Расточка блоков цилиндров
Расточка цилиндров. От 1 210 руб за цилиндр.Сроки выполнения расточк в 2019 году — 1 день! В наличии на складе большое количество поршней разных ремонтных размеров! Полностью модернизирован и расширен станочный парк! Новые расточные и хонинговальные станки. Максимальное качество, минимальные сроки- адекватные цены!
Компанией Центр «МОТОР» выполняется расточка любых блоков цилиндров: расточка чугунных блоков, расточка алюминиевых блоков, расточка V-образных и W-образных блоков, расточка блоков цилиндров Subaru.
При расточке блока, цилиндры обрабатываются под ремонтные поршни увеличенного диаметра: сначала растачиваются, а потом хонингуются. Хонинговка – это обработка поверхности цилиндра специальными абразивными брусками: получается очень точное отверстие в цилиндре(отклонение не более 0,01 мм) и на поверхность наносятся риски, в которых задерживается масло – исключается сухое трение поршня и колец по цилиндру.
В случаях, когда расточить блок цилиндров нет возможности (глубокие повреждения либо отсутствие ремонтных запчастей) мы всегда можем предложить гильзовку блока либо гильзовку отдельных цилиндров.
Стоимость работ по расточке и хонингованию блока цилиндров:
| Отечественные автомобили | Цена за БЛОК |
| ВАЗ, ГАЗ | 3 388 |
| ВАЗ, ГАЗ через ремонт или с переходом на другой диаметр | 3 800 |
ГАЗ-421, УАЗ (диаметр 100 мм. ) )
|
4 000 |
| Иномарки | Цена за ЦИЛИНДР |
| Иномарка, в том числе через ремонт | 1 210 |
| «Субару» | 1 573 |
| Иномарка- алюсил | 2 420 |
| Двухтактного двигателя от | 1 000 |
| Подхонинговка (восстановление сетки хона) | 440 |
| Работа по одному цилиндру или съем более1 мм | +20% |
Rottler Manufacturing — H85AX
Станок для автоматического вертикального хонингования цилиндров двигателей ДВС с управлением ЧПУ и автоматическим перемещением инструмента по оси Х
Специальная серия станков, с возможностью автоматического перемещения инструмента по оси Х (влево — вправо), вдоль блока от цилиндра к цилиндру.
Система автоматической защиты хона в нижней части цилиндра. Многие блоки двигателей внутреннего сгорания имеют в нижней части отверстия, способные повредить хонинговальные камни и камнедержатели во время выполнения операций. Перед началом каждого цикла обработки станок Н85АХ проверяет каждый цилиндр на наличие таких препятствий, чтобы избежать потенциальных повреждений инструмента. Для всех цилиндров эти отверстия находятся на одном уровне, поэтому система управления станка определяет их местоположения и производит хонинговку с полной нагрузкой по всей длине цилиндра без риска повредить камни и камнедержатели.
Система автоматической защиты хона в нижней части цилиндра. Перед каждым стартом операции станок проверяет выход камней в нижней части цилиндра, что исключает возможность разрушения камней и камнедержателей.
Конус шпинделя оснащен системой быстрой смены инструмента, позволяющей в считанные секунды сменить хонинговальную головку без использования ключей.
Система автоматического втягивания камней в конце цикла — станок автоматически втягивает хонинговальные камни в конце каждоно цикла обработки так, что при выходе инструмента не остается ни царапин ни других следов на хонингованной поверхности.
Автоматизированная система установки углов перекрестной штриховки. Поддерживает нанесение штрихов под заданными в программе углами.
Автоматическая система определения нагрузки при черновой и чистовой обработках. Станок автоматически замедляет движение инструмента, или останавливает его, если чувствует зажатость инструмента.
Электронное ручное колесо управления перемещением хонинговальной головки вдоль цилиндра.
Система автоматической подачи хонинговальных камней. Как только головка позиционируется в цилиндре, станок автоматически начинает раздвигать камни при медленных оборотах, перед началом хонинговального цикла.
Программа финишной обработки Плато специальными щетками. Система автоматически выдвигает щетки Плато до уровня запрограммированной нагрузки и расчитывает количество проходов После чего втягивает щетки и отводит их в положение зазора.
Управление и программирование при помощи сенсорного экрана ЧПУ с диагональю 400 мм.
Высокоточный дисплей с разрешением 0,002 мм.
Промышленный компьютер с операционной системой Windows.
Порт USB для обмена данными.
Возможность удаленного управления, обслуживания и поддержки через сеть Интернет (требуется подключение станка к сети Интернет).
Работа как в дюймовой, так и в метрической системах измерения.
Горизонтальное перемещение (ось Х) влево и вправо — 965 мм — ручное перемещение по линейным направляющим.
Горизонтальное перемещение (ось Y) к оператору и от оператора — 75 мм — ручное перемещение по линейным направляющим.
Вертикальное перемещение (ось Z) вверх и вниз 483 мм.
Система вертикального перемещения инструмента — управляемый ЧПУ сервопривод с шарико-винтовой передачей.
Система управления скоростью вертикального перемещения инструмента плавно изменяет ее от 0 до 38 м/мин.
Система ускоренного вертикального хода инструмента — 6,35 м/с.
Система управления вращением шпинделя — ЧПУ и сервопривод с высоким крутящим моментом 60 Нм.
Плавно изменяемая скорость вращения шпинделя от 0 до 400 об/мин.
Лотки для камней (2) для наборов из шести камней каждый со встроенным держателем для нутромера.
Стеллаж для хранения до пяти хонинговальных головок.
Система охлаждения — бак большой вместимости (265 л) расположен под станком на колесиках и может выдвигаться для обслуживания в сторону задней стенки станка.
Магнитная система предварительной очистки охлаждающей жидкости встроены внутри емкости Магниты снимаются для удобства очистки емкости при ее перемещении из станка.
Сменные картриджи фильтров очистки — двойные градиентные от 50 до 5 мкм. Картриджи фильтров 514-2-42С.
Корпус станка имеет специальное покрытие из эмалевого порошка, обработанного термически. Это облегчает обслуживание и мойку станка.
Инструкция по управлению и программированию прилагается в цифровом формате.
Код цвета краски RAL9002 (бело-серая).
Требования к электросети 208/240В, 30А, 50/60Гц, 3 фазы.
Транспортный вес 1043 кг.
Транспортные размеры 1524х2210х2337 мм.
Цены на условиях FOB-EXW, Kent, Wasington, USA.
Программное обеспечение фирмы Роттлер разработано простым для понимания. Диалоговые программы позволяют оператору легко и быстро обучаться, создавать свои собственные программы. За несколько минут можно создать новую программу для хонинговки нового блока, записать ее в память и в последующем применять к подобным блокам.
Warning: Smarty error: ol_propimage: ‘image’ is empty (object id=1554) in /home/bftieu5/iCrozier/ver_1_1_1.1/smarty/Smarty.class.php on line 1095
Warning: Smarty error: ol_propimage: ‘image’ is empty (object id=1554) in /home/bftieu5/iCrozier/ver_1_1_1.1/smarty/Smarty.class.php on line 1095
Станки на изображениях могут содержать опциональное оснащение
Расточка блока цилиндров
Расточка блока цилиндров производится в два этапа, на двух станках.
Во первых нужно расточить цилиндр резцом, чтобы выровнять поверхность цилиндра и сделать ее идеально цилиндрической. Резец для расточки должен быть эльборовым (очень твердый и износостойкий материал для резцов, приближается по твердости к алмазу) и сам станок соответствующего класса точности.
Расточка блока цилиндров — замер параметров
Если например использовать резец из быстрорежущей стали то резец заходит в цилиндр, начинает растачивать и в процессе резания кромка резца притупляется, таким образом цилиндр к концу расточки от http://www.расточка-шлифовка.рф/rastochka.php становится чуть чуть конусным, что не есть хорошо, ведь зазор поршень- цилиндр даже на «наших» машинах составляет 0.03мм. Конусность цилиндра приводит ко многим отрицательным последствиям — например, к повышенному износу канавок поршневых колец что естественно влияет на ресурс.
Возможные дефекты расточки и хонингования
Вторым этапом расточки блока цилиндров является хонингование (шлифовка) внутренней поверхности цилиндра.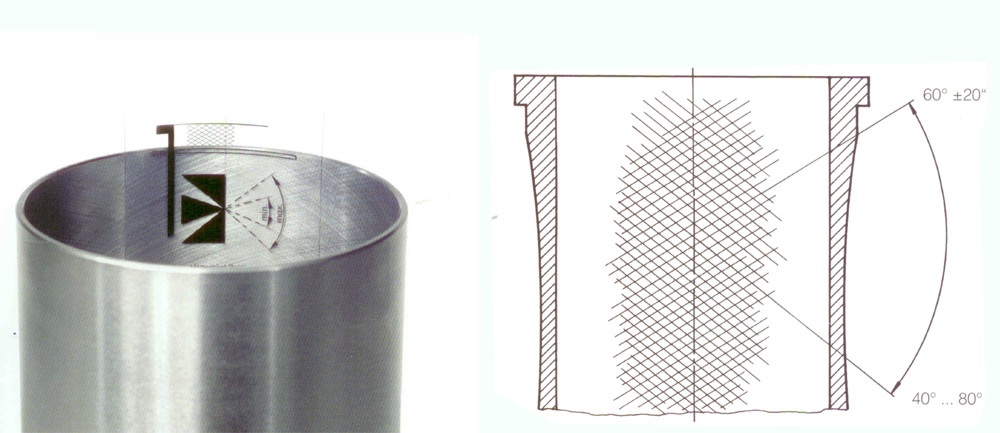 Здесь важно добиться нужной шероховатости и не нарушить геометрию цилиндра после расточки. Для этого припуск на шлифовку должен быть минимальным и шлифовальные бруски должны быть достаточно твердыми.
Здесь важно добиться нужной шероховатости и не нарушить геометрию цилиндра после расточки. Для этого припуск на шлифовку должен быть минимальным и шлифовальные бруски должны быть достаточно твердыми.
Если например, используются бруски из мягких абразивных материалов, то в процессе шлифовки блока цилиндров возможно также отклонение от идеальной формы поверхности цилиндра.
Шлифовка гильзы двигателя
Толщина пленки масла при работе двигателя является очень маленькой, и поскольку цилиндры и поршневые кольца изготавливаются по современным технологиям, производители двигателей стараются добиться всё меньшего расхода масла.
Поэтому толщина пленки становится все меньше и меньше. В этой ситуации особое значение имеет качество обработки поверхности цилиндра и создания при изготовлении и ремонте такой микроструктуры, которая наиболее близка к цилиндру, уже приработавшемуся к поршневым кольцам.
Имеет ли поверхность цилиндра заводскую обработку, или цех ремонтировал эту поверхность, это может быть сделано только хонингованием.
Этот процесс должен быть двухстадийным.
На первой стадии на поверхности образуются впадины и выступы, и на второй удаляются некоторые из выступов, чтобы образовать ряд плоских плато, отделенных регулярными раздельными впадинами. Такая обработка называется плосковершинной и применяется сейчас практически всеми производителями двигателей .
Обработанная поверхность
Хорошая плосковершинная обработка предполагает, что угол штриховки составляет приблизительно 60°, с одинаковыми рисками, нарезанными в обоих направлениях. Образец впадины должен быть чистым после резания, но без острых кромок, и должен быть свободным от рваного или деформированного материала. Глубина и ширина впадин должны быть однородными и регулярно раздельными, а плоская область плато должна составлять примерно половину от двух третей полной поверхностной области, свободной от внедренных частиц.
Мы например, используем при шлифовке только алмазные пластины двух классов зернистости.
Особую трудность представляет расточка и шлифовка V- образных блоков.
Здесь необходима специальная оснастка, позволяющая установить блок так, чтобы ось цилиндра была строго вертикальна, так как шпиндель станка двигается только вверх-вниз.
Автосервис «АвтоКап» Капитальный ремонт двигателей в Новосибирске
Автосервис «АвтоКап» производит полный капитальный ремонт двигателей
(капремонт) легковых автомобилей, качественный уровень выполняемых работ
принципиально отличается от популярного «гаражного» понятия «переборка». Полный
капитальный ремонт двигателя в Новосибирске — это выполнение всех
необходимых технологических операций, помимо общеизвестной расточки блока
и шлифовки (или как многие говорят расточки) коленвала капитальный
ремонт в «АвтоКапе» включает в себя обработку цилиндров по технологии «плато
(плосковершинное) хонингование» при которой на поверхности цилиндров создается
специальный микрорельеф (хон риска), который удерживает масляную пленку и
препятствует износу поршневых колец, прочистку масляных каналов и
высокотемпературную химическую мойку деталей после обработки, для исключения
попадания стружки и грязи при сборке двигателя, проверку и восстановление
геометрии шатунов, ремонт головок шатуна, капитальный ремонт головки блока
цилиндров с заменой направляющих клапанов, заменой или правкой седел, шлифовкой
клапанов и другие необходимые операции. Капитальный ремонт двигателя в
Новосибирске, в нашей компании является комплексным, потому, что работа
слесарей-мотористов, снабжение и комплектация запчастями и станочные операции
выполняются на одном предприятии и мы полностью несем ответственность за всю
проделанную работу. Квалифицированный подбор качественных запчастей является
необходимым условием обеспечения моторесурса и надежности двигателя.
Капитальный ремонт двигателя в
Новосибирске, в нашей компании является комплексным, потому, что работа
слесарей-мотористов, снабжение и комплектация запчастями и станочные операции
выполняются на одном предприятии и мы полностью несем ответственность за всю
проделанную работу. Квалифицированный подбор качественных запчастей является
необходимым условием обеспечения моторесурса и надежности двигателя.
Автосервис предлагает следующие варианты выполнения капитальных ремонтов
двигателей:
полный капитальный ремонт, включающий снятие и установку двигателя на автомобиль
капитальный ремонт уже снятого двигателя
капитальный ремонт разобраного блока цилиндров с полусборкой. Сборка низа мотора
«шорт блока»
капитальный ремонт головок блока со снятием и установкой на автомобиль;
капитальный ремонт уже снятой головоки блока с последующей сборкой и
регулировкой клапанов и механизма изменения фаз газораспределения.
