Запрессовка сальников — Энциклопедия по машиностроению XXL
На фиг. 42 показана запрессовка сальника при помощи запрессовочного штампа. [c.499]| Рис. 141. Оправка для запрессовки сальника ведущей шестерни |
Инструменты и приспособления пресс, динамометрический ключ с головкой 30 жм, труба, оправка для запрессовки сальников в удлинитель, оправки для запрессовки оси блока шестерен промежуточного вала, щипцы для монтажа стопорных колец, ключ для поворота осей блока промежуточных шестерен и шестерни заднего хода, клиновые оправки для сборки вилок. [c.126] Рис, 95. Оправки для запрессовки сальников для сальника вала ведущей шестерни б — для сальника полуоси [c.

Алюминиевая крышка в плоскости прилегания шестерен не должна иметь уступов. Поверхность должна быть плоской. При заметных износах зажимают крышку в точках Г (рис. 47) и фрезеруют поверхности и 5 до размера (13,5 0,3) мм. Максимальный съем металла не должен превышать 0,2 мм. Сальник I коленчатого вала заменяют новым. При запрессовке сальника усилие прикладывают как можно ближе к наружному диаметру сальника. [c.52]
Приспособление для снятия и установки клапанов Приспособление для замера вылета толкателя топливного насоса Оправка для запрессовки сальника насоса охлаждающей жидкости Оправка для замены подшипника насоса охлаждающей жидкости Оправка для запрессовки заднего сальника коленчатого рала в держатель
[c. 216]
216]
Оправка для напрессовки шариковых подшипников и внутренней обоймы роликового подшипника на первичный и вторичный валы Поперечина для вывешивания двигателя Оправка для запрессовки сальника штока выбора передач Оправка для напрессовки внутренней обоймы подшипника на коробку дифференциала [c.216]
| Рис. 159. Запрессовка сальника ко-тен-чатого вала двигателя МеМЗ без разборки двигателя |
| Рис. 197. Оправка для запрессовки сальника полуоси автомобиля Москвич-2140 |
 75), а ведущего вала — приспособление (рис. 76).
[c.216]
75), а ведущего вала — приспособление (рис. 76).
[c.216]| Рис. 75. Оправка для запрессовки сальника |
| Рис. 62. Оправка для запрессовки сальников в крышки среднего и заднего мостов |
Рис. 2.50. Оправка для запрессовки сальника и подшипника Оправка для запрессовки сальника и подшипника
|
| Рис. 2.256. Компактный шарико-винтовой механизм с обводным, каналом в штоке. Шток 2, заканчивающийся ухом 1, в гайке 7 уплотняется сальником 3. Шарики 5 направляются наружными отражателями, закрепленными с обеих сторон рабочей части канавки винта (на рисунке не показаны), в обводный канал. Внутренние отражатели 4 после запрессовки стопорятся винтами 6. |
В качестве примера на рис. 214 показано одно из приспособлений, применяемое при запрессовке на прессе трех деталей. Особенностью схемы приспособления является то, что две детали (наружные обоймы роликоподшипников) запрессовываются одновременно. Корпус устанавливается на плоскость стакана I, центрируясь на оправке 2. Предварительно на конус этой оправки надевается обойма роликоподшипника.
 Вторая обойма вставляется в корпус сверху. Далее при опускании со штоком пресса верхней оправки 3 обе обоймы запрессовываются. Затем шток пресса поднимается и на место оправки 3 посредством пневмоцилиндра 4 подводится оправка 5. В расточку корпуса помещается третья деталь (сальник) и при последующем ходе штока пресса она запрессовывается оправкой 5.
[c.267]
Вторая обойма вставляется в корпус сверху. Далее при опускании со штоком пресса верхней оправки 3 обе обоймы запрессовываются. Затем шток пресса поднимается и на место оправки 3 посредством пневмоцилиндра 4 подводится оправка 5. В расточку корпуса помещается третья деталь (сальник) и при последующем ходе штока пресса она запрессовывается оправкой 5.
[c.267]Сальники — Запрессовка 6 — 500 — Уплотнения 2 — 818 — Уплотнения с мягкой и металлической набивкой — Трение 2 — 833 [c.247]
Кольца набивки должны запрессовываться в сальник постепенно. Запрессовку следует начинать после укладки первых двух нижних колец. Если нажимной буксы по длине 60 [c.160]
В арматуре высокого давления хорошо работает чисто графитовая набивка. При применении этой набивки необходимо иметь зазор между шпинделем и сальниковой буксой не более 0,05 мм. Для этого необходимо шпиндель и буксы изготавливать из одинаковой, легированной стали. Если зазор между шпинделем и буксой будет более 0,05 мм, то следует сначала в сальник заложить кольцо из прографиченно-го плетеного асбестового шнура, плотно охватывающего шпиндель. После этого сальник заполняется сухим чешуйчатым графитом, который утрамбовывается при помощи нажимной втулки. Можно также графит смешивать с водой, но не с маслом, укладывая в сальник густую кашицу. При окончательном наполнении и запрессовке графитом сальника заметно сильное трение, которое уменьшается после нескольких поворотов шпинделя.
После этого сальник заполняется сухим чешуйчатым графитом, который утрамбовывается при помощи нажимной втулки. Можно также графит смешивать с водой, но не с маслом, укладывая в сальник густую кашицу. При окончательном наполнении и запрессовке графитом сальника заметно сильное трение, которое уменьшается после нескольких поворотов шпинделя.
При конструировании резино-металлич. деталей уплотнительных клапанов креп—иение Р., с. к с.о., к металлич. арматуре осуществляется завальцовкой или запрессовкой резинового элемента. При уплотнении вращающихся валов резиновыми сальниками сроки эксплуатации сокращаются до 10—15 суток, т. к. в месте контакта резины с валом развиваются высокие темп-ры, а набухание резины в агрессивной среде приводит к снижению тепло- и износостойкости. [c.134]
При расточке цилиндров, а также при запрессовке в них втулок и последующей их расточке необходимо сохранять прежние геометрические оси цилиндров. Это достигается путем установки цилиндров на станках по первоначальным конусным фаскам у основания цилиндров или по контрольным окружностям на фланце.
Если цилиндры изношены по диаметру за пределы допусков, их растачивают под запрессовку чугунных втулок. При этом следят за соосностью цилиндров и их сальников. Расстояние между осями цилиндров и сальников должно быть 302+° °5 [c.288]
Оправка для напрессовки внутреннего кольца заднего подшипника на ведущую шестерню главной передачи Оправка для установки сальника на полуось Оправка для установки пружинных шайб иа ведущий и ведомый валы коробки передач Оправка для запрессовки наружного кольца заднего подшипника ведущей шестерни главной передачи Пара фланцев для установки по концам балки заднего моста при ее проверке Оправка для определения толщины прокладок при регулировке зазора в зацеплении шестерен главной передачи
 359]
359]
Оправки монтажные и демонтажные. Оправки (табл. 4.4) обеспечивают правильную установку на валы и в корпусные детали подшипников, сальников и втулок. Они позволяют производить посадку этих дета.лей ровно, без перекосов, так как усилие запрессовки передается по всей окружности кольца подшипника, обоймы сальника, втулки. Это гарантирует сохранность данных деталей, их нормальный контакт с валом или картером и, следовательно, надежную работу при эксплуатации. Необходимые усилия создаются легкими ударами молотка по торцевой части оправки. [c.273]
При замене поврежденный сальник полуоси снимают при помощи монтажной лопатки. Новый сальник перед запрессовкой необходимо окунуть в масло. Торец его должен быть параллелен торцу фланца кожуха полуоси. Сальник запрессовывают при помощи оправки (рис. 95) . [c.144]
При течи масла через сальники карданных шарниров нужно отвернуть болты крепления крышки сальника, снять крышку и заменить сальник. Сальник следует запрессовывать в крышку при помощи реечного пресса или в тисках при этом пружина должна быть обращена к картеру. Чтобы не помять крышку и сальник, при запрессовке нужно соблюдать осторожность.
