Техника авторемонта . Сварочные полуавтоматы. — DRIVE2
Мне довольно часто задают вопросы в личке по тем или иным аспектам кузовного ремонта. Здесь много молодёжи, кто то только начал свою деятельность в автобизнесе, кто то только присматривается к ней. Есть и « самоделкины», которые с удовольствием проводят свободное время в собственном гараже.
Наверное, от последней категории и приходит чаще всего вопрос- какой сварочный полуавтомат купить.
Предупреждаю сразу- мой личный опыт общения с подобной техникой всеобъёмлющим никак не является, я только могу помочь вам вести дальнейшие поиски, опираясь на некоторые знания.
Рассматривается только сварка чёрных металлов, по цветным мой опыт очень мал.
Итак, первое разделение : МИГ и МАГ .
Сварка МИГ- это работа в среде защитного газа, обычно в углекислоте. Можно так же работать и с аргоном, и со смесью этих двух газов. Большинство автосервисов работает с углекислотой. Проволока стальная омеднённая, обычно диаметром 0.8 мм
Сварка МАГ- защитный газ не используется, проволока специальная, сам никогда не пробовал. В 4-5 раз дороже стальной омеднённой.
Больше 20 лет тому назад эта техника в нашей стране начала только появляться, в основном в виде кустарной сборки кооперативами. Пришлось мне самому принимать участие в разработке подобных аппаратов. Но через некоторое время в продаже появились итальянские полуавтоматы и эта проблема отпала.
Я не могу дать никаких рекомендаций относительно отечественной продукции, так как последние 20 лет с ней просто не сталкивался.
У однофазных аппаратов есть одна серьёзная проблема- выпрямленное пониженное напряжение надо сгладить для стабильного горения дуги. Для этого используются фильтры, ёмкостные или индуктивные. Как правило, сейчас используются индуктивные.
Однофазные аппараты на 220 вольт практически не делают мощнее 180 А. Вообще-то для наших целей и это дофига, если не требуется глубокий провар совсем уж суровых железок- толщиной более 3-5 мм.
Главный недостаток- эти аппараты любительские и полупрофессиональные, хотелось бы более высокой стабильности дуги.
Для повышения мощности часто используют не 220в, а 380. Из трёхфазной сети берут межфазное напряжение и по сути это те же однофазные аппараты. Яркий пример- сварочники итальянской фирмы Телвин.
Эта продукции фирм Дека, Телвин, Себора практически идентична и различается в основном ценообразованием.
С точки зрения пользователя-профессионала не рекомендую эту технику, как вчерашний день.
Трёхфазные аппараты. Здесь с выпрямлением и сглаживанием напряжения всё проще, поэтому это профессиональная техника. Сам долгие годы использовал полуавтомат ДЕКА 5200, потом 5250 ( то же самое). Нареканий нет, НО!
Не так давно снизились цены на инверторные сварочные полуавтоматы.
Они работают на более высоких частотах, чем сеть. Это позволяет делать их значительно легче и, что важнее- у них дуга более стабильна, чем в « классике».
Модель Брима Миг 250.
Более чем доволен по сравнению со всем, чем доводилось работать ранее.
Если в прошлом году мною для одного автосервиса был приобретён аппарат ДЕКА 5250 за 36.000 руб ( и насколько мне известно, сейчас цена эта же), то Бриму мы приобрели за 25.000.
При той же мощности она на 15 кг легче, чем Дека 5250, и энергопотребление за счёт более высокого КПД преобразователя ниже на 30%.
Эта техника уже другого уровня, чем « классика».

Тележки под подобную технику я предпочитаю делать сам, для максимального удобства в последующей работе.

Если у кого-то другое мнение, или дополнения, или уточнения- отражайте это в комментах. Может, это поможет в выборе тем, кто собирается приобрести сварочный полуавтомат.
Дополнение по режимам сварки www.lincolnweld.ru/
И ещё один совет- старый советский редуктор самый надёжный и предпочтительный. так как на нём можно выставить расход газа достаточно точно по сравнению с современным отечественным дерьмом.
Я заплатил 1700. за дерьмо просят 550.
Импортными редукторами не пользовался. Видел с подогревом ( хорошая штука), у нас на аппарате 36в для этого выведено.

