Вытягивание кузова автомобиля

Здравствуйте дорогие читатели блога kuzov.info!
Эта статья будет интересна новичкам в кузовном ремонте, интересующимся процессом вытягивания кузова автомобиля после аварии.
Мы рассмотрим некоторые моменты, известные для профессионалов, но непонятные для новичков.
Итак, перед ремонтом повреждённого кузова автомобиля, важно внимательно осмотреть и понять логику повреждений. Что и куда сместилось, что можно отремонтировать, а что нужно менять. Нужно определить, изменены ли геометрические параметры кузова. При ударе в переднюю или в заднюю часть автомобиля, могут быть повреждены соответственно передние или задние лонжероны. При боковых ударах может сместиться боковая стойка кузова, а также порог и пол. Полная картина будет видна, после разбора кузова, снятия повреждённых панелей, радиаторов, фар и пр.
Ремонт начинается с постановки «на место» всех силовых элементов, влияющих на геометрические параметры кузова. Даже если какие-то из силовых элементов требуют замены, их, всё равно, нужно вытянуть и, насколько возможно, вернуть «геометрию» кузова до нужных размеров. Это вернёт точки креплений элементов, требующих замены на свои места.
Измерение «геометрии» кузова
Для понимания того, куда и насколько сместились силовые элементы кузова, для измерения геометрических параметров применяются различные измерительные системы.
Чаще всего, в условиях гаражных мастерских и небольших автосервисах применяют линейки для измерения геометрии кузова, а также простые рулетки.
Рулеткой не всегда удобно пользоваться, так как на пути двух точек, между которыми нужно измерить расстояние, могут быть различные преграды (особенно в моторном отсеке). Измерительная линейка позволяет сделать замеры достаточно легко (см. статью о измерении геометрии кузова).
Важно проверить диагонали чашек амортизаторов и мест крепления подвески к кузову. Эти параметры влияют на выставление развала-схождения колёс.
Стапель для вытягивания кузова автомобиля
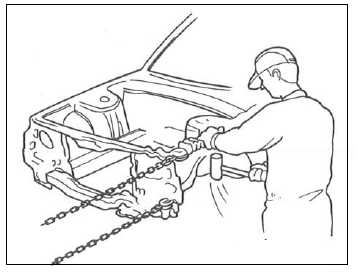
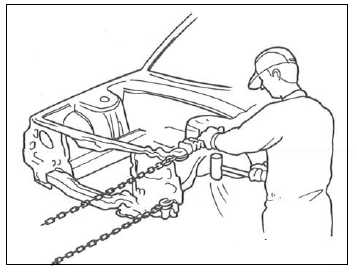
Для того чтобы вытягивать силовые элементы кузова, а также, в целом, производить вытягивающие операции, кузовщики применяют стапель. Стапель предназначен для жёсткого крепления кузова и последующего вытягивания его повреждённых элементов. Крепление обычно производится за отбортовки порогов. Это нужно, чтобы автомобиль не двигался вместе с вытягиваемым элементом.
Многие гаражные мастера кузовного ремонта обходятся без применения стапеля. Для этого в гаражах используют забетонированные петли, которые располагаются по периметру гаражного пола. Они служат как для вытягивания кузова (к ним цепляется лебёдка или гидравлическая стяжка), так и для фиксации автомобиля цепями с обратной стороны вытягивающего усилия. Если вытягивается перед, то привязывается цепями к петлям зад автомобиля, если вытягивается зад, то привязывается, соответственно, передняя часть. Также, используют упоры, при применении бокового вытягивающего усилия.
Чаще, всё же, применяется стапель. Гаражные мастера кузовного ремонта приобретают стапели, пригодные для применения в небольших мастерских, а также копируют и изготавливают конструкции заводских стапелей, а также собирают самодельные стапели, придуманные самостоятельно. В крупных автосервисах применяются стапели платформенного типа.
Правила вытягивания кузова автомобиля
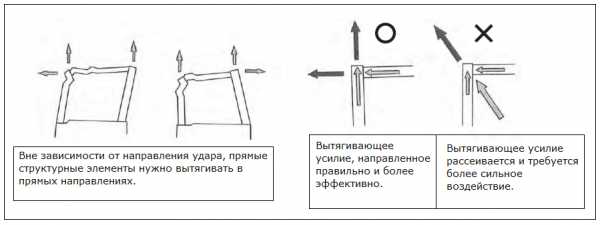
- Принцип вытягивания повреждённого элемента в том, чтобы приложить усилие в направлении, противоположном силе удара при аварии.
- В процессе вытягивания необходимо простукивать складки на металле, образованные при деформации. Реализуется это следующим образом: вытягивающее усилие выравнивает элемент и потом процесс как бы приостанавливается, после простукивания, вытягивание возобновляется, и складка металла разравнивается.
- Существует такое понятие, как «перетяжка». Смысл в том, чтобы перетянуть повреждённый элемент немного больше, чем нужно, так как он всё равно немного вернётся.
- Отштампованный металл, можно сказать, имеет «память». То есть, все деформированные детали кузова находятся в напряжении. Задача кузовщика снимать эти напряжения, выравнивая повреждённые элементы и «помогать» металлу вернуться в исходное состояние.
- Иногда, при вытягивании силовых элементов кузова, применяют нагрев . Это помогает вытянуть неподатливые участки. Не рекомендуется делать на высокопрочной стали силовых элементов, так как это значительно её ослабляет.
- Также, иногда, приходится делать надрезы, чтобы ослабить неподатливые складка.
Также можете прочитать статью о выравнивании кузова автомобиля, где подробно рассматриваются технологии ремонта кузова.
Гидравлическая растяжка
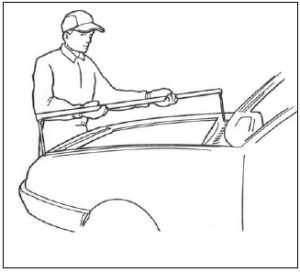
Гидравлическая растяжка применяется в кузовном ремонте для вытягивания методом выдавливания. Существуют различные гидравлические растяжки, дающие различное усилие от 4-х тонн и выше. Примером применения этого приспособления можно назвать вытягивание боковых стоек кузова, выдавливанием изнутри салона. Можно выправлять смещённые в сторону лонжероны. А также, выправление деформированных дверных проёмов и проёмов лобового и заднего стёкол. Обычно мастера-кузовщики приобретают набор, включающий в себя несколько видов удлинителей разной длины, насадки, саму растяжку и гидравлический насос, но можно купить каждый элемент отдельно.
