Фотогалерея
г.Самара, Заводское шоссе 29А
ХОНИНГОВАЛЬНЫЕ ГОЛОВКИ производимые ПРОИЗВОДСТВЕННОЙ ГРУППОЙ «ПРОФХОНИНГ»
1. Принцип работы хонинговальной головки
2. Принцип работы хонинговальной головки
3. Десяти брусочная хонинговальная головка
4. Двух разжимные х.г. 5-черновых, 5-чистовых брусков.Дву.. далее
5 Двух разжимная хон. головка, 5-черновых, 5-чистовых брусков.
6 Хонинговальная головка с шестью брусками.
7 Восьми брусочная хонголовка
8 Восьми брусочные хонинговальные головки
9 Блок цилиндров после хонингования
Восьми брусочная хонинговальная головка ф 92-105 мм. с ручной подачей брусков.
Ручная регулировка алмазных брусков.
Хон. головка ф 38 — 47 мм. с ручной регулировкой брусков, длина алмазных брусков 120 мм.
Хонинговальная головка к станку 3К833
Хонинговальная головка на восемь брусковПоз.. далее
Хонинговальная головка на шесть брусков.
Хонинговальная головка для глухих отверстий.
Хонинговальная головка с ручным механизмом разжима алмазных брусков
Хонинговальная головка ф 35-43мм с шарниром, для компенсации осевого смещения.
Хонинговальная головка ф 38 — 47 мм, длина алмазных брусков 120 мм.
Любую из представленных хонинговальных головок, можно заказать с необходимым вам диаметром, в диапазоне от 30 до 120мм.
Адаптируем крепление хон.головки под ваш станок.
Перейдя по существующей ниже ссылке «ЗАЯВКА ON-LINE» укажите необходимые Вам параметры хонголовки. Наш менеджер свяжется с Вами для уточнения всех деталей и цены на хонинговальную головку.
profhoning.ru
Хонинговальная головка :: ООО «Моторист»
Хонинговальные
головки:
— хонинговальные головки с диапазоном
обработки от 1,524 мм до 4,70 мм
— хонинговальные головки с диапазоном обработки от 4,70 мм до 67,00 мм
(«Honingtec»)
— хонинговальные головки с диапазоном обработки от 38 мм до 66 мм («Honingtec»)
— хонинговальные головки с диапазоном обработки от 63,50 мм до 533 мм («Honingtec»)
ХОНИНГОВАЛЬНЫЕ ГОЛОВКИ с диапазоном обработки от 63,50 мм до 533 мм
Хонинговальная головка способна
обработать любые чугунные, стальные или другие металлические и
неметаллические цилиндрические отверстия диаметром от 63,50 мм до 533 мм
с любой необходимой чистотой поверхности. Для обработки диаметров от
165,1 мм потребуются дополнительные суппорты и мастерхолдеры для
брусков. Точность обработки 0,01 мм.
Идеально адаптируется к отечественному хонинговальному станку 3Г833!
К отечественным гидравлическим станкам 3К833 головка адаптируется через штурвал-адаптер.


Хонинговальная головка с штурвал-адаптером:



Хонинговальные головки с диапазоном обработки от 38 мм до 66 мм («Honingtec»)


Хонинговальные головки с диапазоном обработки от 4,70 мм до 67,00 мм («Honingtec»)
Хонинговальные головки с диапазоном обработки от 1,524 мм до 4,70 мм
Каталог Honingtec (.pdf)
www.honing.ru
Хонинговальные головки — производство и поставка промышленного гидравлического оборудования
Будучи профессиональным поставщиком оборудования для хонингования мы предлагаем хонинговальные головки, в том числе с одним или несколькими хонинговальными брусками, однопроходные хонголовки, головки с ручной регулировкой, а также хонинговальные головки для вертикальных станков. Они отличаются высоким качеством, простотой эксплуатации и надежными характеристиками. Являясь популярным инструментом, наши хонголовки были приобретены различными компаниями из США, России, стран Европы и других регионов и стран по всему миру.