www.drive2.ru
Полуавтоматическая сварка для авто
Внешняя оболочка автомобиля сделана из тонкого металла, который постоянно приходится «штопать». Для ремонта удобнее всего использовать полуавтомат сварочный для кузовных работ. Он обеспечивает качественный шов, позволяет работать быстро с любого положения. Особо ценится у любителей и хозяев автосалонов простота процесса сварки полуавтоматом. На аппарате могут варить любители и сварщики с низким разрядом.
Почему для сварочных работ с авто лучше всего подходит полуавтомат?
Подварка кузова имеет свои особенности и сложности. Автомобиль не разбирается полностью. Добраться до места работы сложно, везде металлические детали. Для электрода нет места, чтобы не зацепить за что-то расположенное в непосредственной близости. Работы проводятся в любом положении шва, с переходами по плоскости.
Сварочный аппарат для кузовных автомобильных работ, функционирующий в полуавтоматическом режиме, оптимально подходит автослесарям. Он обеспечивает ровный и прочный шов. Горелка компактная, конец электрода не торчит наружу, проволока подается по каналу.
Какие задачи позволит решить?
На полуавтомате можно производить сварку тонкого металла и соединять детали разной толщины, как например, при замене порогов. Можно выбирать соответствующие режимы и электроды, варить алюминий и дюраль.
На полуавтоматах сварка проводится с большой скорость, что важно для предприятий с большими объемами работ.
Простое управление и точная настройка позволяют использовать аппараты в быту, для самостоятельного ремонта кузова и других узлов машины.
Классификация и маркировка
По мощности полуавтоматы, как и другое оборудование, делится на профессиональные, вырабатывающие силу тока более 300 А. Бытовые, ограниченные 180 – 200 А. В промежутке между ними находятся полупрофессиональные аппараты.
Принцип работы – основной показатель в маркировке:
- MIG – в среде инертных газов;
- MAG – под слоем активных газов;
- NO MAG – газ не подключается.
Чаще всего встречается оборудование комбинированного типа, работающее в 2 или 3 режима.
Особенности выбора
Профессиональные аппараты с мощностью более 300А не используются в автомобильных мастерских. Все ремонтные работы проводятся током до 200А.
Кузов автомобиля состоит из каркаса и тонкого листа. Сварочный аппарат должен работать на различных режимах MIG/MAG, чтобы варить разные по своему составу и размеру детали в любом положении.
Тянущий механизм обеспечивает более ровную подачу проволоки, позволяет варить на удалении, со шлангами длиной до 20 м. При этом увеличивается размер ручки горелки и возможность работать в труднодоступных местах.
Характеристики для оборудования
Практика показала, что в топ оборудования для сварки кузова входят аппараты типа MIG/MAG.
- сила тока;
- режим работы MIG/MAG;
- типы проволоки и электродов, максимальный диаметр;
- источник питания 220В или 380В.
Для кузовных работ следует остановить свой выбор на полупрофессиональных аппаратах универсального типа. В гараж подойдет бытовой с мощностью 180А.
Что еще учесть?
Чтобы правильно выбрать сварочный аппарат, следует определиться с толщиной металла и его составом.
Выбирая хороший полуавтомат, следует отдать предпочтение оборудованию с евроразъемом, к нему проще будет подобрать для замены горелку.
Важно, чтобы регулировка напряжения осуществлялась плавно или имелось большое количество положений регулятора, чтобы регулировать ток с небольшим по значению шагом.
Подготовка к работе
Не зависимо от марки сварочного аппарата для кузовных работ, порядок подготовки оборудования к работе осуществляется по одной схеме.
- Разобрать горелку, снять сопло и наконечник.
- Установить катушку с проволокой.
- Вручную завести проволоку в канал и подающий механизм.
- Собрать горелку.
- В зависимости от типа предстоящей работы выставляется полярность, и крепятся зажимы к детали.
- Подключить полуавтомат к сети.
- Вывести конец проволоки в горелке наружу, в рабочее положение.
После этого выпускается конец проволоки, проверяется скорость и плавность подачи. Затем кусачками убирается лишнее и можно начинать работать.
Подключение газового баллона
Подваривать кузов полуавтоматом удобнее всего в среде углекислого газа. Предпочтение отдается баллонам с технической углекислотой. В них меньше водных паров.
- Установить на баллон редуктор.
- Подключить гайкой редуктор к баллону.
- Соединить шлангом баллон с углекислотой и полуавтомат.
- Настроить нужный расход газа.
Редуктор устанавливается для равномерной подачи газа. Он показывает, какое давление в баллоне. Когда оно достигает 5 – 6 Атм, баллон следует заменить новым.
Регулировочные мероприятия
Регулировка оборудования начинается с проволоки. Следует с помощью гайки создать необходимое усилие трения, при котором расходный материал не провисает, катушка не крутится свободно от малейшего прикосновения. Одновременно она не должна проскальзывать в роликах механизма подачи, двигаться равномерно.
Отрегулировать силу прижима роликов, чтобы усилия хватало тянуть проволоку даже при перегибах канала – кабеля.
При нажатии кнопки на сварочной горелке, проверяется показание расхода газа, и скорость подачи проволоки. При необходимости они регулируются.
Влияние источника питания
Источник питания влияет на качество шва и производительность работ. Тонкие листы легче сваривать переменным током, который не перегревает шов и не прожигает его.
Для постоянного подбираются специальные расходные материалы. Режимы требуют точной настройки, чтобы кузов не пришлось рихтовать. Какой источник питания выбрать, определяется объемом работ и стоимостью оборудования.
Трансформатор
Один из старейших типов сварочного оборудования. Понижает напряжение, оставляя ток переменным. Имеет замкнутый контур. Шов ложится ровно, тонкий лист не прожигается, если соблюдать режимы работы.
К недостаткам относится:
- большой вес и габариты;
- работает в большом диапазоне температур;
- чувствительный к перепадам напряжения;
- потребляет много электроэнергии;
- режим работы менее 50%.
Если напряжение в сети падает, достаточно добавить ток. При резком повышении прожигает деталь.
Выпрямитель
Выпрямитель преобразует переменный ток, пропуская его через полупроводниковые вентили. По размерам он меньше трансформатора, но тяжелее инвертора.
Аппарат не имеет плавной регулировки силы тока. Простое устройство не чувствительно к перепадам температур, хорошо работает в условиях сильной запыленности, вибрации. Легко ремонтируется заменой сгоревшей детали или ее перемоткой.
Ремонтируя автомобиль в сложных условиях, предпочтение следует отдавать выпрямителю. Он работает при низких напряжениях и морозе. В качестве расходного материала используется проволока обычная, порошковая, покрытая и электроды.
Инвертор
Аппарат превращает переменный ток в постоянный, что перегревает и коробит тонкий лист. Чтобы варить , понадобится применение специальных электродов и присадок. Позволяет работать порошковой проволокой без газа и флюса, что удобно, не надо таскать баллон и подключать газ.
К плюсам инверторного аппарата относятся:
- малый вес;
- экономное расходование электроэнергии;
- качественный красивый шов;
- работает при пониженном напряжении;
- сглаживает скачки;
- ток не падает при работе с длинными кабелями, на удлинителе;
- цифровой дисплей;
- плавная регулировка всех параметров.
Недостаток инверторного полуавтомата в его повышенной чувствительности к окружающей среде. При температуре ниже – 5⁰ он тормозит и перестает работать. Платы постоянно покрываются пылью, ухудшая качество работы микросхем и срок службы оборудования. При выходе из строя одной детали, приходится менять всю микросхему, которая составляет более половины стоимости оборудования.
Варианты подключения к электросети
Бытовой полуавтоматический сварочный аппарат работает от сети 220В с частотой 50 Гц. Под него и следует подбирать оборудование для домашней мастерской. Профессиональные аппараты подключаются в основном к промышленному трехфазному току в 380В.
Проволока и ее влияние на результат
Для сварки кузова применяют проволоку диаметром 0,6 – 0,8 мм. По составу:
- сплошная омедненная;
- покрытая флюсом;
- порошковая.
Первая применяется для сварки в среде газа. Ею удобно варить швы, расположенные горизонтально и вертикально. Недостаток работы с ней – тяжелое газовое оборудование. При работе на постоянном месте самый подходящий вариант.
Проволока с покрытием обеспечивает сварку под флюсом в любом положении. Ее покрытие расплавляется от дуги, создает пленку шлака, закрывающего шов. Выделяющиеся при сгорании компонентов обмазки газы закрывают сварочную ванну от воздуха. Шов получается ровный, прочный. Производительность работы высокая.
Порошковая проволока – это вывернутый наизнанку электрод. Флюс находится внутри. Металлический корпус плавится, заполняя шов. ПП сложно сваривать тонкие детали. При толщине металла от 3 мм получается качественный выпуклый шов.
Не забываем про горелку
Полную защиту сварочной ванны при работе на большой скорости обеспечивает широкое сопло с сеточными вставками. Газ равномерно поступает по всей площади ванны.
Токоподводящий наконечник должен иметь отверстие, соответствующее диаметру проволоки. При наличии большого зазора происходит искрение, и деталь быстро сгорает, выходит из строя.
Кнопки включения на ручке. Там же располагается тянущий механизм подачи проволоки.
Что можно сказать о баллонах?
На практике в основном применяются баллоны с углекислым газом для сварочных работ черного цвета с давлением 14,7МПа. Редуктор на них устанавливается без переходника.
Для домашнего использования удобные емкости объемом 20 литров. Их можно поднять одному человеку и поместить в багажник или на заднее сидение легкового авто.
Для большого объема работы подойдут баллоны объемом 45 литров. Их хватает надолго. Для перемещения необходима специальная тележка.
Для ремонта кузовов выбирается оборудование, способное сваривать тонкие детали из разных марок сталей и алюминий. Сила тока до 200А.
Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.

Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.
Как варить кузов автомобиля полуавтоматом
Для сварки кузова полуавтоматом нужно приготовить проволоку диаметром 1 мм, покрытой медью, наждачную крупнозернистую бумагу, понижающий давление редуктор, баллон с углекислым газом на 20литров. Работа выполняется в следующей последовательности:
- Зачищенные наждачной бумагой ремонтируемые участки плотно прижимаются друг к другу. Возможно применение струбцин, болтовых соединений, саморезов.
- На передней панели аппарата переключателями выставляется величина сварочного тока, скорость подачи проволоки.
- На газовый баллон устанавливается редуктор и соединяется шлангом с горелкой.
- Сопло пассатижами свинчивается с горелки, снимается наконечник.
- Бобина с проволокой вставляется в аппарат. Ее конец на 15 — 20 см вводится в подающий канал.
- На проволоку надевается наконечник, устанавливается сопло.
- Переключателями устанавливается полярность тока так, чтобы держатель был подключен к плюсу, а горелка к минусу. Для проволоки без покрытия полярность меняется на противоположную.
- После подключения аппарата к электросети, держатель с горелкой подносится к ремонтируемому месту. При нажатии кнопки на держателе включается подача проволоки и углекислого газа.
- Чтобы заварить длинный шов и не перегреть место соединения детали сначала прихватываются в 3 — 4 местах. Затем с промежутком 7 — 10 см накладываются стежки длиной 2 — 4 см.
- После пятиминутного перерыва, когда швы остынут, провариваются промежутки между ними.
Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.
Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.

Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
Большинство домашних умельцев часто задаются вопросом, как бы приобрести сварочный полуавтомат, какой выбрать, что порекомендуют специалисты? Сегодня подобные инверторные аппараты являются достаточно востребованными, стоимость которых зависит от производителя, качества сборки, технических характеристик, функционала. Достаточно компактные устройства можно использовать и в домашних условиях, и в автомастерских. Также нужно отметить, что сварочные аппараты инверторного типа нередко используют опытные сварщики.
Преимущества инверторного полуавтомата
- Благодаря небольшим размерам инструмент можно хранить и в гараже, и дома. Он не займет много места.
- Рабочее напряжение полуавтомата составляет 220В, при этом инструмент наделен хорошим функционалом, отличается высокой производительностью.
- Приобрести сварочное оборудование инверторного типа возможно практически в каждом строительном магазине.

Стоимость инверторов, предназначенных для бытовых условий, может существенно отличаться. Четко ответить на вопрос, какой из них лучше, затруднительно. Но при покупке такого инструмента не стоит выбирать самый дорогой. В первую очередь нужно определиться, для каких работ он предназначается, как часто, сколько времени инструмент будет работать, к примеру, в день и т. д. На основании этого уже можно подбирать агрегат, соответствующий по техническим параметрам.
Особенности выбора сварочного полуавтомата для быта
Как правильно выбрать сварочный полуавтомат для дома?
Покупать полуавтомат для дома можно уверенно, так как подобный инструмент действительно будет полезен не только для дома, но и для выполнения ремонта собственного авто. На сегодняшний день приобрести качественный инвертор для дома можно в каждом магазине строительного инструмента. Агрегат оснащен всем необходимым функционалом для выполнения необходимых работ в быту, ремонта автомобиля.
Сделать правильный выбор и приобрести оптимальный вариант сварочного оборудования сориентирует условная классификация инструмента. Необходимо отметить, что аппараты для сварки небольших размеров предназначены исключительно для использования в домашних условиях. Есть более мощные модели, которые можно использовать не только в быту, но и для профессиональной сварки. Они отличаются большим количеством функциональных возможностей.
Полуавтоматический сварочный аппарат лучше рассматривать среди этих марок: Ресанта, Fubag, Aurora (при условии что вы ограничены в бюджете).
Есть профессиональная инверторная сварка с дополнительными функциями, мощным источником питания. Но между всеми перечисленными полуавтоматами есть некоторые отличия:
- Разная мощность
- Разные периоды рабочего цикла
- Отличается стоимость
Обычно в быту полуавтоматическая сварка используется очень редко, а сам инструмент эксплуатируется непродолжительное время. В таком случае, конечно же, лучше приобретать именно бытовые сварочные полуавтоматы, меньшей мощности, которые будут стоить на порядок дешевле. Характерная особенность подобных устройств – это непрерывная работа составляет всего около 15-ти минут, после чего инструменту нужно дать отдохнуть на протяжении часа.
Если необходим бытовой сварочный инвертор для выполнения более продолжительных работ, лучше рассматривать более профессиональные варианты. Более дорогие модели способны работать без перерыва на протяжении нескольких часов, у них лучшая производительность, больше функциональных возможностей.
Что необходимо учитывать при выборе инвертора
Как выбрать полуавтомат? Чтобы приобрести действительно хороший полуавтомат для сварки, стоит при выборе учитывать некоторые довольно важные показатели инструмента.
Первоначально нужно определиться с задачами, с которыми инвертор должен будет справляться, каким нагрузкам будет подвергаться. Существует три категории такого инструмента: для бытового применения (до 200А), полупрофессиональные (до 300А), профессиональные полуавтоматы (более 300А).
Также полуавтоматы для сварки в зависимости от технологии производства источника питания бывают:
- Инверторные
- Трансформаторные
- Выпрямительные
Инверторы – компактные, легкие полуавтоматы, оснащенные дополнительными довольно важными функциями: плавное регулирование тока, антиприлипание, легкий розжиг.
Трансформаторный полуавтомат лучше выбирать, если во время проведения сварочных работ, агрегат нужно будет часто переносить с места на место.
Время включения аппарата
Приобретаем сварочный полуавтомат, какой выбрать? Задаваясь подобным вопросом, стоит обязательно учитывать такой критерий, как время включения устройства.
- Для инверторов бытового типа хорошим показателем включения считается – 20%.
- Для сварки профессионального типа – 60%.
Степень потребления мощности
Это довольно важный показатель, который необходимо учитывать при покупке сварочного оборудования:
- Недорогие полуавтоматы имеют слабую мощность, поэтому их можно использовать только для сваривания металлических изделий небольшой толщины.
Диапазон регулирования сварочного тока
Покупая полуавтоматическую сварку обязательно нужно смотреть, в каком диапазоне можно регулировать ток.
Хороший полуавтомат должен обладать:
- Мягким стартом (плавное зажигание дуги).
- Мягким финишем (режим сжигания проволоки).
- Режимом 2 в 4 такта, который предоставляет возможность при продолжительной работе не удерживать на горелке кнопку.
Какой сварочный полуавтомат выбрать? Лучше, конечно же, чтобы система подачи проволоки была закрытого типа. Такой механизм будет предотвращать попадание грязи на сварочную проволоку, продлит срок службы направляющего канала. Также инструмент должен быть оснащен защитной системой от короткого замыкания.
Автоматизация управления
Хороший сварочный полуавтомат должен быть достаточно автоматизирован. К примеру, опытному сварщику будет крайне некомфортно работать, когда скорость подачи проволоки нужно переключать вручную.