[c.104]
Сальник следует запрессовывать в крышку при помощи реечного пресса или в тисках при этом пружина должна быть обращена к картеру. Чтобы не помять крышку и сальник, при запрессовке нужно соблюдать осторожность.
[c.104]
В левую половину картера вставляют стопорное кольцо и изнутри с помощью оправки запрессовывают сальник (сальники, когда их два). Затем запрессовывают подшипники, используя оправки соответствующих диаметров, после чего производят запрессовку коленчатого вала (кривошипа). Для этого кладут на два деревянных бруска кривошип короткой шейкой вниз. Чтобы предохранить кривошип от деформации, между его маховиками закладывают стальную пластину. На длинную коренную полуось накладывают левую половину картера. Для того чтобы не повредить рабочую кромку сальника, необходимо пользоваться конусной направляющей, которую надевают на посадочное место шарикоподшипника полуоси кривошипа. Затем в отверстие картера запрессовывают шарикоподшипник до упора во внутреннее стопорное кольцо и бурт полуоси.
Затем собирают крышки в последовательности, обратной разборке. Перед запрессовкой подшипники тщательно промывают в бензине, обдувают сжатым воздухом и закладывают в них смазку ЦИАТИМ-221 (или ЦИАТИМ-201, ЦИАТИМ-202, ЛЗ-158) на V объема. Войлочные шайбы перед сборкой промывают в бензине, высушивают и пропитывают машинным маслом. Промывают внутренние и наружные держатели сальников. [c.64]
Оправка для установки держателя с сальником коленчатого вала Оправка для запрессовки переднего сальника коленчатого вала и сальника распределительного вала [c.216]
Оправка для запрессовки заднего сальника коленчатого вала (на двигателе) [c.216]
В конструкции штампа предусмотрена безопасная работа прессовщика. Это обеспечивается выдвижным пуансоном 1, закреплённым В ползушке 2, которая с помощью ручки 3 может быть выведена из опасной зоны по направляющим 4. При этом положении корпус сальника с вставленными в него кожаными манжетами, кольцевой пружиной и металлическим кольцом укладывается на пуансоне. Положение сальника на пуансоне определяется фиксатором 5. Положение пуансона под за-прессовочной матрицей 6 определяется штифтами 7. После запрессовки сальник удаляется из матрицы выталкивателем 8.
[c.499]
Это обеспечивается выдвижным пуансоном 1, закреплённым В ползушке 2, которая с помощью ручки 3 может быть выведена из опасной зоны по направляющим 4. При этом положении корпус сальника с вставленными в него кожаными манжетами, кольцевой пружиной и металлическим кольцом укладывается на пуансоне. Положение сальника на пуансоне определяется фиксатором 5. Положение пуансона под за-прессовочной матрицей 6 определяется штифтами 7. После запрессовки сальник удаляется из матрицы выталкивателем 8.
[c.499]
После окончательной регулировки предварительного натяга и монтажного размера отвернуть гайку ведущей шестерни и снять фланец. С помощью оправки (см. рис. 95, а) запрессовать сальник ведущей шесгерни до упора. Перед запрессовкой сальник обязательно окунуть в масло. Установить фланец с шайбой и окончательно затянуть гайку с моментом 12,5—14 кГм. С помощью молотка и бородка или керна, оперев гайку на жесткую опору, смять верхнюю цилиндрическую часть гайки, расположенную против канавки в резьбовом конце вала ведущей шестерни.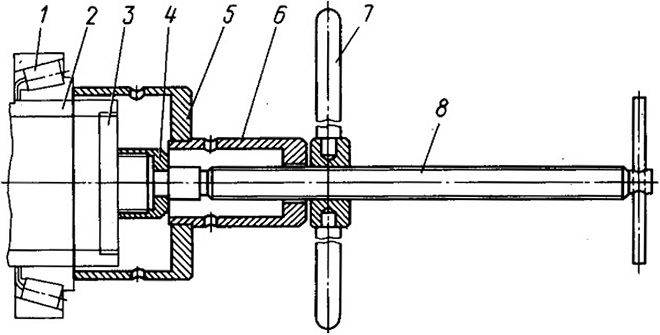 [c.150]
[c.150]
При установке сальников особое внимание уделяют центрированию впрессоаываемой детали относительно гнезда. Оправка для запрессовки сальника руля (рис. 7 В) имеет цилиндрический выступ, которым она центрируется по оси отверстия. На этот же цилинд [c.38]
Кожаный сальник коленчатого вала перед запрессовкой в крышку распределительных шестерен нужно выдержать в течение 30 мин. в техническом рыбьем- жире (ворвани), нагретом до 60°. С льник погружают в подогревательную ванну так, чтобы он не касался горячих стенок или дна ванны во избежание нагрева выше указанной температуры. Еще теплым его запрессовывают в крышку распределительных шестерен и устанавливают на двигатель. Непосредственно перед запрессовкой сальника гнездо в крышке смазывают для герметичности тонким слоем сурика, белил, шеллака или нитролака. [c.169]
При сборке опоры промежуточного вала автомобиля ГАЗ-51 перед запрессовкой сальников в переднюю и заднюю крышки подшипника опоры их пропитывают в течение 30 минут в ворвани, нагретой до 60°С. Подшипники на промежуточный вал устанавливают до упора в бурт. Для герметичности сальника с гнездоти в крышках последнее смазывают тонким слоем сурика, белил или шеллака. При затяжке гаек подшипник промежуточного вала должен войти до упора в заднюю и переднюю крышки. Шариковый подшипник опоры вала смазывают консталином перед сборкой промежуточного вала.
[c.300]
Подшипники на промежуточный вал устанавливают до упора в бурт. Для герметичности сальника с гнездоти в крышках последнее смазывают тонким слоем сурика, белил или шеллака. При затяжке гаек подшипник промежуточного вала должен войти до упора в заднюю и переднюю крышки. Шариковый подшипник опоры вала смазывают консталином перед сборкой промежуточного вала.
[c.300]
Новый сальник осторожно запрессовь[вают простейшей деревянной оправкой диаметром 40 мм с отверстием в центре диаметром 16 мм — под валик насоса. Можно изготовить также прислособление, показанное на рис. 2.50. (владельцам небольшой мастерской, например). Его детали 2, 3 и 4 используют при запрессовке сальника, а при запрессовке подшипника (см. ниже) -1,2 и 4. Запрессовку лучше делать, используя пресс или тиски. Удары могут быть губительными для графитового кольца. [c.53]
При запрессовке в корпус до упора рекомендуется е допрессовывать сальник до конца посадочного гнезда примерно на 0,5 мм, чтобы не вызвать излишней деформации каркаса и последукицего повреждения
[c. 221]
221]
При эксплоатации шнековых пылепитателей Подольского завода необходимо снижать зазоры между спиралью и корпусом до 1—2 мм. так как при увеличенном зазоре появляется склонность к запрессовке пыли в пылепнтателе при сухой пыли большой зазор вызывает самопроизвольное протекание пыли через питатель, не зависящее от числа оборотов последнего надо уменьшать зазоры между валом и корпусом сальника до размера скользящей посадки. [c.172]
На рнс. 7 А дано приспособление для запрессовки наружных колец и сальника в картер и крышку руля автомобиля Москвич . Кольцо подшипника надевают на коническую поверхность подставки, цилиндрическая поверхность оп-правки служит направляющей для картера рулевого управления. Картер центрируется на подставке, и потому запрессовка колец и на большой глубине проходит хорошо. Роль направляющей выполняет и наружная цилиндрическая поверхность второй подставки (рис. 7 Б). Для запрессовки второго наружного кольца в картер рулевого управления оправка сдепана в вице скобы, в прорезь ее вводят вал руля, собранный с червяком. [c.38]
[c.38]
| Рис. 7. Приспособление для запрессовки. наружных колец подшипника и сальника в картер и крышку руля автомобиля Москвич -400 а и б — для запрессовки наружны колец. в — для заарессовкв сальника. |
 [c.396]
[c.396]Замена сальников (передних и задних) коленвала Казань
Не для кого не секрет, что каждый автомобильный узел имеет определенный срок годности. Например, процесс замены шаровых, должен осуществляться после выхода из строя данного элемента. Большинство автомобильных деталей работают на протяжении длительного времени, а некоторые необходимо менять с регулярной периодичностью. К таким деталям относится сальник. На техническом языке эта запчасть называется резиновая, армированная манжета.