Хонингование цилиндров, цилиндр обдирки инструментом и окончательной обработки
| MOQ: | 1 шт. |
|---|---|
| Условия Платежа: | T/T |
| Производительность: | 30 Sets Per Month |
| Упаковка: | Wooden Case |
Дополнительная Информация.
- Trademark: Zhengzhou Hongtuo
- Packing: Wooden Case
- Standard: ISO9001: 2000
- Origin: China
- HS Code: 84669390
- Production Capacity: 30 Sets Per Month
Описание Продукции
Multi камня для хонингования цилиндра обдирки инструментом и окончательной обработки
в связи с системой doublefeed Gehring / Нахель, двойных или абразивный хонинговальный брусок плато инструмент позволяет сокращение рабочих станций и получения наложения поверхностных структур.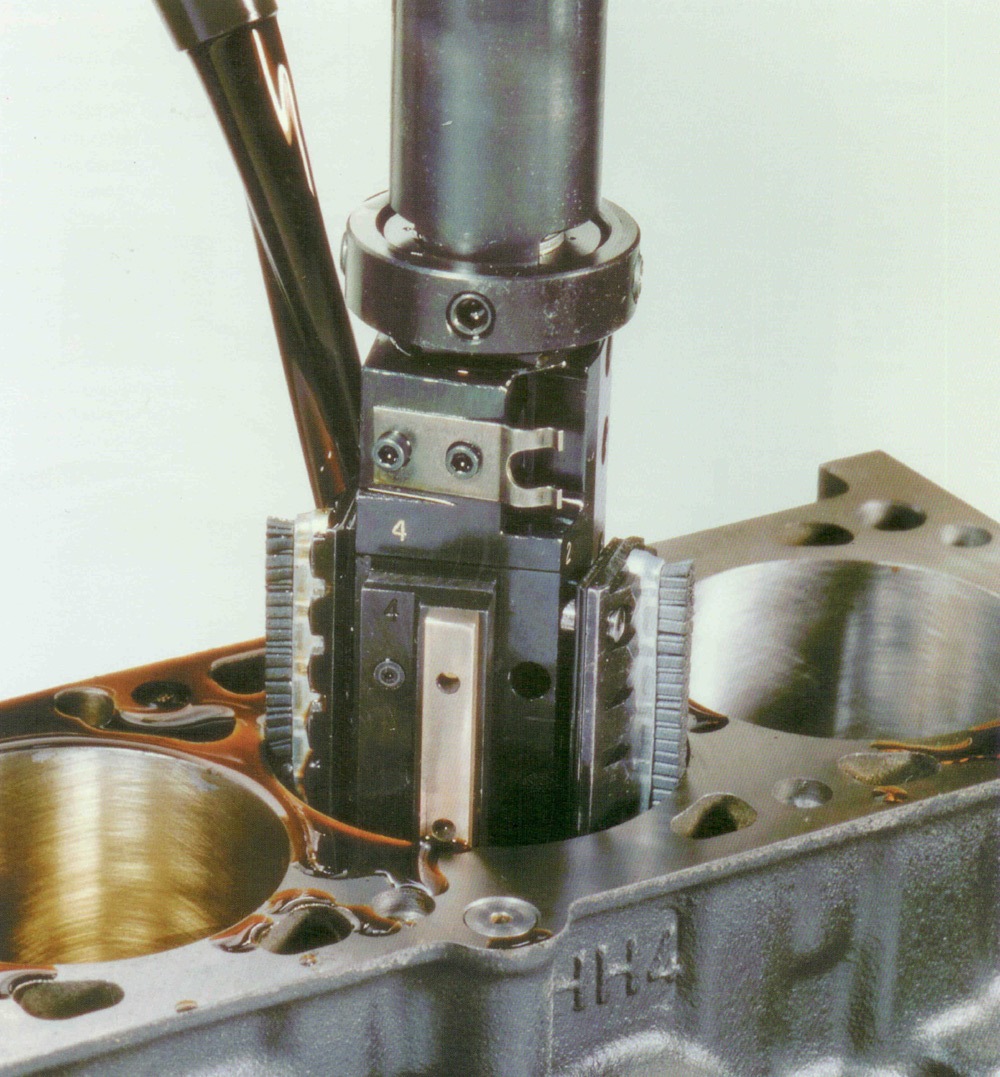
Особенности:
несколькими камня инструмент для хонингования со встроенным карбида вольфрама руководящих и изменение размеров обуви. Два набора для хонингования камни, feeded независимо друг от друга.
Высокая
GeGeometry Efficicency разреза, высокая точность.
Область применения:
отверстия цилиндра, подшипники.
Примеры применения:
отверстия цилиндра двигателя в кварталах,
блоков цилиндров с воздушным охлаждением.
Тип Продуктов
Federal-Mogul. Кольца и гильзы Goetze. О производстве в подробностях
В одном из предыдущих номеров журнала autoExpert мы писали, как и какие поршни Nural производятся на заводе корпорации Federal-Mogul в турецком городе Арсланбей. В том же туре мы посетили и завод по производству поршневых колец и гильз GOETZE. Итак, о производстве этих высокотехнологичных деталей — в подробностях…
Итак, о производстве этих высокотехнологичных деталей — в подробностях…Federal-Mogul Sapanca
Завод в Сапанке был построен в 1976 году. В 1979 он подписал лицензионное соглашение с немецкой компанией Goetze (эта марка — «старейшина» в семействе автомобильных компонентов, ее родословная ведется с 1887 года, и первое в Европе хромированное поршневое кольцо было именно марки GOETZE). В 1982 на заводе в Сапанке запустили производство поршневых колец и гильз, а с 1987 началась череда приобретений и инвестиций. Сначала завод был приобретен компанией Goetze, позже были внутренние турецкие инвестиции, а в 1998 предприятие покупает трансконтинентальная корпорация Federal-Mogul, сохранив марку Goetze. В 2008 завод был подвергнут основательной реорганизации и модернизации, что помогло предприятию соответствовать требованиям, которые выдвигают ведущие производители автомобилей.
Это — ведущий завод корпорации Federal-Mogul по производству гильз для грузового транспорта, несмотря на то, что конструкторское бюро находится в Буршайде, Германия. Это самое высокотехнологичное в Европе производство поршневых колец и гильз цилиндров. Завод имеет все необходимые сертификаты качества и множество наград от производителей. Заказчиками продукции являются как самые именитые производители двигателей — Audi, BMW, Ford, Renault, Mercedes-Benz, Smart, Aston Martin, Volkswagen, Fiat, Alfa Romeo, Honda, Iveco, PSA (Peugeot-Citroen), Nissan, Isuzu, MTU, CNH, MAN, Volvo Truck, так и компании-конкуренты Federal-Mogul.
Это самое высокотехнологичное в Европе производство поршневых колец и гильз цилиндров. Завод имеет все необходимые сертификаты качества и множество наград от производителей. Заказчиками продукции являются как самые именитые производители двигателей — Audi, BMW, Ford, Renault, Mercedes-Benz, Smart, Aston Martin, Volkswagen, Fiat, Alfa Romeo, Honda, Iveco, PSA (Peugeot-Citroen), Nissan, Isuzu, MTU, CNH, MAN, Volvo Truck, так и компании-конкуренты Federal-Mogul.
 С 1998 года маркой и ее производственными мощностями владеет компания Federal-Mogul, поставляя на первую комплектацию технически передовые компоненты, позволяющие значительно снизить расход топлива, масла и вредные выбросы в атмосферу. Компоненты для вторичного рынка полностью соответствуют характеристикам деталей OE: поршневые кольца, гильзы цилиндров, болты головки блока цилиндров и широкий ассортимент уплотнений, начиная от сальников клапанов и заканчивая полными комплектами прокладок и уплотнений для ремонта двигателя.
С 1998 года маркой и ее производственными мощностями владеет компания Federal-Mogul, поставляя на первую комплектацию технически передовые компоненты, позволяющие значительно снизить расход топлива, масла и вредные выбросы в атмосферу. Компоненты для вторичного рынка полностью соответствуют характеристикам деталей OE: поршневые кольца, гильзы цилиндров, болты головки блока цилиндров и широкий ассортимент уплотнений, начиная от сальников клапанов и заканчивая полными комплектами прокладок и уплотнений для ремонта двигателя.Производительность завода — 7 миллионов гильз цилиндров, 25 миллионов поршневых колец и 15 миллионов вставок в поршни для верхнего поршневого кольца.
Завод производит три типа гильз — два типа «сухих» и один «мокрый», и все виды поршневых колец с несколькими типами покрытия: хромированные, хром-молибденовые и хром-керамические. Предприятие — с полным циклом производства. Процесс изготовления и поршневых колец, и гильз начинается с литья.
Сколько заводов Federal-Mogul в Турции?
Есть еще четвертый завод Federal-Mogul в Турции — кроме этого и двух по производству поршней. На нем производят только гильзы одного типа по технологии S-cast для последующего производства блоков цилиндров. Он работает исключительно на конвейеры автопроизводителей.
На нем производят только гильзы одного типа по технологии S-cast для последующего производства блоков цилиндров. Он работает исключительно на конвейеры автопроизводителей.
Цех литья
Заготовки (трубы) для гильз отливаются в металлических формах по 2 метра длиной, у которых температура плавления выше, чем у расплавленного металла гильзы.
Заготовки для колец отливают методом стопочной заливки на карусельной машине, когда несколько литейных форм располагаются горизонтально одна над другой. Внутренняя поверхность форм — из специального песка с добавкой химических элементов, чтобы придать ему определенные свойства и не допустить разрушения, а также для облегчения отделения отливки от формы. Формы для гильз также используются только со специальным покрытием.
Далее готовые отливки (заготовки для гильз перемещаются с поста на пост тщательно защищенными от пыли «руками» роботов KUKA), очищаются, распиливаются и поступают в свои цеха для последующей механической обработки. Но заготовки для колец перед этим еще проходят термическую обработку в печах для увеличения или уменьшения твердости в зависимости от требований технологии.
Но заготовки для колец перед этим еще проходят термическую обработку в печах для увеличения или уменьшения твердости в зависимости от требований технологии.
Контроль качества материалов
Заложить в плавильную печь идеальное количество ингредиентов с идеальным качеством — не реально, ведь для каждой позиции сырья (металл, прочее…) есть минимум два одобренных поставщика, да и сырье имеет допуски. Поэтому в лаборатории при литейном цехе приходится проверять образцы, взятые из печи прямо во время «варки» сплава и корректировать его состав добавлением необходимых химических элементов, чтобы получить материал нужного качества. После того, как он готов, здесь проверяют его физические и химические свойства. Делается спектральный анализ, анализ на твердость, на прочность, на разрыв.
Весь процесс варки партии занимает часа три, а измерения образцов — минут пять. Все очень оперативно.
В нашем присутствии испытали металл для производства гильз на разрыв — при норме в 3200 кг разрыв произошел при усилии 3450 кг.
Отлитые заготовки после первичной механической обработки еще в литейном цеху разрезаются на несколько пока еще крупных частей, собираются в кассеты и поступают в цех, где им предстоит стать готовой продукцией после ряда токарных и других операций впечатляющей сложности.
Сначала делается обработка боковых сторон, а потом — внутренней и наружной стороны.
Самый первый этап — блок-упаковка из колец обрабатывается одновременно двумя резцами изнутри и снаружи. Наружный резец при этом придает наружной грани уже готовую рабочую конфигурацию. При этом вращение происходит эксцентрично. В итоге эта промежуточная заготовка получается не только овальной формы, а и с разной толщиной кольца, чтобы, когда кольцо разрежется, тангенциальные силы, которые распирают кольцо в цилиндре, были одинаковыми. А вырезав впоследствии небольшую часть кольца в нужном месте — получают кольцо, которое после сжатия до соприкосновения торцов будет иметь форму идеальной окружности, соответствующей форме гильзы. Вот так все сложно и просто одновременно!
Вот так все сложно и просто одновременно!
Пока не придана форма рабочей поверхности кольца — сечение у кольца прямоугольное.
Далее происходит обработка торцов кольца в месте разреза. Точностью обработки торцов задаются размеры теплового зазора колец.
Кольца. Дебри механообработки
Поршневые кольца работают в жесточайших условиях и агрессивной среде, давление на поршень достигает показателей порядка 100 кг/см2, температура горения топливовоздушной смеси достигает 1400 градусов, на кольцо действуют огромные нагрузки, хуже чего только то, что эти нагрузки знакопеременные в связи с характером движения поршня. И в этих условиях поршневые кольца должны не просто сохранять заданные им качества, но и не могут даже просто вибрировать, ведь такая вибрация ведет к прорыву газов в картер двигателя и может закончиться поломкой колец. Малый размер колец наряду со столь жестким перечнем требований к ним как раз и приводит к тому, что само по себе изготовление поршневых колец сродни искусству, а изготовление качественных колец в массовом порядке требует серьезной технической базы и квалифицированного персонала.
Далее необходимо нанести гальваническое покрытие на рабочую поверхность колец. Именно на рабочую поверхность, боковые поверхности остаются без покрытия. Чтобы выполнить такую операцию, кольца снова собирают в пакеты, нанизывая их на шест с резьбой, края закрывают шайбами, сжимают кольца до соприкосновения торцов и стягивают гайками всю эту конструкцию-тубус. При этом перед сжатием торцы кольца в разрезе покрываются специальным лаком, чтобы заполнить возможные микрорасстояния и получить гарантированно герметичную конструкцию. После зачистки от высохших подтеков лака эта герметичная упаковка погружается в гальваническую ванную для нанесения покрытия, которое таким образом образуется только на рабочей поверхности колец.
Далее следуют различные токарные операции по приданию кольцам нужного сечения, а в конце их снова собирают в кассеты, вставляют в специальные гильзы и подвергают то ли притирке, то ли шлифованию поверхности после хромирования — как хотите, так и называйте этот процесс, похожий на хонингование цилиндров.
В маслосъемных кольцах сверление маслоотводящих отверстий происходит одновременно 48 сверлами, при необходимости станок может быть перенастроен на 72 сверла! Кольца подаются в станок по-одному.
В целом, основные операции такие. Кольцо готово.
Среди потребителей бытует мнение, что большее кольцо более дорогое по цене, потому что в нем материалов больше. Нам объяснили, что в себестоимости кольца стоимость материалов 3-5%, все остальное — стоимость обработки и гальванического покрытия. Соответственно, кольцо дешевле доработать, если возможно, чем тратиться на гальванику для нового кольца.