Обязательно, приобретая новое оборудование для сварки, необходимо смотреть комплектовочный лист, то есть наличие запасных деталей, вместимость газового баллона, размещение элементов управления.
Полуавтоматический сварочный аппарат
для ремонта авто
Как правильно полуавтомат выбрать для ремонта автомобиля? Ремонт авто с применением сварочного оборудования предполагает, как правило, кузовные работы. Современные кузова легковых авто производятся из тонкого металла, поэтому для выполнения сварочных работ понадобится небольшой ток, сварочная проволока толщиной не более 0,8 мм. Достаточно редко приходится сваривать детали толщиной до 5 мм.
Такие инверторы оснащаются большим комплектом запасных элементов, на них можно использовать различные виды сварочной проволоки. А их стоимость вполне демократична. Основное на что стоит обращать внимание при покупке – это наличие регулировки напряжения, тока. Подобное оборудование, конечно же, не подойдет для выполнения больших объемов сварочных работ, а также для соединения металлических конструкций значительной толщины, но для ремонта авто его функционала будет достаточно.
Выбирая полуавтомат нужно смотреть на его механические параметры. К примеру, лучше покупать инструмент с устройством подачи проволоки, которое легко и быстро перезаряжается. Данное устройство всегда в работе, поэтому мотор привода должен иметь достаточную мощность, а само устройство может быть полностью сконструировано из металлических элементов.
Существуют модели полуавтоматов трансформаторного типа для эксплуатации в гаражном режиме. Они дешевле инверторов, но обделены возможностью автоматической регулировки напряжения, тока, который можно переключать дискретным переключателем лишь на холостом ходу. Выходной ток обладает значительным уровнем пульсации, по частоте практически равен двойной частоте источника питания. Аппараты такого типа достаточно просты по конструкции, хорошо поддаются обслуживанию и ремонту, но качество сварного шва хуже инверторных аналогов.
Лучшие производители полуавтоматов для быта
Можно отметить несколько производственных компаний, предлагающих качественные полуавтоматы для дома, при этом по доступной цене. Неплохой бюджетный вариант может быть от китайского производителя «Elitech». Аппараты данного бренда отличаются достойным качеством, функционалом.
Еще один производитель качественного оборудования для сварки с нормальным соотношением цена/качество – это компания «Foxweld». Отличительная черта инструмента от этого производителя – высокая экономичность. В комплект поставки оборудования входит горелка, специальные рукава для подачи газа, достаточно хорошей длины.
Наилучшими характеристиками отличаются полуавтоматы от компании «Overman». Они могут работать с разными видами сварочной проволоки, а единственным недочетом их конструкции является немного больший вес, чем у инструментов других брендов.
vi-pole.ru
Cварочный аппарат полуавтомат для дома, гаража: как выбрать?
Большинство домашних умельцев часто задаются вопросом, как бы приобрести сварочный полуавтомат, какой выбрать, что порекомендуют специалисты? Сегодня подобные инверторные аппараты являются достаточно востребованными, стоимость которых зависит от производителя, качества сборки, технических характеристик, функционала. Достаточно компактные устройства можно использовать и в домашних условиях, и в автомастерских. Также нужно отметить, что сварочные аппараты инверторного типа нередко используют опытные сварщики.
Преимущества инверторного полуавтомата
- Благодаря небольшим размерам инструмент можно хранить и в гараже, и дома. Он не займет много места.
- Рабочее напряжение полуавтомата составляет 220В, при этом инструмент наделен хорошим функционалом, отличается высокой производительностью.
- Приобрести сварочное оборудование инверторного типа возможно практически в каждом строительном магазине.

Стоимость инверторов, предназначенных для бытовых условий, может существенно отличаться. Четко ответить на вопрос, какой из них лучше, затруднительно. Но при покупке такого инструмента не стоит выбирать самый дорогой. В первую очередь нужно определиться, для каких работ он предназначается, как часто, сколько времени инструмент будет работать, к примеру, в день и т. д. На основании этого уже можно подбирать агрегат, соответствующий по техническим параметрам.
Особенности выбора сварочного полуавтомата для быта
Как правильно выбрать сварочный полуавтомат для дома?
Покупать полуавтомат для дома можно уверенно, так как подобный инструмент действительно будет полезен не только для дома, но и для выполнения ремонта собственного авто. На сегодняшний день приобрести качественный инвертор для дома можно в каждом магазине строительного инструмента. Агрегат оснащен всем необходимым функционалом для выполнения необходимых работ в быту, ремонта автомобиля.
Сделать правильный выбор и приобрести оптимальный вариант сварочного оборудования сориентирует условная классификация инструмента. Необходимо отметить, что аппараты для сварки небольших размеров предназначены исключительно для использования в домашних условиях. Есть более мощные модели, которые можно использовать не только в быту, но и для профессиональной сварки. Они отличаются большим количеством функциональных возможностей.
Полуавтоматический сварочный аппарат лучше рассматривать среди этих марок: Ресанта, Fubag, Aurora (при условии что вы ограничены в бюджете).
Есть профессиональная инверторная сварка с дополнительными функциями, мощным источником питания. Но между всеми перечисленными полуавтоматами есть некоторые отличия:
- Разная мощность
- Разные периоды рабочего цикла
- Отличается стоимость
Обычно в быту полуавтоматическая сварка используется очень редко, а сам инструмент эксплуатируется непродолжительное время. В таком случае, конечно же, лучше приобретать именно бытовые сварочные полуавтоматы, меньшей мощности, которые будут стоить на порядок дешевле. Характерная особенность подобных устройств – это непрерывная работа составляет всего около 15-ти минут, после чего инструменту нужно дать отдохнуть на протяжении часа.
Если необходим бытовой сварочный инвертор для выполнения более продолжительных работ, лучше рассматривать более профессиональные варианты. Более дорогие модели способны работать без перерыва на протяжении нескольких часов, у них лучшая производительность, больше функциональных возможностей.
Но в любом случае на качество сварного шва будет влиять не стоимость приобретенного оборудования, а собственный опыт сварщика.
Что необходимо учитывать при выборе инвертора
Как выбрать полуавтомат? Чтобы приобрести действительно хороший полуавтомат для сварки, стоит при выборе учитывать некоторые довольно важные показатели инструмента.
Первоначально нужно определиться с задачами, с которыми инвертор должен будет справляться, каким нагрузкам будет подвергаться. Существует три категории такого инструмента: для бытового применения (до 200А), полупрофессиональные (до 300А), профессиональные полуавтоматы (более 300А).
Также полуавтоматы для сварки в зависимости от технологии производства источника питания бывают:
- Инверторные
- Трансформаторные
- Выпрямительные
Инверторы – компактные, легкие полуавтоматы, оснащенные дополнительными довольно важными функциями: плавное регулирование тока, антиприлипание, легкий розжиг.
Трансформаторный полуавтомат лучше выбирать, если во время проведения сварочных работ, агрегат нужно будет часто переносить с места на место.
Время включения аппарата
Приобретаем сварочный полуавтомат, какой выбрать? Задаваясь подобным вопросом, стоит обязательно учитывать такой критерий, как время включения устройства.
- Для инверторов бытового типа хорошим показателем включения считается – 20%.
- Для сварки профессионального типа – 60%.
Степень потребления мощности
Это довольно важный показатель, который необходимо учитывать при покупке сварочного оборудования:
- Недорогие полуавтоматы имеют слабую мощность, поэтому их можно использовать только для сваривания металлических изделий небольшой толщины.
Обязательно необходимо учитывать тот факт, что оборудование при включении потребляет больше мощности, чем в процессе работы.
Диапазон регулирования сварочного тока
Покупая полуавтоматическую сварку обязательно нужно смотреть, в каком диапазоне можно регулировать ток.
Хороший полуавтомат должен обладать:
- Мягким стартом (плавное зажигание дуги).
- Мягким финишем (режим сжигания проволоки).
- Режимом 2 в 4 такта, который предоставляет возможность при продолжительной работе не удерживать на горелке кнопку.
Какой сварочный полуавтомат выбрать? Лучше, конечно же, чтобы система подачи проволоки была закрытого типа. Такой механизм будет предотвращать попадание грязи на сварочную проволоку, продлит срок службы направляющего канала. Также инструмент должен быть оснащен защитной системой от короткого замыкания.
Специалисты рекомендуют покупать универсальные инверторы, на которых можно применять как проволоку, так и электроды, что делает их более эффективными при эксплуатации.
Автоматизация управления
Хороший сварочный полуавтомат должен быть достаточно автоматизирован. К примеру, опытному сварщику будет крайне некомфортно работать, когда скорость подачи проволоки нужно переключать вручную.

