Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
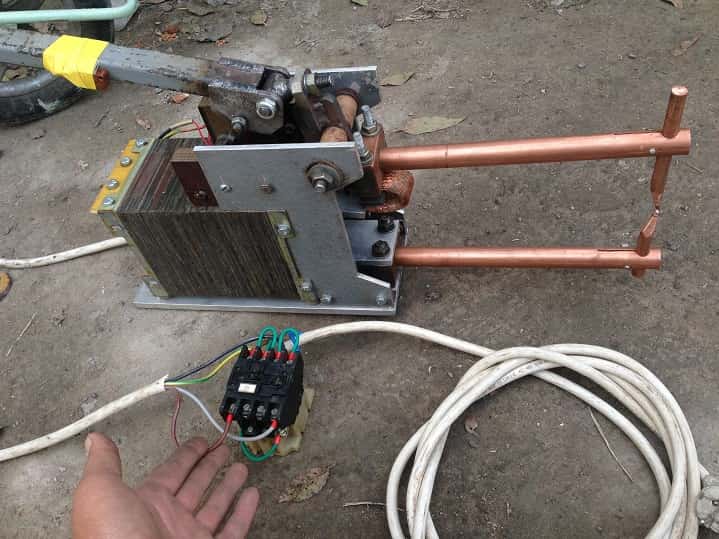
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.

— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
 youtube.com/embed/PkQ8vEy284U?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/PkQ8vEy284U?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»/>
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель.
 Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.

Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на проект протеус
drive.google.com/open?id=0B0G2PPYK72EgOXF4eDNxTkMtWkE
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
Контактная сварка своими руками: схема сборки из микроволновки
Варианты сборки аппаратов для контактной сварки своими руками из печи СВЧ и инвертора. Основные узлы и детали приборов. Типовые схемы, пошаговые инструкции. Виды и способы изготовления электродов.
Основные узлы и детали приборов. Типовые схемы, пошаговые инструкции. Виды и способы изготовления электродов.
Контактная точечная сварка имеет множество технологических преимуществ, позволяющих выполнить прочное соединение. Для ее использования не требуется специального обучения и навыков. Данный способ отличается неоспоримым достоинством: агрегат для контактной сварки своими руками можно соорудить из деталей печи СВЧ либо инвертора с применением подручных средств.
Узлы и детали контактной сварки
Оборудование для контактной точечной сварки, изготовленное по приведенной ниже схеме, применяется для работы:
- с проволокой либо прутьями сечением до 4 мм;
- с плоскими изделиями до 1 мм.
Технические характеристики прибора:
- сеть питания переменного тока: 220 В, 50 Гц;
- напряжение без нагрузки – от 4 до 7 В;
- наибольший пульсирующий ток контактной сварки – до 1500 А.
Устройство составляют регулировочная цепь, силовой узел и автовыключатель АВ-1, использующийся для отключения прибора при чрезмерных нагрузках. Силовой блок состоит из трансформатора Т2 и электропускателя на тиристорах типа МТТ4К, выполняющего подсоединение к цепи первичной обмотки.
Силовой блок состоит из трансформатора Т2 и электропускателя на тиристорах типа МТТ4К, выполняющего подсоединение к цепи первичной обмотки.
На первичной обмотке Т2 присутствует 6 выходов, посредством переключения которых выполняется последовательная настройка сварочного тока обвивки вторичной. Стабильно соединенным с общей цепью остается лишь один вывод, остальные являются регулировочными и запитываются по одному.
Модуль МТТ4К, выпускающийся серийно, является тиристорным ключом, коммутирующим нагрузку через выходы № 1 и 3 при закорачивании контактов № 4 и 5. Пускатель предназначен для нагрузок напряжением менее 0,8 кВ и силой тока менее 0,08 кА.
В состав управляющего узла включены:
- блок питания;
- узел управления;
- реле К1.
В качестве блока питания возможно применение трансформаторных устройств на 220 В мощностью до 20 Вт, имеющих на вторичной обвивке напряжение 20–25 В. Для выпрямления тока предполагается применение выпрямителя КЦ402 либо его аналога.
Реле К1 предназначено для закорачивания элементов № 4 и 5 при поступлении напряжения от управляющей цепи к обвивке. Для К1 используется любое реле с напряжением, равным 15–20 В.
Инструкция по созданию контактной сварки из СВЧ-печи
Важнейший параметр контактной сварки из микроволновки – длительность влияния на подлежащие обработке заготовки.
Цепь управления точечной контактной сварки
Настройка длительности и регулирование параметров контактной сварки выполняется посредством:
- емкостных устройств электролитических с напряжением заряда от 50 В;
- коммутаторов П2К с отдельной фиксацией;
- резисторов R1 и R2;
- кнопки КН1 с двумя контактами: нормально-замкнутым и нормально-разомкнутым.


При подключении АВ1 производится зарядка емкостных элементов, подключающихся к питающему блоку и управляющей цепи через П2К. Срок их службы повышается благодаря лимитации тока зарядки посредством R1. Зарядка осуществляется через нормально-замкнутый контактный блок КН1.
Этот узел при нажиме КН1 разъединяется, выполняется отключение цепи, емкости по нормально-замкнутой цепь подсоединяются к К1, который срабатывает от тока разрядки конденсаторов.
Блок разъединенных нормально-замкнутых элементов КН1 не позволяет К1 запитаться от блока напрямую. Чем выше общий емкостный объем, тем больше времени требуется для их разряжения, К1 продолжительнее соединяет контакты № 4 и 5 элемента МТТ4К, и, следовательно, длительность импульса сварки увеличивается. При полной разрядке емкостей происходит отключение реле и прекращение функционирования оборудования. Для подготовки прибора к последующим импульсам следует отжать КН1.
Разрядка конденсаторов производится переменным резистором R2, служащим для регулировки импульса.
Особенности модернизации трансформатора
В каждой микроволновой печи присутствует магнетрон. Имеющийся в СВЧ-печке трансформатор имеет меньше витков на первичной обвивке и больше – на вторичной, на которой величина напряжения может доходить до 2 кВ. Удвоитель, если он конструктивно предусмотрен, увеличивает напряжение в 2 раза. Такое свойство особенно важно для сооружения аппарата контактной сварки.
При изъятии трансформаторного устройства нельзя допустить его повреждения. После снятия корпуса микроволновки элемент демонтируется с места закрепления. Для контактной точечной сварки требуются лишь магнитопровод и первичная обмотка трансформатора, подключающаяся к сети. Она обладает малым числом витков и утолщенным проводом.
Вторичная обвивка не потребуется, ее следует аккуратно удалить ударами молотка по зубилу, стараясь не причинить вреда первичной обвивке. Если в микроволновке имеются шунтирующие устройства, их также следует демонтировать. Магнитопровод может не приклеиваться, а устанавливаться на сварке, тогда лучше применить ножовку либо стамеску.
Затем необходимо изготовить новую вторичную обвивку. Для нее потребуется провод сечением от 1 см². Можно взять несколько проводков, но требуемая площадь должна быть сохранена.
При необходимости изготовления оборудования для контактной сварки большей мощности единственного трансформирующего элемента будет недостаточно. Тогда следует совместить два прибора, для чего понадобятся две микроволновки. Провод при этом нужно наматывать поочередно через обе катушки, число витков одинаковое во избежание получения противофазы.
Чем выше мощность трансформатора, тем значительнее может получиться скачок сетевого напряжения при пробном запуске контактной сварки.
Подготовка элементов управления
Основные органы, регулирующие работу устройства для сварки контактным методом, – рычаг управления и выключатель. С их помощью создается необходимое усилие на соединяемых заготовках и клещах.
От нажатия зависит прочность создаваемого соединения, потому рекомендуется установить рычаг максимально возможной длины. Повышения прилагаемого усилия можно добиться применением винтов и рычагов, фиксирующихся на рукоятке.
Повышения прилагаемого усилия можно добиться применением винтов и рычагов, фиксирующихся на рукоятке.
Также нужно иметь в виду необходимость надежного закрепления контактной сварки, возможно, для таких целей придется приобрести струбцину.
Рубильник ставится в цепь первичной обвивки. Если поставить его во вторую, то не избежать создания повышенного сопротивления, провоцирующего приварку друг к другу электродных стержней, а не соединяемых элементов. Во вторичной обвивке течет ток значительно большей величины, выдержать который сможет не каждый автомат.
Для охлаждения контактной точечной сварки можно установить кулер от ПК. Нельзя пренебрегать необходимостью регулярных пауз в работе для остывания всех частей аппарата.
Процесс сборки контактной точечной сварки из инвертора
Изготовить прибор для контактной сварки можно своими рукам из сварочного аппарата. Полностью весь инвертор не нужен, из него вынимаются только основные элементы: выключатель, трансформатор с блоком питания и система управления.

С трансформатора удаляется вторичная обмотка, вместо нее создается новая из медного провода сечением не менее 200 мм². Она укрывается термобумагой, поверх которой накладывается лак для фиксации и улучшения изоляции.
Обе обмотки следует заземлить, так как контакт с находящимися под напряжением элементами из-за высокой мощности тока может быть смертельно опасным. Необходимо следить за плотностью укладки витков, в противном случае между ними могут образоваться замыкания – провода перегреются и перегорят.
Также при сборке аппарата для контактной точечной сварки необходимо предусмотреть охлаждение трансформатора. Для этого можно использовать обдуваемые вентиляторами радиаторы.
Емкости конденсаторных устройств, имеющихся в некоторых моделях инверторов, для контактной сварки может не хватить, потому при необходимости следует приобрести подходящие по своим характеристикам элементы.
Изготовление электродов для контактной сварки
Для эффективного функционирования контактной точечной сварки требуется использование электродов, параметры которых соответствуют особенностям выполнения конкретных работ.
 Диаметр электродов не должен быть меньше сечения проводков, использующихся для сопряжения с силовым узлом. Для их изготовления применяются медные прутки либо жало, снятое с паяльника.
Диаметр электродов не должен быть меньше сечения проводков, использующихся для сопряжения с силовым узлом. Для их изготовления применяются медные прутки либо жало, снятое с паяльника.При сварке контактным способом электроды постепенно изнашиваются и требуют регулярной подточки. По мере износа их придется заменить.
Электроды выполняют следующие функции:
- прижимают детали;
- проводят сварочный ток;
- отводят излишки тепла.
При сопряжении прибора для сварки с электродами следует минимизировать количество соединений, подбирать провода как можно меньшей длины во избежание потерь мощности.
Электроды для контактной сварки делятся на прямые и изогнутые.
Наконечники бывают:
- плоскими;
- заостренными;
- конусообразным.
Наиболее распространены наконечники в виде конуса, при этом чем меньше соединяемые сваркой элементы, тем острее подбирается кончик.
Для недопущения окислений соединение электродов с проводами осуществляется спайкой.
Получилось ли у вас собрать самостоятельно аппарат для точечной контактной сварки из печки СВЧ или инвертора? С какими трудностями вы столкнулись, какой опыт приобрели? Поделитесь, пожалуйста, своим мнением в комментариях.
Контактная сварка своими руками из микроволновки
Контактная сварка своими руками из микроволновки: сварочный аппарат из трансформатора
активно применяется в разных отраслях промышленности уже много лет. Не менее актуальна она в домашних мастерских, ремонтных цехах и гаражах, где ее успешно реализуют умельцы своими силами для выполнения разнообразных операций, связанных с металлом.
Стоимость серийного оборудования для подобных технологических операций довольно высока, но агрегат для контактной сварки может быть сконструирован .
Коротко о технологиях точечной контактной сварки
Технология контактной представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т. п.
п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Контактная сварка, собранная своими руками
Изготовление сварочного аппарата.
С целью получения надежного сварочного агрегата, необязательно приобретать дорогостоящую модель. Сварку делаем из микроволновки своими руками, если в распоряжении мастера есть такой прибор.
Агрегат сваривает электродом кромки металлоизделий и собирается по такому же принципу, как и в случае применения специального оборудования, но обойдется мастеру в разы дешевле профессионального агрегата.
Прежде чем рассказать, как сделать контактную сварку своими силами, отметим важную деталь. Наиболее значимым элементом в СВЧ печи в процессе сборки сварного аппарата является трансформатор от микроволновой печи.
Он обеспечит сварку высоким напряжением ввиду наличия большого коэффициента трансформации. Поэтому для самодельной точечной сварки следует подбирать печи больших размеров.