О цветной маркировке колец
Специалисты на СТО часто говорят, что поскольку в оригинальной упаковке кольца с цветной маркировкой — то дайте нам такие же! Однако цветная маркировка ничего не имеет общего с качеством. Оказывается, она наносится исключительно по запросу ОЕ-производителей для нужд по отслеживанию продукции.
Еще кольца, устанавливаемые при первичной комплектации, не имеют фосфатирования, а в афтемаркете — имеют, потому что это покрытие защищает от коррозии, на случай, если на складах клиентов не будут соблюдены правила хранения.
В афтемаркете можно встретить кольца без фосфатирования — некоторые торговые марки-упаковщики с целью удешевления просят завод произвести кольца без фосфортирования.
Семь раз отмерь… и раз продай
Непосредственно в производственном цеху проводится четыре операции проверки: проверка закрытого замка, проверка правильного позиционирования (определяется правильная верхняя сторона кольца), проверка высоты кольца и проверка правильности лазерной маркировки кольца.
Интересно было увидеть, как решен вопрос сортировки колец при проверке. Машина напомнила сказку про Илью Муромца, у которого от камня вело три дороги: направо пойдешь — в утиль попадешь, налево — в доработку, прямо — в упаковку. Три пути указывают три сопла со сжатым воздухом с углами друг относительно друга в 45 градусов. В зависимости от результата проверки кольцо сдувается одним из сопел.
Мы поинтересовались, сколько обычно бывает бракованных колец. Нам ответили, что иногда ноль, иногда 10-20 на 1000 шт.
Финальный контроль качества продукции происходит в отдельном помещении, где за столами работают несколько десятков человек и визуально проверяют ВСЕ кольца. Сотрудники, выполняющие эту работу — только женщины. Почему женщины? Они более щепетильные и внимательные в такой монотонной работе. Процедура полного визуального контроля всего кольца подробно описана системой сертификации ISO. Процент брака на визуальном контроле — еще 2%. Согласитесь, такой процент испортил бы репутацию бренду.
В самом конце все кольца еще раз проверяются автоматическим устройством для дополнительного контроля правильной маркировки верхней поверхности кольца.
Кольца и вызовы автопрома
Материалы и технологии, применяемые при создании двигателей, таят немало резервов для повышения топливной экономичности автомобиля и снижения эмиссии отработавших газов, в частности, выбросов CO2. В Federal-Mogul заявляют, что знают, как использовать эти резервы.
Точнейшая геометрия для сопрягающей посадки поршня в цилиндр, стойкость к непрерывно растущим температурам, давлению, динамическим нагрузкам, минимизация трения и износа сопрягаемых пар — все это лежит на них, кольцах. А значит, они тоже требуют инновационных решений и прецизионных технологий.
А значит, они тоже требуют инновационных решений и прецизионных технологий.
Нормативы стремительно стареют и технологии просто обязаны опережать их. Всем известный пример: топливо, служившее естественным смазочным материалом, перестает быть таковым. Причина — в резком снижении содержания серы в угоду экологическим показателям. Значит, сегодняшние поршневые кольца обязаны работать при меньшем количестве смазки. И это при непрерывном росте мощности, снимаемой с единицы объема двигателя!
Эти и многие другие противоречия на предприятиях Federal-Mogul разрешают более 200 ученых, инженеров и других специалистов, занимающихся разработкой и испытанием поршневых колец. Работа ведется по нескольким направлениям. Магистральными являются два: совершенствование геометрии и разработка новых материалов для колец и для их покрытий.
Свойства, необходимые для материала кольца и его покрытия, могут существенно отличаться от двигателя к двигателю, поэтому эффективным методом является оптимизация каждого элемента в отдельности. Для поршневых колец компания Federal-Mogul разработала ряд уникальных материалов и вариантов покрытия, которые уменьшают трение и повышают долговечность.
Для поршневых колец компания Federal-Mogul разработала ряд уникальных материалов и вариантов покрытия, которые уменьшают трение и повышают долговечность.
Обычно для изготовления поршневых колец дизельных ДВС используется высокопрочный мартенситный серый чугун с шаровидным графитом. Он достаточно пластичен и имеет предел прочности (временное сопротивление) около 1200 МПа. Новый литейный стальной сплав GOE70, разработанный инженерами Federal-Mogul, имеет мартенситную основу с включениями карбида хрома и может похвастать пределом прочности не менее 1800 МПа. Подвергнутый азотированию, этот материал приобретает высокую износостойкость и твердость поверхности по Виккерсу 1300 HV.
Поршневые кольца. Функции и требованияОсновное назначение поршневых колец — уплотнение: обеспечить, чтобы высокая температура и давление, возникающие в процессе сгорания топлива, оставались в камере сгорания, а масло не попадало туда. Кроме того, кольцо должно отводить тепло от поршня и регулировать процесс смазки.

Обычно комплект состоит из трех колец:
1. Верхнее компрессионное кольцо часто изготавливается из стали, чугуна с шаровидным графитом и литейного чугуна, эти кольца удерживают топливовоздушную смесь в камере сгорания.
2. Второе компрессионное кольцо обычно изготавливается из чугуна с шаровидным графитом и литейного чугуна, эти кольца выполняют двойную функцию: они играют роль как компрессионного, так и маслосъемного кольца.
3. Маслосъемное кольцо может изготавливаться из чугуна с шаровидным графитом и литейного чугуна, однако для многоэлементных колец используется сталь. Эти кольца регулируют количество масла, необходимого для смазки верхнего и второго колец.
Тенденции в технологиях создания поршневых колец
• Уменьшение ширины кольца — из-за уменьшения размеров двигателей, облегчения поршней и снижения расстояния от днища поршня до оси поршневого пальца.
• Снижение веса колец — для повышения оборотов и устойчивости двигателя.
• Снижение напряжения в кольцах — из-за необходимости уменьшить потери на трение.
• Металлургические аспекты производства колец — существует тенденция к использованию высокопрочных сплавов, таких как чугун с шаровидным графитом и сталь. Это позволяет противостоять высоким температурам, возникающим при сгорании обедненного топлива, и из-за более высокого расположения колец на поршне для снижения выбросов в атмосферу.
Покрытие рабочих поверхностей
Хромирование, CR. Электроосажденное твердое хромовое покрытие сочетает в себе прекрасную износоустойчивость с высокой устойчивостью к задирам. Этим объясняется превосходство хромированных колец по сравнению с кольцами без покрытия и кольцами с обработанной поверхностью.
Молибденовое покрытие, MOL, MO. Чтобы не допустить задиров, края кольца покрывают молибденом. Такое решение продемонстрировало превосходные результаты. Молибден отличается очень высокой температурой плавления (2620°C) и хорошей теплопроводностью — эти показатели определяют его высокую устойчивость к задирам и износу.
Плазменное напыление, PS. Все большее распространение получает плазменное напыление, обладающее высокой прочностью, высокой устойчивостью к износу, задирам и разломам, и при этом вызывающее лишь незначительный износ цилиндра.
Фосфатирование, P. Этот процесс используется для ускорения и улучшения приработки колец. На поверхности кольца с помощью химической обработки создаются кристаллы фосфатов. Также фосфатирование используется для защиты от коррозии.
Азотирование, NT. Азотирование поверхности позволяет уменьшить износ стальных компрессионных колец и стальных кромок маслосъемных колец.
Хром-керамическое покрытие, CK. Покрытие CK выдерживает более высокие тепловые и механические нагрузки по сравнению с существующими хромовыми, молибденовыми и плазменными покрытиями, хотя эти проверенные и испытанные покрытия не теряют своей актуальности.
Хром-алмазное покрытие, CD. Алмазные нанокристаллы, обладающие специфическими комбинированными свойствами и размерами, внедряются в твердую рабочую поверхность из хрома. По сравнению с другими покрытиями такая рабочая поверхность кольца отличается пониженным износом и значительно более высокой устойчивостью к задирам.
По сравнению с другими покрытиями такая рабочая поверхность кольца отличается пониженным износом и значительно более высокой устойчивостью к задирам.
LKZ. Чудеса от геометрии
Говоря об оптимизации геометрии маслосъемного кольца, в первую очередь нужно сказать о разработке Goetze, названой LKZ. Это кольцо имеет особую ступенчатую конструкцию рабочей кромки, результатом чего стало уменьшение сопротивления при движении поршня во время такта сжатия, что снижает насосные потери. А вот в такте расширения масло со стенки цилиндра сбрасывается в картер гораздо эффективнее, чем при использовании стандартного кольца. В результате масла в камеру сгорания попадает гораздо меньше, нагар на свечах практически не образуется.
Маслосъемное кольцо Goetze LKZ
Кольца Goetze LKZ могут сократить расход масла до 50% и уменьшить трение до 15% по сравнению с лучшими двухкомпонентными кольцами традиционной конструкции.
Комплекты с маслосъемными кольцами Goetze LKZ могут выпускаться с компрессионными кольцами, имеющими различные покрытия рабочей поверхности: хром-керамическое покрытие CKS, алмазное покрытие GDC, покрытие методом конденсации из паровой фазы PVD, а также DLC (алмазоподобное углеродное покрытие).
Покрытия эффективно защищают поверхность кольца от царапин. При этом износ становится минимальным, и маслосъемное кольцо может правильно функционировать в течение всего срока службы двигателя
Изначально инновационное кольцо LKZ создавалось для требовательных дизельных ДВС, а сейчас используется и в бензиновых двигателях с непосредственным впрыском топлива. Эти кольца рекомендуется использовать для замены оригинальных комплектующих при ремонте для восстановления исходных характеристик работоспособности двигателя.
Кольцо Goetze LKZ стало обладателем престижной премии Autimotive News PASE 2011, став лучшим в своей категории. Премия получена за инновации в новых изделиях, деталях или системах, играющих важную роль на рынке и изменивших правила игры в автомобильной промышленности.
Покрытия от GOETZE
Напомним, что требования к свойствам основного материала кольца и его поверхностного слоя сильно отличаются. Основной материал обеспечивает прочность и термостойкость, а покрытие минимизирует трение и износ — как самого кольца, так и сопрягаемой пары.
Начнем с хром-керамического покрытия, по стандартам компании Federal-Mogul именуемого CKS. Оно было разработано специально для дизелей с целью повышения долговечности цилиндропоршневой группы. Результатом явилось снижение износов колец и стенок цилиндров, а также отсутствие задиров.
Хром-керамическое покрытие — очень специфическое композитное покрытие, состоящее из матричного слоя хрома и оксида алюминия. Этот материал был создан в результате долгих лет исследований и разработок инженерами компании Federal-Mogul. Эта глобально запатентованная технология покрытия может быть определена как твердые керамические частицы, внедренные в микротрещины хромового покрытия.
Благодаря превосходному качеству и долговечности, обусловленными специальными технологиями электролиза, CKS предпочтительны, в основном, в дизельных двигателях большой мощности и высокой производительности. Частицы оксида алюминия, внедренные в структуру полотна микротрещины, обеспечивают лучшую производительность и износостойкость даже при экстремальных температурах.
По сравнению с классическим покрытием из твердого хрома, сопротивление износу кольца с CKS удваивается. Температура плавления и твердость кольца с CKS очень высока. Именно поэтому CKS не только обеспечивают двигателю более длительный срок службы, но и за счет расширения возможностей проектирования позволяют улучшить сжигание, что снижает уровень выбросов.
Эта разработка — хром-керамическое покрытие — послужила отправной точкой для технологии хром-алмазного покрытия от GOETZE — Goetze Diamond Coating — сокращенно GDC, которая обеспечивает исключительно хорошую фиксацию внедренных твердых частиц для обеспечения еще более твердой поверхности. Характеристики износостойкости хром-алмазного покрытия в четыре раза выше, чем у обычных твердых хромовых покрытий, и в два раза лучше, чем у хром-керамических покрытий.
Это решение открыло новые перспективы для создания следующего поколения компактных, но мощных дизелей, и позволило увеличить интервалы между техническим обслуживанием.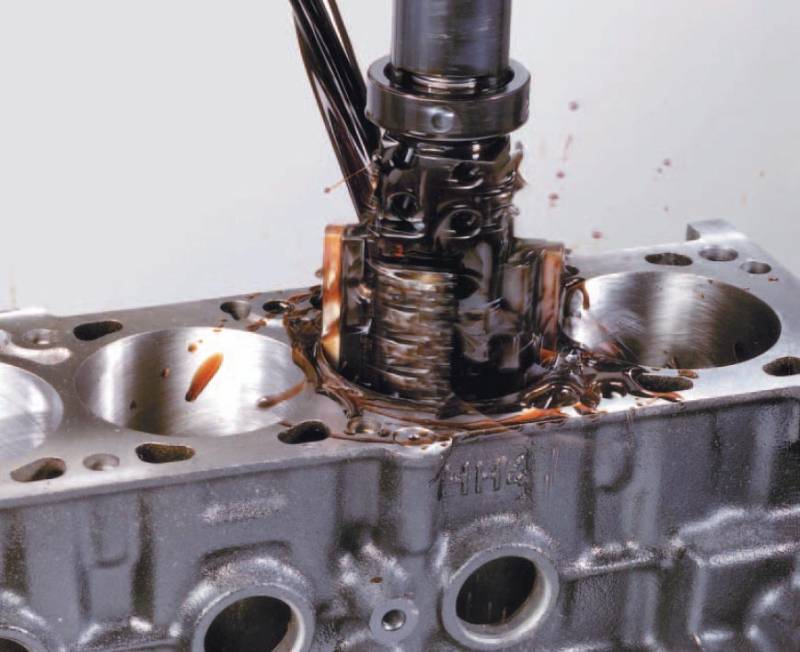
При этой технологии гильза имеет больший, чем при других технологиях, износ за счет очень твердого покрытия колец. Казалось бы, зачем использовать такую технологию, если увеличивается износ? Смысл заключается в том, что, несмотря на повышенный износ гильзы, суммарный износ колец и гильзы намного меньше износа при применении других технологий — за счет этого значительно увеличивается срок службы двигателя. На приведенной диаграмме показан износ различных гальванических покрытий кольца и рабочей поверхности гильзы.