Гидравлическая стяжка
Гидравлическая стяжка действует как предыдущий девайс, но наоборот, стягивает. Может применяться для вытягивания, как альтернатива лебёдки.
Кузовные захваты

Для непосредственного крепления цепи от вытягивающего устройства (лебёдки или стяжки) к повреждённому элементу применяются различные кузовные захваты.
Иногда приваривают металлические петли и пластины с петлями в местах, где невозможно применить кузовной захват, либо при отсутствии специальных захватов.
Некоторые современные кузовные захваты имеют самозажимную конструкцию. При добавлении вытягивающего усилия, захват сжимается сильнее, что предотвращает его выскальзывание.
Вытягивание чашек амортизаторов

Как было сказано выше, при измерении «геометрии» кузова важно проверить расположение чашек амортизаторов. Измеряются диагонали отрезков от центров верхних болтов крепления стоек к болтам крепления кронштейнов капота к кузову. Также, проверяются диагонали расстояний между центрами болтов обеих чашек кузова.
При смещении чашек амортизаторов применяется специальное приспособление. Оно позволяет вытягивать чашку в любом направлении.
Зазоры
После вытягивания всех силовых элементов и замены повреждённых деталей кузова, не подлежащих восстановлению, примеряются лицевые панели кузова. Если все силовые элементы вытянуты правильно и все места креплений встали на свои места, то все зазоры лицевых панелей кузова должны быть ровными и одинаковыми с обеих сторон автомобиля.
Все двери, капот и крышка багажника должны закрываться без значительных усилий и не задевать за соседние панели кузова. О том как отрегулировать зазоры на автомобиле можете прочитать здесь.
Неравномерность зазоров может показать, что и куда недотянуто или перетянуто. Зазоры, таким образом, дают информацию о том, правильно ли вытянут кузов.
Подводя итог можно сказать, что при наличии необходимых, не самых дорогостоящих инструментов и устройств, а также знаний и опыта можно вытягивать сложные повреждения кузова автомобиля даже в условиях гаражной мастерской. Опыт, конечно же, имеет немаловажное значение. При недостаточном опыте лучше начинать вытягивать аварийные кузова, имеющие небольшие смещения силовых элементов.
Не менее высокого мастерства требует рихтование повреждённых панелей кузова. Овладев базовыми приёмами рихтования, можно выправлять достаточно сложные повреждения. О способе рихтования вмятин при помощи рихтовочного молотка, поддержки и кузовной гладилки читайте в другой статье.
Поделиться “Вытягивание кузова автомобиля”
Печатать статью
Ещё интересные статьи:
kuzov.info
Механическая правка деталей кузова автомобиля давлением, наклеп
Одним из распространенных способов силового воздействия на металл при устранении остаточных деформаций деталей автомобиля является механическая правка, которая может выполняться двумя способами: давлением и наклепом.
Механическая правка деталей автомобиля давлением, наклепом, чеканкой, устранение значительных повреждений кузова автомобиля на специальном правочном стенде.
Механическая правка деталей автомобиля давлением может производиться в холодном состоянии или с нагревом. Для валов диаметром до 200 мм механическая правка в холодном состоянии выполняется в том случае, когда величина прогиба не превышает 1 мм на 1 метр длины вала. Размер стрелы прогиба равен половине величины биения вала, показываемого индикатором.
При выполнении операции правки вал устанавливается на призмы-опоры винтового или гидравлического пресса выпуклой стороной вверх и перегибается нажимом штока пресса через прокладку из цветного сплава так, чтобы обратная величина прогиба, была в 10—15 раз больше прогиба вала до правки. Исходя из величины усилия правки выбирается пресс.
Холодная механическая правка вала, монтажная и расчетная схемы.
Холодная механическая правка имеет существенный недостаток — опасность обратного действия, вызванного неуравновешенными внутренними напряжениями, которые с течением времени, уравновешиваясь, приводят к объемной деформации детали. Кроме того, при холодной правке снижается усталостная прочность (до 15-40 %) и несущая способность детали за счет образования в ее поверхностных слоях мест с растягивающими напряжениями.
С целью повышения качества холодной правки деталь выдерживается под прессом в течение длительного времени. Иногда используется метод двойной правки, заключающийся в первоначальном перегибе детали с последующей правкой в обратную сторону.
Стабилизации правки детали можно достичь последующей термообработкой, но в этом случае имеется опасность нарушения первичной термической обработки. Этот способ дает лучшие результаты, чем два предыдущих, но он несколько дороже.
Механическая правка деталей наклепом (чеканкой).
Механическая правка наклепом (чеканкой) не имеет недостатков присущих правке давлением. Она проста и не трудоемка. Позволяет достичь высокого качества правки детали, которое определяется стабильностью процесса во времени. Правильная чеканка обеспечивает высокую точность обработки (до 0,02 мм) и исключает снижение усталостной прочности
Инструментом для наклепа (чеканки) служат пневматические и ручные молотки. От наносимых ударов в поверхностном слое детали возникают местные напряжения сжатия, которые вызывают устойчивую деформацию детали. Продолжительность правки наклепом зависит от энергии удара, конструкции ударного бойка и материала детали.
Механическая правка коленчатого вала наклепом (чеканкой), схема.
Работы по вытягиванию, выравниванию и выколачиванию деформированных участков кузова автомобиля.
Способы силового воздействия на металл особенно широко используются при разных видах кузовного ремонта. Механическая правка панелей кузова с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию и выколачиванию деформированных участков кузова для придания им первоначальной формы и размеров.
Главным условием качественного выполнения этих операций является создание такой схемы нагружения всей конструкции, при которой растягивающее усилие будет приложено под тем же углом, под которым была приложена сила, вызвавшая деформацию.
Чтобы растяжение было управляемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. В процессе правки силовым воздействием необходим постоянный контроль направления и величины растяжения панели кузова. А также наблюдение за возможными попутными деформациями кузова, вызванными растягивающим усилием.
Аварийные повреждения кузова легкового автомобиля приводят, как правило, к появлению различных перекосов, которые выражаются в нарушении сверх допустимого предела геометрических параметров его элементов:
— Проемов дверей.
— Капота.
— Крышки багажника.
— Каркаса салона.
— Лонжеронов.
