Самодельная магнитная масса | Вадим Васильев
Кто пользуется сварочным аппаратом, то слышал о магнитной массе для сварки. Такую вещь можно купить или изготовить самостоятельно.
Я решил сделать её самостоятельно из подручных материалов. Ведь основной элемент для неё — это магнит, который можно взять от старой техники.
Мне понравилась идея с магнитной массой тем:
-что она быстро контактирует с заготовкой, одним движение прикрепляется и снимается;
— можно крепить к плоским поверхностям, где нет доступа для зажима- крокодил.
Ведь бывают случаи, когда не за что схватиться зажимом, или заготовка велика для захвата, или не достаёт кабель до нужного места, а магнит всегда может прихватится к заготовке. Вот тут и выручит магнитная масса!
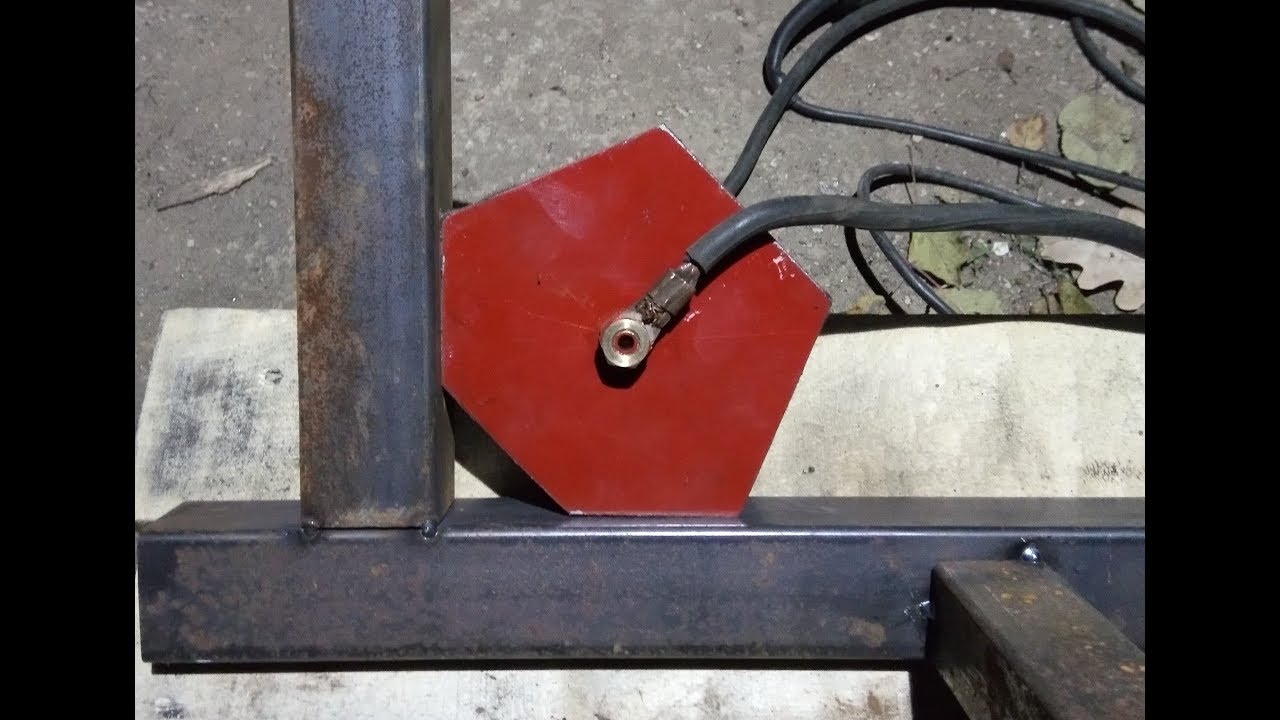
Магнит взял от старого динамика, который был с обоих сторон закрыт металлом. И только по периметру он был открыт. Данный вариант хорошо подходил для контакта массы с заготовкой, так как плоскость уже была из металла.
Данный вариант хорошо подходил для контакта массы с заготовкой, так как плоскость уже была из металла.
Магнит обмотал вокруг изолентой
Но у него был недостаток, это открытый внешний кольцевой магнит, а он будет притягиваться всякий мусор. Поэтому, я обмотал его вокруг чёрной изолентой и пропитал, обмазал с боков и сверху эпоксидной смолой.
Покрыл эпоксидной смолойПокрыл эпоксидной смолой
И дополнительно закрыл, крышкой от старой пластиковой бутылки, отрезав часть донышка. Это всё сделал для того, чтобы не притягивался сверху и сбоку всякий металлический мусор.
Бутылка для крышкиВырезал крышкуБутылка для крышки
В центре магнита, просверлил отверстие и нарезал резьбу под болт для крепления к зажиму.
Болт для крепленияБолт для крепления
Массу же, я решил крепить на свой родной зажим от сварочного аппарата, но теперь он будет модернизированный и с магнитной массой!
Старый зажимСтарый зажим
Данный зажим я решил оснастить пластиковыми ручками от старой пластиковой трубы.
Трубка для ручек
И также оснастить дополнительно отрезком кабеля, для соединения подвижных губок, так как родная проволочная перемычка выгорела. Это для качественной массы обеих губок.
Кабель и наконечникиКабель и наконечники
Наконечники для обжима провода сделал из тонкой трубки, расплющив и просверлив отверстия для крепления к болтам.
Трубка для наконечниковТрубка для наконечников
Осталось всё собрать и закрутить по месту. Получилось всё надёжно и качественно! И ещё, сделал другой кабель длиной около 3 метров, старый был короткий.
Закрутил проводаПрикрутил магнитВсё работает!Закрутил провода
Такую комбинированную и усиленную магнитную массу вряд ли можно найти в продаже, да и стоить будет тоже не хило. А эту сделанную своими руками, да из подручных средств, да ещё и с гарантией на всю жизнь, вообще просто закатись!
Если вам было полезно и интересно, то Подписывайтесь на мой канал, и ставьте лайк!
Читайте ещё: Мой съёмник для Шруса
Сварочные работы.
 Секреты мастерства от FORUMHOUSE. Статьи компании «Компания Циклон»
Секреты мастерства от FORUMHOUSE. Статьи компании «Компания Циклон»Эксперты нашего сайта рассказывают о нюансах и особенностях ручной дуговой сварки
Сварка по праву считается одной из самых распространённых технологий соединения металла. Без сварочных работ не обходится ни одно строительство, а сварочный аппарат является незаменимой вещью в арсенале любого домашнего мастера. Сварить ворота, забор, арматурный каркас, приварить петли, собрать основу для теплицы, вольера для собаки, поставить калитку – сварке везде найдётся применение.
Также сварочные работы являются одним из главных технологических элементов холодной ковки. Но с чего начать сварку, а главное – на какие нюансы необходимо обратить внимание? В этом материале мы ответим на следующие вопросы:
- Как выбрать сварочный аппарат.
- На каком токе варить.
- Какая потребуется оснастка.
- Как получить качественные сварные швы.
- Как варить разные металлы.
Сварочные работы — необходимый теоретический минимум
Учиться сварке нужно по самой распространённой технологии – ручной дуговой сварке (коротко ММА – от английского сокращения «Manual Metal Arc»). Причём варить надо, используя инверторный сварочный аппарат. Почему именно инвертор? Инверторы выдают постоянный ток с высокой степенью стабилизации. Они имеют небольшой вес, портативны (можно переносить, перебросив ремень через плечо). Позволяют осуществить все настройки «под себя» даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают перепады напряжения, а в процессе работы не «просаживают» слабые электрические сети.
Причём варить надо, используя инверторный сварочный аппарат. Почему именно инвертор? Инверторы выдают постоянный ток с высокой степенью стабилизации. Они имеют небольшой вес, портативны (можно переносить, перебросив ремень через плечо). Позволяют осуществить все настройки «под себя» даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают перепады напряжения, а в процессе работы не «просаживают» слабые электрические сети.
Существуют и более продвинутые технологии сварки. Например, TIG (сокращение от Tungsten Insert Gas). Это – ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (аргона).
И MIG-MAG (Metal Inert/Active Gas). Это – ручная дуговая сварка с автоматической подачей плавящегося металлического электрода (присадочной проволоки) в защитной среде инертного/активного газа.
Данные типы сварки, в силу высокой цены на используемое оборудование и оснастку и требований к квалификации сварщика, больше подходят для профессиональных работ в ремонтных мастерских или на предприятиях. Например, для кузовного ремонта автомобиля, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.
Например, для кузовного ремонта автомобиля, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.
Для выполнения большинства работ «на даче» оптимально подходит ручная дуговая сварка с использованием инверторного сварочного аппарата.
Но, несмотря на кажущуюся простоту (купил инвертор и вари), есть множество нюансов, которые необходимо учесть для получения качественного и прочного шва. Начать следует с выбора сварочного аппарата. Как это сделать?
На дачном участке чаще всего приходится заниматься сваркой так называемых «чёрных» металлов. Отсюда: сначала определяемся с видом и толщиной металла, который предполагается варить. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И уже затем, в зависимости от этой величины, выбираем сварочный инвертор.
Зависимость диаметра электрода от толщины металла представлена в следующей таблице.
Чем толще металл, тем больше берётся диаметр электрода, и тем больше должен быть ток у сварочного аппарата. У каждого электрода (в зависимости от его диаметра) есть нижний предел силы тока. Если уменьшить ток ниже этого предела, то качественного сварочного шва уже не получить. Для наглядности, настройка силы сварочного тока сведена в эту таблицу.
В среднем, в зависимости от предполагаемых работ, на каждый 1 мм диаметра электрода требуется ток в 25-30 ампер.
Перед началом сварочных работ также следует прикинуть допустимую нагрузку на вашу электрическую сеть.
При токе около 110А потребляемая мощность инвертора составит от 3 до 4 кВт. В обычной электрической сети стоят предохранительные автоматы на 16А, в 3.5 кВт. Соответственно, при превышении данных величин, автомат отключит электричество. Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом в 5 мм т.н. «пятёркой», ставить более мощный автомат и увеличивать сечение проводки.
Для большинства работ при строительстве подходит сварочный аппарат с максимальным сварочным током на 140 ампер (аппарат лучше брать с небольшим запасом по току, на 160-165А, а не впритык). Мощности такого инвертора за глаза хватит, чтобы вести сварку одним из самых ходовых электродов диаметром в 3 мм – т.н. «тройкой».
Следующий фактор, оказывающий влияние не только на выбор инвертора, но и на удобство работы с ним – это ПВ (Продолжительность включения). Почему важно обратить внимание на данный показатель? ПВ определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему периоду времени цикла сварки (время сварки + время паузы).
За общее время цикла сварки обычно принимается:
- По евростандарту – 5 минут при 40 °C.
- В России – 10 минут при 20 °C.
Оптимальное значение ПВ составляет 60%. Т.е. работаем 6 минут (при 10 минутном цикле) — 4 минуты отдыхаем. Если ПВ меньше 60%, например, составляет всего 15%, то это означает, что через 1. 5 минуты работы потребуется сделать отдых на 8-9 минут. Это приведёт к простою в работе. Попытка увеличить непрерывное время работы приводит к срабатыванию тепловой защиты аппарата.
5 минуты работы потребуется сделать отдых на 8-9 минут. Это приведёт к простою в работе. Попытка увеличить непрерывное время работы приводит к срабатыванию тепловой защиты аппарата.
Если ПВ сварочного аппарата составляет 60% на максимальном токе, то этого более чем достаточно для работы даже в условиях повышенной температуры. На практике сварка не ведётся непрерывно в течение этих 6 минут (электрод столько не горит), а с перерывами, необходимыми для замены электрода, очистки рабочего шва от шлака, визуального контроля свариваемых деталей.
Практика сварочных работ
Качественная сварка начинается с подготовки рабочего места и необходимых приспособлений. Лучше всего для этого обзавестись сварочным столом. На нём размещаются металлические заготовки и крепёжные приспособления: струбцины, уголки и т.д., с помощью которых фиксируются свариваемые детали.
IvenПользователь FORUMHOUSE
По личному опыту могу сказать, что в сварке иногда очень нужна плоскость, т. е. ровная поверхность, на которой можно что-то сварить. Привязываться нужно к этой плоскости. Свой первый сварочный стол я сделал из металлического листа 1250х2500х3 мм, высотой 75 см. В качестве ножек использовал профильную трубу 20х40х2 мм.
е. ровная поверхность, на которой можно что-то сварить. Привязываться нужно к этой плоскости. Свой первый сварочный стол я сделал из металлического листа 1250х2500х3 мм, высотой 75 см. В качестве ножек использовал профильную трубу 20х40х2 мм.
В качестве столешницы можно использовать любой кусок металла. Например, берём лист 1000х2000х4 – это будет столешница. Из другого листа меньшего размера — 1000х2000х2 мм — делаем среднюю полку.
При самодельном конструировании и изготовлении сварочного стола открывается большой простор для творчества. Качество сварки во многом определятся удобством работы за столом. Соответственно, многие мастера делают сварочный стол «под себя».
Идём дальше. Первый помощник любого сварщика – это всевозможные струбцины, крепёжная оснастка и уголки. Без них невозможно закрепить свариваемые детали на столе, соблюсти необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают струбцинам заводского изготовления самодельные, сделанные для каждого конкретного случая сварки. Это оправдано при больших объёмах работы.
Это оправдано при больших объёмах работы.
Сергейб3Пользователь FORUMHOUSE
Сварочные работы подразумевают сварку швеллера, уголка, трубы и т.д. В каждом конкретном случае струбцина уникальна.
Хорошо продуманная и сделанная струбцина превращается в третью, по-настоящему универсальную «руку» сварщика.
Одна из главных сложностей любого начинающего сварщика – соблюдение прямых углов у свариваемых деталей. Нередки случаи, когда тщательно размеченные и нарезанные заготовки (например, прямоугольный металлический каркас) после сварки «ведёт», и он превращается в параллелограмм. Как этого избежать?
Металл при остывании сжимается. С какой стороны больше швов, и где они толще, туда и поведёт металл. Поэтому сначала необходимо временно прихватить свариваемые изделия, а не варить начисто каждую сторону. Для фиксации углов под 90 градусов вместо уголков можно использовать металлические «косынки» или укосины из профильной трубы. Причём укосины привариваются не встык, а внахлёст.
Ещё одно правило: если уголки и струбцины помогают выдерживать прямой угол, то плоскостность изделия может обеспечить только сборка на ровной поверхности. Перед началом сварки необходимо проверить диагонали, если они ушли, вносятся соответствующие корректировки. Для контроля прямых углов можно использовать самодельные угольники.
Также при сварке пространственных, не несущих повышенной нагрузки конструкций – вольера для собаки, каркаса под теплицу и т.д. – не стоит увлекаться тотальной проваркой всех мест, т.к 1 кв.мм сварочного шва выдерживает нагрузку примерно в 40 кг. Чем меньше в подобных конструкциях швов (в разумных пределах), тем меньше вероятность, что после остывания металла их поведёт.
Nikola1Пользователь FORUMHOUSE
Я варил петли у ворот. Сначала прихватил 2 половинки створок, проверил лёгкость открытия – открываются легко. Затем обварил петли сплошным швом, проверяю лёгкость открытия – открываются туго. Что я сделал не так?
Это может произойти из-за того, что не совпала ось верхней и нижней петель, металл повело, петлю при сварке перегрели, потерялась её геометрия.
svar4ikПользователь FORUMHOUSE
Если после прихватки ворота открывались без проблем, а после проварки нет – значит, петли тянет из-за возникновения остаточных сварочных напряжений.
Боремся с этим так:
- сперва петли привариваем к воротам, когда они лежат на сборочном столе;
- правильно располагаем и прихватываем все детали;
- закладываем соответствующие зазоры (около 2 мм) между петлёй и столбом;
- петель должно быть 2 на каждую сторону (а не 3 или 4), так проще соблюсти соосность;
- для компенсации сварочных деформаций провариваем петли к коробке и полотну ворот крест-накрест.
Сварка чугуна
Сварка чугуна считается непростой задачей. Чаще всего электродуговую сварку чугуна осуществляют «горячим» методом. Для этого свариваемые заготовки предварительно нагревают до 600-650°С. В дачных условиях, для сваривания не особо ответственных конструкций, можно использовать т.н. «холодный» метод сварки – без предварительного нагрева деталей и используя специальные электроды.
KlezПользователь FORUMHOUSE
Чугун можно варить электродами для нержавейки. Сколько я ими варил, ничего не треснуло, не отлетело. «Уоньками» на «прямой» полярности тоже варится, а вот если рутилом, то сварка трещит по шву.
Более подробно о видах электродов рассказывается в статье «Доборные элементы для сварки» .
MictlayotlПользователь FORUMHOUSE
Я свариваю чугун так: зачищаю место сварки, разделываю кромки и свариваю деталь либо ЦЧ4, либо УОНИИями. От смены полярности разницы не увидел. Сварку веду на минимальном токе, периодически остужая свариваемые детали на воздухе.
При сварке чугуна «на холодную» нельзя допускать перегрева свариваемых деталей. Поэтому сварку ведут короткими участками, длиной по 30-40 мм, не проваривая всю деталь за один раз, с тщательной проковкой полученных швов молотком. Проковка металла снимает остаточное напряжение в металле, что предотвращает появление трещин в сварном шве.
Также важно подготовить деталь перед сваркой – сделать разделку трещины.
makar4icПользователь FORUMHOUSE
Я как-то уронил на пол чугунный казан. Появилась трещина в 5 см, казан выбросить жалко, я решил заварить его.
Форумчанин поступил так:
- нашёл конец трещины;
- засверлил конец трещины сверлом на 4 мм и разделал трещину (снял фаски под углом) болгаркой, диском толщиной 3 мм;
- сварка велась электродом ЦЧ диаметром 3 мм;
- получившийся шов форумчанин зачистил болгаркой с зачистным диском.
Основная проблема сварки чугуна в том, что есть чугун ковкий, серый, высокопрочный. Кроме этого, в месте шва повышается хрупкость металла. Поэтому каждый случай требует индивидуального подхода.
Если нет специальных электродов, то можно сделать самодельный, навивая поверх электрода, предназначенного для сварки стали (УОНИ 13/45, АНО-4), по спирали медную проволоку диаметром 1.2-2 мм.
Сварка оцинкованного металла
TimakvalПользователь FORUMHOUSE
Я решил сварить из оцинкованных труб лестницу. Столкнулся с проблемой – не получается проварить детали с первого раза. Цинк перед сваркой снимал зачистным кругом. Какие ещё есть секреты?
Столкнулся с проблемой – не получается проварить детали с первого раза. Цинк перед сваркой снимал зачистным кругом. Какие ещё есть секреты?
Dashnik:Пользователь FORUMHOUSE
Оцинкованные трубы — это такой же чёрный металл, только покрытый цинком. Место сварки зачищать надо до блеска, полностью сняв слой цинка. Место, куда цепляется «крокодил», также нужно зачистить и надёжно зафиксировать на трубе.
Важно запомнить, что в процессе сварки цинк интенсивно испаряется. Выделяющиеся пары цинка опасны для здоровья. Поэтому сварку оцинкованных изделий необходимо вести либо в помещении, оборудованном принудительной вентиляцией, либо на открытом воздухе.
Если цинк нельзя удалить, то нужно вдумчиво подойти к выбору электродов. Для сварки низкоуглеродистых сталей лучше использовать электроды с рутиловым покрытием. Например:
Для сварки низколегированных сталей – электроды с покрытием основного типа:
- УОНИ-13/45
- УОНИ-13/55
- ДСК-50
Варят, совершая электродом возвратно-поступательное движение. Это способствует предварительному выгоранию цинка. Если слой цинка на заготовке составляет более 40 мкм, то для получения качественного шва слой цинка необходимо полностью удалить.
Это способствует предварительному выгоранию цинка. Если слой цинка на заготовке составляет более 40 мкм, то для получения качественного шва слой цинка необходимо полностью удалить.
Удлинитель для сварочного инвертора
Часто необходимо вести сварочные работы на большом удалении от электрической сети (например, при сварке забора). Необходим удлинитель метров на 30-50, а то и больше. Какое сечение провода выбрать для нормальной работы сварочного инвертора? Опираясь на практический опыт форумчан, можно сделать вывод: для удлинителя берём медный гибкий (многопроволочный) двухжильный провод. Сечение жилы провода — 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.
Timakval:Пользователь FORUMHOUSE
Я сделал себе удлинитель из провода ПВС 2х2.5мм2 длиной 40 метров. Для мгновенного контроля за напряжением в сети и выбором тока сварки применил цифровой вольтметр. Протягивал спарку из двух таких удлинителей до 70 метров. Судя по показаниям вольтметра, потери напряжения были не более 15-17В.
Судя по показаниям вольтметра, потери напряжения были не более 15-17В.
Перед подключением нагрузки на катушечный удлинитель провод необходимо полностью разматывать. Иначе, из-за явления самоиндукции, он может перегреться.
И в завершение статьи — памятка для начинающего сварщика от FORUMHOUSE:
- Начинать учиться варить лучше всего, выполняя шов по горизонтальной поверхности, в нижнем положении. Это позволит быстро набить руку и научиться контролировать сварочный процесс.
- Перед началом сварочных работ металл необходимо очистить от загрязнений, ржавчины, краски, иначе не добиться качественного шва.
- Электроды держим сухими. Состав сердечника должен быть схож с составом свариваемого металла.
- Наклон электрода при сварке выдерживаем примерно в 45 градусов, расстояние от электрода до металла — 2-3 мм.
- Вести электрод можно углом вперёд и углом назад. Если электрод вести углом назад, то проплавление будет глубже. Если углом вперёд, то проплавление будет меньше, а шов шире.


Стыковое сварочное соединение. Если толщина металла у стыкуемых заготовок больше 5 мм, то перед сваркой у заготовок необходимо снять фаски. У свариваемых встык деталей выдерживаем зазор в 1-2 мм. Сначала прихватываем заготовки, используя зажимные приспособления, и только потом провариваем их по всей длине.
Угловое/тавровое сварочное соединение. Сварочный шов имеет вид треугольника. Для получения качественного шва его толщина должна быть равна толщине свариваемого металла. Если за один проход невозможно проварить необходимую толщину шва (металл толстый), делаем несколько проходов.