Дальнейшее развитие технологий CKS и GDC привело к структурированным хромовым покрытиям — SCKS и SGDC. Они наносятся на поверхность с помощью специального целенаправленного воздействия. В итоге эти структуры имеют запрограммированные углубления или канавки глубиной до 50 мкм и могут хранить смазку во время работы. Это снижает трение и, следовательно, еще больше уменьшает расход масла.
Эти технологии в значительной степени оправдали ожидания инженеров компании Federal-Mogul и в настоящее время тестируются несколькими производителями двигателей.
Позже у Goetze появилось покрытие третьего поколения, названное CarboGlide. Здесь уже сформировалась многослойная алмазная структура, модифицированная особым композитом, содержащим вольфрам и другие ингредиенты. CarboGlide позволил отыграть 18-20% потерь на трение, сэкономить до 1,5% топлива. Толщина покрытия увеличилась почти втрое — до 10 микрон, по сравнению c лучшим покрытием того времени.
Новейшая технология покрытия поршневых колец, разработанная Federal-Mogul — это DuroGlide. Она объединила два инновационных решения — по «архитектуре» слоя и методу его нанесения.
Здесь также используется многослойная структура с применением молибдена и «хитрых» композитов. В основе покрытия — комбинация алмазно-графитовых ингредиентов и некристаллического (аморфного) углерода.
Покрытие обладает, казалось бы, противоречивыми свойствами (все — благодаря аллотропным «зеркалам» углерода). С одной стороны, это высокая твердость и стойкость к износу. Кстати, в сравнении даже с лучшими покрытиями она увеличилась вдвое. Что, впрочем, неудивительно — ведь доля алмазной составляющей возросла на 50%.
Кстати, в сравнении даже с лучшими покрытиями она увеличилась вдвое. Что, впрочем, неудивительно — ведь доля алмазной составляющей возросла на 50%.
С другой стороны, этот слой улучшает смазываемость поверхностей и действует как физически и химически инертный барьер, предотвращающий непосредственный контакт сопряженных поверхностей в режиме граничной смазки.
Слой стал еще гораздо большей толщины — до 20 мкм. Для такого рода покрытий это необычайно много. Не будет ли отслоения? Не будет, уверяют разработчики. Дело в том, что нанесение покрытия производится комбинированным способом — оптимальным сочетанием конденсации из паровой фазы (PVD — physical vapour deposition) и плазменного осаждения.
В ходе испытаний кольца с покрытием DuroGlide продемонстрировали уникальную долговечность, обеспечив уменьшение расхода топлива на 1,5% — для легковых автомобилей это означает снижение выбросов CO2 на 3 г/км.
Вице-президент и главный инженер подразделения Federal-Mogul Powertrain Джиан Мария Оливетти считает DuroGlide настоящим техническим прорывом.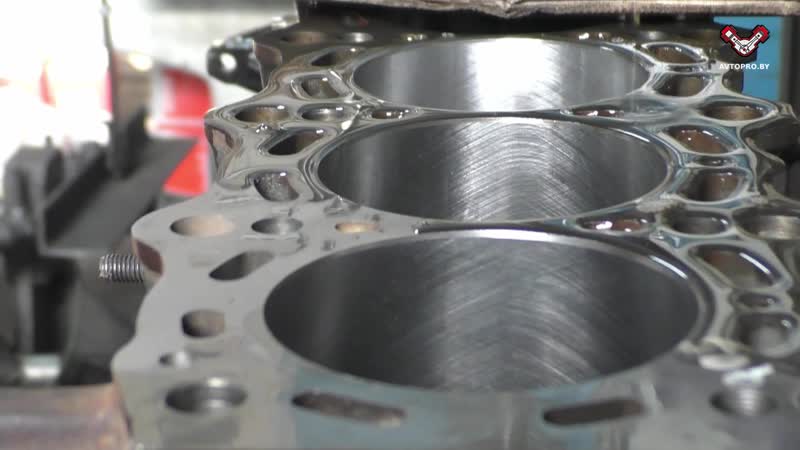
Гильзы цилиндров. Дорого — не значит маркетинг…
Как и при производстве поршневых колец, гильза проходит множество этапов обработки. Операций очень много, совокупная стоимость оборудования, участвующего в производстве одной гильзы, очень высокая, времени на производство одной гильзы также уходит гораздо больше, чем, например, при производстве кольца, поэтому высокая стоимость качественной гильзы для клиента — это не маркетинг, а суровая реальность…
Гильза может точиться как в горизонтальном, так и в вертикальном положении. Однако в вертикальном — точность обработки выше. Но станки для горизонтальной обработки — стоят в 1,5-2 раза дешевле.
Безрассудством на предприятии не страдают — оборудование покупается сообразно требуемой заказчиком точности обработки. Для клиентов, требующих высочайшие допуски, на заводе не экономят и покупают оборудование «с запасом» — четыре высокоточных станка для вертикальной обработки обошлись в 2,5 млн евро. Но если заказчику гильз (например, переупаковщик) высокие допуски не нужны, то можно купить оборудование и подешевле. Для линии, выпускающей такой тип гильз, четыре станка обошлись «всего» в миллион.
Для линии, выпускающей такой тип гильз, четыре станка обошлись «всего» в миллион.
При планировании любой линии, при каждом проекте на заводе скрупулезно оценивают, в какой компании купить станки — более дорогие немецкие, или японские — подешевле. Ведь срок окупаемости и выход в режим зарабатывания прибыли тоже важен.
Есть еще нюансы. Мурат Турут (Murat Turut), директор завода, раскрывает тонкости. К стоимости станков нужно добавлять стоимость эксплуатации: на более дорогие станки можно установить собственную систему, которая использует операционные базы Siemens. Но те, которые более дешевые, обслуживаются исключительно силами компании, в которой купили, что и стоит дорого, и по итогу может обойтись дороже. Да и доставка машин очень долгая — 4 месяца, что замораживает оборотные средства.
Мурат Турут (Murat Turut), директор завода, до занимаемой должности работал главным инженером по качеству, общий стаж работы на предприятии 9 лет: «Чтобы гарантировать соответствие всех произведенных гильз высочайшим стандартам в отрасли, в компании Federal-Mogul используется самое передовое высококачественное производственное и измерительное оборудование, позволяющее контролировать и соблюдение допусков, и процесс хонингования. Не менее тщательно проведенные замеры уже после производства позволяют подтвердить заказчику получение заданных размеров, формы и качество обработки поверхности. Но самое главное — мы гордимся тем, что наша компания может предложить требовательному клиенту полный комплект, включающий гильзу, поршень и поршневые кольца, идеально соответствующие друг другу, т.к. является разработчиком и экспертом во всех трех областях».
Не менее тщательно проведенные замеры уже после производства позволяют подтвердить заказчику получение заданных размеров, формы и качество обработки поверхности. Но самое главное — мы гордимся тем, что наша компания может предложить требовательному клиенту полный комплект, включающий гильзу, поршень и поршневые кольца, идеально соответствующие друг другу, т.к. является разработчиком и экспертом во всех трех областях».Все измерительные приборы и инструменты для линий производства гильз разрабатываются на этом заводе. Некоторые очень сложные измерительные системы разрабатываются совместно — производителем измерительной техники и командой завода. Завод обладает такой компетенцией, поэтому и считается ведущим производственным предприятием среди подобных у Federal-Mogul.
Для всей продукции, на всех производственных процессах проверяется 100% параметров. Каждый результат измерения записывается на электронный носитель, потом этими данными, при необходимости, можно обмениваться или изучать.
Перед этапом хонингования гильза проходит демагнитизацию. Нам показали работу самого нового современного станка для хонингования гильз для двигателей грузовых автомобилей. Каждый режущий инструмент на нем сам себя диагностирует и останавливает обработку при достижении требуемого результата. Первый процесс — предварительное хонингование, потом — финальное. И третий этап — кинематическая система контроля качества. За счет воздуха она проверяет правильность соответствия хонингования. Специальный прибор опускается в гильзу, и за счет измерения потока воздуха измеряется правильность размеров и правильность хонингования.
На основании измерения воздухом система сама дает себе необходимую команду: хонинговать больше или меньше — сама себя адаптирует. Цена этого станка более — 1,3 млн. евро.
Самая производительная и, соответственно, самая дорогая система на заводе при любой операции с гильзой выглядит следующим образом. На станке устанавливается не одна гильза, а две. Одна служит эталоном, которую станок измеряет, а обрабатывает — вторую гильзу. Поменял эталон — и система уже работает по нему. Очень удобно и быстро. При необходимости таким образом можно хоть каждый час вносить изменения в производственный процесс — не вносишь данные, а просто ставишь новый цилиндр. Образцы стоят на полках рядом.
В дальнейшем каждая гильза проверяется методом неразрушающего контроля посредством пропускания электрического тока через стенку гильзы с целью определения качества металла по показателям пористости и проверки на наличие микротрещин.
В финале — лазерная маркировка: номер детали, код детали, номер партии. Фото- и видеокамеры проверяют, правильно ли она нанесена. Система позволяет наносить лазерную гравировку уникального кода на каждую гильзу и отправлять эти данные клиенту через интернет (применяется только для конвейерных поставок).
Гильзы для aftermarket’а
Federal-Mogul — один из крупнейших в мире производителей гильз блока цилиндров — только типов гильз свыше 200. И очевидно, что весь ассортимент компания не поставляет на OE. Часть артикулов делается только для вторичного рынка на тех же линиях, что и продукция для автопроизводителей.
Гибридные гильзы цилиндров
В гонке за облегчением двигателей их разработчики в свое время пришли к созданию моторов с алюминиевым блоком цилиндров, у которых последняя деталь была единым целым с блоком: гильза цилиндров была также алюминиевой с износостойким покрытием. Однако время показало, что сплавы на основе этого металла не очень хорошо противостоят высоким нагрузкам. В ответ на это инженеры Federal-Mogul разработали технологию производства гибридных гильз цилиндров, которые сделаны из двух металлов: снаружи — сплав алюминия с названием AlSi12, изнутри — чугун.
| Гибридная гильза цилиндра разработки Federal-Mogul |
С 2014 года большой процент гильз цилиндров изготавливаются Federal-Mogul по гибридной технологии. Это особенно актуально для концепции downsizing, когда габариты двигателя уменьшаются, удельная мощность растет, а перегородки между цилиндрами становятся все более тонкими. Благодаря новой технологии производители двигателей могут выпускать блоки с перегородками толщиной всего 3 мм и не опасаться за разрушение двигателя.
Гильза цилиндра. Функции и требованияУсловия работы
• Температура газов в камере сгорания >2000°C
• Температура охлаждающей жидкости 110°C
• Давление в камере сгорания ~230 бар
• Скорость движения поршня 27 м/с
Требования, предъявляемые к гильзе цилиндра и ее внутренней поверхности:
1. Выдерживать давление газов сгорания, осевую нагрузку,
создаваемую ходом поршня, а также механическую и
тепловую нагрузку в ходе работы двигателя.
2. Сохранять размеры в любых условиях эксплуатации.
3. Стойкость к износу.
4. Отвод тепла в систему охлаждения.
Сочетание гильзы с блоком цилиндров
1. Сухая гильза — отсутствие непосредственного контакта с охлаждающей жидкостью.
Конструкцией большого количества двигателей предусмотрена заливка при изготовлении в блок картера гильз, изготовленных из износостойкого материала.
Самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра, расточенного в последний ремонтный размер.
Производители гильз выпускают заготовки гильз, то есть ремонтные гильзы, имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы, как правило, не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже подвергается тщательной обработке: расточке и в некоторых случаях — хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора, натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке для увеличения плотности прилегания к блоку цилиндров.
Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора. Некоторые производители изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хром-железа. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием, и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока.
2. Мокрая гильза — непосредственный контакт с охлаждающей жидкостью. «Мокрые гильзы» цилиндров обеспечивают лучший отвод тепла, но двигатель с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на высоконагруженных двигателях в силу своей высокой ремонтопригодности.
Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется) еще на заводе.
3. Влажная (гибридная) гильза — одна часть гильзы находится в контакте с охлаждающей жидкостью, а другая часть — с блоком цилиндров.
Плато-вершинное хонингование рабочей поверхности гильзы
Метод окончательной обработки рабочей поверхности — нанесение микрорельефа в виде чередования впадин (масляных карманов) и выступов (плато). Обеспечивает удержание необходимого количества масла в зоне контакта трущихся поверхностей.
Запрессовываемая гильза Spray Fit Liner
Как аналог дорогостоящей технологии непосредственного напыления железосодержащего материала на стенки алюминиевого блока цилиндров компания Federal-Mogul разработала и успешно внедрила в производство передовую, более простую и менее затратную технологию запрессовки тонкой гильзы.
Внутренняя поверхность гильзы — сплав железа или же коррозионно стойкий материал с требуемыми трибологическими свойствами, толщина 0,5 мм. Внешняя поверхность — алюминиевый сплав с идентичными термо-физическими свойствами с алюминиевым блоком, толщина 0,8 мм. Выпускается с диаметрами от 20 до 300 мм.
Гильза практически идентична по эффективности теплоотвода по сравнению с технологией напыления стенок алюминиевого блока цилиндров, но с более высокой эффективностью теплоотвода по сравнению с обычными запрессовываемыми гильзами.
Гильзы из ультрапрочного материала
Передовая технология литья деталей из чугуна, разработанная компанией Federal-Mogul, способствует снижению расхода масла и трения в цилиндрах, а также позволяет повысить давление в камере сгорания.
Компания Federal-Mogul первой запустила серийное производство гильз цилиндров, изготовленных из ультрапрочного чугуна. Гильзы, созданные из специального чугуна с вермикулярным графитом (GOE330), показали снижение деформации на 27% при максимальном боковом давлении поршней (по сравнению с используемым сейчас чугуном). Из этого материала производятся гильзы диаметром от 100 до 190 мм.
«Деформация под нагрузкой ухудшает уплотнение между гильзой и поршневыми кольцами, что приводит к повышенному расходу масла и износу, — объяснил Жан-Мария Оливетти (Gian Maria Olivetti), директор по технологиям Federal-Mogul Powertrain. — Если повысить растяжение поршневых колец для компенсации, то одновременно с этим повысится трение и расход топлива. Разрабатывая новые материалы для гильз цилиндров, отличающиеся повышенной прочностью и твердостью, мы даем возможность нашим клиентам — производителям тяжелой техники — повысить максимальное давление в цилиндрах и сделать двигатели более эффективными. Кроме того, появляется возможность закладывать в конструкцию более тонкие гильзы, что позволяет уменьшить размеры силовых агрегатов».