Обязательно, приобретая новое оборудование для сварки, необходимо смотреть комплектовочный лист, то есть наличие запасных деталей, вместимость газового баллона, размещение элементов управления.
Полуавтоматический сварочный аппарат
для ремонта авто
Как правильно полуавтомат выбрать для ремонта автомобиля? Ремонт авто с применением сварочного оборудования предполагает, как правило, кузовные работы. Современные кузова легковых авто производятся из тонкого металла, поэтому для выполнения сварочных работ понадобится небольшой ток, сварочная проволока толщиной не более 0,8 мм. Достаточно редко приходится сваривать детали толщиной до 5 мм.
Можно сделать вывод, что для осуществления сварных работ при ремонте авто вполне будет достаточно полуавтомата инверторного типа средней мощности. Он достаточно экономичен в плане расходования электроэнергии, не будет перегружать сеть, и сам перегружаться, при этом обеспечит необходимую продолжительность включения.
Такие инверторы оснащаются большим комплектом запасных элементов, на них можно использовать различные виды сварочной проволоки. А их стоимость вполне демократична. Основное на что стоит обращать внимание при покупке – это наличие регулировки напряжения, тока. Подобное оборудование, конечно же, не подойдет для выполнения больших объемов сварочных работ, а также для соединения металлических конструкций значительной толщины, но для ремонта авто его функционала будет достаточно.
Выбирая полуавтомат нужно смотреть на его механические параметры. К примеру, лучше покупать инструмент с устройством подачи проволоки, которое легко и быстро перезаряжается. Данное устройство всегда в работе, поэтому мотор привода должен иметь достаточную мощность, а само устройство может быть полностью сконструировано из металлических элементов.
Также рекомендуется приобретать универсальный полуавтомат, позволяющий работать в ручном режиме с использованием электродов.
Существуют модели полуавтоматов трансформаторного типа для эксплуатации в гаражном режиме. Они дешевле инверторов, но обделены возможностью автоматической регулировки напряжения, тока, который можно переключать дискретным переключателем лишь на холостом ходу. Выходной ток обладает значительным уровнем пульсации, по частоте практически равен двойной частоте источника питания. Аппараты такого типа достаточно просты по конструкции, хорошо поддаются обслуживанию и ремонту, но качество сварного шва хуже инверторных аналогов.
Лучшие производители полуавтоматов для быта
Можно отметить несколько производственных компаний, предлагающих качественные полуавтоматы для дома, при этом по доступной цене. Неплохой бюджетный вариант может быть от китайского производителя «Elitech». Аппараты данного бренда отличаются достойным качеством, функционалом.
Еще один производитель качественного оборудования для сварки с нормальным соотношением цена/качество – это компания «Foxweld». Отличительная черта инструмента от этого производителя – высокая экономичность. В комплект поставки оборудования входит горелка, специальные рукава для подачи газа, достаточно хорошей длины.
Наилучшими характеристиками отличаются полуавтоматы от компании «Overman». Они могут работать с разными видами сварочной проволоки, а единственным недочетом их конструкции является немного больший вес, чем у инструментов других брендов.
electrod.biz
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.
Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.

Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.

Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
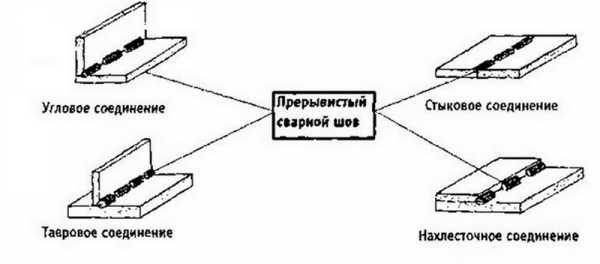
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.

Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.

Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.

Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.

Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Интересное по теме:
загрузка…
Вконтакте
Одноклассники
Google+
ktonaavto.ru
Как выбрать сварочный полуавтомат для гаражной работы и автосервиса
- Содержимое:
- Какой полуавтомат подойдет для сварки авто, на 220В или 380В
- Какой сварочный полуавтомат выбрать для автосервиса
- Требования к аппарату для сварки автомобиля полуавтоматом
Для качественного выполнения кузовных работ в автомобиле требуется как минимум две составляющие. Речь идет о профессионализме и опыте работ мастера и качественном сварочном оборудовании.
Как выбрать сварочный полуавтомат для гаражной работы? На какие параметры следует обращать внимание при подборе оптимального сварочного оборудования в гараж? Чтобы ответить на это следует рассмотреть три самых распространенных вопроса, которые задают консультантам по продаже установок.

Какой полуавтомат подойдет для сварки авто, на 220В или 380В
Все зависит от того, какое напряжение подведено к автосервису или гаражу, а также для каких целей будет использоваться сварочный полуавтомат. У каждого варианта подключения есть свои определенные характеристики:
- 220В — это напряжение в основном используют бытовые сварочные полуавтоматы с небольшой производительностью. В большинстве случаев аппараты используют исключительно для ремонта кузовной части личного автомобиля. В производственных целях эксплуатация сварочных аппаратов с подключением к 220В не рекомендуется.
- 380В — трехфазные аппараты разгружают все фазы сети, равномерно распределяя напряжение. В результате исключаются перекосы и токовая нагрузка. Процесс сварки с помощью трехфазного оборудования проходит более гладко, в результате образуется качественный и прочный шов. Сварочное оборудование для работы по ремонту автомобильного кузова работающее от 380В рассчитано на длительную эксплуатацию.
Сварочный полуавтомат для кузовных работ промышленного типа предназначен для выполнения большого объема задач, имеет лучшие технические характеристики и может эксплуатироваться более длительное время без перегрева.