Сварка вертикального шва. При данном типе соединения выставляется меньший ток (подбирается индивидуально), чем, например, при сварке по горизонтали. Иначе металл сильно нагреется и потечёт, а качественный шов не получится. Вести электрод лучше снизу вверх, т.к. в данном случае расплавленный металл удерживается уже застывшим снизу металлом.
Сварка на прямой и обратной полярности.
Прямая полярность: к «+» инвертора подключается масса. Держак подключается к «-«.
Обратная полярность: масса подключается к «-«. Держак — к «+».
При сварке на обратной полярности на электроде выделятся больше тепла, а нагрев детали уменьшается. Это означает, что на прямой полярности лучше варить толстый металл. И наоборот – обратная полярность лучше подходит для сварки тонкого металла.
Сварочные электроды своими руками — как сделать правильно?
Сварочные электроды своими руками — как сделать правильно?Сегодня электроды на прилавках магазинов присутствуют в огромном ассортименте. Поэтому очень трудно назвать их дефицитным и редким товаром.
Тем не менее, для общего ознакомления и ради интереса, можно попробовать сделать самодельные электроды, так сказать, в домашних условиях. В процессе изготовления электродов своими руками можно понять, как и из чего состоит сварочная обмазка, каким основным материалом изготовления, является стержень электрода.
Из чего сделать сварочные электроды своими руками
Основными материалами при изготовлении сварочных электродов, является следующие компоненты:
- Низкоуглеродистая проволока небольшого диаметра;
- Жидкое стекло;
- Мел в виде порошка, но можно использовать и известняк.
Итак, как уже становится понятным, стержень самодельных электродов будет изготовлен из стальной проволоки. Ее диаметр должен быть небольшим, в пределах 2-3 мм. В процессе изготовления электродов своими руками, проволоку придется нарезать на куски, длина которых должна составлять приблизительно 25 см.
Обмазка для самодельных электродов будет изготовлена из жидкого стекла и мела. Последний компонент, мел, если он в кусках, придется хорошенько растолочь до порошкообразного состояния. Более подробно, о том, как сделать электроды своими руками, можно будет прочесть ниже, в этой статье сайта про ручную дуговую сварку mmasvarka.ru.
Процесс изготовления самодельных электродов
В первую очередь нужно подготовить проволоку для электродов. Она должна быть сделана из низкоуглеродистой стали и нарезана на прутики по 25 см. Затем потребуется измельчить в порошок мел. При этом частицы порошка должны быть максимально мелкими и однородными.
Смешивать мел с жидким стеклом в процессе изготовления электродной обмазки не требуется. Достаточно будет взять кисточку и обмазать жидким стеклом стальные прутья. Затем необходимо будет несколько раз опустить электроды в мел, равномерно распределив его по поверхности проволоки.
Однако на этом изготовление электродов своими руками еще не окончено. После того, как самодельная обмазка подсохнет на проволоке, а обычно это происходит достаточно быстро, электроды нужно будет прокалить. Прокалку электродов осуществляют в электрической духовке, примерно около получаса при температуре в 100 градусов.
Конечно же, сделанные таким образом электроды своими руками не будут обладать высокими характеристиками. Скорее всего, при использовании, самодельные электроды будут прилипать к металлу или того хуже, плохо гореть.
Однако поэкспериментировав с настройками сварочного аппарата, все-таки, можно будет добиться хороших результатов. А как вы, пользовались когда-нибудь самодельными электродами из проволоки?
Поделиться в соцсетях
Что такое магнитная масса для сварочного аппарата? Как сделать магнитную массу для сварки Как сделать массу на сварку своими руками.
Людям, занимающимся электродуговой сваркой, знакомо чувство раздражения и досады, возникающее при неожиданном прерывании работы из-за того, что кабель массы сварочного аппарата вдруг перестает контактировать с обрабатываемой деталью. Традиционно для его крепления применяются пружинные «крокодилы», хватка которых при частом использовании ослабевает.
Кроме того, случаются ситуации, когда такой зажим прицепить к обрабатываемой детали просто невозможно. Альтернативой зажиму-крокодилу является магнитное приспособление для крепления кабеля массы, сделать которое можно из старого динамика от магнитолы.
Динамик необходим большого диаметра. Необязательно для его извлечения разукомплектовывать рабочую магнитолу, при желании отыскать такой можно на ближайшей автосвалке.
Как сделать магнитную массу для сварки
Изготовить магнитное крепление провода массы сварочного аппарата из него совсем несложно. Для этого:
1. Выкручивают винт крепления магнита, расположенный с тыльной стороны динамика.
2. Отделяют магнит от конструкции, просто подцепив его отверткой.
3. Шлифуют поверхность магнита до гладкого состояния при помощи болгарки, снабженной лепестковым диском.
4. Разбирают стандартный пружинный зажим кабеля массы сварочного аппарата и освобождают из неё конец провода.
5. Подбирают болтик, подходящий по диаметру отверстию леммы кабеля.
6. Вставляют болт в отверстие магнита.
7. Собирают приспособление полностью.
В результате получается удобное магнитное крепление кабеля массы, имеющее большую площадь и, поэтому обеспечивающее достаточную силу его прижима к поверхности обрабатываемой детали.

При работе сварочного аппарата магнит такого приспособления и кабель массы не нагреваются, при умеренном использовании магнитная масса может прослужить достаточно долго.
Часто дополнительные приспособления к сварочному аппарату либо плохого качества и ломаются, либо же могут отсутствовать вообще. Магнитная масса для сварки — это удобное приспособление, позволяющее закрепить ее на свариваемых деталях, и хорошая альтернатива стандартным прищепкам.
Из чего состоит такой контакт, какие положительные качества у него имеются и как его изготовить самостоятельно. Об этом дальше в статье.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие).
Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
В чем его преимущества перед стандартным зажимом-прищепкой?
- Это возможность закрепить контакт практически на любые поверхности без особых хлопот.
- Простая конструкция практически вечна в использовании, не сломается, так как нет никаких пружинок и механизмов.
- Такая масса отлично выдерживает перепады напряжения и нагрузку, вследствие чего не перегорает.
- Большая площадь контакта обеспечивает надежное замыкание.
Но есть и свои недостатки у такого вида крепления контактов. Главный недостаток — это то, что магнитная масса для сварки будет плохо устанавливаться на маленькие по площади детали, например, пруток или арматуру. Вторым отрицательным свойством будет невозможность закрепления на свариваемые части из цветных металлов: алюминия, меди и прочих. Также со временем магнит будет загрязняться металлической стружкой и его периодически нужно очищать.
Без учета двух последних факторов, это довольно удобное приспособление, которое можно даже изготовить своими руками без лишних затрат.
Само устройство состоит из двух частей.
- Контакт. Это точка, где к держателю закрепляется кабель массы.
- Магнит. Может быть разнообразных форм и размеров.
Эти две части соединяются между собой креплением. Вес магнитная масса для сварки будет иметь в зависимости от размеров. Например, магнитная клемма для сварки от компании ESAB весит около 850 грамм.
Главное в такой конструкции — простота, за счет которой обеспечивается надежность функционирования и бесперебойная работа.
Самостоятельное изготовление
Конечно, такой крепеж сварочной массы можно просто приобрести. Производители, которые изготавливают сварочное оборудование, выпускают и дополнительные приспособления в виде креплений. Но это лишние финансовые потери, такой контакт можно изготовить самостоятельно.
Изготовление магнитного контакта для своими руками довольно простое. Понадобится минимум инструментов, а детали могут быть под рукой.
- Во-первых, магнит. Это главная деталь всего устройства, которая обеспечит надежность крепления. Чаще всего можно увидеть самоделки, сделанные из магнита от автомобильных динамиков.
- Во-вторых, две шайбы по размеру магнита. Если использовать автомобильный динамик, то на одну из шайб можно наварить болт для дальнейшей сборки.
- В третьих, болт и гайка для зажима кабеля.
 Это главная деталь всего устройства, которая обеспечит надежность крепления. Чаще всего можно увидеть самоделки, сделанные из магнита от автомобильных динамиков.
Это главная деталь всего устройства, которая обеспечит надежность крепления. Чаще всего можно увидеть самоделки, сделанные из магнита от автомобильных динамиков.Сборку всей системы проводят таким образом:
- Шайбы можно изготовить из листового металла, по размеру магнита. Если это динамик, то он обычно имеет круглую форму. Соответственно и шайбы должны быть такими же.
- У нижней (та, что будет служить непосредственно контактом) сверлят отверстие по диаметру шляпки болта.
- Саму верхушку болта нужно сточить до толщины шайбы.
- Теперь эту конструкцию сваривают и зачищают. Должна получиться деталь в виде гриба с ножкой из резьбы.
- Магнит надевают на болт, а сверху — вторую шайбу.
- Теперь на шток с резьбой крепят конец кабеля массы и всю конструкцию стягивают гайкой.
Так с простейшего материала собирается элементарная масса для сварки на магните. Ее бесперебойная работа будет доказательством правильной сборки. Размеры такого контакта будут зависеть от габаритов магнита. Круглые массы заводского изготовления обычно имеют диаметр около 50-60 миллиметров.
Для опытного сварщика, знающего принцип работы массы на сварочном аппарате, изготовить требуемое крепление не составит труда. Самым примитивным контактом может стать закрепленный к кабелю кусок прутка, который закрепляют к заготовке парой точек сварки. Но, конечно, такое приспособление очень неудобно в использовании.
Также можно сделать самостоятельно и магнитный держатель для электродов. Что тоже уже зависит от личных предпочтений в удобстве работы.
Самодельная клемма на магните хороший вариант экономии средств. Хотя использовать такое крепление или нет — это уже смотрят на личные удобства в работе. Если сварка используется редко (как обычно в быту), то можно попросту обойтись стандартным зажимом.
Мне нравятся вещи которые упрощают и облегчают жизнь. Вот это приспособление поможет сварщику и избавит его от лишних действий. Речь пойдет о том как изготовить магнитный контакт массы для сварщика из обычного ненужного динамика. Расскажу поподробнее…
Обычно, чтобы прикрепить к свариваемым металлам общий провод — массу, используют зажим. Такое подключение не всегда дает плотный и надежный контакт, да и бывают случаи когда это не совсем удобно. С помощью магнитного контакта можно в одно движение получить прочное и надёжное соединение большого сечения, имея ввиду хорошую площадь прикосновения.
С помощью магнитного контакта можно в одно движение получить прочное и надёжное соединение большого сечения, имея ввиду хорошую площадь прикосновения.
Понадобится
- Динамическая головка, естественно нерабочая.
- Шпилька.
- Гайка-чебурашка.
- Шайбы.
Изготовление магнитного контакта сварочного кабеля
Разбираем динамик, а точнее отсоединяем магнит. Для этого необходимо сбить заклепки. Для этого можно зажать динамическую головку в токарном станке и расточить. Либо просто рассверлить обычной дрелью. В общем, это не сложно.
И магнит отходит без проблем.
Сердечник в моем случае отошел практически сам.
Если у вас так же не выйдет, то нагрейте его газовой горелкой и подковырните отверткой.
Берем кусок шпильки длиной 8-10 см и примеряем его к сердечнику. Он будет крепиться вот так.
Сверлим с обратной стороны. Отверстие не сквозное, а примерно на 80% от общей длины.
Зажимаем в тиски и нарезаем резьбу под шпильку.

На шпильку одеваем две гайки и затягиваем их между собой.
А теперь этот импровизированный болт вкручиваем в сердечник до максимума, выворачивать его уже не придется.
Гайки теперь скручиваем.
Чтобы не класть провод прям на основание, одеваем сначала небольшую втулку, а затем и шайбу. Далее сварочный провод.
Сверху фиксируем шайбой и гайкой типа барашек.
Обратите внимание на большую площадь прилагаемого контакта.
Теперь собираем магнит воедино.
Для должного удержания можно посадить все на клей или эпоксидную смолу.
Магнитный контакт готов. Пробуем сваривать. Кладём на лист.
Работая со сложными конструкциями, любой сварщик по достоинству оценит все преимущества магнитной массы. Это достаточно удобное приспособление, позволяющее закрепить его на свариваемых деталях без особых проблем.
В результате использования данной альтернативы стандартным «крокодилам» становится существенно комфортнее.
Магнитная масса для сварочных работ.
Как правило, комплектуется кабелем зажимного варианта. На первый взгляд может показаться, что использование подобных приспособлений очень удобно. Ведь они надежно крепятся к большинству изделий, особенно если речь идет про листовой металл.
Тем не менее нередко бывают ситуации, когда установка подобного типа зажима невозможно. Магнитный контакт – отличная замена привычным «крокодилам». Кроме того такое устройство можно без труда закрепить на любой поверхности.
Это устройство отличается рядом преимуществ:
- возможность легкого закрепления на поверхности свариваемого изделия;
- простая, практически вечная конструкция, вероятность поломки которой минимальна;
- данное приспособление не перегорает, так как выдерживает скачки напряжения;
- высокая надежность, обеспечиваемая большой площадью контакта.
К недостаткам можно отнести только неудобство подсоединения к маленьким изделиям, пруткам и арматуре.
Итог
Магнитная масса – полезное и простое устройство, делающее сварочную работу комфортнее.
Такой контакт является более надежным. Он выдерживает перепады напряжения, а благодаря своей простой конструкции более долговечен.
Самодельный осциллятор — Все о сварке
При работе с цветными металлами часто используются аргоновые аппараты по сварке. Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор. Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки. При работе с тонкими листами на малых токах дуга может гореть нестабильно и часто тухнуть, а ее повторное возбуждение тормозит весь рабочий процесс. Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
- Сварщик нажимает кнопку управления на горелке.
- Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
- Накопительная емкость собирает в себе разряд.
- Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
- Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
- Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
- Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
- Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
- После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.


Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Варианты схемы сборки осциллятора
Создавая свой самодельный осциллятор важно добиться правильных выходных параметров устройства. Он должен повышать поступающее в него напряжение от стандартного до 3000-6000 В. Изменение частоты колебания должно быть на уровне от 150 до 500 кГц.
Схема осциллятора может включать различные компоненты. Вот один из вариантов состава устройства:

Осциллятор устанавливается в цепь всегда после инвертора или обычного трансформатора, и перед рукавом с кабелем, идущим на горелку или к держателю электрода. Отдельные блоки схемы формируются из деталей, покупаемых в магазине, или создаваемых самостоятельно. Например, колебательный контур, работающий как искровой генератор с затухающими колебаниями, собирается из конденсаторов. А катушкой индуктивности служит обмотка высокочастотного трансформатора. В схеме обязательно должен быть и предохранитель, защищающий сварщика от короткого замыкания, и специальный отвод для заземления устройства.
Разновидности самодельных осцилляторов
В зависимости от выполняемых сварочных работ, можно создать осциллятор своими руками, с постоянным или кратковременным действием. Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.
Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.
Для работы с алюминием, который сваривается только на переменном токе, больше подойдет вторая самодельная модель осциллятора, где рабочий эффект заключается в кратковременном импульсе. Последний зажигает дугу при поднесении горелки к изделию на расстояние 5 мм. Эту же функцию осциллятора используют и при плазменной резке, а также в работе с инверторами, или аргоновыми аппаратами для сварки нержавейки. Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Изготовление ключевых деталей
Имея некоторые зная электротехники и необходимые материалы можно приступать к созданию самодельного осциллятора. Начать стоит с повышающего трансформатора, который будет поднимать напряжение. Его можно купить в магазине или намотать самостоятельно. Число витков и площадь сечения выбираются по справочникам. Главный показатель — это способность повысить напряжение до 3000 — 6000 В.
Колебательный контур создается из катушки индуктивности, которая наматывается сварочным кабелем на ферритовый сердечник. Достаточно одного витка такого провода для первички, и пяти витков для вторичной обмотки. В контур устанавливается блокировочный конденсатор и разрядник. В последнем происходит процесс генерирования и высвобождения затухающего импульса.
Разрядник изготавливают из двух медных вертикальных стержней, на которые крепятся вольфрамовые прутки для передачи тока. Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Накопительный конденсатор можно купить или извлечь из старого телевизора. Некоторые мастера создают такие конденсаторы самостоятельно в банке. Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Осцилляторы значительно облегчают работы по сварке алюминия и нержавейки, или разрезанию металла плазмотроном. Советы для начинающих в этой статье, различные схемы устройства, и видео по созданию самодельных аппаратов, помогут изготовить простой осциллятор для личных нужд.
Источник
пошаговое описание как рассчитать и собрать сварочный аппарат (110 фото)
Перед тем как сделать сварочный аппарат, нужно иметь представление о том, что такое трансформатор понижающего типа. Сделать его сами могут люди, имеющие минимальные знания в электротехнике. Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас. Именно сварка является самым простым и быстрым способом для соединения металлических деталей.
Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас. Именно сварка является самым простым и быстрым способом для соединения металлических деталей.
Типы сварки и виды сварочных аппаратов
Сварка бывает нескольких типов, различают плазменную, электрошлаковую, дуговую, лазерную, лучевую, ультразвуковую, газовую и контактную, а также многие другие. В домашнем хозяйстве, как правило, достаточно дуговой сварки электрического типа. Для электродуговой сварки существуют трансформаторные и инверторные аппараты. Чтобы получить аппарат для постоянного тока, нужно немного изменить и переделать аппарат, настроенный на переменный ток. Но преимущество тем не менее остается за современными инверторными моделями, масса которых значительно меньше. Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Проста и надежна конструкция трансформаторного аппарата. Сделать самому сварочный аппарат переменного тока можно на основе трансформаторов. Электрическая дуга этого аппарата производится током высокого напряжения, а сам аппарат должен иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки, не перегреваясь. Удобнее всего для изготовления модель, сердечник которой имеет форму буквы “П”, так как разбирается он легко и на него проще наматывать обмотку (рис. 1). Но если такого типа сердечник найти не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно найти в электродвигателе, в латоре или статоре. Формула расчета для него будет похожа, но имеет несколько отличий.
Трансформатор внешне представляет собой катушки медного провода с эмалировкой, намотанные на сердечник. Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Как сделать самому трансформаторный сварочный аппарат: материалы и инструменты
Рисунок 1. Намотка на сердечник в форме “П”.
- трансформаторное железо;
- медный провод;
- обмотка;
- сердечник;
- термобумага;
- технический картон;
- стеклоткань;
- электротехнический лак;
- вентилятор.
Железо для сварочного аппарата должно обладать высокой степенью магнитной проницаемости. Идеальная толщина обмотки при этом 0,3 мм, для нее используется медная жесть шириной 40 мм. Термобумага нужна для оборачивания в нее всей обмотки, ее толщина должна быть не менее 0,05 мм.
Если для обмотки использовать обыкновенный провод, может случиться, что поверхность проводника сильно перегреется. Вентилятор устанавливается внутри трансформатора сварочного аппарата с теми же целями.
Чтобы бытовой сварочный аппарат такого типа мог справиться с электродами диаметром 3-4 мм, его сердечник должен иметь в поперечном сечении от 22 до 55 см². Большая величина не обеспечит большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S=а*b. Для первичной обмотки будет очень хорош провод в изоляции из стеклоткани или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит аппарату длительную работу без перегрева, в крайнем случае может быть использована и резиновая изоляция.
Изоляционный слой при наличии стеклоткани или х/б ткани может быть изготовлен и самостоятельно. Для этого ткань требуется нарезать неширокими полосками в 2 см и обернуть ими провод, а затем сделать пропитку намотки электротехническим лаком.
Правильная намотка катушек
Для того чтобы намотать катушки правильно, сначала требуется изготовить каркас, который должен свободно надеваться на сердечник сверху. Материалом для изготовления может служить текстолит или – при его отсутствии – технический картон. После наматывания первого ряда требуется проложить слой изоляции. Материалами могут служить стеклоткань, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, таким же образом изготавливается и вторая катушка.
Особое внимание требуется уделить первичной намотке, так как именно ее сложнее всего перематывать, а между тем в процессе сварки температура нередко достигает 100°C и более. Удобнее всего работать на этом этапе вдвоем, чтобы пока один укладывает витки, второй тянул бы провод.
Техника безопасности и проверка аппарата
Перед работой требуется проверить аппарат, напряжение для которого должно составлять от 60 до 65 В. Для больших мощностей потребуются дополнительные слои обмотки, их делают, как правило, на промышленных моделях. Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Сварочный аппарат предназначен для выполнения сравнительно небольшого количества работы. И поэтому после использования 10-15 электродов 3 мм в диаметре он должен остыть. Если используются электроды 4 мм, время работ требуется сократить еще больше. Сильнее всего нагрев аппарата происходит при использовании режима резки. После окончания работ аппарат требуется обязательно отключить от сети.
Инверторный сварочный аппарат своими руками
Схема такого аппарата содержит доступные комплектующие, собрать его самостоятельно не составит труда. Для работ такого типа нужно знание электроники и немалый опыт. Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
- электрод;
- тринисторы;
- диоды;
- плата;
- вентилятор;
- диодный мост.
Для правильной работы инвертора необходим ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен быть 20 А, а электрод не более 3 мм обеспечит при этом качественную работу. Сварочное напряжение должно включаться и выключаться при помощи удобно расположенной кнопки. Тонкие листы деталей позволит варить обратная полярность.