Перекосы кузова устраняются правкой, вытяжкой, усадкой и рихтовкой до придания поврежденным элементам первоначальных геометрических параметров. Для этого используются передвижные силовые устройства, универсальные стенды и специальные комплексы.
Варианты устранения перекосов в проемах капота и крышки багажника с помощью гидравлических растяжек.
Для правки поврежденного проема необходимо создать усилие винтовой парой растяжки или гидроцилиндром. После снятия растяжки и оснастки контролируется качество правки. Если не удалось полностью устранить повреждения, то операция повторяется.
После окончания вытяжки силовым устройством все внутренние напряжения снимаются рихтовкой всего участка, подвергшегося правке, с помощью рихтовочного молотка и подкладки. Чтобы не произошло обратных перемещений, обусловленных остаточными напряжениями, производится рихтовка выправленной поверхности через деревянную подкладку в направлении удара.
Рихтовочные работы целесообразно выполнять в последовательности от более жестких узлов к менее жестким. Сначала восстанавливается пассажирский салон. Затем производится растяжка по участкам. Причем выправленные участки фиксируются, чтобы их положение не могло измениться.
Устранение сложных деформаций кузова вследствие бокового удара, вызвавшего деформацию основания и уменьшение длины кузова с поврежденной стороны, осуществляется одновременным растяжением в двух направлениях: боковом и продольном. Работа выполняется на специальном стенде с использованием комплекта приспособлений, состоящего из:
— Самозакрепляющихся зажимов.
— Цепей.
— Двойного захвата.
— Натяжных гидроцилиндров.
— Насоса.
— Оправки с зубцами для захвата выпрямляемой панели.
— Некоторых других приспособлений.
Устранение значительных повреждений кузова автомобиля на специальном правочном стенде.
Вариант растяжения в продольном направлении определяется характером деформации основания. Например, в случае сосредоточения деформации в нижней части кузова производится механическая правка самого основания с закреплением зажимов за отбортовку порогов.
Растяжка устанавливается между двумя зажимами и силовое воздействие прикладывается вдоль кузова. Одновременно осуществляется боковая механическая правка. При восстановлении линейности панелей кузова рекомендуется процесс растяжения сопровождать выстукиванием складок.
По материалам книги «Технологические процессы ремонта автомобилей».
Виноградов В. М.
Похожие статьи:
- Применение резьбовых спиральных вставок для восстановления резьбовых поверхностей, технологические рекомендации по установке резьбовых спиральных вставок.
- Ручная газовая сварка и наплавка, способы ручной газовой сварки, виды и область применения пламени при ручной газовой сварке.
- Обработка поверхностей без снятия стружки, калибрование, дорнование, обкатывание, раскатывание, алмазное выглаживание, центробежно-ударный наклеп поверхностей без снятия стружки.
- Использование фигурных вставок для заделки трещин в головках и блоках цилиндров двигателей, картерах коробок передач, задних мостах и других деталях.
- Доводка-притирка поверхности детали, абразивная и химико-механическая, составы притирочных паст и суспензий для доводки-притирки поверхностей деталей.
- Сварка и наплавка деталей из чугуна холодным способом, с местным или общим подогревом и горячим способом, применяемые электроды, газовая сварка деталей из чугуна.
auto.kombat.com.ua
Правка и заточка цепи на станке BG60016 :: АвтоМотоГараж
Обзор, устройство, сборка и установка станка были приведены в статье Заточной станок для пильных цепей BG60016.
В этой статье будет описана непосредственно работа на станке. И так, станок установлен и закреплён на верстаке. Далее подключаем станок к сети питания 220 вольт, и проверяем работу заточного камня на холостом ходу. Данная операция необходима для того чтобы перед началом работ выявить какие-либо в нештатные ситуации.
Органы управления заточным станком:
|
Детали и органы управления:
|
|
Установка пильной цепи в заточной станок.
Перед тем как установить цепь в станок необходимо ослабить винт [9] регулировки зажима цепи. Далее уложить цепь в направляющий паз поворотного столика станка.
Цепь устанавливается так, чтобы режущие звенья цепи были направлены в сторону заточного камня:
Настройка угла заточки.
После того как цепь уложена, выставляем угол заточки режущего звена. Угол заточки выставляется в соответствии с рекомендациями к затачиваемой цепи. Стандартный угол режущего звена составляет 30 градусов, большинство производителей цепей используют именно его (угол режущего звена цепи зависит от поставленной задачи, под каждую конкретную задачу выпускается своя цепь с соответствующими характеристиками, эти характеристики получены экспериментальным способом и являются оптимальными). Станок позволяет выставлять фиксированные углы: – 30, – 15, 0, 15 и 30 градусов. При необходимости можно доработать станок (нанести на станину поворотного столика дополнительные риски с необходимыми углами для заточки, в дальнейшем планирую).Если угол заточки режущего звена цепи выбран (исходя из рекомендаций) 30 градусов, то он должен варьироваться от -30 до +30 градусов (т.е. необходимо сохранять значение величины угла, изменяя при этом только знак с положительного на отрицательный). Знак – или + зависит от того какой резец затачиваем левосторонний или правосторонний.

Заточка.
Итак цепь установлена в станке под нужным углом. Далее нужно определиться по какой схеме будет выполняться заточка цепи:
Последовательная заточка. В процессе выполнения работ последовательно затачивается каждый резец. При этом по завершению заточки или правки каждого резца необходимо менять угол заточки с положительного на отрицательный (или наоборот, взависимости с какого резца начать). Перед началом выполнения работы необходимо пометить резец с которого начата заточки или правка.
Заточка каждого второго резца. В этом случае вначале затачиваем все левосторонние (правосторонние) резцы, потом меняем полярность и затачиваем все правосторонние (левосторонние) резцы. Таким образом, получается, что затачивается каждый второй резец пильной цепи, при этом сохраняем полярность и значение величины угла заточки. Полярность угла заточки меняем только один раз, (не считая первоначальный момент настройки необходимого угла заточки) когда переходим от заточки правосторонних резцов к левосторонним. Этот вариант более предпочтительней, т.к. отсутствует необходимость каждый раз переключать угол заточки резца. Скорость выполнения работы намного выше за счет уменьшения количества манипуляций. Перед началом выполнения работы необходимо пометить резец, с которого начата заточки или правка.
Далее, исходя из практики заточки цепи выявлено две методики непосредственной заточки режущего звена, первая по инструкции, вторая методика получена опытным путём — экспериментальная.