Какой сварочный полуавтомат выбрать для автосервиса
Сварочный полуавтомат для гаража или автосервиса, который планируют использовать в промышленных целях должен соответствовать ряду требований в основном связанных с техническими параметрами и производительностью. К ним относится:
- Коэффициент MIG/MAG. Аббревиатура MIG буквально переводится как инертный газ для металла. В таком случае защитное облако создает смесь аргона и углекислого газа в соотношении 80 на 20 %. Хотя этот вариант требует определенных материальных затрат в результате получается достичь качественного ровного шва без брызг, что невозможно при использовании чистого углекислого и других активных газов.
![задняя сторона полуавтомата]()
Основное назначение — для производственных работ используется сварка кузовного металла автомобиля полуавтоматом промышленного типа. Обычная бытовая установка быстро выйдет из строя уже спустя короткое время после начала эксплуатации. Следует выбирать подходящую модель из линейки ведущих европейских производителей. Хорошо зарекомендовали себя немецкие и итальянские установки. Промышленное оборудование работает исключительно от трехфазного напряжения.- Продолжительность включения — этот коэффициент, который в инструкции по эксплуатации обозначается, как ПВ существенно влияет на производительность выбираемой модели. Обычно ПВ указывается в процентах. Что они обозначают? Временные отрезки работы принято считать в промежутках 10 мин. Следовательно, сварка кузовных деталей машины полуавтоматическим аппаратом с ПВ 60% будет длиться 6 минут, а четыре аппарату будет необходимо отдыхать.
- Мощность — еще один важный критерий выбора. Обычно указывается номинальный сварочный ток. Этот коэффициент указывается в амперах. Для сварки автомобиля нужен полуавтомат мощностью 160-200А и ПВ-60%. Однако если планируется использование питающих кабелей с длиной более 15 м, как правило, необходимо еще прибавить к мощности запас от 30 до 50%.
- Механизм подачи проволоки — существует как механический, так и электронный приводной механизм. Первый равномерно подает проволоку на сопло, второй реагирует на колебания напряжения и при увеличенной нагрузке увеличивает скорость подачи.

Качественное оборудование промышленного типа от европейских производителей будет стоить приблизительно на 50% дороже, чем такой же аналог отечественного производства. Но качество и производительность установки полностью оправдает вложенные средства.
Требования к аппарату для сварки автомобиля полуавтоматом
Выбор сварочного полуавтомата для кузовных работ в автосервисе выполняется с учетом существующих потребностей в обработке тех или иных деталей автомобиля. Наиболее практичной является модель с большим диапазоном регулируемых мощностей.

Сварочный гаражный полуавтомат должен быть в состоянии обеспечить высокий уровень сварки как для тонких металлов 0,7-0,8 мм, так и для толстых 4 мм и выше. Универсальность полуавтомата является важнейшим критерием выбора.
Полуавтоматический сварочный аппарат для кузовных работ для СТО и автосервиса должен иметь высокий запас мощности. Большим запасом мощности обладают трехфазные модели оборудования, поэтому при выборе следует в первую очередь обращать внимание именно на них.
Если планируется использовать генератор для подачи напряжения, следует выбирать установку, в которой есть специальный блок позволяющий преобразовывать и адаптировать поступающее напряжение для выполнения сварных работ.
Даже самый опытный мастер не сможет выполнить сварные работы качественно при отсутствии надежного полуавтомата. Оптимальным вариантом для автосервиса будет промышленное оборудование европейских производителей.
stroy-plys.ru
особенности выбора, характеристики и отзывы :: SYL.ru
Технологи автомобильной промышленности стараются разрабатывать все новые, более доступные по цене и организационным возможностям методы выполнения кузовного ремонта. Так сформировалось целое направление неразрушающих способов восстановления геометрии корпуса, которые может использовать практически любой автолюбитель в своем гараже. Но если дело касается серьезных повреждений, то без специального оборудования с глубоким вторжением в структуру металла не обойтись. Здесь-то как раз и пригодится сварочный полуавтомат. Для кузовных работ теоретически можно использовать и более традиционные подходы к расплаву металла наподобие газовых или дуговых аппаратов с ручным направлением, но практика давно доказала их низкую эффективность именно в сфере авторемонта.

Какие задачи позволит решить полуавтомат?
Автомобильные корпуса могут иметь разные характеристики, отличаясь по толщине, свойствам металла, геометрии и другим параметрам. Полуавтоматическое оборудование для сварочных операций позволит выполнять работы с тонкими и толстыми сплавами – соответственно, в диапазонах до 1 мм и более 4 мм. В зависимости от модели аппарата может предусматриваться и обработка участков толщиной более 10 мм. Самые распространенные элементы конструкции, которые подвергаются ремонту таким оборудованием, это крылья, пороги и лонжероны. Но чем полезен полуавтомат при кузовных работах с точки зрения эксплуатационных качеств? В первую очередь оптимизированным процессом самого производства работ. Отсутствие необходимости направления электрода, электронная регулировка параметров сварки, возможность применения бытовой сети на 220 В, и при этом физическая эргономика при осуществлении соединений – главные преимущества этого решения. Казалось бы, упрощенные версии сварочного оборудования должны ограничиваться по сферам применения, но кузовной ремонт предполагает выполнение работ с распространенными металлами, поэтому даже бюджетные полуавтоматы могут рассматриваться как универсальный инструментарий. В частности, их можно использовать для алюминия, никеля, титана и т. д.

Особенности выбора
При своей специализированности полуавтоматы могут иметь разное исполнение и в плане технологического подхода к рабочему процессу. Это разделение проходит по возможностям использования защитной газовой среды, поддержке режимов сварки и допустимости применения порошковой самозащитной проволоки. Например, в вопросе о том, какой лучше сварочный полуавтомат выбрать для кузовных работ в мастерской, ориентироваться стоит как минимум на комбинированные модели с режимами MIG/MAG. Их наличие позволит работать с тонкими и толстыми листами корпуса, изготовленными из разных сплавов. Другое преимущество аппаратов этого типа заключается в продолжительном рабочем процесса. Из 10 мин непосредственно сварка может производиться 6 мин, а 4 мин займет отдых. Для сравнения, аналоги позволяют 1-2 мин выполнять рабочие операции и до 8 мин потребуют на отдых. Если же планируются редкие ремонтные мероприятия в своем гараже, то есть смысл ограничиться полуавтоматом с самозащитной проволокой без газовой среды. Такие модели отличаются высокой производительностью, но с качеством результата придется идти на компромисс.
Характеристики для подбора оборудования

Первоначально опираться следует на показатели мощности и силы тока. Они покажут, какой будет производительность оборудования, выносливость и надежность. Что касается мощностного потенциала, то он варьируется от 2,5 до 7,5 кВт в среднем. Причем основной диапазон находится в секторе до 4-5 кВт. Разве что в профессиональных средах задействуют модели на 7,5 кВт, а для ремонта в бытовых условиях можно ограничиться аппаратом на 3 кВт. Другой вопрос – как правильно выбрать сварочный полуавтомат для кузовных работ по силе тока? В данном случае следует сопоставлять рабочий показатель с конкретными задачами. Сила тока варьируется от 55 до 160 А. Модели до 100 А подходят для сварки участков кузова толщиной до 3 мм. Но если планируется выполнение сложных стыковых узлов толщиной порядка 8-10 мм, то минимальный показатель по этой характеристике должен составлять 140 А. На возможности сварки материалов с разными размерными параметрами влияет и диаметр проволоки. Он варьируется от 0,6 до 1 мм в среднем и по мере увеличения толщины расширяются возможности по сварке массивных элементов конструкции.
Что еще учесть в выборе?