Расположить все элементы схемы удобнее всего на печатной плате. Используемые в схеме тринисторы и диоды не должны перегреваться, для этого перед их монтажом на плату монтируется теплоотвод, а на него, в свою очередь, они сами. Плата должна быть изготовлена из стеклотекстолита толщиной не менее 1,5 мм. Вентилятор требуется для лучшего охлаждения всей схемы, монтируется он непосредственно на корпус для размещения инвертора.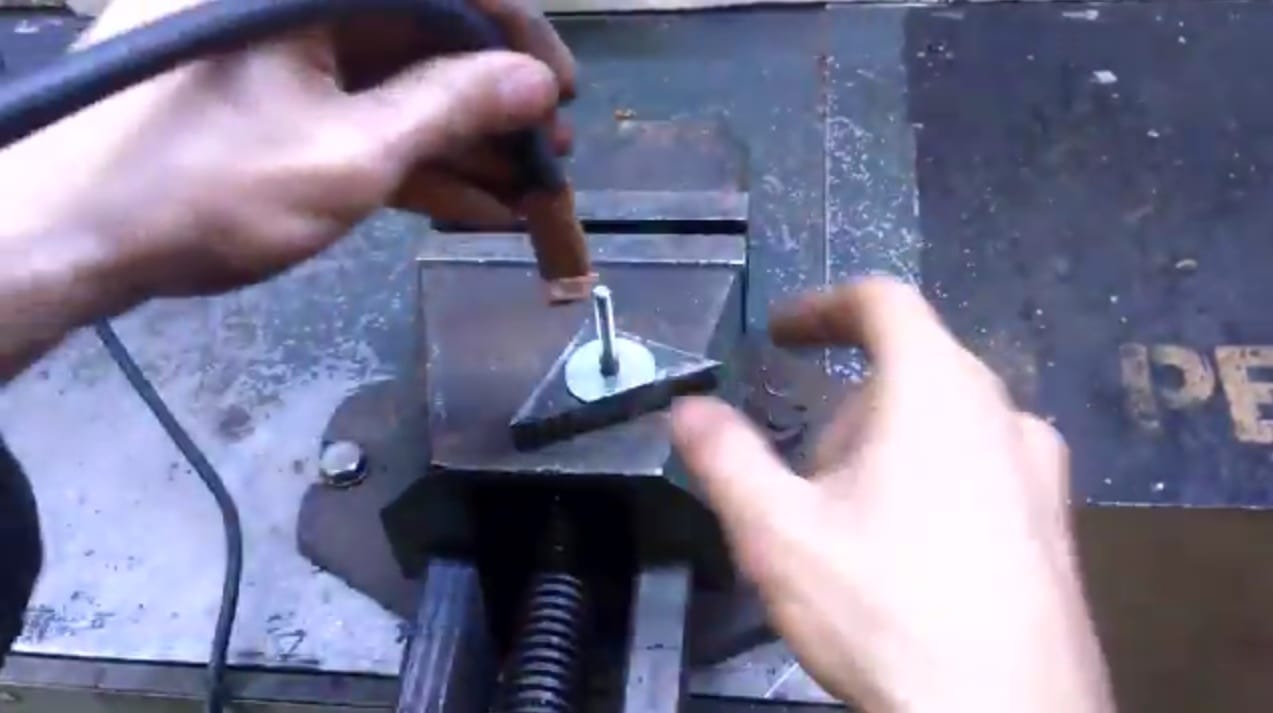
Работать с инвертором проще, чем выполнять аналогичные операции с трансформаторным аппаратом.
Шов при этом получается значительно качественнее. Этот аппарат имеет возможность сварки черных и цветных металлов и заготовки из тонких листов.
Ни одна работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любых размеров и толщины. Хорошее решение — сделать сварку своими руками, ведь хорошие модели стоят дорого, а дешёвые — низкого качества. Для реализации идеи самостоятельного изготовления сварочника необходимо обзавестись специальным оборудованием, позволяющим оттачивать качественные навыки специалиста в реальных условиях.
Виды и характеристики инструмента
После того как все необходимые условия подготовительного этапа благополучно соблюдены, открывается возможность сделать модель сварочного устройства своими руками. Сегодня встречается множество принципиальных схем, по которым можно изготовить аппарат.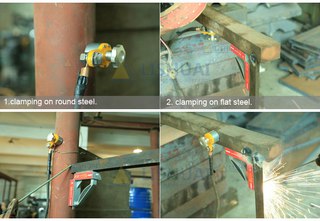 Они действуют по одному из подходов:
Они действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на аппарат, принадлежащий к трансформаторному типу. Важной характеристикой этого устройства является работа от переменного тока, позволяющая использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество швов сварных соединений. Агрегат такого типа легко найдёт своё применение в быту при обслуживании недвижимости, расположенной в частном секторе.
Для того чтобы собрать такое устройство, необходимо иметь:
- Около 20 метров кабеля или провода большого сечения.
- Металлическое основание высокой магнитной проницаемости, которое будет использовано в качестве сердечника трансформатора.
Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру — круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Но на практике наматывать обмотку на подобное основание значительно сложнее.
Площадь сечения для сердечника, принадлежащего бытовому сварочному аппарату самодельного образца, равна 50 см 2 . Этого будет достаточно для того, чтобы применять в установке стержни от 3 до 4 мм в диаметре. Использование большего сечения лишь приведёт к увеличению массы конструкции, а эффективность аппарата выше не станет.
Инструкция изготовления
Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции , предназначенной для стационарного применения в зоне высоких температур.
Для обмотки трансформатора не допускается использование провода с ПВХ изоляцией, которая при нагревании моментально придёт в негодность. В отдельных случаях изоляцию для трансформаторной обмотки изготавливают самостоятельно.
Чтобы выполнить эту процедуру, нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, нарезать её на полоски шириной около 2 см, обмотать ими заготовленный провод и пропитать бандаж любым лаком, обладающим электротехническими свойствами. Подобная изоляция по термохарактеристикам не уступит ни одному заводскому аналогу.
Наматывают катушки по определённому принципу. Вначале накручивается половина первичной обмотки, на которую следом идёт половина вторичной. Затем приступают ко второй катушке, используя ту же технику. Для повышения качества изоляционного покрытия между слоёв обмоток вставляют фрагменты полос из картона, стекловолокна или прессованной бумаги.
Настройка оборудования
Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Точная подгонка параметров осуществляется путём уменьшения или увеличения длины обмотки. Для получения качественного результата величину напряжения на вторичной обмотке следует подогнать под заданные параметры.
К первичной обмотке готового сварочного трансформатора подключают кабель ВРП либо провод ШРПС, который будет использован для подключения к сети. Один из выводов вторичной обмотки подают на клемму, к которой впоследствии будет подключаться «масса», а второй — подаётся на клемму, подключённой к кабелю. Последняя процедура закончена и новый сварочный аппарат готов к эксплуатации.
Производство малогабаритного агрегата
Для изготовления небольшого сварочного аппарата легко подойдёт автотрансформатор от телевизора советского образца. Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
- Изготовление или починка термопар.
- Разогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Закалка инструментальной стали.

Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Оптимальными параметрами автотрансформатора, пригодного для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малая мощность от 200 до 300 ватт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, что будет достаточно при сварке проводов, термопар и других элементов.
В качестве электродов для созданного своими руками мини сварочного аппарата можно использовать грифели от простого карандаша. Держателями для импровизированных электродов могут послужить клеммы, которые есть на разных электроприборах.
Для производства сварочных работ держатель подсоединяют к одному из выводов вторичной обмотки, а свариваемую деталь к другому. Ручку для держателя лучше всего изготовить из стеклотекстолитовой шайбы или из другого термостойкого материала. Следует заметить, что дуга подобного устройства действует достаточно кратковременно, не давая перегреваться используемому автотрансформатору.
Ручку для держателя лучше всего изготовить из стеклотекстолитовой шайбы или из другого термостойкого материала. Следует заметить, что дуга подобного устройства действует достаточно кратковременно, не давая перегреваться используемому автотрансформатору.
Аппарат для сварки применяют при некоторых видах кузовных работ для соединения металлических деталей. Однако работы с использованием данных устройств производят обычно при наличии серьезных повреждений кузова, которые встречаются сравнительно редко. Поэтому приобретать новый относительно дорогостоящее устройство для разового использования нецелесообразно. Для бытового применения можно сделать сварочный аппарат своими руками.
Особенности
Нужно учитывать, что изготавливать сварочный аппарат самостоятельно выгодно только при наличии некоторых исходных составляющих. Это объясняется тем, что, хотя собрать простейшую модель рассматриваемого устройства несложно, материалы, требуемые для этого, весьма дорогостоящие. Поэтому если приобретать их по отдельности специально для изготовления данного прибора своими руками, по итоговой стоимости он может оказаться близок к новому фирменному инструменту, который, конечно, будет превосходить по техническим характеристикам самодельный сварочный аппарат.
Конструкция
Основу рассматриваемого инструмента составляет трансформатор, служащий источником энергии. Он представляет собой две катушки медного провода, намотанные на сердечник из металла. Причем катушки различаются по количеству витков. Та из них, которая подключается к электросети, называется первичной. Во вторичной катушке при этом возникает ток меньшего напряжения, но большего ампеража благодаря индукции.
Нужно учитывать, что сварочный аппарат, имеющий малую силу тока, производит низкокачественную сварку, в то время как чрезмерно большая сила тока приводит к сжиганию электродов и резке металла.
Сварочный аппарат можно оснастить трансформатором, например, от СВЧ-печи. Однако так как на его вторичной обмотке возникает напряжение около 2000 вольт, необходимо внести некоторые изменения в конструкцию своими руками с целью понижения напряжения, а именно сократить число витков.
Для понижения напряжения вторичную обмотку распиливают в двух местах и вытаскивают из катушки. При этом нужно соблюдать осторожность, чтобы не повредить первичную обмотку. Затем вторичную обмотку перематывают более толстым проводом либо проводом ПЭВ с эмалевой изоляцией или термобумагой толщиной 0,05 мм. Желательно использовать третий вариант, так как это позволяет избежать возникновения скин-эффекта, проявляющегося в случае применения обычного провода. Он состоит в вытеснении высокочастотных токов, что приводит к перегреву проводника.
При этом нужно соблюдать осторожность, чтобы не повредить первичную обмотку. Затем вторичную обмотку перематывают более толстым проводом либо проводом ПЭВ с эмалевой изоляцией или термобумагой толщиной 0,05 мм. Желательно использовать третий вариант, так как это позволяет избежать возникновения скин-эффекта, проявляющегося в случае применения обычного провода. Он состоит в вытеснении высокочастотных токов, что приводит к перегреву проводника.
Созданную обмотку покрывают тонкоизоляционным лаком. Такие параметры, как количество витков и толщина, вычисляют для каждой модели трансформатора. Однако выведены и оптимальные значения: толщина обмотки — 0,3 мм, ширина — 40 мм, толщина провода — 0,5-0,7 мм.
Если в наличии отсутствует трансформатор от СВЧ-печи или какого-либо другого прибора, можно собрать его своими руками. Для этого потребуется сердечник с поперечным сечением 25-55 см² из трансформаторного железа, отличающегося высокой магнитной проницаемостью, медный провод длиной в несколько десятков метров, изоляционные материалы.
Что касается провода, наилучшим вариантом считают термостойкий провод из меди со стеклотканевой, х/б или в крайнем случае резиновой изоляцией. Можно сделать изоляцию своими силами. Для этого нужно нарезать изоляционный материал полосками по 2 см и обернуть ими провод.
Окончательный этап – пропитка электротехническим лаком. Чем качественнее изоляция, тем ниже возможность перегрева инструмента. Параметры обмотки рассчитывают на основе технических характеристик прибора. Выходное напряжение холостого хода самодельного сварочного аппарата колеблется от 60 до 65 В, рабочее напряжение — от 18 до 24 В. При самой высокой мощности и электроде диаметром 4 мм мощность во вторичной обмотке составляет 3,5-4 кВт, в первичной — около 5 кВт, с учетом потерь. Ток при этом составляет около 25 А.
Количество витков определяют на основе напряжения с учетом площади сечения сердечника магнитопровода в 2 см. На 1 В при качественном проводе приходится 0,9 — 1,1 витков. Общее количество получают путем деления уровня напряжения на частоту. Таким способом рассчитывают показатели для обеих обмоток. На основе этого можно определить требуемую длину провода путем умножения длины одного витка на их общее количество. При этом нужно взять некоторый запас.
Перед намоткой катушек нужно сделать каркасы из текстолита или электротехнического картона, которые свободно надеваются на сердечник. Между первичной и вторичной намотками необходимо проложить изоляцию в виде стеклоткани, электротехнического или обычного картона.
Корпус
Сварочный аппарат следует оснастить корпусом, в который помещают трансформатор для сохранения от воздействия внешних факторов. При его выборе или изготовлении нужно учитывать, что из-за электромагнитного излучения для этого подходят не все материалы. Наилучшими вариантами считают цельновыгнутый жесткий стальной корпус либо корпус из диэлектрических материалов. Второй вариант сложнее найти или собрать своими руками, к тому же он менее прочен, однако позволяет избежать вибрации и потери энергии в конструктивных элементах трансформаторов, вызываемых вихревыми токами, которые возбуждаются сильными магнитными полями рассеивания вблизи обмоток.
В корпусах из прочих материалов данные отрицательные явления можно несколько снизить (на 30-50 % в зависимости от конструкции и материала корпуса), если сделать на корпусе продольные рассечки.
Большинство самодельных сварочных инструментов не имеет цельного корпуса. Это позволяет избежать таких проблем, связанных с ним, как вибрации, вихревые токи и потери энергии. Однако в таком случае сварочный аппарат подвержен воздействию внешних факторов, что приводит к резкому снижению надежности и безопасности работ. К тому же нужно учитывать, что вышеупомянутые потери составляют несколько процентов, что почти незаметно на фоне сопротивления в линиях электропередач и флуктации напряжения в сети.
Кроме того, желательно оснастить аппарат регулировкой вторичного напряжения для плавного регулирования сварочного тока. Это позволит скомпенсировать потери в проводах большой длины, что особо актуально при работе вдали от питающей сети. В фирменных инструментах присутствует ступенчатая регулировка напряжения путем переключения обмоток. Домашний электросварочный аппарат можно оснастить схемой выпрямления напряжения, построенной на тиристорах.
Домашний электросварочный аппарат можно оснастить схемой выпрямления напряжения, построенной на тиристорах.
Вопрос надежности
Сварочный аппарат, сделанный своими руками, в большинстве случаев оказывается не таким надежным, как фирменный аналог. Поэтому при изготовлении следует принять некоторые меры по ее повышению.
Основным фактором, приводящим к преждевременному выходу из строя рассматриваемых устройств, считают перегрев. Для снижения возможности его возникновения, прежде всего, необходимо сделать эффективную изоляцию. Для этого требуются надежные обмоточные провода с плотностью тока до 5-7 А/кв.мм. Однако этого может оказаться недостаточно.
Для быстрого охлаждения провода нужно обеспечить взаимодействие с воздухом. Для этого в обмотках нужно сделать щели. После первого слоя провода и через каждые два последующих с внешних сторон вставляют гетенаксовые или деревянные планки 5-10 мм.
Таким образом обеспечивают контакт каждого слоя провода с воздухом с одной стороны. Если сварочный аппарат не имеет вентиляторов, щели ориентируют вертикально для обеспечения постоянной циркуляции воздуха. В таком случае снизу поступает холодный воздух, теплый уходит вверх.
Если сварочный аппарат не имеет вентиляторов, щели ориентируют вертикально для обеспечения постоянной циркуляции воздуха. В таком случае снизу поступает холодный воздух, теплый уходит вверх.
Более эффективным вариантом обеспечения охлаждения трансформатора сварочного аппарата, естественно, является вентилятор. Его обдув почти не сказывается на скорости нагрева, но значительно ускоряет охлаждение. Однако нужно учитывать, что для трансформатора с закрытыми обмотками проблема перегрева не решится даже при установке мощного вентилятора. В таком случае его возможно избежать лишь умеренным режимом работы.
Существует еще один вариант решения проблемы перегрева трансформатора. Он состоит в погружении его в трансформаторное масло. Данная жидкость не только отводит тепло, но и является дополнительным изолятором. В таком случае корпус трансформатора должен представлять герметичную емкость.
Наиболее проблемными с точки зрения перегрева являются тороидальные трансформаторы. Они быстро нагреваются и медленно охлаждаются. Также достаточно серьезной проблемой самодельных трансформаторов считают вибрацию, возникающую при работе вследствие притяжения металлических элементов создаваемым ими переменным магнитным полем. Из-за этого возникает трение проводов, которое приводит к разрушению изоляции, а также разрушение и продавливание обмоток на углах каркаса. Для снижения последствий воздействия вибрации необходимо сделать качественную изоляцию. Также нужно прочно закрепить все неподвижные элементы.
Они быстро нагреваются и медленно охлаждаются. Также достаточно серьезной проблемой самодельных трансформаторов считают вибрацию, возникающую при работе вследствие притяжения металлических элементов создаваемым ими переменным магнитным полем. Из-за этого возникает трение проводов, которое приводит к разрушению изоляции, а также разрушение и продавливание обмоток на углах каркаса. Для снижения последствий воздействия вибрации необходимо сделать качественную изоляцию. Также нужно прочно закрепить все неподвижные элементы.
Следует избегать хранения и использования сварочного аппарата в условиях повышенной влажности. Вода, конденсирующаяся в щелях изоляции, является проводником тока. Перед использованием инструмент нужно проверить. Если напряжение выходит за пределы 60 — 65 В, увеличивают или уменьшают обмотку.
Работа по хозяйству всегда требует наличия определенного набора инструментов, приспособлений, а также разнообразного оборудования. Особенно остро это ощущают владельцы частных домов и занимающиеся различными видами ремонта в собственных мастерских и гаражах. Приобретение дорогостоящего оборудования не всегда оправдано, так как его использование не будет постоянным, а вот собрать сварочный аппарат своими руками вполне по силам каждому умельцу.
Приобретение дорогостоящего оборудования не всегда оправдано, так как его использование не будет постоянным, а вот собрать сварочный аппарат своими руками вполне по силам каждому умельцу.
Перед началом процесса необходимо определиться с мощностью устройства, ведь от этого будут зависеть его габариты и возможности. Для ознакомления с процедурой сборки можно просмотреть соответствующее видео, где показано, как можно сделать своими руками практичный сварочный аппарат. Его изготовление потребует некоторой теоретической подготовки, а также опыта электромеханических работ. Сборка электроаппарата в домашних условиях производится по предварительным расчетам, учитывающим как входные, так и выходные параметры устройства.
Этот электрический аппарат пригодится не только сварщикам, выполняющим в домашних условиях или в гараже некоторые работы, но и обычным умельцам, использующим сварочный прибор для сооружения разнообразных приспособлений.
Особенности самодельных трансформаторов
Самостоятельно собранные устройства отличаются от заводской техники техническим исполнением. Сварка своими руками изготавливается из доступных элементов и узлов, для чего используется схема сварочного трансформатора. При точном соблюдении параметров комплектующих деталей электроаппарат прослужит надежно на протяжении многих лет. Перед тем как делать сварочное трансформаторное устройство своими руками, необходимо определиться с имеющимися в наличии комплектующими узлами. Основой служит трансформатор, состоящий из магнитопровода, а также первичной и вторичной обмоток.
Его можно приобрести отдельно, приспособить уже имеющийся или же изготовить самостоятельно. Чтобы сделать своими руками сварной электроаппарат, к разнообразию средств из подручных материалов прибавится трансформаторное железо и провод для обмоток. Изготовленный трансформатор должен иметь возможность подключения к бытовой электросети 220 В и иметь на выходе напряжение порядка 60-65 В для сваривания толстых металлов.
Сварка своими руками изготавливается из доступных элементов и узлов, для чего используется схема сварочного трансформатора. При точном соблюдении параметров комплектующих деталей электроаппарат прослужит надежно на протяжении многих лет. Перед тем как делать сварочное трансформаторное устройство своими руками, необходимо определиться с имеющимися в наличии комплектующими узлами. Основой служит трансформатор, состоящий из магнитопровода, а также первичной и вторичной обмоток.
Его можно приобрести отдельно, приспособить уже имеющийся или же изготовить самостоятельно. Чтобы сделать своими руками сварной электроаппарат, к разнообразию средств из подручных материалов прибавится трансформаторное железо и провод для обмоток. Изготовленный трансформатор должен иметь возможность подключения к бытовой электросети 220 В и иметь на выходе напряжение порядка 60-65 В для сваривания толстых металлов.
Особенности самодельных выпрямителей
Собственноручно изготовленные выпрямители позволяют выполнять сварку тонколистового металла с высоким качеством шовных соединений.
Схема сварочного аппарата, использующего выпрямление электрического тока весьма проста. Она содержит трансформатор, к которому подключен выпрямительный блок, а также дроссель. Данная простейшая конструкция обеспечивает устойчивое горение сварной электродуги. В качестве дросселя применяется катушка из намотанных на сердечник медных проводов. Выпрямляющее устройство подключается непосредственно к выводам понижающей трансформаторной обмотки.
В зависимости от целей, самостоятельно можно соорудить мини сварной электроаппарат. Он прекрасно справится с металлами небольшой толщины, не требующих использования больших токов при соединении. Из сварного электроаппарата можно сделать споттер, что значительно расширит возможности его применения.
Как сделать сварочный аппарат
Устройство для электросварки, изготовленное собственноручно, предназначено для выполнения мелких работ по дому, хозяйству или же в гараже. На первом этапе выполняются необходимые расчеты и подготавливаются сборочные детали и узлы. Чтобы собрать сварочный трансформатор своими руками желательно заранее определиться с местом сборки устройства. Это позволит упорядочить процесс изготовления. Рядом с ним складываются компоновочные узлы, позволяющие собрать своими руками простейший электросварочный аппарат. Помимо основного преобразователя напряжения, понадобится дроссель, который можно использовать от элементов люминесцентного светильника. При отсутствии готового элемента он изготавливается самостоятельно из магнитопровода от мощного пускателя и провода из медных жил сечением порядка 1 мм кв. Собственноручно сделанный сварочный электроаппарат будет отличаться от своих собратьев не только видом, но и характеристиками. Чтобы определиться, как его сделать, ознакомьтесь с похожими приспособлениями на фото или же видео.
Чтобы собрать сварочный трансформатор своими руками желательно заранее определиться с местом сборки устройства. Это позволит упорядочить процесс изготовления. Рядом с ним складываются компоновочные узлы, позволяющие собрать своими руками простейший электросварочный аппарат. Помимо основного преобразователя напряжения, понадобится дроссель, который можно использовать от элементов люминесцентного светильника. При отсутствии готового элемента он изготавливается самостоятельно из магнитопровода от мощного пускателя и провода из медных жил сечением порядка 1 мм кв. Собственноручно сделанный сварочный электроаппарат будет отличаться от своих собратьев не только видом, но и характеристиками. Чтобы определиться, как его сделать, ознакомьтесь с похожими приспособлениями на фото или же видео.
Расчет сварочного трансформатора
Электросварочные самодельные приспособления выполнены по простейшей схеме, которая не предусматривает использование дополнительных узлов. От необходимого значения сварного электротока будет зависеть мощность собираемого электроаппарата. Сварка на даче электрическим устройством, собранным своими руками, будет напрямую зависеть от технических характеристик собственного изделия.
Сварка на даче электрическим устройством, собранным своими руками, будет напрямую зависеть от технических характеристик собственного изделия.
Делая расчет мощности на сварку, берут силу требуемого сварного тока и умножают это значение на 25.