Модуль упругости (модуль Юнга) материала GOE330 более чем на 15% выше, чем у применяемого в настоящее время материала для гильз высокопрочного чугуна, а усталостная прочность выше примерно на треть.
Главная лабораторияЗаводская лаборатория имеет два департамента. Один отвечает за оперативный контроль параметров в процессе обработки изделий, второй, собственно, и есть основа лаборатории, где работают не только с геометрическими размерами, а и со свойствами материалов.
Всего на заводе — 2440 измерительных приборов различной сложности и конструкции.
Один из аппаратов, заслуживающий внимания — 3D-сканер для проверки геометрических размеров известной марки Carl Zeiss. Его точность — 0,1 микрона (1/10000 мм). Как рассказал директор завода Мурат Турут, его приобрели с целью упрощения коммуникации с клиентами — чтобы иметь возможность сопоставлять данные и разговаривать на одном языке с ними, поскольку у многих из них есть такое же оборудование. 3D-сканер позволяет делать замеры в нескольких тысячах точек и фиксировать измерения в памяти. При любой претензии со стороны клиента на основании этих измерений делается презентация, которая помогает убедить клиента, что изделие завода находится в правильных размерах.
Все специализированные измерительные приборы для колец произведены в Буршайде, Германия.
Есть прибор для проверки поступающего на завод сырья на радиацию. Если обнаружат превышение допустимого фона — не пропускают.
Согласно системе ISO, на каждом измерительном приборе есть наклейка, на которой указана дата следующей калибровки. Для этого есть специальное оборудование, которое калибрует и отправляет данные на общий компьютер для хранения.
Процесс калибровки происходит в отдельном помещении, в котором 24 часа в сутки поддерживается заданная температура и влажность. Главный калибровочный набор — коробка 60х20 см с калибрами точностью 0,05 микрона! (у 3D-сканера Carl Zeiss точность — 0,1 микрона). Стоимость «коробочки» — примерно 15 тыс. евро.
Главный калибровочный прибор — немецкой компании Mahr, калибры — японской компании Mitutoyo. Самые именитые и дорогие марки.
Фундамент помещения лаборатории разграничен от фундамента завода, чтобы не передавались вибрации.
Лаборатория проводит также финальный аудит продукции для клиентов ОЕ. Когда партия товара подходит к финальному контролю, она блокируется системой SАP (системой управления заводом). И только после надлежащей проверки лаборатория снимает блокировку.
Александр Кельм, Киев — Sapanca — Киев
Опубликовано в журнале autoExpert №5 2017. Использование материалов возможно только со ссылкой на источник.
Дистрибьюторы GOETZE в Украине — см. по ссылке.
Расточка цилиндров мотоциклов
Процесс расточки цилиндра мотоцикла в виде инструкции, советы по расточке в видео
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Расточка цилиндра на дому — МОПЕДИСТ.ру
Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой — это износ цилиндра. Тут поступают всячески — либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит… Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего… Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за «косяки» и дефекты, полученные при попытке повтора содержимого этой статьи — автор ответственности не несет.
- Если вам менее 16 лет — работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях — процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты — тем лучше. У меня 550 об/мин.
Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет — то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий — он же «фреза»(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. «Подмоткой» наждачной бумаги на этот вал даст нам определенный «захват» стачивания металла. То есть чем длиннее полотно, тем больше у нас «съедает» цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень…
Начнем — замерим штангенциркулем гильзу:
Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:
Отпилим получившееся:
Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:
Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными…
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:
Потом форма напомнит нам цилиндрообразный предмет:
Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.
Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
Типа того:
Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:
И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:
И выглядело так:
Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!
Теперь посмотрим, как у нас будет рабочая зона:
И «зона релакса»:
Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем…
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий «газ» на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина — это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с «10» зерна.
Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты — тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения «вперед» только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат:
Затем обязательно нужно цилиндр промыть в бензине. А после — смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье — можно и у машины блок расточить. Только кому это нужно будет — я не знаю.
Процесс расточки цилиндра мотоцикла в виде инструкции, советы по расточке в видео
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
| Двигатель | |
|---|---|
| Диагностика дисков сцепления Кроссовые/эндуро/супермото мотоциклы | 1 000.00 ₽ |
| Диагностика коленвала Проверка коленвала на биение. В случае выполнения ремонтных работ — не оплачивается. | 100.00 ₽ |
| Диагностика цилиндра и поршня Замер износа и теплового зазора цилиндро-поршневой группы. | 500.00 ₽ |
| Распил шатуна Выполняется в том случае, если на щеках коленвала установлены пластиковые или алюминиевые вытеснители, что не позволяет разобрать коленвал при помощи пресса. | 700.00 ₽ |
| Снятие подшипника с коленвала. Шариковый подшипник. 1 сторона. При капитальном ремонте двигателя — не оплачивается. | 100.00 ₽ |
| Снятие подшипника с коленвала. Роликовый подшипник. 1 сторона. При капитальном ремонте двигателя — не оплачивается. | 600.00 ₽ |
| Впускная система | |
| Обслуживание воздушного фильтра Масло для пропитки включено в стоимость | 600.00 ₽ |
| Тормозная система | |
| Замена тормозных колодок Без работ по доступу | 300.00 ₽ |
| Прокачка тормоза 1 контур | 400.00 ₽ |
| Ремонт главного тормозного цилиндра Разборка, сборка, мойка, чистка, замена манжет | 400.00 ₽ |
| Ремонт тормозного суппорта Разборка, сборка, чистка , мойка, замена манжет | 700.00 ₽ |
| Снятие-установка тормозной системы | 300.00 ₽ |
| Ходовая часть | |
| Замена ведомой звезды На заднем колесе | 500.00 ₽ |
| Замена ведущей звезды На двигателе | 400.00 ₽ |
| Замена подшипников в колесе | 500.00 ₽ — 700.00 ₽ |
| Замена цепи Регулировка натяжения цепи входит в стоимость | 600.00 ₽ |
| Исправление восьмерки на колесе В случае если потребуется смазка нипелей на спицах. | 1 500.00 ₽ |
| Исправление восьмерки на колесе Без снятия/установки резины. | 1 000.00 ₽ |
| Перетяжка сиденья Основание сиденья из PP пластика | 1 300.00 ₽ |
| Протяжка крепежа ходовой части мотоцикла Затяжка основных болтов | 500.00 ₽ — 2 000.00 ₽ |
| Разборка спицованного колеса В стоимость не входит шиномонтаж и снятие звезд/тормозного диска | 1 000.00 ₽ |
| Регулировка натяжения цепи | 200.00 ₽ |
| Сборка колеса Сборка спицованного колеса на новых спицах | 3 000.00 ₽ |
| Снятие-установка колеса | 300.00 ₽ |
| Укорачивание цепи | 100.00 ₽ |
| установка заплатки на камеру | 200.00 ₽ |
| Чистка/мойка обода Чистка внутренней поверхности обода перед сборкой колеса. | 600.00 ₽ |
| Шиномонтаж — зимняя резина 14-21 дюйм | 1 000.00 ₽ |
| Шиномонтаж — летняя резина 14-21 дюйм | 800.00 ₽ |
| Шиномонтаж — летняя резина с heavy duty камерой 14-21 дюйм c heavy duty камерой. | 600.00 ₽ |
| Шиномонтаж с муссом — зимняя резина 18-21 дюйм | 1 500.00 ₽ |
| Шиномонтаж с муссом — летняя резина 18-21 дюйм | 1 200.00 ₽ |
| Система охлаждения | |
| Ремонт радиатора. Исправление геометрии. Стоимость зависит от степени повреждения. | 500.00 ₽ — 3 000.00 ₽ |
| Ремонт радиатора. Сварочные работы Стоимость зависит от степени повреждения. | 500.00 ₽ — 2 000.00 ₽ |
| Снятие-установка радиатора Цена указана за 1 радиатор. В стоимость входит замена охлаждающей жидкости. | 500.00 ₽ |
| Подвеска | |
| Замена масла в вилке Стоимость зависит от типа картриджей в вилке. | 2 000.00 ₽ — 3 000.00 ₽ |
| Замена подшипников и сальников в рычагах задней подвески | 2 000.00 ₽ |
| Замена пружин в вилке Замена на пружины другой жесткости | 1 800.00 ₽ — 2 000.00 ₽ |
| Замена пружины заднего амортизатора С учетом снятия и установки амортизатора | 1 500.00 ₽ |
| Заправка амортизатора азотом При полном обслуживании амортизатора — не оплачивается. | 1 000.00 ₽ |
| Обслуживание подшипников маятника Кросс/эндуро/супермото/триал | 1 500.00 ₽ — 2 000.00 ₽ |
| Обслуживание подшипников рычагов задней подвески Кросс/эндуро/триал/супермото | 1 500.00 ₽ — 2 000.00 ₽ |
| Ревальвинг заднего амортизатора | 1 500.00 ₽ |
| Ревальвинг передней подвески. 1 перо. Полная Разборка/сборка/чистка/смазка клапана compression, rebound и механизма регулировки. Стоимость указана за 2 клапана в одном пере. | 1 500.00 ₽ |
| Ремонт не обслуживаемого амортизатора Замена масла , манжеты ,пыльника, направляющей втулки, заправка азотом. | 4 000.00 ₽ |
| Сервис заднего амортизатора WP / SACHS / ZF / SHOWA / KAYABA / OHLINS / FOX Замена масла , манжеты ,пыльника, направляющей втулки, заправка азотом. Полная разборка и чистка шимс пакета. | 4 000.00 ₽ |
| Сервис передней вилкиShowa/Kayaba/WP/Sach/ZF/Marzocchi В стоимость входит техническая мойка, замена сальников, пыльников, направляющих втулок и масла. Запчасти и расходные материала в стоимость НЕ входят. | 4 000.00 ₽ |
| Сервис передней вилки WP — Картридж закрытого типа. WP с картриджем закрытого типа. | 5 000.00 ₽ |
| Сервис передней вилки WP 4CSWP 4CS FORK В стоимость входит техническая мойка, замена сальников, пыльников, направляющих втулок и масла + полное обслуживание картриджа с заменой всех уплотнений. Запчасти и расходные материала в стоимость НЕ входят. | 5 000.00 ₽ |
| Сервис передней вилки WP AERWP AER FORK (с воздушной пружиной) В стоимость входит техническая мойка, замена сальников, пыльников, направляющих втулок и масла + полное обслуживание картриджей с заменой всех уплотнений. Запчасти и расходные материала в стоимость НЕ входят. | 5 000.00 ₽ |
| Сервис передней вилки WP Cone ValveWP Cone Valve FORK В стоимость входит техническая мойка, замена сальников, пыльников, направляющих втулок и масла + полное обслуживание картриджа с заменой всех уплотнений. Запчасти и расходные материала в стоимость НЕ входят. | 5 000.00 ₽ |
| Сервис передней вилки WP XplorWP Xplor FORK В стоимость входит техническая мойка, замена сальников, пыльников, направляющих втулок и масла. Запчасти и расходные материала в стоимость НЕ входят. | 4 000.00 ₽ |
| Снятие заводской вальцовки на штоке амортизатора На японских амортизаторах Showa и Kayaba. | 700.00 ₽ — 700.00 ₽ |
| Снятие-установка амортизатора — Link Снятие-установка амортизатора на мотоциклах c рычагами прогрессивной подвески. | 1 000.00 ₽ |
| Снятие-установка амортизатора — PDS Снятие-установка амортизатора на мотоциклах без рычагов прогрессивной подвески. | 300.00 ₽ |
| Снятие-установка вилки | 800.00 ₽ |
| Дополнительные работы | |
| Мойка мотоцикла техническая В стоимость входит снятие бензобака, обслуживание воздушного фильтра, смазка цепи. Мойка активной пеной. | 2 000.00 ₽ |
| Общая диагностика Визуальный осмотр + проверка техники на ходу. | 1 000.00 ₽ |
| Переоборудование мотоцикла Beta RR/Xtrainer в спортивную версию 2Т/4Т Переоборудование из амологированной версии в спортивную. | 4 300.00 ₽ |
| Распаковка мотоцикла из коробки Распаковка из коробки и предварительная сборка перед проведение подготовительных работ | 800.00 ₽ |
| Упаковка мотоцикла перед отправкой Упаковка мотоцикла в заводскую коробку для отправки транспортной компании | 1 300.00 ₽ |
| Установка комплекта защит на мотоцикл Перечень возможных устанавливаемых защит: | 1 000.00 ₽ — 5 000.00 ₽ |
| Хранение мотоцикла Мотоциклы, мопеды, скутеры. Цена указана за сутки. Оплачивается только в том случае, если клиент не забирает технику спустя 2-ое суток после окончания ремонта. Либо если заранее не обговорены другие условия хранения. | 300.00 ₽ |
| Сварочные работы | |
| TIG сварка (Аргон) Указана минимальная цена. | 500.00 ₽ |
Правильная расточка цилиндров мотоциклов | Жизнь в стиле RGV
Все знают, что требуется в первую очередь расточка цилиндров мотоциклов и потом только хонингование в ремонтный расширенный размер. При этом следует исправлять геометрию каждого цилиндра и пробелы.
Перед тем как окунутся целиком в ремонтные технологии, следует ответить на основной вопрос: для чего в принципе необходимо хонинговать и растачивать цилиндры? Иначе говоря…
Что исправляют в цилиндре?
Все геометрические свойства блока цилиндров делятся на «микро» и «макро». Очевидно, что макрогеометрия– это форма, размеры, общее расположение ремонтируемых и прочих поверхностей. Легче вернуть прежние размеры, а, в частности, зазор между цилиндром и поршнем.
Как правило, для этого диаметр цилиндра делают больше, например, растачивают согласно величинам ремонтного поршня. У многих моторов средний параметр зазора около 0,04—0,05 миллиметров – это именно тот размер, на который диаметр цилиндра больше поршня.
К сожалению, не так хорошо обстоит дело с формой возобновленной поверхности. Необходимо сделать так, чтобы конусность и эллипсность цилиндра не превышали 0,01 миллиметра. Не выйдет в противном случае в цилиндре отличного примыкания поршневых колец и прочного рабочего зазора.