По инструкции (данный пункт инструкции подвергся редактированию, т.к. там написана полная ахинея):
Перед включением питания станка, медленно нажимая на рукоятку [15] до конца вниз, фиксируем нужную глубину заточки при помощи ограничительного винта [4]. Когда глубина заточки определена, выставляем резец под заточной камень (прицеливаемся) так, чтобы заточка была оптимальной (т.е. не допустить перетачивание или исключить недотачивание), затем надежно зафиксируем цепь при помощи винта [9] регулировки зажима цепи. Закрываем захват [10]. Фиксируем положение захвата цепи ручкой подачи цепи [11] и гайкой [12]. Включаем питание клавишей [1]. И медленно нажимая на рукоятку [15] до конца вниз, точим. В конце заточки режущей части зуба цепи, абразивный диск прижимаем книзу слегка. Повторяем процедуру фиксирования звена цепи и заточки для каждого резца. При непосредственной заточке резца винты [4], [9] должны оставаться плотно зажатыми до тех пор, пока рукоятка [15] не возвращена в исходное положение.
Недостатком вышеуказанной методики является то , что приходиться долго «прицеливаться» чтоб не сточить лишнего, потом зажимать звено, и всё равно, даже если хорошо прицелиться заточной диск снимает немного больше чем надо либо меньше. Так же каждый раз перед прицеливанием необходимо выключать питание станка, а после его заново включать. Путём ряда экспериментов удалось для себя определить идеальную методику заточки цепи, которая сочетает в себе быстроту выполнения операции и высокое качество заточки режущего звена.
Экспериментальная методика заточки (рациональная):
Весь смысл данной методики заточки заключается в том, чтобы контролировать подачу резца во время заточки, тем самым предотвратить его перетачивание или исключить недотачивание. И так, цепь установлена в станке под нужным углом. Используем схему заточки каждого второго резца (см. выше). Далее …, а на этом этапе начинается расхождение с инструкцией. При помощи винта [9] зажимаем цепь так чтобы она не болталось в направляющем пазу поворотного столика станка, но чтоб при этом её можно было бы при помощи захвата [10] и путём вращения ручки подачи цепи [11] подавать в перёд. Как только с этом моментом определились, необходимо зафиксировать глубину заточки резца при помощи ограничительного винта [4]:

Включаем питание станка, и в перёд, точим!


И ещё при использовании данной методики отсутствует необходимость в постоянном передёргивании питания заточного станка, когда начинаем затачивать следующий по очереди резец.
Примечание (относится к любой методике заточки):
Следует избегать слишком глубокую заточку звена цепи, так как это может снизить прочность звена, и как следствие сокращение срока службы цепи. При заточке необходимо ориентироваться надо на длину самого затупившегося зубца. По завершению работы по заточке резцов, длины всех верхних граней режущих звеньев должны быть одинаковыми (или приблизительно одинаковыми).
Каждое режущее звено имеет ограничитель глубины, регулирующее глубину проникновения зубца цепи внутрь древесины. После того как все резцы заточены (и левосторонние и правосторонние), нужно по шаблону сточить ограничительный зуб (если это необходимо).
Стачивание зуба-ограничителя.
Наложить шаблон для зуба-ограничителя и по необходимости, используя плоский напильник сточить зуб-ограничитель до уровня шаблона.
Шаблон может имееть два положения:
Н «hard» (твердый) для твердой породы дерева;
S «soft» (мягкий) для мягкой породы дерева.
Если стачивать зуб-ограничитель без контроля, то можно «запилить» его слишком низко. В таком случае цепь будет «сгрызать» много дерева, а это в свою очередь приведёт к увеличению риска отдачи, усилению вибрации, ухудшении точности пиления и снижению ресурса инструмента.
И в завершении.
По итогам всех работ, цепь продуть сжатым воздухом и проложить не некоторое время в подходящую ёмкость с чистым маслом. Время «замачивания» цепи в масле каждый определяет для себя сам, моя схема такова: если нужно продолжать работу срочно этой же цепью (что бывает редко), то на пять минут, если время терпит, то на весь день.
automotogarage.ru
Ремонт кузова с применением стапеля
При серьезных повреждениях кузова, затрагивающих силовую конструкцию, обычно применяется стапель, который состоит из рамы, приспособлений для установки и крепления кузова автомобиля, гидравлического привода, изделий для гидравлической правки, набора инструмента для ручной правки и др.
Рама является основанием стапеля и служит для установки и закрепления на ней поврежденного автомобиля, силовых стоек, натяжных устройств и других приспособлений, обеспечивающих гидравлическую правку поврежденных
кузовов. Рама изготовлена из швеллера большого размера и представляет собой пересечение коробчатого профиля с пазами шириной 20 мм, расположенными вдоль и поперек всей площади рамы. Такая конструкция рамы позволяет крепить на ней автомобиль (кузов), устанавливать необходимые приспособления в различных точках относительно поврежденных участков ремонтируемого кузова.
Силовая стойка с приводом, различные опоры, надставки, удлинители, цепи и другие приспособления предназначены для передачи механических воздействий от гидроцилиндра на деформированные участки кузова.
В зависимости от категории повреждения и места его расположения на кузове автомобиль может поступить на стапель в сборе, частично разобранным (без передней или задней подвесок) или только в виде кузова.
Установку и правку аварийного кузова методом растяжки на стапеле выполняйте в следующем порядке:
– установите автомобиль (кузов) по центру стенда;
– вывесите автомобиль (кузов) на подставках с помощью домкрата и зажимов, установленных на силовых поперечных трубах, и закрепите кузов за ребра жесткости порогов;
– прикрепите кузов автомобиля к фундаментной раме расчалочными приспособлениями за опорные точки силовых поперечных труб;
|
Рис. 9.125. Элементы силовой распорки и ее крепление к стапелю: 1 – рама стенда; 2 – клин; 3 – сферическая опора; 4 – шаровая опора; 5 – гидроцилиндр; 6 – соединительная муфта; 7, 10 – переходник; 8 – вороток; 9, 11 – удлинители; 12 – опора |
– закрепите сферическую опору 3 (рис. 9.125) на раме 1 клиньями 2. Собрав силовую стойку, установите ее в сферическую опору 3. Длина стойки подбирается такой, чтобы она позволила приложить необходимое растягивающее усилие. Направление усилия должно совпадать с направлением удара;
– закрепите струбцину или какой-либо другой инструмент на поврежденном участке кузова;
– соедините цепью поврежденную часть кузова и фундаментную раму через опору силовой стойки;
– выправьте кузов, подавая давление в цилиндр силовой стойки ножным гидравлическим насосом.