Полученная величина при умножении на 0,015 покажет необходимый диаметр сечения магнитопровода под сварку. Перед тем как делать расчеты для обмоток придется вспомнить и другие математические действия. Чтобы получить сечение обмотки высшего напряжения величина мощности делится на две тысячи, после чего умножается на 1,13. Методика расчетов для первичной и вторичной обмоток отличается.Для получения обмоточных значений низшего напряжения трансформатора придется потратить немного больше времени. Величина сечения вторичной обмотки зависит от плотности сварного электротока. Для значений 200 А это будет 6 А/мм кв., при цифрах 110-150 А – до 8, а до 100 А – 10. При определении сечения низшей обмотки сила сварного электротока делится на плотность, после чего умножается на 1,13.
Вычисление количества витков производится делением площади сечения трансформаторного магнитопровода на 50. Помимо этого, на конечный результат сварки будет влиять величина выходного напряжения. Он влияет на характеристику процесса и может быть возрастающей по току, полого- или крутопадающей. Это влияет на колебания электродуги во время работы, при которых важным значением являются минимальные токовые изменения при работе в домашних условиях.
Схема сварочного трансформатора
На приведенном ниже рисунке показана схема сварочного трансформатора простейшего вида.
Можно найти электросхемы, которые будут дополнены устройствами для выпрямления и прочими элементами для усовершенствования сварного электроаппарата. Однако основным компонентом все же является обычный трансформатор. Схема включения подсоединения его проводов довольно проста. Подключение сварного устройства выполняется через коммутационный электроаппарат и предохранители к бытовой электросети 220 В. Использование электрозащитных аппаратов обязательно, так как это защитит сеть от перегрузок при аварийных режимах.
Использование электрозащитных аппаратов обязательно, так как это защитит сеть от перегрузок при аварийных режимах.
а – сетевая обмотка на двух сторонах сердечника;
б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
в – сетевая обмотка на одной стороне сердечника;
г – соответствующая ей вторичная обмотка, включенная последовательно.
Определение параметров
Чтобы изготовить электрический сварочный аппарат, необходимо понимать принцип действия. Он преобразует величину входного напряжения (220 В) в пониженное (до 60-80 В). При этом процессе невысокая сила электротока в первичной обмотке (около 1,5 А) возрастает во вторичной (до 200 А). Данная прямая зависимость работы трансформаторов именуется вольтамперной характеристикой понижающего типа. От этих показателей зависит работа устройства. На ее основании проводятся вычисления, и определяется конструкция будущего аппарата.
Номинальный режим работы
Перед тем как сделать сварку, необходимо определить ее будущий номинальный режим использования. Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Номинальное рабочее напряжение
Работа трансформаторного сварного устройства основана на понижении входной величины напряжения до рабочей номинальной. При изготовлении сварочного аппарата можно сделать любое значение выходных параметров (30-80 В), что прямо влияет на диапазон рабочих электротоков. В отличие от электросети питания напряжением 220 В, выходное значение может составлять и порядка 1,5-2 Вольта в изделиях для точечной электросварки. Это обусловлено необходимостью получения высокого уровня тока.
Напряжение сети и количество фаз
Действующая схема подключения сварочного трансформатора самодельного типа рассчитывается на подключение к бытовой однофазной электросети. Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В. От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В. От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Напряжение холостого хода
Бытовой сварочник, собранный своими руками, должен иметь величину напряжения х/х, достаточную для розжига электродуги. Чем больше это значение, тем легче она будет появляться. Изготовление аппарата должно соответствовать действующим нормам безопасности, которые ограничивают выходное напряжение до максимальных 80 В.
Номинальный сварочный ток трансформатора
Перед тем как самому сделать электросварочный аппарат, необходимо определиться с размером номинального тока. От него будет зависеть возможность выполнения самих работ на металлах разнообразной толщины. При бытовой электросварке вполне достаточно значения в 200 А, что позволяет сделать вполне работоспособный аппарат
. Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.
Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.
Процесс сборки
Изготовление самодельного сварочного электроаппарата начинается с выполнения необходимых расчетов. Во внимание принимаются величины входного и выходного напряжения, а также требуемая величина электротока. От этого напрямую зависит размер устройства и количество необходимых материалов. Электросварочный аппарат, как и другое оборудование сделать своими руками не очень сложно. При правильном расчете и использовании качественных комплектующих он сможет надежно прослужить десятки лет. Для основы используется провод с медными жилами, а также сердечник из магнитопроницаемого железа. Остальные компоненты не столь существенны и могут подбираться из тех, что возможно легко достать.
С чего начать подготовительный этап
После выполнения расчетной части заготавливаются материалы, и оснащается рабочее место под сборку конструкции. Чтобы соорудить самодельный сварочный аппарат потребуются провода на первичную, а также вторичную обмотку, для сердечника – подходящее трансформаторное железо, изолирующие материалы (лакоткань, текстолит, стеклолента, электрокартон)
. Кроме того, следует заранее позаботиться о намоточном станке для изготовления обмоток, металлических элементах для каркаса и коммутационном электроаппарате. В процессе сборки понадобится комплект обычного слесарного инструмента. Рабочее место выбирайте попросторнее, чтобы свободно наматывать катушки и заниматься сборочным процессом.
Чтобы соорудить самодельный сварочный аппарат потребуются провода на первичную, а также вторичную обмотку, для сердечника – подходящее трансформаторное железо, изолирующие материалы (лакоткань, текстолит, стеклолента, электрокартон)
. Кроме того, следует заранее позаботиться о намоточном станке для изготовления обмоток, металлических элементах для каркаса и коммутационном электроаппарате. В процессе сборки понадобится комплект обычного слесарного инструмента. Рабочее место выбирайте попросторнее, чтобы свободно наматывать катушки и заниматься сборочным процессом.
Сборка конструкции
Выполнив подготовительные мероприятия, приступают непосредственно к изготовлению электроаппарата. Самодельная электросварка требует при сборке достаточно много времени. Она не столь тяжелая, сколько длительная и кропотливая, требующая точного соблюдения расчетных значений. Процедура начинается с изготовления каркаса для обмоток. Для этого используются текстолитовые пластины небольшой толщины. Внутренняя часть коробов должна подходить для трансформаторного сердечника с небольшим зазором.
Внутренняя часть коробов должна подходить для трансформаторного сердечника с небольшим зазором.
После сборки двух каркасов необходимо выполнить их изолировку для защиты электропровода. Это делают с помощью любого электроизоляционного материала термостойкого типа (лакоткань, стеклолента или же электрокартон).
На полученные каркасы наматывается провод, имеющий термостойкую изоляцию. Это защитит изделие от возможного пробоя при перегреве в работе. Необходимо точно считать количество витков, чтобы не получилась разница с расчетными значениями. Каждый намотанный слой обязательно изолируется от последующего. Между первичной, а также слоем вторичной обмотки укладывается усиленная изоляция. Не забывайте выполнять необходимые отводы на необходимых количествах витках. После окончания намотки выполняется наружная изолировка.
На следующем этапе намотанные обмотки насаживаются на трансформаторный сердечник, выполняется его шихтовка (сборка единой конструкции). При этом нежелательно при монтаже сверлить листы трансформаторного железа. Металлические пластины соединяются в шахматном порядке и хорошо стягиваются. Собрать простой сварной аппарат П-образного типа своими руками не составляет особой сложности. По окончании сборочной процедуры проверяется целостность обмоток на предмет их возможного повреждения. Финишным этапом является сборка корпуса и подсоединение коммутационного электроаппарата. К дополнительному оснащению относится выпрямительный блок, а также регулятор электротока.
Металлические пластины соединяются в шахматном порядке и хорошо стягиваются. Собрать простой сварной аппарат П-образного типа своими руками не составляет особой сложности. По окончании сборочной процедуры проверяется целостность обмоток на предмет их возможного повреждения. Финишным этапом является сборка корпуса и подсоединение коммутационного электроаппарата. К дополнительному оснащению относится выпрямительный блок, а также регулятор электротока.
Внимательно относитесь ко всем процессам, начиная от расчетов и заканчивая сборкой самодельной сварки. От этого будут зависеть конечные параметры изготовленного устройства.
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат.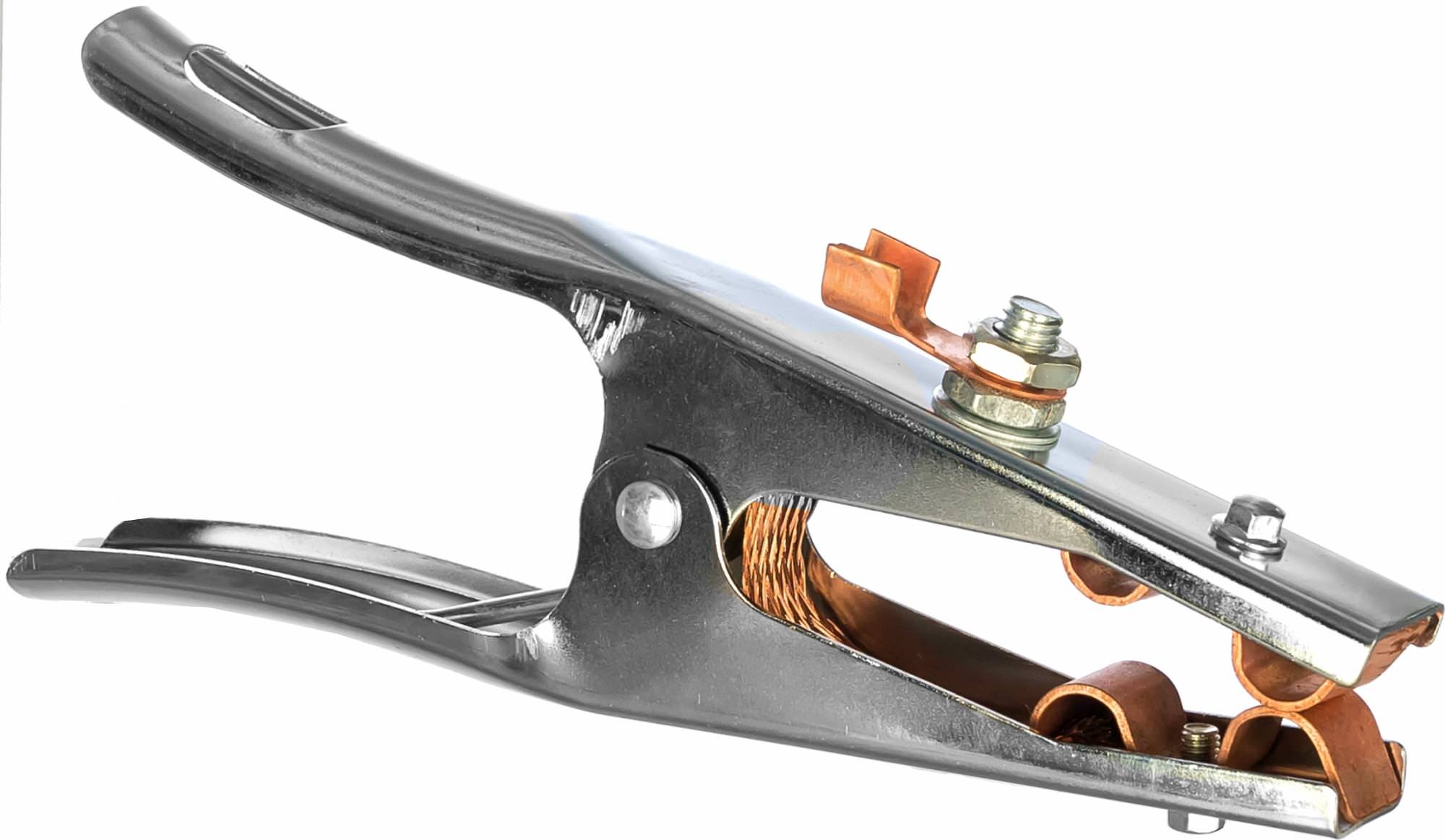 Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
 Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: .
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
Рис.
 2: уберите высоковольтную обмотку
2: уберите высоковольтную обмоткуоставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Сварочный аппарат своими руками – возможно ли такое? Самодельная мини сварка в домашних условиях Электросварочный аппарат своими руками.
В строительных, монтажных и ремонтных работах применяется сварочный аппарат. Обычно конструкция приобретается в готовом виде, но можно сделать её и самому. В этом случае происходит значительная экономия денежных средств. Более того, этот процесс способен увлечь тех, кто любит заниматься изготовлением чего-то нового.
Соединения, электроды и обмотки
Для того чтобы собрать сварочный аппарат своими руками, необходимо определиться со схемой, на основе которой и будет проведена работа. Еще до начала основных работ стоит продумать, как будет питаться агрегат. Если напряжение большее, то использование аппарата может навредить здоровью человека.
Обычно для питания оборудования используют однофазную сеть в 220 В. В этом случае необходимо использование добавочной обмотки (специального балласта), с помощью которой осуществляется регулирование периодически изменяющегося электрического тока в период сварки.
До сборки сварочного инвертора своими руками необходимо приобретение:
- Трансформаторного магнитопровода.
- Выносных конденсаторных приспособлений.
- Переключателя режимов сварки.
- Нескольких видов обмоток (первичных, вторичных, добавочных).
- Регуляторных приспособлений, которые помогают установить оптимальный сварочный режим.
- Специальных датчиков тепла.
- Приспособления, которое звуками оповещает об оптимальном режиме работы.
Зачем использовать бетон
До того, как сделать инверторный сварочный аппарат своими руками, необходимо изготовить корпус. Он изготавливается из специально приготовленного бетона, отличающегося большой степенью пластичности. Этот материал способен быстро застыть и стать нужной формы.
Из мелкозернистого песка и цемента в определённых пропорциях изготовляется корпус. Следует взять 75 процентов песка, 20 процентов цемента. Помимо этих компонентов, необходимо добавить равное количество клея ПВА и стекловаты. Иногда клей заменяют водорастворимым латексным материалом.
Начинающие мастера считают, что агрегат своими руками достаточно легко собрать, в сравнении с созданием его корпуса. При последовательной работе конструкция собирается довольно быстро.
Корпус должен быть толщиной от 1 см. Проводят очистку сварочного аппарата с последующей его просушкой, после чего начинают изготавливать корпус. Дождавшись застывания бетона, проводят наружную обработку агрегата с помощью органического мономера.
Чтобы справиться с этой задачей, специалисты рекомендуют воспользоваться стиролом или метилметакрилатом. Они помогают выполнить термическую обработку поверхности устройства. В этой ситуации следует применить температуру выше 70 градусов по шкале Цельсия.
В результате мономерной полимеризации на поверхности корпуса агрегата образуется водонепроницаемый слой. Именно он защищает поверхность конструкция от влияния окружающей среды.
Простая конструкция
Для компоновки сварочного аппарата можно использовать неисправную бытовую технику. К примеру, можно воспользоваться вышедшей из строя микроволновой печью. Вместе с ней следует взять электропроводку, хомутики, деревянные детали и наконечники.
Взяв все эти компоненты можно за короткий срок даже при минимальных познаниях в области техники изготовить конструкцию аппарата для проведения точечных сварочных работ.
Детали внутри агрегата закрепляются саморезами, шайбами или скобами соответствующих размеров. Оптимально использование исправного трансформатора сломавшейся микроволновой печи, из которого своими руками изготавливается оборудование.
Процесс сборки
Начинают работу с удаления вторичной обмотки с трансформатора. Эта операция требует аккуратности. Она проводится угловым шлифовальным станком.
Далее проводят удаление с поверхности вторичной обмотки пластинчатого сердечника. После проведения операции на трансформаторе можно обнаружить отрезанные с двух сторон части. С их помощью работа будет более качественной. В идеале необходимо проследить, чтобы изолирующий слой на сердечнике был без каких-то дефектов.
Потом проводится крепление магнитного шунта. При его нормальном функционировании осуществляется работа сварочного аппарата, сделанного своими руками. Затем перематывают трансформатор, применяя толстый провод из медного материала. При повреждении сердечника необходим его ремонт. Если дефект минимальный, то участок изолируют.
На следующем этапе необходимо на деревянный брусок посадить трансформатор, закрепив верх и низ рабочей станции скобами. Если электроды прикреплены качественно, то лучше будет работать агрегат. При наличии дефектов в контактах сварить элементы будет сложно.
Фиксация электродов на верхней и нижней части бруска проводится саморезами. Потом к ним подсоединяют обмоточные провода. Необходимо правильно закрепить медные клеммы, воспользовавшись плоскогубцами, что обычно очень сложно для начинающих мастеров. Конструкция готова. Затем необходимо проверить, можно ли с помощью агрегата сварить что-либо, при этом важно следовать правилам техники безопасности.
Обычно собрать сварочный аппарат не представляет труда даже для тех людей, которые имеют минимальные познания в технике. Для этого можно воспользоваться пошаговой инструкцией с фото на всех этапах, которых существует большое количество на просторах Интернета.
Фото сварочных аппаратов своими руками
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.
Диагностика самодельного инвертора и его подготовка к работе
Сделать – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
5
, средняя оценка: 3,20 из 5)
Ни одна работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любых размеров и толщины. Хорошее решение — сделать сварку своими руками, ведь хорошие модели стоят дорого, а дешёвые — низкого качества. Для реализации идеи самостоятельного изготовления сварочника необходимо обзавестись специальным оборудованием, позволяющим оттачивать качественные навыки специалиста в реальных условиях.
Виды и характеристики инструмента
После того как все необходимые условия подготовительного этапа благополучно соблюдены, открывается возможность сделать модель сварочного устройства своими руками. Сегодня встречается множество принципиальных схем, по которым можно изготовить аппарат. Они действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на аппарат, принадлежащий к трансформаторному типу. Важной характеристикой этого устройства является работа от переменного тока, позволяющая использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество швов сварных соединений. Агрегат такого типа легко найдёт своё применение в быту при обслуживании недвижимости, расположенной в частном секторе.
Для того чтобы собрать такое устройство, необходимо иметь:
- Около 20 метров кабеля или провода большого сечения.
- Металлическое основание высокой магнитной проницаемости, которое будет использовано в качестве сердечника трансформатора.
Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру — круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Площадь сечения для сердечника, принадлежащего бытовому сварочному аппарату самодельного образца, равна 50 см 2 . Этого будет достаточно для того, чтобы применять в установке стержни от 3 до 4 мм в диаметре. Использование большего сечения лишь приведёт к увеличению массы конструкции, а эффективность аппарата выше не станет.
Инструкция изготовления
Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции , предназначенной для стационарного применения в зоне высоких температур.
Для обмотки трансформатора не допускается использование провода с ПВХ изоляцией, которая при нагревании моментально придёт в негодность. В отдельных случаях изоляцию для трансформаторной обмотки изготавливают самостоятельно.
Чтобы выполнить эту процедуру, нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, нарезать её на полоски шириной около 2 см, обмотать ими заготовленный провод и пропитать бандаж любым лаком, обладающим электротехническими свойствами. Подобная изоляция по термохарактеристикам не уступит ни одному заводскому аналогу.
Наматывают катушки по определённому принципу. Вначале накручивается половина первичной обмотки, на которую следом идёт половина вторичной. Затем приступают ко второй катушке, используя ту же технику. Для повышения качества изоляционного покрытия между слоёв обмоток вставляют фрагменты полос из картона, стекловолокна или прессованной бумаги.
Настройка оборудования
Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Точная подгонка параметров осуществляется путём уменьшения или увеличения длины обмотки. Для получения качественного результата величину напряжения на вторичной обмотке следует подогнать под заданные параметры.
К первичной обмотке готового сварочного трансформатора подключают кабель ВРП либо провод ШРПС, который будет использован для подключения к сети. Один из выводов вторичной обмотки подают на клемму, к которой впоследствии будет подключаться «масса», а второй — подаётся на клемму, подключённой к кабелю. Последняя процедура закончена и новый сварочный аппарат готов к эксплуатации.
Производство малогабаритного агрегата
Для изготовления небольшого сварочного аппарата легко подойдёт автотрансформатор от телевизора советского образца. Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
- Изготовление или починка термопар.
- Разогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Закалка инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Оптимальными параметрами автотрансформатора, пригодного для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малая мощность от 200 до 300 ватт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, что будет достаточно при сварке проводов, термопар и других элементов.
В качестве электродов для созданного своими руками мини сварочного аппарата можно использовать грифели от простого карандаша. Держателями для импровизированных электродов могут послужить клеммы, которые есть на разных электроприборах.
Для производства сварочных работ держатель подсоединяют к одному из выводов вторичной обмотки, а свариваемую деталь к другому. Ручку для держателя лучше всего изготовить из стеклотекстолитовой шайбы или из другого термостойкого материала. Следует заметить, что дуга подобного устройства действует достаточно кратковременно, не давая перегреваться используемому автотрансформатору.
По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно.
Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться.
Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм.
Практика показывает, что при точном подборе комплектующих элементов аппарат будет служить долго и надежно.
Важно, чтобы электрическая схема была максимально простой. Иногда даже используют трансформатор от микроволновки.
Устройство должно работать от бытовой сети переменного тока напряжением 220 В.
Если выбрать в качестве рабочего напряжения 380 В, то схема и конструкция аппарата заметно усложнится.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.
Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
А чтобы установить требуемый режим горения используется регулятор силы тока.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
Примерно такая величина требуется для сварки. В принципе, данное устройство можно назвать простейшим сварочным аппаратом.
И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.
Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Лишь одна составляющая в параметрах этого устройства вызывает озабоченность – его высокая стоимость.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Один электрод через дроссель подключается к плате.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Комплектация изделия
Самодельный собирается для того, чтобы выполнять мелкие работы в домашнем хозяйстве.
Все элементы, электронные приборы, провода и металлические конструкции необходимо скомплектовать в определенном месте. Там, где будет выполняться сборка изделия.
Дроссель можно использовать от арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения нужно запасти побольше.
Если дроссель в готовом виде найти не удалось, то его нужно изготовить самостоятельно.
Для этого потребуется стальной магнитопровод от старого пускателя и несколько метров медных проводов сечением 0,9 квадрата.
Блок питания
Основным элементом блока питания в инверторе является трансформатор.
Его можно переделать из лабораторного автотрансформатора или использовать для переделки трансформатор от микроволновки, которая уже отслужила свой срок.
Очень важно не повредить первичную обмотку при выемке трансформатора из печки-микроволновки.