Поэтому для самодельной точечной сварки следует подбирать печи больших размеров.
Для расплавления кромок металлических изделий, которые соединяются путем контактной сварки, необходим ток высокой силы. Величина напряжения при этом не влияет на качество сварных швов, поэтому во внимание не берется. В большинстве случаев применяется уровень до 3-х Вольт.
Мощность трансформатора нужно подбирать с учетом толщины деталей, с которыми планируется работать в дальнейшем:
- при толщине до 1 мм актуальна модность в районе 1000 Вт;
- при толщине до 2 мм ‒ в районе 2000 Вт;
- при толщине до 3 мм ‒ в районе 5000 Вт.
Если данные условия будут соблюдены, получится действительно высокопроизводительный сварочный аппарат для использования в быту.
 youtube.com/embed/tf5-uJ_pn-o?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/tf5-uJ_pn-o?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Схема устройства самодельного сварного аппарата
Основной элемент любого аппарата для контактной сварки ‒ это трансформатор, который стоит изъять из старой микроволновки. Важное условие – прибор должен быть рабочим.
Самодельный будет способен соединять листы стали с толщиной до 1 мм, если при его сборке использовать мощный трансформатор. Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
На заметку! Дабы не допустить ошибок при сборке самодельного сварного оборудования, важно составить схему соединения его конструктивных элементов. Следуя ей, можно без каких-либо трудностей собрать сварочный аппарат для бытового использования из СВЧ печи.
Схемы самодельных сварных агрегатов также в большом количестве присутствуют в интернете на форумах сварщиков. Они помогут изготовить агрегат, служащий хорошим подспорьем для выполнения сварных операций в быту, и будут значительно более экономичными по стоимости, нежели магазинные версии.
Они помогут изготовить агрегат, служащий хорошим подспорьем для выполнения сварных операций в быту, и будут значительно более экономичными по стоимости, нежели магазинные версии.
Тем более что дорогостоящее профессиональное оборудование не всегда целесообразно покупать для выполнения мелких бытовых операций.
Сборка рабочей части устройства позволяет оперативно выполнить соединение сварных электродов, и зажать металлическое изделие между ними.
Устройство трансформатора микроволновки.
Технологически всю работу можно разделить на две части:
- Создание нижнего основания контактной сварки своими руками из микроволновой печки.
С этой целью используется профиль, штанга или деревянный брус. Один его конец нужно крепко зафиксировать на корпусе при помощи саморезов, обеспечивающих жесткую фиксацию. На второй край требуется подсоединить нижний сварочный электрод с подведенным к нему кабелем от трансформатора. Для жесткой фиксации провода его приматывают к штанге. - Обустройство верхней подвижной части устройства в виде рычага.
Функцию оси может выполнить длинный не ржавый гвоздь, а стойки по бокам изготавливаются из брусков или профилей. Не стоит допускать наличие зазоров между стойками и основанием самодельного рычага, в противном случае может снизиться точность соответствия верхней и нижней части и точности самой сварки.

В начале работы из микроволновки изымают трансформатор, но этот элемент потребуется не весь, а лишь некоторые его части. А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
Далее, на трансформатор потребуется соорудить новую обмотку, для чего применяют многожильный провод с сечением не менее 100 мм2. Кабель для сварки проводов наматывается в 2-3 витка. Но если на проводе присутствует слишком толстая изоляция, то ее можно убрать и заменить текстильной изолентой.
Если агрегат нужно сделать мощным, для него используется два трансформатора, а повторную обмотку для них делают общей.
 При этом крайне важно верно осуществить соединение выводов с первичных обмоток обоих трансформаторов, чтобы не снизилась мощность сварного аппарата.
При этом крайне важно верно осуществить соединение выводов с первичных обмоток обоих трансформаторов, чтобы не снизилась мощность сварного аппарата.Следующие этапы работы по изготовлению контактной сварки из микроволновой печи своими руками выглядят следующим образом:
- установка системы управления агрегатом, позволяющей наладить бесперебойное сваривание металлических изделий точечным контактным методом;
- изготовление и подсоединение сварных электродов, диаметр и вид которых подбирается с учетом характеристик рабочих деталей;
- монтаж внутренней части агрегата для контактной сварки в надежный корпус от старой бытовой техники, демонстрирующий высокую стойкость к воздействию негативных факторов из окружающей среды.
Самодельная контактная сварка из микроволновой печки, созданная по такой инструкции, может справиться с:
- сеткой;
- клетками;
- прутками с диаметром до 3 мм;
- пластинами металла до 3 мм.

Все эти изделия без особенных трудностей могут использоваться для создания металлоконструкций с помощью собранного своими силами агрегата для точечной сварки.
Необходимые в работе материалы и инструменты
Если в распоряжении мастера имеется микроволновка, которая больше не используется по прямому назначению, из нее можно смастерить аналог профессионального оборудования проведения для сварочных работ.
Способ сваривания деталей точечной сваркой.
В процессе работы мастеру потребуется следующие комплектующие детали будущей микроимпульсной сварки, вспомогательные приспособления и инвентарь для сборки агрегата:
- переделанный трансформатор от микроволновки или АКБ батареи;
- провод приличного диаметра из меди или жгут проводов небольшого размера;
- рычаги, выполняющие функции прижимов;
- основание для установки сварочного аппарата;
- зажимные струбцины;
- отвертки разного вида и размера;
- кабели;
- обмоточные материалы;
- электроды из меди, за счет которых и будет выполняться сварка;
- кнопка.
Важно! Если нужно изготовить мощную точечную сварку из бывшей в употреблении микроволновки, понадобится два трансформатора. От количества этих конструктивных деталей бывшего в употреблении изделия будет зависеть уровень максимальной мощности самодельной сварки.
Электроды для точечного сварочного аппарата
Точечная контактная сварка выполняется путем замыкания двух электродов. Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
Специальную проволоку для сварочного аппарата из трансформатора микроволновки подсоединяют к проводу от аппарата посредством медного наконечника, соединенного с ним пайкой.
Схема электрическая сварочного аппарата.
Место внутри наконечника ограниченно, поэтому неопытные мастера не сразу могут провести сквозь него кабель. Задачу выполнить проще, если смазать провод маслом или солидолом. Далее, наконечник нужно аккуратно совместить с электродом болтовым соединением высокой надежности.
Тогда рост сопротивления в местах ненадежного контакта не спровоцирует потерю мощности аппарата. Предварительно в электроде и наконечнике важно организовать одинаковые по размеру отверстия.
На заметку! Крепежные элементы для сборки самодельного сварочного аппарата из микроволновой печи стоит подбирать или ее сплавов. Медные болты, гайки для соединения электродов и наконечников с проводами отличаются минимальной величиной электрического сопротивления.
Если все соединения отдельных конструктивных элементов для контактной точечной сварки будут надежными, это значительным образом упростит обслуживание оборудования в будущем. Работа будет выполняться быстро, а сварные швы приобретут высокие эксплуатационные параметры.
Управление самодельным сварным аппаратом
Управление аппаратом из микроволновки, изготовленного своими руками, не составит особых трудностей даже для неопытного мастера. Оно осуществляется с помощью двух элементов: рычага и выключателя.
Оно осуществляется с помощью двух элементов: рычага и выключателя.
Рычаг отвечает за силу сжатия между электродами, определяющую надежность контакта соединяемых деталей в точке выполнения сварки. Поэтому его важно дополнить винтовыми элементами, обеспечивающими еще более значительную силу сжатия.
Рычаг в нерабочем состоянии самостоятельно отводится вверх, что позволит предотвратить произвольное замыкание контактов и беспрепятственный доступ к заведению изделия. Для этого к его основанию следует закрепить пружину с карбюратора актуальной жесткости.
Специализированное производственное оборудование, используемое с целью соединения листов стали со значительной толщиной, имеют элементы сжатия, способные создавать давление от 50 до 1000 кг, исходя из необходимости.
Для точечной сварки из микроволновки, применяемой для нерегулярных и простых работ в домашних условиях, будет достаточно давления до 30 кг.
Для большего комфорта сварщика, простоты работы и увеличения силы сжатия до актуального значения, прижимной рычаг стоит сделать длинным. Оптимальная длина ‒ 60 см.
Оптимальная длина ‒ 60 см.
С его помощью можно увеличить прилагаемое усилие в 10 раз, а это значит, что при давлении на рычаг с усилием 3 кг, электроды и соединяемые металлические детали будут сжиматься силой, равной 30 кг.
То есть, даже незначительное по силе нажатие на рычаг рукой сварщика, позволит ему запустить сварной процесс и точно провести электродом по рабочей поверхности металла.
На заметку! Крайне важно надежно зафиксировать сварное оборудование на поверхности рабочего стола, для чего применяют струбцины соответствующего размера. В противном случае, при надавливании на такой рычаг сам аппарат может сдвигаться с места, что может стать причиной серьезных дефектов сварных швов на металлоконструкции.
Варианты конструкции сварочного аппарата.
Выключатель отвечает в устройстве за подачу тока к электродам для сварки и подключается к цепи первичной обмотки трансформатора. Напомним, что сила тока во вторичной обмотке значительно превышает аналогичный показатель первичной обмотки.
Если подсоединить выключатель ко вторичной обмотке, он спровоцирует образование дополнительного сопротивления, и произойдет приваривание его контактов под воздействием сильного тока.
Располагайте выключатель непосредственно на рычаге, если он используется в качестве прижимного механизма. В таком случае вторая рука сварщика останется свободной, и ею можно будет придерживать свариваемые детали.
Это позволит улучшить качество сварных швов, так как повыситься прицельность и точность ведения электрода по поверхности рабочего изделия.
Основные операции по сбору точечной сварки своими руками из обычной б/у микроволновки завершены.
Мастеру останется лишь потренироваться перед началом работы, что позволит понять суть и вникнуть в особенности протекания основных процессов сварки различных металлов, исходя из формы и толщины металлоизделий. И только потом можно приступать к практическому применению самодельного оборудования из микроволновки.
Важно! Особенностью работы на оборудовании для точечной сварки, изготовленном своими руками из микроволновки, заключается в том, что подавать ток нужно только на сжатые электроды.
Если подача тока осуществляется на электроды, не находящиеся в состоянии сжатия, сварщик столкнется с интенсивным искрением сварной проволоки и ее активным подгоранием.
Еще одной проблемой, с которой может столкнуться мастер в процессе применения самодельного агрегата для сваривания металлических деталей, является риск сильного нагрева трансформатора и токопроводящих элементов этого оборудования.
Такая ситуация приводит к выходу самодельной модели из строя. Избежать перегрева позволит создание простейшей системы охлаждения сварочного аппарата из вентилятора.
Еще одной хитростью, уберегающей точечную сварку от перегрева, являются такие временные перерывы в ее работе, на протяжении которых трансформатор и токопроводящие элементы успевают остыть.
Время выдержки сварных электродов под током в сжатом состоянии при сварных операциях нужно контролировать визуально, с учетом цвета точки в месте соединения. Малоопытный сварщик может применить с этой целью специальное реле.
Заключение
Бытовую сварку из трансформатора микроволновки можно сделать при минимуме материальных вложений и временных затрат в бытовых условиях. Технология сборки контактной сварки из микроволновки проста и не требует наличия дорогостоящего оборудования, специфического инвентаря, редких материалов.
Важно подготовить подробную схему сборки агрегата, проявить бдительность при разборке СВЧ печи и сборке самодельной сварки на ее основе. Тогда сварщику удастся сэкономить и выполнять ряд несложных сварочных операций по соединению металлических деталей в бытовых условиях самодельным оборудованием.
tutsvarka.ru
Точечная сварка из микроволновки — DRIVE2
Всем доброго времени суток! И так начну. Как то видел на просторах интернета точечную сварку из трансформатора микроволновки и решил сделать и себе. Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки. Дальше Распилил по сварным швам трансформатор для удобства демонтажа старой вторичной обмотки и намотки новой!
Для удобства сборки намотал скотч на сердечник чтоб обмотка лучше скользила при запрессовке
Это в утиль
Первичную обмотку я оставил родную, а вторичную намотал проводом КГ-35 квадратов меди, на намотку ушел 1 метр, но чтоб выводы были по длиннее советую брать 2 метра провода. Намотал 3 витка без1/4 витка.