Для правки кузова может быть одновременно использовано до четырех силовых стоек с цепями и приспособлениями, которые должны иметь различные сочетания по длине и устанавливаться под различными углами в зависимости от полученных ударов.
Устройство для правки деформированных элементов кузова легковых автомобилей

|
Рис. 9.126. Устройство для правки деформированных элементов кузова легковых автомобилей: 1 – силовой рычаг; 2 – гидроцилиндр; 3 – поворотная балка; 4 – зажимное устройство; 5 – балка; 6, 7, 8, 9, 11 – зажимные детали; 10, 13 – колеса; 12 – гидравлический насос |
Устройство (рис. 9.126) фиксируется с помощью зажимных приспособлений в любых точках за нижние полки поперечных или продольных балок рамы стенда.
Правка аварийных кузовов проводится следующим образом:
– установите аварийный кузов на стапель, зафиксируйте его неповрежденную часть в опорных кронштейнах и дополнительно закрепите за ребра жесткости порогов;
– определите зону работ и направление приложения растягивающих усилий, подкатите под стапель устройство;
– закрепите устройство за раму стапеля клиньями зажимных приспособлений;
– установите и зафиксируйте стопором в требуемом положении силовой рычаг и поворотную балку;
– соедините рычаг с деформированными деталями кузова с помощью набора цепей, зажимов и захватывающих приспособлений;
– осуществите рабочий ход рычага с помощью гидравлического приспособления.
Гидравлические и винтовые приспособления для восстановления кузова

|
Рис. 9.127. Винтовое приспособление дл восстановления геометрии кузова: 1 – винт; 2 – вороток; 3 – втулка; В – фиксаторы; Г – переходники; Д – удлинители |
Винтовое приспособление состоит из винтового домкрата, винта 1 (рис. 9.127), воротка 2 и двух втулок 3 с правой и левой резьбой, фиксаторов В, переходников Г, нескольких удлинителей Д, различных упоров и струбцин. С помощью этих элементов выполняются работы по исправлению перекосов в моторном отсеке, багажнике, внутри салона кузова, проемов дверей.
|
Рис. 9.128. Гидравлическое приспособление для восстановления геометрии кузова: 1 – гидравлический насос; 2 – шланг; 3 – гидравлический цилиндр |
Гидравлическое приспособление (рис. 9.128) состоит из набора оснастки, который включает гидравлический насос, шланг и ряд удлинителей. К концам удлинителей с помощью фиксаторов присоединяют различные переходники или опоры.
carmanz.com
Секреты Гаражного Ремонта Авто — Автомобили
Я как то тянул кузов на своем мини вене после удара грузовика в бок и протащил по дороге около двух метров на перекрестке. Так после того как мне озвучили в несколько мастерских цену по ремонту которые могли сделать эту работу, многие говорили что мы не можем у нас Российский стапель он слабый, не вытянет , так как на твоей машине металл толстый.А может просто мне культурно отказывали, но не суть. Нужно было вытянуть две стойки, порог, боковое крыло высотой 1200 мм. на 700 мм. заменить дверь, и переднее крыло. Я решил сделать это сам. Взял П образный профиль шириной примерно 250 на 80 толщина 5 мм отрезал длинною от арки переднего колеса до арки заднего. Приварил из этого же профиля полтора метровые боковые упоры то есть они лежали от машины в сторону. С двух сторон на углу возле арок просверлил три отверстия на каждой, и установил тиски слесарные, далее подсунул всю эту конструкцию под порог машины, и тисками притянул порог, тем самым закрепив машину, далее сделал двигающейся гусак Г образный на котором собственно закрепил гидравлическую стяжку через цепи. Далее спотером приваривав скобки и тянул. Всю эту конструкцию я делал примерно 8 часов один, больше всего ушло времени на сверление отверстий ручной дрелью, в профиле для крепежа тисков. После получении выплаты от страховой через 15 дней я уже ездил на отремонтированной машине полностью. Спотер брал у друзей со всеми прибамбасами, а гидравлику у еще одного друга. Красил не сам отогнал мне ее покрасили с наложением в некоторых местах шпаклевке не более 1.5 мм. Вот так собственно я чинил в гараже свою машину.
Да и еще мое ноу хау)))) есть такая куханная магнитная приспасоба для примагничевания кухонных ножей на стену, чем длиньше тем лучьше было пользоваться мне, все зависит от длины детали которую рихтуеш, так вот ей очень удобно пользоваться при выравнивании кузова, прилепил к кузову и смотриш где неровности, где уперлось, а где наоборот яма. А главное руки свободны, которые можно занять рихтовкой кузова)))).
Изменено пользователем www_vwww.chipmaker.ru
Ремонт дефектов (деформированных поверхностей) кузова
В зависимости от степени повреждения или коррозионного разрушения кузовной детали предусматриваются следующие виды ремонта при снятых узлах и деталях, препятствующих проведению рихтовочных, сварочных и окрасочных работ:
- ремонт 0 – устранение повреждений на лицевых поверхностях кузова без повреждения окраски
- ремонт 1 – устранение повреждений в легкодоступных местах (до 20 % поверхности детали)
- ремонт 2 – устранение повреждений со сваркой, или ремонт № 1 на поверхности детали, деформированной до 50 %
- ремонт 3 – устранение повреждений со вскрытием и сваркой, частичной реставрацией детали до 30 %
- ремонт 4 – устранение повреждений с частичной реставрацией детали на поверхности свыше 30 %
- частичная замена – замена поврежденной части детали кузова ремонтной вставкой (из номенклатуры запасных частей или изготовленной из последних)
- замена – замена поврежденной детали кузова деталью из запасных частей
- крупноблочный ремонт – замена поврежденных частей кузова блоками деталей от выбракованных кузовов с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой, сваркой последних
Повреждения кузова могут быть самыми различными, поэтому правила ремонта должны быть индивидуальными. Почти во всех случаях необходимо снимать некоторые детали, чтобы обнаружить повреждения, выправить и выверить каркас кузова. При серьезных повреждениях убирают внутреннюю обивку, чтобы облегчить измерение, контроль и установку гидравлических или винтовых домкратов для устранения перекосов и прогибов.
Деформированные поверхности ремонтируют путем механического или термического воздействия на металл, а также заполнением вмятин быстрозатвердевающими пластиками или припоем.