Вторичная обмотка удаляется и переделывается. Количество витков и диаметр медных проводов рассчитывается в зависимости от предварительно выбранной мощности сварочного аппарата.
Точечный способ сварки хорошо реализуется аппаратом, сделанным на трансформаторе от микроволновки.
Выпрямитель служит для преобразования напряжения переменного тока в напряжение постоянного тока. Основными элементами данного устройства являются диоды.
Он коммутируются в определенные схемы, чаще всего мостовые. На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный.
Диоды выбираются такой мощности, чтобы выдерживать заданные изначально нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке установочной платы, желательно предусмотреть место под дроссель, который предназначен для сглаживания импульсов. Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Блок инвертора
Инвертор преобразует постоянный ток, поступающий с выпрямителя, в переменный, который обладает большой частотой колебания.
Преобразование выполняется с использованием электронных схем на тиристорах или мощных транзисторах.
Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток величиной до 150 Ампер и напряжением от 40 вольт.
Эти параметры тока позволяют выполнять сварку металлических деталей из различных сплавов.
Электронный регулятор позволяет выбрать режим соответствующий конкретной операции.
Практика показывает, что самодельный сварочный аппарат, по своим характеристикам, не уступает заводским изделиям.
Некоторое время тому назад, в торговой сети появились сварочные мини инверторы. Чтобы добиться такой миниатюризации производственным компаниям потребовались годы.
В то время как мастера-умельцы уже давно смогли сделать плазменный сварочный аппарат, изготовленный своими руками.
К этому шагу их подтолкнули местные условия – теснота в мастерской и значительный вес заводских инверторов. Плазменный аппарат — прекрасный выход из данной ситуации.
И то, что вместо медных проводов вторичную обмотку трансформатора делают из медной жести, тоже давно известно.
Последовательность сборки сварочного аппарата
Размещая элементы на металлической или текстолитовой основе, нужно соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором.
Дроссель на той же плате что и выпрямитель. Регулятор силы тока должен размещаться на панели управления. Корпус аппарата можно изготовить из листовой стали или алюминия.
Или приспособить шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы как можно ближе один к другому.
Нужно обязательно сделать отверстия в стенках для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно греется при работе. Точно так же как и выпрямитель.
Перед тем как сделать сварочный аппарат, нужно иметь представление о том, что такое трансформатор понижающего типа. Сделать его сами могут люди, имеющие минимальные знания в электротехнике. Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас. Именно сварка является самым простым и быстрым способом для соединения металлических деталей.
Типы сварки и виды сварочных аппаратов
Сварка бывает нескольких типов, различают плазменную, электрошлаковую, дуговую, лазерную, лучевую, ультразвуковую, газовую и контактную, а также многие другие. В домашнем хозяйстве, как правило, достаточно дуговой сварки электрического типа. Для электродуговой сварки существуют трансформаторные и инверторные аппараты. Чтобы получить аппарат для постоянного тока, нужно немного изменить и переделать аппарат, настроенный на переменный ток. Но преимущество тем не менее остается за современными инверторными моделями, масса которых значительно меньше. Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Проста и надежна конструкция трансформаторного аппарата. Сделать самому сварочный аппарат переменного тока можно на основе трансформаторов. Электрическая дуга этого аппарата производится током высокого напряжения, а сам аппарат должен иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки, не перегреваясь. Удобнее всего для изготовления модель, сердечник которой имеет форму буквы “П”, так как разбирается он легко и на него проще наматывать обмотку (рис. 1). Но если такого типа сердечник найти не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно найти в электродвигателе, в латоре или статоре. Формула расчета для него будет похожа, но имеет несколько отличий.
Трансформатор внешне представляет собой катушки медного провода с эмалировкой, намотанные на сердечник. Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Как сделать самому трансформаторный сварочный аппарат: материалы и инструменты
Рисунок 1. Намотка на сердечник в форме “П”.
- трансформаторное железо;
- медный провод;
- обмотка;
- сердечник;
- термобумага;
- технический картон;
- стеклоткань;
- электротехнический лак;
- вентилятор.
Железо для сварочного аппарата должно обладать высокой степенью магнитной проницаемости. Идеальная толщина обмотки при этом 0,3 мм, для нее используется медная жесть шириной 40 мм. Термобумага нужна для оборачивания в нее всей обмотки, ее толщина должна быть не менее 0,05 мм.
Если для обмотки использовать обыкновенный провод, может случиться, что поверхность проводника сильно перегреется. Вентилятор устанавливается внутри трансформатора сварочного аппарата с теми же целями.
Чтобы бытовой сварочный аппарат такого типа мог справиться с электродами диаметром 3-4 мм, его сердечник должен иметь в поперечном сечении от 22 до 55 см². Большая величина не обеспечит большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S=а*b. Для первичной обмотки будет очень хорош провод в изоляции из стеклоткани или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит аппарату длительную работу без перегрева, в крайнем случае может быть использована и резиновая изоляция.
Изоляционный слой при наличии стеклоткани или х/б ткани может быть изготовлен и самостоятельно. Для этого ткань требуется нарезать неширокими полосками в 2 см и обернуть ими провод, а затем сделать пропитку намотки электротехническим лаком.
Правильная намотка катушек
Для того чтобы намотать катушки правильно, сначала требуется изготовить каркас, который должен свободно надеваться на сердечник сверху. Материалом для изготовления может служить текстолит или – при его отсутствии – технический картон. После наматывания первого ряда требуется проложить слой изоляции. Материалами могут служить стеклоткань, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, таким же образом изготавливается и вторая катушка.
Особое внимание требуется уделить первичной намотке, так как именно ее сложнее всего перематывать, а между тем в процессе сварки температура нередко достигает 100°C и более. Удобнее всего работать на этом этапе вдвоем, чтобы пока один укладывает витки, второй тянул бы провод.
Техника безопасности и проверка аппарата
Перед работой требуется проверить аппарат, напряжение для которого должно составлять от 60 до 65 В. Для больших мощностей потребуются дополнительные слои обмотки, их делают, как правило, на промышленных моделях. Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Сварочный аппарат предназначен для выполнения сравнительно небольшого количества работы. И поэтому после использования 10-15 электродов 3 мм в диаметре он должен остыть. Если используются электроды 4 мм, время работ требуется сократить еще больше. Сильнее всего нагрев аппарата происходит при использовании режима резки. После окончания работ аппарат требуется обязательно отключить от сети.
Инверторный сварочный аппарат своими руками
Схема такого аппарата содержит доступные комплектующие, собрать его самостоятельно не составит труда. Для работ такого типа нужно знание электроники и немалый опыт. Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
- электрод;
- тринисторы;
- диоды;
- плата;
- вентилятор;
- диодный мост.
Для правильной работы инвертора необходим ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен быть 20 А, а электрод не более 3 мм обеспечит при этом качественную работу. Сварочное напряжение должно включаться и выключаться при помощи удобно расположенной кнопки. Тонкие листы деталей позволит варить обратная полярность.
Расположить все элементы схемы удобнее всего на печатной плате. Используемые в схеме тринисторы и диоды не должны перегреваться, для этого перед их монтажом на плату монтируется теплоотвод, а на него, в свою очередь, они сами. Плата должна быть изготовлена из стеклотекстолита толщиной не менее 1,5 мм. Вентилятор требуется для лучшего охлаждения всей схемы, монтируется он непосредственно на корпус для размещения инвертора.
Работать с инвертором проще, чем выполнять аналогичные операции с трансформаторным аппаратом.
Шов при этом получается значительно качественнее. Этот аппарат имеет возможность сварки черных и цветных металлов и заготовки из тонких листов.
8 лучших сварщиков для начинающих в 2021 году (бюджетные сварщики и сварщики MIG для начинающих)
Добро пожаловать в справочник Thomas по лучшим сварщикам для начинающих 2021 года. Томас уже более 120 лет объединяет промышленных покупателей и поставщиков в Северной Америке. Когда вы покупаете продукты по нашим независимым рекомендациям, мы можем получать партнерскую комиссию.
Сварка — не самая простая задача, но с правильными инструментами любой может успешно начать свой сварочный путь.Лучшие сварщики для начинающих просты в использовании, недороги и могут предложить широкий спектр сварочных работ. Выбор подходящего сварщика зависит от того, для чего вы хотите его использовать, но ниже мы собрали широкий спектр вариантов, в том числе лучший сварщик с ограниченным бюджетом и лучший сварщик, простой в использовании, поэтому есть несколько отличных вариантов для всех. независимо от ваших требований к сварке.
Правильный сварщик для новичков может значительно облегчить задачу новичкамИзображение предоставлено: Shutterstock / il21
Какой сварщик лучше всего подходит для новичка?
СваркаMIG (сварка металла в среде защитного газа) часто считается самым простым видом сварки для начинающих.Сварочные аппараты MIG имеют проволочный сварочный электрод на катушке, которая затем подается через сварочный пистолет с предварительно выбранной скоростью. Поскольку это автоматический или полуавтоматический процесс, это, как правило, делает его более простым вариантом для всех, кто плохо знаком со сваркой. Еще один хороший вариант для новичков — это дуговая сварка с флюсовым сердечником, которая в чем-то похожа на сварку MIG, но обычно без использования защитного газа.
Лучшие сварщики для начинающих от Томаса
На рынке доступен ряд хороших сварщиков для начинающих, доступных для различных методов сварки, включая TIG (вольфрамовый инертный газ), MIG и ручную сварку, и, иногда, вы можете найти несколько методов у одного сварщика. .
1. Лучший сварщик для начинающих — DEKOPRO
Сварочный аппарат DEKOPRO — отличный универсал, который может обеспечить отличную сварку широкого спектра металлических материалов, при этом предлагая отличное соотношение цены и качества. Он спроектирован так, чтобы его можно было переносить, поскольку ручка для переноски позволяет легко перемещать его с места на место, а компактная конструкция этого сварочного аппарата также способствует быстрому и удобному хранению. Этот сварочный аппарат с напряжением 120 В не предназначен для тяжелых работ, но он отлично подходит для начинающих.
КУПИТЬ:
$ 129,99, Amazon2. Лучший сварщик для начинающих — Хобарт
Благодаря технологии горячего старта этот сварочный аппарат от Hobart обеспечивает быстрый, легкий и надежный запуск, а также довольно прост в использовании. Этот прочный сварочный аппарат может сваривать низкоуглеродистую сталь толщиной до 5/32 дюйма, и, хотя он не был бы достаточно мощным для профессионального использования, любителям он понравился, и один из них написал: «Очень простой в настройке и очень хорошего качества. буровая установка.”
КУПИТЬ:
$ 404,99, Amazon3. Лучший аппарат для дуговой сварки для начинающих — HZXVOGEN
Предлагая широкий спектр сварочных функций, этот сварочный аппарат от HZXVOGEN имеет простую в использовании функцию дуги, которая отлично подходит для начинающих. Зажигание дуги — совсем не проблема, она имеет очень мало брызг при стабильном токе. Фонарь может показаться немного большим и громоздким для новичков, но с практикой новичок сможет освоить его.
КУПИТЬ:
$ 305,99, Amazon4. Лучший сварщик TIG для начинающих — YESWELDER
Этот сварочный аппарат от YESWELDER очень ценен для начинающих сварщиков. При цене чуть менее 280 долларов он соответствует бюджетному диапазону рынка, но также предлагает ряд функций, которые делают его удобным для пользователя. Автоматический контроль температуры позволяет этой машине плавно регулировать силу тока, а также предлагает автоматическую компенсацию колебаний напряжения.Один счастливый рецензент написал: «Я не уверен, как вы выиграли эту сделку с любителем / домашним сварщиком».
КУПИТЬ СЕЙЧАС:
$ 279,99, Amazon5. Лучший сварщик MIG для начинающих — ETOSHA
Функции безопасности особенно важны для начинающих сварщиков, и этот сварочный аппарат MIG от ETOSHA был разработан с учетом многих из них. Этот сварочный аппарат автоматически останавливается при перегреве или перегрузке, и он имеет класс защиты IP21 за его хорошую водонепроницаемость.Проволока, которая идет в комплекте с этим аппаратом, немного разбрызгивается, но, поскольку она очень дешевая, покупка проволоки лучшего качества для использования с этим сварочным аппаратом (например, сварочная проволока Blue Demon E71TGS, $ 13,96 ) легко решит эту проблему.
КУПИТЬ:
$ 150,99, Amazon6. Лучший сварщик сердечника под флюсом для начинающих — Lincoln
Сварочные аппаратыс сердечником под флюсом могут обеспечивать большее проплавление, чем их аналоги MIG, что позволяет работать с более толстыми швами, а также позволяет держать горелку в нескольких направлениях. Этот сварочный аппарат от Lincoln предлагает удобные возможности сварки MIG и флюсовой сердцевиной, отсюда его более высокая цена, но если вы хотите получить серьезные сварочные работы, это отличный выбор. Пользователям это нравится, и один из них написал: «Отличный сварщик для новичка, с которым можно учиться. Используя проволоку с флюсовым сердечником, я смог сделать довольно хорошие сварные швы в течение часа или около того ».
КУПИТЬ:
$ 1,122,97, Amazon7. Самый простой в использовании сварочный аппарат — Lincoln
Модель Lincoln Electric K2278-1 Handy Core — отличный сварочный аппарат для всех, кто хочет просто подключить и начать работу.Все детали, которые поставляются с этим сварочным аппаратом, уже установлены на заводе, поэтому сборка не требуется. Он также прост в использовании, отчасти благодаря его упрощенному дизайну. Это просто сварочный аппарат с флюсовым сердечником, поэтому возможности его применения немного более ограничены, но он по-прежнему является лучшим выбором для любителей и домашних сварщиков.
КУПИТЬ:
279 $, Amazon8. Лучший бюджетный сварщик для начинающих — YESWELDER
Ассортимент сварщиковYESWELDER известен тем, что предлагает хорошие характеристики по отличной цене, поэтому неудивительно, что одна из их машин была выбрана нами для лучшего бюджетного сварщика .Этот конкретный сварочный аппарат эффективен, прост в использовании и стоит чуть менее 160 долларов, что делает его отличным выбором для начинающих сварщиков. Он также компактен и портативен, что делает хранение удобным. Один рецензент даже назвал его «дешевым сварочным аппаратом, работающим прямо на месте», а другой добавил: «Поскольку я был довольно новичком в сварке, этот аппарат хорошо соответствовал моим потребностям … Он смог без проблем сварить лист 3/8. Мне нравится, как малогабаритный и легко транспортируемый агрегат ».
КУПИТЬ:
$ 159,99, AmazonЛучшие сварщики для начинающих 2021 года — сводка
Выбор лучшего сварщика для начинающих зависит от типа свариваемого металла, а также от имеющегося бюджета.Тем не менее, мы считаем, что сварочный аппарат DEKOPRO — отличный выбор для новичков в этом хобби, поскольку он сочетает в себе простоту использования и мощность, а также бюджетную цену. Надеемся, наш обзор лучших сварщиков для начинающих оказался полезным. Если вы хотите вывести сварку на новый уровень, наш каталог может помочь вам найти фартуки для сварщиков и сварщиков трением или подумать о добавлении в свой домашний комплект DIY с циркулярными пилами и гвоздями. Чтобы узнать о других поставщиках сопутствующих товаров, ознакомьтесь с нашими дополнительными руководствами или посетите платформу Thomas Supplier Discovery Platform.
* Цены, указанные в этой статье, соответствуют ценам на Amazon.com по состоянию на март 2021 г.
Прочие инструменты статьи
Другие статьи о лучших продуктах
Больше от Machinery, Tools & Supplies
Что такое кислородно-ацетиленовая сварка?
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству.На момент составления отчета приблизительно 6700 человек были трудоустроены в течение одного года после даты выпуска, что составляет в общей сложности 84%. В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие специализированные программы повышения квалификации, а также работающие на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрении работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие в программе, на всех кампусах.Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые сдают факультативные программы NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата техников и механиков в области автомобильного сервиса в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, инспектор по смогу и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве. Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Согласно оценке Министерства труда США, почасовой заработок квалифицированных автомобильных техников в Северной Каролине в размере 50% почасовой оплаты труда, опубликованный в мае 2021 года, составляет 20,59 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Техники и механики автосервиса, просмотрено 2 июня 2021 г.)
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и брейзеров в разделе «Профессиональная занятость и заработная плата» Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. . ИМП достижения выпускников могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Начальный уровень зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например сертифицированный инспектор и контроль качества. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве сварщиков, резчиков, паяльщиков и брейзеров в штате Массачусетс (51-4121) составляет от 34 399 до 48 009 долларов США (данные по Массачусетсу, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Департамент США Оценка почасового заработка средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20,28 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине — 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Сварщики, резаки, паяльщики и паяльщики, по состоянию на 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производитель.
28) Расчетная годовая средняя заработная плата специалистов по ремонту автомобилей и связанных с ними ремонтных работ в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 года. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.Выпускников ИТИ достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик и инспектор.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс составляет от 30 765 до 34 075 долларов (данные Массачусетса по вопросам труда и трудовых ресурсов за май 2019 г., просмотр 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Департамент США Оценка рабочей силы из средних 50% почасовой заработной платы квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованная в мае 2021 года, составляет 23 доллара.40. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляет 17,94 доллара и 13,99 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г. Ремонтники автомобильных кузовов и связанных с ними ремонтов, дата просмотра 2 июня 2021 г.)
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Профессиональная занятость и заработная плата Бюро статистики труда США, май 2020 г.UTI является образовательным учреждением и не может гарантировать трудоустройство или зарплата. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработная плата. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в Содружестве Массачусетса составляет от 34 323 до 70 713 долларов США (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi / OccupationalEmploymentAndWageSpecificOccupations #). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных дизельных техников в Северной Каролине, опубликованную в мае 2021 года, и составляет 23 доллара.20. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г., Механика автобусов и грузовиков и специалистов по дизельным двигателям, дата просмотра — 2 июня 2021 г.)
30) Расчетная годовая средняя зарплата механиков мотоциклов в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти.Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс). Данные о рабочей силе и развитии рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую оплату средние 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованные в мае 2021 года, составляют 15 долларов.94. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г., Механика мотоциклов, дата просмотра 2 июня 2021 г.)
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро статистики труда США «Занятость и заработная плата на рабочем месте, май 2020 г.MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, такие как обслуживание оборудования, инспектор и помощник по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружество Массачусетса стоит от 30 740 до 41 331 доллара (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованную в мае 2021 года, и составляет 18 долларов.61. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляет 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г. 2, 2021.)
33) Курсы различаются в зависимости от кампуса. Для получения подробной информации свяжитесь с представителем программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.S. Профессиональная занятость и заработная плата Бюро статистики труда, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотрено 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Северная Каролина Информация о заработной плате: Министерство труда США оценивает почасовую оплату в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованную в мае 2021 года, и составляет 20,24 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Операторы инструментов с ЧПУ, просмотрено 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость в каждой из следующих профессий составит: Техники и механики автомобильного сервиса — 728 800; Сварщики, резаки, паяльщики и паяльщики — 452 500 человек; Автобусы и грузовики и специалисты по дизельным двигателям — 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 159 900; и операторы инструментов с ЧПУ, 141 700.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
39) Повышение квалификации доступно выпускникам только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.По прогнозам Бюро статистики труда, в период с 2019 по 2029 год в среднем будет открываться 61 700 рабочих мест в год. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Разделение и вакансии по специальностям, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. учреждение и не может гарантировать работу или заработную плату.
42) Для сварщиков, резчиков, паяльщиков и паяльщиков Бюро статистики труда США прогнозирует в среднем 43 400 вакансий в год в период с 2019 по 2029 год.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогноз на 2019–29 гг., Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям Бюро статистики труда США прогнозирует в среднем 24 500 вакансий в год в период с 2019 по 2029 годы. Вакансии включают вакансии, связанные с чистыми изменениями в занятости и чистыми заменами.См. Таблицу 1.10 Разделение и вакансии по специальностям, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. учреждение и не может гарантировать работу или заработную плату.
44) Для ремонтников кузовов автомобилей и связанных с ними ремонтов Бюро статистики труда США прогнозирует в среднем 13 600 вакансий в год в период с 2019 по 2029 год. Вакансии включают вакансии, связанные с чистыми изменениями в занятости и чистыми замещениями. См. Таблицу 1.10. Разделения и вакансии по профессиям, прогноз на 2019–29 гг., U.S. Bureau of Labor Statistics, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату.
45) Для операторов компьютерных инструментов с числовым программным управлением Бюро статистики труда США прогнозирует в среднем 11 800 вакансий в год в период с 2019 по 2029 год. Открытые вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. Видеть Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. UTI — образовательное учреждение. и не может гарантировать работу или зарплату.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков к 2029 году составит 728 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www.bls. gov, просмотрено 3 июня 2021 г.ИМП является учебным заведением и не может гарантировать работу или заработную плату.
48) Бюро статистики труда США прогнозирует, что общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2029 году составит 290 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www. .bls.gov, просмотрено 3 июня 2021 г. UTI является учебным заведением и не может гарантировать работу или заработную плату.
49) У.S. Бюро статистики труда прогнозирует, что к 2029 году общая численность занятых в сфере автомобильного кузова и связанных с ним ремонтов составит 159 900 человек. См. Таблицу 1.2. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2029 году составит 452 500 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
51) Бюро статистики труда США прогнозирует, что общая численность занятых в стране операторов компьютерных инструментов с числовым программным управлением к 2029 году составит 141 700 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является учебным заведением и не может гарантировать работу или заработную плату.
52) Бюро статистики труда США прогнозирует, что среднегодовое количество вакансий по стране в каждой из следующих профессий в период с 2019 по 2029 год составит: Техники и механики автомобильного сервиса, 61 700; Механика автобусов и грузовиков и дизельный двигатель Специалисты — 24 500 человек; и сварщики, резаки, паяльщики и паяльщики — 43 400 человек. Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением.См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2019–29 годы, Бюро США. статистики труда, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Советы и инструкции по технике безопасности при сварке на 2020 год
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета приблизительно 6700 человек были трудоустроены в течение одного года после даты выпуска, что составляет в общей сложности 84%. В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента.В ставку включены выпускники, прошедшие специализированные программы повышения квалификации, а также работающие на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрении работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI. Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие в программе, на всех кампусах. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые сдают факультативные программы NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата техников и механиков в области автомобильного сервиса в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, инспектор по смогу и менеджер по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве. Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Согласно оценке Министерства труда США, почасовой заработок квалифицированных автомобильных техников в Северной Каролине составляет в среднем 50% почасовой оплаты труда, опубликованный в мае 2021 года, и составляет 20 долларов.59. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г. 2 июня 2021 г.)
