Кольца осевого смещения коленвала ЗМЗ 402 /Россия/
Моя учетная запись
Покупательский сервис
Кольца коленвала осевого смещения ГАЗ,УАЗ 417,421,4213,4216,Evotech
Выберите категорию:
Все Двигатель » Система охлаждения »» Бачки расширительные »» Вентиляторы »»» Вискомуфты »»» Крыльчатки »»» Опоры вентиляторов »»» Приводы вентиляторов »»» Электровентиляторы »»» Электромуфты вентиляторов »» Диффузоры »» Патрубки радиаторов »» Помпы »» Радиаторы охлаждения »» Термостаты » Система питания »» Турбокомпрессоры »» Топливная система »»» Адсорберы »»» Баки топливные »»»» Баки »»»» Горловины топливных баков »»»» Датчики уровня топлива »»»» Клапаны топливных баков »»»» Крепление топливных баков »»»» Крышки топливных баков »»»» Топливозаборники »»» Бензонасосы »»» Дроссельные заслонки »»» Карбюраторы »»» Педали газа »»» Топливные рампы »»» Топливные форсунки »»» Тросы газа »»» Фильтры топливные »»» Шланги и трубки топливные »» Фильтры воздушные »»» Патрубки воздушных фильтров »»» Фильтры воздушные в сборе »»» Фильтры воздушные (элементы) »» Коллекторы впускные » Выхлопная система »» Выхлопные трубы »» Глушители »»» Глушители на УАЗ »»» Глушители на Газель »»» Подушки глушителей »»» Хомуты глушителей »» Катализаторы »» Коллекторы выпускные »»» Коллекторы выпускные »»» Крепление выпускных коллекторов »»» Прокладки выпускных коллекторов »»» Экраны выпускных коллекторов »» Резонаторы »» Трубы приёмные »»» Кронштейны приёмных труб »»» Прокладки приёмных труб »»» Трубы приёмные » Детали двигателя »» Блок цилиндров »»» Поршневая группа »»»» Поршни »»»» Кольца поршневые »»»» Пальцы поршневые »»» Насосы масляные »»» Крышки двигателя »»» Картеры масляные »»»» Пробки сливные поддона »»» Щупы »»» Заглушки блока цилиндров »»» Краны блока сливные »» Болты »» Валы коленчатые »»» Валы коленчатые »»» Вкладыши »»» Втулки коленвала »»» Кольца коленвала »»» Подшипники коленвала »»» Сальники »»» Ступицы коленвала »»» Флажки коленвала »»» Шатуны »»» Шестерни коленвала »»» Шкивы »»» Шпонки коленвала »» Головки блоков »»» Валы распределительные »»»» Бугеля распредвала »»»» Звёздочки распредвала »»»» Распредвалы »»»» Фланцы распредвала »»»» Шпонки распредвала »»»» Шестерни распредвала »»» Втулки направляющие ГБЦ »»» Втулки распредвала »»» ГБЦ в сборе »»» Гидрокомпенсаторы »»» Клапаны »»»» Втулки направляющие клапанов »»»» Клапаны ГБЦ »»»» Коромысло клапана »»»» Колпачки маслосъёмные »»»» Сухари клапана »»»» Толкатели клапанов »»»» Штанги толкателей клапанов »»» Крышки ГБЦ »»» Крышки клапанные »»» Крышки маслозаливной горловины »»» Ось коромысел »»» Шпильки и боты ГБЦ »» ГРМ »»» Башмаки »»» Гидронатяжители »»» Звёзды ГРМ »»» Комплекты ГРМ »»» Ролики ГРМ »»» Успокоители цепи »»» Цепи ГРМ »»» Шестерни ГРМ »» Защита двигателя »» Крепление двигателя »»» Кронштейны »»» Опоры двигателя »»» Подушки двигателя »» Прокладки »» Радиаторы масляные »» Ремни »» Ролики »» Фильтры масляные »» Шланги и патрубки Кузовные детали » Бамперы »» Бамперы на Газель »» Бамперы на УАЗ » Брызговики » Вентиляция и отопление »» Краны отопителя »» Отопители »» Патрубки отопителя »» Радиаторы отопителя »» Фильтры салонные » Детали салона »» Дефростеры »» Козырьки »» Консоли »» Обивки »» Облицовки »» Пепельницы »» Ремни безопасности »» Ящики вещевые » Замки »» Замки дверные на Газель »» Замки дверные на УАЗ » Зеркала »» Зеркала на Газель »» Зеркала на УАЗ » Крепление кузова » Кронштейны » Кузовное железо »» Арки »» Двери »»» Двери на Газель »»»» Эмблемы на дверь »»» Двери на УАЗ »» Капоты »»» Капоты на Газель »»» Капоты на УАЗ »» Крылья »»» Крылья на Газель »»» Крылья на УАЗ »» Пороги »»» Пороги на Газель »»» Пороги на УАЗ »» Панели »» Подножки »» Ремонтные детали »» Усилители » Накладки » Петли » Подкрылки »» Подкрылки на Газель »» Подкрылки на УАЗ » Подножки » Решётки »» Решётки радиаторов на Газель »» Решётки радиаторов на УАЗ » Ручки »» Ручки на Газель »» Ручки на УАЗ » Стёкла »» Стёкла на Газель »» Стёкла на УАЗ » Стеклоочистители »» Стеклоочистители на Газель »» Стеклоочистители на УАЗ » Стеклоподъёмники »» Стеклоподъёмники электрические »» Стеклоподъёмники механические » Тенты » Уплотнители Подвеска и ходовая часть » Амортизаторы »» Амортизаторы на Газель »» Амортизаторы на УАЗ » Втулки » Колёса »» Гайки и шпильки колёс »» Диски колёсные »» Колпаки колёс »» Ступицы колёс »»» Ступицы колёс на Газель »»» Ступицы колёс на УАЗ »» Шины » Отбойники » Пружины » Рессоры »» Рессоры на Газель »» Рессоры на УАЗ » Рычаги поворотного кулака » Рычаги подвески » Сайлентблоки »» Сайлентблоки на Газель »» Сайлентблоки на Уаз » Стабилизаторы » Цапфы » Шаровые опоры » Шкворни » Шрусы » Штанги подвески Рулевое управление » Бачки ГУР » Валы рулевые » Кожухи » Колёса рулевые » Кронштейны » Механизмы рулевые » Накладки » Наконечники » Насосы ГУР » Радиаторы ГУР » Тяги рулевые » Шланги и трубки ГУР Тормозная система » Барабаны » Вакуумные усилители » Диски тормозные » Колодки » Регуляторы тормозов » Рычаги ручника » Суппорты тормозные » Тройники тормозные » Тросы ручного тормоза » Трубки тормозные » Цилиндры тормозные » Шланги тормозные » Щиты тормозные Трансмиссия » Валы карданные »» Валы карданные на Газель »» Валы карданные на УАЗ »» Крестовины »» Подвесные подшипники » Коробка передач »» Валы КПП »» Вилки КПП »» Картеры КПП »» Кольца стопорные КПП »» КПП Газель Некст 330 Нм »» КПП в сборе »» Крепление КПП »» Крышки КПП »» Муфты КПП »» Подшипники КПП »» Ремкомплекты КПП »» Рычаги КПП »» Шестерни КПП » Коробка раздаточная » Мосты »» Картеры моста »» Муфты включения моста »» Полуоси »» Прокладки моста »» Редукторы » Приводы спидометра » Сцепление »» Вилки сцепления »» Диски сцепления »» Картеры сцепления »» Корзины сцепления »» Маховики »» Подшипники выжимные »» Сцепление в сборе »» Цилиндры сцепления Аксесуары » Дефлекторы » Коврики » Утеплители » Чехлы Электрооборудование » Блоки управления » Выключатели » Генераторы » Датчики » Замки зажигания » Катушки зажигания » Комбинации приборов » Лампы » Модули управления » Моторы » Переключатели » Плафоны » Предохранители » Прикуриватели » Провода высоковольтные » Разъёмы » Распределители зажигания » Регуляторы напряжения » Резисторы » Реле » Свечи » Сигналы » Стартеры » Фары »» Фары на Газель »» Фары на УАЗ » Фонари »» Фонари на Газель »» Фонари на УАЗ » Электропроводка »» Провода АКБ »» Проводка ЭБУ »» Проводка датчика скорости »» Проводка задних фонарей Газель » Электроконтакты Инструменты Метизы Масла и жидкости » Масла моторные » Жидкости охлаждающие » Масла трансмиссионные » Спецжидкости » Автохимия » Смазки
Производитель:
ВсеПроизводительПроизводитель «AKL RADIATOR»Производитель «ASP»Производитель «BIG Filter»Производитель «Bosch»Производитель «Cargen»Производитель «Cartronic»Производитель «Continental»Производитель «CORTECO»Производитель «Cummins»Производитель «Elring»Производитель «Espra»Производитель «FENOX»Производитель «FILTRON»Производитель «FINNFROST»Производитель «Fleetguard» ОАО «ГАЗ»Производитель «FOTON»Производитель «FRAM»Производитель «Gold Wheel»Производитель «Herzog»Производитель «HOLSET»Производитель «INA»Производитель «KENO»Производитель «KRAFT»Производитель «LS-GROUP»Производитель «NARVA»Производитель «NGK»Производитель «NIPPON»Производитель «NORMA»Производитель «Optibelt»Производитель «PТИ»Производитель «Riginal»Производитель «Rubena»Производитель «SACHS»Производитель «SHELL»Производитель «SKF»Производитель «SM»Производитель «Starco»Производитель «Tanaki»Производитель «Tirsan»Производитель «Truckman»Производитель «TRW»Производитель «Valeo»Производитель «VICTOR REINZ»Производитель «ZF»Производитель «Авар»Производитель «Авто Сателлит»Производитель «Автоарматура»Производитель «Автоглушитель»Производитель «Автоком»Производитель «Автокомпонент»Производитель «Автомагнат»Производитель «Автоприбор»Производитель «АвтоПромАгрегат»Производитель «Автосвет»Производитель «АЗГ»Производитель «АО Автоэлектроника»Производитель «АШК» БарнаулПроизводитель «БАТЭ»Производитель «БОР»Производитель «Борисов»Производитель «Вати»Производитель «Волжский Стандарт»Производитель «Дайдо Металл Русь»Производитель «Евро Деталь»Производитель «Завод НН»Производитель «Кардан Сервис»Производитель «КЗАТЭ»Производитель «Красная Этна»Производитель «Лузар»Производитель «МОСТАТ»Производитель «МоторДеталь»Производитель «НИКОН»Производитель «НПК Автоприбор»Производитель «Олрайт»Производитель «ООО РОМБ»Производитель «Освар»Производитель «Пекар»Производитель «Прамо»Производитель «Прогресс»Производитель «Рекадо»Производитель «РСТ»Производитель «СОАТЭ»Производитель «СТК»Производитель «СТО22-БИЙСК»Производитель «ТАНДЕМ»Производитель «Термокам»Производитель «Технопласт»Производитель «Трид»Производитель «Формула Света»Производитель «ШААЗ»Производитель «Электром»Производитель «Элкар»Производитель «Ярти»Производитель 000 «ДМР»Производитель 11Производитель 12Производитель 13Производитель 14Производитель 15Производитель 16Производитель 17Производитель 18Производитель 19Производитель 2Производитель 20Производитель 21Производитель 22Производитель 23Производитель 24Производитель 25Производитель 26Производитель 27Производитель 28Производитель 29Производитель 3Производитель 30Производитель 31Производитель 32Производитель 33Производитель 34Производитель 35Производитель 36Производитель 37Производитель 38Производитель 39Производитель 4Производитель 40Производитель 5Производитель 6Производитель 7Производитель 8Производитель 9Производитель АО «УМЗ»Производитель ЗАО «Энергомаш»Производитель ОАО «АДС»Производитель ОАО «ЕПК Волжский»Производитель ОАО «ЗМЗ»Производитель ОАО «Полиуретан»Производитель ОАО «Рикор Электроникс»Производитель ОАО «Рикор»Производитель ОАО «УАЗ»Производитель ОАО «ЧАМЗ»Производитель ОАО »ГАЗ»Производитель ООО «Ромб»Производитель ООО «Триал»Производитель ООО «Цитрон»Производитель ООО АвтоКлючКомпонент»Производитель»Автокомпонент»
Металлические полукольца коленвала змз 406, 405, 409
Тема статьи – полукольца коленвала змз 406, 405, 409.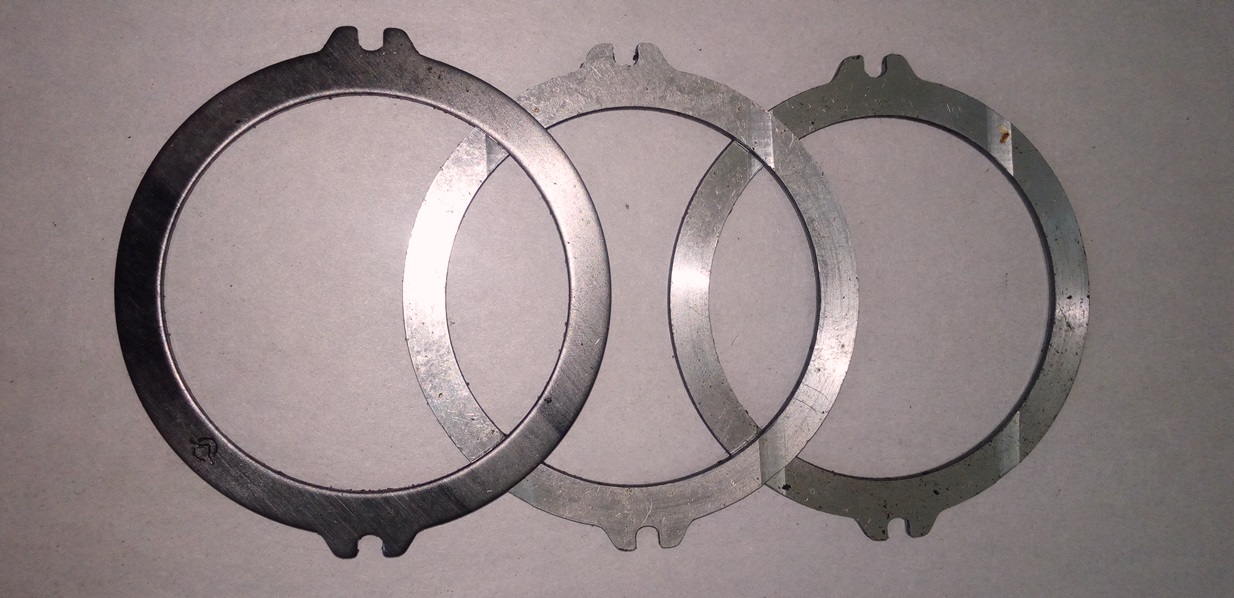 На 406 двигателях никто никогда не слышал об этой проблеме, поскольку детали были из металла, но неземной разум заводских конструкторов велик и ужасен, поэтому на 409 двигателе, данные детали стали ставить на конвейере из пластика. Замена полуколец на “металлические” не является тюнингом, это просто приведение двигателя к более надежному состоянию.
На 406 двигателях никто никогда не слышал об этой проблеме, поскольку детали были из металла, но неземной разум заводских конструкторов велик и ужасен, поэтому на 409 двигателе, данные детали стали ставить на конвейере из пластика. Замена полуколец на “металлические” не является тюнингом, это просто приведение двигателя к более надежному состоянию.
Только факты
заводское убожествоДанные полукольца демонтированы из змз 409, стоящего на Патриоте. Пробег у автомобиля 30 тыс. Год выпуска 2015. Пластиковые полукольца стояли со стороны шкива, «металлические» – со стороны маховика. Логика понятна. Постоянно работаем сцеплением, значит с этой стороны, нужно поставить что-то покрепче. Непонятно другое. Что дает эта копеечная экономия в масштабах производства двигателей на заводе? Большие деньги? Вряд ли. А вот мысли о том, что с такими «конструкторами и манагерами» нам никаких «шпионов и врагов» не надо, меня иногда посещают. Пластиковые полукольца могут прослужить достаточно долго, а могут раскрошиться за минуту. Например, при замене передней манжеты в папуас-сервисе, когда шкив коленвала будут заколачивать молотком или кувалдой.
Например, при замене передней манжеты в папуас-сервисе, когда шкив коленвала будут заколачивать молотком или кувалдой.
Полукольца коленвала змз 406, методы борьбы
Изначально я пробовал искать какие-нибудь наборы верхних и нижних полуколец. Но качество было просто «караул». Или разная толщина, или разные непонятные материалы. Выручил завод «Дайдо Метал Русь», производящий вкладыши всех видов и размеров. С заводом я с давних пор работаю напрямую по вазовской тематике, поэтому по качеству у меня вопросов не было. Но все равно без «подводных камней» не обошлось. Нижние полукольца оказались сделанными на «стальной основе», а верхние – «алюминиевые». По моему опыту «алюминиевые» полукольца относительно недолговечны. Пробег составляет около 50 тысяч км, после чего они начинают деформироваться.
комплект полуколец на стальной основеСейчас алгоритм работы следующий. Берется 4 нижних полукольца. Очень аккуратно и нежно, от 2 штук отрезаются выступы, и таким образом они превращаются в верхние полукольца. Главный «плюс» данного действа состоит в том, что использую детали из одной партии мы гарантированно получаем одинаковую толщину. А значит и коленвал у нас будет теперь находиться по самому центру.
Главный «плюс» данного действа состоит в том, что использую детали из одной партии мы гарантированно получаем одинаковую толщину. А значит и коленвал у нас будет теперь находиться по самому центру.
Качество сборки
Когда производится замена полуколец, в обязательном порядке снимается центральный бугель коленвала. Когда я его демонтировал, то просто обалдел от увиденного. После прохождения фрезой пазов под выступы нижних полуколец, остались большие заусенцы, которые никто не захотел убирать. Ни фрезеровщик, ни сборщик двигателя. А это всего лишь, два раза махнуть напильником. Когда все это под действием вибраций отваливается, то попадает в масло. И хорошо если останется в масляном фильтре, а не попадет, например, под вкладыш коленвала или в канал давления на гидронатяжитель или гидрокомпенсаторы.
заусенцы на бугеле коленвалаРекомендация. Когда вы меняете полукольца коленвала змз 406, 405, 409, конечно снимается поддон двигателя. Перед нами полностью доступные бугеля коренных вкладышей.
Так как их качество с завода сильно хромает, мы можем взять комплект вкладышей и поменять по одному, нижние части. Напомню, что усилие затяжки болтов бугелей коленвала – 10 кг. Поддон на прокладку рекомендую не ставить, а посадить его на хороший герметик. Завод и сам в последнее время перешел на данную технологию. Полный список доработок данного двигателя, находится в ОСНОВНОЙ СТАТЬЕ САЙТА.
 Так как их качество с завода сильно хромает, мы можем взять комплект вкладышей и поменять по одному, нижние части. Напомню, что усилие затяжки болтов бугелей коленвала – 10 кг. Поддон на прокладку рекомендую не ставить, а посадить его на хороший герметик. Завод и сам в последнее время перешел на данную технологию. Полный список доработок данного двигателя, находится в ОСНОВНОЙ СТАТЬЕ САЙТА.
Так как их качество с завода сильно хромает, мы можем взять комплект вкладышей и поменять по одному, нижние части. Напомню, что усилие затяжки болтов бугелей коленвала – 10 кг. Поддон на прокладку рекомендую не ставить, а посадить его на хороший герметик. Завод и сам в последнее время перешел на данную технологию. Полный список доработок данного двигателя, находится в ОСНОВНОЙ СТАТЬЕ САЙТА.Двигатель ЗМЗ-24 (402)
Общие сведения о двигателе
Рисунок 1 — Двигатель ЗМЗ-24 (402)
1 — Маслоприемник. 2 — Крышка коренного подшипника коленчатого вала. 3 — Поршень. 4 — Блок цилиндров. 5 — Прокладка гильзы цилиндра. 6 — Гильза цилиндра. 7 — Задний сальник коленчатого вала. 8 — Краник для слива охлаждающей жидкости. 9 — Краник отопителя кузова. 10 — Заслонка подогрева смеси. 11 — Выпускной коллектор. 12 — Впускная труба. 13 — Тяга управления сливным краником. 14 — Датчик указателя температуры охлаждающей жидкости. 15 — Крышка коромысел. 16 — Коромысло. 17 — Распорная пружина коромысел 18 Выпускной клапан. 19 — Седла клапанов. 20 — Впускной клапан 21 — Пружина клапана. 22 — Сухарь клапана. 23 — Тарелка пружины клапана. 24 — Маслоотражательный колпачок. 25 — Опорная шайба пружины клапана. 26 — Крышка маслоналивной горловины. 27 — Стойка оси коромысел. 28 — Плоские шайбы оси коромысел, 29 — Пружинная шайба оси коромысел. 30 — Ось коромысел. 31 — Прокладка крышки коромысел. 32 — Выпускной патрубок охлаждающей рубашки. 33 — Термостат. 34 — Корпус насоса охлаждающей жидкости. 35 — Крыльчатка насоса охлаждающей жидкости. 36 — Ремни вентилятора. 37 — Вентилятор. 38 — Гайки крепления ступицы вентилятора. 39 — Толкатель клапана. 40 — Распределительный вал. 41 — Упорный фланец распределительного вала. 42 — Шестерня распределительного вала. 43 — Крышка распределительных шестерен. 44 — Передний сальник коленчатого вала. 45 — Шкив коленчатого вала. 46 — Зубчатая шайба храповика коленчатого вала. 47 — Храповик коленчатого вала.