Сальник считается одной из важных деталей автомобиля. Его незначительное смещение приведет к масленной течи. Как практика показывает, замена сальника происходит ориентировочно каждые три года. Этот показатель не обязателен, может потребоваться внеплановый ремонт автомобиля по причине перегрева двигателя. Если происходит течь масла, то в первую очередь осуществляется замена сальника. В каждом ремонтном процессе требуется наличие соответствующих материалов и инструментов. Для замены сальника понадобится специфичное оборудование, инструменты и новые сальники. Очень важно подобрать сальники нужного размера. В основном данная автомобильная деталь однокромочная и подразделяется на следующие виды:
Для замены сальника понадобится специфичное оборудование, инструменты и новые сальники. Очень важно подобрать сальники нужного размера. В основном данная автомобильная деталь однокромочная и подразделяется на следующие виды:
- с пыльником
- без пыльника
Сальник с пыльником обеспечивает дополнительный уровень защиты от пыли. Обязательным условием при замене автомобильных деталей является использование аналогичных вариантов.
Течь масла может быть спровоцирована не только неисправным сальником. Данная неприятная ситуация может информировать о появлении более серьезной автомобильной поломки. И если возникшую поломку не устранить своевременно, то это чревато большими, серьезными неприятностями. Поэтому для проведения диагностики и установления точной причины поломки, лучше обратиться к специалистам станции технического обслуживания. Опытная команда профессионалов СТО AVGservis поможет произвести диагностику и в кратчайшие сроки определить причину поломки. А также по Вашему желанию осуществить качественный ремонт автомобиля.
А также по Вашему желанию осуществить качественный ремонт автомобиля.
При обнаружении следов подтекания масла необходимо проверить состояние системы вентиляции картера. А именно произвести проверку на обнаружение возможных нарушений в проходимости шлангов. После нужно произвести отключение клеммы минус от аккумулятора и дальнейший процесс работы производить при отсоединенной клемме.
Замену сальника лучше доверить профессионалам автомобильной сферы. Высококвалифицированные специалисты СТО AVGservis произведут качественную замену. Для записи на ремонт, Вы можете набрать указанный номер телефона или оставить заявку на нашем сайте с обратными контактами. Наш специалист обязательно свяжется с Вами в ближайший час.
Замена сальников коленвала
Разные автомобильные детали имеют разный ресурс жизнедеятельности и определенный срок годности, по истечении которого чаще всего подлежат замене.
Так, сальники коленвала способны функционировать, в среднем, около 3-х лет или 100-150 тыс. км. пробега, после чего их необходимо менять. Но бывает, что время их замены приходит и гораздо раньше.
км. пробега, после чего их необходимо менять. Но бывает, что время их замены приходит и гораздо раньше.
Дело в том, что если санник смещается даже совсем незначительно, то это оборачивается течью масла и неожиданным, но обязательным ремонтом.
Дефекты сальников возникают по следующим причинам:
- во-первых – это естественный износ;
- неправильная установка приводит к появлению трещин резины;
- несвоевременная замена моторного масла и масляного фильтра;
- работа двигателя на повышенных оборотах и перегрев;
- механические повреждения;
- низкое качество резины, из которой они были изготовлены.
Итак, на дефект сальника указывает течь масла, и чем хуже состояние сальника тем сильнее течет масло.
Кроме того, через дефекты сальника на вал попадают механические частицы, абразивно на него действующие.
Постепенно износ деталей все усугубляется. Масло распределяется по деталям не равномерно, часть из них испытывают дефицит масла, что отражается на них негативно. Поэтому затягивая с заменой сальника можно оказаться перед необходимостью более сложного и гораздо более дорогого ремонта.
Поэтому затягивая с заменой сальника можно оказаться перед необходимостью более сложного и гораздо более дорогого ремонта.
Считается, что операция по замене сальника не представляет никаких сложностей и поменять его по силу любому автолюбителю. Но все же, замена заднего сальника коленвала по причине труднодоступности его расположения процедура достаточно трудоемкая и продолжительная по времени.
Стоит помнить, что именно неправильная установка является одной из основных причин, по которым возникают проблемы в будущем.
Поэтому, все же разумнее будет обратиться за помощью к специалистам и быть уверенным, что сальник нормально проработает все положенное ему время и следующий раз замена понадобиться только через три года.
Тем более, что стоимость нового сальника в несколько раз дешевле ремонта.
Так как разнообразные дорожные загрязнения (пыль, грязь, песок, мусор) попадают на передний сальник в гораздо большем количестве, то и в негодность он приходит быстрее.
По мнению специалистов, несмотря на то, что задний сальник намного меньше подвергается всяческим негативным явлениям, чем передний менять их лучше одновременно.
Замена сальников коленчатого вала: с чего начать
Сальник предназначается для предотвращения протекания смазки из механизмов, содержащих её внутри, если от них выходит ось или вал. Сальник устанавливается во многих элементах автомобиля, в том числе и в коленчатом вале. И здесь, как нигде, важно, чтобы смазочная жидкость не покинула двигатель. Этот элемент являет собой кольцо с эластичной внутренней кромкой и жёсткой наружной обоймой.
Внутренняя кромка усиливается пружиной, которая не выпускает наружу масло. В процессе эксплуатации сальник теряет свою эластичность и трескается, из-за чего масло начинает протекать, что создаёт водителю проблемы. Сальники – это элементы, которые нужно периодически проверять и производить их замену. Процедура замены заднего и переднего сальника имеет некоторые отличия в связи с особенностями конструкции двигателя. Эта процедура вполне осуществима даже в обычном гараже, но она имеет некоторые особенности и сложности, чего могут не понять новички.
Эта процедура вполне осуществима даже в обычном гараже, но она имеет некоторые особенности и сложности, чего могут не понять новички.
1. Когда и почему нужно менять сальники коленчатого вала.
По утверждениям специалистов, замена сальников коленчатого вала – это процесс, который необходимо повторять не реже одного раза в три года эксплуатации автомобиля (или через каждые 100-150 тыс. километров пробега), так как деталь постепенно изнашивается. Иногда требуется выполнить внеплановый ремонт двигателя и сменить сальники (к примеру, при перегреве двигателя). Но приступать к такому ремонту стоит при полной уверенности в неполадках, о чём может свидетельствовать течь масла. Среди причин преждевременного выхода из строя сальников можно назвать низкокачественное сырьё, которое берётся для изготовления детали, перегревы и перегрузки мотора, использование несоответствующих двигателю масел или их несвоевременная замена.
Когда производится замена сальников, необязательно иметь в руках набор специального инструментария. Главное, что необходимо – это сальники нужного размера и подручные инструменты, которые найдутся в любом гараже.
Главное, что необходимо – это сальники нужного размера и подручные инструменты, которые найдутся в любом гараже.
Сальники коленчатого вала подлежат замене в следующих случаях:
1. На детали появились трещинки, сколы, разорванности или другое дефекты.
2. На сальнике были обнаружены подтёки масла.
Но подтёки масла – это ещё не 100-процентная причина для замены сальника. Иногда, масло начинает подтекать, если система вентиляции картера загрязнилась или шланги системы вентиляции пережались. В таких случаях достаточно почистить систему вентиляции или устранить изгибы шлангов. Важно! Перед заменой сальников обязательно убедитесь, что причина неполадок именно в них.