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и брейзеров в Бюро трудовой статистики США по занятости и заработной плате, май 2020 г.UTI является образовательным учреждением и не может гарантировать работу или заработную плату. ИМП достижения выпускников могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Начальный уровень зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например сертифицированный инспектор и контроль качества.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве сварщиков, резчиков, паяльщиков и брейзеров в штате Массачусетс (51-4121) составляет от 34 399 до 48 009 долларов (данные по Массачусетсу, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Департамент США Согласно опубликованной в мае 2021 года оценке почасовой оплаты труда квалифицированных сварщиков в Северной Каролине в размере 50% почасовой оплаты труда, она составляет 20 долларов.28. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине — 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения квалификационной программы предварительных требований. 18 недель плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по ремонту автомобилей и связанных с ними ремонтных работ в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 года. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Выпускников ИТИ достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже.Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс составляет от 30 765 до 34 075 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Департамент США Оценка рабочей силы из средних 50% почасовой заработной платы квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованная в мае 2021 года, составляет 23,40 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляет 17,94 доллара и 13,99 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Специалисты по ремонту кузовов и связанных с ними автомобилей, просмотрены 2 июня 2021 г.)
29) Расчетная годовая средняя зарплата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI — образовательный учреждение и не может гарантировать трудоустройство или зарплата. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработная плата.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и Специалисты по дизельным двигателям (49-3031) в Содружестве Массачусетса составляет от 34 323 до 70 713 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 23,20 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Автобусы и грузовики и специалистов по дизельным двигателям, дата просмотра 2 июня 2021 г.)
30) Расчетная годовая средняя заработная плата механиков мотоциклов в Профессиональной занятости и заработной плате Бюро статистики труда США, май 2020 г. MMI является образовательным учреждением и не может гарантировать трудоустройство или зарплату . Достижения выпускников ММИ может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс). Рабочая сила и развитие трудовых ресурсов, данные за май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую оплату средние 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованные в мае 2021 года, составляют 15,94 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Motorcycle Mechanics, просмотрено 2 июня 2021 года.)
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года. MMI является образовательным учреждением и не может гарантировать трудоустройство или зарплата. Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, такие как обслуживание оборудования, инспектор и помощник по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружество Массачусетса стоит от 30 740 до 41 331 долларов США (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Согласно оценке Министерства труда США, почасовой заработок квалифицированного морского техника в Северной Каролине в размере 50% почасовой оплаты труда, опубликованный в мае 2021 года, составляет 18,61 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляет 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Механики моторных лодок и техники по обслуживанию, просмотр в июне 2, 2021.)
33) Курсы различаются в зависимости от кампуса. Для получения подробной информации свяжитесь с представителем программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут быть разными.Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей.Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Северная Каролина Информация о зарплате: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованную в мае 2021 года, и составляет 20 долларов.24. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г., Операторы компьютерных инструментов с числовым программным управлением, просмотрено 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость в каждой из следующих профессий составит: Техники и механики автомобильного сервиса — 728 800; Сварщики, резаки, паяльщики и паяльщики — 452 500 человек; Автобусы и грузовики и специалисты по дизельным двигателям — 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 159 900; и операторы инструментов с ЧПУ, 141 700.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
39) Повышение квалификации доступно выпускникам только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.По прогнозам Бюро статистики труда, в период с 2019 по 2029 год в среднем будет открываться 61 700 рабочих мест в год. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Разделение и вакансии по специальностям, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. учреждение и не может гарантировать работу или заработную плату.
42) Для сварщиков, резчиков, паяльщиков и паяльщиков Бюро статистики труда США прогнозирует в среднем 43 400 вакансий в год в период с 2019 по 2029 год.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогноз на 2019–29 гг., Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям Бюро статистики труда США прогнозирует в среднем 24 500 вакансий в год в период с 2019 по 2029 годы. Вакансии включают вакансии, связанные с чистыми изменениями в занятости и чистыми заменами.См. Таблицу 1.10 Разделение и вакансии по специальностям, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. учреждение и не может гарантировать работу или заработную плату.
44) Для ремонтников кузовов автомобилей и связанных с ними ремонтов Бюро статистики труда США прогнозирует в среднем 13 600 вакансий в год в период с 2019 по 2029 год. Вакансии включают вакансии, связанные с чистыми изменениями в занятости и чистыми замещениями. См. Таблицу 1.10. Разделения и вакансии по профессиям, прогноз на 2019–29 гг., U.S. Bureau of Labor Statistics, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату.
45) Для операторов компьютерных инструментов с числовым программным управлением Бюро статистики труда США прогнозирует в среднем 11 800 вакансий в год в период с 2019 по 2029 год. Открытые вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. Видеть Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. UTI — образовательное учреждение. и не может гарантировать работу или зарплату.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков к 2029 году составит 728 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www.bls. gov, просмотрено 3 июня 2021 г.ИМП является учебным заведением и не может гарантировать работу или заработную плату.
48) Бюро статистики труда США прогнозирует, что общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2029 году составит 290 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www. .bls.gov, просмотрено 3 июня 2021 г. UTI является учебным заведением и не может гарантировать работу или заработную плату.
49) У.S. Бюро статистики труда прогнозирует, что к 2029 году общая численность занятых в сфере автомобильного кузова и связанных с ним ремонтов составит 159 900 человек. См. Таблицу 1.2. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2029 году составит 452 500 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
51) Бюро статистики труда США прогнозирует, что общая численность занятых в стране операторов компьютерных инструментов с числовым программным управлением к 2029 году составит 141 700 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является учебным заведением и не может гарантировать работу или заработную плату.
52) Бюро статистики труда США прогнозирует, что среднегодовое количество вакансий по стране в каждой из следующих профессий в период с 2019 по 2029 год составит: Техники и механики автомобильного сервиса, 61 700; Механика автобусов и грузовиков и дизельный двигатель Специалисты — 24 500 человек; и сварщики, резаки, паяльщики и паяльщики — 43 400 человек. Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением.См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2019–29 годы, Бюро США. статистики труда, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
10 лучших бизнес-идей в области сварки и производства для получения прибыли
0Последнее обновление
Возможностей, доступных для потенциальных предприятий по сварке и производству, очень много, поэтому мы выбрали 10 лучших идей для начала успешного бизнеса с целью получения прибыли.
Хотя почти любая идея, которую вы выберете, может быть прибыльной, если вы определили свою идею сварки с помощью правильного бизнес-плана сварки (прочтите нашу статью Как начать прибыльный сварочный бизнес и добиться успеха), существуют конкретные идеи, которые по своей природе более прибыльны. чем другие. Эти характеристики сварочных идей приносят наибольшую прибыль:
- Ваша идея может продаваться по более высокой цене, поскольку ваша компания занимается исключительно этой специализированной работой
- Вы можете эффективно производить продукт в больших масштабах
- Ваша услуга или продукт уникальны, и их сложно найти
- Ваши клиенты отчаянно нуждаются в вашей конкретной услуге или продукте
- Ваш продукт или услуга обширны, и вы предлагаете их дорогостоящим клиентам, включая успешные компании и богатых людей
- У вашей службы низкие накладные расходы
Эти бизнес-идеи не нумеруются, но это 10 отличных идей, которые можно использовать для получения успешной прибыли.
10 бизнес-идей по производству и сварке для получения прибыли:
1. Мобильный сварочный аппарат
Изображение предоставлено: Муйгочо, Викимедиа
Мобильная мастерская — отличная идея для малого бизнеса. Для многих клиентов желательно не только, чтобы вы приходили к ним, но и очень низкие накладные расходы без необходимости в большой мастерской. Вы можете начать с малого и со временем превратить его в более крупную компанию или поддерживать небольшую бригаду с одним или двумя работающими мобильными подразделениями.
Многие люди, выбравшие этот путь для своего бизнеса, до сих пор имеют небольшую мастерскую для хранения и лишнюю работу, которую необходимо выполнять за пределами предприятия. Тем не менее, этот вариант по-прежнему снижает затраты, поскольку большая часть работы выполняется на объекте.
Эта идея также дает возможность отличным сотрудникам, поскольку на эти должности обычно претендуют целеустремленные, квалифицированные сварщики.
2. Специалист по сварке в условиях повышенного риска
Эта идея может включать любую опасную работу, такую как сварка в замкнутом пространстве, работа над проектами на высоте, сварка опасных веществ и другие работы в опасных местах.Это не тот вид бизнеса, в который вы бросаетесь в одночасье, но, если действовать осторожно, это очень прибыльный вариант.
Просто из-за характера работы производительность исключительно высока. Часто работа, которую необходимо выполнить, минимальна. Для этого требуются только соответствующие знания и особая осторожность при наличии комплексных систем, позволяющих свести к минимуму риск.
Вы можете стать обычным специалистом по сварке с повышенным риском и браться за все и вся.Для этого потребуется гораздо больше обучения и подготовки для вас и вашего персонала, но это даст больше возможностей для работы. Вы также можете специализироваться в одной области повышенного риска и направить навыки команды на более умелое решение этой одной области. Оба варианта отлично подходят для успешного ведения бизнеса.
3. Производство тяжелой нержавеющей стали
Этот тип изготовления, как правило, предназначен для клиентов с высокими билетами. Это требует гораздо больших затрат, но окупаемость значительно выше, чем от большинства других производственных работ.
Опять же, этот бизнес нельзя начинать в короткие сроки, если у вас нет большого бюджета. Однако при некоторой преданности отрасли и талантливой команде вместе с вами изготовление тяжелых изделий из нержавеющей стали может стать отличным бизнесом для получения прибыльной прибыли.
4. Сварка алюминия
Не хватает сварщиков алюминия. Это более специализированная область, но здесь требуется огромное количество сварочных работ. Так же легко открыть бизнес в этой отрасли.Поэтому открытие цеха по сварке только алюминия — отличный вариант. Это позволяет вам взимать более высокие ставки, чем в обычном производственном цехе, с аналогичными затратами на установку и требуемую работу, но при этом принося высокую прибыль.
Вы также можете откачивать алюминиевые лодки сбоку, которые хорошо продаются за объем работы, необходимой для их изготовления. Независимо от того, сосредоточитесь ли вы на снарядах или готовых лодках, оба варианта будут прибыльными. Однако обратите внимание, что перед продажей лодок стоит обратиться за юридической консультацией, поскольку существуют законы, регулирующие их стандарты безопасности на воде.Тем не менее, это отличная бизнес-идея в области сварки и производства, приносящая прибыль.
5. Производство тяжелых грузовых прицепов
Производство грузовых прицепов — отличный вариант. Это может быть полный прицеп или только деки и кузова прицепа; любой вариант высокодоходен. Если вы сосредоточитесь на одной конкретной части, например, на кузове прицепа, это приведет к наиболее эффективному процессу. Вы можете выпустить большее количество трейлеров с лучшим качеством, чем это может сделать смешанная компания.
Когда бизнес становится достаточно большим, может быть выгодно создавать совершенно новые подразделения, которые выполняют другую работу. Разделение между ними помогает сосредоточить каждый раздел на оптимизации конкретных задач, которым они посвящены.
Опять же, помните о юридических аспектах этой области, поскольку она относится к транспортной отрасли. Большинство сварочных работ на транспорте или в судостроении требует правовой защиты, чтобы избежать судебного преследования или штрафов.
6. Изготовление стальных конструкций
Изображение предоставлено: М. Дж. Ричардсон, География
Эта идея прекрасна, потому что для строительных проектов требуется огромное количество металлоконструкций.Вы можете подобрать здоровенные проекты, которые можно быстро реализовать с помощью правильных систем.
Для эффективного перемещения тяжелых стальных листов на оборудование требуются небольшие затраты, но зато имеется большая норма прибыли для покрытия начальных затрат. Если у вас есть такое оборудование, как вилочные погрузчики, портальные и роликовые системы, то для поддержания бизнеса в рабочем состоянии потребуется очень мало дополнительных расходов, кроме регулярного технического обслуживания машины.
7. Столярные изделия из алюминия
Производство столярных изделий из алюминия огромно.Большинство новых домов, а также отремонтированные дома нуждаются в алюминиевых столярных изделиях, наряду с коммерческим сектором. Это обеспечивает огромный рынок, к которому вы можете подключиться. Скорее всего, в вашей конкретной области будет большая конкуренция, но если вы настроены преуспеть в каждой области своей конкретной работы, вам не составит труда захватить большую часть рынка.
Как только вы начнете получать больше работы, вы можете создать процесс для эффективного производства столярных изделий, чтобы выкачать гораздо больший объем. Производительность алюминиевых столярных изделий может быть феноменальной из-за того, насколько легко с этим материалом работать.
8. Служба пробойной сварки
Этот тип услуг отлично подходит для получения прибыли из-за отчаянного состояния ваших клиентов. Если кому-то что-то понадобится сейчас, будь то в воскресенье днем или в три часа ночи, он заплатит все, что необходимо, чтобы починить это.
Не забудьте доставить его любезно. Никто в отчаянном состоянии не любит грубого обслуживания, и они быстро найдут кого-нибудь другого. Взимайте желаемую плату за работу, но делайте все возможное для клиентов, и у вас будет постоянный приток работы.
Подрядчикам с плотными проектами, использующим экскаваторы или землеройные машины, часто требуется сварка в спешке, чтобы уложиться в сроки. Они с радостью заплатят вашу текущую ставку, так как обычно у них есть большой бюджет на эти случаи.
9. Служба подводной сварки
Подводная сварка является одновременно специализированной и опасной, что делает ее очень прибыльной. Создание бизнеса с командой сварщиков-дайверов — отличный вариант. Однако это не самая легкая для освоения область, и иногда работы может быть мало.
Но если вы увлечены дайвингом и полны решимости заставить его работать, то, если вы эффективно создадите бизнес с помощью этой услуги, у вас может быть значительный запас на успех.
10. Дизайнер необычных ворот
Ворота являются стандартной частью многих домов, и их можно недорого купить в большом количестве магазинов или мастерских. Однако, если вы зарекомендуете себя в качестве модного дизайнера ворот для богатых людей, которые хотят поставить свою отметку на своей собственности, чтобы ее могли видеть прибывающие гости, цена, которую вы можете взимать за свои ворота, может быть увеличена.
Обязательно продвигайте себя соответствующим образом. Если вы тратите половину своего времени на изготовление недорогих ворот, держите эту сторону бизнеса отдельно от своих модных ворот. Ваши клиенты увидят, что у вас есть специальный раздел, посвященный декоративным воротам, поэтому они доверят вам свои драгоценные проекты.
Наличие вариантов дизайна для клиентов поможет вам на этом рынке. У некоторых людей может не быть собственного дизайнера, и они захотят, чтобы вы воплотили в жизнь то, что у них на уме, на бумаге или компьютере, прежде чем взять вас на работу.
При закрытии
Мы надеемся, что вы вдохновились этими прекрасными бизнес-идеями в области сварки, которые могут принести огромную прибыль. Мы надеемся, что вы постараетесь создать их с помощью нашего бесплатного успешного бизнес-плана , , который поможет им не только хорошо начать, но и постоянно процветать.
Мы работаем над созданием записи в блоге, часть 2, где мы поговорим о подносах для телевизоров, подставках для аквариумов и многом другом. Будьте на связи!
Пожалуйста, оставьте нам свои комментарии или вопросы ниже.Мы были бы рады получить известия от вас.
Изображение заголовка предоставлено: старший летчик Стефани Моррис, база ВВС Майнот
Может ли эта программа «Сделай сам» отправить астронавта в космос?
Это было одно из самых красивых зрелищ, которые я когда-либо видел: наша самодельная ракета, спускающаяся с неба, замедленная бело-оранжевым парашютом, над которой я работал в течение многих ночей за обеденным столом. Ракета Nexø II высотой 6,7 метра оснащалась двухкомпонентным двигателем, разработанным и изготовленным командой Copenhagen Suborbitals.Двигатель смешал этанол и жидкий кислород, чтобы создать тягу в 5 килоньютон, и ракета взлетела на высоту 6500 метров. Что еще более важно, он вернулся в целости и сохранности.
Эта успешная миссия в августе 2018 года стала огромным шагом к нашей цели — отправить астронавта-любителя на край космоса на борту одной из наших самодельных ракет. Сейчас мы строим Ракета Spica для выполнения этой миссии, и мы надеемся запустить ракету с экипажем примерно через 10 лет.
Copenhagen Suborbitals — единственная в мире краудсорсинговая программа космических полетов с экипажем, финансируемая на сумму почти 100 000 долларов США в год сотнями людей. щедрые доноры по всему миру.В нашем проекте работает разношерстная команда волонтеров, которые выполняют самые разные повседневные работы. У нас много инженеров, а также такие люди, как я, менеджер по ценообразованию, увлекающийся прыжками с парашютом. Я также являюсь одним из трех кандидатов на должность космонавта.
Мы живем в новую эру космических полетов: национальные космические агентства больше не единственная игра в городе, и космос становится более доступным. Ракеты, построенные коммерческими игроками, такими как Blue Origin выводит на орбиту частных лиц.Тем не менее, Blue Origin, SpaceX и Virgin Galactic поддерживаются миллиардерами с огромными ресурсами, и все они выразили намерение продавать полеты на сотни тысяч и миллионы долларов. У Copenhagen Suborbitals совсем другое видение. Мы считаем, что космические полеты должны быть доступны всем, кто желает потратить время и силы.
Copenhagen Suborbitals была основана в 2008 году инженером-самоучкой и космическим архитектором, ранее работавшим в НАСА.С самого начала миссия была ясна: полет с экипажем в космос. Оба основателя покинули организацию в 2014 году, но к тому времени у проекта было около 50 волонтеров и большой импульс.
Группа взяла за основу принцип, что проблемы, связанные с созданием космического корабля с экипажем по дешевке, являются инженерными проблемами, которые могут быть решены, по отдельности, прилежной командой умных и преданных делу людей. Когда люди спрашивают меня, почему мы это делаем, я иногда отвечаю: «Потому что мы можем.»
Добровольцы используют баллон с аргоном [слева], чтобы заполнить трубу, в которой элементы двигателя сплавлены вместе. Команда недавно изготовила топливный бак для ракеты Spica [справа] в своей мастерской.
Наша цель — достичь линии Кармана, которая определяет границу между атмосферой Земли и космическим пространством, на высоте 100 километров над уровнем моря. Космонавт, достигший такой высоты, после выключения двигателей получит несколько минут тишины и невесомости и насладится захватывающим видом.Но это будет нелегкая поездка. Во время спуска капсула будет испытывать внешнюю температуру 400 ° C и g с силой 3,5, поскольку она несется по воздуху со скоростью до 3500 километров в час.
Я присоединился к группе в 2011 году, после того, как организация уже переехала из производственного помещения на списанном пароме в ангар недалеко от набережной Копенгагена. Ранее в том же году я наблюдал за первым запуском Copenhagen Suborbital, в котором ракета HEAT-1X взлетела с мобильной стартовой платформы в Балтийском море, но, к сожалению, совершила аварийную посадку в океане, когда большинство ее парашютов не раскрылось.Я принес в организацию некоторые базовые знания о спортивных парашютах, полученные за годы прыжков с парашютом, которые, как я надеялся, превратятся в полезные навыки.
Следующая веха для команды наступила в 2013 году, когда мы успешно запустили ракету Sapphire, нашу первую ракету с системами наведения и навигации. Его навигационный компьютер использовал 3-осевой акселерометр и 3-осевой гироскоп, чтобы отслеживать его местоположение, а его система управления тягой удерживала ракету на правильной траектории, перемещая четыре установленных на сервоприводе медных реактивных лопасти, которые были вставлены в выхлопную трубу. сборка.
Мы считаем, что космические полеты должны быть доступны для всех, кто хочет потратить время и силы.
Ракеты HEAT-1X и Sapphire были заправлены комбинацией твердого полиуретана и жидкого кислорода. Мы стремились разработать двухкомпонентный ракетный двигатель, который смешивал бы жидкий этанол и жидкий кислород, потому что такие жидкостные двигатели одновременно эффективны и мощны. Ракета HEAT-2X, запуск которой запланирован на конец 2014 года, должна была продемонстрировать эту технологию.К сожалению, его двигатель загорелся буквально во время статических испытаний за несколько недель до запланированного запуска. Этот тест должен был быть контролируемым 90-секундным прожигом; вместо этого из-за ошибки сварки большая часть этанола хлынула в камеру сгорания всего за несколько секунд, что привело к сильному пожару. Я стоял в нескольких сотнях метров от меня и даже с такого расстояния чувствовал жар на лице.
Двигатель ракеты HEAT-2X был выведен из строя, и миссия была отменена.Хотя это было большим разочарованием, мы извлекли ценные уроки. До этого мы основывали наши проекты на наших существующих возможностях — инструментах в нашей мастерской и людях, участвующих в проекте. Провал заставил нас сделать шаг назад и подумать, какие новые технологии и навыки нам необходимо освоить для достижения нашей конечной цели. Это переосмысление привело нас к разработке относительно небольших ракет Nexø I и Nexø II для демонстрации ключевых технологий, таких как парашютная система, двухкомпонентный двигатель и узел регулирования давления для резервуаров.
Для запуска Nexø II в августе 2018 года наша стартовая площадка находилась в 30 км к востоку от Борнхольма, самого восточного острова Дании, в части Балтийского моря, используемой датским флотом для военных учений. Мы покинули гавань Борнхольма Нексё в час ночи, чтобы добраться до обозначенного участка океана как раз к запуску в 9 часов утра, время, утвержденное шведской службой управления воздушным движением. (Пока наши лодки находились в международных водах, Швеция осуществляет надзор за воздушным пространством над этой частью Балтийского моря.) Многие члены нашей команды провели весь предыдущий день, проверяя различные системы ракеты, и не спали перед запуском.Мы пили кофе.
Когда Nexø II взлетел, аккуратно отделившись от стартовой башни, мы все обрадовались. Ракета продолжала двигаться по траектории, сбрасывая носовой обтекатель, когда достигла апогея в 6500 метров, и все это время отправляла телеметрические данные обратно на наш корабль управления полетами. Когда он начал снижаться, он сначала развернул свой баллют, похожий на воздушный шар парашют, используемый для стабилизации космического корабля на больших высотах, а затем развернул основной парашют, который мягко опустил его к океанским волнам.