15 — Крышка коромысел. 16 — Коромысло. 17 — Распорная пружина коромысел 18 Выпускной клапан. 19 — Седла клапанов. 20 — Впускной клапан 21 — Пружина клапана. 22 — Сухарь клапана. 23 — Тарелка пружины клапана. 24 — Маслоотражательный колпачок. 25 — Опорная шайба пружины клапана. 26 — Крышка маслоналивной горловины. 27 — Стойка оси коромысел. 28 — Плоские шайбы оси коромысел, 29 — Пружинная шайба оси коромысел. 30 — Ось коромысел. 31 — Прокладка крышки коромысел. 32 — Выпускной патрубок охлаждающей рубашки. 33 — Термостат. 34 — Корпус насоса охлаждающей жидкости. 35 — Крыльчатка насоса охлаждающей жидкости. 36 — Ремни вентилятора. 37 — Вентилятор. 38 — Гайки крепления ступицы вентилятора. 39 — Толкатель клапана. 40 — Распределительный вал. 41 — Упорный фланец распределительного вала. 42 — Шестерня распределительного вала. 43 — Крышка распределительных шестерен. 44 — Передний сальник коленчатого вала. 45 — Шкив коленчатого вала. 46 — Зубчатая шайба храповика коленчатого вала. 47 — Храповик коленчатого вала. 48 — Ступица шкива коленчатого вала. 49 — Отражатель крышки распределительных шестерен. 50 — Маслоотражатель коленчатого вала. 51 — Распределительная шестерня коленчатого вала. 52 — Упорная шайба коленчатого вала. 53 — Передняя шайба упорного подшипника коленчатого вала. 54 — Задняя шайба упорного подшипника коленчатого вала. 55 — Коленчатый вал.
48 — Ступица шкива коленчатого вала. 49 — Отражатель крышки распределительных шестерен. 50 — Маслоотражатель коленчатого вала. 51 — Распределительная шестерня коленчатого вала. 52 — Упорная шайба коленчатого вала. 53 — Передняя шайба упорного подшипника коленчатого вала. 54 — Задняя шайба упорного подшипника коленчатого вала. 55 — Коленчатый вал.
Двигатели 24Д и 24-01 выпускаются на Заволжском моторном заводе им. 50-летия СССР по чертежам, разработанным Горьковским автозаводом на базе двигателя автомобиля ГАЗ-21.
Двигатели — четырехтактные, карбюраторные, верхнеклапанные, четырехцилиндровые, с жидкостным охлаждением.
Ход поршня у этих двигателей равен диаметру цилиндра и составляет 92 мм. Сравнительно малый ход поршня обусловил его малую среднюю скорость, вследствие чего путь поршня на 1 км пробега автомобиля также мал. Это обеспечило малый износ цилиндро-поршневой группы и высокую долговечность узла.
Коленчатый вал — пятиопорный, с большой рабочей поверхностью как шатунных, так и коренных подшипников. Вследствие этого удельные нагрузки на подшипники сравнительно малы. Вкладыши коренных и шатунных подшипников изготовлены из стальной ленты, залитой алюминиевым сплавом. Такие вкладыши способны воспринимать большие нагрузки, сохраняя высокую работоспособность.
Вследствие этого удельные нагрузки на подшипники сравнительно малы. Вкладыши коренных и шатунных подшипников изготовлены из стальной ленты, залитой алюминиевым сплавом. Такие вкладыши способны воспринимать большие нагрузки, сохраняя высокую работоспособность.
Распределительный вал опирается на пять подшипников, выполненных из сталебаббитовой ленты.
Седла клапанов изготовлены из легированного чугуна высокой твердости, выдерживающего высокую температуру и ударные нагрузки. Направляющие втулки клапанов выполнены из металлокерамики с высокими износостойкими качествами. Клапаны изготовлены из жаропрочной стали:
фаска тарелки выпускных клапанов заправлена более жаропрочным сплавом.
Все ответственные поверхности, подвергающиеся истиранию (кулачки и шейки распределительного вала, наконечники штанг толкателей, толкатели, коромысла, регулировочные винты коромысел и т. д.), изготовлены из специального материала и подвергнуты термической обработке. В верхнюю часть цилиндра установлены вставки, выполненные из кислотоупорного износоустойчивого чугуна.
Все трущиеся поверхности смазываются под давлением. В системе смазки установлен полнопоточный фильтр тонкой очистки с бумажным фильтрующим элементом.
В результате указанных конструктивных и технологических мер ресурс двигателя — 200 тыс. км пробега автомобиля по дорогам 1 категории.
При данной конструкции газопровода с подогревом центральной части впускной трубы отработавшими газами, обеспечивающей равномерное распределение горючей смеси по цилиндрам, а также при выбранных оптимальных фазах открытия впускных и выпускных клапанов, двигатели развивают мощность 95 и 85 л. с. (при 4500 об/мин коленчатого вала; степень сжатия соответственно 8,2 и 6,7).
В конструкции двигателя учтено удобство обслуживания его в процессе эксплуатации. С левой стороны двигателя расположены бензиновый насос 11, стартер 13, распределитель зажигания 8, указатель давления масла и датчик 29 указателя давления масла, масляный фильтр 30, фильтр 32 тонкой очистки топлива, свечи 6 зажигания, с правой стороны — генератор 16, газопровод с сектором 14 регулирования подогрева смеси, сливной кран охлаждающей жидкости с тягой 17, кран отопителя кузова, датчик температуры воды и карбюратор 3. Смазка подшипников насоса охлаждающей жидкости осуществляется через пресс-масленку с правой стороны двигателя. Достаточность количества нагнетаемой смазки определяется визуально по выходу смазки из контрольного отверстия на корпусе насоса.
Смазка подшипников насоса охлаждающей жидкости осуществляется через пресс-масленку с правой стороны двигателя. Достаточность количества нагнетаемой смазки определяется визуально по выходу смазки из контрольного отверстия на корпусе насоса.
Регулирование зазора между коромыслами и клапанами производится при снятой крышке коромысел; доступ к ним очень удобен.
В конструкции двигателя также предусмотрена возможность легкого ремонта. Для этой цели цилиндры выполнены в виде отдельных деталей — «мокрых» гильз, легко вставляемых в блок цилиндра, а коренные и шатунные подшипники имеют тонкостенные сталеалюминевые вкладыши, которые можно заменить, не прибегая к услугам ремонтных заводов, а иногда даже не снимая двигателя с автомобиля.
Для изготовления деталей двигателя широко применены алюминиевые сплавы; кроме такой традиционной алюминиевой детали как поршень, из алюминиевого сплава изготовлены также основные корпусные детали: блок цилиндров, картер сцепления, головка цилиндров, крышка распределительных шестерен, крышка насоса охлаждающей жидкости, выпускной патрубок охлаждающей рубашки, корпус масляного насоса, корпус и крышка масляного фильтра, впускная труба.
В результате широкого применения алюминиевых сплавов двигатель в сборе с оборудованием, сцеплением и коробкой передач (но без воздушного фильтра и вентилятора) весит только 205 кгс.
Подробное описание конструктивных особенностей двигателя дано к соответствующим иллюстрациям.
Подвеска двигателя
Двигатель установлен на шасси на трех резиновых подушках: две расположены в передней части двигателя (по одной с каждой стороны), одна — сзади, под удлинителем коробки передач
Передние подушки расположены наклонно в поперечной плоскости двигателя. Сверху и снизу подушки имеют стальные пластины. В верхнюю пластину ввертывается болт, соединяющий подушку с кронштейном на двигателе. С кронштейном шасси подушка соединяется двумя болтами, заделанными в арматуру подушки. Кронштейны шасси привернуты (каждый двумя болтами) к поперечине передней подвески. Для усиления связи болтов с поперечиной в конусные отверстия поперечины установлены конические разрезные втулки, плотно охватывающие болт при его затяжке.
Задняя подушка имеет снизу и сверху стальные пластины, в которых закреплено по два болта. Подушка крепится к площадке удлинителя коробки передач и к поперечине. Между подушкой и удлинителем установлены Г-образные пластины- ограничители. Ограничители препятствуют чрезмерному перемещению двигателя в продольном направлении при торможении и разгоне автомобиля. Для правильной работы ограничителей необходимо, чтобы зазор между кромкой вертикальной поЖи и поверхностью подушки (у каждого ограничителя) был 3 мм. Зазор устанавливается перемещением поперечины на болтах, креплениях ее к кронштейнам рамы.
В процессе эксплуатации автомобиля следует периодически проверять состояние деталей подвески двигателя, подтягивать при необходимости болты и гайки, а также очищать подушки от грязи и попавшего на них масла.
Блок цилиндров (рис.1)
Блок цилиндров 4 составляет одно целое с верхней частью картера. Он отлит под давлением из высокопрочного алюминиевого сплава. Блок цилиндров разделен на две части горизонтальной перегородкой, в которой сделаны четыре отверстия для установки гильз цилиндров. Верхняя часть образует общую для всех цилиндров охлаждающую рубашку. По контуру рубашки имеется десять бобышек для шпилек крепления головки цилиндров. Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала.
Верхняя часть образует общую для всех цилиндров охлаждающую рубашку. По контуру рубашки имеется десять бобышек для шпилек крепления головки цилиндров. Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала.
Коленчатый вал 55 установлен на пяти коренных подшипниках. Крышки 2 подшипников изготовлены из ковкого чугуна; каждая крышка крепится к блоку двумя шпильками диаметром 12 мм. В первой крышке торцы обработаны совместно с блоком для установки шайб 53 и 54 упорного подшипника. Все крышки имеют шипы, плотно входящие в пазы блока. Такая конструкция крышек подшипников и изготовление их из чугуна (коэффициент линейного расширения алюминиевого сплава вдвое больше, чем у чугуна) обеспечивают малое изменение рабочих зазоров в подшипниках при нагревании и охлаждении двигателя. Крышки подшипников растачиваются в сборе с блоком pи поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме первой и пятой, выбиты их порядковые номера. Гайки шпилек крепления крышек затягиваются динамометрическим ключом с усилением 11-12 кгс-м.
Гайки шпилек крепления крышек затягиваются динамометрическим ключом с усилением 11-12 кгс-м.
Гнезда для подшипников распределительного вала 40 расположены в верхней левой части поперечных перегородок блока. Третья и четвертая перегородки имеют снизу наклонные плоскости для крепления масляного насоса.
В средней горизонтальной перегородке (с левой стороны) просверлены восемь отверстий для толкателей 39 штанг клапанов: четыре отверстия, выполненные в отливке, соединяют полости клапанной камеры и камеры толкателей с масляным картером.
Камера толкателей закрыта штампованной из листовой стали крышкой. Крышка по контуру уплотняется пробковой прокладкой и крепится к блоку двумя шпильками, под гайки которых поставлены фибровые уплотняющие прокладки.
С левой стороны блока отлиты приливы для установки масляного фильтра, бензинового насоса, привода распределителя и бобышка для указателя уровня масла. С правой стороны (в верхней картерной части стенки блока) расположен прилив, через который проходит продольный масляный канал.
Бобышки для крепления кронштейнов двигателя расположены в передней части блока с правой и левой сторон. На правой стороне спереди предусмотрены две бобышки для крепления генератора. Нижний фланец блока снабжен шпильками диаметром 8 мм для крепления масляного картера.
К передней стенке блока на паронитовой прокладке крепится отлитая из алюминиевого сплава крышка 43 распределительных шестерен. В отверстие в крышке для выхода носка коленчатого вала запрессована обойма с самоподтягивающимся резиновым сальником 44.
К заднему торцу блока шестью болтами крепится отлитый также из алюминиевого сплава картер сцепления. Точное расположение картера сцепления, необходимое для правильной работы коробки передач, обеспечивается двумя установочными штифтами диаметром 13 мм. Задний торец картера сцепления и отверстие в нем для установки коробки передач для обеспечения соосности первичного вала коробки передач с коленчатым валом обрабатываются в сборе с блоком 4, и поэтому картеры сцепления не взаимозаменяемы.
Цилиндры двигателя выполнены в виде легкосъемных мокрых гильз 6, отлитых из серого чугуна. Для повышения износостойкости гильза в верхней части снабжена вставкой из коррозионностойкого чугуна. Длина вставки 50 мм, толщина ее стенки 2 мм.
Гильза вставляется в гнездо блока нижней частью, диаметр которой равен 100 мм. В плоскости нижнего стыка гильза уплотнена прокладкой 5 из мягкой меди толщиной 0,3 мм, а по верхнему торцу — прокладкой головки цилиндров. Для надлежащего уплотнения верхний торец гильзы выступает над плоскостью блока на 0,034-0,089 мм. При этом красномедная прокладка должна быть обжата. Для надежного уплотнения необходимо, чтобы разница в выступании гильз над плоскостью блока на одном двигателе была в пределах 0,025 мм. Это достигается (на заводе) сортировкой гильз цилиндров по высоте (от нижнего стыка до верхнего торца) и блоков по p pглубине проточки под гильзу (от его верхнего торца) на две группы. При смене гильз у цилиндров равномерность выступания можно обеспечить подбором красномедных прокладок соответствующей толщины.
Головка цилиндров (рис.1)
Головка, общая для всех цилиндров, отлита из алюминиевого сплава и подвергнута термообработке (закалке и старению). Впускные и выпускные каналы выполнены раздельно для каждого цилиндра и расположены с правой стороны головки. Гнезда для клапанов расположены в ряд по продольной оси двигателя. Седла 19 всех клапанов — вставные, изготовлены из жаропрочного чугуна высокой твердости. Благодаря большому натягу при посадке седла в гнездо головки (на заводе перед сборкой головка нагревается до +170 °С, а седла охлаждаются примерно до −70«С; при этом седло свободно вставляется в гнездо в головке), а также достаточно большому коэффициенту линейного расширения материала седла, обеспечивается надежная и прочная посадка седла в гнезде.
Втулки клапанов, изготовленные из металлокерамики прессованием смеси из железного, медного и графитового порошков с последующим спеканием, обладают высокими антифрикционными качествами. Втулки так же, как и седла клапанов собираются с головкой, предварительно нагретой (втулки — охлажденные). Фаски в седлах и отверстия во втулках обрабатываются в сборе с головкой.
Головка цилиндров крепится к блоку десятью стальными шпильками диаметром 11 мм. Под гайки шпилек поставлены плоские стальные цианированные шайбы. Между головкой и блоком имеется прокладка из асбестового полотна, армированного металлическим каркасом и пропитанного графитом. Окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью. Толщина прокладки в сжатом состоянии 1,5 мм.
Правильное положение головки на блоке обеспечивается двумя установленными штифтами-втулками, запрессованными в блок цилиндров (в бобышки шпилек крепления головки). Момент затяжки гаек крепления головки равен 7,3-7,8 кгс-м. Гайки затягиваются в последовательности, указанной на рисунке, т. е. от середины последовательно переходя к торцам (переднему и заднему). Затяжку и проверку затяжки следует делать на холодном двигателе. Если эту операцию выполнить на горячем двигателе, то после его остывания затяжка гаек окажется неполной вследствие большой разницы в коэффициентах линейного расширения алюминиевого сплава и стали. Для равномерного и плотного прилегания головки к блоку и избежания его деформации затяжку следует делать в два приема: предварительно—с малым усилием и окончательно — с заданным усилием.
Для равномерного и плотного прилегания головки к блоку и избежания его деформации затяжку следует делать в два приема: предварительно—с малым усилием и окончательно — с заданным усилием.
Следует иметь в виду, что затяжка гаек вызывает изменение зазоров в газораспределительном механизме. Поэтому после каждой такой операции необходимо проверять величину зазоров между носками коромысел и стержнями клапанов. При необходимости, зазоры надо отрегулировать.
Во время работы двигателя, особенно изношенного, кольца которого пропускают много масла, на стенках камеры сгорания . и днищах поршней отлагается слой нагара. Нагар ухудшает теплоотдачу через стенки в охлаждающую жидкость, в результате чего возникают местные перегревы, явления детонации и калильного зажигания; в результате мощность двигателя уменьшается, а расход топлива возрастает.
При появлении таких признаков следует снять головку и очистить камеру сгорания и днище поршня от нагара. Перед очисткой следует нагар смочить керосином. Это предотвращает распиливание нагара и предупреждает попадание ядовитой пыли в дыхательные пути.
Это предотвращает распиливание нагара и предупреждает попадание ядовитой пыли в дыхательные пути.
При снятии головки цилиндров рекомендуется притереть клапаны.
Перед установкой головки цилиндров на место прокладку необходимо с обеих сторон натереть графитовым порошком. Это предотвращает ее прилипание к блоку и головке.
Головки цилиндров двигателей 24Д и 24-01 различаются степенью сжатия. Увеличение степени сжатия двигателя 24Д получено за счет дополнительной фрезеровки нижней плоскости головки на 3,6 мм (высота головки двигателя 24Д составляет 94,4 мм, высота головки двигателя 24-01 равна 98 мм).
Поршни и шатуны
Поршни отлиты из высококремнистого сплава и термически обработаны. Головка поршня — цилиндрическая, с плоским днищем. На цилиндрической поверхности головки проточены три канавки: две верхние служат для размещения компрессионных колец, а нижняя — для маслосъемного. Проточка для маслосъемного кольца имеет отверстия, через которые лишнее масло, снимаемое маслосъемным кольцом со стенок цилиндра, отводится в картер двигателя.
Юбка поршня — овальная и конусная. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца. Диаметр верхнего основания юбки на 0,013-0038 мм меньше нижнего основания. В юбке поршня с левой стороны сделана Т-образная прорезь. Ось отверстия под поршневой палец смещена от средней плоскости на 1,5 мм в правую (по ходу автомобиля) сторону. Пружинящее свойство юбки, благодаря наличию прорези, и смещение поршневого пальца делают работу поршня более бесшумной.
Для улучшения приработки поверхность поршня покрыта (электролитическим способом) слоем олова толщиной 0,004-0,006 мм.
Чтобы поршни работали правильно, они должны быть установлены в цилиндры в строго определенном положении. Для этого на одной из бобышек поршень указанной стороной должен быть обращен к задней части двигателя.
Поршни подбираются к гильзам с зазором 0,024-0,048 мм. Для облегчения подбора поршни и гильзы разделены (по диаметру) на пять групп, обозначаемых соответствующей буквой, которая выбирается на днище поршня и на наружной поверхности нижней части гильзы.
| А Б В Г Д | 92,000-91,988 92,012-92,000 92,024-92,012 92,036-92,024 92,048-92,036 | 92,036-92,024 92,048-92,036 92,060-92,048 92,072-92 070 92,084-92,072 |
Правильность подбора проверяется протягиваем ленты-щупа, проложенного между поршнем и гильзой в плоскости, перпендикулярной оси поршневого пальца. Размеры ленты: толщина 0,05 м, ширина 13 мм и длина 250 мм. Усилие протягивания ленты (замеряется динамометром) должно равняться 1-2 кгс.
Компрессорные кольца отлиты из серого чугуна. Верхнее компрессионное кольцо работает в наиболее тяжелых условиях (при высоких температуре и давлении, а также при недостатке смазки). Для увеличения износостойкости его наружная поверхность, прилегающая к цилиндру, покрыта слоем хрома. Слой хрома значительно увеличивает срок службы верхнего кольца. Это способствует также увеличению срока службы нижнего кольца и зеркала цилиндра. Наружная цилиндрическая. поверхность нижнего компрессионного кольца покрыта слоем олова толщиной 0,005-0,010 мм. Это улучшает его приработку.
Это способствует также увеличению срока службы нижнего кольца и зеркала цилиндра. Наружная цилиндрическая. поверхность нижнего компрессионного кольца покрыта слоем олова толщиной 0,005-0,010 мм. Это улучшает его приработку.
На внутренней цилиндрической поверхности нижнего компрессионного кольца сделана выточка. На поршень кольцо должно быть установлено выточкой кверху. Нарушение этого условия вызывает резкое возрастание расхода масла и дымление двигателя. Верхнее кольцо выточки не имеет.
Маслосъемное кольцо сборное. Оно состоит из двух стальных кольцевых дисков и двух стальных расширителей: осевого и радиального. Рабочая цилиндрическая поверхность (прилегающая к цилиндру) кольцевых дисков покрыта слоем хрома толщиной 0,075-0,125 мм.
Замок колец прямой. Монтажный зазор в замке у компрессионных колец, установленных в цилиндр, равен 0,3-0,5 мм, а у кольцевых дисков маслосъемного кольца — 0,3-1,0 мм.
Высота компрессионных колец равна 2 мм, маслосъемного в сборе —4,9 мм. Торцовый монтажный зазор для верхнего компрессионного кольца равен 0,050-0,082 мм, для нижнего компрессионного — 0,035-0,067 мм и для маслосъемного — 0,135-0,173 мм.
Торцовый монтажный зазор для верхнего компрессионного кольца равен 0,050-0,082 мм, для нижнего компрессионного — 0,035-0,067 мм и для маслосъемного — 0,135-0,173 мм.
Примерно через 100 тыс. км пробега наступает необходимость в смене поршневых колец. К этому сроку они изнашиваются, в результате чего наблюдается дымление двигателя, падение мощности двигателя, увеличение расхода масла. Перед установкой колец канавки в поршне следует очистить от нагара. Эту операцию выполняют специальным инструментом или поломанным кольцом, остерегаясь соскабливания вместе с нагаром металла со стенок канавки.
