовать 65 градусов на короткой стороне поворота и 70 градусов на длинная сторона.Все это нужно смешать в чаше портвейна, чтобы оно работало. должным образом.
Здесь не используются ступенчатые дискретные углы (закругленные углы плавные, как в домашних головах) , поэтому аппроксимировать их таким образом сложно ….
Имейте в виду, что углы и горловина порта все в конечном итоге сливаются в очень сложные радиусы, при этом 45 градусов (угол сиденья) является единственным дискретным угол влево. Ширина седла определялась размером клапана, его массой, и характеристики распределительного вала, ключевую роль в которых играет долговечность.
«Уголки» седла клапана должны быть сконструированы таким образом, чтобы двигатель мог вдыхать максимальный (неотделенный) входной заряд, когда скорость поршня (и падение давления) будет наибольшей, если вы собираетесь делать большие власть. Тот факт, что мы имеем дело с путешествием по потоку в более чем одном направлении делает работу еще более сложной.
Учтите, что кроме положительного давления на впуске на мгновение, когда клапан открывается при выпуске (перекрытии), происходит вторичный обратный пик, с которым нужно справиться, когда клапан возвращается в свое седло.
Это «комбинированная» форма области выше и ниже дискретного угол сиденья, контролирующий характеристики потока. Конечно, главный Угол седла также влияет на общий расход в зависимости от подъема клапана ….
Главный угол седла (торца), безусловно, будет влиять на поток характеристики порта. Его ширина также будет влияют на скорость потока и качество, а также на его долговечность.
Узкое сиденье передает меньше тепла, чем широкое, и оно также будет иметь тенденцию «растирать» в течение определенного периода времени, изменяя обе герметизирующие способности и характеристики потока.Следовательно, ширина сиденья должна соответствовать потоку, материалы клапана и седла, распределительный вал и пружины, диапазон оборотов и двигатель заявление.
Будьте осторожны при соединении чаши порта с седлами клапана, так как за направляющими клапана есть несколько «ступенек» литья. (как впускной, так и выпускной), которые нельзя снимать или сглаживать. Если вы удалите эти углубления (углубления) для косметических целей, расход пострадает ….
Переход от портов к сиденьям должен быть сглажен и любые неровности или неровности очевидные недостатки сглажены.Используйте хороший жесткий картридж ролики (зернистость 80), чтобы соединить алюминий с седлами в чашах. Шлифовальный станок должен вращаться на умеренных оборотах, и нужно следить за тем, чтобы валок не удалите больше материала с алюминиевой части порта, чем с седла. Ты хочешь чтобы избежать положительного шага при приближении к сиденью (кроме случаев, указанных выше, где отливка занижает форму). Я бы использовал жесткий 80 валок с картриджем с мелким зерном, чтобы соединить седла с чашами так же, как с впускными отверстиями.Если вы очень осторожны и не касаетесь седла клапана (45 градусов угол), вы можете придать выхлопным сиденьям форму радиуса.
цитата:
от Джо Аланиза из Alaniz Technologies, использующего традиционный малоподъемный поток
философия усовершенствования или подход к переносу головок
Я заметил, что головка B16 имеет другую форму чаши , чтобы Это. Если (чаша) имеет форму правильно , Вы видите действительно хорошие прироста кубических футов в минуту.Если вы этого не сделаете (сформируйте чашу правильно) ну, скажем так, вы дали кому-то деньги, чтобы это выглядело довольно, глядя на эту область.
На протяжении многих лет многие носильщики и головные уборщики говорят, что чаши предназначены для низкого подъема, короткого сторона для среднего подъема и бегунок для высокого подъема. Это то место, где вы хотите изменить характеристики потока на определенных подъемниках. Я уверен, что это относится ко многим головам но это просто показывает вам, что головы Honda привередливы там, где вы думаете что-то не должно работать (тогда) действительно работает !
Еще одна вещь, которую я заметил, это то, что на многих производимых многоклапанных напор, высоких портов , кажется, течет лучше при низких и средних числах подъема …в то время как порты с более узким радиусом имеют тенденцию течь лучше при высоте лифты. Я часто замечал это с мотоциклетными головами также. Они не поднимают очень высоко. В среднем они видят около 0,300–350 (7,6-8,9 мм) подъема клапана. Высокий порт отлично подойдет для этого тип подъемника.