Первичку ставим на место
Вторичка на месте
Да, еще между обмотками трансформатора стаял шунты из того-же трансформаторного железа, нужны они для ограничения тока магнитрона печки, чтоб он не пошел в разнос, я их для сварки убрал!
Это фото нашел в интернете, а то свое забыл сделать
Сварил обратно трансформатор. Варил его сжав в тисках и сначала точечно прихватив все углы и стороны, а потом варил по одному шву давая остыть трансформатору, чтоб не погорела проводка его! Дальше из той же микроволновки сделал корпус для будущего аппарата. Потом пошла сборка: сетевой провод остался от микроволновки, потом сетевой фильтр, автомат на 25А — можно и на 16А но у меня был только на 25А. Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10. Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.
Напайка наконечников
Далее было испытание: включил, замерил выходное напряжение, оно было равно 2.5 вольта, Протекающий ток на вторичной обмотке, под нагрузкой замерить было не чем так как токовые клещи уехали на поверку. Для эффектного испытания перед своими сотрудниками на работе брал гвозди 150-250 или проволоку 6мм. Во время испытания контролировал нагрев вторичной катушки, во избежание ее перегрева и выхода ее из строя. В общем 6мм проволоки перегорает за 6-8 сек, а после каждого (выпендривания) температура на трансформаторе поднимается на 8-10 градусов. Думаю поставить еще электронный термометр для контроля нагрева или термо защиту.
Вот эл. схема. как смог нарисовал, формат с кампа не поддерживается, пришлось сфоткать и залить 🙁
Для использования аппарата для точечной сварки, будут сделаны медные электроды, аппаратом варил даже скрутки медных проводов, правда медно-графитовый электрод очень сильно нагревается и его нужно менять на стальной. Так же аппаратом можно разогреть заржавевшие болты и гайки, а потом после остывания их выкрутить.
Вот такой электрод использовал
Кому не сложно спасибо за репост, может кому еще пригодится тема!
Всем супер драйва и хорошего настроения!
www.drive2.ru
Точечная сварка из трансформатора микроволновки
Привет всем любителям самоделок. Для каждого самодельщика, занимающегося электроникой знакомо такое, когда необходимо припаять провода к аккумуляторам типа 18650 провода, обычной пайкой делать этого не советуют, так как можно перегреть аккумулятор, что в крайнем случае может вывести его из строя, а так как второй вариант это точечная сварка, то именно в этой статье я расскажу, как сделать свою самодельную точечную сварку с наименьшими вложениями, главным донором которой станет микроволновка.
Перед тем, как прочитать данную статью, предлагаю ознакомиться с видеороликом, в котором показан весь процесс изготовления самоделки и тесты при различных условиях.
Для того, чтобы сделать точечную сварку своими руками, понадобится:
* Трансформатор от микроволновки
* Медный одножильный провод, сечением, чем толще, тем лучше
* Провод для сварочного аппарата 1 метр
* Пару обжимных наконечников с отверстием
* Два болта с гайкой М10
* Ножовка по металлу
* Дрель, сверло по металлу
* Кнопка от микроволновки
* Провод питания от сети 220В
Вот и все, что нужно для сборки нашей самоделки.
Шаг первый.
Для начала необходимо найти микроволновку, из которой понадобится трансформатор и кнопка, также пригодится провод питания, который к удобству имеет две клеммы с изоляцией.
Разбираем трансформатор. Для данной самоделки необходимо оставить первичную обмотку, вторичную же нужно удалить.
Чтобы не повредить первичную обмотку отпиливаем по сторонам выступающие части вторички при помощи ножовки по металлу. Делаем это аккуратно и следим, чтобы не задеть витки другой обмотки.
После того, как лишние выступающие части обмотки отпилены нужно вытащить и часть, которая находится внутри трансформатора, ее высверливаем при помощи электродрели и сверла по металлу.
Когда обмотка высверлена переходим к ее полному удалению, через проставку из металла выбиваем оставшиеся части обмоток, под конец их уже можно вытаскивать руками.
Шаг второй.
После того, как распотрошили вторичную обмотку трансформатора, убираем металлические шунты, которые находились под обмоткой.
Далее берем провод для сварочного аппарата, сечение должно быть не меньше 16 квадратных см, зачищаем изоляцию на обоих концах и обжимаем наконечники, у кого есть специальное устройство, то лучше делать это при помощи него, я же сделал это обычным молотком.
Шаг третий.
Когда на провод установили клеммы можно продевать его в трансформатор, делаем один или два витка, некоторые мотают полтора, все зависит от того, сколько для этого есть места.
Один конец провода выходит снизу, другой сверху.
Теперь делаем электроды из меди, зачищаем одножильный провод и скручиваем в круг для зажима болтом, такие же действия проделываем со вторым электродом.
Кончики данных электродов нужно заострить, сделать это можно при помощи бокорезов, после чего прикручиваем их на наконечники при помощи болтов с гайкой.
Шаг четвертый.
Далее приступаем к питающему проводу, один из его контактов подсоединяем на вывод первичной обмотки трансформатора, а ко второму подключаем провод от кнопки, который будет прерывать питание.
При нажатии на кнопку, трансформатор будет включаться и приваривать никелевую пластину к аккумулятору 18650, на выходе получилось напряжение почти 1,7 вольт.
Шаг пятый.
В завершении устанавливаем между выходными контактами пластиковую проставку, чтобы не произошло замыкания и приматываем все изолентой.
В дальнейшем все можно доработать и заменить на что-то более эстетичное и функциональное. Электроды располагаем так, чтобы при касании не было перекосов, а зазор между ними оставляем около 3-4 мм.
На этом точечная сварка из микроволновки готова и ее можно протестировать.
Сначала пробуем на обычной пластинке, также проверяем как держится никелевая пластина на аккумуляторах 18650, при сварке образуются точки, но приложив усилие они не выдерживают нагрузки, как для сборки каких-то электрических самоделок, думаю этого достаточно, при необходимости можно увеличить количество витков и само сечение провода, а также заменить электроды на более мощные, так как при таком сечении оказалось, что такого сечения слегка не хватает, откуда и возникают потери мощности.
Всем спасибо за внимание и творческих успехов. Доставка новых самоделок на почту
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Точечная сварка своими руками из микроволновки – схема, видео, фото
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Точечная сварка своими руками из микроволновки: схема и этапы сборки
Не удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
Доступная точечная сварка из микроволновки своими руками
Разнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом. Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
Принцип работы точечной сварки
- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.
Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Сделать аппарат для точечной сварки недорого
Устаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны: конденсатор под кожухом длительное время сохраняет заряд. Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:
Схема точечной сварки своими руками
- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Сборка трансформатора
Для вторичной обмотки рекомендуется использовать кабель КГ 1х35. Проводник эксплуатируется при длительном номинальном напряжении 1000 В. Долговременная токовая нагрузка — 300 А. Допускается кратковременная импульсная нагрузка в 1200 А.
Трансформатор микроволновки для точечной сварки
Модернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.
Мощное самодельное устройство
Для создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
Схема трансформатора от микроволновки
- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.
Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сварки
Первое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Самодельная установка контактной сварки
Мощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности. Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства. Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Управление самодельной контактной сваркой
Органов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.
Точечная сварка из микроволновки
Обеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
Видео по теме: Точечная сварка своими руками
promzn.ru
Сообщества › Сделай Сам › Блог › Контактная сварка и споттер из микроволновки своими руками. А все ли так просто?..
Полный размер
На днях в моей распоряжении оказались два тр-ра на 700 и 800 Вт от отживших свое микроволновок. Решил сделать из них рабочий аппарат точечной сварки и споттер для работы по кузовному ремонту. В интернете много материала на данную тему, но решил проверить сам — реально ли варить металл толщиной в 1 — 1.5 мм с помощью подобного самодельного устройства… либо это все не серьезно, так на показуху.
Отделил с тр-ров вторичную обмотку, что с тонкой жилой. Намотал толстый кабель от сварочного аппарата и стал экспериментировать. Так же при разборке в микроволновок извлек вентилятор и скажу про конденсатор. Если надумаете сделать подобный аппарат — не забудьте разрядить заряд. Не смертельно, но может здорово напугать.
С начало мучил тр-ры по отдельности. Толку никакого! Паял сталь 0.5 мм. Пытался приварить гайки, гвоздики, болты… Прижимал. Отставлял и прижимал электроды то ближе, то дальше. Что видел на видео в том же Ютуб, когда человек берет один слабомощный тр-р и варит пластины… понял — это фикция. Для этих целей необходим мощный трансформатор, мощностью минимум 1500 Вт. А по фэн-шую все 3500. Почему-то об этом никто из экспериментаторов не говорил! Да и устройствами этими в дальнейшим никто и не пользуется?
Соединил тр-ры параллельно, тем самым увеличив мощность. И дело в принципе пошло. Присоединил электроды к нормальным губкам для споттера и сделал уверенные клещи. Споттер оказался слабым. Его, как рабочий вариант я не рассматриваю. А вот со сваркой дело пошло. Правда больше 0.5 — 0.8 мм не берет. По большому счету считаю аппарат получившимся. Ведь со своей задачей он справляется, да и каждый может самостоятельно это сделать (в видео все подробно изложил). Для варки пивных банок из тонкой жести, отжига закислившихся болтов вполне подходит.
При работе заметил огромный нагрев кабеля в местах прилегания к электродам и на сердечнике тр-ра. Думаю вентилятор, что извлек ранее, вполне подойдет, как кулер для охлаждения. Но мощности, признаюсь, не достаточно. Если кто-то делал подобный толковый аппарат, буду признателен за совет, как сделать более рабочий вариант. Слышал, что данные аппараты лучше работают от постоянного тока, нежели от переменного. Буду рад любой критики, советам, идеям и мнениям! Спасибо.
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
28 февраля 2019 в 01:00 Метки: контактная сварка, точечная сварка своими руками, споттер, аппарат контактной сварки из микроволновки
www.drive2.ru
Точечная сварка/споттер своими руками из микроволновки.
Точечная сварка довольно востребована в промышленности. Она позволяет быстро и сильно нагреть локальный участок металла. С ее помощью можно сварить отдельные металлические прутки в сетке или два листа металла. Также она пригодится, чтобы открутить заржавевшие гайки и болты, нужно будет только их нагреть с помощью данного аппарата.
Кузовной ремонт с помощью точечной сварки. Точечная сварка двух металлических пластин. Нагрев заржавевшей гайки точечной сваркой.Принцип действия точечной сварки довольно простой. Свариваемые детали помещаются между двумя электродами, которые оказывают сжимающие усилие и через них протекает высокий ток, от 500А и выше. В результате происходит, нагрев металла до температуры, когда он становится пластичным и таким образом образуется неразъемное соединение после остывания свариваемых заготовок.
Схематическое изображение принципа действия точечной сварки.В промышленности применяются довольно серьёзные аппараты точечной сварки, которые имеют водяное охлаждение рабочих электродов и пневматические зажимы. Такие аппараты позволяют сваривать большое количество точек за довольно короткое время. Но для домашнего использования достаточно аппарата попроще.
Точечная сварки и безопасность.Такой вид сварки довольно безопасен несмотря на то, что для нагрева метала используются высокие токи. Но кроме большой силы тока на электродах создается напряжение всего в 1-3 вольта. Вспомним закон Ома для участка цепи.
Закон Ома для участка цепи.Подставив в формулу напряжение 2 В и сопротивление 1000 ОМ (сопротивление человека), получим силу тока, который пройдет через человека — 0,002А. Безопасным считается ток до 0.1А и напряжение до 42В.
Сборка точечной сварки своими руками из микроволновой печи.Для того, чтобы сделать сварочный аппарат точечной сварки, нам понадобится трансформатор. Его возьмём из старой неработающей микроволновой печи. Главное, чтобы в ней был рабочий трансформатор. Даже не обязательно весь трансформатор, а только его половина. Нам понадобится только его рабочая первичная обмотка. Вторичная обмотка не нужна и ее придется удалить из трансформатора.
Важно! Ни в коем случае не включайте в таком виде трансформатор в сеть! Этот трансформатор повышающий и создает на вторичной обмотке очень высокое напряжение, около 2000 вольт.
Трансформатор из микроволновой печи. Трансформатор из микроволновой печи.Отличить вторичную обмотку трансформатора от первичной очень легко. Первичная обмотка намотана из проволоки большего сечения, чем вторичная и на первичной обмотке меньше количество витков проволоки.