Поршневые пальцы плавающего типа (они не закреплены ни в поршне, ни в шатуне), стальные, наружная поверхность их закалена. Наружный диаметр пальца равен 25 мм. Палец подбирается к шатуну с зазором от 0,0045 до 0,0095 мм. Так как линейное расширение материала поршня примерно в 2 раза больше, чем у пальца, то при комнатной температуре палец входит в отверстий бобышек поршня с минимальным зазором (от 0 до 0,005 мм).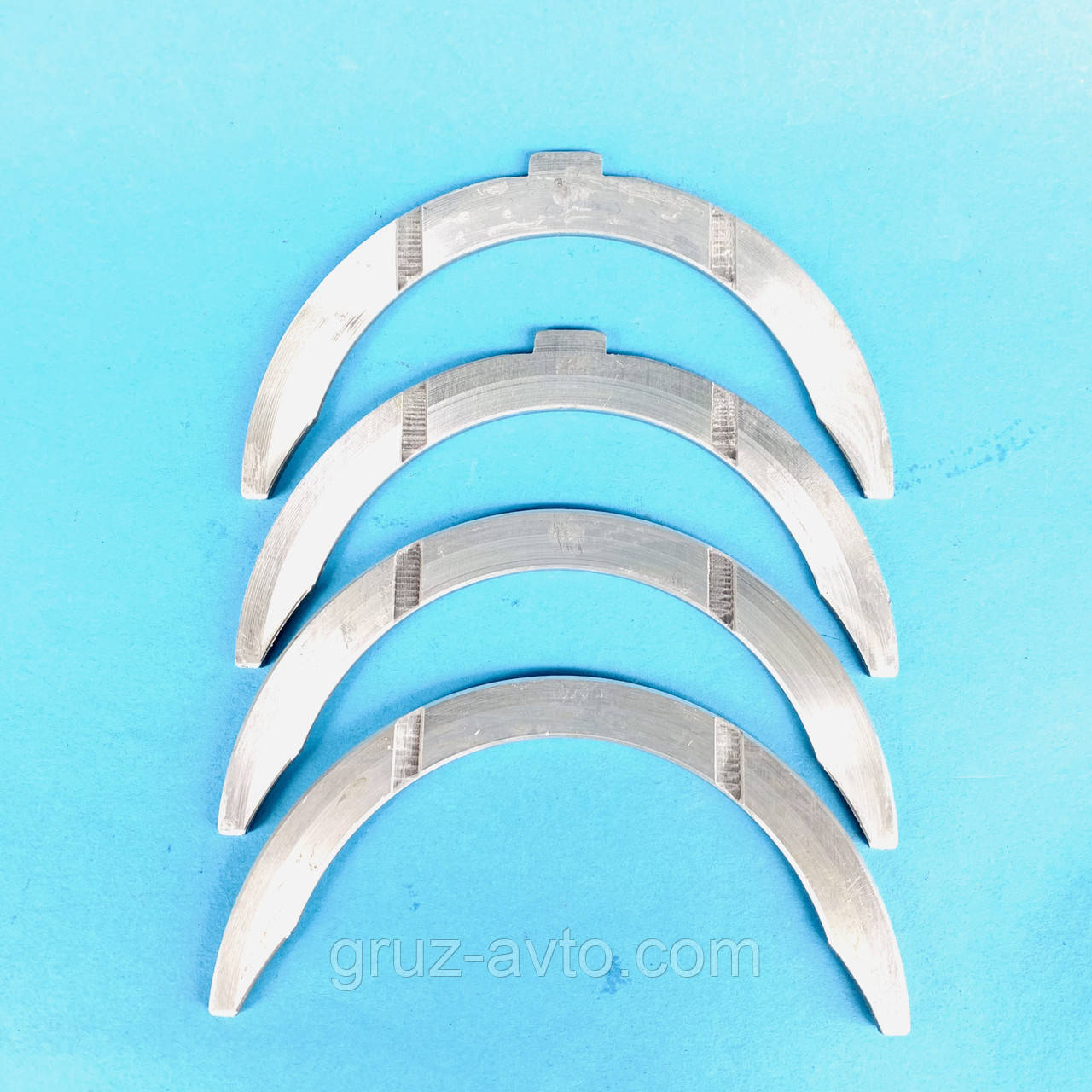 Перед сборкой поршня с пальцем поршень нагревают в горячей воде до температуры 60-70°С. Для удобства подбора пальцев к поршню и шатуну поршень, шатун и пальцы разделены на размерные группы, маркируемые краской.
Перед сборкой поршня с пальцем поршень нагревают в горячей воде до температуры 60-70°С. Для удобства подбора пальцев к поршню и шатуну поршень, шатун и пальцы разделены на размерные группы, маркируемые краской.
| 25,0000-24,9975 24,9975-24,9950 24,9950-24,9925 24,9925-24,9900 | 25,9925-25,0000 25,0000-24,9975 24,9975-24,9950 24,9950-24,9925 | 25,0070-25,0045 25,0045-25,0020 25,0020-24,9995 24,9995-24,9970 | Белый Зеленый Желтый Красный |
Шатуны стальные кованые. В поршневую головку шатуна запрессована тонкостенная втулка из оловянистой бронзы. Кривошипная головка шатуна разъемная. Крышка кривошипной головки крепится к шатуну двумя шлифованными, термически обработанными стальными болтами. Момент затяжки гаек болтов должен быть 6,8-7,5 кгс-м. Гайки контрятся штампованными из листовой стали шайбами. Момент их затяжки должен быть 0,3-0,5 кгс-м. Крышки шатунов обрабатываются в сборе с шатуном, и поэтому их нельзя переставлять с одного шатуна на другой. Для предотвращения возможной ошибки на шатуне и на крышке (на бобышке под болт) выбиты порядковые номера цилиндров. Они должны быть расположены с одной стороны. Кроме того, углубления в крышке и шатуне для фиксирующих выступов вкладышей также должны находиться с одной стороны.
Момент затяжки гаек болтов должен быть 6,8-7,5 кгс-м. Гайки контрятся штампованными из листовой стали шайбами. Момент их затяжки должен быть 0,3-0,5 кгс-м. Крышки шатунов обрабатываются в сборе с шатуном, и поэтому их нельзя переставлять с одного шатуна на другой. Для предотвращения возможной ошибки на шатуне и на крышке (на бобышке под болт) выбиты порядковые номера цилиндров. Они должны быть расположены с одной стороны. Кроме того, углубления в крышке и шатуне для фиксирующих выступов вкладышей также должны находиться с одной стороны.
В стержне шатуна у кривошипной головки имеется отверстие диаметром 1,5 мм, через которое производится смазка зеркала цилиндра. Это отверстие должно быть направлено в правую сторону двигателя, т. е. в сторону, противоположную распределительному валу. При правильной сборке номер детали, выштампованный на средней полке стержня шатуна, а также выступ на крышке шатуна, должны быть обращены к передней стороне двигателя.
Для обеспечения динамической уравновешенности двигателя суммарная масса поршня, поршневого пальца, колец и шатуна, устанавливаемых в двигатель, может иметь разницу по цилиндрам не более 8 г. Это обеспечивается подбором деталей соответствующей массы. По деталям разница в массе может быть: поршней — 8 г, шатуна — 8 г, причем разница в массе поршневых головок — 4 г и шатунных головок — 4 г, поршневого пальца — 2 г.
Это обеспечивается подбором деталей соответствующей массы. По деталям разница в массе может быть: поршней — 8 г, шатуна — 8 г, причем разница в массе поршневых головок — 4 г и шатунных головок — 4 г, поршневого пальца — 2 г.
Коленчатый вал. Коленчатый вал отлит из высоко-прочного чугуна. Он имеет пять опор. Коленчатый вал в сборе с маховиком и сцеплением динамически сбалансирован: допустимый дисбаланс не более 35 гс-см. Диаметр коренных шеек 64 мм, шатунных — 58 мм. Шатунные и коренные шейки полые. Полости в шатунных шейках закрыты пробками. Эти полости служат для удаления продуктов износа из масла, поступающего на шатунные шейки.
Осевое перемещение коленчатого вала ограничивается двумя сталебаббитовыми шайбами упорного подшипника, расположенными по обе стороны переднего коренного подшипника. Передняя шайба баббитовой стороной обращена к стальной упорной шайбе на коленчатом валу, задняя — у щеки коленчатого вала. Передняя шайба удерживается от вращения двумя штифтами, запрессованными в блок и крышку коренного подшипника. Выступающие концы штифтов входят в пазы шайбы. Задняя шайба удерживается от вращения своим выступом, входящим в паз на заднем торце крышки коренного подшипника. Величина осевого зазора составляет 0,075-0,175 мм. Достигается он подбором соответствующей толщины передней шайбы.
Выступающие концы штифтов входят в пазы шайбы. Задняя шайба удерживается от вращения своим выступом, входящим в паз на заднем торце крышки коренного подшипника. Величина осевого зазора составляет 0,075-0,175 мм. Достигается он подбором соответствующей толщины передней шайбы.
На переднем конце коленчатого вала на шпонках установлены стальная упорная шайба, шестерня привода распределительного вала, маслоотражатель и ступица шкива коленчатого вала. Все эти детали стянуты болтом-храповиком (для пуска двигателя от рукоятки). Болт-храповик ввертывается в резьбовое отверстие, имеющееся в переднем торце коленчатого вала.
Шкив привода насоса охлаждающей жидкости, вентилятора и генератора (крепится к ступице тремя болтами) имеет на ободе две метки (риски). По первой метке (по направлению вращения), при совмещении ее с установочным штифтом на крышке распределительных шестерен, устанавливают момент зажигания; при совмещении второй метки со штифтом поршни первого и четвертого цилиндров будут находиться в в. м.т.
м.т.
Передний конец коленчатого вала уплотнен самоподтягивающимся резиновым сальником, запрессованным в крышку распределительных шестерен. Для облегчения условий работы сальника перед ним на валу установлен маслоотражатель. Кроме того, корпус сальника имеет отбортовку, отводящую масло, стекающее по стенке крышки. Снаружи сальник защищен отражателями, препятствующими проникновению на него грязи. Надежная работа сальника после переработки обеспечивается хорошей центровкой его по коленчатому валу. Центрировать можно при помощи специальной оправки-втулки или замером величины щели между стенкой отверстия и шейкой коленчатого вала. Перемещая крышку 4 легкими ударами (болты крепления крышки при этом должны быть только слегка затянуты), надо добиваться, чтобы щель по всей окружности отличалась не более чем на 0,1 мм. После этого болты затянуть окончательно.
Задний конец коленчатого вала уплотнен набивкой из асбестового шнура, пропитанного антифрикционным составом и покрытого графитом. Набивка заложена в канавку в блоке цилиндра и в сальникодержателе, привернутом двумя болтами к блоку. На шейке коленчатого вала под сальником имеется микрошнек, а перед сальником — гребень. Стыки держателя сальника уплотнены резиновыми прокладками Г-образной формы. В заднем торце коленчатого вала расточено гнездо для установки шарикоподшипника первичного вала коробки передач.
Набивка заложена в канавку в блоке цилиндра и в сальникодержателе, привернутом двумя болтами к блоку. На шейке коленчатого вала под сальником имеется микрошнек, а перед сальником — гребень. Стыки держателя сальника уплотнены резиновыми прокладками Г-образной формы. В заднем торце коленчатого вала расточено гнездо для установки шарикоподшипника первичного вала коробки передач.
Маховик отлит из серого чугуна. Он крепится к фланцу на заднем конце коленчатого вала четырьмя шлифованными болтами. Момент затяжки гаек болтов 7,8-8,3 кгс-м. Гайки законтрены отгибной пластиной. На маховик напрессован зубчатый обод для пуска двигателя стартером. К заднему торцу маховика шестью болтами прикреплено сцепление. На фланце кожуха сцепления и маховике выбита метка «О». При сборке двигателя обе метки должны быть совмещены, чтобы не нарушить балансировку коленчатого вала.
Коренные и шатунные подшипники коленчатого вала снабжены тонкостенными взаимозаменяемыми вкладышами, которые изготовлены из малоуглеродистой стальной ленты, залитой тонким слоем антифрикционного высокооловянистого алюминиевого сплава. Толщина коренного вкладыша равна 2,232-2,226 мм, а шатунного — 1,737-1,731 мм. В каждом подшипнике установлены по два вкладыша. Осевому перемещению и проворачиванию вкладышей в постелях блока или шатуна препятствуют фиксирующие выступы на вкладышах, входящие в соответствующие пазы в постелях блока или в шатунах.
Толщина коренного вкладыша равна 2,232-2,226 мм, а шатунного — 1,737-1,731 мм. В каждом подшипнике установлены по два вкладыша. Осевому перемещению и проворачиванию вкладышей в постелях блока или шатуна препятствуют фиксирующие выступы на вкладышах, входящие в соответствующие пазы в постелях блока или в шатунах.
Все коренные вкладыши имеют кольцевую канавку для непрерывного питания маслом шатунных шеек коленчатого вала. Посередине коренных вкладышей имеется отверстие, через которое подается масло к подшипникам из канала в постели блока. Отверстия в шатунных вкладышах совпадают с отверстиями в шатунах. Для сохранения взаимозаменяемости и предупреждения ошибок при установке новых вкладышей на всех коренных и шатунных вкладышах сделаны отверстия. Диаметральный зазор между шейкой и вкладышами составляет 0,036-0,079 мм для коренных и 0,026-0,063 мм для шатунных подшипников.
Одновременно с заменой поршневых колец следует заменить и вкладыши, т. е. примерно через 100 тыс. км пробега автомобиля. При этой операции необходимо тщательно очистить полости в шатунных шейках. После очистки отверстия в шейках закрыть резьбовыми пробками, затянув их моментом 3,8-4,2 кгс-м. Пробки закернить для предохранения от самоотвертывания.
При этой операции необходимо тщательно очистить полости в шатунных шейках. После очистки отверстия в шейках закрыть резьбовыми пробками, затянув их моментом 3,8-4,2 кгс-м. Пробки закернить для предохранения от самоотвертывания.
Кривошипно-шатунный механизм двигателя ЗМЗ-4021, коленвал, поршни
Кривошипно-шатунный механизм четырехцилиндрового карбюраторного двигателя ЗМЗ-4021.10, который устанавливался на различные модели автомобилей УАЗ, включает в себя коленчатый вал с коренными и шатунными подшипниками, поршни с поршневыми кольцами и пальцами, шатуны и маховик.
Различия между двигателями ЗМЗ-402.10 и ЗМЗ-4021.10.
Двигатели ЗМЗ-402.10 и ЗМЗ-4021.10 с рабочим объемом 2.445 литра отличались между собой степенью сжатия и применяемой маркой бензина. В ЗМЗ-402 степень сжатия составляла — 8.2, и он был предназначен для работы на бензине марки АИ-93. В двигателе ЗМЗ-4021 степень сжатия — 6.7, и он работал на более дешевом бензине марки А-76.
Головки блока цилиндров двигателей ЗМЗ-402. 10 и ЗМЗ-4021.10 различаются между собой по объему камер сгорания. Увеличение степени сжатия двигателя ЗМЗ-402.10 получено за счет дополнительной фрезеровки нижней плоскости головки на 3.6 мм. Высота головки блока цилиндров двигателя ЗМЗ-402.10 составляет 94.4 мм, а высота головки блока цилиндров двигателя ЗМЗ-4021.10 равна 98 мм.
10 и ЗМЗ-4021.10 различаются между собой по объему камер сгорания. Увеличение степени сжатия двигателя ЗМЗ-402.10 получено за счет дополнительной фрезеровки нижней плоскости головки на 3.6 мм. Высота головки блока цилиндров двигателя ЗМЗ-402.10 составляет 94.4 мм, а высота головки блока цилиндров двигателя ЗМЗ-4021.10 равна 98 мм.
Объем камеры сгорания при поставленных на место клапанах и установленной свече зажигания равен 74-77 см3 для двигателя ЗМЗ-402.10 и 94-98 см3 для двигателя ЗМЗ-4021.10. Разница между объемами камер сгорания одной головки блока цилиндров не должна превышать 2 см3.
Кривошипно-шатунный механизм двигателя ЗМЗ-4021.
Поршни.
Поршни отлиты из высококремнистого алюминиевого сплава и термически обработаны. Головка поршня цилиндрическая с плоским днищем. На цилиндрической поверхности головки проточены три канавки : в двух верхних установлены компрессионные кольца, а в нижней — маслосъемное кольцо.
В канавке под маслосъемное кольцо с обеих сторон выполнены прорези для того, чтобы не перегревались трущиеся поверхности юбки поршня от тепла, идущего от днища поршня. По этим же прорезям отводится в картер двигателя масло, снимаемое маслосъемным кольцом. Под канавкой для маслосъемного кольца выполнена фаска и на ней по два отверстия с обеих сторон, которые тоже служат для отвода масла, скапливающегося под маслосъемным кольцом.
По этим же прорезям отводится в картер двигателя масло, снимаемое маслосъемным кольцом. Под канавкой для маслосъемного кольца выполнена фаска и на ней по два отверстия с обеих сторон, которые тоже служат для отвода масла, скапливающегося под маслосъемным кольцом.
Юбка поршня овальная в поперечном сечении и бочкообразная в продольном. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца. Величина овальности поршня составляет 0.39-0.43 мм. Наибольший диаметр юбки поршня располагается на 8 мм ниже оси поршневого пальца.
Диаметр юбки плавно уменьшается и в направлении к днищу, и в противоположном направлении, максимальное уменьшение диаметра на кромке фаски под нижней канавкой составляет 0.034-0.064 мм, на нижней кромке опорной части юбки 0.050-0.080 мм. Ось отверстия под поршневой палец смещена от средней плоскости на 1.5 мм в правую, по ходу автомобиля сторону, для уменьшения шума от перекладывания поршня от одной стенки гильзы к другой при изменении направления движения поршня.
Поршни устанавливаются в гильзы той же размерной группы с зазором 0.024-0.048 мм. Для обеспечения требуемого зазора поршни и гильзы разделены по диаметру на пять групп, обозначенных соответствующей буквой, которая выбивается на днище поршня и наносится на наружной поверхности нижней части гильзы.
Чтобы поршни работали правильно, они должны быть установлены в цилиндры в строго определенном положении. Для этого на одной из бобышек поршня имеется надпись «ПЕРЕД». В соответствии с этой надписью поршень указанной стороной должен быть обращен к передней части двигателя.
Поршневые кольца.
Компрессионные кольца отлиты из чугуна, верхнее — из высокопрочного чугуна, обладающего высокой упругостью, нижнее — из серого чугуна. Верхнее компрессионное кольцо работает в наиболее тяжелых условиях, при высоких температуре и давлении, а также при недостатке смазки. Для увеличения износостойкости его наружная поверхность, прилегающая к цилиндру, покрыта слоем хрома.
Наружная цилиндрическая поверхность нижнего компрессионного кольца покрыта слоем олова толщиной 0. 006-0.012 мм, что улучшает его приработку. На внутренней цилиндрической поверхности нижнего компрессионного кольца имеется выточка, благодаря которой новые кольца установленные на поршни несколько выворачиваются и соприкасаются с цилиндром только кромкой. Это ускоряет и улучшает приработку колец к зеркалу цилиндра.
006-0.012 мм, что улучшает его приработку. На внутренней цилиндрической поверхности нижнего компрессионного кольца имеется выточка, благодаря которой новые кольца установленные на поршни несколько выворачиваются и соприкасаются с цилиндром только кромкой. Это ускоряет и улучшает приработку колец к зеркалу цилиндра.
На поршень кольцо должно быть установлено выточкой кверху. Нарушение этого условия вызывает резкое возрастание расхода масла и дымление двигателя. Верхнее кольцо выточки не имеет.
Маслосъемное кольцо сборное. Оно состоит из двух стальных кольцевых дисков и двух стальных расширителей, осевого и радиального. Рабочая цилиндрическая поверхность, прилегающая к цилиндру, кольцевых дисков покрыта слоем хрома толщиной 0.080-0.130 мм. Высота компрессионных колец 2 мм, маслосъемного кольца в сборе — 4.9 мм. Замок колец прямой.
Поршневые пальцы.
Плавающего типа, они не закреплены ни в поршне, ни в шатуне. Изготовлены из низколегированной стали методом холодной высадки. Наружная поверхность пальца подвергнута углеродонасыщению на глубину 1-1.5 мм и закалена с нагревом ТВЧ до твердости 59-66 HRC. Наружный диаметр пальца 25 мм.
Наружная поверхность пальца подвергнута углеродонасыщению на глубину 1-1.5 мм и закалена с нагревом ТВЧ до твердости 59-66 HRC. Наружный диаметр пальца 25 мм.
Чтобы предупредить стук пальцев, их подбирают к поршням с минимальным зазором, допустимым по условиям смазки. Так как линейное расширение материала поршня примерно в 2 раза больше, чем у пальца, то при нормальной комнатной температуре палец входит в отверстия бобышек поршня с натягом.
К шатуну палец подбирается с зазором от 0.0045 мм до 0.0095 мм. Для удобства подбора пальцы, шатуны и поршни разделены на размерные группы. Точная величина массы пальца обеспечивается выдерживанием допусков на размеры при изготовлении. В поршне палец удерживается двумя стопорными кольцами, изготовленными из круглой пружинной проволоки диаметром 2 мм.
Шатуны.
Стальные кованые со стержнем двутаврового сечения. В поршневую головку шатуна запрессована тонкостенная втулка из оловянистой бронзы. Кривошипная головка шатуна разъемная. Крышка кривошипной головки крепится к шатуну двумя болтами со шлифованной посадочной частью. Болты крепления крышек и гайки шатунных болтов изготовлены из легированной стали и термически обработаны. Гайки шатунных болтов затягиваются определенным моментом и стопорятся герметиком.
Крышка кривошипной головки крепится к шатуну двумя болтами со шлифованной посадочной частью. Болты крепления крышек и гайки шатунных болтов изготовлены из легированной стали и термически обработаны. Гайки шатунных болтов затягиваются определенным моментом и стопорятся герметиком.
Крышки шатунов обрабатываются в сборе с шатуном и поэтому их нельзя переставлять с одного шатуна на другой. Для предотвращение возможной ошибки на шатуне и на крышке, на бобышке под болт, выбиты порядковые номера цилиндров. Они должны быть расположены с одной стороны. Кроме того, углубления в крышке и шатуне для фиксирующих выступов вкладышей также должны находиться с одной стороны.
В стержне шатуна у кривошипной головки имеется отверстие диаметром 1.5 мм, через которое производится смазка зеркала цилиндра. Это отверстие должно быть направлено в правую сторону двигателя, тоесть в сторону, противоположную распределительному валу. При правильной сборке цифра «24», выштампованная на средней полке стержня шатуна, а также выступ на крышке шатуна должны быть обращены к передней стороне двигателя.
Для обеспечения динамической уравновешенности двигателя суммарная масса поршня, поршневого пальца, колец и шатуна, устанавливаемых в двигатель, может иметь разницу по цилиндрам не более 12 грамм, что обеспечивается подбором деталей соответствующей массы.
По деталям разница в массе может быть следующей : поршни — 4 грамма, шатуны — 18 грамм, поршневые пальцы — 2 грамма. Для обеспечения вышеуказанной разницы в массах деталей в одном двигателе шатуны по массе разбиваются на четыре группы и должны подбираться для одного двигателя с разницей не более 5 грамм.
Коленчатый вал двигателя ЗМЗ-4021.
Отлит из высокопрочного чугуна, имеет пять опор, в сборе с маховиком и сцеплением динамически сбалансирован, допустимый дисбаланс не более 35 гсм. Диаметр коренных шеек 64 мм, шатунных — 58 мм. Шатунные шейки полые. Полости в шатунных шейках закрыты резьбовыми пробками и предназначены для дополнительной очистки масла, поступающего на шатунные шейки.