2. Замена переднего сальника коленчатого вала.
Передний сальник коленчатого вала располагается в крышке масляного насоса (или, если точнее, на носке коленчатого вала). Чтобы к нему достаться, нужно будет демонтировать крышку ремня газораспределительного механизма. Передний сальник расположен под самым нижним шкивом.
Замена переднего сальника коленвала – процесс несложный, но требует определённой сноровки и элементарных навыков обращения с автомобилем.
Перед началом работ по снятию сальника, обязательно нужно подготовиться. Успешная подготовка включает в себя:
Передний сальник расположен под самым нижним шкивом.
Замена переднего сальника коленвала – процесс несложный, но требует определённой сноровки и элементарных навыков обращения с автомобилем.
Перед началом работ по снятию сальника, обязательно нужно подготовиться. Успешная подготовка включает в себя:
1. Подготовить автомобиль и место для работы (промыть двигатель, в некоторых случаях можно поставить автомобиль над смотровой ямой, так как это упрощает процесс его ремонта).
2. Подготовить нужные инструменты и разложить их по местам (отвёртки, молотки, ключи, оправки для установки сальников, чистые тряпки для удаления загрязнений).
3. Подготовить запчасти и расходные материалы (купить новые сальники нужного размера, прокладки масляного насоса, другие прокладки). Прокладки стоит менять при ремонте любых узлов автомобиля.
Сальники производятся из различных по составу материалов, что стоит учитывать при их подборе. Материал сальника зависит от типа масла, которое используется в автомобиле (минеральное или синтетическое), что обязательно следует учесть во время покупки. Перед установкой сальники примеряют на вал и определяют, на сколько они подходят к механизму.
Материал сальника зависит от типа масла, которое используется в автомобиле (минеральное или синтетическое), что обязательно следует учесть во время покупки. Перед установкой сальники примеряют на вал и определяют, на сколько они подходят к механизму.
Чтобы заменить передний сальник, его необходимо сначала снять. Процесс его снятия включает такие этапы:
1. Отсоединить от аккумулятора клеммы.
2. Снять ремни газораспределительного механизма из всех шкивов.
3. Извлечь из автомобиля масляный насос.
4. Шкив зубчатого типа поддеть с помощью плоской отвёртки и снять с носка коленчатого вала.
5. Отвёрткой поддеть и извлечь шпонку коленвала (чтобы она не потерялась в процессе).
6. Поддеть отвёрткой сальник, а потом извлечь его из крышки.
После того, как старый сальник снят, на его место устанавливают новый. Перед установкой нового сальника, его кромку нужно смазать машинным маслом и запрессовать на место. При этом нужно использовать специальную оправку с диаметром около 41 миллиметра так, чтобы внутрь была направлена рабочая кромка. После этого производятся все действия в обратном к снятию порядке.
Если есть опыт, то производить замену переднего сальника коленвала возможно без снятия масляного насоса. Но это очень рискованно, так как можно установить новый сальник с перекосом или вовсе повредить поверхность коленчатого вала.
При этом нужно использовать специальную оправку с диаметром около 41 миллиметра так, чтобы внутрь была направлена рабочая кромка. После этого производятся все действия в обратном к снятию порядке.
Если есть опыт, то производить замену переднего сальника коленвала возможно без снятия масляного насоса. Но это очень рискованно, так как можно установить новый сальник с перекосом или вовсе повредить поверхность коленчатого вала.
3. Процедура снятия и замены заднего сальника коленчатого вала.
Замена заднего сальника – процесс более сложный, чем замена переднего сальника, так как он спрятан за системой сцепления. Здесь лучше заручиться поддержкой опытного в таких операциях автомеханика.
Определить неисправность заднего сальника коленвала можно по каплям свежего масла, которые висят на разъёме двигателя и картера сцепления.
Производить замену заднего сальника стоит в смотровой яме или на подъёмнике, обязательно зафиксировав колёса автомобиля специальными упорами.
Снятие заднего сальника коленчатого вала производится в такой последовательности:
1. Отсоединяются провода от клеммы аккумулятора.
2. Снять коробку переключения передач. Эта процедура очень трудозатратна, поэтому правильным решением будет одновременный осмотр и других элементов автомобиля, помимо замены сальников.
Снимать коробку передач стоит в такой последовательности:
2.1. Снять стартер;
2.2. Снять рабочий цилиндр сцепления;
2.3. Демонтировать трос спидометра и провода жабки заднего хода;
2.4. Снять ручку коробки переключения передач в салоне, чтобы она не мешала;
2.5. Выкрутить болты по контуру механизма, которые соединяют его с двигателем;
2.6. Демонтировать заднее крепление коробки передач;
2.7. При необходимости, снять трубу глушителя (это облегчит работу).
3. Снять диск сцепления.
4. Демонтировать маховик из двигателя.
5. С направляющих втулок снять задний щиток картера сцепления.
6. Открутить болты креплений (всего должно быть восемь штук).
7. Демонтировать держатель сальника.
8. Из держателя выпрессовать сальник с помощью молотка или шурупа (гвоздя) по металлу. Шуруп закручивается на несколько ниток резьбы и вытаскивается плоскогубцами, а сальник, обычно, идёт за ним. Если сальник очень большой, то можно закрутить два шурупа.
После того, как задний сальник был снят, производится его замена в следующей последовательности:
1. Впрессовать в держатель новый сальник до упора оправкой с диаметром около 99 миллиметров. При этом рабочая кромка обязательно должна направляться внутрь.
2. Прокладка, которая порвалась, удаляется. А для удобного монтажа прокладку клеят консистентной смазкой к держателю.
3. Рабочая кромка сальника и фланец коленчатого вала смазываются маслом.
4. Рабочая кромка сальника и фланец коленвала аккуратно заправляются, для чего можно использовать деревянные палки.
5. Болты держателя надёжно закрепляются.
6. В обратном к снятию порядке устанавливаются защитный щиток картера сцепления, маховик, сцепление и коробка переключения передач.
После того, как установка сальников произведена, следует проверить их состояние, для чего включают двигатель автомобиля. Если утечки масла нет, значит установка прошла успешно.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Pinterest, Yandex Zen, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.
Замена сальников клапанов, признаки износа сальников
Сальники клапанов устанавливаются в головке двигателя для снятия масла со стержней клапанов и предотвращения пропуска масла между стержнем клапана и направляющей, защищая камеру сгорания от попадания масла.
Когда сальники клапанов выхаживают свой ресурс или происходит их преждевременный износ, то двигатель начинает подбирать масло. Сначала это выражено в дымлении при запуске холодного двигателя, неустойчивой его работе, затем, по мере дальнейшего износа происходит отказ свечей и увеличивается количество масла на угар.
Пропуск масла в камеру сгорания отрицательно сказывается на работе клапанов, так как их стержень начинает «обрастать» нагаром, то же самое происходит с головкой поршня, что ухудшает теплоотвод деталей и ведет к их перегреву и преждевременному износу.
Сальники клапанов очень быстро реагируют на повышенную температуру и при перегреве двигателя обычно сразу теряют свои свойства и начинают частично пропускать масло. Это происходит потому, что высокая температура отрицательно сказывается на материале сальников и их рабочая кромка теряет свою эластичность, становясь попросту «дубовой». Помимо этого перегретый сальник может просто напросто «соскочить» с направляющей клапана и тогда на пути масла не будет никакой защиты.
Признаки того, что сальники клапанов требуют замены
Два основных показателя, о первом уже говорилось выше, это дымление двигателя на холодном запуске и второе замасленная резьбовая часть свечи зажигания. Также определить необходимость замены сальников клапанов, помогут следы масла на постели распредвала при регулировке клапанов. На чистой постели будут четко видны поперечные полоски сгоревшего масла (черные полосы) как раз над тем клапаном, который интенсивно пропускает масло.