Удаляем вторичную обмотку трансформатора. Это можно сделать разными способами. Её можно отрезать болгаркой или ножовкой по металлу. Та как медная проволока довольно мягкая, то ее можно срубить зубилом или стамеской. При удалении вторичной обмотки очень важно не зацепить первичную обмотку. Если вы повредите ее, то трансформатор придется выкинуть или сдать на металлолом.
Удаление вторичной обмотки трансформатора с помощью болгарки. Удаление вторичной обмотки трансформатора с помощью ножовки по металлу. Удаление вторичной обмотки трансформатора с помощью стамески.После того как удалили выступающие части вторичной обмотки, необходимо выбить остатки обмотки из середины трансформатора.
Выбивание вторичной обмотки из трансформатора. Выбивание вторичной обмотки из трансформатора.Если обмотка не выбивается, то высверлите ее с помощью электродрели, а затем удалите остатки.
После удаления обмоток нужно удалить шунты. Они представляют собой набор металлических пластинок, обмотанный в бумагу. На фото ниже они обведены красным цветом.
Шунты в трансформаторе.Задача шунтов — замкнуть первичную обмотку по магнитному потоку и уменьшить поток через вторичную обмотку. Говоря простым языком, шунты уменьшают силу тока на вторичной обмотке, а следовательно, уменьшают мощность нашего сварочного аппарата. Поэтому их обязательно нужно удалить.
Теперь самое время заняться кабелем. Провод обязательно должен быть с медными жилами. Длина провода примерно 1.5м. Для сварочного аппарата лучше всего подойдет провод сечением 50мм2 это примерно 8 мм в диаметре без изоляции. В процессе работы сварочного аппарата данный провод будет нагреваться от проходящего по нему тока. И чем меньше провод по сечению, тем быстрее он будет греться. Поэтому желательно провод использовать как можно большего сечения.
Если провод тяжело накручивается на трансформатор, то можно снять с него изоляцию, обмотать его хлопчатобумажной изолентой и сверху одеть термоусадочную трубку. Таким образом кабель с новой изоляцией станет немного меньше по диаметру. Изолента обязательно должна быть хлопчатобумажная. Она при нагреве не плавиться в отличие от обычной изоленты.
Таким же способом можно сделать провод необходимого диаметра из нескольких проводом меньшего сечения, предварительно сняв с них изоляцию и скрутив их в одну жилу.
Осталось надеть на провод специальные обжимные наконечники. Обжать их можно просто расплющив молотком или в тисках.
Провод обмотанный изолентой. Провод в термоусадочной трубке. Обжимной наконечник. Провод для вторичной обмотки сварочного аппарата.Теперь наматываем провод на трансформатор. Необходимо сделать два полных витка как показано на фото ниже.
Трансформатор с новой вторичной обмоткой.Можно приступить к испытанию трансформатора.
Нагрев сварочным аппаратом болта диаметром 5мм. Болт разрушается от нагрева всего за 4 секунды.Силовая часть точечного сварочного аппарата готова. Осталось сделать контактные клещи с медными электродами. Они могут быть самой различной конструкции. Сделать их можно на свое усмотрение из различных материалов. Ниже смотрите варианты изготовления контактных клещей аппарата точечной сварки.
Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата.Смотрите видео: точечная сварка своими руками.
delairukami.ru
Точечная сварка из микроволновой печи — Сообщество «Сделай Сам» на DRIVE2
Всех читающих я снова приветствую!
Хочу представить вам свою очередную работу, а именно изготовление точечной сварки небольшой мощности для использования в домашних условиях.
Полный размер
Забегая на перед вынужден признать что фотографий процесса к сожалению нет, по этому постараюсь объяснить все в устной форме.
За основу была взята старенькая и вышедшая из строя микроволновая печь, из которой благополучно был извлечен трансформатор и вентилятор. Из трансформатора была извлечена вторичная обмотка, а вместо нее намотано три витка сварочного провода сечением 16мм2.
Позже куплен на блошином рынке медный прут сечением 16мм. из которого токарь выточил по моей просьбе будущие электроды.
Чертеж прилагаю.
Полный размер
Ну а пока токарь творит, я облагораживаю трансформатор и все обслуживающие его узлы.
В схему был включен автомат включения/выключения, вентилятор для обдува трансформатора, магнитный пускатель, микро выключатель управляющий пускателем и пара лампочек для индикации наличия сети и работы трансформатора.
Для особо любопытных, желающих знать как это все подключено прилагаю принципиальную электро схему.
В примененной мною схеме предусмотрена работа микро выключателя от сети 220V, это чревато поражением тока, во избежании подобных случаев необходимо в схему внедрить низко вольное реле, что и будет мною обязательно сделано в последующих доработках
Вот так я разместил узлы внутри аппарата.
Полный размер
Полный размер
Полный размер
Крышку корпуса сделал из той же микроволновки, ребра забора воздуха ( те что сбоку ) это родные, а отверстия на задней стенке выполнены в форме трубной решетки рассчитал в программа Компас 3D. распечатал и перенес на металл, просверлил и убрал заусенки.
Полный размер
Полный размер
Ну а с клещами придется еще поработать, что бы обеспечить прижим нужной силы, думаю делать эксцентрик, по тому что система рычагом займет много места.
Полный размер
Полный размер
Вот такие получились электроды
Полный размер
способ крепления
Думаю изложенной выше информации вполне достаточно для таких же самодельщиков как я, которые захотят повторить данную конструкцию.
Полный размер
Полный размер
В работе: металл толщиной меньше 0,8мм. приваривает хорошо, ну а для того что бы справлялся с металлом потолще думаю нужно доработать клещи и возможно сделать острее угол на электродах.
Всем мира и ровных дорог!
www.drive2.ru
Точечная сварка из микроволновки своими руками
Насмотревшись интересных видео на YouTube, а также вдохновившись вот этой темой на ЧипМейкере я тоже очень захотел сделать точечную сварку из микроволновки своими руками.
Для изготовления сварки из микроволновки я приобрел трансформатор от микроволновки, медный многожильный провод 50 кв.мм. длиной порядка 2 м, но этого оказалось много… В качестве электродов для точечной сварки я использовал жала от паяльников диаметром 13 мм, другого медного прутка в моем городе раздобыть не удалось.
Итак, как изготавливал точечную сварку из трансформатора от микроволновки.
Как сделать трансформатор
Сначала я распилил трансформатор, чтобы снять вторичную обмотку, и повторю еще раз:
Обратите внимание, что трансформатор от микроволновки опасен для жизни! Т.е. его не стоит включать в сеть для проверки, пока не удалена вторичная обмотка, т.к. на ней напряжение порядка 2000В и он может убить человека на расстоянии!
С медного провода на 50кв. мм я снял изоляцию, т.к. она слишком толстая и рассчитана на 600 вольт, а у точечной сварки бывает напряжение 2-3 вольта всего.
Как шутят бывалые: Хватит и папируса для изоляции 🙂
Новую изоляцию я сделал из тканевой изоленты, провод получился заметно тоньше, в итоге на трансформатор влезло 3 вика провода — это уже хорошо, с родной изоляцией влезало всего 2 витка.
Что следует учесть при намотке вторичной обмотки трансформатора для точечной сварки:
- чем толще провод вы используете, тем меньше он будет греться и больший ток во вторичной обмотке вы получите, лучше даже использовать 70-100 кв.мм. Вся проблема в том, что окно для намотки провода в трансформаторе микроволновки остается не такое большое, как хотелось бы. Но если использовать другой трансформатор с большим железом, например ОСМ-1, то можно впихнуть и провод потолще.
- чем больше витков вы намотаете, тем больше будет напряжение во вторичной обмотке, у меня получилось 2.5 в, т.е. 0.8 в на виток, а чем выше напряжение, тем длиннее можно будет сделать провода до электродов, т.к. в проводах происходит падение напряжения.
- для наивысшего кпд сварки, провода до электродов должны быть минимальной длины, в проводах длиной пару метров, вы уже получите значительное падение напряжения, также следует максимально заполнить окно магнитопровода обмоткой.
После намотки вторичной обмотки транса, я склеил сердечник эпоксидной смолой.
Далее я припаял медные наконечники на концы провода от трансформатора, паял их газовой горелкой, сначала залудив их, а затем вставил в наконечники и добавлял припой пока наконечники не наполнил им полностью. Затем, после остывания я натянул на них термоусадки, которые были заранее надеты на провода. С одной стороны я зачистил наконечники до меди, чтобы избежать лишних потерь из-за сопротивления припоя. Хотя в паяном соединении уже будут потери, но тут уже ничего не поделаешь…
Изготовление электродов точечной сварки
Ознакомьтесь также с этими статьями
Для электродов, как говорилось выше, я использовал 2 жала от паяльников, отпилил необходимые куски, просверлил в них отверстия на 7 мм и нарезал резьбу М8.
Затем я сделал для них медные шпильки, еще из двух жал от паяльников меньшего диаметра 9мм — на них я нарезал резьбу М9, затем резьбу М8, чтобы получить шпильки нужного диаметра. Шпильки закручиваются в электроды, на них одеваются клеммы от трансформатора и сверху притягивается шайбой и обычной гайкой, не медной, так я получил хороший контакт с низким сопротивлением между клеммами от транса и электродами.
Электроды для своей точечной сварки я заточил как иголки, а затем изготовил третий электрод, который не затачивал — с таким электродом гораздо удобнее сваривать проволоку, а двумя острыми удобнее сваривать листовую сталь.
Корпус для сварки из микроволновки
Затем я изготовил корпус из фанеры толщиной 16 мм и верхнюю крышку из стали толщиной 1мм.
В корпус также был установлен компьютерный вентилятор с отдельным трансформатором и диодным мостом для него на 12 вольт, если есть в налчии вентилятор на 220 вольт, то конечно лишний трансформатор уже не нужен. Просто я делал из имеющихся материалов.
Ножки у корпуса — ножки от системного блока компьютера.
На задней стенке корпуса я разместил также двухполюсный автомат на 20 А.
На передней панели корпуса я установил 2 лампы — красная — питание прибора включено, зеленая — идет сварка.
Сварочные клещи
Советуем к прочтению другие наши статьи
Клещи для моей точечной сварки из микроволновки были изготовлен из профильной трубы на 15 мм, снизу нижней части установлена опора из куска профиля, чтобы аппарат не опрокидывался при сильном нажатии.
Ручка — кусок шестигранника на 12 мм и ручка от напильника. Крепление клещей — 2 уголка, купленные в магазине крепежа.
Кстати, электроды крепятся к клещам на уголках специально, чтобы можно было менять их угол наклона.
Выключатель сварки
Использован микропереключатель от микроволновки, который подает 12В на управляющую катушку реле РЭК-77/4. Т.к. моя сварка потребляет ток до 18А, я решил использовать такое реле, в нем есть 4 пары контактов, каждая из которых рассчитана на ток 10А, а соединил их параллельно и получил реле на 40А (спасибо пользователю с форума ChipMaker.ru).
Благодаря такому реле я даже не стал сильно изолировать выключатель, т.к. на нем всего 12в и небольшой ток (можно использовать любой микропереключатель), а не 220в, если бы я использовал выключатель без реле, тем более выключатель рассчитан на максимальный ток до 15А всего.
Реле включается в первичную обмотку трансформатора, т.к. использовать реле во вторичной обмотке представляется малореальным из-за большого тока…
Далее я собрал все вместе в аппарат, который вы видите на фото.
Что я получил в итоге
Мощность моего аппарата точечной сварки из микроволновки во время сварки порядка 4150 вт, потребляемый ток после 2 сек. сварки порядка 18 А, напряжение на вторичной обмотке получилось порядка 2.5 В, примерный ток во вторичной обмотке 1650 А.
Аппарат сваривает проволоку 3 мм очень быстро, даже плавит ее, если передержать… Сваривает листовую сталь 2 куска по 1.5 мм отлично, а также сваривает: 2 куска по 1 мм, 3 куска по 1 мм, больше еще не пробовал, думаю, что оно сможет варить сталь до 2 мм (2 куска по 2 мм).
Вторичная обмотка греется после примерно 7-10 точек.
Как можно усовершенствовать сварку из микроволновки?
- можно добавить в него реле времени , т.е. вы сможете выставлять точное время сварки, это удобно при сваривании множества одинаковых деталей.