Часто неопытные работники при ремонте ограничиваются только этим, упуская из виду общее расположение поверхностей. Главным образом эта перпендикулярность осей коленчатого вала и цилиндра, поскольку именно такое значение определяет ресурс мотора и немного вспомогательных характеристик, например, шумность работы.
А вот «микрогеометрией» является микропрофиль зеркала цилиндров. От поверхности, которая получилась после выполненного ремонта, зависит износ и трение запчастей, а особенно поршневых колец.
Вот почему данный профиль поверхности обязан соответствовать разным требованиям – быть ровным, но в то же время и шершавым для удержания масла. Помимо этого, нужно, чтобы трущиеся элементы обладали небольшим временем приработки.
Таким требованиям отлично подходит поверхность, у которой риски основной шероховатости имеют глубину не более 0,005—0,010 миллиметров. Образуется эта поверхность во время плосковершинного хонингования.
Когда нужно ремонтировать цилиндры?
Цилиндры подвержены ремонту, когда сильно изношены. Разумеется, размер износа бывает различным, следовательно, не всегда блоку цилиндров, даже если движок долго ходил, необходим ремонт.
Как правило, параметры износа цилиндров можно выяснить по двум факторам:
• эллипсность зеркала, которая появляется в области контакта стенки цилиндра с нижней частью поршня;
• износ в месте остановки верхнего кольца поршня.
В первом параметре предельная величина достигает 0,03 миллиметра, а второго — 0,05. Когда цилиндр находится в плохом состоянии, то по причине износа в верхней части нарушается работа поршневых колес. Таким образом, возникает их вибрация и, возможны, удары о ступени, в итоге быстрее происходит изнашиваниеколец и канавок на самом поршне.
Плотность примыкания колец к цилиндру изменяет эллипсность. Из-за чего начинает расширяться зазор между цилиндром и поршнем. Два указанных фактора приведут к уменьшению компрессии, попаданию газов в картер и повышению расхода масла. Причем это случится, даже если в мотор поставить новые кольца и поршни.
Конечно, после сделанного ремонта упомянутые значения вернутся, но слишком накороткий срок приблизительно 10—20 тыс. километров.
Выходит, что изношенные цилиндры обладают непозволительными искривлениями в геометрии. Поэтому следует ее восстановить до первоначального состояния, другими словами, требуется отремонтировать блок.
Как правильно ремонтировать блоки?
Существует много параметров, которые контролируются при ремонте блока цилиндра, а их величина может изменяться на разных этапах механической обработки.
Понятно, что для получения высококачественного ремонта необходимо правильно выстроить всю последовательность процедур этой обработки и обязательно наблюдать за геометрией блока цилиндров. Это самый простой подход, с которым нелегко добиться положительного результата.
Следовательно, желательно рассматривать ремонтируемый блок исключительно как заготовку, которой придется пройти длинный путь, чтобы стать деталью.
Разумеется, что не сразу превращается заготовка в деталь. Для этого нужно создать соответствующие условия: правильная методика, инструмент и хорошее оборудование.
Ремонт этих блоков цилиндров во многом зависит от оборудования. Несомненно, многие СТО себе не могут позволить станки, которые применяются для ремонта, поскольку они имеют слишком высокие цены.
На станке можно прямо без расточки, хонинговать цилиндры в необходимый размер. К тому же обычная расточка больше не потребуется, установка исправляет самостоятельно геометрию цилиндра.
Только в конце следует поменять бруски на хонинговальной головке на особые абразивные щетки для достижения плосковершинной поверхности. В целом получаем отличный микропрофиль, а еще конусность и эллипсность не больше 0,01 миллиметра.
Но все же появляются проблемы, однако, становится заметно это намного позднее, когда отремонтированный движок пройдет – 40—50 тыс. километров. Например, может возникнуть шум в моторе или подтекать масло. Ведь все дело во взаимном расположении поверхностей на отремонтированном блоке.
При этом возникает вопрос, что же происходит при хонинговании, если не делается расточка цилиндров мотоциклов. Сначала бруски, упираясь на менее изношенные зоны цилиндра, понемногу разглаживают поверхность, удаляя все конусы и неровности.
Цилиндр уже приобретает геометрически правильную плоскость, кроме, отметины в верхней части ступеньки. При последующем хонинговании пропадет и она, а впоследствии съема еще десятых долей миллиметра, выйдет желанная ремонтная величина цилиндра.
Заключение.
Грамотная методика ремонта такого блока цилиндров долгая при любой ситуации, потому что требуется предварительное растачивание. Сократить время можно только на хонинговании, конечно, если применять хорошее оборудование. Ведь только так будет выполнен высококачественный ремонт.
Заметка: если вам нужна офисная мебель дешево в Москве, то посмотреть каталог мебели вы можете на сайте www.felix.ru. Осуществляется доставка и сборка.
Видео: Как разобрать голову цилиндра на мотоцикле YAMAHA YBR 125
Расточка, хонингование, гильзовка, фрезерные работы
| Наименование работы по ремонту двигателей иномарок | Ед. изм. | ЦЕНА за ед. руб |
| РАСТОЧКА, ХОНИНГОВАНИЕ. | ||
| Мойка предварительная | БЦ | 566 |
| Демонтаж масляных форсунок | форсунка | 92 |
| Демонтаж масляных форсунок с применением специального инструмента | форсунка | 312 |
| Восстановление микрорельефа поверхности (чугун) | цилиндр | 440 |
| Восстановление микрорельефа поверхности (алюминий) | цилиндр | 508 |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — чугунный БЦ | цилиндр | 1 210 |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — алюминиевый БЦ | цилиндр | 2 420 |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — БЦ «Субару» | цилиндр | 1 573 |
| ГИЛЬЗОВКА | ||
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — рядный чугунный БЦ | цилиндр | 2 426 |
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — V-образный чугунный БЦ | цилиндр | 3 812 |
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — рядный алюминиевый БЦ | цилиндр | 3 465 |
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — V-образный алюминиевый БЦ | цилиндр | 4 389 |
| Гильзовка гильзами типа «Darton» | цилиндр | 6 930 |
| Изготовление гильзы (со стоимостью заготовки) | гильза | 2 195 |
| Подгонка «мокрых» гильз по высоте | цилиндр | 2 541 |
| ФРЕЗЕРНЫЕ РАБОТЫ | ||
| Обработка плоскости под ГБЦ (паралл.) | цилиндр | 605 |
| Обработка плоскости под ГБЦ (под углом) | цилиндр | 665 |
| Демонтаж напр. втулок, дросселей и штифтов | штифт | От 116 |
| МОТОЦИКЛЫ, КОМПРЕССОРЫ | ||
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — четырехтактного двигателя мотоцикла | цилиндр | От 1 000 |
| Гильзовка с хонингованием, (со стоимостью гильзы) — двухтактного двигателя (с окнами) | цилиндр | 16 500 |
| Гильзовка с хонингованием, (со стоимостью гильзы) — четырехтактного двигателя (без окон) | цилиндр | 8 800 |
Выше указаны цены на ремонт деталей в основном легковых автомобилей. Цена на ремонт деталей грузовых автомобилей – может отличаться в большую сторону.
Полный прайс на работы по ремонту деталей иномарок
Прайс на работы по ремонту деталей отечественных автомобилей
Получить более подробную информацию по ремонту деталей двигателя можно по телефону +7 (495) 287 15 87
сверлильный станок для цилиндров, расточно-расточный станок для цилиндров Поставщики и производители на Alibaba.com
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Требуемое пространство Длина (стандарт) мм / дюйм 1690 / 66,5 Ширина мм / дюйм 1050 / 41,3 Высота мм / дюйм 2170 / 85,4 Макс.размеры головки блока цилиндров Длина мм / дюйм 1200 / 47,2 Ширина мм / дюйм 500 / 19,7 Высота мм / дюйм 450 / 17,7 Угол наклона заготовки в поперечном направлении +42 & deg; до -15 & amp; град; Ход стола мм / дюйм 160 / 6,7 Обрабатывающая способность и Oslash; мин — макс мм от 16 до 70 дюймов 0.От 6 до 2,75 Ход рабочей головки в продольном направлении (стандарт) мм / дюйм 930 / 36,6 Поперечно, мм / дюйм 50 / 1,97 Перемещение сферического цилиндра мм / дюйм 14 / 0,5 Шпиндель Макс. градусы наклона шпинделя 5 Стандартный ход шпинделя мм / дюйм 240 / 9,4 Мощность двигателя шпинделя кВт / л.с. 1,2 / 1,6 Мощность инвертора шпинделя кВт / л.с. 1,5 / 2 Скорость вращения шпинделя об / мин от 100 до 1200 Подключения Электропитание 2,5 кВА-230В-AC-1Ph- 50/60 Гц Пневматическое питание бар / фунт / кв. Дюйм 6/87 Макс. расход воздуха л / мин -CFM 400/15 Уровень шума при 400 об / мин Dba 72 Уровень шума при 1200 об / мин Dba 82 Вес нетто прибл.
.мотоцикл, сверлильный станок, мотоцикл Поставщики и производители на Alibaba.com
9000-15000 долларов США / единица
1,0 единиц (минимальный заказ)
AdТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Требования к пространству Длина (стандартная) мм / дюйм 1690 /66,5 Ширина мм / дюйм 1050 / 41,3 Высота мм / дюйм 2170 / 85,4 Макс.размеры головки блока цилиндров Длина мм / дюйм 1200 / 47,2 Ширина мм / дюйм 500 / 19,7 Высота мм / дюйм 450 / 17,7 Угол наклона заготовки в поперечном направлении +42 & amp; град; до -15 & amp; град; Ход стола мм / дюйм 160/6.7 Мощность обработки и Oslash; мин — макс мм от 16 до 70 дюймов от 0,6 до 2,75 Ход рабочей головки в продольном направлении (стандарт) мм / дюйм 930 / 36,6 в поперечном направлении мм / дюйм 50 / 1,97 Ход сферического цилиндра мм / дюйм 14 / 0,5 Шпиндель Макс. градусы наклона шпинделя 5 Стандартный ход шпинделя мм / дюйм 240 / 9,4 Мощность двигателя шпинделя кВт / л.с. 1,2 / 1,6 Мощность инвертора шпинделя кВт / л.с. 1,5 / 2 Скорость вращения шпинделя об / мин от 100 до 1200 Подключения Электропитание 2,5 кВА-230В-AC-1Ph- 50/60 Гц Пневматическое питание бар / фунт / кв. Дюйм 6/87 Макс. расход воздуха л / мин -CFM 400/15 Уровень шума при 400 об / мин Dba 72 Уровень шума при 1200 об / мин Dba 82 Вес нетто прибл.
.станок для растачивания цилиндров, станок для растачивания цилиндров Поставщики и производители на Alibaba.com
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Требуемое пространство Длина (стандарт) мм / дюйм 1690 / 66,5 Ширина мм / дюйм 1050 / 41,3 Высота мм / дюйм 2170 / 85,4 Макс.размеры головки блока цилиндров Длина мм / дюйм 1200 / 47,2 Ширина мм / дюйм 500 / 19,7 Высота мм / дюйм 450 / 17,7 Угол наклона заготовки в поперечном направлении +42 & deg; до -15 & amp; град; Ход стола мм / дюйм 160 / 6,7 Обрабатывающая способность и Oslash; мин — макс мм от 16 до 70 дюймов 0.От 6 до 2,75 Ход рабочей головки в продольном направлении (стандарт) мм / дюйм 930 / 36,6 Поперечно, мм / дюйм 50 / 1,97 Перемещение сферического цилиндра мм / дюйм 14 / 0,5 Шпиндель Макс. градусы наклона шпинделя 5 Стандартный ход шпинделя мм / дюйм 240 / 9,4 Мощность двигателя шпинделя кВт / л.с. 1,2 / 1,6 Мощность инвертора шпинделя кВт / л.с. 1,5 / 2 Скорость вращения шпинделя об / мин от 100 до 1200 Подключения Электропитание 2,5 кВА-230В-AC-1Ph- 50/60 Гц Пневматическое питание бар / фунт / кв. Дюйм 6/87 Макс. расход воздуха л / мин -CFM 400/15 Уровень шума при 400 об / мин Dba 72 Уровень шума при 1200 об / мин Dba 82 Вес нетто прибл.
.Сверлильный станок для цилиндров мотоциклов T8014a
Сверлильный станок для цилиндров T8014A
Описание продукта
Сверлильный станок в основном используется для расточки цилиндров двигателей автомобилей.
Во время работы машина устанавливается на верхней части блока цилиндров. Верхняя поверхность блока цилиндров используется в качестве базовой плоскости.
1. Надежная работа, широкое использование, точность обработки высокая производительность
2.Простое и гибкое управление
3. Хорошая жесткость, объем резания
4. Как правило, цилиндры должны иметь ребро до размера с припуском 0,05 мм для хонингования после работы.
5. Рекомендуется использовать скорость шпинделя 380 об / мин для диапазона растачивания 65-90 мм и 250 об / мин для более 90 мм.