Наравне со стандартными хонинговальными головками мы также можем предложить изделия, выполненные по индивидуальному заказу. Для получения более подробной информации о данной продукции пройдите по предложенным ссылкам или свяжитесь с нами напрямую.
 Хонинговальные головки для отверстий малого диаметра
Хонинговальные головки для отверстий малого диаметра
 Хонинговальные головки для отверстий малого диаметра
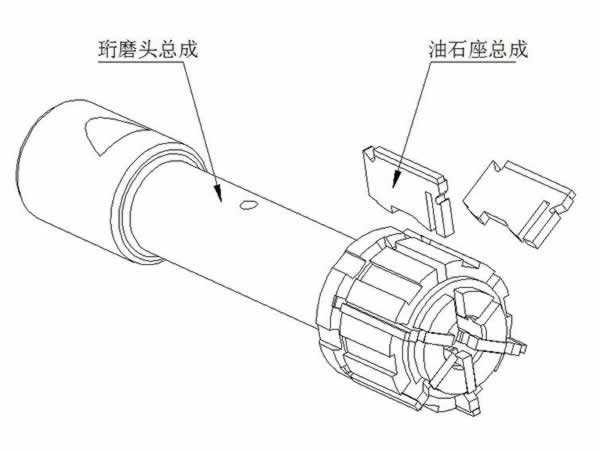
Хонинговальные головки для отверстий малого диаметраХонинговальная головка (хон) с одним бруском предназначена для обработки внутренних отверстий и улучшения качества отделки поверхности их внутренних стенок. Мы поставляем несколько моделей хонинговальных головок в зависимости от размеров отверстия. Каждая головка состоит из адаптера, оправки, клина, фиксатора бруска, центрующей втулки, втулки для правки брусков и хонинговального бруска. Все эти детали собраны с особой тщательностью и приводятся в действие станком…
Подробнее…
Многобрусковые хонинговальные головки
 Многобрусковые хонинговальные головки
Многобрусковые хонинговальные головкиПомимо однобрусковых хонинговальных головок, хонинговальных головок с ручной подачей брусков и однопроходных хонов мы также предлагаем нашим клиентам различные стандартные многобрусковые хонинговальные головки, предназначенные для обработки отверстий среднего и большого диаметра. Оснащенная несколькими абразивными брусками данная хонинговальная головка отличается высокой эффективностью хонингования и улучшает округлость отверстий…
Подробнее…
Однопроходные хонинговальные головки с алмазными брусками
 Однопроходные хонинговальные головки с алмазными брусками
Однопроходные хонинговальные головки с алмазными брускамиПодробнее…
Хонинговальные головки с ручной регулировкой и шарниром
 Хонинговальные головки с ручной регулировкой и шарниром
Хонинговальные головки с ручной регулировкой и шарниромДанная хонинговальная головка – это ручной инструмент, который состоит из самой хонинговальной головки, колодки для брусков, адаптера и удлинительного стержня. Представленная в 5 моделях хонинговальная головка для ручного хонингования имеет широкий диапазон обработки. Она может применяться с различного рода оборудованием, включая ручные дрели, радиально-сверлильные станки, токарные станки и другие станки общего назначения. Помимо превосходной эффективности обработки наши хоны…
Подробнее…
Хонинговальные головки для вертикально-хонинговальных станков
 Хонинговальные головки для вертикально-хонинговальных станков
Хонинговальные головки для вертикально-хонинговальных станковБудучи крупнейшим поставщиком, мы поставляем в страны СНГ полный спектр высококачественных хонинговальных станков и головок. Вертикальная хонинговальная головка GHSS относится к типу многобрусковых хонголовок. Предназначенная для вертикально-хонинговальных станков данная головка подходит для станков HONING LH-60 и станков SV-10, CV-616 и CK-21 производства компании SUNNEN. Отличительными особенностями наших хонов являются надежность, гибкость и простота в эксплуатации…
Подробнее…
4power.by
Хонинговальная головка (инструмент для машин марки SUNNEN)
Хонинговальная головка (хон) с одним бруском предназначена для обработки внутренних отверстий и улучшения качества отделки поверхности их внутренних стенок. Мы разработали несколько моделей хонинговальных головок в зависимости от размеров отверстия. Каждая головка состоит из адаптера, оправки, клина, фиксатора бруска, центрующей втулки, втулки для правки брусков и хонинговального бруска. Все эти детали собраны с особой тщательностью и приводятся в действие станком. Взаимодействуя между собой, они обрабатывают отверстия с максимальной точностью.