- возможно, что стоит добавить в него термореле, чтобы при нагреве трансформатора, аппарат отключался до остывания, как в утюге
P.S. Статью написал довольно сумбурно, не все моменты рассмотрел, т.к. их довольно много, аппарат я переделывал 3 раза в течение 3 месяцев, поэтому в будущем статья будет дополняться новым подробностями и фото.
Приятно то, что сделал вполне рабочую точечную сварку из микроволновки своими руками, хотя нельзя сказать, что за так, т.к. на материалы ушло порядка 2 тыс., но настоящий плюшкин, все эти материалы найдет у себя в запасах 🙂
Фото точечной сварки из микроволновки:
Видео о точечной сварке из трансформатора микроволновки:
evmaster.net
Простой сварочный аппарат из микроволновки
Простой сварочный аппарат для электродуговой сварки может сделать каждый в домашних условиях, не применяя никакого специализированного оборудования или схем. Все что нам понадобиться это всего на всего две микроволновые печи, которые можно найти на свалке или два трансформатора из них.Разбираем микроволновки и вытаскиваем трансформаторы.
Эти трансформаторы повышающие, то есть преобразуют 220 Вольт в напряжение порядка 2,5 кВ, нужное для работы магнетрона. Поэтому вторичная обмотка у них содержит менее толстый провод и с большим количеством витком. Такой трансформатор имеет мощность порядка 1200 Вт.
Чтобы собрать сварочный аппарат для дуговой сварки нам не придется разбирать сердечник этих трансформаторов. Мы просто спилим и высверлим вторичную высоковольтную обмотку. Обычно эта обмотка идет с верху, а первичная на 220 В снизу.
Инструмент, который нам понадобиться для работы.
Изготовление простого сварочного аппарата из микроволновки своими руками
Берем трансформатор и закрепляем, чтобы он не двигался. Берем ножовку по металлу и срезаем вторичную обмотку с обеих сторон у обоих трансформаторов. Если решитесь повторить, то будьте осторожны, не повредите первичную обмотку.
Затем сверлим обмотку дрелью со сверлом по металлу, снимаем тем самым внутреннее напряжение металлов, чтобы было проще выбить остатки.
Выбиваем остатки намотки.
У нас получилось два трансформатора с обмотками на 220 В. Трансформатор с лева, над обмоткой, имеет токовый шунт, разделяющий обмотки. Для увеличения мощности их тоже нужно выбивать. Такая манипуляция повысит мощность трансформатора процентов на 20-25.
Ещё бывает между большими обмотками маленькая низковольтная обмотка из пары проводов – её тоже выкидываем.
Берем многожильный провод в пластиковой изоляции сечением шесть квадратов и длиной 11-12 метров. Можно взять более многожильный провод, не грубый как у меня в примере.
Я намотал примерно 17-18 витков на каждый трансформатор, в высоту 6 рядов и в толщину 3 слоя.
Обмотки включаются последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор в отдельности, а затем соединить. Вся намотка очень плотная, не должна болтаться.
После завершения намотки, подключаем высоковольтные обмотки на 220 В параллельно. Я использовал автомобильные наконечники, с изоляцией термоусадочной трубкой.
Включаю в сеть всю конструкцию, и замеряю напряжение на вторичке, которую намотал. Получилась порядка 31-32 Вольт.
Затем я взял деревянную доску и прикрутил оба трансформатора саморезами, чтобы получилось единое целое.
При сварке я буду использовать электроды 2,5 мм и варить две железки толщиной 2 мм.
Вот результат.
В принципе варить можно, но не долго, так как трансформаторы сильно нагреваются и поэтому после каждого электрода нужно дать время аппарату остыть.
Тока хватает, поэтому варить тонкий металл не особо получается, так как его просто режет. Для уменьшения тока в цепи можно использовать дроссель или балансный резистор. В роли резистора можно взять отрезок стальной проволоки, включив его в цепь низковольтной обмотки, и уже его длинной подбирать ток, настраивая ровность горения дуги.
Результатом я доволен, для домашних нужд вполне сгодиться, учитывая ещё то, что все фактически мне досталось бесплатно.
Сморите видео изготовления сварочного аппарата для дуговой сварки
sdelaysam-svoimirukami.ru
Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на проект протеус
drive.google.com/open?id=0B0G2PPYK72EgOXF4eDNxTkMtWkE
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
mysku.ru
Сварочный аппарат из микроволновки своими руками: как сделать для контактной сварки, схема и инструкция
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Подскажем. Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Источник трансформатора печь СВЧ
Контактная сварка из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже.
Базовый элемент устройства трансформатор. Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Принципиальная схема сборки в обоих случаях однотипна. Визуальный критерий выбора микроволновки для разборки – габариты. Мощность трансформатора жёстко увязана с объёмом.
Коэффициент трансформации в этом случае обеспечит увеличение входного напряжения достаточной величины:
- мощность в 1 кВт обеспечит сварку листов в 1 мм,
- 2 кВт – 1,8 мм.
Потребление напряжения холостого хода незначительно: в пределах 3 В, влияние на глубину и качество проплава не оказывает. Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Демонтаж трансформатора магнетрона без повреждений – полдела. Необходимо проверить целостность первичной обмотки, которая станет рабочим органом. Вторичная обмотка повышающая, выполнена из провода меньшего сечения, количество витков увеличено.
Разборка трансформатора
Извлечённый с места установки с помощью отвёртки трансформатор-донор для сварочного из микроволновки мощностью 0,8–1 кВт ценен магнитопроводом и первичной обмоткой. Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.
Но стоит учесть 2 момента:
- в большинстве случаев откроется первичная обмотка, которую из-за плотности посадки снять и установить повторно будет затруднительно,
- резка шва и восстановление целостности сердечника точные операции, лучше обойтись без упрощения, если нет уверенности.
Безопасное освобождение окна без разделения корпуса предусматривает следующие операции:
- Закрепление трансформатора в тисках либо прижатие к верстаку струбциной.
- Между обмотками установить деревянные прокладки, гофрокартон.
- Остро заточенной стамеской срубается наружная чисть вторичной обмотки. Рекомендации по спиливанию ножовкой менее удачны – придётся разрывать проволочки, потерявшие лаковый слой пропитки.
- Шунты для ограничения силы тока удаляются за ненадобностью.
- Плотно забитые провода в окнах высверливаются в несколько приёмов дрелью без касания сверлом стенок корпуса.
- Остатки удаляются плоскогубцами и выколоткой без излишних усилий.
Заключительные действия направлены на окончательную очистку проходов под внедрение проводника большого сечения. Пользуемся только ручным механическим инструментом, чтобы избежать травмирования поверхностей изоляторов.
Подбор кабеля на вторичку
Подбор материала ведётся на основе опыта самодельщиков, расчёты не понадобятся. Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.
Многожильный кабель предпочтительнее пучка отдельных проводников. Мягкий провод в изоляции с высокими характеристиками синтетической плёночной изоляции и верхнего слоя толщиной 1,2 мм предпочтительнее провода в шланговой резине, который и протягивать трудно, и толщина защитного слоя в 2,2 мм отнимет много места.
Потребуется приобрести 2 м медножильного мягкого кабеля с показателем суммарного сечения жил не менее Ø 10 мм типа КГ 1х35 (ориентируйтесь на 70 мм2). Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
- долговременная эксплуатация под напряжением до 1000 В,
- продолжительная нагрузка 300А,
- перенесение кратковременных импульсов до 1200 А,
Добавление новой обмотки
Ограничение пространства окон потребуют ухищрений. Облегчение скольжения обеспечивается наложением на внутренние поверхности сердечника 2 слоёв скотча. На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
Прокладки из текстолита, если не сохранилась оригинальная изоляция внутри сердечника, будут на пользу. Не забудьте посадить на клей!
Протяжённость кабеля учитывает метраж выводов, и дополнительное удлинение для удобства натяжения при протяжке и укладке по месту. Величина сечения компенсирует уменьшение количества витков.
Максимальное количество витков не превышает 3. Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Манипуляции с изменением соотношения количества витков при начальной мощности трансформатора в 0,8 кВт меняют показатели напряжения и тока в десятки раз. Контрольные показатели катушки в сборе укладываются в рамки:
- разбег величин напряжения холостого хода – 1,5–3 В,
- импульсный ток min – 800 А.
На этом этапе заботимся об установке защитного кожуха и заземления.
Желание удвоить, утроить мощность осуществляется включением дополнительных сборочных единиц. Вариант с упрощением предусматривает последовательное соединение вторичных обмоток. Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Точечная сварка своими руками из микроволновки с двумя трансформаторами подчиняется простым правилам сложения: ампераж на выходе при последовательном соединении суммируется. Импульсный сварочный ток так же складывается, но минусуются потери сопротивления электроцепи.
Требуется соблюдение следующих условий при объединении трансформаторов:
- количество витков вторичных обмоток уравнивается,
- во избежание противофазы с падением напряжения до нулевой отметки согласовывается направление витков.
Второй способ соединения мощности в единый блок представлен на фото ниже. Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
Трансформаторы с превышением силы тока в 2000 А предназначены к подключению в промышленную сеть. Бытовая сеть не рассчитана на такие нагрузки.
Определение правильности последовательного соединения трансформаторов
Выводы перемотанных сблокированных устройств точечной сварки из микроволновки могут оказаться без заводской маркировки. Тестирование правильности соединения проводится по шаблонной методе:
- Последовательно соединяются пары первичных и вторичных обмоток.
- На коллективный вход подаётся напряжение, на выходе устанавливается вольтметр переменного напряжения.
- Превышение показателя сети говорит об ошибке сборки – спарены разноимённые выводы: идёт обратный процесс, вторичные обмотки повышают, на первичках падение напряжения.
- Отсутствие напряжения – одно из парных соединений выполнено верно, другое – одноимёнными клеммами, Порядок подключения следует изменить.
- Параллельность соединения выразится в удвоении мощности при показателе напряжения, равным сетевому.
- Корректное подключение даст на выходе сумму расчётных 3–6 В.
Электроды
Подбор материала электродов ограничен медью и сплавами. Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.
Самостоятельное изготовление из прутков, адаптация жал паяльников подчиняются требованиям целесообразности:
- Соответствие размера сечению провода понижающей обмотки.
- Форма наконечника выполняется с учётом того, что площадь ядра сварки увеличивается относительно поверхности контакта до 3 раз.
- Величина усилия сказывается на способе крепления, формировании оголовка: металлический рычаг клещевого типа развивает давление более 100 кг.
- Ориентация электродов завязана с родом деятельности: сварку внахлёст ведут встречными электродами, аккумуляторов – расположенными параллельно.
- Минимизация диаметра конца электрода допускает снижение усилия сдавливания при хорошем качестве соединения.
Таблица размерного ряда электродов для сварки внахлёст конструкционных сталей. В скобках указаны размеры для сварки сплавов алюминия и меди:
| Потребная глубина сварки | Размеры электродов | ||
| Ø тела электрода | Ø спущенного конуса | R сферы | |
| 0,5–0,8 | 12 (16) | 4 | 20 (35) |
| 1–1,2 | 14 (18) | 5 | 30 (50) |
| 1,5 | 16 (20) | 6 | 50 (75) |
| 2 | 20 (25) | 8 | 70 (100) |
| 3 | 24 (32) | 12 | 100 (150) |
Мастеру-самодельщику есть резон остановиться на резьбовом соединении. Жёсткой посадки в домашних условиях добиться сложно. Стяжка болт-гайка с фрезерованными лысками под ключ в этом случае лучший выход.
Альтернативой такому соединению выступает аналог с креплением наконечника к электроду винтовой парой. Этот вариант позволит сэкономить по крайней мере 2 соединительных узла. Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Концы электродов протачивают на конус. Точки контакта не заостряют, оформляют сферическую поверхность. Шаровый профиль менее поддаётся подгоранию при проскакивании искр разряда, вызванных недостаточным сжатием. Восстанавливается чистота и целостность рабочих зон округлыми движениями напильника.
При планировании активной эксплуатации устройства точечной сварки из микроволновки в качестве производственного оборудования по ремонту автомобилей, другом виде бизнеса, оправдан заказ дублирующих пар электродов. Срок жизни расходных электродов из красной меди короток.
Установка
Важнейшим пунктом выполнения инструкции по изготовлению, эксплуатации точечной сварки из микроволновки есть и будет сокращение протяжённости проводников и плотность соединений. Эти факторы – постоянный источник потерь мощности.