Масло к полостям шатунных шеек подводится по отверстиям в щеках вала из кольцевой канавки на вкладышах коренных шеек коленчатого вала. К коренным шейкам масло поступает по каналам в перегородках блока из масляной магистрали.
К коренным шейкам масло поступает по каналам в перегородках блока из масляной магистрали.
Осевое перемещение коленчатого вала ограничивается двумя упорными сталеалюминиевыми шайбами расположенными по обе стороны переднего коренного подшипника. Передняя шайба антифрикционным слоем обращена к стальной упорной шайбе на коленчатом валу, задняя шайба — к щеке коленчатого вала.
Передняя шайба удерживается от вращения двумя штифтами запрессованными в блок и крышку коренного подшипника. Выступающие концы штифтов входят в пазы шайбы. Задняя шайба удерживается от вращения своим выступом, входящим в паз на заднем торце крышки коренного подшипника. Величина осевого зазора составляет 0.125-0.325 мм.
На переднем конце коленчатого вала на шпонках установлены стальная упорная шайба, шестерня привода распределительного вала, маслоотражатель и ступица шкива коленчатого вала. Все эти детали стянуты болтом-храповиком, ввертываемым в передний торец коленчатого вала. Шпоночный паз в ступице шкива уплотняется резиновой пробкой. К ступице шестью болтами крепится шкив коленчатого вала, от которого двумя ремнями приводятся вспомогательные агрегаты : вентилятор, водяной насос и генератор.
К ступице шестью болтами крепится шкив коленчатого вала, от которого двумя ремнями приводятся вспомогательные агрегаты : вентилятор, водяной насос и генератор.
На шкиве смонтировано специальное устройство — демпфер, служащий для гашения крутильных колебаний коленчатого вала, благодаря чему, уменьшается шум и облегчаются условия работы шестерен привода распределительного вала. Демпфер состоит из чугунного диска, напрессованного через эластичную резиновую прокладку на цилиндрический выступ шкива коленчатого вала.
Передний конец коленчатого вала уплотнен резиновой манжетой с маслоотражателем, запрессованным в крышку распределительных шестерен. На маслоотражателе имеется отбортовка отводящая масло стекающее по стенке крышки. Для облегчения работы манжеты перед ней на коленчатом валу установлен еще один маслоотражатель. Надежная работа манжеты после переборки обеспечивается хорошей центровкой его по коленчатому валу.
Задний конец коленчатого вала уплотнен набивкой из асбестового шнура, пропитанного антифрикционным составом и покрытого графитом. Набивка заложена в канавку в блоке цилиндров и в специальном держателе, прикрепленном двумя шпильками к блоку. На шейке коленчатого вала под набивкой имеется микрошнек, а перед набивкой гребень, служащий для отбрасывания масла из зоны уплотнения. Стыки держателя уплотнены резиновыми прокладками Г-образной формы. В заднем торце коленчатого вала расточено гнездо для установки шарикоподшипника первичного вала коробки передач.
Набивка заложена в канавку в блоке цилиндров и в специальном держателе, прикрепленном двумя шпильками к блоку. На шейке коленчатого вала под набивкой имеется микрошнек, а перед набивкой гребень, служащий для отбрасывания масла из зоны уплотнения. Стыки держателя уплотнены резиновыми прокладками Г-образной формы. В заднем торце коленчатого вала расточено гнездо для установки шарикоподшипника первичного вала коробки передач.
Метки на шкиве коленчатого вала и диске демпфера ЗМЗ-4021.
На шкиве коленчатого вала нанесена одна метка, а на диске демпфера три метки, служащие для определения верхней мертвой точки и установки зажигания. Метка на шкиве и третья метка на диске демпфера должны находиться друг против друга. Взаимное смещение меток указывает на выход из строя демпфера. При совмещении с ребром-указателем на крышке распределительных шестерен третьей метки, по направлению вращения, на диске демпфера поршни первого и четвертого цилиндров находятся в верхней мертвой точке (ВМТ).
Вторая метка соответствует положению за 5 градусов до ВМТ и служит вместе с третьей меткой для установки зажигания на неработающем двигателе. Первая метка соответствует положению за 12 градусов до ВМТ и служит вместе со второй и третьей метками для контроля правильности установки зажигания на работающем двигателе.
Вкладыши.
Коренные и шатунные подшипники коленчатого вала состоят из тонкостенных взаимозаменяемых вкладышей, которые изготовлены из малоуглеродистой стальной ленты, залитой тонким слоем антифрикционного высокооловянистого алюминиевого сплава. Толщина коренного вкладыша 2.240-2.233 мм, а шатунного — 1.745-1.738 мм.
В каждом подшипнике установлено по два вкладыша. Осевому перемещению и проворачиванию вкладышей в постелях блока или в шатунах препятствуют фиксирующие выступы на вкладышах, входящие в соответствующие пазы в постелях блока или в шатунах.
Все коренные вкладыши имеют кольцевую канавку для непрерывного питания маслом шатунных шеек коленчатого вала. Посередине коренных вкладышей имеется отверстие, через которое подается масло к подшипникам из канала в постели блока. Отверстия в шатунных вкладышах совпадают с отверстиями в шатунах.
Посередине коренных вкладышей имеется отверстие, через которое подается масло к подшипникам из канала в постели блока. Отверстия в шатунных вкладышах совпадают с отверстиями в шатунах.
Для сохранения взаимозаменяемости и предупреждения ошибок при установке новых вкладышей на всех коренных и шатунных вкладышах сделаны отверстия. Ширина коренных вкладышей равна 25.5 мм, шатунных — 28.5 мм. Диаметральный зазор между шейкой и вкладышами составляет 0.020-0.073 мм для коренных и 0.010-0.063 мм для шатунных подшипников.
Маховик двигателя ЗМЗ-4021.
Отлит из серого чугуна и крепится к фланцу на заднем конце коленчатого вала четырьмя шлифованными болтами. Гайки болтов законтрены отгибной пластиной. На маховик напрессован зубчатый обод для запуска двигателя стартером. Перед сборкой с коленчатым валом маховик статически балансируют. К заднему торцу маховика шестью болтами прикреплено сцепление. На фланце кожуха сцепления и маховике выбита метка «О». При сборке двигателя обе метки должны быть совмещены, чтобы не нарушить балансировку коленчатого вала.
Похожие статьи:
| Наименование | Кол-во | Цена за ед. | Стоимость, ₽ |
|---|---|---|---|
|
Вал распределительный в сборе с постелью, для а/м ВАЗ 2101, кат. № 2101- 06008-00 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
2 891,36 |
2 891,36 |
|
Венец маховика двигатель 406, кат. ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
1 959,72 |
1 959,72 |
|
Водяной насос для 406 двигателя ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
1 994,01 |
1 994,01 |
|
Втулка распределительного вала двигатель 402, в комплекте 5 штук , кат. ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 компл |
290,90 |
290,90 |
|
Механизм замка левой двери кабины нового ообразца, для а/м Газель , кат. № 3302-6105485-00 ОКПД 34.30.20.990 Части и принадлежности для автотранспортных средств прочие |
3 шт |
1 007,91 |
3 023,73 |
|
Набор прокладок двигатель 402 ОКПД
34. |
1 компл |
420,23 |
420,23 |
|
Рамка фары левой для а/м ГАЗ 3302, кат. № 3302-8401549 ОКПД 34.30.20.990 Части и принадлежности для автотранспортных средств прочие |
1 шт |
5 371,16 |
5 371,16 |
|
Втулка амортизатора для а/м ГАЗ 3302, кат. ОКПД 34.30.20.950 Устройства подвески, кроме амортизаторов |
40 шт |
31,29 |
1 251,60 |
|
Выключатель аварийной сигнализации для а/м ГАЗ 3302, кат. № 245.3710-04 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
2 шт |
201,50 |
403,00 |
|
Клапан впускной / выпускной двигатель 406, кат. ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 компл |
2 654,48 |
2 654,48 |
|
Корзина сцепления лепестковая, в сборе с диском нажимным , двигатель 402, кат. № 1601090-04 ОКПД 34.30.20.650 Сцепления и их части |
1 компл |
7 749,56 |
7 749,56 |
|
Лист № 1 рессоры коренной усиленный, для а/м ГАЗ 3302, кат. ОКПД 34.30.20.950 Устройства подвески, кроме амортизаторов |
1 шт |
3 478,06 |
3 478,06 |
|
Мост диодный генератора 3 выхода, двигатель 406, кат. № БВО3-105-03 ОКПД 34.30.20.990 Части и принадлежности для автотранспортных средств прочие |
2 шт |
1 507,97 |
3 015,94 |
|
Муфта электромагнитная для а/м ГАЗ 3302 , ЕВРО 3 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
5 421,50 |
5 421,50 |
|
Привод трамблера для двигатель 421 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
1 599,41 |
1 599,41 |
|
Проводка моторного отсека моторного отсека для двигателя 4216 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 компл |
7 288,63 |
7 288,63 |
|
Ремонтный комплект рабочего цилиндра сцепления в сборе с поршнем и пыльником, для а/м ГАЗ 3110 ОКПД 34.30.20.670 Колеса рулевые, колонки рулевые и коробки рулевых механизмов |
1 компл |
76,28 |
76,28 |
|
Сальники клапанов двигатель 402, в комплекте 8 штук, кат. № 1007036-00 24 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 компл |
422,79 |
422,79 |
|
Толкатель клапана двигатель 402, в комплекте 8 штук кат. № 21.3906614 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 компл |
1 552,31 |
1 552,31 |
|
Амортизатор для а/м ГАЗ 3302, кат. № 2905004-00 ОКПД 34.30.20.510 Амортизаторы подвески |
6 шт |
1 328,29 |
7 969,74 |
|
Брызговик задний, шириной 23 см, в комплекте 2 штук, для а/м ГАЗ 3302 кат. № 33020-8511188-00 ОКПД 34.30.20.990 Части и принадлежности для автотранспортных средств прочие |
2 шт |
256,18 |
512,36 |
|
Вилка сцепления для а/м ГАЗ 3302, кат. № 3302.1601201-00 ОКПД 34.30.20.650 Сцепления и их части |
2 шт |
432,79 |
865,58 |
|
Втулка рессоры для а/м Волга, кат. № 13-2912028-00 ОКПД 34.30.20.950 Устройства подвески, кроме амортизаторов |
4 шт |
51,05 |
204,20 |
|
Крыльчатка вентилятора не менее 10 лопастей, для а/м ГАЗ 3302, кат. № 3302-1308010 ОКПД 34.30.20.990 Части и принадлежности для автотранспортных средств прочие |
2 шт |
602,23 |
1 204,46 |
|
Поршень диаметр 100,5 мм, двигатель УАЗ, в комплекте 4 штуки, кат. № 421-004018 ОКПД 34.30.11.120 Шатуны, поршни и кольца для двигателей внутреннего сгорания с искровым зажиганием |
1 компл |
7 772,11 |
7 772,11 |
|
Кожух вентилятора охлаждения для а/м ГАЗ 3302 с 402 двигателем, кат. №33021-1309011 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
313,32 |
313,32 |
|
Подшипник 203 ОКПД 34.30.20.990 Части и принадлежности для автотранспортных средств прочие |
1 шт |
87,76 |
87,76 |
|
Сальники коленчатого вала двигатель 406, задний кат. № 406-1005160 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
702,61 |
702,61 |
|
Сальники коленчатого вала двигатель 406, передний кат. № 406-1005034 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
54,71 |
54,71 |
|
Вал распределительный двигатель 402 , кат. № 402-1006015-20 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
5 030,25 |
5 030,25 |
|
Вкладыши шатунные двигатель 402, ремонтный размер 0,75 мм, в комплекте 8 штук , кат. № 24 -1000104-ДР ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 компл |
498,72 |
498,72 |
|
Втулка амортизатора заднего, для а/м ВАЗ 2101, кат. № 2101-2906231 ОКПД 34.30.20.950 Устройства подвески, кроме амортизаторов |
1 компл |
99,56 |
99,56 |
|
Лонжерон пола передний левый для а/м ГАЗ 3302, кат. № 3302-5101023-10 ОКПД 34.30.20.990 Части и принадлежности для автотранспортных средств прочие |
1 шт |
9 754,12 |
9 754,12 |
|
Ролик механизма натяжения ремня ЕВРО 3, кат. №1308080 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
3 шт |
377,59 |
1 132,77 |
|
Стеклоподьемник передний левый для а/м ГАЗ 3302 ОКПД 34.30.30.910 Части и принадлежности кузовов (включая кабины), не включенные в другие группировки |
1 шт |
666,27 |
666,27 |
|
Трос стояночного тормоза в комплекте: боковой трос 2 штуки, для а/м ГАЗ 3302, кат. № 3508800-00 3302 ОКПД 34.30.20.250 Тормоза и сервотормоза (системы тормозные с сервоусилителем) и их части (кроме накладок тормозных смонтированных) |
3 компл |
1 220,99 |
3 662,97 |
|
Уплотнитель двери сдвижной дла а/м ГАЗ 3302 кат. № 6107126-3302 ОКПД 34.30.20.990 Части и принадлежности для автотранспортных средств прочие |
3 шт |
704,41 |
2 113,23 |
|
Фильтр воздушный двигатель 406, ЕВРО 3, кат. № 3302-1109010-99 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
2 шт |
579,39 |
1 158,78 |
|
Фильтр масляный двигатель 406, кат. № 406-1012005 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
276,38 |
276,38 |
|
Шайба осевого смещения коленчатого вала заднее 1 ушко, двигатель 402, ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
2 шт |
160,06 |
320,12 |
|
Шаровая опора верхняя, для а/м Волга, кат. № 3110.290409201 ОКПД 34.30.20.950 Устройства подвески, кроме амортизаторов |
1 шт |
811,95 |
811,95 |
|
Шаровая опора нижняя, для а/м ВАЗ 2101, кат. № 2101-2904082 ОКПД 34.30.20.950 Устройства подвески, кроме амортизаторов |
4 шт |
434,33 |
1 737,32 |
|
Шатун двигателя двигатель 421, 100 л.с. ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
4 шт |
2 526,67 |
10 106,68 |
|
Шестерня распределительного вала текстолитовая, двигатель 4216, кат. № 004216-00-1006020-000 ОКПД 34.30.11.190 Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки |
1 шт |
886,21 |
886,21 |
|
Щеткодержатель генератора для а/м Газель с 406 двигателем, кат. №70.5205300 ОКПД 34.30.20.990 Части и принадлежности для автотранспортных средств прочие |
4 шт |
834,42 |
3 337,68 |
 № 406-1005125-00
№ 406-1005125-00 № 402-1006024
№ 402-1006024 30.11.190
Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки
30.11.190
Части для двигателей внутреннего сгорания с искровым зажиганием прочие, не включенные в другие группировки № 24-2915432
№ 24-2915432 № 406-1007010/кат. № 406-1007012
№ 406-1007010/кат. № 406-1007012 № 3302-2912100-01
№ 3302-2912100-01Переборка двигателя ГАЗ-24 ЗМЗ-24Д
Переборка двигателя ГАЗ-24 ЗМЗ-24Д
Переборка двигателя Волги ГАЗ-24 - достаточно трудоемкий и ответственный процесс, но нельзя сказать, что он до такой степени сложный, что любой технически грамотный человек не в состоянии его осуществить в гаражных условиях. Самостоятельная переборка двигателя возможна! Если у Вас есть место (гараж), время (дней пять), элементарные технические навыки, стандартный набор инструментов, включая хорошие торцевые ключи и, что самое главное, желание отремонтировать двигатель самому — смело приступайте к работе. Перед этим, разумеется стоит изучить устройство двигателя ЗМЗ-24Д.
Перед началом реморнта оцените, сколько материальных средств потребует самостоятельный ремонт двигателя. Итак, минимум что вам потребуется, это покупка поршневой группы (поршни, кольца, гильзы), покупка или шлифовка на заводе коленчатого вала, и покупка более мелких деталей - вкладышей, прокладок, сальников и так далее. Максимум, что Вам грозит — добавить к этому списку распредвал со втулками, восемь клапанов, шатуны с поршневыми пальцами, водяную помпу и маслонасос. В любом случае Вы уложетесь с большим запасом в минимальную сумму, которую с Вас бы взяли в сервисе за переборку двигателя.
Что бы ни было с Вашим двигателем, перед тем, как покупать к нему запчасти, разберите его, оцените его состояние и составьте список всего необходимого.
Перед тем, как начать переборку, необходимо снять двигатель с машины. Но перед тем, как это делать, постарайтесь убедиться, действительно ли неисправность двигателя потребует его полной разборки. Если проблема только с головкой или клапанами, можно обойтись без снятия и разборки двигателя.
Разборка двигателя (рис2)
Итак, двигатель снят, установлен на рабочее место. Желательно снять с него все навесные агрегаты, промыть их и осмотреть. Но если Вы хотите сократить время ремонта, снимайте только то, что Вам мешает. Без особых проблем с двигателя снимаются карбюратор, генератор, стартер, корпус масляного фильтра и его масляная трубка, бензонасос, распределитель зажигания и привод распределителя. Из всего перечисленного в обязательном порядке нужно снять распределитель с приводом и бензонасос.
Теперь нужно снять головку блока. Снятую головку осмотрите, счистите нагар с камер сгорания, снимите клапана и оцените их состояние. При необходимости нужно притереть клапана или заменить их. При замене клапанов на новые так же требуется притереть их к седлам. Замените маслосъемные колпачки и установите клапана на место. Теперь головку можно отложить до сборки двигателя и приступить к блоку цилиндров.
Посля снятия головки отвинчиваем два болта с левой стороны двигателя и снимаем крышку коробки толкателей. Нам открывается доступ к восми толкателям (13) (рис2). Вынимаем толкатели, так как при переворачивании двигателя они выпадут из своих гнезд.
Далее двигатель нужно будет перевернуть и установить на ровную поверхность шпильками вниз. Чтобы не попортить заход резьбы, на концы шпилек можно навернуть гайки.
Теперь снимаем масляный картер и крышку картера сцепления. Нам открывается доступ к коленчатому валу (26) (рис2). Наша задача его снять. Для этого надо снять все, что этому мешает.
Для снятия коленчатого вала с него необходимо снять шкив привода ремней генератора (28) (рис2). Сначала отвинчиваем гайку крепленяи шкива с храповиком для заводной рукоятки (29). Чтобы при этом коленвал не проворачивался, удерживаем маховик (16) монтировкой за его зубья. Теперь нам потребуется трехлапый съемник. Такого типа съемники можно без проблем купить на рынке или в магазине запчастей. Представляет из себя три лапы с захватами, а посередине упорный болт. Тип съемника роли не играет, лишь бы размеры лап позволяли ухватиться захватами за шкив. Надеваем захваты съемника на шкив, центральный болт упираем в центр оси коленвала, вращаем болт и снимаем шкив.
Теперь отвинчиваем болты крепления крышки коробки шестерен газораспределительного механизма (43) и снимаем крышку вместе с передним сальником (36) с коленвала.
Точно так же с помощью съемника спрессовывается с коленвала ведущая шестерня (27) газораспределительного механизма. Сделать это можно и позднее.
Далее снимаем привод распределителя зажигания и маслонасос.
Шестигранным ключем отвинчиваем крепление крышки заднего набивного сальника (22) и снимаем ее.
Отвинчиваем восемь гаек (59) крепления крышек шатунных вкладышей (58), снимаем крышки и отсоединяем шатуны от коленвала. При этом следует учесть, что крышки шатунов невзаимозаменяемы, их надо пометить, так как путать их нельзя.
Теперь отвинчиваем 10 болтов крепления крышек коренных подшипников и снимаем крышки. Крышки так же невзаимозаменяемы, путать их нельзя.
Наконец, коленвал можно снять с двигателя в сборе с маховиком и сцеплением. Теперь совсем несложно отвинтить корзину сцепления и маховик от коленчатого вала.
Далее вытаскиваем из цилиндров поршни (50) в сборе с шатунами (55).
Отворачиваем два болта крепления и вынимаем распредвал (14) в сборе с ведомой шестерней (9).
Теперь переворачиваем блок цилиндров и снимаем гильзы (63). Гильзы как правило снимаются без особых усилий. Достаточно слегка поддеть гильзу за буртик и она свободно выходит из своего гнезда в блоке.
Итак, двигатель разобран. Осталось осмотреть состояние его деталей и промыть бензином те из них, которые не планируется выбрасывать.
Оценка состояния и замена деталей двигателя (рис2),(рис4)
Первое, что следует осмотреть, это коленчатый вал. Как правило основной дефект, приводящий к переборке двигателя, это стук коленвала, или даже его заклинивание. При большом износе двигателя падает давление масла, подводимого к шейкам коленвала, которые вращаются в сталеаллюминиевых вкладышах (25) (рис2), а нагрузка на вкладыши, вследствие увеличенных зазоров и биения, возрастает. При этом на шейке и вкладышах образуются задиры, вкладыши начинают греться. При крайнем недостатке масла в подшипнике температура быстро повышается, а сила трения резко возрастает. В результате вкладыши могут провернуться в своем гнезде, или расплавиться и привести к заклиниванию двигателя.
Если коленвал имеет дефекты, Вы их сразу увилите. Это будут либо задиры на шейках, либо сплавившиеся вкладыши, обхватившие шейку. Если задиры неглубокие, а коленвал ранее не ремонтировался, он подлежит ремонту. Ремонт коленвала производится путем шлифования шеек до ремонтного размера. Отшлифовать вал можно в сервисе, на заводе, или в фирме, которая специально занимается шлифовкой коленвалов. Если задиры слишком глубоки или вал уже шлифовался, или цены на шлифовку, которые Вам предлагают соизмеримы со стоимостью нового вала, лучше купить новый коленвал. Благодаря совместимости валов ЗМЗ-24Д и ЗМЗ-402 Вы легко найдете новый вал в любом магазине. Если вы будете ставить новый коленвал, Вам не придется искать вкладыши ремонтных размеров, вы просто купите стандартные шатунные и коренные вкладыши, которые есть в любом магазине.
Если Вы решили отдать вал в шлифовку, его надо подготовить. Нужно шестигранным ключем вывинтить все заглушки из вала и тщательно прочистить и промыть бензином полость вала от остатков старого масла. Если вал долго работал, часть полости может быть плотно забита спрессованной грязью, что могло быть причиной прекращения подачи масла к шейкам вала и выхода его из строя. Подшипник первичного вала коробки передач, запрессованный в задний конец вала можно оставить. В любой конторе, где шлифуют валы, есть съемник, с помощью которого его можно снять. При сборке двигателя в любом случае надо будет ставить новый подшипник, как в новый вал, так и в ремонтный.