Все инструменты для хонингования могут использоваться в фирменных машинах SUNNEN и наших машинах
мы также поставляли OEM-сервис для некоторых брендов, если вам нужно, также свяжитесь с нами
Данная серия хонинговальных головок была разработана для хонингования отверстий с малым диаметром (минимальный диаметр: 2.54 мм). Опираясь на наш научно-исследовательский и производственный потенциал, мы можем предложить индивидуальное производство хонов в соответствии с ТЗ заданием заказчика. Для получения более подробной информации о данном продукте, пожалуйста, свяжитесь с нами.
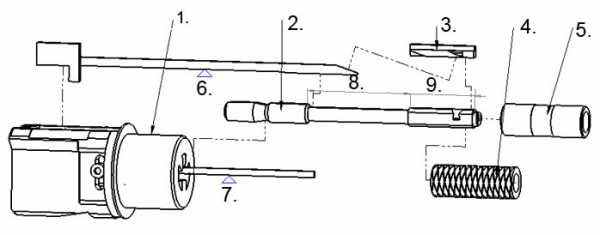
Компоненты
| 1. Адаптер | 2. Оправка | 3. Хонинговальный брусок |
| 4. Центрующая втулка | 5. Втулка для правки брусков | 6. Клин |
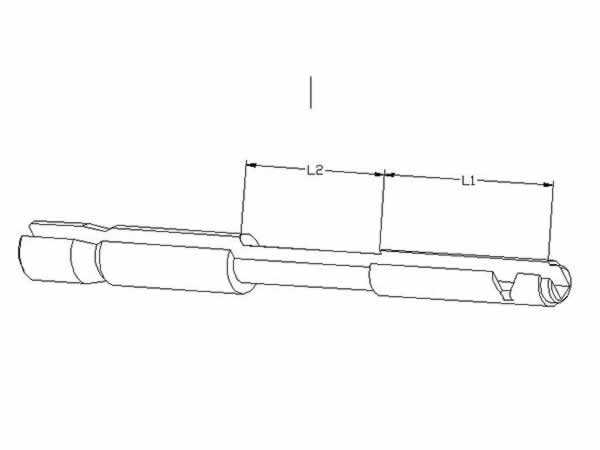
| 7. Центральный стержень | 8. Длина хвостовика | 9. Длина колодки |
Типы : Стандарт одиночный камень инструменты

Типичные слова: K,BL,JK,L
Стандартные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 2.54-18.90 мм.
K: стандартная оправка
BL: камень длиннее K оправки
JK: длина стержня больше, чем у оправки
L: длина стержня больше, чем у оправки BL
ОБРАЗЕЦ: K3-100CH
Стандартные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров 18,90-36 мм.
ОБРАЗЕЦ: AK20-744AH
ОБРАЗЕЦ: AK20-744UACH, у оправки есть гильдии.
Типичные слова: Y,AAY,
Стандартные оправки для открытых отверстий с ключевыми слотами. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 6,22-34,93 мм.
ОБРАЗЕЦ: Y8-245BH
Типичное слово: M
Стандартные оправки для глухих отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 4.7-18.90 мм.