Большое значение при этом имеет состояние направляющих втулок клапанов, так как при их износе новые сальники клапанов не смогут полностью выполнять свою функцию и будут пропускать масло, к тому же быстро выйдут из строя. В таких случаях перед заменой сальников клапанов требуется замена направляющих втулок.
Для замены сальников клапанов, важно приобрести качественный продукт, так как замена на дешевые изделия будет недолговечной и придется вновь производить их замену. Это связано с тем, что сальники клапанов при работе двигателя нагреваются до температуры 120 градусов и выше и потому очень важен материал, из которого они изготовлены, а также и сама технология их изготовления.
Ранее применявшиеся нитрильные резины (черного цвета) при изготовлении сальников клапанов, а также и сальников коленвала, не выдерживают долгое время присутствия высокой температуры и поэтому недолговечны. Современные сальники изготавливаются на основе акрилатного и фторкаучука и практически не подвержены старению при работе в зоне высоких температур, выхаживая порядка 120 – 150 тыс. километров сохраняя при этом свои эластичные свойства.
Поэтому не стоит экономить на приобретении сальников клапанов и приобретать их лишь у дилеров известных производителей, либо в автотехцентрах, где, как правило, присутствуют лишь качественные запасные части.
Замена сальников, пыльников и масла при снятой вилке // Мотосервис ПрофМото
Расходные элементы вилки мотоцикла (сальники и пыльники) необходимо менять заблаговременно. Однако при появлении первых признаков износа не поздно обратиться за диагностикой и ремонтом в мотосервис. Признаки утечки масла и износа сальников и пыльников вилки: Масляные пятна на поверхности вилки (пыльника) Потеки масла у крепежных болтов Появление трещин и надрывов на эластичных поверхностях Люфт вилки Посторонние звуки Диагностика и техническое обслуживание вилки Осмотр вилки может дать достаточно полную картину состояния расходных элементов, но не всегда можно заметить неисправность защитных устройств. В условиях бездорожья и плохой погоды сальники и пыльники приходится заменять значительно чаще, чем это рекомендует производитель. Пыльники обеспечивают сохранность рулевого узла и предохраняют его от грязи, влаги и абразивных частиц, а сальники предотвращают выход смазки из картера и снижают силу трения движущихся деталей. Замена защитных частей в большинстве случаев требует съема вилки и очистки всех элементов. для этого надо демонтировать рулевую рейку и подготовить ремонтный комплект, который может быть как типовым, так и расширенным. Чтобы не ошибиться в выборе деталей и не переплатить за лишние расходники, обращайтесь в мотосервис ПрофМото. Наши специалисты проведут предварительную диагностику узла и дадут рекомендации по дальнейшим действиям. При необходимости мы проведем профессиональную замену сальников, пыльников и масла вилки. Чтобы рулевой механизм работал как часы и не подвергал ваши жизнь и здоровье опасности, нужно использовать только высококачественные расходники и вовремя их заменять. Значение имеет даже структура материала уплотнителей, поэтому мы рекомендуем заказывать сальники, пыльники и технологическую жидкость только у проверенных производителей. Любой дефект расходного элемента, даже если он кажется незначительным, свидетельствует о необходимости замены. Также в процессе работы каждая деталь рулевого механизма должна быть тщательно осмотрена и очищена от масла и загрязнений. Перед сборкой масло полностью обновляется, нельзя допускать даже небольшой процент смешивания рабочих жидкостей. Если проводить техническое обслуживание вовремя, то как защитные, так и уплотнительные детали прослужат значительно дольше. Примечание: указана стоимость за одно перо
Замена сальников коленчатого вала ВАЗ 2110
Как часто необходимо производить замену сальников коленчатого вала новыми, а также подробная процедура по их снятию и замене на автомобиле ВАЗ 2110.Как часто необходимо производить замену сальников коленчатого вала новыми, а также подробная процедура по их снятию и замене на автомобиле ВАЗ 2110.
Не секрет, что все детали автомобиля обладают своим сроком годности. Безусловно, есть элементы, которые исправно работают на протяжении достаточно длительного периода времени, а есть детали, которые подлежат замене с завидной периодичностью. К последней группе можно отнести и сальники коленчатого вала.
Когда и почему нужно менять сальники коленчатого вала
На сегодняшний день данная деталь является очень важной частью автомобиля. Это обусловлено тем, что даже при небольшом смещении появится масляная течь. По мнению специалистов, выполнять замену сальника стоит не реже, чем раз в три года. Хотя, данный период времени является условным, так как в некоторых ситуациях может возникнуть необходимость выполнить внеплановый ремонт. Например, в случае перегрева двигателя.
Приступать к внеплановому ремонту стоит лишь в том случае, если есть определённые признаки, указывающие на необходимость проведения подобных работ. В данном случае сигналом тревоги может быть течь масла.
Во время любого ремонта мастер должен иметь под рукой определённый набор инструментов и материалов. В случае замены сальников не нужно использовать специфическое оборудование. Достаточно просто подобрать сальники подходящего размера. Не стоит забывать и о том, что эти детали в автомобиле, представленные на отечественном автомобильном рынке, могут быть однокромочными, а также с пыльниками или без них. Выполнять замену сальников стоит только на аналогичные модели.
Многие современные автовладельцы считают, что поменять сальники может только квалифицированный специалист, работающий в автомобильной мастерской. Это ошибочное мнение, так как на сегодняшний день существует огромное количество мануалов и рекомендаций, размещённых в сети Интернет, благодаря которым рабочий процесс упрощается.
Замена переднего сальника коленчатого вала ВАЗ 2110
1. Отсоедините с аккумулятора клемму «–».
2. Демонтируйте масляный насос с машины ВАЗ 2110.
3. Чтобы извлечь передний сальник из крышки масляного насоса, необходимо воспользоваться отвёрткой.
4. Новый сальник необходимо обратно на его место запрессовать, использовать необходимо специальную оправку с общим диаметром 41±0,5 миллиметров таким образом, чтобы её рабочая кромка была направлена внутрь.
5. Монтируйте в автомобиль масляный насос в порядке, обратном снятию.
Процедура снятия и замены заднего сальника ВАЗ 2110
1. В самую первую очередь следует отсоединить провод от клеммы.
2. После этого нужно снять маховик.
3. Демонтируется и задний щиток картера сцепления с направляющих втулок.
4. Открутите болты, которых в общей сложности должно быть восемь штук.
5. Уберите держатель сальника.
6. Сальник из держателя нужно выпрессовать при помощи шурупа (гвоздя) и молотка.
7. После этого следует взять новый сальник, который был подготовлен заранее, и впрессовать его в снятый держатель до упора с помощью оправки наружным диаметром (99±0,5) мм.
8. Обязательно обратите внимание на рабочую кромку, она должна быть направлена внутрь.
9. Порванная прокладка держателя должна быть удалена. Для удобства монтажа прокладку нужно приклеить к держателю специальной консистентной смазкой.
10. Рабочая кромка сальника на заключительном этапе смазывается моторным маслом.
11. Далее нужно смазать моторным маслом и фланец коленчатого вала автомобиля.
12. При монтаже держателя следует аккуратно заправить рабочую кромку сальника на фланец коленчатого вала. Для выполнения подобной работы можно использовать деревянную палочку. Закрепите болты держателя.
13. На самом последнем этапе нужно установить обратно задний щиток картера сцепления на направляющие втулки. После этого следует установить на место маховик, сцепление и коробку передач.ВАЗ
Установка сальника: инструкции
Один из основных принципов передачи мощности — постоянная смазка. Уплотнения вала играют в этом чрезвычайно важную роль. Представьте себе ситуацию, в которой редуктор на валу — первичный двигатель электродвигателя, приводимый ремнями, движение регулируется моментным рычагом — с неправильно установленным уплотнением. Раздутое уплотнение первичного вала — это кошмар, требующий полной поломки и повторной сборки, не говоря уже о повторном выравнивании и повторном натяжении ремней.