Правка кузова механическим воздействием предусматривает работы по растяжке, выдавливанию и рихтовке деформированных частей кузова для придания им первоначальных форм и конфигураций.
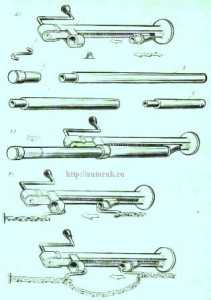
Правку детали кузова выполняют в горячем и холодном состоянии. Для правки и рихтовки кузова применяют комплект инструментов и приспособлений, в который входят ручные инструменты, гидравлические цилиндры с насосом и приспособления для вытяжки поврежденных мест.
Рис. Комплект инструментов и приспособлений для ремонта кузова:
а – молотки; б – киянки; в – специальные оправки; г – поддержки
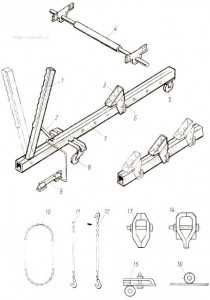
Рис. Комплект приспособлений для правки кузова:
1 – оправка для вытягивания вогнутых деталей; 2, 3 – самозакрепляющие гидравлические зажимы; 4 – оправка с зубцами для захвата; 5 – гидравлическая струбцина; 6 – двойной захват; 7 – устройство для правки кузова; 8 – гидравлический насос; 9 – натяжной цилиндр с захватами; 10 – натяжной цилиндр с вытягивающим устройством
Рис. Устранение выпучин в панелях кузова без нагрева:
а – участок панели с выпучиной; б – схема направления удара молотком;
1 – выпучина; 2 – панель; 3 – участки панели, подлежащие растягиванию рихтовкой с помощью молотка; 4 – кривизна панели после правки выпучины
Устранение выпучин в холодном состоянии основано на растяжении металла по концентрическим окружностям или по радиусам от выпучины к неповрежденной части металла. При правке образуется плавный переход от наиболее высокой части выпучины к окружающей ее поверхности панели.
Для этого в направлении от металла, окружающего выпучину, к выгнутой части поверхности наносят молотком серию последовательных ударов по кругу. По мере приближения молотка к границе выпучины силу удара уменьшают. Чем больше число окружностей на панели при рихтовке, тем плавнее получится переход от выпучины к неповрежденной части металла.
Правку деформированных поверхностей выполняют с помощью киянки и фасонных плит или наковален специального профиля.
Рис. Восстановление формы деталей с помощью рихтовочного инструмента
Правку в нагретом состоянии производят двумя способами:
- нагревом с последующим охлаждением
- нагревом с осаждением металла ударным воздействием
Нагрев и быстрое охлаждение выпуклости основаны на использовании процессов расширения и усадки металла. Нагрев металла осуществляют угольным электродом сварочного аппарата или пламенем газовой горелки. При нагреве небольшой круг металла быстро разогревается докрасна, пластичность металла при этом возрастает. Так как расширению нагретого металла препятствует менее нагретый окружающий металл, увеличение объема нагретого металла происходит за счет его утолщения. При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг холодным металлом. Так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть окружающего металла. Ускорения процесса осадки металла добиваются уменьшением скорости распространения тепла создавая вокруг нагретой части металла кольцо из мокрой ткани, выстукиванием границ точки металла, нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Резкое охлаждение нагретого участка кузова производят смоченным водой тампоном из асбеста или ветоши. Охлаждение металла приводит к нужной осадке и принятию поверхностью кузова требуемого профиля. При устранении выпуклости данным методом поверхность охлаждают в последовательности, указанной на рисунке:
Рис. Последовательность охлаждения нагретой поверхности кузова с выпуклостью
Нагрев выпуклости (вмятины) и осадку металла производят в такой последовательности. Металл разогревают докрасна (диаметр круга при разогреве не более 10 мм при толщине металла 0,6…0,8 мм). Под нагретый участок устанавливают ручную наковальню. Киянкой при устранении выпуклости или молотком-гладилкой при устранении вмятины выстукивают не покрасневший металл вокруг нагретой точки, а затем нагретую точку.
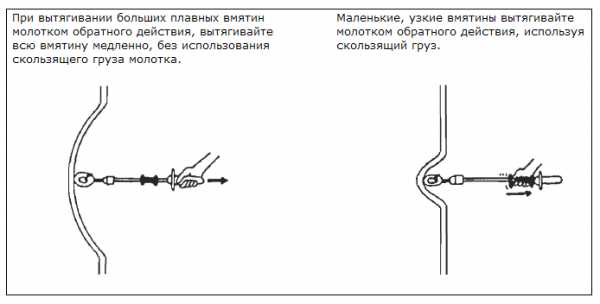
Последовательность предварительного нагрева и нанесения ударов при устранении обширных выпуклостей (вмятин) зависит от формы выпуклости. Если выпуклость круглая, то точки ударов 1…4 располагают по спирали в направлении от периферии к центру, если выпуклость длинная и узкая, точки ударов 1…16 располагают узкими рядами.
Рис. Последовательность нагрева и охлаждения металла при устранении выпуклостей
Устранение вмятин в труднодоступных местах производят с помощью рычагов, опорных плит и специального приспособления ударного типа. На рисунке приведены схемы правки и примеры исправления элементов кузова с использованием рычагов.
Рис. Устранение вмятин в труднодоступных местах рычагами:
а – исправление деформированного участка с помощью рычага-прижима; б – исправление вмятин с помощью молотка и рычага-прижима; в – ввод рычага-прижима ударом молотка между деформированной частью панели и короба; г – примеры исправления вмятин под усилителями капота, каркасом двери и в скрытой полости переднего крыла
Вмятины, расположенные под усилителями, устраняют плоскими рычагами. Выштамповки и ребра жесткости на открытых участках восстанавливают с помощью опорных плит и специального зубила. Заломы и вмятины панелей дверей, а также крыльев выправляют рычагами, используя в качестве опоры внутренние элементы панелей капота, дверей, щитка брызговика и т. д.
Неровности на панелях можно выравнивать с помощью полиэфирных шпатлевок, термопластика, эпоксидных мастик холодного отверждения, припоя. Полиэфирные шпатлевки образуют надежные соединения с панелями, зачищенными до металла. Это двухкомпонентные материалы, содержащие ненасыщенную полиэфирную смолу и отвердитель, который является катализатором для быстрого отверждения смеси независимо от толщины слоя шпатлевки. Время сушки при температуре 20 ‘С составляет 15-20 мин. При этом нет необходимости наносить несколько слоев шпатлевки, что сокращает продолжительность ее нанесения.