ОБРАЗЕЦ: MK6-01AH
Оправки с алмазным покрытием
Предназначен для создания долговечного направляющего башмака для увеличения срока службы оправки в некоторых приложениях для хонингования. Другим преимуществом супер-оправок является более быстрое удаление материала в труднодоступных материалах (хром, карбид). С нанесенным алмазом с бриллиантом 220 выберите подходящую стальную оправу и добавьте DX, например: K3-100CS-DX. Обратитесь в службу поддержки клиентов по цене и доступности
Мы ежегодно поставляем стандартные инструменты. Если вы заинтересованы, пришлите нам, мы можем предоставить вам образец, чтобы проверить наше качество.


www.cnhoning.ru
Хон самодельный — Абразивная обработка
Заранее прошу прощения у модератора, процесс изготовления подробно описывать не буду, считаю это не очень интересным, так как работу токарного и фрезерного станков так или иначе видели все… поэтому:
Хон самдельный.
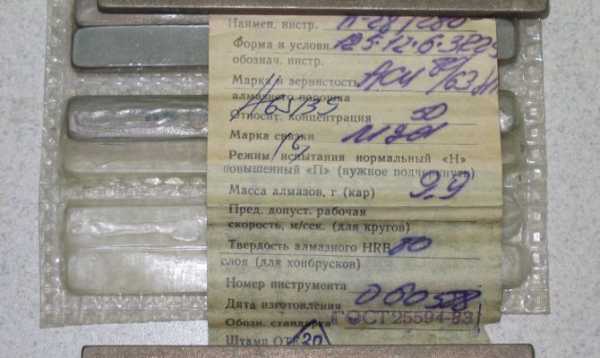
Достались с хонинговальным станком хоны еще советского производства. Попытался ими работать, но очень скоро отказался. Выбросил все, не сумел выжать из них требуемую точность обработки цилиндра. Дело было достаточно давно, купить что-либо стоящее взамен тогда было просто негде, «буржуи» к нам свои буржуйские хоны еще не возили, пришлось изобретать самому. Благо, бруски (алмазные) для хонов, советские и за смешные деньги, на барахолке можно было найти без проблем. В результате получилось вот такое сооружение.
На втором рисунке этот же хон в разобранном виде.
Это рабочий хон для диаметров от 80 до 110 мм. Работает он уже много лет. Точность обработки – конус, эллипс, седло, бочка – в пределах сотки, что вполне соответствует требованиям к точности обработки цилиндров двигателей внутреннего сгорания. Мало того, этим хоном без проблем можно получить указанную точность даже в не расточенном предварительно цилиндре. Однако практикуется это лишь в отдельных случаях, например, когда припуск на обработку настолько мал, что невозможна предварительная расточка.
К отличительным особенностям хона можно отнести двухопорное, жесткое закрепление брусков. Собственно алмазные бруски вклеены в стальные планки, опирающиеся своими плоскими наклонными опорными поверхностями на плоские же наклонные поверхности двух сухарей, верхнего и нижнего, т.е., образуют клиновой механизм с плоскопараллельным перемещением брусков. Изменение размера хонингования и рабочая подача брусков осуществляется синхронным осевым перемещение обоих сухарей вдоль расточки корпуса хона при помощи винта. В приведенной конструкции предусмотрена ручная подача брусков. Но без особых проблем ее можно приспособить и под автоматическую подачу от механизмов хонинговального станка. Планки с брусками удерживаются от выпадения из корпуса надетыми сверху пружинками от «сальников». Особенностью конструкции является отсутствие точечных или линейных силовых контактов между элементами хона. Нагруженные элементы конструкции контактируют только по плоскостям, что позволило применить обычные конструкционные материалы без термообработки. В частности корпус в описываемом хоне выполнен из бронзы – легче фрезеруется.
www.chipmaker.ru
Инструмент для хонингования в виде оправки и типы брусков + видео
Если вы собираетесь заняться расточкой цилиндрических деталей или доводкой элементов подшипников, тогда вам нужно овладеть инструментом для хонингования в виде оправки. Попробуем разобраться со всеми вопросами в этой статье.