Особое внимание следует обращать на функциональные компоненты – горелку и проволоку. Сварочная горелка предназначена для подачи газа, формирующего защитную зону. В этой части следует учитывать защищенность устройства от повышенных температур, брызг расплава и физических ударов. Некоторые аппараты комплектуются специальным пистолетом для подачи газа. Это решение удобно широкими возможностями направления, но одна из рук будет занята, что тоже не всегда допустимо. Не менее важно определиться и с характеристиками проволоки, с которой будет работать сварочный полуавтомат для кузовных работ. Какую выбрать? Расходники со сплошным сечением изготавливаются из алюминия, меди и стали. Они хороши минимальными выбросами расплава, стабильностью горения и относительно высоким качеством шва. Порошковая проволока скорее будет уместна для работ в особых условиях мастерской, когда нужно выполнить ремонт на специальных основах высокоуглеродистых сплавов.
Подготовка к работе
Перед началом ремонтных мероприятий следует проверить аппарат на работоспособность, а электросеть – на соответствие нагрузке. Как уже отмечалось, большинство полуавтоматов работают от 220 В с допуском небольшого отклонения. Сеть должна обеспечивать стабильные характеристики тока, после проверки которых можно подключать оборудование. Инверторный сварочный полуавтомат для кузовных работ в этом отношении наиболее надежен и способен работать даже в просаженных цепях, но и он будет неэффективен, если уровень напряжения находится ниже 150 В. И, независимо от типа оборудования, после подключения следует оценить качество его функционирования – рабочий процесс не должен сопровождаться вибрациями, треском и выпуском дыма до начала сварки.
Подключение газового баллона

Сразу надо отметить, что подобные ремонтные операции рекомендуется выполнять именно в защитной среде. Использовать сварочный полуавтомат для кузовных работ без газа допускается только в редких случаях, когда нужно реализовать небольшие соединения, скорректировать стыки и т. д. В таких ситуациях используется проволока с горелкой, имеющей средние рабочие показатели.
В остальных случаях не обойтись без монтажа редуктора от баллона с углекислым газом. Сам редуктор подключается к емкости гайкой с подходящим типоразмером. Чтобы исключить риск утечки, в комбинации с крепежной фурнитурой следует использовать и прокладку. Затем можно вводить в созданную инфраструктуру и сварочный полуавтомат для кузовных работ. Своими руками не составит труда соединить редуктор и аппарат с помощью специального шланга подачи газа. Подключение чаще всего осуществляется через штуцер, который дополнительно следует зафиксировать хомутами.
Регулировочные мероприятия
Первым делом регулируется напряжение. Его настройку выполняют посредством пластиковой гайки, установленной на катушке аппарата. Затем можно перейти к регулировке силы ролика, прижимающего проволоку к устройству подачи. В этой части главное, чтобы расходник проходил в канал шланга подводки даже при условии наличия прогибов. На заключительной стадии следует настроить полуавтомат сварочный для кузовных работ по объему подачи газа. Расход регулируется посредством вентиля, установленного на баллоне. Оптимальное его положение – поворот на 1-2 оборота.
Отзывы о производителях оборудования

Универсальным решением для бытового применения может стать «Энкор-140». Владельцы аппарата подчеркивают его эффективность в работе с инертными и активными газами, плавность регулировок и возможность обслуживанию низкоуглеродистых и нержавеющих сплавов. Если нужен полуавтомат сварочный для кузовных работ на открытом воздухе без применения защитного газа, то выбирать стоит Fubag TSMIG 180. Это мощное оборудование, которое и в мастерской, и в частном гараже проявляет себя с лучших сторон как в показателях качества шва, так и в скорости выполнения операции. Хорошие отзывы также получает комбинированный аппарат Blue Weld 152 и модель STURM AW97PA14, которую, в частности, хвалят за стабильность рабочего процесса даже в условиях резкого падения напряжения в сети.
Отзывы о полуавтоматической сварке кузова
Конечно, перед выбором конкретной модели будет нелишним убедиться, что данная технология ремонта в принципе годится для исправления дефектов автомобильного кузова. Мастера, которые используют данный подход, отмечают высокое качество результата. Подручными средствами добиться столь же надежного, плотного и внешне аккуратного стыка практически невозможно. Но обратной стороной такого ремонта будет сложность применения сварочного полуавтомат для кузовных работ. Отзывы подчеркивают, что контроль за техникой выполнения операции, постоянное управление характеристиками защитной среды и выдержка оптимальной длительности сеанса требуют наличия специальных навыков у исполнителя.
Заключение

Данное оборудование все же нельзя назвать самым сложным в сегменте сварочной техники. Производители стремятся его упрощать, наделяя новыми и более эргономичными средствами управления. Какой сварочный полуавтомат выбрать для ремонта в бытовых условиях? Новичкам и просто домашним мастерам, которые нечасто сталкиваются с подобными задачами, желательно обращаться к моделям с электронным контролем. Это устройства, рабочие параметры которых можно настраивать через цифровые дисплеи. Но самое важное – это присутствие индикаторов систем защиты, которые при отклонении отдельных показателей от норматива подадут соответствующий сигнал пользователю.
www.syl.ru
Как выбрать сварочный аппарат для кузовных работ — почему полуавтомат лучше
Кузов автомобиля – элемент наиболее часто подверженный повреждениям при ДТП. Для восстановления корпуса транспортного средства, используют полуавтомат сварочный для кузовных работ.

Аппарат на переменном токе
Сварочные аппараты, популярны среди автомобилистов, однако их использование имеет ряд недостатков:
- Сварные швы имеют низкое качество.
- Электрод, в силу громоздкости сварного оборудования, не способен достать до ряда участков, требующих ремонта.
- Потребуется время для освоения сварочного аппарата.
- Подходит для варки толстого (более 5 мм) железа. На кузове авто зачастую встречается металл толщиной от 3 мм. Они практически сразу насквозь прожигаются аппаратом на переменном токе.

Инвертор
Что касается использования инвертора при ремонте кузова автомобиля, то это оборудование подойдет для:
- Получения хорошего качества сварных швов.
- Быстрого выполнения ремонтных работ.
- Использования устройства в условиях пониженного напряжения сети.
Пользователи отмечают простоту использования аппарата – новичок, впервые взяв в руки инструмент, может «с ходу» разобраться с принципом варки и получить сварной шов приемлемого качества.