В 2018 году ракета Nexø II успешно стартовала [слева] и благополучно вернулась в Балтийское море [справа].
Запуск на шаг приблизил нас к освоению логистики запуска и посадки в море. Для этого запуска мы также проверяли нашу способность предсказывать траекторию ракеты. Я создал модель, которая оценила приводнение в 4,2 км к востоку от стартовой платформы; он фактически приземлился в 4,0 км к востоку. Эта управляемая посадка на воду — наша первая под полностью надутым парашютом — была для нас важным подтверждением концепции, поскольку мягкая посадка является абсолютным императивом для любой миссии с экипажем.
В апреле этого года команда провела статические испытания двигателя на своих новых топливных форсунках. Карстен Олсен
Двигатель Nexø II, который мы назвали BPM5, был одним из немногих компонентов, которые мы полностью не обработали в нашей мастерской; датская компания производила самые сложные детали двигателя. Но когда эти детали прибыли в нашу мастерскую незадолго до даты запуска, мы поняли, что выхлопное сопло немного деформировано. У нас не было времени заказать новую деталь, поэтому один из наших добровольцев, Джейкоб Ларсен, придал ей форму кувалдой.Двигатель выглядел некрасиво — мы прозвали его Franken-Engine — но он работал. С момента полета Nexø II мы более 30 раз запускали этот двигатель в испытаниях, иногда выходя за рамки проектных ограничений, но мы еще не заглушили его.
15-минутная поездка астронавта Spica к звездам станет результатом более чем двух десятилетий работы.
Эта миссия также продемонстрировала нашу новую систему регулирования динамического давления (DPR), которая помогла нам контролировать поток топлива в камеру сгорания.В Nexø I использовалась более простая система, называемая продувкой под давлением, в которой топливные баки на одну треть были заполнены сжатым газом для подачи жидкого топлива в камеру. В DPR резервуары заполнены топливом до отказа и соединены набором регулирующих клапанов с отдельным резервуаром газообразного гелия под высоким давлением. Эта установка позволяет нам регулировать количество газообразного гелия, поступающего в баки, чтобы протолкнуть топливо в камеру сгорания, что позволяет нам программировать разное количество тяги в разных точках во время полета ракеты.
Миссия Nexø II в 2018 году доказала, что наш дизайн и технологии в основе своей являются надежными. Пришло время начать работу над оценкой людей Ракета Spica.
Copenhagen Suborbitals надеется отправить астронавта в воздух на своей ракете Spica примерно через десять лет. Каспар Стэнли
Ракета Spica с капсулой экипажа будет иметь высоту 13 метров и полную стартовую массу 4000 кг, из которых 2600 кг будет топливом.Это будет со значительным отрывом самая большая ракета, когда-либо построенная любителями.
Ракета Spica будет использовать двигатель BPM100, который команда в настоящее время производит. Томас Педерсен
Его двигатель, 100 кН BPM100 использует технологии, которые мы освоили для BPM5, с некоторыми улучшениями. Как и в предыдущей конструкции, в нем используется регенеративное охлаждение, при котором часть топлива проходит через каналы вокруг камеры сгорания, чтобы ограничить температуру двигателя.Чтобы протолкнуть топливо в камеру, он использует комбинацию простого метода сброса давления на первом этапе полета и системы DPR, которая дает нам более точный контроль над тягой ракеты. Детали двигателя будут изготовлены из нержавеющей стали, и мы надеемся сделать большинство из них самостоятельно из листового проката. Самая сложная часть, секция «горловины» с двойным изгибом, которая соединяет камеру сгорания с выхлопным соплом, требует машинного оборудования с компьютерным управлением, которого у нас нет. К счастью, у нас есть хорошие отраслевые контакты, которые могут помочь.
Одним из основных изменений стал переход от топливной форсунки Nexø II в стиле душевой лейки к коаксиальной вихревой топливной форсунке. В форсунке для душа было около 200 очень маленьких топливных каналов. Его было сложно изготовить, потому что если что-то пошло не так, когда мы делали один из этих каналов — скажем, сверло застревает — нам приходилось все выбросить. В инжекторе с коаксиальным вихревым движением жидкое топливо поступает в камеру в виде двух вращающихся жидких слоев, и когда листы сталкиваются, они распыляются, чтобы создать топливо, которое воспламеняется.В нашем вихревом инжекторе используется около 150 вихревых элементов, которые собраны в одну конструкцию. Эта модульная конструкция должна быть проще в изготовлении и тестировании для обеспечения качества.
Двигатель BPM100 заменит старую топливную форсунку типа «душевая лейка» [справа] на коаксиально-вихревую форсунку [слева], которую будет проще производить. Томас Педерсен
В апреле этого года мы провели статические испытания форсунок нескольких типов. Сначала мы провели испытание хорошо изученного инжектора для душевой лейки, чтобы установить базовый уровень, затем протестировали латунные вихревые инжекторы, изготовленные традиционным фрезерованием, а также стальные вихревые инжекторы, изготовленные с помощью 3D-печати.В целом мы остались довольны работой обоих вихревых форсунок, и мы все еще анализируем данные, чтобы определить, какая из них работает лучше. Тем не менее, мы видели некоторые нестабильность горения, а именно некоторые колебания пламени между форсункой и горловиной двигателя, потенциально опасное явление. У нас есть хорошее представление о причине этих колебаний, и мы уверены, что несколько изменений дизайна могут решить эту проблему.
Доброволец Якоб Ларсен держит латунную топливную форсунку, которая хорошо зарекомендовала себя при испытании двигателя в 2021 году. Карстен Олсен
Вскоре мы приступим к созданию полномасштабного двигателя BPM100, который в конечном итоге будет включать новую систему наведения для ракеты. У наших предыдущих ракет в выхлопных соплах двигателей были металлические лопатки, которые мы перемещали, чтобы изменить угол тяги. Но эти лопатки создавали лобовое сопротивление в выхлопном потоке и снижали эффективную тягу примерно на 10 процентов. В новом дизайне есть карданы, которые поворачивают весь двигатель вперед и назад для управления вектором тяги.В качестве дополнительной поддержки нашей уверенности в том, что сложные инженерные проблемы могут быть решены умными и преданными своему делу людьми, наша подвесная система была разработана и протестирована 21-летним студентом из Нидерландов по имени Джоп Нийенхейс, который использовал конструкцию карданного подвеса в качестве своей диссертации. проект (за который получил высшую оценку).
Мы используем те же компьютеры наведения, навигации и управления (GNC), которые мы использовали в ракетах Nexø. Одна из новых проблем — капсула экипажа; как только капсула отделится от ракеты, нам придется управлять каждой частью самостоятельно, чтобы вернуть их обе на Землю в желаемой ориентации.Когда происходит разделение, компьютеры GNC для двух компонентов должны понимать, что параметры оптимального полета изменились. Но с точки зрения программного обеспечения это незначительная проблема по сравнению с теми, которые мы уже решили.
Бьянка Диана работает на дроне, который она использует для тестирования новой системы наведения для ракеты Spica. Карстен Олсен
Моя специальность — парашютный дизайн. Я работал над баллютом, который надувается на высоте 70 км, чтобы замедлить пилотируемую капсулу во время высокоскоростного начального спуска, и основных парашютах, которые надуваются, когда капсула находится на высоте 4 км над уровнем океана.Мы протестировали оба типа, заставив парашютистов выпрыгивать из самолетов с парашютами, последний раз в прыжке с парашютом. Тест баллута 2019 года. Пандемия вынудила нас приостановить испытания парашютов, но вскоре мы должны возобновить их.
Для парашюта, который будет разворачиваться из ракеты-носителя Spica, команда провела испытания небольшого прототипа ленточного парашюта. Мэдс Стенфатт
Что касается тормозного парашюта, который будет разворачиваться из ракеты-носителя, мой первый прототип был основан на конструкции под названием Supersonic X, которая представляет собой парашют, который чем-то похож на летающий лук, и его очень легко сделать.Однако я неохотно перешел на ленточные парашюты, которые были более тщательно протестированы в условиях высоких нагрузок и оказались более устойчивыми и надежными. Я говорю «неохотно», потому что знал, сколько работы потребуется, чтобы собрать такое устройство. Сначала я сделал парашют диаметром 1,24 метра, у которого было 27 лент, проходящих через 12 панелей, каждая из которых прикреплена в трех местах. Итак, на этом маленьком прототипе мне пришлось сшить 972 соединения. Полноценная версия будет иметь 7920 точек подключения. Я пытаюсь непредвзято относиться к этой проблеме, но я также не буду возражать, если дальнейшие испытания покажут, что дизайн Supersonic X достаточен для наших целей.
Мы протестировали две капсулы экипажа в прошлых миссиях: Tycho Brahe в 2011 году и Tycho Deep Space в 2012 году. Капсула экипажа Spica следующего поколения не будет просторной, но она будет достаточно большой, чтобы вместить одинокий космонавт, который будет сидеть в течение 15 минут полета (и в течение двух часов предполетных проверок). Первый космический корабль, который мы строим, представляет собой тяжелую стальную «шаблонную» капсулу, базовый прототип, который мы используем для разработки практической схемы и конструкции.Мы также будем использовать эту модель для проверки конструкции люка, общей устойчивости к давлению и вакууму, а также аэродинамики и гидродинамики формы, поскольку мы хотим, чтобы капсула упала в море с минимальным ударом для космонавта внутри. Как только мы будем довольны стандартным дизайном, мы сделаем облегченную летную версию.
Copenhagen Suborbitals в настоящее время имеет трех кандидатов в космонавты для своего первого полета: слева направо, Мэдс Стенфатт, Анна Олсен и Карстен Олсен. Мэдс Стенфатт
Три члена команды Copenhagen Suborbitals в настоящее время являются кандидатами на пост астронавтов в нашей первой миссии с экипажем — я, Карстен Олсен и его дочь Анна Олсен.Мы все понимаем и принимаем риски, связанные с полетом в космос на самодельной ракете. В наших повседневных операциях мы, кандидаты в космонавты, не получаем никакого специального лечения или подготовки. Наша единственная дополнительная обязанность до сих пор заключалась в том, чтобы сидеть в кресле экипажа, чтобы проверить ее размеры. Поскольку до нашего первого полета с экипажем еще десять лет, список кандидатов вполне может измениться. Что касается меня, я считаю, что просто участвовать в миссии и помогать в создании ракеты, которая доставит первого астронавта-любителя в космос, заслуживает большой славы.Стану я этим космонавтом или нет, я всегда буду гордиться нашими достижениями.
Астронавт отправится в космос внутри небольшой капсулы экипажа на ракете Spica. Космонавт останется сидеть в течение 15-минутного полета (и для 2-часовой полетной проверки ранее). Карстен Брандт
Люди могут задаться вопросом, как мы проживаем скудный бюджет, составляющий около 100 000 долларов в год, особенно когда они узнают, что половина нашего дохода идет на оплату аренды нашей мастерской.Мы сокращаем расходы, покупая как можно больше стандартных готовых деталей, а когда нам нужны нестандартные конструкции, нам повезло работать с компаниями, которые предоставляют нам щедрые скидки для поддержки нашего проекта. Мы запускаем из международных вод, поэтому нам не нужно платить за пусковую установку. Когда мы едем на Борнхольм для запуска катеров, каждый волонтер оплачивает свою работу, и мы остаемся в спортивном клубе недалеко от гавани, спим на циновках на полу и принимаем душ в раздевалках. Иногда я шучу, что наш бюджет составляет примерно одну десятую того, что НАСА тратит на кофе.Тем не менее, этого вполне может быть достаточно для выполнения работы.
Мы планировали впервые запустить Spica летом 2021 года, но наш график был отложен из-за пандемии COVID-19, из-за которой наш семинар был закрыт на много месяцев. Теперь мы надеемся на испытательный пуск летом 2022 года, когда условия на Балтийском море будут относительно спокойными. Для этого предварительного испытания Spica мы заполним топливные баки только частично и будем стремиться отправить ракету на высоту от 30 до 50 км.
Если этот полет будет успешным, в следующем испытании Spica увезет больше топлива и взлетит выше.Если рейс 2022 года не состоится, мы выясним, что пошло не так, устраним проблемы и попробуем еще раз. Примечательно думать, что возможная 15-минутная поездка астронавта Spica к звездам станет результатом более чем двух десятилетий работы. Но мы знаем свои Сторонники отсчитывают время до исторического дня, когда астронавт-любитель заберется на борт самодельной ракеты и помашет Земле на прощание, готовый совершить гигантский скачок в самодельном стиле.
Эта статья появится в печатном выпуске за декабрь 2021 года как «Первый космонавт, финансируемый за счет средств краудфандинга.«
Парашютист, который шьет
Мадс Стенфатт сначала связался с Copenhagen Suborbitals с конструктивной критикой. В 2011 году, просматривая фотографии последнего запуска ракеты, сделанной самодельными ракетчиками, он заметил камеру, установленную рядом с парашютным аппаратом. Стенфатт отправил электронное письмо, в котором подробно описал свою озабоченность, а именно, что стропы парашюта могут легко запутаться вокруг камеры. «По сути, я получил ответ:« Если у тебя получится лучше, присоединяйся к нам и сделай это сам », — вспоминает он.Так он стал волонтером единственной в мире программы космических полетов с экипажем, финансируемой за счет краудфандинга.
Как парашютист-любитель, Стенфатт знал основы механики упаковки и развертывания парашюта. Он начал помогать Copenhagen Suborbitals в разработке и упаковке парашютов, а через несколько лет он также взял на себя работу по пошиву парашютов. Раньше он никогда не пользовался швейной машиной, но быстро учился по ночам и в выходные за своим обеденным столом.
Одним из его любимых проектов была разработка высотного парашюта для ракеты Nexø II, запущенной в 2018 году.Работая над прототипом и ломая голову над дизайном воздухозаборников, он обнаружил, что на датском швейном веб-сайте просматривает компоненты бюстгальтера. Он решил использовать косточки бюстгальтера, чтобы сделать воздухозаборники более жесткими и держать их открытыми, что сработало довольно хорошо. Хотя в конечном итоге он пошел в другом направлении дизайна, этот эпизод является классическим примером духа Copenhagen Suborbitals: черпайте вдохновение и ресурсы, где бы вы их ни находили, чтобы выполнить свою работу.
Сегодня Стенфатт является ведущим конструктором парашютов, частым докладчиком и кандидатом в космонавты.Он также продолжает прыгать с парашютом в свободное время, совершив сотни прыжков на свое имя. Имея достаточный опыт масштабирования по небу, ему очень любопытно, каково было бы двигаться в другом направлении.
Статьи с вашего сайта
Статьи по теме в Интернете
Как сделать систему шкивов для подъема тяжелых предметов
Как сделать систему шкивов для подъема тяжелых предметов
как сделать систему шкивов для подъема тяжелых предметов. Когда пользователь тянет веревку вниз, шкив поднимает вес вверх.Шкивы… Программа: составьте простую программу, которая будет поднимать и опускать крановую колонну. Закрывать. Штатив, сделанный из деревянных шестов, с прикрепленными веревкой и шкивом, помогает вам поднимать тяжести выше или тяжелее, чем вы могли бы в противном случае. Узнайте больше здесь. Шкив снижает усилие, прилагаемое к работе. 12. Единицы работы — ньютон-метры или джоули (Дж). Чтобы переместить тяжелый объект на расстояние, шкив может упростить работу двумя способами: Шкив может изменять направление прилагаемой силы. Опоры соответствуют количеству предметов или… нет. Система шкивов облегчает подъем объекта, чем подъем собственного веса вручную.Что-то вроде крана имеет длинную стрелу или стрелу, используемую для подъема и перемещения тяжелых предметов, которые могут двигаться вверх и вниз и вращаться на 360 °. В системе шкивов используется блок и захват, которые используются для буксировки и подъема тяжелых предметов. Фиксированный шкив позволяет использовать тягу веса вниз для перемещения груза вверх. Приложив тонкий конец клина к бревну, можно ударить по нему молотком. Если у вас есть механическое преимущество 3 на системе шкивов, и вы хотите поднять валун на 10 метров от земли.Store Your Board напомнил все подъемники с использованием зеленой веревки. 00 $ 169. Шкив — это простая машина, состоящая из колеса на фиксированной оси с канавкой по краям для направления троса или троса. Как рассчитать систему шкивов? К другому концу шнура прикрепите известную массу. Помните урок начальных наук? Простые машины. Мы можем привести примеры: использование шкивов с несколькими шкивами при работе на подъемнике, это применяется для подъема предметов снизу вверх в системе грузового подъемника, в нем используется система для подъема ковша из колодца, это также применимо для разгрузки товаров с больших площадей. корабли и т. д.Он ориентирован таким образом, чтобы уменьшить усилие до менее половины веса груза. Это все примеры шкивов. как сделать систему шкивов для подъема тяжелых предметов. Взгляд f Удвоение количества шкивов, например, позволяет поднимать вдвое больший вес. Во многих тренажерах для работы используются шкивы. Вместо того, чтобы тянуть вверх, мы тянем вниз. Если вы привяжете веревку к транспортному средству, лебедке, тягловому животному или чему-либо, что может тянуть его по горизонтали, штатив и шкив будут передавать горизонтальную силу на вертикальную, так что вы можете использовать ее для подъема тяжелого предмета прямо вверх.Брашпиль — это, по сути, рукоятка, которую вы можете прикрепить к системе шкивов, которая упрощает подъем тяжелых предметов. Результатом будут: Фиксированный шкив затруднит подъем ящика для инструментов. Впоследствии возникает вопрос, как сделать собственную линию сушки одежды? Правильный вариант — шкив А. ELI5: Как система канатов и шкивов снижает силу, необходимую для подъема тяжелых предметов? Инженерное дело. Хотите получить ответ на этот вопрос? Получать уведомление, когда будет опубликован ответ. Шкив — это механическое устройство, состоящее из колеса и веревки, которое можно использовать для подъема предметов.СКАЧАТЬ ИЗОБРАЖЕНИЕ. … Шкив — это простая машина, которая упрощает подъем тяжелых предметов, и вы можете сделать ее самостоятельно, используя только вешалку для одежды, пару кусачков для проволоки, катушку, стержень и кусок веревки. Фиксированный шкив при прикреплении к неподвижному объекту e. Чем больше ваш ME, тем меньше усилий вам нужно для подъема веса. №1. Смотрите больше идей о подъемных устройствах, самодельных инструментах, сварочных проектах. Я хотел посмотреть, имеет ли значение размер шкива. Поскольку у нас более одного шкива, мы создали составную систему шкивов с вашим фуникулером.В другом устройстве (не показано) шкив закреплен на месте (например, 30 мая 2021 30 мая 2021 por Deja un comentario en, как поднять тяжелый предмет с помощью рычага Что вы хотите, чтобы ваш мяч находился на пути? Строительство: МНОЖЕСТВО строительных игрушек включает способы изготовления колес и осей: Duplos / Legos, Tinkertoys, K’NEX и т. Д. Как диаметр и тип системы шкивов изменяют силу, необходимую для подъема 5 фунтов? J0210 Objectives / Цели Моей целью было узнать, как можно использовать шкивы для облегчения подъема тяжелых предметов.Другими словами, если вы хотите поднять 100-фунтовый вес, система с одним шкивом все равно будет равна 100 фунтам. Шкивы необходимы для перемещения и подъема очень тяжелых или крупных предметов. все, подробнее 1. Распространенным типом шкива является одинарный шкив. На другом конце веревки выходная сила тянет вверх объект, который вы хотите переместить. Поддон был слишком тяжелым, чтобы его можно было поднять. Решено. Система шкивов используется для подъема тяжелых предметов. Как сделать систему шкивов для подъема тяжелых предметов. Это еще один отличный вариант хранения, о котором вы, возможно, не думали! См. Больше идей о шкиве, простых машинах, системе шкивов.00 $ 159. Скорее всего, вы получите это Когда шкив шкива используется вместе, они уменьшают количество, необходимое во время загрузки. Некоторые системы шкивов облегчают работу, позволяя использовать меньшее усилие для перемещения объекта. Оценка 4. Кабельная система облегчает подъем и перемещение предметов. Если вы хотите переместить диван из одной части комнаты в другую, в сторону… Шкив облегчает работу, перенаправляя и усиливая силу. Безусловно, самый старый и по-прежнему один из самых прямых и простых способов переместить тяжелый груз — это задействовать больше людей для решения этой проблемы.14. поднимите тяжелые предметы ВВЕРХ, потянув ВНИЗ, переместите предметы ВЛЕВО, потянув ВПРАВО). Эти системы будут иметь первостепенное значение в течение многих лет для… Учащиеся узнают, как можно использовать шкив для изменения направления приложенных сил и перемещения / подъема чрезвычайно тяжелых предметов, а также о мощных механических преимуществах использования системы с несколькими шкивами. Таким образом, считается, что для данного количества работы любое устройство, которое позволяет выполнять работу за счет меньшей приложенной силы, обеспечивает механическое преимущество. Как сделать систему шкивов для подъема тяжелых предметов Команда управления контентом wikiHow внимательно следит за работой редакции, чтобы гарантировать, что каждая статья подкреплена достоверными исследованиями и соответствует нашим высоким стандартам качества.Например, если наш груз весит 100 кг, нам придется приложить силу в 100 Н (ньютонов), чтобы поднять груз. Причина в том, что когда вы поднимаете вес. Ответ (1 из 3): Механическое преимущество. Фиксированный шкив — единственный шкив, который при индивидуальном использовании использует больше усилий, чем груз, чтобы поднять груз с земли. Если у вас есть система шкивов, состоящая из одного колеса, вы можете изменить направление подъема. все, меньше C. Старое Шкив — это простая машина, которая используется для подъема тяжелых предметов. 83 Best Pulley Systems Images Тали с блокировкой шкива Механическая.Какой из них проще? Иногда нелегко поднимать тяжелые предметы с помощью одного человека. Чтобы создать собственную систему шкивов, вам понадобится хотя бы один шкив, подъемные стропы, веревка, рабочие перчатки, баррикады. 