1 Особенности процесса хонингования
Прежде чем разговаривать о хонах, следует уточнить, что собой представляет сам процесс. Это один из видов абразивной обработки материалов с помощью специальных хонинговальных головок. Особенность такой операции в совмещении вращательных и возвратно-поступательных движений инструмента, поверхность перед этим обильно покрывается смазочно-охлаждающей жидкостью. В результате получается улучшить геометрию внешних граней детали и ее текстуру.

Процесс абразивной обработки материалов
Рекомендуем ознакомиться
Этим способом обрабатывают отверстия различных деталей. Хонингование незаменимо в автомобиле- и судостроении, во время ремонта различной техники. Очень часто этой операции подвергаются отверстия поршневой и кривошипной головок шатунов, блоков цилиндров двигателя, гильз, шестерен и т. д. Также хонингование нашло свое применение и при обработке плоскостей. Таким способом легко изменить геометрию изделия, улучшить смазывание пар трения. Качество и точность обработки зависят от ряда факторов, в том числе и вида режущего инструмента, а также заданных режимов.
Оправки для хонингования выглядят по-разному, и как щупальца с закрепленными на «пальцах» брусками, и как трубка с прорезями для фиксации абразивных колодок. Такой инструмент отличается гибкостью геометрии, поэтому часто применяется для обработки отверстий неправильной формы.
2 Хонинговальные бруски для оправки
Хонингование производят специальными абразивными брусками, которые делятся на квадратные (БКв) и плоские (БП). Еще отличается материал, из которого они сделаны, и их геометрические параметры. Длина обычно варьируется в пределах от 1,5 до 20 см, высота и ширина составляют 2–80 мм. Среди абразивных материалов прекрасно себя зарекомендовали эльбор, белый электрокорунд, марки 63С и 64С зеленого карбида кремния и алмаз. Последний имеет превосходную режущую способность и износостойкость. Если сравнивать алмазные бруски и элементы из карбида кремния, то линейный износ первых меньше в целых 150 раз, стойкость больше минимум в 50 раз, а иногда и в 200. Благодаря таким свойствам значительно сокращается время на смену и наладку режущего инструмента и появляется возможность полностью автоматизировать процесс.
Качество и свойства брусков для оправки во многом зависят от вида связки. В основном используется керамическая. Ей свойственны пористость и хрупкость, благодаря которым обеспечивается самозатачивание инструмента. Однако она имеет и отрицательные стороны. Так, из-за повышенной хрупкости на кромках брусков появляются сколы. А образовавшиеся осколки попадают между соприкасающимися поверхностями и царапают обрабатываемую деталь. Плюс ко всему негативное влияние имеет и неравномерная твердость, способствующая налипанию металла и, как следствие, царапинам. А вот пористость делает отвод отработанного материала более эффективным.

Бруски для оправки
Еще существуют и алмазные бруски на органических связках, отличающихся эластичностью. Такой инструмент используется для окончательной обработки. Высокая упругость органических связок способствует уменьшению глубины проникновения абразивных частиц в металл, и хонингование происходит в режиме трение-выглаживание. Такой рабочий инструмент нашел широкое применение для плосковершинного хонингования, когда обработка происходит в два этапа. Сначала идет черновая с применение брусков на металлической связке, а в завершение – чистовая эластичными изделиями.
Относительно недавно появились крупнозернистые бруски для оправки с бакелитовой связкой. К их достоинствам нужно отнести отличную эластичность и прочность на изгиб. Благодаря этим характеристикам количество сколов сводится к минимуму. Толщина снимаемого слоя напрямую зависит от зернистости. При увеличении размера абразива вдвое этот слой увеличивается на 25%. Шероховатость, напротив, становится ниже с уменьшением зерна.
3 Характеристики инструмента и их влияние на работу
Главными параметрами брусков для хонингования считаются их твердость и зернистость. Выпускаются изделия зернистостью от М6 и М7. Но по особому заказу могут быть изготовлены и более грубые М20–25 либо, наоборот, мелкозернистые М1–5. Чем больше размер абразива, тем меньше времени потребуется для снятия слоя металла, но и шероховатость обработанной поверхности возрастет.