Сальник — это наша первая линия защиты в отношении сохранения смазки внутри редуктора. Это также можно назвать последней линией защиты — удержание загрязняющих веществ вне редуктора, где они и должны быть. Среднее уплотнение невероятно простое по конструкции — оно состоит из футляра, кромки или губ и часто пружины для подвязки. Конечно, некоторые из них намного сложнее и изготовлены из необычных материалов, но большинство из них просты.
Забота, проявленная во время процесса установки, окупится тем, что уплотнение будет работать тихо и эффективно за кулисами вашего приложения.
Подготовка к установке сальника
Прежде чем вы начнете процесс установки любого компонента трансмиссии, первая цель — убедиться, что все чистое и не имеет каких-либо дефектов материала, таких как зазубрины, заусенцы, царапины, вмятины и т. Д. Большинство этих компонентов имеют очень жесткие допуски, поэтому сохранение этой точности важно для их работы. Это особенно важно для сальников из-за их функции.
Начните с тщательного осмотра всех задействованных поверхностей: уплотнительной поверхности вала и отверстия корпуса, кромки (-ей) уплотнения и внешнего диаметра.Сохранение целостности уплотнительных кромок — «Приоритет 1». Малейший разрыв или порез может стать более серьезной проблемой во время работы.
Со временем на кромке (-ах) уплотнения появится неглубокая канавка в валу из-за давления, которое уплотнение оказывает на него. Видимые царапины на валу указывают на реальную вероятность того, что уплотнение не будет работать так, как предполагалось. Вероятность вытекания смазки и проникновения твердых частиц через уплотнение резко возрастает при размещении на изношенном месте.
Есть несколько способов исправить эту ситуацию:
- Использование проставки для перемещения уплотнения вперед возможно при условии, что в отверстии корпуса достаточно места для перемещения. В идеале внешний диаметр уплотнения (OD) должен полностью контактировать с корпусом.
- Существуют также ремонтные втулки вала, которые могут добавить валу «новую поверхность». Имея толщину в несколько тысячных дюйма, они закрывают дефекты вала, чтобы уплотнение могло плотно прилегать к поверхности.
- Вероятно, наименее привлекательным решением является замена или доработка вала. В некоторых случаях это невозможно; в других случаях это может принести пользу приложению в долгосрочной перспективе.
Какой вариант лучше? Это решение полностью оставлено на ваше усмотрение. Какое бы решение вы ни выбрали, для функционирования уплотнения требуется правильная посадка.
Когда приложение будет очищено и все компоненты готовы, вы начнете установку.
Установка сальника
Многие уплотнения поставляются с пружиной для подвязки, которая находится на задней стороне уплотнения.Он обеспечивает сжимающее давление на уплотнительную поверхность. Убедиться, что пружина правильно сидит в уплотнении, — отличный первый шаг.
Затем нанесите небольшое количество смазки на кромку (-и) уплотнения и область вала, контактирующую с уплотнением. При использовании двухкромочного уплотнения также заполните смазкой небольшую полость между двумя губами. Это одновременно защищает губы во время первоначальной установки и взлома, а также действует как еще один барьер, предотвращающий попадание загрязняющих веществ. При установке прокладок с резиновым покрытием нанесите смазку также на внешний диаметр.Это поможет предотвратить отскок или откат уплотнения от места установки.
Сориентируйте уплотнение так же, как при первоначальной установке. Кромка уплотнения должна быть обращена к смазке, требующей уплотнения. Вторая кромка двухкромочного сальника предназначена для защиты от пыли. Уплотнение должно быть установлено под углом 90 ° или перпендикулярно как валу, так и отверстию корпуса. Это проблема в тех случаях, когда в корпусе нет цековки или буртика, с которыми может упираться уплотнение.
Когда уплотнение смещено под углом или взведено на валу, начинается необратимый процесс. Чрезмерное давление на одну часть уплотнения при неправильной установке может привести к смещению пружины или к нагреву и хрупкости уплотнения из-за чрезмерного износа, что приведет к преждевременному выходу из строя.
Некоторые инструменты, необходимые при установке
В ситуациях, когда вал имеет шлицы или встроенную шестерню на конце, следует принять меры предосторожности.Эти шестерни и шлицы часто имеют очень острые кромки, что серьезно ухудшает целостность уплотнения. Вы можете использовать установочную втулку, которая позволит прокладке пройти мимо этих опасностей без повреждений.
Последний этап включает в себя фактическое вдавливание уплотнения. Доступны инструменты и наборы инструментов, которые могут помочь при установке уплотнения. Их самым большим преимуществом является то, что они прилагают очень равномерное усилие к корпусу уплотнения, что исключает возможность посадки уплотнения любым другим способом, кроме заподлицо.
Если эти специальные инструменты недоступны, вполне возможно правильно установить сальник в его корпус с помощью молотка. В идеале этот молоток должен быть пластиковым или резиновым, поскольку он более щадящий. Использование этого и ответной планки, которая покрывает все уплотнение, обеспечит точность при его вбивании. Обратной стороной этого метода является невозможность продвинуть уплотнение дальше, чем позволяет задвижка.
Маленький сальник играет очень важную роль в передаче энергии.
Правильные методы и усердие при установке сальника приведут к тому, что кажется ничем не примечательной ситуацией — компонент удерживает смазку. Когда что-то, что вы установили, работает эффективно и тихо, вы знаете, что все сделали правильно.
Хотите найти сальник или ремонтную втулку вала для своего применения? Посетите сайт Durus.
Как правильно установить сальник?
Мы собрали эти полезные советы, чтобы облегчить вам установку.Во избежание любого риска повреждения или утечки сальники должны быть установлен аккуратно и аккуратно.
Если вам все еще нужна помощь с установкой или выбором подходящего сальника, наши Специалисты по продукту будут рады предоставить вам персональный совет. Позвоните нам по телефону +32 (0) 3829 27 60 или напишите нам по адресу [email protected].
Большой выбор сальников
Ознакомьтесь с полным ассортиментом сальников в интернет-магазине ERIKS и найдите продукт, подходящий для вашей области применения.
Посмотреть ассортимент
Под углом от 30 ° до 50 °
Прежде всего, важно правильно очистить отверстие и вал.Любая грязь между кромкой уплотнения и валом вызовет последующие утечки. Поскольку внутренний диаметр При установке необходимо расширить сальник, вал должен иметь заходную кромку. Угол заходной фаски должен составлять от 30 ° до 50 ° .
Если вал имеет буртик или шпоночную канавку, можно использовать монтажная трубка. Входная сторона установочного отверстия также должна иметь фаску 30 ° не менее 1 мм. Убедитесь, что вы правильно закруглили края.
Избегать повреждения кромки уплотнения
Если шпоночная канавка, резьба винта или другая нестабильность вызваны скольжением масляного уплотнения по валу, лучше всего тщательно обернуть его на месте.Используйте пропитанную маслом бумагу, закройте изолентой или накройте защитным рукавом или монтажной трубкой из металла или пластика.
Запрессовать сальник в отверстие лучше всего, если он установлен равномерно. По возможности используйте специальную нажимную деталь, которая передает давление через область масляного уплотнения, армированную металлом. Для правильной работы масляного уплотнения кромка уплотнения должна быть совмещена с уплотняемой средой.
Чтобы упростить скольжение по валу, вал и кромка масляного уплотнения должны быть предварительно должным образом смазаны консистентной смазкой или маслом.Манжеты с кожаной кромкой манжеты необходимо заранее замочить в масле.
Что можно и нельзя
1. Не используйте слишком маленький диаметр.
2. Используйте установочные инструменты.
3. Никогда не применяйте силу, чтобы вставить сальник в отверстие; осторожно и равномерно используйте резиновый молоток.
4. Если вы используете сальники с металлической рубашкой (типы M и GV от ERIKS), мы советуем вам использовать
Омнифит продукт
(он также действует как герметик).Нанесение смазки на вал поможет уплотнению прижаться. Смазка отверстия также упростит установку.