После шлифовки вала, когда Вы узнаете, до какого ремонтного размера удалось отшлифовать шатунные и коренные шейки, надо будет найти и купить вкладыши указанного ремонтного размера. Ремонтные размеру указываются в миллиметрах. Например, +1.0 — это вкладыш под шейку, имеющую диаметр на миллиметр меньше стандартного.
Теперь осмотрим поршневую группу (рис2). Хотя если вы не собираетесь продавать машину, можно не осматривать, а сразу купить новую. Если гильзы (63) имеют задиры, поршневую группу однозначно надо менять. Если состояние гильз внешне нормальное а Вы все же решили сэкономить, снимите кольца (49) с поршней (они то точно уже не понадобятся) и проверьте зазоры между поршнями и гильзами. Если поршень не тормозится, а падает в гильзе, болтается в ней, поршень, а быть может и гильзу, пора менять. Если нет (что маловероятно на двигателе, прошедшем хотя бы тысяч 100 км), то достаточно поменять только кольца.
Ели решили поставить новую поршневую группу (что во всех случаях вполне оправдано) вам нужно купить комплект из четырех гильз (63), четырех поршней (50), комплекта поршневых колец (49) и медных колец-уплотнителей (61), которые устанавливаются между гильзой и блоком. При покупке сразу проверьте, как поршни ходят в гильзах. Они должны слегка подтормаживаться, но не застревать. В идеальном комплекте гильза-поршень (который находится не всегда) поршень, установленный в гильзу медленно опускается под своим весом. Если поршень висит под своим весом, и сдвигается легким нажатием, или опускается быстро, но не падает, такие комплекты тоже можно ставить. Недопустимо, если поршень сильно тормозит в цилиндре, или наоборот падает.
Следующим осматриваем распредвал (14) (рис2). Он реже выходит из строя. Но если распредвал или его втулки (15) сильно изношены, это приведет к падению давления масла в двигателе. Осмотрите внешне шейки распредвала. Шейки должны быть гладкие, без задиров, без заметных следов износа. На кулачках распредвала так же не должно быть большого износа. Если распредвал внешне нормальный, попробуйте оценить его биение во втулках. Если биения выявить не удалось, а состояние втулок нормальное, распредвал и втулки можно оставить старые.
Если есть подозрения в состоянии распредвала и втулок, придется поменять распредвал и/или втулки. При этом надо подобрать оправки с диаметрами, равными диаметрам втулок, и выбить втулки через оправки, или сперссовать их на прессе. Затем нужно запрессовать новые втулки ударами через оправки или на прессе. При этом нужно обеспечить совпадение отверстий для подвода масла во втулке и блоке. Новые втулки имеют меньший диаметр, поэтому после установки их нужно развернуть до диаметров шеек распредвала специальной разверткой.
Далее осматриваем шатуны (55) и поршневые пальцы (54) (рис2). Если поршневой палец в головке шатуна имеет малейший люфт, шатун с пальцем нужно заменить, тем более что они не очень дорого стоят. То же стоит сделать, если проворачивались шатунные вкладыши и попортили гнездо в шатуне.
Маслонасос стоит разобрать и оценить состояние шестерен (31,32) (рис4). Если износ небольшой, насос можно оставить, тем более что новый насос найти будет чрезвычайно сложно, он несовместим с ЗМЗ-402. Можно уменьшит толщину прокладки под крышкой шестерен насоса (30), чтобы уменьшить боковой зазор между шестернями и стенками. Проверьте, не заклинивает ли пошень редукционного клапана (33). Этот клапан должен сбрасывать излишенее давление масла (более 2-4 атмосфер), перепуская часть масла обратно в картер.
Собственно на этом можно закончит осмотр, промыть все исправные узлы бензином и составить список тех деталей, которые надо будет купить. Не забудьте включит в этот список новые сальники и прокладки.
После того, как все необходимое будет приобретено, можно приступать к сборке двигателя.
Промывка деталей
Перед сборкой двигателя необходимо тщательно промыть бензином все детали, которые с него снимались. В том числе промыть нужно и сам блок. Сделать это можно так. Если есть поддон, на который может стекать бензин, положите блок на поддон. Если нет, положите блок на подставке вне гаража. Удалите старую набивку сальника и закоксовавшуюся грязь отверткой. Затем промойте блок тряпкой смоченной в бензине. Окончательная промывка производится распыленной струей бензина. Если у соседа по гаражу нет компрессора с распылителем бензина, возьмите старый ручной насос для накачки шин. Вынтье поршень, залейте в него бензин, и вновь установите поршень на насос. Сожмите отверстие шланга (без штуцера для накачки) и давите на поршень насоса, расрыляя струю бензина на блок. Промытый блок подсушите струей воздуха и приступайте к сборке, расположив перевернутый блок на шпильками вниз на ровной чистой поверхности.
Установка коленчатого вала (рис2)
Перед тем, как устанавливать коленвал, нужно запрессовать в задний торец вала подшипник первичного вала коробки передач. Заложите в паз смазку Литол и запрессуйте подшипник легкими ударами молотка через оправку. Запрессовывать подшипник надо до упора.
Теперь установите новые вкладыши (25) (рис2) в гнезда коренных подшипников на блоке и в их крышках. Вкладыши имеют ключ, который должен вставляться в паз в гнезде. Установленные вкладыши надо смазать свежим моторным маслом.
Теперь придется повозиться с набивкой заднего сальника (23). Отрежте от асбестового шнура набивки, который продается в любом магазине, два кусочка нужной длины с запасом в 3-4 сантиметра. Аккуратно вложите один кусок шнура в канавку на блоке, а другой кусок в канавку на крышке сальника (22).
Вращательными движениями крышки сальника вокруг шейки сальника на коленчатом валу спрессуйте и притрите шнур в крышке к поверхности коленвала. После этого возьмите острый нож и аккуратно отрежте излишки шнура заподлицо с торцом крышки сальника.
Аккуратно вложите в блок коленчатый вал, предварительно смазав шейки коренных подшипников моторным маслом. Вращательными лвижениями вала спрессуйте и притрите шнур в блоке к коленчатому валу. Затем острым ножом аккуратно отрежте излишки шнура заподлицо с торцом канавки в блоке.
Далее установитье крышку сальника (22) (рис2) и по немногоу подворачивая болты ее крепления все время проворачивайте коленвал до тех пор, пока болты не будут затянуты до конца. Если вал будет подклинивать, отпускайте болты, опять проворачивайте вал и снова затягивайте. Добейтесь, чтобы вал вращался в затянутом сальнике более-менее свободно. Затем снимите крышку сальника.
Набивной сальник в двигателях ЗМЗ-24Д и ЗМЗ-402 является постоянным источником утечки масла. Для уменьшения утечки некоторые автолюбители советуют использовать не штатный шнур набивки, а набивку от Мерседеса (модель 210, кузов 126, двигатель 110, каталожный номер A0019971241). Это черное блестящее кольцо, разрезанное с одной стороны, имеет форму трапеции. Утечка масла из него меньше, чем у штатной набивки. Так же некоторые профессионалы нарезают на коленвалу перед сальником винтообразную канавку - маслогонную резьбу. При вращении коленвала маслогонная резьба отбрасывает масло от сальника.
Выньте из блока коленвал, и еще раз проверьте, не забыли ли вы ввернуть все заглушки полости коленвала. Отсутствие хотя бы одной заглушки придведет к моментальному выходу из строя нового коленвала. Подтяните заглушки шестигранным ключем.
Приверните к коленвалу (26) маховик (16) (рис2). В принципе можно сразу установить на нем и корзину сцепления, а можно это сделать и позже. Установите коленвал в блок. Установите упорные вкладыши, ограничивающие перемещения вала вдоль оси. Установите на место крышки коренных подшипников со вставленными в них вкладышами (25), так же смазанными моторным маслом. Слегка приверните гайки крепления крышек коренных подшипников. Поставьте на место крышку заднего сальника (22) и приверните ее болтами, проворачивая коленвал, но не доворачивайте болты до конца.
Следующий этап наиболее ответственный. Нужно поочередно по немногу и равномерно подтягивать гайки крепления крышек коренных подшипников, одновременно проворачивая коленвал. При этом нужно не допускать перекосов и подклиниваний вала. В случае подклинивания вновь приотвернуть крышки, повращать вал и опять понемногу затягивать гайки. Все крышки должны затягиваться примерно с одинаковым усилием. Необходимо добиться, чтобы при окончательном затягивании гаек крепления крышек коленвал можно было проворачивать руками за маховик, хотя бы и с очень большим усилием.
В заключение необходимо установить на место ведущую шестерню ГРМ (27) (рис2). Вставьте в паз на валу направляющий ключик, который Вы сняли, когда спрессовывыли шестерню, отцентрируйте шестерню и легкими ударами поставьте на место.
Установка распредвала (рис2)
Если состояние распредвала позволило не менять ни вал, ни его втулки, установка распредвала предельно проста. Вы привинчиваете к распредвалу (14) (рис2) ведомую шестерню (9) ГРМ, устанавливаете распредвал в его втулки (15), и при этом следите, чтобы метка «0» на ведущей шестерне (27) газораспределительного механизма совпала с меткой на ведомой шестерне (9). Если Вы неправильно установите метки, фазы газораспределения будут расположены неверно, и двигатель не будет правильно работать.
Если Вы решили заменить втулки или распредвал вместе со втулками, то еще до установки коленвала и окончательной промывки блока нужно установить новые втулки (15) (рис2) и развернуть их. Втулки запрессовываются ударами через оправки нужного диаметра, или на прессе. При запрессовывании новых втулок нужно следить, чтобы отверстия во втулках совпали с отверстиями для подвода масла в блоке. Новые втулки имеют внутренний диаметр меньше, чем диаметр шеек распредвала. Поэтому после установки втулок их разворачивают до диаметров шеек распредвала специальной разверткой. Если у Вас нет такой развертки, и никто Вам не одолжит, придется прибегнуть к помощи специалистов.
Сборка поршней с шатунами (рис2)
Перед тем, как поршень (50) (рис2) устанавливать в цилиндры, нужно собрать его вместе с шатуном (55) и поршневым пальцем (54). Поршневой палец должен входить в отверстие в головке шатуна с небольшим натягом, но ни в коем случае не должен больаться. В отверстия в пошне палец впрессовывается с усилием, после нагрева поршня.
Перед запрессовкой поршневого пальца, поршень с шатуном нужно правильно сориентировать относительно друг друга.. В нижней головке шатуна (55) (рис2) есть отверстие, через которое масло разбрызгивается на стенки цилиндра. Чтобы правильно сориентировать шатун, расположите поршень надписью «Вперед» к себе (или надписью «Назад» от себя), а шатун разверните так, чтобы отверстие в нижней головке располагалось слева, и в этом положении вводите верхнюю головку шатуна в поршень.
Поршневой палец (54) (рис2) запрессовывают, предварительно нагрев поршень до 70 градусов. В гараже это можно сделать, положив поршень на электрокамин. Палец и втулки в шатуне и поршне перед установкой смазывают моторным маслом. Сначала палец устанавливается в одно из отверстий на поршне и слегка в него запрессовывается. Для запрессовки используют приспособление, которое обычно трудно найти, или просто легко постукивают по поршневому пальцу молотком. Если используется молоток, поршень при этом нужно держать через руковицу в руке, чтобы избежать его деформации при ударах. Затем в соответствии с правильной ориентировкой в поршень вводят верхнюю головку шатуна. Продолжаем впрессовывать палец, чтобы он вошел во втулку головки шатуна и во второе отверстие на поршне. Окончательно допрессовываем палец через оправку. Все это надо делать достаточно быстро, чтобы поршень не успел остыть. По окончании впрессовывания пальца вставляем в канавки колечки (53), фиксирующие палец.
Теперь надеваем на поршень поршневые кольца (49) (рис2). Делать это нужно очень осторожно, так как кольца очень хрупкие и легко ломаются. Сначала устанавливаем нижние кольца, потом верхние. Кольцо осторожно раздвигается и надевается на поршень, сначала одной стороной потом постепенно олевается полностью и перемещается в ту канавку, в которой оно должно стоять. Поломать кольцо с непривычки легко, поэтому будет нелишним, если Вам удастся купить запасные кольца.
Сначавло ставится разборное маслосъемное кольцо (в нижнюю канавку), состоящее из четырех деталей. Сначала ставится радиальный расширитель (кольцо с прорезями), потом нижний кольцевой диск, потом осевой расширитель (зубчатообразное кольцо) и в заключение верхний осевой диск.
Вторым ставят нижнее компрессионное кольцо (в среднюю канавку). Нижнее компрессионное кольцо (52) (рис2) имеет выточку на внутренней поверхности. Ставить его надо так, чтобы выточка располагалась сверху.
Последним ставят верхнее коомпрессионное кольцо (без выточки) (51) (рис2) в верхнюю канавку на поршне.
Компрессионные кольца в канавках надо повернуть так, чтобы стыки поршневых колец смотрели в противоположные стороны. Стыки дисков маслосъемного кольца должны так же смотреть в разные стороны, а стыки расширителей — под углом 90 градусов относительно стыков дисков.
Установка поршневой группы (рис2)
Для установки гильз (63) (рис2) в гнезда блока нужно установить двигатель в нормальное положение, то есть шпильками вверх. На нижнюю часть гильз надеваем медные колечки (61), которые будут герметизировать картер двигателя от водяной рубашки. Вставляем гильзу с надетым медным кольцом в гнездо блока, ориентируя ее таким образом, чтобы метка группы на нижней центрирующей части гильзы была расположена поперек блока. Если гильза заходит в гнездо без натяга и может выпасть при переворачивании блока, ее надо закрепить, надев на шпильку широкую шайбу и закрепив ее через проставку гайкой.
После установки гильз, собранные поршни (50) (рис2) с кольцами и шатунами устанавливаются в гильзы с верхней стороны блока. При этом надпись «Назад» на поршне должна смотреть в сторону картера сцепления, а надпись «Перед», если таковая имеется, соответственно в противоположную сторону.
Снимите с шатуна крышку (58) (рис2), установите вкладыши (57) и смажте их моторным маслом.
Сначала в цилиндр осторожно опускается шатун. Затем, когда поршень входит в цилиндр, поршневые кольца дожны быть сжаты цилиндрическим приспособлением, обжимкой, или просто двумя отвертками. Если Вы не используете приспособлений, устанавливайте поршни вдвоем. Поочередно сжимайте отвертками каждое из колец, а Ваш помощник при этом должен слегка давить сверху на поршень. Если давить сильно, кольцо сломается. Так же может сломаться слеедующее кольцо, если после установки очередного кольца поршень резко сместится вниз. Поэтому либо устанавливайте поршни осторожно и не торопясь, либо найдите обжимку или съемник.
После того, как все поршни вставлены, нужно перевернуть блок шпильками вниз, или положить его на бок. Шатуны присоединяются к коленчатому валу поочередно.
Установите коленчатый вал (26) (рис2) в положение, соответствующее нижней мертвой точке первого цилиндра. Подтяните нижнюю головку шатуна первого цилиндра к шатунной шейке коленчатого вала. Смажте шейку моторным маслом и соедените шатун с валом, установив крышку шатуна (58). Вкладыши должны быть уже установлены. Предварительно подтяните гайки крышки шатуна, и проверните коленвал.
Теперь нужно понемногу равномерно подтягивать гайки крепления крышки шатуна, одновременно проворачивая коленвал. При этом нужно не допускать подклиниваний вала. В случае подклинивания вновь приотвернуть крышку, повращать вал и опять понемногу затягивать гайки. Необходимо добиться, чтобы при окончательном затягивании гаек крепления крышки шатуна коленвал можно было проворачивать руками за маховик, хотя бы и с очень большим усилием.
Те же операции необходимо произвести для установки остальных трех поршней.
Завершение сборки двигателя (рис2)
Распредвал, коленвал и поршневая группа уже на месте. Теперь выпрессовываем старый передний сальник (36) (рис2) коленвала из крышки шестерней ГРМ (43) и запрессовываем туда новый сальник. Одеваем на крышку новую прокладку, продеваем передний конец коленвала через сальник и привинчиваем крышку шестерней ГРМ к блоку. При этом надо следить за центровкой сальника, во избежание его быстрого износа.
Устанавливаем на место маслонасос.
Ставим новую прокладку и устанавливаем масляный картер, обеспечивая равномерное прижатие прокладки. Ставим на место крышку картера сцепления.
Теперь осторожно переворачивам двигатель в штатное положение.
Устанавливаем толкатели (13) (рис2) в свои гнезда, донышком вниз. Устанавливаем на новую прокладку крышку коробки толкателей.
Устанавливаем головку блока цилиндров, которая была заранее собрана и на двигатель. Устанавливаем ось коромысел (5) (рис2) с коромыслами (6) в сборе. Регулируем клапана и закрываем крышку головки блока.
Устанавливаем на место бензонасос.
Устанавливаем на место привод распределителя зажигания. При этом можно совершить грубую ошибку, так как если установить вал привода распределителя в неверное положение, зажигание будет установлено неверно и двигатель не заведется. Для того, чтобы поставить привод распределителя правильно, сначала установите первый цилиндр в верхнюю мертвую точку при закрытых клапанах. Затем поверните валик привода так, чтобы паз под вал распределителя был параллелен блоку, и смещен от центра оси валика в сторону от блока. Смещение паза относительно центра не позволяет устанавливать вал распределителя в произвольное положение. Теперь поверните валик привода на 45 градусов по часовой стрелке, и устанавливайте привод на место. После установки валик привода вновь должен занять такое положение, при котором паз параллелен блоку, а смещение паза направлено от блока.
Теперь устанавливаем распределитель зажигания.
Ставим на место генератор и стартер, если Вы их снимали.
Двигатель собран. Теперь можно приступить к установке двигателя. После установки двигателя на машину необходимо провести первичную обкатку двигателя.
В заключение отметим, что кроме установки гильз, переборка двигателя ЗМЗ-402 автомобилей ГАЗ-2410, ГАЗ-31029 и карбюраторной ГАЗ-3110 практически ничем не отличается от вышеописанной.
Обкатка двигателя
После того, как двигатель собран и установлен на машину нужно произвести его первичную обкатку.
Для обкатки двигатель надо подготовить. Необходимо залить в картер двигателя и коробку передач свежее масло. Затем следует вывинтить свечи и залить в каждый цилиндр несколько грамм моторного масла. Отсоедините провод от первичной обмотки катушки зажигания или от прерывателя, так как обкатывать надо двигатель без свечей, но со включенным зажиганием.
Теперь нужно найти знакомого, который согласится покатать Вашу машину на веревке.
Подцепляем тросом Вашу машину к машине-буксиру и выезжаем на дорогу. Дорога, по которой Вы собираетесь обкатывать двигатель, не должна быть пыльной, так как обкатка производится с вывинченными свечами и пыль может попасть в цилиндры. Перед выездом проверьте, работают ли тормоза.
Включите зажигание, чтобы можно было контролировать давление масла. Включите третью передачу и плавно отпустите сцепление. При этом коленвал должен начать вращаться. Если он не вращается, а задние колеса пробуксовывают, значит двигатель был собран неправильно и коленвал подклинивает. Если это произошло, лучше оставить бесплодные попытки сдернуть вал с разгону, так как это приводит только к поломк редуктора или полуосей.
Сразу после начала вращения коленвала проверьте по прибору давление масла. Оно должно быть в пределах от двух до четырех атмосфер. Если давление отсутствует, немедленно выключите передачу, и дайте сигнал буксирующему автомобилю остановиться. Лучше потратить время на выяснение причин отсутствия давления (даже если это просто отказ датчика), чем на повторную переборку двигателя.
Если давление масла есть продолжайте движение, заметив километраж по спидометру. Проехать нужно не менее двух километров, а вообще чем больше, тем лучше.
Когда первичная обкатка закончится, установите на место свечи, восстановите цепь зажигания и заводитесь стартером. Если не удастся завестись, проверьте, в правильной ли последовательности подсоединены провода зажигания, верно ли установлен угол опережения зажигания, есть ли искра, есть ли бензин в карбюраторе. Попробуйте завестись с буксира. Если зажигание нормальное, бензин есть, карбюратор не засорен, фазы газораспределения и зазоры в клапанах установлены правильно - двигатель должен завестись.
Сразу после пуска не давайте двигателю больших оборотов. Прогрейте двигатель на оборотах ниже среднего и проверьте, правильно ли работает система охлаждения. После 15 минут работы на холостом ходу можно делать первый выезд.
Первую тысячу километров после переборки двигатель нельзя сильно нагружать и давать ему максимальные обороты. Желательно не превышать скорость 80 км/ч.
После тысячи нагрузки можно несколько увеличить, но на предельные режимы работы можно выходить только после 5000 км пробега. Помните, что от того, как была проведена приработка двигателя, зависит долговечность его работы.
В разделе использованы рисунки с сайта ГАЗ-2456
ГАЗ-24 — страница любителей классической Волги
Ремонт ГАЗ-24 — ремонт Волги своими руками.
Copyright© V.Bulkin E-mail: long-vehicle.narod.ru
Постройте Big-Block Chevy Power для улиц с модификациями двигателестроения
Среди хот-роддеров есть старая поговорка, которая до сих пор актуальна: замены водоизмещению нет. Спросите любого владельца Corvette, особенно тех, кто владеет ранними крупнокалиберными автомобилями. Да, нет ничего лучше, чем сиденье «штанов» от раннего 396-го, или, еще лучше, слишком отталкивающего 454-го. Сегодняшние двигатели вырабатывают безумное количество мощности при меньшем количестве кубических дюймов; тем не менее, ничто никогда не заменит ощущения и истинной тяги задней части, полученной от потрясающей мощи больших блоков Corvette.Мы говорим о том глубоком хриплом реве крупнокалиберных 396-, 402-, 427- или 454-дюймовых Chevy вместе с сейсмическим крутящим моментом. И если вы осмелитесь выйти за пределы 454 кубических дюймов, огромное количество кубических дюймов на 500+ кубических дюймов, доступных от GM Performance в сочетании с пакетом Scat Stroker, просто поражает.