Инвертор имеет и ряд недостатков:
- Высокая стоимость оборудования.
- Чувствительность пыли.
- Толщина свариваемого металла не должна превышать показатель в 3 мм.
Углекислотный полуавтомат
Сварочный полуавтомат для кузовных работ имеет следующие преимущества использования:
- Аккуратный сварной шов высокого качества.
- Можно выполнять варку металла толщиной от 0,8 до 6 мм.
- При использовании аргона возможность восстановления деталей из цветных металлов.
- Нет необходимости в поддержании постоянной дуги.
- Степень деформированности металла автомобиля ниже, в результате уменьшается расходность материалов.
При полуавтоматической сварке, при помощи механизма подачи проволоки, она подается в рабочую зону. Свариваемые элементы надежно крепятся благодаря тому, что металл электрода плавится, но не сгорает. В результате, на месте соединения двух деталей появляется аккуратный и прочный сварной шов.

К недостаткам полуавтомата относят большую массу и габариты – из-за этого, устройство можно использовать только в пределах гаража. Для функционирования прибора необходима только розетка.
Полуавтомат используют при починке элементов из цветных металлов. Чтобы соединить такие детали, применяют технологию газовой сварки. На корпусе устройства расположена маркировка следующего вида:
- МИГ или MIG. Модель с данной маркировкой предназначена для сваривания деталей из алюминия и прочих цветных металлов.
- МАГ или MAG. Устройство для сваривания элементов из стали, черных металлов. Соединение выполняется с использованием окисей углерода и активных газов.
- ТИГ или TIG. Сварка деталей выполняется при помощи вольфрама. Этот элемент устойчив к воздействию высоких температур.
Читайте также: Жидкое стекло для покрытия машины: все о средстве защиты кузова
Почему лучше подходит полуавтомат
Использование сварочных полуавтоматов – оптимальное решение для кузовного ремонта. Данное устройство дает возможность получить аккуратный и прочный сварной шов. Оно подходит для варки металла разной толщины, Также с помощью полуавтомата выполняют газовую сварку цветных металлов. Особенностью устройства аппарата является наличие специальной катушки. Чтобы ее задействовать, выбирают нужное место, и нажимают на кнопку: в процессе варки подающая проволоку, катушка будет разматываться, и направлять в рабочую зону необходимое количество электрода.

Кроме того, инструмент прост в освоении и достаточно эффективен. Выбор полуавтомата для проведения кузовных работ имеет свои особенности и нюансы.
Какой сварочный полуавтомат выбрать для ремонта автомобиля
Для проведения успешного ремонта автомобильного кузова, нужно правильно выбрать сварочное оборудование. При приобретении полуавтомата обращают внимание на ряд параметров, таких как источник питания, мощность устройства, регулировка скорости подачи проволоки, объем баллонов для технических газов.
Источники питания
При выборе оборудования первым делом необходимо обратить внимание на источник питания устройства. По принципу подключения выделяют инверторные и трансформаторные полуавтоматы. Инверторы – легкое, компактное и удобное в эксплуатации оборудование. Оно оснащается рядом дополнительных функций, существенно облегчающих процесс сварки: легкий розжиг, антиприлипание, плавное регулирование силы тока.
Инверторный полуавтомат оснащен устройством, использующимся для преобразования переменного тока в постоянный. Трансформаторы – необходимы в том случае, если нет нужды регулярно переносить оборудование с места на место. Для питания такого оборудования используют источник постоянного тока.

Проволока и ее влияние на результат сварки
В сварочных полуавтоматических аппаратах используется проволока. Она выступает в роли электрода, и предназначена для соединения свариваемых элементов. Проволоку для сварки делят на следующие виды:
- Со сплошным сечением.
- Порошковая.
- Активированная.
Преимущество первого вида заключается в том, что он предназначен для сваривания металлов, и имеет в своем составе разные сплавы. Порошковая проволока полая внутри, она наполнена специальным веществом. При ее применении образуется облако защитных газов. Что касается активированного электрода, то он имеет в своем составе лишь 7% порошкового вещества, что позволяет его запрессовать в проволоку сплошного сечения.

Также при выборе проволоки, следует обратить внимание на ее маркировку. Электроды с пометкой СВ, применяются для сварки деталей, а маркировка НП гласит о том, что расходный материал используют для наплавки. Помимо этого, внимание уделяют и диаметру проволоки, и элементам, входящим в ее состав.
Читайте также: Обзор различных средств для удаления царапин на автомобиле
Про баллоны
Для предотвращения взаимодействия расплавленного металла и окружающей среды, используют баллоны с защитными газами: аргон, гелий, углекислота и их смеси. Проволока под напряжением пропускается через газовое сопло. Чтобы подавать газ к рабочей области, используют шланг.
Работа с защитными газами требует наличия редуктора. Устройство позволяет регулировать расход газа. Для удобства использования, прибор оснащен манометром. При выполнении сварочных работ, нужно учитывать, что чрезмерно малое количество защитных газов отразится на качестве шва, а слишком большое – также повлияет на плотность сварного соединения, кроме того, газ довольно быстро закончится.

При выборе баллона стоит обратить внимание на 10 литровые экземпляры: при правильной настройке расхода газа, этого объема хватит для продолжительных работ. Габариты же емкости дают возможность перевозить ее в багажнике автомобиля.
При покупке стоит учитывать, что баллон должен быть аттестован. Около вентиля будет располагаться соответствующая отметка. Необходимо проверить дату аттестации во избежание приобретения «просрочки».
Что еще учесть в выборе
При выборе аппарата для сварки кузова автомобиля, учитывают следующие факторы:
- Нагрузочную способность электрической сети. При наличии однофазной сети рекомендуется выбирать прибор, работающий от напряжения 220В. Это могут быть как любительские, так и профессиональные, работающие как от трехфазной, так и однофазной сети сварочные полуавтоматы. При использовании последних, на сеть обеспечивается равномерная нагрузка. Тем самым предотвращается риск появления коротких замыканий и отключения пробок.
- Тип и толщину свариваемых материалов. Прибор выбирают в зависимости от того, с какими металлами предстоит работать (низкоуглеродистая или нержавеющая сталь, цветные металлы, алюминий и т.д.). Также уделяют внимание толщине металла – чем она больше, тем мощнее требуется аппарат.
- Требования к качеству сварки и тип сварных соединений. Ключевую роль в выборе сварочного полуавтомата играет степень ответственности свариваемой конструкции. Кроме того, в некоторых случаях возникают ситуации, когда необходимо использование горелки длиннее стандартных размеров. Как правило, они возникают при сваривании длинных конструкций. Горелки имеют длину 3, 4 и 5 метров, для быстрого и качественного соединения металла, используют горелки с максимальной длиной.
- Интенсивность использования устройства. В зависимости от частоты использования устройства, приобретают любительские или профессиональные сварочные полуавтоматы.
- Техническая сложность аппарата. Чем сложнее устройство, тем труднее его самостоятельно отремонтировать. Однако технически более сложные аппараты удобны в использовании и обеспечивают высокое качество сварного шва.
Сварочный полуавтомат – инструмент для проведения кузовного ремонта. Выбор делают в зависимости от сложности и интенсивности проведения работ, типа электросети, от которой будет питаться аппарат а также технической сложности устройства.
Загрузка…dorpex.ru