Если сокращение длины токонесущих составляющих выполняется на этапе изготовления, количество узлов соединений сокращается до минимума, то оставшиеся разборные контакты и неподготовленные достаточным образом долговременные соединения – источник постоянных потерь.
Обжимные соединения
То, что хорошо для линейных схем, в сварочном аппарате из микроволновки своими руками даёт осечку. Превратим обжим медного наконечника на проводе из очага роста сопротивления в подобие монолита в два дополнительных шага, благодаря чему наконечник и проводник становятся одним целым:
- лужение зачищенного конца кабеля тугоплавким припоем на полную глубину,
- пайка медью после обжима по кругу.
Сплачивание электрода с инвентарным наконечником ведётся резьбовой парой из сплава меди. Шайбы из этого же металла. Полнота отверстий электрода и наконечника относительно болта минимальна.
Резьба при длительном напряжении имеет свойство тянуться. Ослабляйте затяжку по окончании работы.
Нижний опорный электрод крепится неподвижно к основанию агрегата. Если основа металлическая, прокладка из диэлектрика обязательна. Подвижный верхний крепится на рычаге, обеспечивающем прилегании деталей без зазора за счёт физического усилия.
Возникает вопрос о соосности электродов. Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Органы управления и контроля
Контрольный орган у сварочного аппарата из микроволновки один – светодиод, предупреждающий, что на сварочное устройство подаётся электроэнергия. Забота о безопасности – вопрос первостепенный. Управление осуществляется силовым рычагом и кнопкой периодического включения.
Длина плеча рычага определяет прилагаемое усилие. Для мощного агрегата применяют трубу прямоугольного сечения. Отношение расстояния ось-электрод к длине рычага показатель кратности увеличения давления.
Возвратный механизм в исходное положение – пружина или резина. Опорная платформа в этом случае усиливается. Принимаются меры воспрепятствования опрокидыванию: к верстаку конструкция крепится струбцинами, саморезами.
Микропереключатель монтируется на рукоять, чтобы высвободить вторую руку. Подключается прерыватель только к цепи первичной обмотки. В момент создания достаточного давления палец касается включателя – подаётся ток.
Пользователь визуально оценивает результат проплавления, ориентир – изменение цвета точки контакта. Ослабление нажатия на кнопку прерывает подачу энергии. Кратковременность включений не исключает перегрева агрегата.
Электроды, трансформатор, проводники работают в экстремальных условиях. Перерывы на охлаждение либо принудительное вентилирование – необходимость.
Загрузка…пошаговая инструкция своими руками, что можно сделать для самодельной дуговой сварки от трансформатора СВЧ-печи – Виды сварочных аппаратов на Svarka.guru
Сварочный аппарат точечного действия можно использовать при ремонте различных бытовых приборов в квартире и частном доме.Если позволяют возможности, можно приобрести бытовой агрегат для контактной сварки небольшой мощности, однако гораздо приятнее изготовить его самостоятельно, сэкономив время и средства для более полезных занятий.
При желании, подобный аппарат можно изготовить из подручных материалов. Исходя из этого, тема данной статьи – «контактная сварка из микроволновки своими руками пошаговая инструкция».
Принцип
По большому счету, самодельные сварочные трансформаторы, изготовленные из микроволновых печей, не имеют принципиальных отличий от устройства заводского производства. Основное отличие заключается в реализации конструкции, где применяются материалы, находящиеся под рукой. Основными элементами самодельного устройства являются:
- Управляющий блок;
- Автоматический выключатель;
- Сварочный трансформатор;
- Зажимающие электроды;
- Блок питания.
Принцип действия любого прибора, независимо от условий производства, заключается в воздействии тока значительной силы на место соединения.
[stextbox id=’info’]Любопытно, что на качественные характеристики шва абсолютно не влияет уровень напряжения. В некоторых моделях данная величина не превышает 3В.[/stextbox]
Соединяемые элементы помещают между двумя электродами. Сварка происходит вод воздействием электрических импульсов, которые сопровождаются значительным выделением температуры. Перед поступлением на электроды, ток проходит через блок питания и трансформатор, в котором создаются условия, необходимые для проведения сварки изделий. Сам процесс характеризуется коротким интервалом воздействия на место соединения, в течение которого происходит значительный выброс электрической энергии, расплавляя металл в зоне контакта.
Порядок работы
Промышленный сварочный аппарат обладает не только хорошим качеством, но и высокой стоимостью, которая далеко не каждому по карману, особенно если эксплуатация устройства носит непостоянный характер. Чуть позже можно увидеть, что можно сделать из трансформатора от микроволновки и ее составляющих. Очередность создания самоделки выглядит следующим образом.
Извлечение
Средняя модель СВЧ печи обладает преобразователем, мощностью 700-900Вт. Данного трансформатора от микроволновки более чем достаточно для сварки тонкостенных элементов незначительной толщины.
Этот узел относится к категории повышающего типа. Он способен вырабатывать достаточно высокое напряжение, с целью обеспечения питания магнетрона, условия эксплуатации которого, требуют особых условий.
В связи с этим, трансформаторы в микроволновых печах отличаются меньшим количеством витков на первичной обмотке, и большей на вторичной.
Следует соблюдать особую осторожность при демонтаже трансформатора. Не следует использовать для этих целей молоток, долото, либо прочие инструменты интенсивного механического воздействия.
Изготовление нового
После извлечения трансформатора можно приступить к его модификации, для соответствия требованиям сварочного оборудования. В первую очередь необходимо удалить вторичную обмотку, ввиду ее ненадобности. Вместе с ней следует удалить все ограничители силы тока, если таковые будут в наличии.Следующим этапом будет создание новой вторичной обмотки. С этой задачей лучше всего справятся профессиональные намотчики трансформаторов, особенно в случая отсутствия базовых знаний о том, как перемотать трансформатор.
[stextbox id=’info’]Сечение провода для намотки трансформатора должно быть не менее 1 см. Экономия на данном этапе может привести к коту, что все последующие действия окажутся напрасными.[/stextbox]
После завершения намотки новое устройство должно вырабатывать ток с силой около 1000 А. В этом случае результат можно считать успешным.
С целью увеличения производительности практикуют изготовление сварочных трансформаторов из двух одинаковых.
Объединение
Для работы с толстостенным металлом два или более трансформаторов объединяют в единую сеть. Использование сразу нескольких узлов практикуют при малой мощности трансформатора в микроволновой печи.Контакт осуществляется с помощью электродного соединения. Процесс объединения требует повышенного внимания – в случае ошибки агрегат ожидает короткое замыкание внутри цепи.
Технологический процесс
С технологической точки зрения, идеальным решением будет намотка тороидального трансформатора своими руками. Высокая себестоимость преобразователей данного типа обусловлена сложностью их создания. Кроме того, сердечники и внутренности лабораторных автотрансформаторов встречаются довольно редко, потому их применяют не так часто, как хотелось бы домашним умельцам.
Однако следует помнить, что не обладая опытом изготовления данных устройств вероятность впустую потратить дорогостоящий провод стремится к единице, несмотря на то, что тороидальные трансформаторы своими руками – это лучший прибор для контактной сварки, который только можно придумать: он отличается повышенной устойчивость к перегрузкам и обладает отличными внешними характеристиками.
Определение правильности последовательно присоединенных проводов
Наиболее надежным методом определения выводов является создание схемы – она поможет соблюсти правильную последовательность подключения и существенно упростит процесс технического обслуживания и ремонта.
[stextbox id=’info’]В процессе сборки соединения не обойтись без вольтметра, который укажет напряжения на обмотках.[/stextbox]
Создание корпуса
В качестве корпуса будущего аппарата допустимо использование защитного кожуха старой микроволной печи, который подвергают некоторой обработке:
- В местах расположения автоматического выключателя и силовых кабелей вырезают отверстия подходящих размеров.
- Выполняют восстановление лакокрасочного покрытия поверхности корпуса.
- Надежно фиксируют все внутренние элементы сварочного агрегата.
- Присоединяют провод для подключения к сети.
Выбор электродов
При подборе электродов следует помнить основное правило – их диаметр должен быть больше, чем величина сечения провода. Кроме того, необходимо помнить следующее:- Заточка электродов. Процесс эксплуатации сопровождается изменением формы, электродов. Поэтому периодически необходимо проводить шлифовку формы для сохранения качества соединения. В случае невозможности восстановления геометрии электрода, они подлежат замене.
- Увеличение длины соединительных проводов ведет к потере мощности.
- Очистка медных наконечников. Необходимо проводить данную процедуру не реже чем раз за два месяца. В противном случае возможна потеря производительности.
Испытания
После завершения сборочных работ необходимо убедиться в надежности конструкции аппарата и его соединений. После этого выполняется проверка с помощью универсального цифрового мультиметра.
В случае положительного результата всех исследований можно выполнить пробный запуск сварочного агрегата для контактной сварки. Дальнейшая проверка заключается в подробном изучении свойств полученного неразъемного соединения. На нарушение работы будут указывать следующие дефекты:
- Низкая степень проварки шва. Причиной является недостаточно сильное температурное воздействие на место соединения. Причинами могут быть перебои напряжения сети, низкий сварочный ток или плохое качество подготовки свариваемых элементов.
- Пережег соединения. Является следствием нарушения формы электродов, их смещения в процессе работы или попадания посторонних частиц в зону сварки.
- Сколы и трещины. Как правило, они появляются в случае слишком быстрого охлаждения шва.
Процесс эксплуатации
Поскольку сварка считается работой повышенной опасности, в процессе эксплуатации следует соблюдать определенные правила:- Перед началом рабочего цикла необходимо проверить фиксацию электродов. Их смещение приведет к снижению качества соединения.
- Соблюдайте температурный режим. Для дополнительного охлаждения рекомендуем установить несколько дополнительных вентиляторов в корпус.
- Выбирайте режим соединения с учетом свойств материала. Лучше всего осуществлять визуальный контроль над рабочим процессом.
Заключение
Не стоит избавляться от старой микролновой печи. С помощью ее трансформатора можно сделать не только аппарат для контактной сварки, но полноценный агрегат для дугового способа выполнения работ. Перед началом работ настоятельно рекомендуем изучить нормативные документы по охране труда и технике безопасности, связанные с рассматриваемой технологией.
[stextbox id=’info’]Сварщик-любитель Шаповалов Анатолий Геннадьевич: «Я люблю конструировать различное оборудование в домашних условиях. Изготовление аппарата для контактной сварки из СВЧ-печи заняло всего два дня, с учетом закупки электродов. В основном использую ее для соединения алюминия. Качество ничуть не хуже, чем сварка цеховым аппаратом».[/stextbox]
[stextbox id=’warning’]Также читайте на нашем сайте статьи о самостоятельном изготовлении:
Схема и этапы сборки точечной сварки своими руками из микроволновки | сделай сам
Схема и этапы сборки точечной сварки своими руками из микроволновкиНе удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
Доступная точечная сварка из микроволновки своими рукамиРазнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом. Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
Принцип работы точечной сварки- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.
Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Сделать аппарат для точечной сварки недорогоУстаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны: конденсатор под кожухом длительное время сохраняет заряд. Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:
Схема точечной сварки своими руками- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Сборка трансформатораДля вторичной обмотки рекомендуется использовать кабель КГ 1х35. Проводник эксплуатируется при длительном номинальном напряжении 1000 В. Долговременная токовая нагрузка — 300 А. Допускается кратковременная импульсная нагрузка в 1200 А.
Трансформатор микроволновки для точечной сваркиМодернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.
Мощное самодельное устройствоДля создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
Схема трансформатора от микроволновки- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.
Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сваркиПервое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Самодельная установка контактной сваркиМощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности. Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства. Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Управление самодельной контактной сваркойОрганов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.
Точечная сварка из микроволновкиОбеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
Точечная сварка своими руками из микроволновки – схема, видео, фото
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Аккумуляторный аппарат для точечной сварки с СВЧ трансформатором | DIY
Введение
Пока мы работаем над некоторыми проектами, в которых задействовано много литий-ионных аккумуляторов 18650. Для этого нам понадобится аккумуляторная точечная сварка. Это дорого, но не очень сложно построить, поэтому в этом уроке мы увидим, как сделать самодельный точечный сварочный аппарат для батарей, который является отличным инструментом при работе над проектами.
Заявление об ограничении ответственности: попробуйте этот проект на свой страх и риск. Если вы понятия не имеете о проводке сети, не пытайтесь повторить этот проект!