Большой блок Chevy Mark II впервые был замечен в феврале 1963 года в Дейтоне, когда избранная группа гонщиков серийных автомобилей Chevy, в которую входили Джуниор Джонсон и Джонни Резерфорд, вошла в высокие банки на автомобилях, оснащенных тем, что сегодня известно как «Тайна». Motor », на котором также участвовали легендарные Смоки Юник, Рэй Фокс и Буббер Фарр.Помимо коленчатого вала, таинственная мельница с большим блоком 427ci не имела ничего общего с двигателями 348 и 409ci, которые он заменил. Модель 427 была автономной электростанцией, которая должна была дать начало новому поколению невероятных больших блоков Mark IV, V и VI Bow Tie с большим рабочим объемом.
Внутри компании Chevrolet большие блоки Mark I «W» серий 348 и 409ci стали длинными в зуб, что свидетельствует о том, что Bow Tie готовится к чему-то новому с потенциалом большей мощности. К тому времени, когда мотор 427 mystery появился в Дайтоне, он был известен как Mark II, заменив большие блоки серии W на суперскоростной трассе.Легендарный съемник пней 409ci серии «W» был доступен до 1965 года в качестве RPO, в то же время, когда был представлен большой блок Mark IV 396ci. Вы могли получить 409 в полноразмерном Chevy или вы могли получить 396, который также был вариантом Z-16 с большим рабочим объемом для Chevelle. Это самое лучшее время, чтобы выжить и заработать деньги на новый маслкар.
Большой блок Z-11 RPO Mark II 427ci с диаметром отверстий 4,3125 дюйма и ходом поршня 3,650 дюйма был настоящим гоночным двигателем, созданным исключительно для серийных гонок, хотя некоторые применяли его и для дрэг-рейсинга.Он никогда не был предназначен для дрэг-рейсинга или уличных гонок, вопреки популярному фольклору. Что сделало Mark II 427 победителем, так это его консервативный ход и огромные отверстия, которые сделали его быстрым зверьком на трассе. Был также недолговечный гоночный двигатель 396ci, который никогда не производился серийно, с таким же диаметром цилиндра, как у 409 и 427, но с ходом 3,390 дюйма. Это было не то же самое, что и последующий серийный 396.
Посмотреть все 37 фотографийMark II 427 был оснащен современными головками цилиндров с огромными сквозными отверстиями и многоугольными клапанами, что сделало его революционным.Более того, его клиновидные камеры обеспечивали отличную закалку в приятной конструкции с поперечным потоком, которая прослужила десятилетия. Mark II 427 представляет собой отдельный большой блок, хотя большая часть его деталей идентична серийным двигателям Mark IV. Недолговечный биг-блок Mark III Chevy был только внутренним исследованием и так и не был запущен в производство.
Chevrolet быстро перешла на Mark IV, начиная с 1965 модельного года, включая 425-сильный блок 396ci для Corvette. Хотя гоночный двигатель Z-11 427ci был первым большим блоком нового поколения, первым в массовое производство был запущен 396-й двигатель 1965 года выпуска для больших Chevys, Chevelle и Corvette.Год спустя Corvette получил свой лучший вариант двигателя: 425-сильный Mark IV 427 с колоссальным крутящим моментом 460 фунт-фут, доступным при 4000 об / мин.
Забудьте об экономии топлива, политкорректности и глобальном потеплении. Мы хотим настоящего смещения и момента, декальцинирующего позвоночник. Нельзя недооценивать личность мощного большого блока. Он будоражит чувства и привлекает все виды внимания, путешествуете ли вы по Мэйн-стрит, пересекаете каньон или путешествуете по автомагистрали на высокой скорости. Тем не менее, со всей этой силой нас достаточно дразнят.Мы хотим больше. Как превратить винтажный биг-блок Chevy в дорожного зверя, не выглядя так, как будто у вас есть?
Когда модель 396 была представлена в 1965 году, она имела диаметр ствола 4,094 дюйма и ход поршня 3,760 дюйма, аналогичный последующим серийным 402 и 427. Было произведено по крайней мере семь версий 396-го; L34, L35, L37, L66, L78, L89 и LS3. 427, прибывший в 1966 году, имел больший диаметр ствола 4,251 дюйма и был доступен в восьми различных RPO: L36, L68, L71, L72, L88, L89, LS1 и ZL1.В конечном итоге мощность снизилась до 435. (Примечание редактора : L88, который имел мощность 435 л.с., как сообщалось, на самом деле превышал 550 л.с.! )
Модель 402, получившая обозначение SS 396 на крыле, получила более крупную 4,125-литровую версию. дюймовое отверстие для 1970-1972 годов и было известно как LS3, L34 или L78. Модель 454, появившаяся в 1970 году, имела 4,251-дюймовое отверстие 427-го с более длинным ходом 4000 дюймов. В переводе 454 представлял собой чудовищную смесь толстых блоков Chevy с мощностью 465 лошадиных сил и невероятным крутящим моментом в 490 фунт-фут.
Арабское нефтяное эмбарго и тяжелые экономические времена 70-х и 80-х годов не помешали Chevrolet разработать улучшенные версии знаменитого биг-блока в своем подразделении послепродажного обслуживания. Родословная продолжалась как Mark V и VI со смещением от 430 до 572 ci, доступным на вторичном рынке GM Performance.
Собираете ли вы склад для круизов или гонщиков на выходные, применяются одни и те же основные правила проектирования двигателей. Грегг Джейкобсон из PHD Speedcenter в Бейкерсфилде, Калифорния, учит нас критическим моментам создания мощного, но прочного, крупнокалиберного Chevy.Мы работаем с основным блоком с двумя болтами (номер по каталогу 3955270), который уже обработан и готов к макету и окончательной сборке.
Грегг делает упор на прочном основании, подходящем блоке и головках. Честность в кастинге — залог вашего успеха. Отверстия цилиндров следует измерить и проверить ультразвуком на предмет толщины стенок. Следите за внутренним отверстием менее 0,060 дюйма. Отливки блока и головки следует обработать флюсом Magnaflux, проверить на наличие трещин и ремонт. Если у вас есть блок сопоставления чисел, который был расточен до максимального размера, он должен быть закреплен в квалифицированном механическом цехе.(Стоимость обычно составляет 100 долларов за одно отверстие.) Стоимость повторной муфты блока стоит того, чтобы иметь возможность поддерживать статус соответствия номеров.
Еще до начала работы определите, что вы хотите от вашего двигателя. И избегайте изменения направления, как только вы начнете. Каждый раз, когда вы меняете направление, это становится дорого. Грегг предлагает не строить больше двигателя, чем вам действительно нужно. Скачки и хвастовство теряют свой блеск, когда вы сидите на светофоре с темпераментным высокопроизводительным двигателем, который не работает на холостом ходу.Будьте полностью честны с собой в отношении того, что вам действительно нужно, а не того, что, по мнению ваших товарищей по жиму, вам нужно.
Если вы не планируете мощность более 500 лошадиных сил и сопоставимый крутящий момент, кривошип из чугуна с шаровидным графитом и сверхмощные стержни двутавровой балки подойдут. Если вам повезет, у вас будут модели 396, 427 или 454 со стальной рукояткой. Для приложений с мощностью 500 лошадиных сил с закисью, наддувом или турбонаддувом вам понадобится стальной кривошип, шатуны с двутавровой балкой и кованые поршни, а также консервативная степень сжатия.
С головками и индукцией, подумайте о складе или рестомоде. Если вам нужен оригинальный вид с железными головками и воздухозаборником, будьте готовы придерживаться этого плана. Если рестомод, у вас много вариантов. Поршни и камеры сгорания должны работать вместе с точки зрения степени сжатия и того, что вы будете делать с тепловой энергией. Когда дело доходит до выбора размера клапана, помните о кожухе клапана. Большие клапаны бессмысленны, если ямки накрывают. Плохая защита препятствует потоку. Вот почему вы хотите, чтобы размер клапана соответствовал между клапанами и стенками камеры.Еще один важный вопрос — закалка. Закалка — это плоская поверхность камеры сгорания, поскольку она относится к плоской верхней поверхности поршня в верхней мертвой точке. Вам нужно как можно больше тушения, не забывая при этом о детонации. Закалка — это часть того, что позволяет лучше отводить тепло в водяную рубашку и предотвращать детонацию.
После того, как вы выбрали блок, головки и вращающийся узел, следующей проблемой будет выбор кулачка и его отношение к выбору головки и поршня. Рекомендуется проконсультироваться с профессионалами вашего производителя кулачков относительно выбора кулачка для сборки вашего двигателя, предложив им подробную информацию о том, что у вас есть, в том числе данные о деке и высоте сжатия, а также о том, как вы собираетесь использовать двигатель.
Показать все 37 фотоСмотреть все 37 фото01-02. Сборка двигателя должна начинаться с детального плана. Грегг Джейкобсон из PHD Speedcenter в Бейкерсфилде, Калифорния, очень методично подходит к проектированию двигателей. Здесь Грегг устанавливает основной блок с двумя болтами (номер по каталогу 3955270) для проверки осевого зазора коленчатого вала, устанавливая основные подшипники и смазывая их сборочной смазкой. Концевой зазор должен находиться в диапазоне 0,005–0,007 дюйма для уличного использования. Грегг подчеркивает больший люфт для гоночных двигателей и меньший — для уличных.
Просмотреть все 37 фотографий03. Грегг говорит нам, что перед началом сборки важно проверить работу вашего машиниста. Внимательное изучение этого конкретного блока показывает доказательства работы машины, которую можно было бы улучшить. Точечная коррозия железа может вызвать плохое уплотнение кольца и прокладки головки. Если вы видите точечную коррозию, независимо от ее размера, потребуется второй проход с помощью хона или фрезы. Найдите время, чтобы обсудить любые проблемы с вашим механическим цехом.
Смотреть все 37 фото04 . Если вы не выполняете восстановление контуров, выбирайте крепежные элементы ARP на всех этапах сборки двигателя.Эти деньги потрачены не зря, чтобы получить долговечность, даже если вы собираете драйвер для выходных. Всегда используйте смазку для резьбы болтов и используйте динамометрический ключ.
Смотреть все 37 фото05 . Если у вас ограниченный бюджет, вы можете получить долговечность за счет нижнего предела запаса BBC. Кривошип из чугуна с шаровидным графитом (литого) может выдерживать до 500 лошадиных сил. Стандартные двутавровые штанги могут выдерживать огромную мощность, если их обработать дробеструйной обработкой и установить на них болты ARP. Все, что превышает 500 лошадиных сил, требует стального кривошипа и усиленной двутавровой балки или грубых стержней двутавровой балки.Наш 427 оснащен заводской стальной рукояткой и готов ко всему.
Смотреть все 37 фото06 . Самый простой и быстрый способ получить мощность — это сжатие. Но имейте в виду, что за сжатие приходится платить — детонацию и возможное повреждение двигателя. Это кованые поршни JE с высокой степенью сжатия, отсюда и приподнятый купол. После того, как вы установили степень сжатия, все остальное будет зависеть от выбора кулачка и правильной настройки — времени зажигания и кривой топлива.
Показать все 37 фотоСмотреть все 37 фото07-08. Эта конкретная сборка 427 на PHD Speedcenter включает поршни Speed Pro с покрытием и кованые. Мы приобрели полис страхования двигателя в виде кованых двутавровых шатунов Eagle 6,135 дюйма (номер по каталогу SIR6135P), работающих с запрессованными поршнями Speed Pro из кованого алюминия 0,030 дюйма с положительной тарелкой (купол 0,140 дюйма) (PN Л-2300НФ-30). Размеры штифта составляют 0,9897 дюйма; Кольцевые канавки 5 / 64-, 5 / 64- и 3/16 дюйма.
Смотреть все 37 фото09 . Поглаживаете свой BBC с ограниченным бюджетом? Scat предлагает потрясающие комплекты для улиц и полос с кривошипом из литой стали (чугуна с шаровидным графитом), сверхмощными шатунами двутавровой балки и коваными поршнями.Scat позволяет добавлять смещение за счет увеличения хода, не нарушая банк.
Смотреть все 37 фото10 . Замена штатных удилищ доступными сверхмощными стержнями с двутавровой балкой Scat с головкой под винт — жизнеспособный вариант для гонщиков выходного дня и каньонов. Это хорошие вещи, в которые можно войти, не неся больших затрат.
Посмотреть все 37 фотографий11. Удилища с двутавровой балкой обладают непревзойденной прочностью и действительно являются гоночными удилищами, хотя многие из нас устанавливают их на наших уличных мельницах.Двутавровые балки необходимы для обдува и закиси азота.
Смотреть все 37 фото12 . Если ваш кривошип сломан и не подлежит ремонту, Scat может установить вам замену из литой или кованой стали. Если вы можете добавить смещение с помощью хода, вы получите еще больший выигрыш в мощности.
Все 37 фото Показать все 37 фото13-14 . Никогда не устанавливайте масляный насос прямо из коробки. Всегда проверяйте исправность предохранительного клапана. И всегда проверяйте зазоры. Перед тем, как вы нажмете кнопку накачки, заполните полость до отказа смазкой для двигателя, чтобы обеспечить мокрый запуск.При установке насоса используйте фиксатор для резьбы на резьбе болта и затяните крепеж в соответствии с техническими характеристиками, указанными в руководстве по обслуживанию Chevrolet.
Мы строим каньонный резак 427ci, предназначенный для обеспечения отличного крутящего момента на низких частотах, но готовый к максимальному увеличению оборотов. Компания Comp Cams установила для нас гидравлический роликовый кулачок (PN 11-433-8) с центром лепестков 110 градусов, общим подъемом впускного / выпускного клапана 0,521 / 0,540 дюйма (0,307 / 0,319 дюйма на выступе) и 236 / 242 градуса продолжительности при 0.Подъем на 050 дюймов (продолжительность 288/294 градуса на 0,006 дюйма). Прелесть такого полного кулачкового комплекта — совместимость. Давление пружины соответствует профилю кулачка, потому что Comp Cams делает упаковку за вас.
Независимо от вашего плана 396/402/427/454 настоятельно рекомендуется выбрать цельные 0,080-дюймовые настенные толкатели Comp Cams. Хотя более дорогие, цельные толкатели с толстыми стенками обладают долговечностью и дешевле, чем взорванный двигатель, потому что шаровой конец толкателя сломался и попал в распределительный вал и масляный поддон.
Роликовый кулачок, дополненный роликовыми коромыслами, снижает внутреннее трение, высвобождает мощность и повышает эффективность. Роликовые кулачки и рокеры стоят дороже, но в долгосрочной перспективе это разумное вложение. Вы почувствуете разницу в производительности и заметите долговечность. В долгосрочной перспективе вы экономите деньги.
Посмотреть все 37 фото15. Мы используем все кулачки Comp на этом 427 Chevrolet с комплектом гидравлических роликовых кулачков (номер по каталогу 11-433-8), стремясь улучшить мощность и крутящий момент.
Посмотреть все 37 фото16. Мы собираемся использовать оригинальные чугунные головки 427 с индивидуальным портом PHD Speedcenter и камерами работы Грегга Якобсона. Грегг проделывает исключительную работу с портом наряду с длительным тестированием потока, чтобы определить, что является наиболее эффективным. Компания Comp Cams установила для нас совместимые клапанные пружины, чтобы получить правильное давление пружины для этого профиля кулачка. Клапаны Speed Pro из нержавеющей стали и новые направляющие обеспечивают надежную фиксацию.
Смотреть все 37 фото17. Грегг подчеркивает необходимость использования смазки для узла двигателя Comp Cams на кулачках и кулачках. На шестерню распределителя / масляного насоса следует нанести молибденовую смазку для лучшей приработки и наклепа. Используйте только монтажную смазку на шейках кулачков. Если вы используете плоский кулачок толкателя, молибденовая смазка попадает только на кулачки, толкатели и ведущую шестерню.
Смотреть все 37 фото18 . Примечательно, как многие из нас устанавливают распредвалы, не проверяя истинные характеристики кулачка с помощью градусного колеса и циферблатного индикатора. Опережение фаз газораспределения для улучшения крутящего момента на низких оборотах.Задержка фаз газораспределения для улучшения мощности на высоких оборотах. Проверьте зазоры между клапаном и поршнем. Если вы когда-нибудь столкнетесь с проблемой повышения квалификации, обратитесь за помощью к техническому персоналу Comp Cams.
Смотреть все 37 фото19 . Вот поперечное сечение роликовых коромысел и толкателей Comp Cams Pro Magnum. Трехкомпонентные толкатели (белая стрелка) дают экономическое преимущество, если у вас ограниченный бюджет. Однако цельные толкатели со стенкой 0,080 дюйма (черная стрелка) обеспечивают долговечность и уверенность в том, что ваш клапанный механизм настолько прочен, насколько это возможно.
Просмотреть все 37 фотографий20. Используйте пробки для замораживания из латуни или нержавеющей стали (также называемые валлийскими пробками). Никогда не используйте сталь. Используйте самые широкие из имеющихся пробок для замораживания и нанесите Permatex The Right Stuff по периметру так, чтобы они были квадратными в блоке. Некоторые строители предпочитают промышленный клей для замораживания пробок. Любые запрессованные пробки камбуза следует заменить навинчивающимися пробками для увеличения срока службы.
Просмотреть все 37 фото21. Задние главные уплотнения, состоящие из двух частей, не должны давать утечки.Выбирайте высокоэффективное силиконовое уплотнение Fel-Pro, как показано, смещая концы уплотнения от основной крышки, чтобы заблокировать швы. Нанесите небольшую каплю The Right Stuff на концы уплотнения, прежде чем смазывать кромки уплотнения. Кромки уплотнения должны быть направлены в сторону противовеса кривошипа. Давление картера на кромку уплотнения — это то, что удерживает масло внутри.
Просмотреть все 37 фотографий22. Зазоры на концах поршневых колец необходимо всегда проверять, даже если вы работаете с кольцами с предварительно зазорами. Грегг предлагает увеличить расстояние между кольцами, если вы собираетесь участвовать в гонках.Он также подчеркивает наличие большего зазора на вторичном кольце, чем у верхнего кольца, поскольку это позволяет чрезмерному разрушительному давлению выходить из вторичного кольца.
Смотреть все 37 фото23 . Наконечники колец после правильного зазора следует отшлифовать до гладкости, чтобы предотвратить образование задиров на стенках цилиндра и повреждение поверхности кольца.
Просмотреть все 37 фото24. Обратите особое внимание на инструкции производителя колец. Эта отметка указывает «этой стороной вверх». Не все производители колец одинаковы, поэтому прочтите инструкции.Кольцевые зазоры должны быть расположены под углом 90 градусов друг к другу.
См. Все 37 фотографий25. Во время обработки блока отверстия подъемника следует затачивать для улучшения контроля масла и плавности работы.
Смотреть все 37 фото26 . Гасители гармоник всегда следует заменять. Выбирайте модель с рейтингом SFI, как у Summit Racing Equipment.
Просмотреть все 37 фото27. Шпильки коромысла требуют дозировки Loctite для безопасности. Когда они входят в водяную рубашку, используйте для этих резьб тефлоновый герметик промышленного класса.Permatex’s The Right Stuff также является эффективным герметиком.
См. Все 37 фотографий28. Грегг тщательно очищает головки 427, начиная с камер для уменьшения кожуха клапана. У него есть собственный порт и полка чаши, предназначенная для уменьшения турбулентности и удержания капель топлива в надлежащей подвеске. Со стороны выпуска Грегг снижает ограничения, открывая порты и массируя область чаши.
См. Все 37 фотографий29. Gregg устанавливает упрочненные седла выпускных клапанов для использования с неэтилированным топливом.Он также придает седлам клапана удобную многоугольную работу клапана для улучшения потока и хорошей теплопередачи между клапаном и седлом. Если вы редко ездите на своем Corvette, обязательно должны иметь упрочненные седла клапанов.
Смотреть все 37 фото30 . Нам нравятся эти роликовые качели Pro Magnum 1.72: 1 от Comp Cams. Поскольку модель 427 с 390 лошадиными силами оснащена гидравлическими подъемниками, регулировка клапана не требует особого внимания, если только вы не выберете механический роликовый кулачок толкателя, который требует толщиномера. Поверните толкатель, медленно прижимая регулятор poly-lock.Когда толкатель становится невозможно повернуть кончиками пальцев, поверните поли-замок на 1/2 оборота. Если вы собираетесь участвовать в гонках, выберите поворот на 1/4 или 1/3 оборота и затяните установочный винт с внутренним шестигранником. Дайте время атлету успокоиться.
Просмотреть все 37 фотографий31. Индукция — это один из вариантов, который у вас есть, когда дело доходит до выработки мощности. Rochester Quadrajet не уделяет должного внимания. Стандартный распределительный коллектор модели 427 (справа) обеспечивает превосходный баланс мощности и крутящего момента благодаря хорошо продуманной двухплоскостной конструкции.Там, где он не хватает, так это размер бегуна. Коллектор Edelbrock RPM с воздушным зазором является оптимальным, если вам нужен четырехходовой карбюратор на основе Холли. Воздушный зазор RPM, как следует из названия, позволяет использовать более холодный бегунок и всасываемый заряд.
Смотреть все 37 фото32 . Модель Quadrajet мощностью 390 лошадиных сил 427 очень хорошо работает на скорости 750-800 кубических футов в минуту. Если вам нужна оригинальная заводская установка, Q-Jet очень хорошо подойдет при правильной настройке. Этот распылитель обеспечивает правильную работу с ускорительным насосом, размером дозирующего стержня / жиклера и настройкой клапана вторичного воздуха.
Посмотреть все 37 фото33. Holley предлагает огромное количество вариантов на базе 4150 для вашего большого блока Chevy. Мы протестировали как индукционный двигатель Quadrajet, так и этот двойной насос Holley HP Series 850 куб. Футов в минуту. Коллектор с воздушным зазором HP и RPM сделал значительно больше мощности и крутящего момента. Благодаря обширной настройке Quadrajet вы могли сократить разрыв.
Посмотреть все 37 фото34. Holley Terminator EFI — очень незаметная система дроссельной заслонки, которую можно спрятать под воздухоочистителем.Он запускается по запросу и горит чище, чем базовый карбюратор Quadrajet или Holley с четырьмя отверстиями. Для установки EFI вам понадобится двухплоскостной впускной коллектор на основе Холли.