Спецификация | T8014A |
Диаметр растачивания | Φ65-Φ 0mm |
300 мм | |
Скорость шпинделя | 250,380 об / мин |
Подача шпинделя | 0,11 мм / об |
Быстрый сброс шпинделя 900 | 636 мм / мин |
Напряжение | 220 В / 380 В |
Мощность двигателя | 0.25 / 0,37 кВт |
Скорость двигателя | 1440 об / мин |
Габаритные размеры | 320 × 330 × 850 мм |
Вес машины | 62 кг |
| ДОПОЛНИТЕЛЬНО | ||||||||||
| Хонинговальная головка серии MFQ | ||||||||||
| 1.Хонинговальная головка серии MFQ с компактной рамой, хорошей жесткостью , высокой интенсивностью и длительным сроком службы. | ||||||||||
| 2. Имея широкий диапазон использования, диапазон хонингования составляет от 25 до 170 мм | ||||||||||
| 3. Станок может работать легко, вручную отрегулируйте размер. | ||||||||||
| 4.Он может обеспечить спокойную работу хонинговальной головки. | ||||||||||
| Основные характеристики хонинговальной головки серии MFQ | ||||||||||
| № | Модель | Диапазон (мм) | Размер песчаного блока | |||||||
| 1 | MFQ25 | 25-40 | 60x6x3.5 | |||||||
| 2 | MFQ40 | 40-62 | 80x8x6 | |||||||
| 3 | MFQ60 | 60-82 | 90x8x6 | |||||||
| 90x8x6 | ||||||||||
| MFQ80 | 80-120 | 120x10x8 | ||||||||
| 5 | MFQ120 | 118-170 | 180×12 | |||||||
| Х.Хонинговальная головка серии HR | ||||||||||
| Хонинговальная головка серии 1.H.HR с компактной рамой. | ||||||||||
| 2. Машина может работать легко, ручная регулировка размера. | ||||||||||
| 3. Имея широкий диапазон использования, диапазон хонингования составляет диаметр 39-200 | ||||||||||
| Основные характеристики хонинговальной головки серии H.HR | ||||||||||
| NO | Модель | Диапазон (мм) | Размер песчаного блока | |||||||
| 1 | HR41 | 39-66 | 8x6x80 | |||||||
| 2 | HR50 | 48-80 | 8x6x80 | |||||||
| 3 | HR70 | 66-125 | 13x12x100 | |||||||
| 4 | HR160 | 125-160 | 13x9x125 | 5 | HR200 | 160-200 | 15x14x150 | 901 49 | ||
Новая «отделка» при хонинговании
Плоская шлифовка, мягкая шлифовка, усовидная шлифовка и ультра-чистовая шлифовка. Смущенный? Не расстраивайтесь … есть много механиков, которые не уверены в этом новом методе хонингования. Фактически, это один из наиболее часто задаваемых вопросов на горячей линии службы технической поддержки Goodson.
В течение многих лет мы хонинговали цилиндры грубым камнем, а затем шлифовальным камнем. Затем материалы кольца изменились, и для этого потребовался дополнительный очень тонкий отделочный камень.Теперь современные технологии требуют дополнительного шага для создания еще более чистой поверхности без заусенцев.
Однако даже при использовании этих традиционных методов хонингования выступы изогнутого и рваного металла все еще остаются в отверстиях. Никакое количество стирки обычной щеткой не могло удалить этот материал. Слишком шероховатое отверстие приводит к задирам и быстрому износу компонентов, плохому уплотнению колец, сокращению срока службы компонентов и расходу масла. Это особенно проблема современных более тонких поршневых колец с низким натяжением. Производители поршневых колец теперь притирают кольца, чтобы имитировать посадку.Благодаря использованию ультратонкого шлифования технология стенок цилиндров также была повышена до качества с предварительной посадкой.
Путаница в отношении этого инструмента для шлифования возникает из-за того, что одному и тому же инструменту и процессу дано множество разных названий; Плато-шлифовка, мягкая шлифовка, усовидная шлифовка и ультра-чистовая шлифовка делают одно и то же. Не увеличивая отверстие, они проходят по поверхности, чтобы удалить зазубренные выступы, складки и рваный материал.
Ультратонкий хон состоит из мононити, изготовленной методом экструзии с использованием мелкозернистого абразивного материала.Эту абразивную нить можно закрепить на держателях разных типов, но ее использование и характеристики идентичны. Goodson предлагает этот продукт в держателях и щеточных инструментах для использования со многими современными инструментами — портативными или автоматическими. Мы также предлагаем набор ультратонких хонинговальных головок малого диаметра, которые можно использовать с простым сверлом с пистолетной рукояткой.
Во время использования ультрафинишное хонинговальное хонингование будет двигаться с небольшим давлением нагрузки, точно имитируя число оборотов в минуту, при которых цилиндр был первоначально хонингован.Его цель состоит в том, чтобы немного удалить заусенцы с краев и удалить согнутый и частично разорванный материал с поверхности цилиндра, по которой фактически движутся поршневые кольца. Сверхчистое хонинговальное хонингование не предназначено для очистки канавок, образовавшихся в результате грубого хонингования, или для удаления глазури с цилиндров.
По своей конструкции ультратонкое хонингование используется для подготовки внутреннего отверстия цилиндра к немедленному кольцевому уплотнению с незначительными потерями материала со стенок цилиндра при первом запуске двигателя, если таковые имеются. Это сводит к минимуму истирание колец и перемещение материала стенок цилиндров в нашу систему смазки.Теперь у нас почти идеальная ситуация: притертое кольцо проходит над полностью подготовленным цилиндром.
ВНИМАНИЕ: Не перебарщивайте цилиндр с помощью ультратонкой обработки. Максимум от шестнадцати до восемнадцати ударов. Ход сверх этого значения может привести к тому, что поверхность будет слишком гладкой, чтобы сохранить адекватную смазку для износостойкости и герметичности цилиндра при бесконечном давлении.
Всегда используйте эту щетку с вращением по часовой стрелке. Вращение против часовой стрелки приведет к отказу .
Для тех из нас, кто еще не вооружен профилометром, вот небольшой тест, который иллюстрирует эффект сверхчистого хонингования.После обработки цилиндра обычными методами обработки высушите поверхность цилиндра. Возьмите ватный диск и слегка коснитесь цилиндра, вращающегося на 2 или 3 дюйма поверхности. Пряди хлопка можно увидеть висящими, цепляющимися за стену. Теперь используйте ультратонкое хонингование на цилиндре с большим количеством хонинговального масла. Повторите тест ватным тампоном после использования ультра-финишного хона и увидите разницу. Должна быть очень заметная разница в количестве прядей хлопка, практически без удержания! Не очень научный тест, но хороший показатель того, какой тип отделки был установлен в этом цилиндре.Такая же отделка может быть достигнута во многих других областях применения, в направляющих клапана, отверстиях подъемника и втулках поршневых пальцев.
Добавление этого шага в процедуру хонингования завершит выход на плато. Кольца герметизируются без истирания, компрессия максимальна, а лучший контроль масла снижает выбросы. Устраняет задиры и царапины, предотвращает преждевременный износ направляющих клапанов, штоков, подъемников и т. Д. Теперь у вас есть инструменты и знания, добавьте ультра-чистовые хлысты в процесс хонингования, чтобы полностью завершить работу.Если у вас есть дополнительные вопросы по этой теме, звоните (1-800-533-8010) или пишите мне по электронной почте.
Влияние плоского хонингования на трение и износ гильз цилиндров
https://doi.org/10.1016/j.wear.2017.09.028Получение прав и содержаниеОсновные особенности
- •
Влияние меток плоского хонингования в гильзе цилиндра.
- •
Поверхности с глубокими канавками демонстрируют больший объем износа, чем поверхности с мелкими канавками.
- •
Поверхности со следами хонингования от 0,1 до 0,2 мкм в Ra обеспечивают наименьший износ.
Abstract
В случае дизельного двигателя оптимальное управление взаимодействующими поверхностями для улучшения характеристик двигателя становится более важным, чем раньше, особенно при проектировании поверхностей гильз цилиндров. Технология плоского хонингования была разработана для гильз цилиндров двигателей больших кораблей и автомобильных двигателей.Хонингование плато — это своего рода процесс удаления металла, который оставляет практически плоскую поверхность или плато с гораздо большей площадью опорной поверхности, сохраняя при этом поперечную штриховку впадин для удержания масла. Однако долина, образованная хонингованием, функционирует как нефтехранилище, играет фатальную роль в формировании гидравлического давления жидкости на взаимодействующие поверхности.
Испытания на трение и износ с возвратно-поступательным движением были выполнены для сравнения смазывающей способности поверхностей гильз цилиндров скольжения с разными отметками плато хонингования.Трение и износ поверхностей с разной глубиной профилей, которые использовались в качестве метки хонингования морского дизельного двигателя, сравнивали с таковыми на случайно отшлифованных поверхностях. Из испытаний с хонинговальными метками с глубокими канавками было обнаружено, что сильные взаимодействия из-за контактов с неровностями и образования относительно тонких пленок приводят к большим объемам износа, чем испытание с мелкими канавками.
Ключевые слова
Гильза цилиндра
Хонингование плато
Трение и износ
Граничная смазка
Рекомендуемые статьиЦитирующие статьи (0)
Полный текст© 2017 Elsevier B.V. Все права защищены.
Рекомендуемые статьи
Ссылки на статьи
Galloway Engines
Часто задаваемые вопросы
Как узнать, нуждается ли мой двигатель в ремонте?
Признаками того, что ваш двигатель требует внимания, является то, что он потерял производительность или эффективность, он сильно дымит или издает необычный шум. Однако автомобилю не обязательно иметь эти симптомы, чтобы получить выгоду от модернизированного двигателя. Полный и комплексный ремонт вашего двигателя увеличит мощность, топливную экономичность и продлит срок службы вашего автомобиля.
Вы снимаете и устанавливаете двигатели?
Galloway Engines — это мастерская точной обработки, которая занимается обработкой и ремонтом двигателей. Это гарантирует, что мы являемся специалистами в своей области и выполняем только качественную работу высочайшего стандарта. Мы можем организовать демонтаж и установку двигателя или обратиться за этой услугой в ваш регулярный сервисный центр.
Могу ли я поставлять запасные части самостоятельно?
Да. Вы можете предоставить свои собственные новые детали, если вы предпочитаете конкретную торговую марку.Тем не менее, наши цены на запчасти очень конкурентоспособны, а наши высокие стандарты гарантируют, что только качественные запчасти подходят для любой работы. У нас есть связи со многими австралийскими и международными компаниями, что позволяет нам иметь доступ к источникам запчастей по всему миру.
Предоставляете ли вы гарантию?
На любой продукт с хорошей репутацией предоставляется гарантия, подтверждающая его качество. Galloway Engines не исключение. Мы даем полную гарантию на все наши работы. Свяжитесь с нами для получения дополнительной информации об условиях нашей гарантии.
Почему я должен использовать двигатели Galloway?
Galloway Engines поставляет качественные двигатели, которые полностью отремонтированы в соответствии с оригинальными спецификациями производителей и соответствуют австралийским стандартам AS4182 для бензиновых двигателей и AS4427 для дизельных двигателей. Наше современное оборудование обеспечивает качественную и точную работу, а наша команда специализированных технических специалистов уделяет особое внимание деталям. Это гарантирует, что вы получите лучшую работу.
Вы можете отремонтировать любой двигатель?
Да.Будь то двигатель Caterpillar от гигантской землеройной машины или небольшой трехцилиндровый двигатель Suzuki, у нас есть оборудование, способное удовлетворить ваши потребности. Свяжитесь с нами, чтобы узнать, как мы можем удовлетворить ваши требования.
Вы предлагаете двигатели, подходящие для сжиженного нефтяного газа?
Поскольку LPG имеет свойства, отличные от неэтилированного топлива, двигатель может испытывать проблемы при переводе на LPG. Мы можем предложить варианты, которые могут повысить производительность и надежность двигателя, работающего на сжиженном нефтяном газе. Компания Galloway Engine Reconditioning также предлагает ряд сменных головок, модифицированных для работы на сжиженном нефтяном газе.
У вас есть EFTPOS?
У нас есть все возможности EFTPOS, и мы можем принимать платежи с помощью кредитной или дебетовой карты.
Хонингование плато: какие параметры мне следует использовать?
Не все поверхности, обработанные плато, не одинаковы. Изображение ниже — это суть истории и основная цель этой статьи. На этом изображении вы видите три шлифованные поверхности отверстий цилиндров с очень разными характеристиками. Как оказалось, каждым из них лучше всего управлять с помощью различных наборов параметров текстуры поверхности.
Три типа хонингованных поверхностей цилиндров. Мы увидим, что для каждого из них требуются разные параметры для их описания.
Условные параметры высоты достаточны для одиночных хонингованных поверхностейВерхний профиль на изображении показывает обычную поверхность, полученную за одну операцию хонингования. Текстура состоит из пиков и впадин любой глубины. Долины могут быть немного глубже, чем высоты пиков, но ничего особенного.В течение начального периода обкатки двигатель изнашивает материал более высоких пиков, оставляя поверхность с гладкими плато и впадинами между ними для удержания смазки.
Традиционных параметров шероховатости, таких как Ra (средняя шероховатость), Rz (10-точечная высота шероховатости) и Rmr (соотношение материалов), часто бывает достаточно для управления операциями хонингования на обычной, одиночной хонингованной поверхности.
Обычных параметров (Ra, Rz, Rmr) часто бывает достаточно для описания обработанных поверхностей.
Плоское хонингование приводит к параметрам семейства K
Простые в изготовлении поверхности с хонингованием имеют недостатки. Износ, который происходит во время обкатки, неизбежно создает нежелательные зазоры / утечки, а также мусор. Оба фактора могут снизить производительность двигателя.
По мере ужесточения стандартов выбросов и производительности производители начали создавать «плато» поверхности, чтобы уменьшить приработку и улучшить герметичность.Хонингование плато использует грубое хонингование для создания впадин, а затем более тонкое хонингование для создания плато. На втором профиле показана «плоская хонингованная» поверхность.
Но с этими улучшенными поверхностями возникла новая проблема: Ra, Rz и Rmr не могли четко отличить плоскую хонингованную поверхность от единственной хонингованной поверхности. Очень разные поверхности дали одинаковые значения параметров при работе с этим классом поверхностей.
Чтобы лучше описать и контролировать эти новые поверхности, исследователи разработали и применили семейство параметров Rk.Семейство Rk основано на кривой соотношения материалов, показанной ниже справа. Отдельные параметры (Rk, Rpk, Rmr1, Rvk, Rmr2) количественно определяют пики, спады и режимы ядра. Они позволяют лучше контролировать хонингование плато, поскольку они более ориентированы на отдельные геометрические формы поверхности.
Параметры Rk хорошо подходят для описания отшлифованных поверхностей, имеющих четкие плато, ядра и впадины.
Поверхности с высокими эксплуатационными характеристиками требуют лучших параметров: Q-параметрыДля высокопроизводительных применений (например, дизельных и гоночных двигателей) требуются поверхности с более ровной поверхностью, как в третьем из наших профилей.
Для этих применений производители создают очень гладкие плато с дискретными впадинами, чтобы оптимизировать трение, зазор и температуру двигателя, практически без периода обкатки. Основная характеристика этой поверхности — четкое различие между пиками и впадинами. Есть четкое визуальное указание того, где пики встречаются с впадинами.