Шаг 1: Управление трансформатором
Во-первых, нам нужно контролировать время, в течение которого трансформатор будет включен.Таким образом, мы можем использовать высокий ток в течение доли секунды для плавления двух металлических поверхностей для достижения сварки. Для этого можно использовать таймер IC555. Поскольку напряжение переменного тока и его значение очень высокое, мы не можем использовать IC555. Вместо этого мы можем использовать реле, которые действуют как переключатели переменного тока.
Иллюстрация того, как работает схемаЗагрузите файлы схемы и Gerber печатной платы отсюда,
Примечание. Из принципиальной схемы видно, что при нажатии переключателя реле 1 включается. Когда конденсатор разряжается, реле 2 будет включено.Поскольку конденсатор может удерживать заряд очень короткое время, реле 2 будет включено на очень короткое время. А по времени, в течение которого реле 2 включено, мы можем определить время прохождения тока через сварочные рычаги.
Шаг 2: Сборка схемы
После получения печатных плат мы можем припаять компоненты на их место. Реле и винтовые клеммы можно паять. Мы используем винтовые клеммы для упрощения изменения емкости конденсатора при необходимости.
Шаг 3: Изготовить и вооружить для точечной сварки
Затем мы удлиняем выходные провода трансформатора, используя 35 кв.мм провода. После этого мы вынимаем оболочку провода примерно на дюйм, куда мы помещаем медный провод 2,5 кв. Мм и фиксируем его на месте с помощью изоленты и зажима для шланга.
Используя стяжки по всей длине проволоки, мы можем сделать руку для точечной сварки.
Шаг 4: Размещение и тестирование
Поместите трансформатор, схему, аккумуляторную батарею с помощью горячего клея. Затем мы можем протестировать сборку, добавив переключатель, подключив источник питания и подключив параллельно конденсаторы 47 и 100 мкФ.И этот проект будет успешно завершен.
Самодельный аппарат для дуговой сварки — Блог мастерской Дэна
Создайте свой собственный аппарат для дуговой сварки! Многие из вас так терпеливо ждали прибытия этих ПОДРОБНЫХ ПЛАНОВ , что вы можете приобрести и загрузить (4,6 МБ pdf!) За небольшую плату.
Вы получаете 90 страниц высококачественных цветных иллюстраций, фотографий, заметок по строительству
и все ответы на часто задаваемые вопросы в удобном для печати формате PDF. И НАМНОГО больше
информации, чем в бесплатной (читай: скинни) версии.
Поскольку я очень предан своим читателям, исходная HTML-версия моего
чертежей самодельных сварщиков все еще здесь. Это никуда не денется. Итак, вы,
, можете просмотреть (как всегда: бесплатную) фотогалерею этого проекта
ниже.
Он построен из использованных трансформаторов для микроволновых печей. Модуль твердотельного тиристора
обеспечивает регулировку мощности, в отличие от обычных сварочных аппаратов AC
, которые просто переключают многоотводный трансформатор.
Обновление за июнь 2013 г .: вот хорошая ссылка, объясняющая, как работают SCR:
http: // www.allaboutcircuits.com/vol_3/chpt_7/5.html
(я обнаружил, что когда искал, как использовать 4 больших «хоккейных пук» SCR для изготовления выпрямительного моста)
Вот
фото. Как видите, разделов три. Нижняя секция
, которая является основанием шкафа, содержит 8 трансформаторов. (Видны четыре
.) В центральной части находятся охлаждающие вентиляторы, органы управления мощностью
и большая часть проводки. В верхней части находится лоток для инструментов и ручка для переноски
. (Я говорю «ручка для переноски» немного осторожно; этот зверь
весит 140 фунтов!) Прокрутите вниз, чтобы увидеть схему и примечания к дизайну!
Создайте свой собственный аппарат для дуговой сварки!
Щелкните изображение, чтобы увеличить его.Это то, что большинство из вас,
, хотели видеть, поэтому я поместил это изображение здесь, вверху страницы
. Он также включен ниже на странице, где есть более
информации по каждому компоненту. Обратите внимание, что эта схема не является абсолютной
. Допуски для полупроводников и катушек индуктивности достаточно различаются, поэтому вам придется поэкспериментировать со значениями и конфигурациями, чтобы заставить
работать в вашей уникальной ситуации.
Зачем строить собственного сварщика?
С технологиями, доступными практически каждому, есть
все большие возможности для домашнего любителя.Скорее всего, вы читаете это руководство по
либо зная о возможности легко найти детали, собранные
в простые конструкции, либо с желанием узнать о нем больше. Вот о чем
это руководство; Моя цель — рассказать об этих проектах и позволить
вам как читателю создавать полезные инструменты и получать выгоду не только от их использования
, но и от знаний и опыта, приобретенных при фактическом планировании, сборке
и завершении такого проекта.
Факты о самодельной технике
Есть несколько важных фактов о самодельных инструментах.Вы не всегда можете сэкономить
, создавая собственное оборудование. Изготовление собственных инструментов
может занять очень много времени. А самодельная техника не всегда лучше, чем в магазине.
Вот и обратная сторона этих фактов. У большинства из
нас больше времени, чем денег. Если мы сможем найти источники для дешевых или бесплатных запчастей
, мы сможем сэкономить много денег, а время будет единственной другой статьей расходов.
Кроме того, некоторые самодельные инструменты даже недоступны в магазине, или
может иметь удобные функции, которых нет у их купленных в магазине аналогов.
Люди строят собственное торговое оборудование по разным причинам, и на некоторые из них я уже намекал:
Им нравится строить вещи
Они хотят улучшить дизайн.
Им нужен инструмент, который не может найти другого пути.
Им нужен инструмент для создания другого инструмента.
Они хотят сэкономить.
Изучение аппарата дуговой сварки
Чтобы воспользоваться преимуществами этого руководства, вам не нужно знать, как выполнять сварку. Даже если
вы знаете все о сварке, то, что находится внутри сварочного аппарата, — это совсем другая история.Прежде чем вы сможете успешно построить аппарат для дуговой сварки,
вам необходимо понять, как он работает и какие компоненты используют.
Сварочный аппарат
— это источник питания с высоким током и низким напряжением. Они бывают двух типов
: постоянного тока и постоянного напряжения. Сварочный аппарат
предназначен для постоянной силы тока. Подача проволоки на сварочные аппараты постоянное напряжение
° С. Сварщики обычно используют трансформаторы для снижения напряжения
и увеличения силы тока до уровней, пригодных для сварки. Сварочные аппараты TIG и другие типы
используют специальные высокочастотные источники питания, описание которых выходит за рамки данного руководства.
Трансформаторы
с многослойным железным сердечником имеют постоянную силу тока, что делает их
идеальными для сварки. Внутри практически любого сварочного аппарата находится трансформатор
, который состоит из трех основных частей: первичной обмотки, вторичной обмотки
и многослойного железного сердечника. Обмотки медные.
Первичные обмотки подключаются к линейному напряжению, а в сварочных аппаратах это
, как правило, 240 вольт. Вторичные обмотки питают дугу и намного тяжелее на
медных обмоток.Обмотки намотаны на железный сердечник. Между первичной и вторичной обмотками
нет электрического соединения. Электроэнергия передается магнитным способом через железный сердечник
.
Блок питания для сварки также нуждается в способе регулирования
мощности дуги. Есть несколько способов добиться этого. Один из способов
— иметь увеличивающееся количество ответвлений вдоль вторичной обмотки
, чтобы потреблять различное количество энергии. Другой способ — сконфигурировать трансформатор
таким образом, чтобы первичная обмотка могла перемещаться в направлении
или от вторичной обмотки, обеспечивая больший или меньший магнитный поток на вторичную обмотку
.Другой заключается в изменении ширины импульса линейного тока до
первичной обмотки. Сварщик в этом руководстве использует контроллер типа
с шириной импульса.
Электрическая схема, электрическая схема
Модификации сварочного аппарата Вы можете собрать сварочный аппарат
любым способом по вашему выбору. Гораздо проще было бы включать и выключать различные комбинации трансформаторов
для получения различных настроек нагрева
. Или вы можете удалить концевые блоки двух трансформаторов, поставить их встык
и настроить подвижный первичный контроллер.Причина, по которой я выбрал для этого руководства
контроллер ширины импульса, заключается в том, что
обеспечивает простую и надежную конструкцию с небольшим количеством движущихся частей.
Маленький сварочный аппарат на 110 В, который я сделал для своего отца
Трансформатор и селектор тепла являются основными строительными блоками аппарата
для дуговой сварки. Однако существует ряд других вспомогательных компонентов
, которые необходимо упомянуть. Шкаф, в котором находится сварочный аппарат, должен быть спроектирован таким образом, чтобы не было сварочной пыли.Этот шкаф в сборе должен включать охлаждающий вентилятор
, чтобы обеспечить достаточный воздушный поток для охлаждения компонентов. Зажим заземления
и электрододержатель (часто не входят в комплект при покупке сварочного аппарата
) также необходимы перед сваркой. И вам понадобится розетка
на 220 В для подключения сварочного аппарата, а также шнур и вилка на самом сварочном аппарате
.
Получение запчастей
Часть острых ощущений при создании аппарата для дуговой сварки заключается в том, чтобы
модифицировать компоненты, из которых состоит источник питания.Трансформаторы, охлаждающие вентиляторы
и детали шкафа взяты из старых микроволновых печей.
Я пошел к местным дилерам бытовой техники и обслужил
магазинов и сказал им, что я хочу делать, и они были счастливы подарить мне
своих бытовых микроволновых печей. Я также поместил объявление в газету, потому что
большинство розничных продавцов бытовой техники берут плату, чтобы принять старый прибор
своих клиентов, и люди были рады принести мне свои микроволновые печи
, зная, что я не буду брать с них плату, чтобы принять его, и что он будет переработано
в самодельное торговое оборудование.
Однако одно слово из
предупреждения. Ваш двор или гараж будут завалены
микроволновыми печами, ожидающими демонтажа. Для завершения этого проекта вам понадобятся восемь больших трансформаторов
и микроволновые печи
мощностью от 950 Вт и выше. Если вы размещаете рекламу в газете,
не сможет выбрать то, что вы получите, но не отчаивайтесь; у этих странных может быть
только подходящий трансформатор для вашего датчика легкого запуска или только правильный
вентилятор для системы охлаждения.Я насчитал в общей сложности 22 печи, прежде чем мой сварочный аппарат
был готов. Мне, наверное, не понадобилось бы такое количество, но у меня
есть много хороших деталей и, вероятно, достаточно трансформаторов, чтобы построить еще один сварочный аппарат
. На момент написания этой статьи я раздумывал над идеей сварочного аппарата
меньшего размера, который мог бы работать от 120 В для более легких проектов.
Передняя и нижняя часть шкафа изготовлены из дерева. Детали, которые вам нужно будет
купить, перечислены ниже. Большинство этих деталей поступает из магазина оборудования
, за исключением модуля IRKT71 SCR.Вам необходимо заказать
в компании-поставщике электроники. Я заказал свою в Newark
Electronics, но вы также можете найти эту часть в Digikey Electronics или
, вы можете найти другие источники на веб-сайте International Rectifier.
Доработка трансформаторов
Трансформаторы для микроволновых печей — это повышающие трансформаторы. Это означает, что у
напряжение на вторичной обмотке выше, чем на первичной. В микроволновых печах
первичная обмотка принимает стандартный домашний ток, 120 вольт.
Вторичное напряжение обычно составляет 4000 вольт. Вторичная обмотка
должна быть снята, а на ее место должна быть установлена обмотка низкого напряжения. Новая вторичная обмотка
имеет типичное напряжение холостого хода 10 вольт. Под нагрузкой
при дуговой сварке это напряжение упадет до 2–4 вольт, а при
до 250 ампер. Для новой вторичной обмотки
вы будете использовать одножильный провод №6. Многие люди спрашивают, сколько именно витков я поставил на эту новую вторичную обмотку
, и я всегда говорю, сколько вы можете уместить! Если вам нужно знать
, у меня было от 12 до 15 витков на каждом трансформаторе.
Монтаж и подключение трансформаторов
Вот детали нижней панели аппарата для дуговой сварки, на котором установлены трансформаторы
. Поскольку не все трансформаторы аналогичны
, вам придется импровизировать там, где это необходимо. Установите трансформаторы
таким образом, чтобы можно было правильно и аккуратно подключить первичные и вторичные обмотки
. Вы даже можете нарисовать монтажные схемы на нижней плате
, чтобы упорядочить ее.