Просмотреть все 37 фотографий35. Когда приходит время настраивать динамометрический стенд, имейте в виду, насколько критично время зажигания как для производительности, так и для долговечности. Есть всевозможные подходы к определению угла опережения зажигания и топливным кривым. Одно остается конкретным — слишком большой выбор времени и обедненная смесь могут привести к отказу двигателя.Общий угол опережения зажигания никогда не должен превышать 36 градусов до ВМТ при 3500+ об / мин. Конечно, вы можете довести его до 38-40 градусов до ВМТ. Однако вы играете со сроком службы двигателя.
| Dyno Test 1 | ||
| Rochester 750-800 куб. Фут / мин Quadrajet со штоком 427 Двухплоскостной алюминиевый коллектор | ||
| Обороты двигателя | Лошадиные силы | Крутящий момент |
| 3000 | 270 | 472 |
| 3,500 | 311 | 466 |
| 4,000 | 361 | 474 |
| 4,500 | 409 | 478 |
| 5000 | 451 | 473 |
| 5,500 | 463 | 442 |
| 6000 | 460 | 403 |
| 6,500 | 431 | 349 |
| Dyno Test 2 | ||
| Rochester 750-800 куб. Футов в минуту Quadrajet со штоком 427 Двухплоскостной алюминиевый коллектор | ||
| Обороты двигателя | Лошадиные силы | Крутящий момент |
| 3000 | 274 | 480 |
| 3,500 | 312 | 468 |
| 4,000 | 374 | 491 |
| 4,500 | 435 | 508 |
| 5000 | 479 | 503 |
| 5,500 | 502 | 479 |
| 6000 | 512 | 448 |
Stroked 402 BBC [Архив] — Pro-Touring.com
Чтобы запустить любой двигатель, вам нужны детали, чтобы его снять. Главное — поршни. Вам нужна правильная высота сжатия. Для установки кривошипа 454 в блок 396/402 со штангами стандартной длины потребуется, чтобы кто-то вроде Росс или Дж. Э. изготовил вам индивидуальный набор поршней. Стоимость изготовления поршней обычно составляет около 700 долларов США. Только по этой причине большинство хотроддеров выбирают блок 454.Вы будете каждый раз увеличивать мощность с помощью большего диаметра и более короткого хода, чем комбинация с малым диаметром и длинным ходом.Увеличение хода требует, чтобы поршень и кольца продолжали тянуть вверх и вниз по цилиндру, увеличивая потери на трение, также поршень должен разгоняться до более высокой скорости, а затем снова замедляться до остановки за то же время, т. Е. один оборот коленчатого вала, это дополнительно потребляет энергию.
Так почему же поглаживание популярно? Поскольку ход поршня может значительно увеличить объем, что увеличивает выходной крутящий момент, тогда как расточка цилиндра на 0,060 имеет очень небольшую разницу в размере.
4,00 «+ .060» с ходом 3,48 «становится 360cid
4,00″ + .000 «с ходом 3,75» становится 376cid
4,00 «+ .030» с ходом 3,75 «становится 383cid
Для увеличения 350 Chevy Вы можете использовать блок 400 (4,125 дюйма)
или купить блок вторичного рынка.
Хотя может показаться хорошей идеей погладить ваш блок 396, стоимость нестандартных поршней подорвет ваше желание получить больше мощности за меньшие деньги. Как правило, дешевле найти короткий блок 454 и перестроить его с помощью уже имеющихся поршней 454 и получить больше мощности.
Однако некоторые блоки 396/402 могут иметь расточку до 4,250, что позволяет использовать менее дорогие поршни 454. Слишком большое растачивание цилиндра всегда сопряжено с риском. Сдвиг керна и пористость в блоке могут привести к проблемам. Вам действительно нужно провести ультразвуковой тест на толщину стенок.
У некоторых 396 блоков стены толще, чем у других. Большинство 402 тоньше. Один из способов проверить — это зазор между цилиндрами. Вынув пробку замораживания, посмотрите, не проскользнет ли карандаш №2 между цилиндрами в водяной рубашке.Если он проходит сквозь толщину стенки, недостаточно.
В то время как большее отверстие лучше, чем более длинный ход, наличие большего диаметра только приводит к тому же вопросу: «что, если я увеличу ход с большим диаметром отверстия?»
A 454 с ходом 1/4 дюйма ведет к 489. Также доступны 4-3 / 8 дюйма, 4-1 / 2 дюйма и 4-3 / 4 дюйма.
Чем больше ход, тем больше крутящий момент из-за увеличения рабочего объема.
Делая это с ходом, а не с отверстием, снижает частоту вращения, чтобы получить представление об оборотах, где достигаются как крутящий момент, так и мощность в лошадиных силах.
Ниже приведены числа, снятые с моего веб-сайта, рассчитанные на настольном динамометрическом стенде.
http://www.strokerengine.com/strokerengines.html
4,00 «X 3,48» = 350 382TQ / 4500 об / мин 370HP / 6000 об / мин + 0TQ + 0HP
4,03 «X 3,48» = 355 386TQ / 4500 об / мин 373HP / 6000 об / мин + 4,00 TQ / мин. 3HP
4,03 «X 3,75» = 383 406TQ / 4000 об / мин 374HP / 5500 об / мин + 24TQ + 4HP
4,15 «X 3,48» = 377 404TQ / 4000 об / мин 378HP / 5500 об / мин + 22TQ + 8HP
4,15 «X 3,75» = 407 426TQQ 5000 об / мин + 44TQ + 9HP
5,00 «X 2.44 «= 383 408TQ / 4500 об / мин 389HP / 6000 об / мин + 31TQ + 21HP
3,00″ X 6,78 «= 383 363TQ / 4000 об / мин 311HP / 5000 об / мин + 9TQ — 57HP
Из этих цифр можно многому научиться, но главное в том, что поглаживание — второй лучший способ увеличить мощность, но он снова становится первым, как только у вас будет больший диаметр отверстия.
Суть в том, что вы можете погладить 396/402 до 427 и 454, или вы можете увеличить отверстие до тех же размеров , а затем поглаживание приведет к 489 и 517.
Я каждый день строю строкер-двигатель и могу помочь найти лучшие решения.
John Nijssen
The Stroker Engine Company
LS1 402-дюймовый железный блок с принудительной индукцией
Некоторые из лучших качественных машинных работ, доступных своевременно. Мои головки цилиндров были идеально выполнены с ЧПУ и отлично собирались. Я очень рекомендую их для всех ваших потребностей в высококачественном двигателе.
Фрэнсис Сарнеки
Лучшие двигателестроители в своем деле !!! Пользуюсь LME 15 лет!
Майк Фрумуза
Спасибо всем замечательным сотрудникам LME за мою сборку! Особая благодарность Брайану за то, что он помог мне достичь моих целей и принять правильные решения относительно моего построенного LSA! Я ценю обслуживание и поддержку клиентов!
Скайлер Салмаси
г.Брайан — отличный продавец. Он обеспечивает 100% отличное обслуживание клиентов. Он не торопится и предлагает лучшие варианты для вашего конкретного приложения. Очень профессиональный и дружелюбный человек, с которым можно вести дела. LME просто лучший. Что еще можно пожелать человеку. Конкурентоспособные цены, отличное обслуживание клиентов и, наконец, что не менее важно, они стоят за своими двигателями и запчастями. Я рекомендую этих парней всем, кто хочет получить максимальную отдачу от своих денег и дать лучший совет для любого приложения. Большое спасибо за лучший сервис.Спасибо LME !!!!
Джей Джефферсон
В нашем Camaro SS 2016 года произошел отказ оригинального двигателя. Люди на LME были превосходными. Брайан нашел время, чтобы определить вещи так, как мы хотели, для достижения наших желаемых целей. Я счастлив сказать, что двигатель работает и работает как абсолютный монстр. Мы скоро включим его здесь, и я очень уверен в этом. Спасибо, LME !!
RedRacer Видео
LME построил 427 LSX, включая отверстия и работу клапана для головок типа LS3.Работа была качественной, она была выполнена в срок, и они нашли время, чтобы ответить на все мои вопросы. Двигатель завелся в первый раз после установки и выдает более 800 л.с. с небольшим Procharger. Спасибо за отличную работу и обслуживание клиентов!
S W
Toyota 3UR-FE (5,7 л, V8, VVTi) двигатель: обзор, технические характеристики, сервисные данные
Toyota 3UR-FE — это 5,7 л (5663 куб. См, 345,6 куб. Дюймов) V8, четырехтактный водяной -бензиновый двигатель внутреннего сгорания с воздушным охлаждением из семейства UR, производимый Toyota Motor Corporation с 2006 года.
Двигатель 3UR-FE имеет 8 цилиндров с V-образным расположением под углом 90 °. Двигатель 3UR-FE оснащен литым под давлением алюминиевым блоком цилиндров с пятиопорным коленчатым валом и двумя алюминиевыми головками с двумя распределительными валами с цепным приводом ( DOHC) и четыре клапана на цилиндр (всего 32). Двигатель Toyota 3UR-FE оснащен системой последовательного впрыска топлива (SFI) L-типа, системой зажигания Direct Ignition System (DIS) с индивидуальными катушками на каждой свече зажигания, системой индукции акустического контроля (ACIS), системой электронного зажигания (ESA). и ETCS-i (интеллектуальная электронная система управления дроссельной заслонкой).В двигателе также использовалась система Dual VVT-i (Variable Valve Timing) для впускных и выпускных распредвалов.
Он имеет диаметр цилиндра 94,0 мм (3,7 дюйма) и ход поршня 102,0 мм (4,02 дюйма). Степень сжатия 10,2: 1.
Этот двигатель производился от 362 л.с. (266 кВт; 357 л.с.) при 5600 об / мин до 383 л.с. (282 кВт; 378 л.с.) при 5600 об / мин максимальной мощности и от 530 Н · м (54 кг · м, 391 фут · фунт). ) при 3200 об / мин до 546 Н · м (55,7 кг · м, 402 фут · фунт) при 3600 об / мин максимального крутящего момента в зависимости от года выпуска и модели автомобиля.
Код двигателя выглядит следующим образом:
- 3 — Двигатель 3-го поколения
- UR — Семейство двигателей
- F — Экономичный узкоугольный DOHC
- E — Многофункциональный Точечный впрыск топлива
Общая информация
| Технические характеристики двигателя | |
| Код двигателя | 3UR-FE |
| Компоновка | Четырехтактный бензиновый V8 |
| Тип топлива | |
| Производство | 2006- |
| Рабочий объем | 5.7 л, 5663 см 2 (345,6 куб. Дюймов) |
| Топливная система | Последовательный многоточечный впрыск топлива (SFI) |
| Сумматор мощности | Нет |
| Выходная мощность | От 362 л.с. (266 кВт; 357 л.с.) при 5600 об / мин до 383 л.с. (282 кВт; 378 л.с.) при 5600 об / мин |
| Выходной крутящий момент | От 530 Н · м (54 кг · м, 391 фут · фунт) при 3200 об / мин от до 546 Н · м (55,7 кг · м, 402 фунт-фут) при 3600 об / мин |
| Порядок стрельбы | 1-8 -7-3-6-5-4-2 |
| Размеры (Д x Ш x В): | — |
| Вес | 220 кг (485 фунтов) |
Блок цилиндров
Двигатель 3UR-FE имеет блок цилиндров из литого под давлением алюминия в V-образном расположении под углом крена 90 °.Порядок включения этого двигателя: 1-8-7-3-6-5-4-2. Коленчатый вал поддерживается пятью коренными подшипниками. Эти подшипники изготовлены из алюминиевого сплава. Двигатель оснащен кованым стальным коленчатым валом с пятью шейками и шестью противовесами.
В двигателе 3UR-FE использовались кованые шатуны с алюминиевыми подшипниками, покрытыми смолой. Поршни изготовлены из жаропрочного алюминиевого сплава и охлаждаются четырьмя масляными форсунками в блоке цилиндров. Поршневые пальцы полностью плавающие. Мотор Toyota 3UR-FE имеет два компрессионных и одно маслосъемное кольцо.
Диаметр цилиндра и ход поршня 94,0 мм (3,7 дюйма) и 102,0 мм (4,02 дюйма) соответственно. Степень сжатия 10,2: 1.
| Блок цилиндров | ||
| Сплав блока цилиндров | Алюминий | |
| Степень сжатия: | 10,2: 1 | |
| Диаметр цилиндра 3,745 | 83,0 мм (3,27 дюйма) | |
| Количество поршневых колец (компрессия / масло): | 2/1 | |
| Количество коренных подшипников: | 5 | |
| Внутренний диаметр цилиндра (стандартный ): | 94.000-94,012 мм (3,700-3,701 дюйма) | |
| Диаметр юбки поршня (стандартный): | 93,950-93,960 мм (3,6988-3,6992 дюйма) | |
| Наружный диаметр поршневого пальца: | 21,997-22,000 мм (0,866 -0,8661 дюйма) | |
| Внутренний диаметр втулки шатуна: | 22,000 мм (0,8661 дюйма) | |
| Диаметр головки шатуна: | 59,000 мм (2,3228 дюйма) | |
| Боковой зазор поршневого кольца: | Верх | 0.020-0,070 мм (0,0008-0,027 дюйма) |
| Второй | 0,020-0,060 мм (0,0008-0,0024 дюйма) | |
| Масло | 0,070-0,145 мм (0,0028-0,0057 дюйма) | |
| Поршневое кольцо торцевой зазор: | Верхний | 0,22-0,33 мм (0,0087-0,013 дюйма) |
| Второй | 0,35-0,50 мм (0,0138-0,0197 дюйма) | |
| Масло | 0,10-0,40 мм (0,0039-0,0157 дюйм) | |
| Диаметр коренной шейки коленчатого вала: | 66.988-67,000 мм (2,6373-2,6378 дюйма) | |
| Диаметр шатуна: | 55,982-56,000 мм (2,204-2,2047 дюйма) | |
Порядок затяжки болтов крышки коренного подшипника и характеристики крутящего момента:
- Шаг 1:
Внутри: 61 Нм; 6,2 кг · м; 45 фунт-фут
Снаружи: 27 Нм; 2,7 кг · м; 20 фунт-футов- Шаг 2: Поверните болты на 90 °
- Сторона блока цилиндров 45 Нм; 4,6 кг · м; 33 фут-фунт
После затяжки болтов крышки подшипника убедитесь, что коленчатый вал вращается плавно вручную.
Болты шатуна
- Шаг 1: 40 Нм; 4,0 кг · м; 30 фут-фунтов
- Шаг 2: Поверните болты на 90 °
Головка блока цилиндров
Головки блока цилиндров изготовлены из алюминиевого сплава. Двигатель 3UR-FE имеет конструкцию с двумя верхними распредвалами (DOHC) с четырьмя клапанами на цилиндр (2 впускных и 2 выпускных). В двигателе 3UR-FE используются первичные цепи привода распределительных валов впускных клапанов, а каждый распределительный вал выпускных клапанов приводится в действие вторичной цепью привода распределительных валов впускных клапанов.Двигатель 3UR-FE имел Dual VVT-i для управления впускным и выпускным распредвалами.
Продолжительность всасывания 248 градусов и выхлопа 242 градуса. Для регулировки зазора клапана в этом двигателе используется гидравлический регулятор зазора, который приводится в действие моторным маслом, подаваемым из головки блока цилиндров, и встроенной пружиной.
| Головка блока цилиндров | |||||||||||||
| Головка блока из сплава | Алюминий | ||||||||||||
| Расположение клапана: | DOHC, цепной привод | ||||||||||||
| Высота головки блока цилиндров: | Клапаны: | 32 (4 клапана на цилиндр) | |||||||||||
| Время впуска: | 248 ° | ||||||||||||
| Время выпускного клапана: | 242 ° | ||||||||||||
| Диаметр головки клапана: | ВПУСК | 38.0 мм (1,496 дюйма) | |||||||||||
| ВЫПУСКНОЙ | 34,5 мм (1,260 дюйма) | ||||||||||||
| Длина клапана: | ВПУСКНОЙ | 105,85 мм (4,17 дюйма) | |||||||||||
| ВЫПУСКНОЙ 110,40 мм | |||||||||||||
| Диаметр штока клапана: | ВПУСКНОЙ | 5,470-5,485 мм (0,215-0,216 дюйма) | |||||||||||
| ВЫПУСКНОЙ | 5,465-5,480 мм (0,2152-0,2157 дюйма) | ||||||||||||
| Клапан | ВПУСКНОЙ | 49.39 мм (1,9445 дюйма) | |||||||||||
| ВЫХЛОПНОЙ ГАЗ | 49,39 мм (1,9445 дюйма) | ||||||||||||
| Высота выступа распредвала: | ВПУСКНОЙ | 44,291-44,441 мм (1,7437-1,749185 дюйма) | |||||||||||
| Диаметр шейки распредвала: | №1 | 29,956-29,970 мм (1,1794-1,1799 дюйма) | |||||||||||
| Другое | 25,959-25,975 мм (1,022-1,0226 мм) | ||||||||||||
Порядок затяжки головки и характеристики крутящего момента:
- Шаг 1: 36 Нм; 3.67 кг · м; 27 фунт-футов
- Шаг 2: Поверните все болты на 90 °
- Шаг 3: Поверните все болты еще на 90 °
- Для головки 12 мм: 21 Нм; 2,14 кг · м; 15 фут-фунт
Технические данные
| Давление сжатия | |
| Стандартное | 13,3 кг / см 2 , (189 фунт / кв. см 2 , (145 psi) / 300 об / мин |
| Предел перепада сжатия между цилиндрами | 1.0 кг / см 2 , (15 psi) / 300 об / мин |
| Масляная система | |
| Расход масла, л / 1000 км | до 1,0 |
| Рекомендуемое моторное масло | SAE 0W-20, 5W-20, 5W-30, 10W-30 |
| Тип масла API | SL, SM, SN |
| Заправочный объем масла в двигателе | Со сменой фильтра: 7,5 л (7,9 амер. Кварты, 6,6 англ. Кварты) Без замены фильтра: 7,1 л (7.5 США. qts, 6.2 Имп. qts). |
| Интервал замены масла, км (миль) | 10000 (6000) |
| Давление масла | Скорость холостого хода: 70 кПа (0,7 кгс / см 2 , 10,1 фунт / кв. Дюйм) или более 2500 об / мин: 220 кПа (2,2 кгс / см 2 , 32 фунта на кв. Дюйм) или более |
| Система зажигания | |
| Свеча зажигания | DENSO: SK20R11. |
| Зазор свечи зажигания | 1,0-1,1 мм (0,0394-0.0433 дюйма) |
| Момент затяжки свечей зажигания | 21 Нм (2,14 кгм, 15 фунт-футов) |
Применения в автомобилях
| Модель | Годы выпуска | Toyota Tundra | 2006- |
| Toyota Sequoia | 2007- | ||
| Toyota Land Cruiser 200 | 2007- | ||
| Lexus LX 570 | 2007- |
Мы стараемся использовать проверенные источники и официальную документацию, однако могут возникнуть расхождения между источниками или ошибки при вводе информации. Мы не консультируем по техническим вопросам, связанным с эксплуатацией или ремонтом двигателей. Мы не рекомендуем использовать предоставленную информацию для ремонта двигателей или заказа запчастей, используйте только официальные сервис-мануалы и каталоги запчастей.
Lingenfelter 402 C6 Corvette Road Test — Обзор — Автомобиль и водитель
ААРОН КИЛИ
ИНГО БАРЕНСЧИ
Мы не сомневаемся, что наш февральский номер вызвал тяжелое дыхание у многих головорезов.В этом выпуске было охвачено не менее восьми автомобилей с мощностью не менее 265 лошадиных сил, три с минимальной мощностью 425 лошадиных сил и два с контрабандным провозом 500. Именно такую артиллерию мы обычно резервируем для одной из наших перестрелок с суперкарами. Мы также уверены, что страницы с 74 по 76 были быстро пропущены — на развороте были представлены фотографии ярко-желтого Chevrolet Corvette Z06 2006 года, 500-сильного банана, достаточно быстрого, чтобы разделить две ложки ванили без полос.
Что делает новый Z06, построенный в Кентукки, таким особенным, так это то, что он обладает экзотическими достоинствами по повседневной цене.Как правило, автомобили, в резюме которых есть титановые шатуны, кованый коленчатый вал, система смазки с сухим картером, шестипоршневые передние тормозные суппорты, передние крылья из углеродного волокна и рама из алюминия и магния, стоят более шести цифр. Только не новый Z06. Ожидается, что он будет меньше 65 человек. Чтобы вы не думали, что это слишком много для автомобилей из подразделения галстуков-бабочек, учтите, что на эту сумму можно купить вышеупомянутые 500 лошадиных сил (при 6200 об / мин), а также 475 фунт-фут крутящего момента (при 4800), и согласно нашим прогнозам производительности , рейтинг от 0 до 60 в 3.8 секунд и 11,7 секунды на четверть мили при скорости 127 миль в час. Единственный другой отечественный спортивный автомобиль, который выставил аналогичные квалификации, — это Ford GT за 143 345 долларов, который разгоняется до 60 за 3,3 секунды, а четверть — за 11,6 при 128. С помощью всего лишь смутного понимания арифметики можно сделать вывод, что новый Z06 предлагает существенные преимущества. больше отдачи от доллара.
Независимо от того, есть ли у вас деньги или нет, вы не сможете насладиться успехом нового Z06 до этой осени, примерно через шесть месяцев после того, как этот номер появится в газетных киосках.Но что, если всем сумасшедшим Corvette не пришлось ждать нового Z06? Что, если бы Vette с производительностью, подобной Z06, существовал прямо сейчас? Это вызовет интерес у клубов Corvette? Наших это задело.
ААРОН КИЛИ
Когда Джейсон Хейнс из Lingenfelter Performance Engineering (LPE) позвонил нам и спросил, не хотим ли мы протестировать модифицированный 510-сильный C6 Corvette 2005 года, мы сказали: «Как звучит вчера?»