Термопластик выпускается в виде порошка. Эластичные свойства, необходимые для его нанесения на металлическую поверхность панели, он приобретает при температуре 150-160 ‘С. Поверхность, подлежащую заполнению, тщательно очищают от ржавчины, окалины, старой краски и других загрязнений. Для лучшей адгезии рекомендуется на поверхности металла создать шероховатости с помощью абразивного инструмента. Для нанесения термопластика участок, подлежащий выравниванию, нагревают до температуры 170-180 ‘С и наносят первый тонкий слой порошка, который укатывают металлическим катком, затем наносят второй слой и так до заполнения неровности. Каждый слой укатывают до получения монолитный пластичной массы. После отверждения слой зачищают и выравнивают шлифовальной машинкой.
Пораженные коррозией участки панелей кузова можно ремонтировать эпоксидными мастиками холодного отверждения, которые обладают высокой адгезией, достаточной прочностью и легко наносятся на поврежденные участки.
Припои ПОССу-18, ПОССу-20 применяют для выравнивания участков, наращивания кромок деталей и устранения зазора. Для предотвращения коррозии металла лучше применять бескислотный способ нанесения припоя.
Для устранения перекоса кузовов средней, повышенной или особой сложности используют передвижные силовые устройства и универсальные стенды.
Правку кузовов на стендах или передвижных устройствах следует осуществлять с учетом ряда рекомендаций.
Перед растяжкой производят крепление силового устройства, располагая его на центральной оси перпендикулярно к деформированному участку.
Цепь крепят в центре деформированного участка с помощью зажимов; если лист панели, подвергаемой правке, ослаблен, то к нему приваривают усилительную пластину. Цепь прикрепляют перпендикулярно к вертикальному рычагу устройства, точно соблюдая ось правки и принимая во внимание то, что наибольшее усилие развивается на головке силового цилиндра.
Рис. Установка устройства для правки кузова на автомобиле
По мере увеличения высоты закрепления цепи на рычаге усилие на штоке гидроцилиндра плавно уменьшается. Минимальное усилие растяжения создается на верхнем конце вертикального рычага. Растяжку начинают при минимальном ходе штока гидроцилиндра. Угол, образуемый вертикальным рычагом с горизонтальной балкой устройства, должен быть острым, что позволяет производить растяжку, не укорачивая цепь.
Устранение деформаций кузовов производят в следующем порядке:
- определяют места приложения усилия для устранения перекоса и подбирают необходимые захваты и упоры из комплекта приспособлений
- определив место приложения и направление усилия для устранения перекоса, закрепляют в этом направлении устройство для правки кузова
- устанавливают и закрепляют в проеме винтовые растяжки или гидроцилиндр с необходимыми удлинителями, захватами и упорами
- устанавливают и закрепляют цепь силового органа одним концом за закрепленный захват или зажим, а другим за силовой рычаг; при этом цепь должна быть предварительно натянута и иметь угол наклона, определяемый необходимым направлением растягивающего усилия
- с помощью силового органа производят вытяжку (выдавливание) поврежденной детали или узла; выдавливание поврежденных деталей производят изнутри кузова с помощью силовых растяжек или гидравлических устройств
- после снятия нагрузки силовых приспособлений проверяют геометрические параметры кузова
Рис. Правка проема задней двери
ustroistvo-avtomobilya.ru
Как изготовить цепи противоскольжения своими руками и видео рабочих процессов
Опытные автомобилисты могут привести тысячи примеров, когда удачному завершению поездки препятствуют грязь, гололед или глубокий снег. Мощь ведущих колес бессильна в подобных ситуациях – только буксир или лебедка. После таких малоприятных моментов одни владельцы отказываются от поездок в непогоду, другие – ставят шипованные шины. Однако существует еще одна категория водителей, которые предпочитают самостоятельно изготовить дополнительное оборудование для увеличения проходимости.
Конструктивные особенности самодельных цепей на автомобильные колеса
Базовая схема представляет собой элементарную конструкцию, которая состоит из набора стальных звеньев или армированной проволоки. Равномерное распределение компонентов по всей площади покрышки является залогом успешной эксплуатации изделия.

Классические цепи противоскольжения своими руками на видео выглядят как два элемента, которые расположены продольно по радиусу колеса с внешней и внутренней стороны. Между собой они соединены поперечными деталями, так называемыми грунтозацепами. Методика изготовления не представляет сложности даже для начинающих автомобилистов. Компоновка деталей осуществляется по трем схемам:
- Ромбы.
- Лесенка.
- Соты.
Каждый из приведенных типов обладает своими недостатками и преимуществами. Первый вариант с «лесенкой» по финансовым понятиям, а также по трудозатратам наиболее доступен. Не менее интересно решение с браслетами, которые к тому же удобны при установке на колесо.
Что нужно для изготовления самодельных автомобильных цепей противоскольжения на колеса?
Отсутствие возможности приобретения заводских устройств, повышающих проходимость, а также их высокая цена толкают автолюбителей к решению проблемы своими силами. Надо отметить, что это вполне разумный выбор – нужные комплектующие можно найти в любом метизном магазине, а минимальный набор инструмента есть у каждого уважающего себя шофера.

Следует сказать, что не всегда информация о том, как сделать цепи противоскольжения своими руками и видео, включают список элементов конструкции. Остановимся на самой простой модели, изготовленной по схеме «лесенка». Для ее реализации понадобятся:
- цепь сечением не менее 5 мм из стали;
- карабины с муфтой на резьбе;
- механизм для натяжения;
- шайбы, болты и гайки;
- крючки, карабины.
В среднем для сборки цепных устройств для ведущих колес легкового авто потребуется около 15 метров цепи, более точные цифры будут известны только после конкретных обмеров. В качестве цепей рекомендуется использовать метизы из нержавеющего металла. Подготовительный процесс завершается сбором инструмента:
- болгарка;
- тиски;
- молоток;
- набор гаечных ключей.
Изучаем процесс: как сделать своими руками цепи противоскольжения для авто и видео рабочих моментов
Бывалые автомобилисты уверяют, что в критические моменты хорошо выручает трос или даже простой такелаж. Ими можно элементарно обмотать колесо, другой вопрос – не всегда такие вещи есть под рукой. Больше того, данный способ категорически противопоказан для машин, оборудованных тормозной системой дискового типа. Поэтому лучше заранее запастись терпением и изготовить «цепной обвес» самостоятельно.