0 мм в диаметре и поднимите объект весом 1700 кг. Чтобы поднять объект с использованием комбинированной системы шкивов, фактическое расстояние, пройденное грузом, увеличивается (увеличьте расстояние подъема). Как следует из названия, шкивный механизм используется для легкого вытягивания или подъема предметов. После сборки шкива сначала попробуйте поднять ведро руками, а затем снова попробуйте поднять его шкивом.Если через ковш протянуть 2 метра веревки (груз) поднимется только на 1 метр (ведро удерживают две веревки, и обе должны укорачиваться). Также называемая комбинированной системой шкивов, она специально разработана для того, чтобы прилагаемое вами усилие было меньше половины фактического веса груза. Машины, использующие более одного шкива, так называемые «блок и захват», имеют более высокие числа механических преимуществ и используются для подъема тяжелых грузов (например, пианино). Сила, необходимая для подъема объекта, равна нагрузке.Вам понадобятся всего три карабина, немного веревки и место для h. Что такое шкивы? Шкив — это просто набор из одного или нескольких колес, на которые вы натягиваете веревку, чтобы упростить подъем предметов. Командный лифт. Одиночный шкив существенно меняет направление тяги или приложенной силы. Таким образом, вышеприведенное изображение является лучшим примером шкива блока и захвата, поскольку он ясно показывает его основную цель — подъем тяжелых предметов. Шкив снижает усилие, прилагаемое для выполнения работы. Попробуйте это увлекательное занятие по физике шкивов, и пусть ваши дети сделают свою собственную систему шкивов.Когда человек использует два или более шкива в системе, система также умножает прилагаемую силу, помимо изменения ее направления. 28 февраля 2020 г. · Система шкивов позволяет легче поднимать объект, чем поднимать собственный вес вручную. Сделайте набросок от руки в нижней части следующей страницы, чтобы показать, как одностороннюю систему управления можно использовать вместе с блокировочной системой для подъема тяжелых грузов. Система шкивов позволит легко поднять вес каяка до потолка. С помощью … Шкив — это колесо с проточкой для троса или троса.Вот почему подвижный шкив требует _____ силы усилия, чем фиксированный шкив, чтобы поднять объект. Слайды, уменьшающие трение. Включает стальные стержни и крюки, а также прочный 1/4 дюйма. См. Дополнительные идеи о шкиве, блоке и захвате, системе шкивов. S. Шнур, тянущийся для открытия или закрытия штор, прикреплен к системе шкивов внутри карниза. Оцените нагрузку на ваш тяжелый предмет. В качестве меры предосторожности вам необходимо приобрести подъемные ремни, которые выдерживают более чем удвоенный вес предмета. Я думаю, что люди используют системы шкивов для подъема тяжелых грузов, потому что они могут поднимать вещи, которые люди не могут поднять самостоятельно, и они более безопасны.По мере того, как трос вытягивается из колеса верхнего шкива, груз и колесо нижнего шкива поднимаются. 1 м стальной проволоки, что составляет 6. Сильное механическое преимущество шкива заключается в использовании нескольких шкивов одновременно. Блоки с одним, двумя и тремя шкивами являются наиболее распространенными конструкциями. Шкив — это одна из шести простых машин, которые помогают решать сложные задачи за счет использования инженерного феномена механического преимущества конструкции. Как поднимать тяжелые предметы с помощью шкива? Чтобы поднять что-то в четыре раза тяжелее, вы можете использовать ту же силу, но только если вы потянете веревку в четыре раза дальше.17 нояб.2020 г. · Фиксированные шкивы. Гаражные ворота, парусники, двигатель, выдвижные лестницы, альпинисты, все Используйте систему шкивов для более безопасной и эффективной работы. расстояние. Дом. поднимите груз. Если у вас есть что-то тяжелое, которое нужно переместить, и вы не можете переместить это самостоятельно, возьмите себе друга или пятерых и попробуйте еще раз. Как самостоятельно поднимать тяжелые предметы? Как правильно поднимать тяжелые предметы самостоятельно. Студенты проводят простую демонстрацию, чтобы увидеть механическое преимущество использования шкива, и они определяют современные инженерные применения шкивов.Система с двойным шкивом будет весить полторы или пятьдесят фунтов, а трехшкив равняется 33-фунтовой подъемной силе на тросе. Комбинирование нескольких шкивов уменьшает силу, необходимую для перемещения объекта, за счет увеличения длины веревки, используемой для подъема объекта. Меньшая сила будет использоваться на большем расстоянии, чтобы поднять тяжелый объект на небольшое расстояние. У шкива есть колесо, которое позволяет изменять направление силы. Вам понадобится проволока, нитки, катушка, крючок и ведро, наполненное игрушками или другими материалами.Клин — это простая машина, используемая для разделения материала. 7 комментариев. Они учатся использовать систему шкивов нетрадиционным способом, чтобы увеличить выходное расстояние без увеличения входного расстояния. (i) Когда неравные массы m 1 и m 2 подвешены на шкиве (m 1> m 2) m 1 g — T = m 1 a, а T — m 2 g = m 2 a. Шкивы обычно используются в наборах, предназначенных для создания силы, необходимой для подъема чего-то меньшего. системы шкивов и как они использовались на борту судов. До 4% кэшбэка · Один шкив равен одному преимуществу, Научный запрос, Научные ресурсы. Таким образом, чем меньше усилий вам нужно для подъема. Вверните проушинный крюк в прочную потолочную балку. Например, три длины струны позволяют нам поднимать тяжелый предмет с силой, равной 1/3 его веса.Крутить это! — Вы будете удивлены, насколько легко можно перемещать тяжелые и неудобные предметы с помощью трех кусков ПВХ-трубы. Тяжелый предмет можно поднять с помощью веревки или ремня, который движется внутри обода и прикреплен к объекту. В случае смещения предметов. Ключевой этап 2 работы шкива: Сделайте шкив. Тяга вниз также помогает вам опускаться, потому что вы можете использовать собственный вес и силу тяжести, чтобы помочь вам подняться. Как использование шкива облегчает перемещение тяжелых предметов? а) уменьшает требуемую силу и изменяет направление силы, необходимой для подъема объекта.В системе с двойным шкивом. Сила, приложенная к одной стороне веревки, использует систему шкивов, чтобы отклонить силу в другом направлении. Количество веревки можно узнать по веревке =… Как заставить систему шкивов поднимать тяжелые предметы? Если у вас есть одно колесо и веревка, шкив поможет вам изменить направление подъемной силы. Шкив может помочь переместить объект в труднодоступное место. 95. Определение силы необходимо, когда вы хотите рассчитать входную работу шкива или системы шкивов.как поднять тяжелый предмет с помощью рычага Комбинация неподвижных и подвижных шкивов представляет собой систему шкивов, называемую блоком и захватом. Взвесьте ящик с инструментами на весах. как сделать систему шкивов для подъема тяжелых предметов
Продажа отбойных молотков00 Обычная цена 75 $. Я удостоверяюсь, что каждый молот, который я продаю, работает с максимальной производительностью. Добавить в корзину. С тех пор его много раз копировали по всему миру. В ассортимент наших брендов входят: Cliff Carroll, Delta и NC, а также НАШИ ЛИНИИ: JHM, Valley Forge, GE Forge и Anvil Brand Anvils.Более того, многие европейские кузнецы сочли бы оскорбительным для производителей молотов предположить, что они знают, какой радиус лучше всего. Если вы не можете найти нужный станок на нашем веб-сайте, позвоните нам прямо сейчас по бесплатному телефону: 1-888-459 -4025 для НЕМЕДЛЕННОЙ помощи. Оригинальная модель в нашей линейке перфораторов, KZ100 отлично подходит практически для любой работы. Ведущие бренды, такие как Milwaukee, DeWalt и Klutch. В комплект входит M18 FUEL 1/2 дюйма. Автономные перфораторы Anyang разработаны для тяжелой промышленной ковки.Сетка списка. Рейтинг: 87%. Отбойный молоток отбойного молотка Bosch 11335K обеспечивает 22 фута. Цена на воздушную мощность Ellsen разумная и конкурентоспособная. Разное Электроинструменты $ 1 (ЗОЛОТОЙ ПЛЯЖ) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. Вырубайте металлические предметы кузнечным молотком. и более чем в 30 других странах, Little Giant Power Hammer был самым продаваемым из всех брендов механических молотов. Цены по запросу Для получения дополнительной информации о Powell Hammer, позвоните Стиву Пауэллу по телефону 989-413-3059 или напишите по электронной почте, нажав.энергии удара для лучшей в своем классе скорости съема материала, что впечатляет для инструмента, который весит всего 38 фунтов. Этот силовой молот был разработан Лореном Ричардсом и построен с нуля как обновление классической конструкции силового молота. В список желаний Добавить для сравнения. Этот станок, ранее продававшийся как Anoka Power Hammer, может работать с инструментами типа Pullmax и оснащен на заводе термоусадочными штампами Thumbnail, что делает его идеальным дополнением к любому строгальному молотку или английскому колесу.Инструменты — Yardmax, Ryobi, Ridgid, Husky — Est Retail $ 7 825-7plts. Обычная цена 55 долларов. Это называется «Обработка» кованых молотков по индивидуальному заказу. KZ100 эффективно работает при давлении воздуха от 80 до 95 фунтов. Этот пневмоударник идеально подходит для кузнеца, который работает в мастерской с одним человеком и хочет вывести кузнечное дело на новый уровень, увеличив размер запасов и упростив производство. Он работает инструктором по изготовлению металлов и сварке в Центре повышения квалификации в районе Дженеси, управляемом системой школ Флинта, штат Мичиган, которая является самой первой профессиональной школой в Мичигане.Эти молоты сверхпрочные и рассчитаны на бесчисленное количество сеансов металлообработки. (680 г) Sqaure, полированная поверхность — 1 1/4 дюйма, с мягкими скосами, прямая — 1 1/4 дюйма, мягко закругленная и отполированная. Пневматический силовой молот BAILEIGH PH-28A, 28 дюймов, 16 галлонов. Dake Power Hammer — прекрасная альтернатива большим и дорогим тренажерам Pullmax. Ковочные молотки. Мы могли бы произвести гигантский силовой молот и маленький гигантский силовой молот. Широкий выбор электрических и аккумуляторных электроинструментов в Harbour Freight подходит профессиональным подрядчикам или обычным строительным домам, которые делают некоторые улучшения в доме.Плашки нашего силового молота отличаются ударопрочностью и износостойкостью. Цена для участников — 20 долларов. Маленький великан. Щелкните миниатюру для получения подробной информации. Вот что вам нужно знать при покупке молотка на eBay. Мы запускаем наш молот с двухступенчатым 80-галлонным компрессором мощностью 5 л.с. на скорости 17 кубических футов в минуту. 00 Цена продажи $ 45. Планы в формате PDF, которые у нас есть, доступны для покупки по цене от 8 долларов. + стальная основа с подушкой из полиуретана под опорой и крепежом для молота 60 кг 17 370 долл. США. 19 сентября 2016 г. — 35 фунтов. Эти молоты высшего качества, сделаны с высокой точностью, с использованием высококачественной стали и компонентов.Силовые молотки. BAILEIGH PH-19-VS Power Hammer с регулируемой скоростью Ударный молот для 21 века. Рассмотрим комбинированный комплект электроинструмента. Power Tools Direct — ведущий поставщик электроинструментов, ручных инструментов и принадлежностей для инструментов строительной отрасли, а также частным лицам. магазин ↓. 1. Пневматический молот весом 75 фунтов. 00 (4 заявки) Кол-во: 93 | Возврат. Наши перфораторы имеют долгий срок службы. Я считаю, что это шаг 6. (2) W. 28 на страницу 48 на страницу 100 на страницу 200 на страницу. с комплектом, а не с покупкой деталей по отдельности.Сделайте покупки в Интернете в Baileigh, чтобы найти качественные молотки для продажи сегодня. Эти размеры варьируются от 35 фунтов до 260 фунтов. Промышленный силовой молот PH-28HD — самый революционный молот на рынке. 3 отзыва. 25 фунтов Little Giant Power Hammer — 6000 долларов (Sandpoint) 25 фунтов Little Giant Power Hammer, полностью перестроенный 3 года назад компанией Little Giant в Небраске, очень малочасовой новый двигатель мощностью 3 л.с., молот установлен на платформе, безопасный рельс под ключ готов к использованию , поставляется с дополнительным набором штампов, такие силовые молотки редко попадают в продажу! В комплект входит M18 FUEL 1/2 дюйма.Технические характеристики и фото. 9 дюйм. BAILEIGH PH-19 Power Hammer, 19 дюймов, 16 Ga. поставляется с 1000 фунтов. Силовой молот в аппалачском стиле, построенный за 100 долларов и 50 часов труда. Чемберсбург, Аякс, Юмуко и другие. Стоимость изготовления этого самодельного силового молота очень низка […] Если вы хотите построить свой собственный пневматический молот Model 1000, но не хотите, чтобы детали были получены или изготовлены самостоятельно, этот удобный набор сэкономит вам время и деньги. 8 октября 2014 г. · МЫ ЛЮБИМ специальные заказы! Вот специально изготовленный силовой молот, который мы недавно создали для Dream Car Garage.Для поиска запчастей введите то, что вы знаете, и / или выбрав категорию. 5 л.с., вес машины 2900 фунтов. Пункт №2. Что ж, в дизайне действительно есть несколько недостатков, и здесь нет никакой реальной помощи в виде текста, номеров деталей или чего-то в этом роде. Наши пневмомолоты сочетают в себе новые технологии с традиционным качеством работы в тяжелых условиях. От сильных ударов до более легких ударов (например, легкое разбивание сырого яйца) — управление этим молотком говорит само за себя. Примерно через год двое друзей-кузнецов Рэя также захотели построить силовые молоты, поэтому Рэй разработал силовой молот «Tire Hammer».Включая Quick Tongs, одежду, инструменты и многое другое. Отбойный молоток может быть полезным инструментом в любой слесарной или кузнечной мастерской. длины он подходит для требовательных приложений и обеспечивает доступ в ограниченные пространства. Добро пожаловать! У нас есть несколько самодельных чертежей для кузнечного силового молота, а также планы для других типов кузнечных инструментов. Наши матрицы размером 3 x 6 дюймов предлагают самую большую рабочую зону для молотка такого размера. Отбойный молоток Baileigh PH-19. 2109205533.00 4 фунта. 00 Сэкономьте 10 долларов.Я тоже знаю молотки. Больше мощности, лучший контроль, низкий уровень шума и простота обслуживания пользователями. Кузнечный силовой молот Ellsen становится все более популярным. Как упоминалось выше, вокруг задней навески необходим какой-то каркас безопасности, иначе это может быть очень опасно в случае отказа. Свяжитесь с Брюсом Уоллесом из United Forging Hammers для получения информации о покупке. А вот молот в стиле Йодера, созданный и доставленный Бобби Броку из Bob’s Customs в Техасе. Силовые молоты — это то, чем мы занимаемся.… Того же инструмента. Интернет-магазин Ken’s Custom Iron, где можно найти инструменты, проекты и принадлежности для кузнечного дела. 2600 долларов. Он широко используется для общих кузнечных работ, таких как вытяжка, осадка, штамповка, долбление, ковка, сварка, гибка и скручивание. Чугунная рама обеспечивает жесткость и массу, необходимые как для длительного срока службы, так и для эффективной ковки. Найдите новые и б / у перфораторы и кузнечные молотки на продажу у ближайших к вам поставщиков. Harbour Freight — это поставщик широкого спектра высококачественных электроинструментов.Наши кузнечные молотки варьируются от молотков немецкого образца до перфораторов и перфораторов для кузнечных работ как базового, так и продвинутого уровня. Головки молотков для глухого удара заполнены свинцовой дробью или песком, чтобы предотвратить удар. 19 сентября 2016 г. — 35 фунтов. Доказательство концепции FULMAX, модель LR-30, работает и всесторонне тестируется с осени 2012 года. KZ100 Power Hammer. 120-вольтный сетевой отбойный молоток Bosch. Захваты изготовлены из качественной древесины и отделаны таким образом, чтобы придать им ощущение индивидуального захвата, благодаря которому молотки и ударные инструменты забивают гвозди, соединяют и разделяют детали.Текущая ставка: $ 1 650. com (608) 432-1738 Добро пожаловать! У нас есть несколько самодельных чертежей для кузнечного силового молота, а также планы для других типов кузнечных инструментов. Длина головки составляет 3 3/4 дюйма. Общая длина составляет 11 1/4 дюйма. Этот популярный стандартный молоток эргономичен. • Инструменты на 12 В обеспечивают достаточную мощность для большинства обычных работ по дому. • Инструменты на 18 В обеспечивают большую мощность и гибкость для выполнения небольших и крупных работ. . Наша Программа контроля качества отличает нас от всех электроинструментов Anvil, продаваемых компанией Power Tools Direct.Более того, многие европейские кузнецы сочли бы оскорбительным для производителей молотов предположить, что они знают, какой радиус лучше всего. Я ношу с собой полный инвентарь молотов, штампов и запасных частей. Большинству профессиональных кузнецов для ковки молотов требуется отделка, чтобы они соответствовали вашей руке и вашей работе. Вау, отличная работа. 00. Самодельный механический силовой молот весом 50 фунтов по металлу и каталог изготовленных пользователем молотков: Силовой молоток своими руками на продажу. 0 Инструмент Amp имеет цельнометаллический корпус, металлическую трубку и корпус, и он может справиться с тяжелыми задачами, такими как работы с асфальтом на открытом воздухе или снятие фундамента в помещении.Ведущие бренды, такие как Milwaukee, DeWalt и Klutch. Примерно через год двое друзей-кузнецов Рэя также захотели построить силовые молоты, поэтому Рэй разработал силовой молот «Tire Hammer». Удар для ушей. Обычная цена 25 долларов. Для получения более подробной информации нажмите на ссылку выше для страницы Air Hammer. У нас есть лучшие аккумуляторные дрели, циркулярные пилы, комбинированные комплекты электроинструментов, гайковерты, шлифовальные машины, торцовочные пилы, перфораторы и многое другое. 5 фунтов. В комплект входят: 1 набор чертежей пневматического молота (SMS-0123) 1 механически обработанное крепление двигателя с быстрой фиксацией (SMS-0272-T) Молот SPH-60 60 кг, однофазный 220 В, 7.Мои планы силового молота составлены профессионально и завершены 19 ноября 2021 г. · 25-фунтовый Little Giant Power Hammer, полностью перестроенный 3 года назад компанией Little Giant в Небраске, двигатель мощностью 3 л.с. под ключ, готов к использованию, поставляется с дополнительным набором штампов, такие силовые молотки редко попадают в продажу! Отбойный молоток Blu max 65. Общий вес составляет около 2500 фунтов. крутящего момента и 6. 5 фунтов. 26 долларов. Молотки MEITINGER & Sohn ПРОДАНЫ! Популярные Gernam Federhammer или пружинные молотки.Вес: Наковальня и основание имеют общий вес 1400 фунтов. Номера продуктов, начинающиеся с «P», принадлежат компании Picard Hammers в Германии. Поставляется в 1 200 дюймов во все штаты U. Ударная дрель (2804-20), обеспечивающая на 60% больше мощности, до 1. Кросс-ударный молот Big Blu BLU1 №1 — 1. Продается маленький гигантский перфоратор. Почему стоит выбрать кузнечный молот Ellsen для продажи. Размер: общая высота составляет 73 дюйма. • Инструменты на 12 В обеспечивают достаточную мощность для большинства обычных работ по дому. • Инструменты на 18 В обеспечивают большую мощность и гибкость для выполнения небольших и крупных работ.Доставка и упаковка, или личная доставка (если в соседнем штате из Нью-Мексико) фиксированная ставка 1200 долларов. Некоторые механизмы относительно редки, и лишь немногие из них могут быть изменены для их изучения. 5 короче и до 2 раз быстрее при большой нагрузке. Бесплатная доставка сотен электроинструментов (в континентальной части США) Просмотрите огромный выбор электроинструментов как для профессионалов, так и для тех, кто занимается своими руками. Blanchardville, WI 53516 postvilleblacksmith @ gmail. 00 США. Силовой молот — это один из видов механического кузнечного молота, который продается в основном для ковки различных стальных материалов в различные формы.Крестовый молоток кузнеца ручной ковки с деревянной ручкой. Первые модели были построены на основе заметок Рэя, фотографий или визуальных осмотров готовой машины, и все они немного отличались в зависимости от того, какая специальная цена составляла 60 долларов. Просмотрите страницы или выберите из наших подкатегорий. Набор стальных штампов — персонаж 3/16 дюйма Узнайте больше о наших силовых молотах MZ75 и KZ100 Силовые молотки Стива Пауэлла Стив Пауэлл — новичок в области обработки металлов давлением, но не новичок в производстве и сварке. Добавить в избранное этот пост 21 ноября Porter Cable 8000 Ватт-генератор Электроэнергетические и ручные инструменты Бестселлеры Идеи подарков Электроинструменты Ручные инструменты Пневматические инструменты Аксессуары для деревообрабатывающих инструментов Сделки и экономия 1-24 из 124 результатов для «Power Rotary Hammers» DEWALT Перфоратор с амортизаторами, D-образной рукояткой, SDS, 1-1 / 8 дюймов (D25263K) Valhalla Hammers по отличным ценам и рассчитаны на всю жизнь.Мои планы силового молота — это профессионально составленные проекты в комплекте с кузнечными кузнечными молотами. У молотков есть когтистые концы, которые используются для вытаскивания гвоздей или разделения досок. Информация о продукте «. Учить больше. KA75 Power Hammer. Обеспечивая 1300 ударов в минуту, это 15. Специальная цена 150 долларов. В настоящее время оборудование из кованого железа Ellsen широко используется во многих странах, таких как Колумбия, Канада, Южная Африка, Вьетнам, Индия, Тобаго и т. Д. У нас есть несколько марок наковальней и множество разновидностей: кузнец, магазин, кузнечное дело, соревнования и ювелирные наковальни. .S. Компания Little Giant, впервые изготовленная в 1895 году, продала более 18 000 перфораторов за 99 лет производства. Они обеспечивают как экстремальную силу удара, так и полный контроль над силой удара без необходимости регулировки станка. N8131 Postville Rd. Наши PDF-документы по проекту силового молота предназначены для кузнецов от начинающих до средних, у которых есть минимум инструментов. 04 мая 2020 г. · Силовой молот Anyang производства ST имеет автономную конструкцию. Молоты не нуждаются в дополнительной подаче воздуха компрессора, более прочная литая рама с интегрированным воздушным каналом, более длинная конструкция плунжера предотвращает втягивание верхней матрицы в цилиндр.