К сожалению, опять же, существующих параметров текстуры оказалось недостаточно для описания этих поверхностей. Когда поверхность чрезвычайно плоская, модель параметра Rk также не соответствует кривой соотношения материалов.Это становится очевидным на кривой соотношения материалов, показанной ниже. Глядя на зеленую область, мы видим, что нет точного положения на кривой, в котором плато уступает место впадинам (как показано в левом углу большого зеленого треугольника). Таким образом, параметры Rmr2 и, следовательно, параметры Rvk стать ненадежным.
В высокопроизводительном двигателе различие между плато и впадиной практически отсутствует, что делает параметры Rk ненадежными.
Для чрезвычайно плоской поверхности мы обращаемся к семейству параметров Q.Вместо того, чтобы использовать кривую соотношения материалов, параметры Q основаны на кривой «вероятности материала», показанной ниже справа. Эта кривая представляет собой кривую соотношения материалов с процентными значениями, сопоставленными со стандартными отклонениями. При этом мы видим два различных распределения (плато и долины) как две четко линейные области. Кроме того, эти линейные участки создают резкий изгиб на кривой. Параметры Q (Rpq, Rvq, Rmq), полученные из этой кривой, могут надежно различать режимы поверхности для поверхностей с чрезвычайно плоскими поверхностями.
Для поверхностей с очень плоской поверхностью параметры Q, основанные на кривой вероятности материала, являются наиболее надежными.
Когда использовать параметры K или Q?Сегодня параметры K и Q определены в стандарте ISO 13565, а также в других будущих стандартах 2D (профиль) и 3D (площадь). Приборы OmniSurf и OmniSurf3D компании Digital Metrology также включают оба набора параметров. К сожалению, в стандартах отсутствует «руководство пользователя», в котором говорится, когда использовать тот или иной набор параметров.
Мы обнаружили, что каждый набор параметров имеет свое применение. Параметры Q лучше всего работают на двухпроцессорных поверхностях с дискретными режимами плато и впадины. Однако параметры Q менее надежны, когда различие между плато и долинами более нечеткое. В некоторых случаях, когда поверхность не имеет отчетливого плато, стандартизованная математика для параметров Q может вообще не дать результатов.
Параметры K хорошо подходят для многих поверхностей, для которых не требуются экстремальные плато.Сюда входят не только отверстия цилиндров, но и шестерни, подшипники, компоненты трансмиссии и многие другие поверхности, требующие определенной степени уплотнения и / или контроля трения.
Параметры K хорошо подходят для таких поверхностей, как верхний профиль, в то время как поверхности с очень плоской поверхностью лучше всего описываются параметрами Q.
И не забываем Ра и Rz! Эти базовые параметры по-прежнему обеспечивают полезную обратную связь для поверхностей с широким распределением пиков, впадин и промежуточных высот.
В любом случае, лучший способ проанализировать поверхности, обработанные плато, — это изучить ваши данные и взаимодействовать с ними. Сами по себе цифры не могут рассказать всей истории. Программные пакеты OmniSurf и OmniSurf3D компании Digital Metrology предоставляют все три набора параметров вместе с мощными визуальными инструментами, которые помогут вам увидеть, что лучше всего подходит для ваших поверхностей.
У нас есть отличное видео здесь , показывающее анализ Plateau Honing в программе OmniSurf3D.Если вы оттачиваете, вам следует потратить несколько минут, чтобы проверить, насколько быстро и легко вы можете исследовать свои данные о поверхности.
Посмотрите наше видео здесь об анализе хонингования плато OmniSurf3D.
Есть еще много чего поговорить по этой теме. Фактически, Digital Metrology даже предлагает консультации и семинары по анализу текстуры поверхности и хонингованию плато. Если у вас есть вопросы или вы хотите узнать больше, позвоните нам или , свяжитесь с нами .
Совершенство хонингования | techtalk.ie
Federal-Mogul Engine Expertise делится некоторыми взглядами на хонингование — последний штрих к идеальному внутреннему диаметру цилиндра.
Хонингование отверстия цилиндра — очень эффективный способ улучшить нижнюю часть двигателя. Это важный этап после переточки двигателя в качестве процедуры «наведения порядка». Хонингование отверстия цилиндра также является эффективным средством устранения чрезмерного расхода масла в двигателе или возникновения чрезмерного дыма.
Federal-Mogul предлагает обзор хонингования и способы его правильного выполнения в первый раз.
ПОШАГОВАЯ ОТДЕЛКА
Шаг 1: расточка цилиндров
Крышка коренного подшипника всегда должна быть затянута до упора. При использовании правильно заточенных расточных инструментов важно избегать удаления слишком большого количества материала. Если было удалено слишком много, его нельзя заменить. Практическое правило — оставлять не менее 0,03 мм с каждой стороны для хонингования.
Шаг 2. Смажьте маслом
Хонингование необходимо выполнять в несколько этапов для достижения оптимального результата.Хонинговальное масло следует наносить непрерывно на всех этапах, чтобы охладить режущую поверхность, одновременно смывая мусор и поддерживая остроту хонинговальных брусков. Используйте только рекомендованные хонинговальные масла — по возможности отфильтрованные для удаления песка и мусора. Начиная с 70 камней зернистостью, чтобы удалить 0,04 мм, оставив 0,02 для чистового хонингования — на этом этапе все следы расточного инструмента были бы удалены, чтобы получить чистовую штриховку.
Шаг 3: Работайте вниз
Используя камни зернистостью 220, отверстие цилиндра необходимо отточить до требуемого конечного размера.Это включает удаление не менее 0,02 мм материала из дополнительных отверстий с предыдущего этапа. Убедитесь, что угол штриховки составляет 120 °, а конусность отверстия контролируется.
Шаг 4: Хонингование плато
Для создания гладких плато для установки и уплотнения колец, выступы с поверхности отверстия должны быть удалены путем хонингования с помощью камней с зернистостью 600. После завершения все еще можно увидеть более глубокие впадины, оставшиеся после шага 3. Они необходимы для удержания масла, уменьшения износа колец и поршней.Между тем, плато помогает контролировать расход масла за счет положительного кольцевого уплотнения. Для этого шага следует заточить не менее 30 секунд в каждом отверстии, при этом сохраняя угол штриховки равным 120 °.
Шаг 5: Очистка
Отверстия необходимо тщательно очистить после хонингования. Лучше всего подойдет ручная очистка с помощью горячей мыльной воды и щетки с нейлоновой щетиной, поскольку растворители или мойки под давлением просто недостаточно эффективны. Тщательно чистое отверстие выйдет без пятен после протирания безворсовой тряпкой стенок цилиндра.
Шаг 6: Сушка и нанесение покрытия
Просушите отверстия и смажьте их маслом. После сборки двигателя еще раз очистите отверстия от новой пыли и песка. Это создает хонингованный цилиндр, который должен помочь двигателю пройти все необходимые тесты на выбросы выхлопных газов.
Cylinder Hone and Honeing — KITPLANES
Слева направо: гибкая шлифовальная головка 3/8 дюйма, регулируемая жесткая шлифовальная головка, гибкая шлифовальная головка на 1 дюйм и гибкая шлифовальная головка на 2 дюйма.Хонингование и притирка аналогичны тем, что оба используют абразивное действие для удаления металла и улучшения чистоты шлифованной или притирочной поверхности. При этом, насколько они похожи, они разные. Вроде как молоко и сливки.
Как показано в прошлой колонке о нахлестах и притирках, притирка может использоваться для улучшения режущей кромки инструмента, для выравнивания торца для улучшения контакта между сопрягаемыми поверхностями или для изготовления прецизионных калибровочных блоков.
В отличие от притирки, где целью (обычно) является создание зеркального блеска, хонингование используется в основном на цилиндрах двигателя с целью создания очень специфического рисунка царапин, называемого штриховкой.Штриховка обеспечивает удержание масла и сокращает время приработки поршневых колец. В последние годы хонингование было в центре внимания многих исследований. Одним из особых усовершенствований хонингования с перекрестной штриховкой является хонингование «плато», при котором удаляются пики, оставляя впадины нетронутыми для удержания масла. Одна из причин, по которой двигателям Rotax серии 912 не требуется период обкатки, заключается в том, что их цилиндры с плазменным покрытием имеют плато-хонингование. (См. Компоненты SUMEBore и Rotax.)
Вторичное применение хонингования, особенно гибких хонинговальных инструментов, — удаление заусенцев из пересекающихся отверстий, которые нельзя удалить традиционными инструментами.Примеры включают масляные камбузы и распределительные коллекторы.
Слева направо: с обильным слоем смазочно-охлаждающей жидкости в цилиндре (в данном примере трубка с внутренним диаметром 2 дюйма) гибкая шлифовальная головка вращается со скоростью 100–120 об / мин и быстро перемещается вперед и назад, примерно два хода в секунду. Это приводит к относительно небольшому углу штриховки от 20 до 30 °.Есть два типа цилиндрических хонинговальных головок: жесткие и гибкие. Жесткая хонка состоит из двух или более тонких шлифовальных камней на подпружиненных рычагах. Гибкий хонинговальный или шарообразный хонинговальный аппарат похож на грубую щетку для бутылок с абразивными шариками на конце каждой щетинки.Оба типа, как правило, вставляются в ручную дрель, и шлифовальный станок быстро перемещается вперед и назад в отверстии на низких оборотах смазочно-охлаждающей жидкости.
Спонсор трансляции авиашоу:Оба типа хона могут использоваться для создания перекрестной штриховки. Угол и глубина рисунка зависят от того, насколько быстро вы перемещаете хон (число оборотов в минуту и скорость хода), а также от зернистости абразива. Хонингование со средней зернистостью оставляет более выраженный узор, чем хонингование с мелким или сверхмелкозернистым зерном. При удалении заусенцев цель состоит в том, чтобы удалить заусенцы и смягчить твердые кромки, поэтому угол поперечной штриховки не так важен.Но по-прежнему важно, чтобы точилка двигалась вперед и назад равномерными движениями, чтобы обеспечить стабильную отделку. Совершенно неправильно позволять хону оставаться в одном положении без поглаживающих движений.
Изображения под микроскопом до и после хонингования показывают, как следы инструмента от расточки цилиндра (слева) были заменены штриховкой на хонинговальном станке (справа). Угол штриховки в этом примере составляет около 35 °.Следует также уделять особое внимание тому, чтобы хонинговальный станок находился по центру и был как можно перпендикулярен шлифованному отверстию.Большая часть хонингования выполняется ручным сверлом, поэтому невозможно точно удерживать хонингование, особенно при агрессивном поглаживании. Но обращая внимание на то, как хонда плавает в канале ствола, или, точнее, на то, как вы позволяете ему плавать в канале ствола, можно быть уверенным в хороших результатах.
Важно, чтобы при изменении направления хода хонинговал в основном находился внутри цилиндра, не позволяя более четверти абразивной длины хона выходить из отверстия на каждом конце хода.Если допустить больше, отверстие может стать заостренным или суженным.
Этот коллектор типа «один-в-два» является хорошим примером использования гибких шлифовальных кругов для удаления заусенцев с просверленных борозд и проходов. Входное отверстие было просверлено наполовину сверлом 7/16 дюйма (размер метчика для резьбы ¼-NTP), затем просверлено сверлом 3/8 дюйма до глубины глухого отверстия. Два выходных отверстия были сделаны с помощью сверла «R» (0,339 дюйма) для фитинга NTP 1/8 дюйма.Рекомендуется, особенно при хонинговании цилиндров двигателя, повторно проверять размеры отверстий для подтверждения результатов.В руководстве по капитальному ремонту двигателя будет очень конкретно указано, какой тип заточки и допустимые допуски. Хотя вам придется быть довольно неуклюжим, чтобы заточить и повредить совершенно хороший цилиндр, это возможно. Если у вас есть доступ к одному из них, потренируйтесь на старом цилиндре, не отвечающем техническим требованиям, прежде чем приступить к хонингованию хорошего цилиндра.
Несколько движений гибкого хона перед нарезанием резьбы (слева) гарантируют, что все следы грубого сверления и заусенцы на пересекающихся отверстиях будут удалены. На разрезе детали (справа) видно, что при хонинговании края и углы были зачищены, и на них не осталось металлических осколков.Инструменты для хонингования плато цилиндра, размер: диаметр от 40 мм до 120 мм, 80000 рупий / штука
Год основания 2007
Юридический статус фирмы Партнерство Фирма
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот Rs. 5-10 крор
IndiaMART Участник с апреля 2009 г.
GST29AAJFP6419P1ZE
Код импорта и экспорта (IEC) 07110 *****
Экспорт в Кению, Южную Африку, Кувейт, Филиппины, Шри-Ланку
Pro B Products мы основали в год 2007 — инженерная компания из Бангалора, занимающаяся производством широкого спектра машин для внутреннего и экспортного рынка, включая хонинговальные станки, хонинговальные инструменты, хонинговальные приспособления и аксессуары.Наш ассортимент находит применение в автомобилестроении, авиакосмической промышленности. Ассортимент нашей продукции и услуг включает:
- Хонинговальные станки
- Хонинговальные инструменты
- Хонинговальные приспособления
- Хонинговальные принадлежности
- Модернизация и восстановление хонинговальных станков
- Ежегодное техническое обслуживание Хонинговальные станки
- Машины для шелушения кокосовых орехов
- Машины для очистки от шелушения кокосовых орехов
- Абразивные отрезные машины
Строго соблюдая нашу политику качества, мы обеспечиваем поставку качественных станков и тем самым полностью удовлетворяем потребности клиентов.Кроме того, наша опытная команда инспекторов по качеству тщательно проверяет наш разнообразный ассортимент на каждом уровне производства.
Чтобы удовлетворить растущие потребности наших клиентов, мы не только используем собственные производственные мощности, но и производим наш ассортимент из различных источников. Производство нашего диапазона, переданное на аутсорсинг, помогло нам предложить наш ассортимент оптом нашим клиентам.
Под умелым и эффективным руководством наших наставников г-н Кришнамурти М. Т. и г-н Нагараджа Х.R. мы заняли свою нишу и стали одним из ведущих производителей и экспортеров в отрасли. Их глубокие знания и сильная деловая хватка помогли нам занять прочные позиции на рынке.
Они широко известны за следующие особенности:
- Точные размеры
- Экономическая эффективность
- Надежное качество
- Низкие затраты на обслуживание
- Простая установка
- Эффективное использование расходных материалов
- Компактность