РАБОТА КЛАПАНА И ПОТОК (ИСТИНА)
Последние несколько месяцев я потратил много времени, изучая различные типы клапанные работы на головке В16, КГР, Д16 и С2000.Я заметил, что это один область, которая воспринимается как должное. Причина в том, что многие «гоночные головы» магазины »используют твердосплавные пластины SERDI или SUNNEN с типичными размерами 30,45, 70 или 30, 45 и радиусом. Библию им и используют их, потому что они не знают другого. На Головка С2000, если использовать эти углы, вы просто теряете около 2-3% потока от Высота подъема клапана 0,050–350 (1,3–8,9 мм). Я даже тестировал сиденье с 5 углами наклона (это шутка) с результатами меньше, чем сток.Углы очень важны для создания эффекта Вентури, необходимого при определенных подъемах клапана. На старом Неэффективная фабрика возглавляет 30,45,70, которые могут увидеть выигрывает только потому, что голова такая плохая с самого начала.
Мы в ALANIZ знаем, что работает, а что нет. О нашей внутренней работе S2000 В проекте у нас есть более 25 индивидуальных тестов на угол наклона сиденья. Было очень сложно улучшить заводскую работу клапана. Причина, по которой мы это знаем, в том, что мы текем протестировал новую головку с заводским сиденьем и углами клапана.После всего этого тестирование мы нашли то, что действительно работает. Мы увидели около улучшений на 2-3% на с низким подъемом и около 1% на средних и высоких подъемах. Клапан профилирование также очень важно. Соответствие углов седла углам клапана будет привести к хорошей дыхательной комбинации. Вот почему наша работа не имеет себе равных. Не соглашайтесь на догадки. Наши стендовые испытания потока уверяют нас в нашей работе.
Я надеюсь, что пролил свет на эту тему, и надеюсь, что это поможет вам сделать правильное решение.
Примечание для студентов:
Используйте всю информацию из этой статьи на своем собственный риск.
Как снять и заменить клапаны в головке цилиндров
Если вам нужно снять клапан с головки блока цилиндров, чтобы заменить клапан или заменить уплотнения клапана, это видео поможет вам в этом. Вы также можете сделать этот процесс, пока головка блока цилиндров все еще прикреплена к блоку двигателя с помощью некоторых инструментов.Для этого установите поршень в положение сжатия ВМТ и убедитесь, что оба клапана закрыты. Затем вы можете запустить сжатый воздух в цилиндр, чтобы удерживать клапаны на месте, когда вы сжимаете пружины клапана.
Обзор рекомендуемых инструментов и расходных материалов для этой сборки
Я часто использую для этого шланг для проверки компрессии. Вам необходимо сначала снять клапан Шредера, прежде чем вы попытаетесь это сделать, в противном случае воздух не будет поступать в цилиндр. Вы также можете использовать кусок веревки или аналог, чтобы клапаны не упали в цилиндр во время работы.Этот метод хорошо работает, если вы просто заменяете уплотнения клапана. Однако вы не сможете использовать большой пружинный компрессор. Вам придется использовать Lisle или какой-нибудь другой компрессор, чтобы справиться с этой задачей. Вот несколько полезных ссылок для вас.
Вот несколько инструментов, которые я рекомендую для работы.
Быстро снимает и устанавливает держатели клапанов на большинстве двигателей с верхним расположением клапанов со штоками клапанов от 4,5 до 7,5 мм и 5/16 ″ …
Этот компрессор пружины клапана устанавливается на автомобиль.”Этот инструмент позволяет сжать пружину и снять держатели …
Похожие видео:
Инструментов / расходных материалов для этой сборки:
Компрессор с большой пружиной:
GearWrench 383D Компрессор пружины клапана
Обслуживание двигателей с верхним расположением клапанов, ручка на внешней стороне инструмента упрощает использование, глубина горловины 7-1 / 2 ″ и отверстие губок от 2-3 / 4 ″ до 5-7 / 8 ″, подходит для большинства двигатели легковых автомобилей и легких грузовиков, будут работать на небольших двигателях с L-образной головкой со снятыми коллекторами
Инструмент для пружинного компрессора Lisle:
Набор для снятия и установки держателя клапана Lisle 36050
Делает разборку и сборку компонентов клапана быстрыми и легкими.Нажмите на инструмент или постучите по нему молотком, чтобы снять держатели клапана. Магнит в корпусе инструмента захватывает держатели для быстрого снятия и разборки клапана.