Как следует из названия, 402 C6 Corvette оснащен двигателем объемом 402 кубических дюйма, в данном случае это модифицированный LS2 V-8 от нынешнего Corvette.В LPE 16-клапанный механизм фактически смещает 403 кубических дюйма, но тюнеру из Индианы понравился звук 402, потому что он был популярным размером среди маленьких блоков прошлого. (По той же причине Chevy называет 7,0-литровый малый блок нового Z06 427-м, хотя его кубы в сумме составляют 428). ход поршня увеличился на 9,6 мм, а диаметр отверстия увеличился незначительно (101,7 мм против 101,6). Дополняют более крупные цилиндры кованый коленчатый вал, кованые поршни, шатуны заготовок, головки блока цилиндров LS2 с ЧПУ с чуть более высоким 11.Степень сжатия 0: 1 (против 10,9: 1) и двухклапанные пружины Comp Cams с титановыми фиксаторами. Comp Cams также поставляет упрочненные толкатели и распределительный вал с роликовыми роликами. Среди других усовершенствований — усиленные стойки коромысла LPE, выпускные коллекторы с отверстиями, корпус дроссельной заслонки диаметром 3,54 дюйма и система впуска холодного воздуха LPE с высоким потоком. В общей сложности LPE добавила модификаций двигателя на сумму 17 938 долларов. Выдыхая через выхлопную систему Corsa из нержавеющей стали, нестандартный двигатель выдает 510 лошадиных сил при 6000 об / мин и 500 фунт-фут крутящего момента при 4600 — увеличение на 110 лошадиных сил и 100 фунт-футов — рейтинги подтверждены отчетом динамометра двигателя LPE, который, наряду с вместе с отчетом о динамометрическом стенде и двухлетней / 24 000-мильной гарантией.
Характеристики
ТИП АВТОМОБИЛЯ: передний двигатель, задний привод, 2-местный, 3-дверный купе
ЦЕНА ПО ТЕСТИРОВАНИЮ: 85 781 долл. США (базовая цена *: 61 149 долл. США)
ТИП ДВИГАТЕЛЯ: толкатель 16-клапанный V-8, алюминиевый блок и головки, канал впрыска топлива
Рабочий объем: 403 куб. Дюймов, 6606 куб. См
Мощность: 510 л.с. при 6000 об / мин
Крутящий момент: 500 фунт-фут при 4600 об / мин
ТРАНСМИССИЯ: 6-ступенчатая МКПП
РАЗМЕРЫ:
Колесная база: 105.7 дюймов
Длина: 174,6 дюйма
Ширина: 72,6 дюйма Высота: 49,1 дюйма
Снаряженная масса: 3341 фунт
C / D РЕЗУЛЬТАТЫ ИСПЫТАНИЙ:
От нуля до 60 миль в час: 3,7 секунды
От нуля до 100 миль в час: 8,5 секунды
От нуля до 150 миль в час: 20,8 секунды
Начало улицы, 5-60 миль в час: 4,3 секунды
Стоя 1 / 4 мили: 11,9 с при 122 милях в час
Торможение, 70-0 миль в час: 163 фута
Удержание дороги, троллейбус диаметром 300 футов: 1,00 г
* Базовая цена включает все возможности повышения производительности.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Общие сведения о длине штока, высоте сжатия поршня и ходе коленчатого вала
Внутри двигателя есть непостоянная экосистема, в которой каждый компонент напрямую влияет на другой.Длина штока, ход коленчатого вала и высота сжатия поршня — это три переменные, которые являются ключевыми для выбора идеального вращающегося узла. Вот их определение и эффекты.
Взаимосвязь между длиной шатуна, высотой сжатия поршня и степенью сжатия часто понимается неправильно, в основном из-за неправильного использования термина «сжатие». Честно говоря, это, вероятно, вообще не должно применяться к терминологии поршня, за исключением того, что касается объема поверхности днища поршня.Сжатие — это термин, связанный с объемом, который относится к степени сжатия. Он не имеет никакого отношения к механическому звену, создаваемому определенным ходом коленчатого вала и межцентровым расстоянием шатуна, или положением штифта, которое приводит головку поршня практически к верхнему краю отверстия. Если вы изучите прилагаемую диаграмму, вы заметите, что существует четыре основных размера, определяющих соотношение кривошипа, штока и поршня.Мы часто говорим, что двигатель имеет определенную степень сжатия, например, сжатие 10: 1.Но это не подходящее использование, когда речь идет о механическом взаимодействии хода кривошипа и длины штока. Высота штифта является предпочтительным термином, и вы можете увидеть соотношение на иллюстрации выше. При фиксированной длине хода изменение длины штока влияет на две вещи, ни одна из которых не является степенью сжатия. Он определяет требуемую высоту пальца для приведения головки поршня вровень с декой блока в ВМТ. Это также влияет на скорость приближения и отхода поршня относительно ВМТ и в некоторой степени на время пребывания поршня в ВМТ.
Основные размеры двигателя
- Высота настила блока
- Длина хода
- Длина от центра до центра стержня
- Высота пальца
Ход кривошипа, шатун и поршень должны входить в размер блока по высоте так, чтобы поршневая дека почти на одном уровне с поверхностью деки в ВМТ. Поскольку ход кривошипа вращается вокруг своего центра в основном подшипнике, вы можете видеть, что только половина длины хода используется, когда поршень находится в ВМТ.Остальное расстояние занимает длина штока и высота пальца поршня. Итак, окончательный размер поршневого узла рассчитывается как:
½ длины хода + длина стержня + высота пальца
Поскольку высота блока фиксирована в узком окне, доступном для фрезерования палубы, комбинация длины хода, длины штока и высоты штифта должна составлять ту же высоту с небольшим допуском для желаемой высоты платформы и зазора между поршнем и головкой цилиндров, который также включает толщина прокладки.Обычной практикой в кругах перформанса является обнуление блока. Это означает, что комбинация половины длины хода плюс длины штанги и высоты штифта равняется фиксированной высоте деки блока. Плоская часть верхней части поршня находится в точном соответствии с поверхностью деки блока. Это вынуждает производителя выбирать соответствующую толщину сжатой прокладки для регулирования зазора между поршнем и головкой. Неудивительно, что большинство рабочих прокладок головки в сжатом состоянии имеют толщину от 0,039 до 0,042 дюйма. Общепринятый минимальный зазор между поршнем и головкой со стальными шатунами составляет.035 дюймов.
Более длинные штоки неизменно поднимают положение пальца выше в поршне, где он пересекает канавку масляного кольца. Производители поршней, такие как Diamond, предлагают простое решение с опорной планкой маслосъемного кольца. Опорные направляющие отлично справляются со своей задачей и позволяют использовать поршни очень малой высоты.Длина хода почти всегда выбирается первой, поскольку она связана с сочетанием диаметра отверстия и хода для желаемого смещения. Длину штанги обычно указывают далее в зависимости от области применения.Теории по этому поводу широко обсуждаются и часто противоречат друг другу, но, как правило, обычно выбираются более короткие штоки, чтобы добиться более быстрого отклонения от ВМТ, когда поршень начинает движение по каналу. Это быстрее открывает большее пространство для наполнения цилиндра, так что высокоскоростная система впуска может быстрее начать заполнять цилиндр. Он часто используется для улучшения отклика дроссельной заслонки в приложениях, которые часто подвергаются дросселированию.
Поршни с более короткими штоками быстрее прибывают в ВМТ и не задерживаются надолго, прежде чем они быстро уйдут.Поршень быстрее достигает максимальной скорости и при меньшем угле поворота коленчатого вала, что снижает воздействие объема цилиндра в точке максимального перепада давления. Для обеспечения оптимальной эффективности в этих условиях требуется соответствующая синхронизация впускных клапанов. Поскольку поршень быстрее достигает максимальной скорости, впускной клапан можно открыть раньше, чтобы воспользоваться преимуществом разницы давлений в цилиндре. В этот момент открывается меньший общий объем цилиндра, но раннее начало потока будет вытеснять поршень по каналу, поскольку объемное воздействие быстро увеличивается.Это обычно называют более сильным натягиванием поршня на заряд из-за его повышенного ускорения.
Более длинные штоки могут улучшить коэффициент хода штока, уменьшая осевую нагрузку на поршень. Распространенное заблуждение состоит в том, что длина стержня влияет на смещение, а это не так. Только диаметр цилиндра и ход коленчатого вала изменяют рабочий объем двигателя.Во многих гоночных двигателях используются более длинные шатуны, чтобы уменьшить вес поршня, что положительно сказывается на форме кривой крутящего момента, ее расположении и эффективности сгорания.Для более длинных штоков обычно требуются более короткие и легкие поршни. Это подталкивает кольцевой пакет к поршню выше. При использовании без наддува строители ценят это, потому что им нравится перемещать кольцевой пакет вверх, чтобы облегчить возвратно-поступательный узел, улучшить стабильность поршня и минимизировать несгоревшие газы в щели над верхним кольцом. Однако более длинные штоки в приложениях с наддувом могут быть проблематичными, потому что приложениям с наддувом необходимо перемещать кольцевой пакет вниз по поршню, чтобы перемещать его подальше от чрезмерного нагрева.Более длинные штоки затрудняют выполнение этого, поскольку отверстие под штифт пересекает канавку масляного кольца. Во многих случаях для применений с наддувом может быть указан более короткий стержень, поскольку давление наддува снижает потребность в критических отношениях настройки стержня / хода, необходимых для эффективной работы без наддува.
Фактически, шатуны обеспечивают дополнительный элемент настройки в двигателе для соревнований. Поскольку длина штока (от центра к центру) изменяется, она влияет на движение поршня, так что его можно использовать в качестве инструмента настройки.Влияя на ускорение и скорость поршня, он определяет скорость, с которой создается разница между атмосферным давлением (над карбюратором) и давлением в цилиндре во время такта впуска. Соответственно, это влияет на основные составляющие уравнения VE, то есть поперечные сечения впускного и выпускного трактов, синхронизацию клапана и оптимальную точку воспламенения.
Этот размер блока от центральной линии главного отверстия определяет окончательную длину пакета кривошипа, штока и поршня в сборе.Это включает длину стержня, половину длины хода и высоту штифта. Длину стержня и высоту штифта можно изменять в зависимости от применения, но окончательный размер всегда определяется высотой блока.Более быстрое воздействие атмосферного давления улучшает наполнение цилиндра, и, таким образом, VE обеспечила, чтобы размеры впускного тракта и время срабатывания клапана были надлежащего размера и синхронизированы. Важно понимать, что и ускорение, и скорость поршня равны нулю в ВМТ и НМТ.Во всех промежуточных точках ускорение и скорость определяются длиной штанги. Для любой заданной длины штока поршень достигает максимальной скорости в точной точке хода относительно угла поворота кривошипа, когда ось штока находится под углом 90 ° к ходу кривошипа (обычно около 70-75 ° угла поворота кривошипа). Эта точка представляет собой самую высокую степень воздействия падения давления в цилиндре и тесно связана с синхронизацией впускных клапанов для оптимального наполнения цилиндра.
После выбора длины стержня у вас есть две части уравнения.Поскольку длина и ход штока теперь фиксированы, оставшейся переменной является высота штифта. Чтобы найти необходимую высоту штифта, сложите длину штанги и половину хода и вычтите результат из высоты деки блока. Блоки, которые не были декорированы, обычно обеспечивают коэффициент фаджа около 0,020 дюйма. Это часто удаляется, когда блок равен нулю, чтобы соответствовать днищу поршня. На этом этапе производитель может оценить доступное пространство для пакета колец и определить, влияет ли более длинный стержень на расположение кольца.
Хотя эти поршни выглядят почти одинаково, поршень слева разработан для более длинного штока (или хода). Это очевидно из-за меньшей высоты сжатия, т.е. штифт запястья обрабатывается ближе к коронке.Обратите внимание, что это не влияет на степень сжатия. Головка поршня все еще останавливается на поверхности деки блока, таким образом, пространство сгорания (объем) над ней остается неизменным, если вы не измените толщину прокладки головки. Степень сжатия можно изменить только путем увеличения или уменьшения объема пространства сгорания над поршнем в ВМТ.И поскольку отношения механически фиксированы, на степень динамического сжатия может влиять только синхронизация кулачка.
Вы можете использовать калькулятор на веб-сайте Diamond, чтобы перебрать все эти цифры и определить лучшую комбинацию для вашего приложения. Заказывая поршни, технический представитель также может помочь вам найти лучшую комбинацию. Техник также может помочь вам с размещением пакета колец, чтобы избежать проблем с предохранительными клапанами. Есть несколько способов упаковать эти компоненты в зависимости от требований вашего приложения, и технические специалисты будут держать вас в необходимых пределах, чтобы защитить ваши вложения.
Упорный подшипник и регулировочный люфт коленчатого вала
Если вам посчастливилось ходить в автомастерскую в старшей школе, вам, возможно, повезло, что вы смогли «перестроить» один из двигателей класса. На этих курсах вы просто разбирали двигатель, а затем меняли порядок действий. Будем надеяться, что для новичка двигатель заводился и работал нормально, и если да, то вы прошли испытание. Однако для истинного производителя двигателей сборка — действительно самая простая часть. Это все проверки и очистка, которые необходимы перед сборкой двигателя, где сосредоточены все реальные усилия.
Осевой люфт коленчатого вала, кажется, никогда не привлекает такого же уровня внимания, как, скажем, шатун и главный зазор, но даже с его несколько ограниченным вниманием, это все еще важная область. Если ничто иное, если осевой люфт кривошипа не проверяется и не проверяется, конечным результатом будет разборка всего двигателя для устранения повреждения, потому что слишком свободный ход — это так же плохо, как и слишком плотный. Это делает осевой люфт кривошипа спецификацией, которую нельзя упускать из виду, и одно это должно мотивировать всех, кроме самых ленивых производителей двигателей.
Мы будем использовать как малый, так и крупный блок Chevy для изображений в этой истории, но процесс одинаков для всех двигателей, даже если тяга находится в центральном коренном подшипнике, как в случае с Ford и GM LS. Упорный подшипник включает в себя как опорный подшипник, так и продольные упорные поверхности. Именно об этом зазоре мы и поговорим в этой статье.
Настройка сцены
При полностью разобранном двигателе первым шагом в этом процессе является использование надлежащих коренных подшипников.Это звучит просто, но в случае недавней модели Chevy с большим блоком мы использовали подшипники 0,010 мм для первых четырех коренных подшипников, а из-за немного заниженной шейки коленчатого вала номер пять для этого потребовался набор Federal-Mogul 0,011- дюймовые подшипники, чтобы установить зазор на номер пять. Только после того, как были выбраны подходящие половины коренных подшипников, мы можем проверить осевой люфт.
Осевой зазор важен, так как как автоматическая, так и механическая трансмиссии совершают значительное движение вперед.Автоматику часто обвиняют в сгоревших упорных подшипниках из-за раздувания преобразователя (расширения преобразователя), и это действительно происходит, но есть и другие причины. Одна причина, которой уделяется очень мало внимания, также может быть легко устранена.
Перед проверкой осевого люфта необходимо установить зазор подшипника в сети. Это определит, какой упорный подшипник будет использоваться. Нет смысла устанавливать осевой люфт коленчатого вала и затем менять упорные подшипники для достижения надлежащего основного зазора.
Автомобили с механической коробкой передач с более старым дизайном нажимного диска сцепления с тремя пальцами Long или Borg & Beck прикладывают все большее давление, когда педаль сцепления прижимается к полу. Это создает максимальную прямую тягу на коленчатом валу при попытке запустить двигатель. Прижимные пластины мембраны переходят «через центр» при полном отпускании, что обеспечивает только ограниченную прямую тягу. Таким образом, для автомобиля, оснащенного сцеплением Long или Borg & Beck, методика состоит в том, чтобы просто запустить двигатель на нейтрали.Это исключает потенциально чрезмерный износ упорного подшипника.
Максимальное усилие
Существует простая методика установки и измерения упорных подшипников. Тестирование начинаем с установки переднего и заднего подшипников. Для Ford с упором в центре вам понадобятся три подшипника — упорный и оба концевых коренных подшипника. Установив подшипники и кривошип на место, установите главный колпачок на место и слегка установите упорный колпачок с крутящим моментом примерно 10-15 фунт-фут на болтах.
С помощью резинового молотка постучите по рукоятке вперед. Это выровняет две задние половины упорного подшипника. Теперь затяните основные болты / шпильки крышки с помощью масляного насоса, если он есть. Теперь мы можем измерить осевой зазор, сначала установив циферблатный индикатор на головку кривошипа с помощью магнитного основания. Мы поднимаем кривошип, используя длинную отвертку, затем обнуляем циферблатный индикатор, а затем слегка поднимаем кривошип, чтобы определить общий зазор.
У каждого семейства двигателей есть немного разные спецификации для осевого люфта кривошипа, но большинство семейств двигателей попадают в 0.004–0,008 дюйма. Мы составили диаграмму, в которой перечислены популярные люфты двигателей V8, выраженные в диапазоне. Таким образом, идеальный зазор находится точно в середине диапазона. Итак, для двигателя с диапазоном от 0,004 до 0,008 дюйма идеальной характеристикой будет 0,006 дюйма. Обратите внимание, что двигатели более поздних моделей пытаются ограничить максимальный осевой люфт, потому что чрезмерное движение кривошипа может вызвать ошибки датчика кривошипа.
Для проверки осевого зазора требуются подшипники, по крайней мере, в шейках номер один и пять для правильной поддержки коленчатого вала.Установив основную крышку на место, слегка постучите по рукоятке сзади, чтобы совместить две половины подшипника. Эта конкретная фотография представляет собой небольшой блок (справа). В случае с нашим большим блоком конечный люфт не соответствовал минимальным характеристикам и составлял всего 0,002 дюйма. Этот подшипник необходимо отшлифовать, чтобы добавить необходимый зазор и соответствовать спецификациям.
В случае нашего шевроле с большим блоком, с его новым упорным подшипником номер пять, мы измерили осевой люфт всего 0,002 дюйма. Это потребует от нас утонения подшипника, что намного проще, чем фрезерование фланца коленчатого вала.Самый распространенный способ уменьшить толщину упорных подшипников — это отшлифовать их.
Получение разрешения
Процедура утонения подшипника начинается с осторожного размещения большого шлангового зажима из нержавеющей стали вокруг обеих половин упорного подшипника так, чтобы они располагались на гладкой поверхности. Мы используем кусок лома размером 24 на 24 дюйма толщиной в четверть дюйма. Затем мы измеряем общую толщину упорного подшипника встык, используя штангенциркуль. Большинство упорных подшипников с высокими эксплуатационными характеристиками в настоящее время имеют несколько небольших аппарелей, которые слегка изменяют «высоту» осевого усилия, поэтому важно провести измерения в нескольких областях, чтобы определить местонахождение этих аппарелей.Мы записываем самое широкое число для справки.
Мы предпочитаем зажимать две половины подшипника вместе, устанавливая их заподлицо на плоской поверхности (например, алюминиевой пластине) и осторожно затягивая их большим шланговым зажимом (слева). Затем мы используем штангенциркуль для измерения ширины подшипника в нескольких местах и отмечаем самую широкую часть с помощью Sharpie. Мы также отмечаем подшипник на стороне, обращенной назад, чтобы вся наша шлифовка выполнялась на обращенной вперед стороне подшипника (справа).
Затем мы кладем большой кусок влажной / сухой наждачной бумаги зернистостью 400 на алюминиевую пластину и покрываем ее легким машинным маслом, например Marvel Mystery Oil. Мы отмечаем обращенную назад сторону упорного подшипника для справки, а затем шлифуем только противоположную, прямую или переднюю сторону. Это поддерживает исходную толщину задней стороны, которая будет воспринимать прямую тягу от муфты или гидротрансформатора. Шлифовка в форме восьмерки, мы будем шлифовать в течение минуты или около того, а затем проверим наши измерения.Весь этот процесс может занять от десяти до двадцати минут или больше.
После достижения желаемой общей толщины осевого напора шлифование подшипника с помощью более легкой бумаги с зернистостью 1000 или 1500 может сделать поверхность более гладкой. После завершения шлифования лучше всего удалить зажим из нержавеющей стали, а затем тщательно очистить половинки подшипника спиртом и безворсовой бумажной салфеткой. Это очень важно, поскольку маслянистая суспензия, оставшаяся после шлифования, является до смешного абразивной, и мы не хотим, чтобы она проходила через подшипники.
Можно использовать ряд различных абразивов. Мы использовали влажную / сухую наждачную бумагу с зернистостью 400, смазанную маслом Marvel Mystery. Мы шлифуем в течение минуты или двух движением в форме восьмерки, равномерно распределяя нагрузку, перемещая положение подшипника в руке. Обратите внимание на стрелку, указывающую на конец, который нужно отшлифовать. Мы останавливаемся и измеряем каждую минуту, чтобы проверить прогресс. В этом случае нам нужно было удалить примерно 0,004 дюйма материала, чтобы получить зазор в 0,006 дюйма.
После очистки подшипника мы устанавливаем подшипник на место и еще раз проверяем осевой люфт.Если вы правильно подсчитали, у вас должен быть зазор в конце хода где-то около 0,006 дюйма в качестве числа, к которому нужно стремиться.
В некоторых случаях, когда высокие нагрузки могут вызвать повышенный износ упорного подшипника, например, при постоянном ускорении / замедлении при гонках по шоссе или кольцевым трассам, или в автомобилях с механической трансмиссией и высокими нагрузками на сцепление, Mahle-Clevite предлагает незначительную модификацию задней части. упорный подшипник. На прилагаемой фотографии показано местонахождение несовершеннолетнего 0.Фаска 040 дюймов, которая может быть размещена в верхней половине подшипника по линии разъема на стороне подшипника, ближайшей к упору.
Если износ или повреждение упорного подшипника является проблемой, о чем свидетельствует осмотр старого подшипника, Mahle-Clevite предлагает эту незначительную модификацию: найдите заднюю часть половины основного подшипника в блоке (верхний) и аккуратно подпилите фаску 0,040 дюйма по линии пробора. Эта небольшая фаска приведет к притоку дополнительного масла на нагруженную (заднюю) сторону упорной поверхности, что улучшит смазку и снизит температуру упорной поверхности.
Как и все другие зазоры двигателя, зазор тяги имеет решающее значение для надлежащей работы двигателя. Даже если требуется шлифование упорной поверхности, задача не является сложной или требует много времени. Конечным результатом является коленчатый вал с правильным зазором, что в конечном итоге само по себе награда.
Перепроверка нашего осевого люфта теперь показывает зазор 0,0065 дюйма, что является почти мертвой точкой между заводскими рекомендациями для нашего большого блока.
.