Твердость инструмента влияет на его износостойкость и склонность к самозатачиванию. А увеличение этого параметра способствует снижению пористости. В результате ухудшаются условия для вывода стружки, что способствует нежелательному налипанию металла. Эта характеристика подбирается в зависимости от качества и свойств обрабатываемого материала. Чем больше твердость рабочего инструмента, тем большее давление можно прикладывать во время обработки. Для финишной стадии хонингования обычно берутся более эластичные инструменты.
Характеристики инструмента
Играет роль и шероховатость обрабатываемой поверхности: чем она меньше, тем ниже должна быть твердость рабочего материала.
Еще выбор твердости бруска зависит от геометрических размеров отверстий. Рабочий инструмент должен быть тем тверже, чем меньше будет отношение длины отверстия к его диаметру. Играет роль и ширина режущего инструмента. С более узкими брусками намного проще работать, но они должны отличаться и повышенной твердостью.
4 Производство брусков для хонингования
Изготавливают эти элементы методом прессования. С помощью дополнительных операций можно регулировать хрупкость изделия. Так, пропитав брусок на керамической основе бакелитом, можно снизить его хрупкость и увеличить твердость. Делается пропитка следующим образом. В емкости готовится смесь из бакелитового лака и водного растворителя. В нее погружаются изделия на полчаса. После чего идет сушка в два этапа, первые 7–14 часов на открытом воздухе, а затем бруски помещают в специальный сушильный шкаф. В нем они высушиваются при температуре около 80 °C не менее 6 часов.
Далее идет стадия ступенчатого нагрева. Для этого понадобится специальный термостат для бакелизации. В него погружают обрабатываемые элементы, а температура поднимается каждый час. Сначала она находится в пределах 100–130 °C, затем 130–160 °C, последняя стадия длится 90 минут при температуре 180 °C. Финальная операция – естественное охлаждение на воздухе.

Производство брусков для хонингования
В некоторых случаях необходимо снизить твердость брусков для оправки. Чтобы достигнуть такого эффекта готовят раствор едкого натра, доводят его до кипения и помещают в него бруски. Время выдержки находится в пределах от 30 до 120 минут. Затем изделия достают и помещают на 1 час в кипящую очищенную воду. А чтобы полностью нейтрализовать щелочь, рабочий инструмент промывают под проточной водой, опускают на полчаса в емкость с раствором соляной кислоты (5% концентрации). Напоследок изделие еще раз помещают под струю чистой воды и сушат.
Если речь идет о брусках с бакелитовой связкой, то в этом случае снизить твердость можно прокипятив режущий инструмент в 3% растворе кальцинированной соды. Не забудьте после этого промыть изделие в течение часа сначала в горячей, а затем холодной воде.
5 А если отверстие некруглой формы?
Теперь поговорим об особенных хонах, инструментах для обработки некруглых отверстий. Состоят они из корпуса, в котором предусмотрен канал для подвода пневмосреды, колодок, абразивных брусков, пневматической камеры, двух муфт (подвижной и неподвижной). Как только инструмент приводится в рабочее положение, через специальный канал в корпусе подается сжатый воздух прямо в пневмокамеру. Это способствует прижиму всех рабочих элементов к обрабатываемой поверхности. Причем они прижимаются равномерно абсолютно по всей плоскости, независимо от геометрии поверхности.

Обработка некруглых отверстий
Во время обработки колодки двигаются и поворачиваются на необходимый угол благодаря пазам в муфте. А регулируя давление сжатого воздуха, можно контролировать силу прижатия брусков оправки. Этот инструмент фиксируется к полому шпинделю станка, а последний обеспечивает возвратно-поступательные движения. Следует обратить внимание и на самоцентрирующиеся гибкие хонинговальные щетки. В этом случае валики крепятся к специальным гибким нитям, таким образом, инструмент полностью повторяет контур поверхности. Благодаря этому появляется возможность обрабатывать даже ломаные края.