Чтобы узнать о других инструментах и предложениях, посетите страницу инструментов на EricTheCarGuy.com: http://www.ericthecarguy.com/tools
Я чертовски потратил время, пытаясь найти специальный инструмент Honda, и не смог предоставить вам ссылку. Прости за это. Инструмент Lisle будет работать нормально, ИЛИ я видел несколько самодельных версий этого типа расширений, которые выглядели так, как будто они работали очень хорошо.
Статьи по теме
Обсуждение этого видео: http://www.ericthecarguy.com/../50319-how-to-remove-replace-valves-in-a-cylinder-head#92526
Поиск кода EricTheCarGuy: http://www.ericthecarguy.com/obd-code-lookup
ETCG
Рабочие места клапана — Задания клапана — Восстановление головки цилиндров MA, CT, RI, VT.NH, ME.NY, NJ
Рабочие характеристики клапана 101
Как и в большинстве случаев в жизни, именно детали делают разница.Возможно, вы не думаете, что ничтожный градус здесь или там может дать больше лошадиных сил, когда дело доходит до работы клапана, но в этих углах есть сила.
В двигателях используются клапаны для управления потоком воздуха как для впускной, так и для выпускной систем. Несмотря на то, что давление в цилиндре уплотнения также важно, производители двигателей знают, что правильные углы, используемые при работе клапана, могут иметь огромное влияние на воздушный поток. И все мы знаем, что воздушный поток — это ключ к созданию мощности. Увеличьте поток воздуха мимо этих, казалось бы, незначительных клапанов, и вы получите больше мощности.Это так просто.
Время седла
Поскольку поток уменьшается каждый раз, когда воздуху требуется изменить направление, имеет смысл создать переход за клапанами как можно более плавным. Имея это в виду, десятилетия производителей гоночных двигателей обнаружили, что многоугловые клапаны делают свое дело.
Фактический угол седла клапана обычно составляет 45 градусов. На стороне камеры сгорания сиденья под 45 градусов есть верхний угол, который обычно составляет около 30 градусов.Этот верхний угол служит двум целям. Во-первых, он действует как радиус для перехода воздуха между 45-градусным сиденьем и камерой сгорания. Во-вторых, верхний разрез используется для уменьшения ширины сиденья под углом 45 градусов сверху. Нижний угол, обычно около 60 градусов, часто называют горловым углом, и он также выполняет две функции. Его основная задача — перемещать воздух между сиденьем, расположенным под углом 45 градусов, и портом. Угол горловины также уменьшает ширину сиденья под углом 45 градусов снизу.
Но это не только углы.Положение и ширина 45-градусного седла клапана также имеют решающее значение. Что касается впускного клапана, большинство специалистов предпочитают располагать седло клапана как можно выше (по направлению к камере). Один из способов проверить это — использовать состав для притирки клапана, который вытравливает светло-серую отметку на клапане, чтобы показать, где с ним соприкасается 45-градусное седло. Некоторые производители двигателей предпочитают использовать красную краску для машиностроения, чтобы смесь не врезалась в аккуратно расположенные углы. Большинство механических мастерских предпочитают размещать седло клапана посередине выпускного клапана из соображений долговечности.Седло слишком близко к краю может вызвать ожог клапана.
Ширина сиденья тоже очень важна для потока. Теорий о ширине сиденья существует почти столько же, сколько и директоров школы. Большинство машинистов, с которыми мы говорили, предпочитают ширину впускного отверстия 0,040–0,060 дюйма. Более узкие сиденья обычно улучшают проходимость, но они менее долговечны. Узкие сиденья лучше всего подходят для дрэг-рейсинга, когда двигатель часто обновляется. Более твердые материалы седла (например, сиденья с индукционной закалкой) позволяют работать с сиденьями немного меньшей ширины, чем раньше, сохраняя при этом отличную долговечность.Поскольку выпускные клапаны работают при экстремальных температурах, им требуется более широкое седло для отвода тепла от клапана через седло. Большинство магазинов указывают ширину сиденья от 0,060 до 0,080 дюйма для стороны выпуска.
Также важно положение седла клапана в головке. Каждый раз, когда седло клапана обрабатывается, материал удаляется, и седло «погружается» в головку, продвигаясь глубже в порт. Это приводит к увеличению радиуса короткой стороны порта, что снижает поток. Клапаны большего размера (или новые седла) часто улучшают поток, потому что больший диаметр перемещает седло обратно в сторону камеры сгорания, где новая работа клапана может использовать преимущества меньшего радиуса.