Делая цепи противоскольжения своими руками по доступным видео, где не всегда указан метраж заготовок, важно сделать точные замеры радиуса и ширины покрышки. Исходя из полученных результатов, рассчитать параметры будущего изделия. Количество поперечных элементов (грунтозацепов) также подбирается для каждой модели автомобиля индивидуально. Мастера рекомендуют ориентироваться на то, что в плоскости контактного пятна резины с покрытием должны находиться сразу две поперечные детали.
Процедура сборки устройства для повышения проходимости заключается в выполнении следующих пунктов:
- нарезать болгаркой продольные и поперечные заготовки цепи;
- закрепить первый поперечный элемент на 6-м звене продольной детали при помощи болтов и шайб, крючков или сварки;
- монтировать все последующие поперечины через каждые 8-9 звеньев;
- по центру одного продольного элемента установить отрезок, состоящий из 6-8 звеньев и устройства натяжения для надежной фиксации изделия;
- на концах продольных участков установить карабины диаметром не менее 5 мм.
При наличии определенных навыков и инструмента, операция займет около 40-60 минут. Нелишним будет опыт проведения сварочных работ, который позволит на практике отказаться от соединений на резьбе, что положительно отразится на качестве устройства.
Детали: какие замки на самодельных цепях противоскольжения лучше и почему?
При изготовлении противобуксовочных устройств в гаражных условиях водители чаще всего используют для их фиксации на покрышке следующие типы запорных механизмов:
- S-образный;
- крюкообразный;
- с храповым механизмом.
Некоторые самодельные цепи на колеса комплектуются S-образной замочной конструкцией, которая закрывается четырех- или шестигранным ключом. Однако многие жалуются на ненадежную фиксацию и отсутствие регулировок у этого варианта. Кроме этого, установка такого оборудования представляет собой сплошное неудобство.
Второй вариант фиксации цепного устройства более распространен и довольно хорошо держит. При правильно уложенной цепочке застегивание выполняется отверткой без особых проблем. Для полной гарантии автолюбители советуют обвязать место контакта мягкой проволокой 1-3 мм. Разборка оборудования также происходит быстро без больших усилий.
Модель храпового замкового механизма раньше применялась на грузовых автомобилях. Отличается высокой надежностью и простотой в эксплуатации. Образец обеспечивает фиксацию без применения дополнительных материалов.
Как установить цепи противоскольжения на автомобиль своими руками и видео операции
Специалисты рекомендуют монтировать противобуксовочное оборудование на все колеса, а не только на ведущие. Неправильная установка может привести к поломке датчиков ABS, элементов тормозной системы и подкрылков, а также боковым порезам покрышки. На внедорожниках с подключаемым вторым мостом устройство ставится в первую очередь на ту пару, которая находится в работе постоянно. Операция монтажа выполняется двумя способами:
- С поддомкрачиванием.
- На стоящей машине.
Суть вопроса состоит не только в том, как правильно сделать цепи противоскольжения на авто своими руками по видео – о монтажных работах следует подумать еще до въезда на проблемный участок. Только так удастся получить удовольствие от проделанной операции, сохранить свое время и избежать досадных ошибок.
Первый способ с применением домкрата описывать не имеет смысла – процедура элементарна и не вызовет никаких затруднений даже у начинающего водителя. Единственная рекомендация – снизить давление в шинах для облегчения выполнения работ.
Другой вопрос, когда данного приспособления нет под рукой. В таком случае установить цепи на колеса для снега своими руками можно по следующей технологии:
- уложить изделие перед колесной парой, не допуская перекручивания звеньев;
- наехать колесами на изделие;
- задействовать ручной тормоз;
- надеть устройство, чтобы крюк и карабин были с наружной стороны колеса;
- крюк и последнее звено продольной детали соединить с внутренней стороны колеса;
- надеть муфту карабина на систему натяжения с наружной стороны и зафиксировать узел;
- поперечные элементы распределить по всему периметру покрышки и выполнить натяжку.
Важно! Для равномерного распределения компонентов оборудования следует проехать 20-30 метров и затем произвести окончательную регулировку. Это мероприятие будет гарантией максимального прилегания изделия к резине.
Альтернативные варианты
В автомагазинах продаются противобуксовочные браслеты – достойная альтернативная замена цепному оборудованию. Отличаются возможностью быстрого монтажа и невысокой ценой. Но и здесь инженерная мысль наших автомобилистов не стоит на месте, они достаточно умело научились копировать заводские экземпляры.
Браслеты – это те же самодельные цепи противоскольжения, но только без продольных элементов, их преимущества заключаются в следующем:

- Простота изготовления.
- Быстрый монтаж.
- Высокая эффективность и надежность.
Для изготовления понадобится скромный набор:
- элемент крепления глушителя ВАЗ из резины;
- болты длиной 40-60 мм, шайбы и гайки;
- трубка с диаметром равным диаметру болта;
- цепь из стали диаметром не менее 5-6 мм.
Для оборудования колес с типоразмером 195 и 205 мм потребуется 4-5 метра метизной продукции. В магазинах также продаются готовые комплекты для самостоятельной сборки браслетов, за исключением китайских наборов, они довольно приличного качества и недороги. Он состоит из:
- заготовок;
- крепежной фурнитуры;
- строп;
- зажимного замка.
Комплект удобен в эксплуатации, перевозится в специальном кейсе и не занимает много лишнего места. Важное преимущество металлических браслетов – возможность установки на колеса с дисковыми тормозами. А если учесть отзывы, то такими приборами не брезгуют пользоваться и владельцы дорогих иномарок, что тоже говорит о многом.
Важно помнить
Любое противобуксовочное оборудование неблагоприятно сказывается на сохранности покрышек, а также на состоянии ходовой части. Особо тщательно нужно подходить к выбору замков для самодельных цепей на автомобильные колеса, поскольку от них зависит безаварийная эксплуатация машины.
Передвигаться по твердому покрытию недопустимо. При езде по рыхлому снегу или грязи следует выдерживать режим движения 20-30 км/ч, допускать пробуксовку колес не рекомендуется. Опытные водители советуют во время движения периодически контролировать натяжение оборудования по всему внутреннему и наружному периметру покрышки.
autobann.su