6 Подбираем правильные бруски для работы
Размер и качество рабочего инструмента зависят от параметров обрабатываемого отверстия. Суммарная ширина комплекта брусков для оправки зависит от длины окружности и колеблется в пределах от 0,15–0,35 этой величины. Если используются широкие элементы, то в них специально прорезают продольные пазы. С их помощью обеспечивается хороший подвод смазочной жидкости и лучше вымываются все отходы.

Подбор качественного инструмента
Если обрабатывается чугунная поверхность, то необходимо приобретать брусок для оправки с 50 или 75% концентрацией. Для стали эта характеристика возрастает и достигает 100%. А работая со стальными закаленными элементами, иногда приходится использовать и бруски с алмазной концентрацией 150%. Различается и материал брусков в зависимости от обрабатываемого металла. Для цветных металлов и чугуна отлично подойдет карбид кремния, а вот сталь поддается обработке электрокорундом.
В некоторых случаях совмещают несколько типов, например, для чистовой обработки берут изделие из белого электрокорунда, а для черновой из зеленого карбида. Мягкие металлы, вроде меди и алюминия, обрабатываются и более эластичными инструментами, так как применение твердых брусков может вызвать налипание металла основы, что приведет к царапинам, рискам и иным нежелательным дефектам.
tutmet.ru
обработка отверстий блока цилиндров двигателя, виды хонинговальных головок
Хонингование — одна из операций технологического процесса, производящая отделочную обработку внутренних цилиндрических отверстий при помощи абразивных инструментов. Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Суть процесса
Процесс обработки напоминает абразивное шлифование, но хонингование происходит при небольших скоростях. Головка совершает два основных движения: круговое вращение и возвратно-поступательное перемещение по вертикальной оси. Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
После нескольких двойных ходов производится разведение брусков. Для снятия равномерного припуска хонинговальная головка имеет плавающее крепление. Хонинговкой можно добиться 5−6 класса точности и 10−12 квалитета шероховатости.
Во время движения абразивных брусков происходит снятие металла в микроскопических объемах. На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
Цель хонингования
Среди причин использования хонов выделяются следующие:
- форма обработанных внутренних отверстий соответствует геометрическим параметрам;
- высокая точность размеров;
- низкая шероховатость;
- нанесение микроскопических рисок, образующих правильный рисунок.
Если отверстие гильзы двигателя не будет иметь правильную форму, то это повлечет за собой снижение компрессии и снижение рабочего ресурса поршневой группы. Растачивание не обеспечивает получение идеальной формы из-за изнашивания и отгибания резцового инструмента. Форма может иметь дефекты в виде конусности и бочкообразности.
Обработка лезвийным инструментом не позволяет добиться требуемой чистоты. Из-за чего в процессе эксплуатации идет повышенный износ компрессионных колец и, как следствие, повышенный расход топлива и масла. Канавки с остатками смазывающего материала исключают сухое трение деталей.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
- по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов. Размер зерен не превышает нескольких десятков микрон.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Проведение работ
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Рабочая поверхность брусков снимет вершины микронеровностей, оставшихся после растачивания. Такой метод называется плосковершинный или платохонингованием.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Хонингование цилиндров своими руками
Многие домашние мастера самостоятельно производят ремонт двигателя своего автомобиля. Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Для обработки потребуется набор наждачной бумаги, имеющей различную зернистость. Для предварительной обработки используют крупную шкурку. А по мере сглаживания микронеровностей зернистость бумаги уменьшается.
Хонинговальная головка своими руками делается из приспособления для ручной обработки. Конструкция состоит из трех лап. Вокруг них обматывается наждачная бумага по ходу вращения.
Хонингование происходит при обильном смачивании маслом. Процесс напоминает притирание деталей абразивным порошком. Контроль размеров при отсутствии нутромера производится поршнем ремонтного размера.
chebo.pro