Поиск и устранение неисправностей
| Проблема | Причина | Совет |
|---|---|---|
| Сальник вращается вместе с валом | Наружный диаметр сальника меньше внутреннего диаметра отверстия. | Выберите сальник подходящего размера и замените оригинальное уплотнение. |
| Сальник перемещается в осевом направлении вдоль вала | Наружный диаметр сальника меньше внутреннего диаметра отверстия. Избыточное давление вызывает смещение масляного уплотнения в осевом направлении. | Выберите сальник подходящего размера и замените оригинальное уплотнение. |
| Установленный сальник криво и деформирован | Внутренний диаметр отверстия слишком мал. | Проверьте правильность размера отверстия. |
| Корпус сальника деформирован | При установке использовался неправильный инструмент. | Используйте правильный инструмент. |
| Повреждена окружность сальника | Отверстие было неправильно обработано или неправильно установлено. | Проверьте шероховатость отверстия и наличие заходной кромки. |
| Грязь по окружности сальника или внутри отверстия. | Очистите все детали перед установкой. | |
| Сильный износ уплотнительной кромки | Недостаточная смазка. | Убедитесь, что имеется соответствующая и надлежащая смазка. |
| Конструкция ограничила подачу смазки к кромке уплотнения. | Измените конструкцию, чтобы смазка могла попасть на кромку уплотнения. | |
| Губка частично изношена | Сальник не отцентрован относительно вала в отверстии. | Отцентрируйте уплотнение по отношению к валу.Используйте подходящие инструменты для установки. |
| Кромка уплотнения затвердела, изношена и имеет трещины | Избыточные температуры. Чрезмерная частота вращения вала. Чрезмерное давление. | Выберите правильный состав резины и тип масляного уплотнения. |
| Недостаточная смазка. | Убедитесь в наличии достаточной смазки. | |
| Набухшая кромка уплотнения | Неправильная резиновая смесь. | Выберите подходящий материал. |
| Поцарапана кромка уплотнения. | Шероховатость вала неправильная. | Проверьте шероховатость вала. |
| Царапины вызваны неправильными инструментами и неправильной установкой. | Убедитесь, что установка выполнена правильно. | |
| Кромка загнута | Неправильная установка. | Смажьте кромку уплотнения и вал перед установкой. |
| Давление в среде слишком высокое. | Выберите тип масляного уплотнения, который подходит для избыточного давления. | |
| Трещины на гибкой части (мембране) | Давление в среде слишком высокое. Внезапные скачки давления на гибкой части. | Выберите тип масляного уплотнения, который подходит для избыточного давления. |
| Винтовая пружина из канавки | Неверный угол заходной фаски на валу. | Создайте на валу заходной угол или используйте монтажную трубку. |
| Неправильная установка. | Осторожно установите сальник. | |
| Канавка для пружины слишком мелкая. | Выберите другую конструкцию или используйте пружину с меньшим поперечным сечением. |
Как связаться с нашими специалистами
Мы понимаем, что каждое приложение индивидуально и что каждый проект — это свежий вызов. Вот почему наши специалисты по продукции всегда готовы дать вам личный совет и дать подробные знания о продукции.
Позвоните нам по телефону +32 (0) 3 829 27 60 | Напишите нам по адресу [email protected].
ПОДРОБНЕЕ ОБ УПЛОТНИТЕЛЬНЫХ КОЛЬЦАХ
Предотвратить повреждение уплотнительного кольца из-за неправильного использования
Узнать больше
% PDF-1.6 % 355 0 объект > эндобдж 357 0 объект > поток 2009-03-06T14: 16: 36 + 08: 00WIA-fi-4120C2dj2009-03-06T14: 17: 11 + 08: 002009-03-06T14: 17: 11 + 08: 00PDFScanLib v1.2.2 в приложении Adobe Acrobat 8.1.3 / pdfuuid: c108b97a-8b6f-4ded-8499-f01cdb11b2afuuid: 3f0620f9-4a0a-4dc7-9294-8a8a9771ba61 конечный поток эндобдж 358 0 объект > / Кодировка >>>>> эндобдж 1 0 obj > эндобдж 26 0 объект > / LastModified (D: 200
141508 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141508 + 08’00 ‘) >> эндобдж 54 0 объект > / LastModified (D: 200
141510 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141510 + 08’00 ‘) >> эндобдж 71 0 объект > / LastModified (D: 200
141526 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141526 + 08’00 ‘) >> эндобдж 121 0 объект > / LastModified (D: 200
141528 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141528 + 08’00 ‘) >> эндобдж 158 0 объект > / LastModified (D: 200
141543 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141543 + 08’00 ‘) >> эндобдж 169 0 объект > / LastModified (D: 200
141545 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141545 + 08’00 ‘) >> эндобдж 220 0 объект > / LastModified (D: 200
141600 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141600 + 08’00 ‘) >> эндобдж 236 0 объект > / LastModified (D: 200
141602 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141602 + 08’00 ‘) >> эндобдж 262 0 объект > / LastModified (D: 200
141616 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141616 + 08’00 ‘) >> эндобдж 307 0 объект > / LastModified (D: 200
141618 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141618 + 08’00 ‘) >> эндобдж 337 0 объект > / LastModified (D: 200
141633 + 08’00 ‘) >>>> / MediaBox [0 0 595 841] / Resources> / DefaultGray 3 0 R / ProcSet [/ PDF / ImageC / ImageI / ImageB] >> / Type / Страница / LastModified (D: 200
141633 + 08’00 ‘) >> эндобдж 336 0 объект > поток HtKv0EH * ˲l50ô? Q, Ir? L0f &?
Corteco: Сальник — неисправность и диагностика
Часто, когда такие детали, как сальники, выходят из строя преждевременно, их заменяют и возвращают по гарантии; однако в большинстве случаев сама печать не является причиной неисправности.В этом руководстве мы расскажем вам о причинах и о том, как избежать преждевременных утечек и сбоев в будущем.
Диагностика утечки губ
Если кромка изношена, то это часто вызвано недостаточной смазкой уплотнения перед установкой, что приводит к аномально высокой температуре, присутствию посторонних веществ, непропорциональному внутреннему давлению или чрезмерно шероховатой поверхности вала. Точно так же, если при снятии уплотнения кромка затвердела и есть видимые трещины, вы можете быть уверены, что это снова было вызвано аномально высокими температурами, чрезмерным внутренним давлением или недостаточной смазкой.Причина аномально высокого износа возникла из-за трения, поскольку количество смазки было ниже указанного уровня и, следовательно, не достигло кромки уплотнения. В качестве альтернативы недостаточная смазка может возникнуть в условиях сухого износа из-за низкого уровня масла в автомобиле. Еще один признак этого — гладкая и глянцевая повязка для губ.
В качестве альтернативы, если кромка размягчилась, то основная причина этого заключается в том, что кромка имеет неподходящий материал, необходимый для нанесения.Во избежание повторения этого перед установкой убедитесь, что для конкретного применения выбрано правильное уплотнение.
Если вы замечаете, что кромка уплотнения изношена неравномерно, то это связано с установкой взведенного уплотнения или чрезмерным смещением вала. Как и прежде, оба должны быть проверены во время установки, но особенно перед выездом автомобиля на дорогу.
Ошибки при установке, как правило, являются важным фактором преждевременного выхода из строя автомобильных запчастей. Это очевидно, если вы видите, что кромка уплотнения поцарапана, вызванная неправильной сборкой, неправильным обращением, неправильной камерой вала или присутствием посторонних предметов, попавших в уплотнение.Царапины часто возникают из-за заусенцев или других дефектов в камере вала, контакта кромки с острыми металлическими частями во время транспортировки или хранения или при работе с уплотнением в перчатках, загрязненных металлическими частицами.