Клапаны
Седла клапанов составляют только половину картины потока; другая половина касается клапанов. Все они могут выглядеть одинаково, но многие клапаны с высокими эксплуатационными характеристиками, представленные на рынке, свидетельствуют о том, сколько внимания следует уделять улучшенному потоку и долговечности. Такие компании, как Ferrea, Federal-Mogul, Manley, Milodon, Rev, SI и многие другие предлагают клапаны производительности в нескольких конфигурациях. Вы можете потратить большие деньги на высококлассные клапаны, но на рынке полно отличных уличных клапанов, которые обеспечивают отличный поток и долговечность по разумной цене.
Прежде всего, клапан должен быть прямым, включая наконечник. Большинство мастерских не предполагают, что новый клапан прямой, и будут подкрашивать поверхность клапана, чтобы обеспечить соосность со штоком, и обработать наконечник, чтобы убедиться, что он перпендикулярен.
Помимо поверхности под углом 45 градусов, клапан также должен иметь запас, как показано на боковой панели «Впуск». Впускные клапаны должны иметь запас около 0,050 дюйма, а край должен быть острым в месте перехода к торцу клапана.Выхлопные клапаны — это отдельная история. Запас для выпускного клапана должен быть больше, чтобы улучшить рассеивание тепла — обычно около 0,080–0,100 дюйма. Поскольку путь потока для выпускного клапана противоположен впускному клапану, иногда вы можете увидеть гладкий радиус на стороне камеры, чтобы улучшить поток воздуха в порт.
На задней стороне клапана тоже много чего происходит. Один из лучших и наименее дорогих приемов, который вы можете применить к любому клапану, — это обратный разрез под углом 30 градусов на внутренней стороне седла клапана под углом 45 градусов.Это создает более плавный переход между задней стороной клапана и поверхностью под углом 45 градусов, что обычно приводит к заметному увеличению потока при малой высоте подъема. Это может быть применено как к впускным, так и к выпускным клапанам. Штоки клапана уменьшенного диаметра, такие как клапаны Manley Street Flo или Race Flo, часто демонстрируют небольшое увеличение расхода в зависимости от области применения. Несколько других компаний, включая Milodon и SI, также предлагают этот тип клапана.
Станки
Немногие производители хот-родов на заднем дворе имеют собственное оборудование для заточки клапанов, поэтому большая часть этой информации направлена на то, чтобы узнать правильные вопросы, которые нужно задать своему механическому цеху, и выяснить, какую работу они выполняют.Возможно, наиболее значительным шагом вперед в подготовке седла клапана стало использование специального резака, а не камней. Serdi была первой машиной такого типа. В нем используется резак из закаленной стали, который обрабатывает все три угла сиденья одновременно. Раньше работа с клапаном была трудоемкой задачей, при которой для индивидуальной шлифовки каждого угла клапана использовались камни. Большинство производителей двигателей теперь считают, что резцы лучше шлифовальных, но по этому поводу все еще ведется много споров. Независимо от машины, ключом к любой хорошей работе клапана является наличие высококачественной направляющей клапана, которая точно определяет положение клапана.Это означает новые направляющие и минимальные зазоры, чтобы клапан не перемещался относительно седла.
Это был наш обзор начального уровня того, что входит в состав высокопроизводительных клапанов. Об этом предмете гораздо больше, но это должно дать вам твердое представление о важности профессиональной работы с клапаном. Именно внимание к этим маленьким углам и деталям отличает тусклый двигатель от настоящего уличного шторма.
Обработка головок цилиндров и специалисты по восстановлению и применению головок цилиндров.
R&L Engines использует новейшие инструменты, позволяющие точно обрабатывать поверхность и определять размер. Наш главный отдел имеет все необходимое для выполнения работ по арматуре высочайшего качества в любом месте. Наши услуги включают в себя работы с клапанами, установку седел, установку направляющих, ремонт трещин, испытания под давлением, перфорацию, наплавку, угловое фрезерование и кольцевание головки блока цилиндров.
Подразделение головок цилиндров R&L Engines состоит из двух основных единиц оборудования: Serdi 101 и обрабатывающего центра с ЧПУ Rottler F69A.Обе машины созданы для точности. Седло-направляющая машина Serdi 101 может обрезать все три седла за один проход, сохраняя при этом соосность. Это обеспечивает отличное уплотнение для клапанов.