Как уже говорилось, неправильное обращение может быть фактором преждевременного выхода из строя уплотнения, контрольным признаком является то, что кромка уплотнения вздулась или стала мягкой. Набухание вызвано тем, что кромка перед установкой была пропитана растворителем или бензином.В качестве альтернативы, если при снятии уплотнения вы видите, что след посадки отсоединен локально, тогда уплотнение могло быть деформировано из-за неправильно спроектированного сборочного зажима или из-за грубого обращения в прессовой посадке образовался зазор.
Однако, хотя проблемы во время установки могут способствовать выходу детали из строя, другие проблемы могут быть ключевым фактором. Если поясок губ (зона гибкости) сломан, это может быть связано с неправильной сборкой, но также может быть вызвано чрезмерным внутренним давлением.Точно так же, если кромка загнута, край кромки сильно изношен, а лента износа вогнута, то это связано с неправильной камерой вала, неправильной сборкой и чрезмерным внутренним давлением, что означает, что площадь масляного уплотнения превысила максимальное давление, которое было первоначально разработано для. Чтобы предотвратить это повторение, определите максимальное давление для уплотнения и убедитесь, что оно совместимо с автомобилем. Однако, если край кромки сильно изношен, но на изнашиваемой полосе имеются кольцевые канавки, то причина в том, что поверхность вала была более шероховатой, чем указанный диапазон, опять же, этого можно избежать, выбрав правильную деталь для конкретного применения.
Аналогично, если край кромки сильно изношен и на поверхности имеются бороздки или вмятины. Посторонние предметы могут повлиять на уплотнение по-разному, будь то вал или уплотнение, которые были загрязнены использованными инородными частицами, или загрязнители застряли в кромке уплотнения. Причина может быть вызвана, когда уплотнение собирается в присутствии грязи и / или пыли, в результате чего загрязняющие вещества попадают в уплотнительную кромку. Кроме того, если уплотнение или корпус были собраны из силикона, герметик может загрязнить вал или уплотнение.
Если при снятии уплотнения пружина подвязки отсоединилась, то это, вероятно, было вызвано неправильной камерой вала или неправильной сборкой, проверка установки может гарантировать, что вы и ваши клиенты довольны завершенной работой.
Однако, если нет явной неисправности сальника, причину часто бывает трудно диагностировать, но, прежде чем вы преждевременно откажетесь от хорошего уплотнения, сначала проверьте, не поцарапан ли вал или диаметр неправильный, если направление вращения вала не соответствует спирали на уплотнении, имеется чрезмерное смещение или биение вала, вал изношен или уплотнение установлено неправильно.
Диагностика утечек в зоне прессовой посадки
Ниже мы определяем четыре распространенные причины преждевременных утечек из-за неправильного обращения / установки.
Если сальник взведен, это может быть вызвано неправильным диаметром отверстия, неправильной камерой вала или неправильным монтажным приспособлением.
Как и при диагностике утечки кромки, если сальник исправен, проверьте, нет ли на нем царапин, отверстия неподходящего размера или чрезмерной шероховатости поверхности отверстия.Точно так же, если внешний диаметр уплотнения поврежден или изношен, причиной часто является отверстие. Перед установкой убедитесь, что вы проверили, нет ли диаметра отверстия неподходящего размера, неправильной камеры вала или неправильного сборочного приспособления.
Всех упомянутых причин можно избежать, если принять правильные меры при сборке, заказе и установке детали.
Зайдите на сайт www.corteco.com/en/products/sealing/, чтобы ознакомиться с нашим ассортиментом сальников.
Эту статью также можно найти в Интернете в журнале CAT.
Подробная ошибка IIS 10.0 — 404.11
Ошибка HTTP 404.11 — не найдено
Модуль фильтрации запросов настроен на отклонение запроса, содержащего двойную escape-последовательность.
Наиболее вероятные причины:
- Запрос содержал двойную escape-последовательность, а фильтрация запросов настроена на веб-сервере, чтобы отклонять двойные escape-последовательности.
Что можно попробовать:
- Проверьте конфигурацию / систему.webServer / security / requestFiltering @ allowDoubleEscaping в файле applicationhost.config или web.confg.
Подробная информация об ошибке:
| Модуль | RequestFilteringModule | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Уведомление | BeginRequest | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Обработчик | StaticFile | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Код ошибки | 20 0x00000000|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Запрошенный URL | https: // solutions-in-plastics.info: 443 / en / oil-seals / brochures / oil% 20seals% 20technical% 20manual / eriks% 20-% 20sealing% 20technology% 20-% 20assembly% 20of% 20the% 20oil% 20seal.pdf |
|---|---|
| Physical Path | d: \ ERIKS_IPM \ www \ en \ масляные уплотнения \ брошюры \ oil% 20seals% 20technical% 20manual \ eriks% 20-% 20sealing% 20technology% 20-% 20assembly% 20of% 20the% 20oil% 20seal.pdf |
| Метод входа в систему | Еще не определено |
| Пользователь входа | Еще не определено |
Дополнительная информация:
Это функция безопасности.Не изменяйте эту функцию, пока не полностью осознаете масштаб изменения. Перед изменением этого значения следует выполнить трассировку сети, чтобы убедиться, что запрос не является вредоносным. Если сервер разрешает двойные escape-последовательности, измените параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping. Это могло быть вызвано неправильным URL-адресом, отправленным на сервер злоумышленником.Просмотр дополнительной информации »
Допуски на запрессовку — Enduro
Расчет фактического внешнего диаметра уплотнения
Увеличенный наружный диаметр уплотнения допускает статическую посадку с натягом в отверстии.
Прибавив диаметр отверстия к припуску на прессовую посадку, вы получите наружный диаметр уплотнения.
Миллиметров | ||||
| Корпус Ø отверстия | Металл OD | Резина OD | ||
| мин. | Макс | мин. | Макс | |
| До 50 | +0,10 | +0,20 | +0.15 | +0,30 |
| 50.01-80 | +0,13 | +0,23 | +0,20 | +0,35 |
| 80.01-120 | +0,15 | +0,25 | +0,20 | +0,35 |
| 120.01-180 | +0,20 | +0,28 | +0,25 | +0,45 |
| 180.01-300 | +0,20 | +0,30 | +0,25 | +0,45 |
| 300.01-500 | +0,23 | +0,35 | +0,3 | +0,55 |
дюймов | ||||
| Корпус Ø отверстия | Металл OD | Резина OD | ||
| мин. | Макс | мин. | Макс | |
| До 2.000 | +0,003 | +0,007 | +0.005 | +0,011 |
| 2,001–3,250 | +0,005 | +0,009 | +0,007 | +0,013 |
| 3,251-4,750 | +0,005 | +0,009 | +0,007 | +0,013 |
| 4,751-7,000 | +0,007 | +0,011 | +0,009 | +0,017 |
| 7.001-11.750 | +0,007 | +0,011 | +0,009 | +0.017 |
| 11.751-20.000 | +0,009 | +0,013 | +0,011 | +0,021 |
Пример
SE825-950-57SB
Диаметр отверстия корпуса = 9,500 ″
Металлический наружный диаметр = тип SB имеет металлический наружный диаметр — см. SB
Минимальный диаметр уплотнения 9,507 дюйма = диаметр отверстия корпуса 9,500 дюймов + минимальный припуск на прессовую посадку 0,007 дюйма
Максимальное уплотнение 9,511 дюйма OD = 9,500 ″ Ø отверстия корпуса + максимальный припуск на прессовую посадку 0,011 ″
Материал будущего сальники называются политетрафторэтиленом — или просто PTFE. Низкое трение и минимальная мощность
потребление являются решающими
преимущества масла PTFE
уплотнения. Эти пломбы можно использовать
без проблем также с сухим
работа или недостаточная смазка.
Материал отлично термически
недвижимость, с действующим
диапазон от -130ºC до + 200ºC,
непревзойденный. Кроме того, PTFE представлен
высокой химической стойкостью
и низкий момент отрыва после
остановка. | Конструкция сальника с ПТФЭ
уплотнительная кромка. | Встроенный сальник
Конструкция и конструкция |