Строительный кабинет
Корпус для самодельного сварочного аппарата выполняет несколько функций.
Верхняя часть напоминает лоток и служит местом для хранения электродов
, сварочных перчаток, кабелей и зажимов, отбойных молотков и
других предметов, используемых при сварке. Ручка для переноски сделана из дюбеля 1 1/2
и позволяет определить вес машины.
Шкаф также служит шасси для трансформатора и других компонентов
.Вентиляторы охлаждения установлены на той же фанерной перегородке
, на которой построен контроллер. Трансформаторы устанавливаются на днище
, которое представляет собой короткий кусок сосны 2 × 12. Построить прочный шкаф
обязательно, потому что готовый сварочный аппарат будет весить около 120 фунтов.
Не экономьте здесь.
Вы можете покрасить шкаф в любую цветовую схему
по вашему желанию, но основная цель краски — защитить древесину
от влаги и растворителей. Кроме того, это придает машине
профессиональный вид, который подчеркнет ценность всех ваших усилий.
Маленький сварочный аппарат со снятой крышкой
Сборка контроллера Список деталей
C1: 600 пФ, 2 кВ, керамика
C2: 0,1 мф, 400 В, эпоксидный
C3: 22 мФ, 250 В, электролитический
Q1: IRKT71 SCR модуль
Q2: Симистор диммера лампы
BR1: RB152 1A мостовой выпрямитель
D1: Триггерный диак
R1 : 1M линейный потенциометр
R2: 5k линейный потенциометр
Контроллер широтно-импульсного типа. Он работает, запитывая трансформаторы
короткими импульсами тока, средними выбросами или непрерывным током
, в зависимости от настройки на ручке переключателя нагрева, R1.Это
схема управления того же типа, что используется в поворотных регуляторах освещенности.
Вы можете использовать перфорированную плату с предварительно просверленными отверстиями, но я рекомендую собрать схему управления фазой
на розетке для экспериментатора. Это не намного дороже
, и если какой-то компонент сломается, вы можете легко подключить новый
, даже не прогревая паяльник. Перед подачей питания убедитесь, что
ваши соединения правильны, и никогда не работайте с
схемой при включенном питании!
Для модуля SCR я сначала использовал
два SCR Teccor S6070W, подключенных по обратной параллельной цепи, как
вы видите на схеме.Они оказались слишком легкими, и они
поджарились, когда я попытался сварить на полном огне прутком 5/32. После тщательного сравнения цен
в нескольких каталогах промышленной электроники я выбрал модуль SCR
International Rectifier IRKT71 Inta-pak SCR. Насколько я помню, он стоил около
50 долларов. Я купил его через Newark Electronics. Ну
стоит своей цены. Он имел 3 больших винтовых клеммы наверху и 4 меньших лопатчатых разъема
на одном конце для схемы управления. Он содержит
два SCR внутри и сконфигурирован с учетом схемы
с обратной параллельной схемой.
Модуль SCR и радиатор в сборе должны быть сконфигурированы
для приема струи воздуха от одного из охлаждающих вентиляторов. Используйте смазку для радиатора
между модулем SCR и радиатором, чтобы обеспечить хороший теплопроводный контакт
. Эта сборка вообще не сильно нагревается
, и в том-то и дело. Тщательно выполните и проверьте соединения
с цепью управления фазой, датчиком перегрева и переключателем только
вентилятора.
Схема легкого зажигания дуги не является обязательной.R2
контролирует чувствительность. Отрегулируйте его до минимальной чувствительности при минимальном нагреве
. Таким образом, он наверняка будет работать при всех режимах нагрева. Он работает
, подавая полную мощность на электрод, пока вы не зажжете дугу. Этот
помогает предотвратить прилипание электрода к работе. Используйте для этого трансформатор на плате brain
из одной из печей и измените его на
следующим образом: Найдите и снимите катушку вторичной обмотки и пропустите через нее одну петлю
многожильного кабеля №6. Подключите первичную обмотку к
указанным соединениям на BR1.
Закрепить все концы
В этой главе рассматриваются последние детали, необходимые для обеспечения работоспособности вашего сварочного аппарата.
Выполните окончательную разводку согласно схемам. Подсоедините сварочные кабели
и наденьте зажим заземления и электрододержатель. Установите шнур диапазона
и подключите его к главному выключателю питания и клеммной колодке трансформатора
. Присоедините ручку переключателя нагрева, и вы готовы подключить
к вашему новому дугосварочному аппарату.
Калибровку шкалы переключателя нагрева
можно выполнить любым способом, не важно знать точные значения силы тока
, которые подходят для каждого сварочного процесса. Я откалибровал шахту
с напряжением холостого хода, которое в квадрате примерно
пропорционально сварочному току. Для этого установите вольтметр на шкалу
, подходящую для 80 вольт. Включите сварочный аппарат и отсоедините пусковое реле easy
. Поверните ручку переключателя нагрева на полную мощность и отметьте точку
на шкале.Затем поверните ручку обратно так, чтобы ваш вольтметр показал
70 вольт, и отметьте точку на циферблате. Поверните ручку обратно на 60 и отметьте
место. Повторите этот процесс с шагом 10 вольт. Или вы можете увеличить его на
с шагом 5 вольт. Если вы можете найти способ откалибровать циферблат
в амперах с помощью очень большого амперметра, вы, конечно, сможете это сделать.
Ускоренный курс по сварке
Если вы никогда раньше не занимались сваркой, я рекомендую вам зайти в библиотеку
и ознакомиться с руководством по сварке.Если вы ДОЛЖНЫ начать сварку сразу после завершения работы сварочного аппарата
, прочтите эту главу.
ДО того, как
зажжет дугу. Для сварки
важно правильно одеться. Вам понадобится сварочный шлем, чтобы защитить глаза от ультрафиолетовых лучей
и предотвратить попадание искр в волосы. Шляпы из огнестойкого материала
— тоже хорошая идея. Получить их можно при сварке
домов снабжения. Вам также понадобятся перчатки, чтобы защитить кожу от солнечных ожогов от дуги
и брызг сварочного металла.Кожаные фартуки и кожаные ботинки предотвращают попадание сварочных брызг
на вашу кожу. И не забывайте проводить сварку только в
хорошо вентилируемых помещениях. Сварка дает удушливый пыльный дым. Прочтите инструкции и предупреждения
на этикетках сварочных материалов и оборудования
.
Зажигание и поддержание дуги. Построить дугу
несложно. Подняв шлем, расположите электрод примерно на расстоянии
1/4 дюйма от того места, где вы хотите начать сварку. Опустите шлем
и сделайте быстрый удар электродом.Следите за дугой. Будьте готовы,
, НЕМНОГО отодвинуть электрод. Очень скоро у вас будет
, чтобы медленно продвигать электрод в сварной шов, поскольку он довольно быстро плавится
в сварочной ванне.
Укладка бус. Правильно поддерживаемая дуга
при горении электрода издает шипящий, потрескивающий звук.
Если держать дугу слишком далеко, гудение и разбрызгивание усиливаются. Удерживание
дуги до закрытия приводит к перегреву стержня и иногда заеданию
. При укладке валика важно, чтобы электрод
продолжал двигаться в сварочную ванну по мере вашего движения.Горизонтальные бусинки самые простые.
С вертикальными валиками проще всего работать сверху вниз. Когда
сваривает длинные валики, важно прихватывать каждые 6 дюймов, чтобы не допустить деформации
. Например, если вы свариваете металлическую коробку
вместе, скрепите всю коробку вместе, а затем вернитесь и уложите бусины
твердо. Если вы этого не сделаете, весь беспорядок будет настолько деформирован, что после первых двух швов форма
будет настолько деформирована, что вы не сможете закончить остальные сварные швы
.
Наконец, помните, что сварка — это то, что требует
практики.Вы не можете выучить это по руководству. Вы должны потратить некоторое время
, просто укладывая бусинки и экспериментируя. Попробуйте сварить велосипедные рамы. Задача
здесь — сделать хорошие сварные швы, не прожигая металл.
Я обнаружил, что можно резать рамы велосипедов и другие тонкие металлические профили
с помощью большого сварочного прутка на большом токе. Однако опыт сварки
выходит за рамки данного руководства. Сходите в библиотеку и получите
книг по сварке. Используйте их, чтобы направлять свой прогресс во время практики.
Поиск и устранение неисправностей
Сварщик застрял на высокой силе тока, и изменение шкалы переключателя нагрева
не имеет никакого эффекта. Здесь может быть ряд ошибок. Убедитесь, что
правильно подключено реле легкого пуска. Если это реле не втягивает
, когда вы зажигаете дугу, сварочный аппарат не переключается на выбранную вами мощность
.
Трудно зажечь дугу при низкой температуре. Возможно, неисправен механизм легкого пуска
.Убедитесь, что он подключен правильно
и используются нормально замкнутые контакты. Когда вы зажигаете дугу
, реле должно размыкаться. Эта проблема также возникает, если защитное покрытие сварочного прутка
повреждено на ударном конце.
Сварщик
работал прекрасно, но после сварки примерно 15 стержней 5/32 он внезапно вышел из строя. Вы перегрели сварщика. Датчик перегрева
выполнил свою работу и отключил контроллер. Поклонники по-прежнему должны бежать.
Дайте сварщику остыть в течение нескольких минут, и он снова начнет сварку.
Сварщик сработал прекрасно, но после двухчасовой сварки
что-то странно пахнет и дуга либо отсутствует, либо только полная сила тока.
Вы поджарили модуль SCR и перегрели трансформаторы. У большинства сварочных аппаратов
есть рабочий цикл. Это означает, что если рабочий цикл вашего сварочного аппарата
составляет 80%, вы должны сваривать не более 8 минут, а затем дать ему отдохнуть в течение 2 минут перед повторной сваркой. Или, если он имеет рабочий цикл
30%, вы должны подождать 7 минут между 3-минутными сварочными струями.Рабочий цикл
для этого аппарата для дуговой сварки не определен. На самом деле это значение составляет
в зависимости от силы тока, с которой вы выполняете сварку. И не забудьте, что
держите вентиляционные отверстия открытыми и не допускайте скопления пыли внутри сварочного аппарата
. Пыль действует как изоляция и препятствует правильному охлаждению.
Еще одна вещь, которую нужно сделать, чтобы сварщик оставался холодным, — это включить только вентилятор.
переключаться между сварными швами. Это позволяет воздуху циркулировать в трансформаторах
, когда они простаивают.
Принципиальная электрическая схема, опять же
ExRockets | СВАРКА ДЛЯ ТОЧЕЧНОЙ СВАРКИ своими руками
В нескольких случаях, когда я делал оборудование для синтеза окислителя, мне нужно было сделать точечную сварку, но у меня не было для этого сварочного аппарата.Вот и решил сделать для себя. После некоторых поисков в Интернете на эту тему я наконец сделал точечный сварочный аппарат из старого трансформатора для микроволновой печи.
СХЕМА И ПЛАТА:
ЖЕ СХЕМА, ДРУГОЙ ВИД:
Высоковольтная часть (HV) основана на той, которую я нашел здесь (http://www.avdweb.nl/tech-tips/spot-welder.html). Я сделал небольшое дополнение к схеме, добавив реле, которое полностью отключает и включает схему управления мощностью за 200 миллисекунд до и после сварочного импульса.Это сделано в качестве дополнительной меры предосторожности в случае неисправности или перегрузки по току. Также трансформатор питания 10 В для цепи низкого напряжения может переключаться между сетью 110 В и 220 В, таким образом, используя его первичные обмотки для параллельного или последовательного подключения к сети.
Однако низкое напряжение (НН) отличается от указанного на сайте — переход через нулевое напряжение устроен иначе. Вот как работает низковольтная часть:
- С помощью переключателя я могу выбирать между режимом одиночного импульса
- Продолжительность каждого импульса может быть изменена с шагом 20 мсек (записывается в память)
- Продолжительность паузы между импульсами может регулироваться с шагом 20 мсек (записывается в память)
Как только обратный отсчет сварного шва был запущен кнопкой, звуковая (зуммер) и визуальная (4 светодиода) индикация будут подаваться каждую секунду в течение 4 секунд, затем на пятой секунде будут подаваться импульсы сварки.
Перед запуском сварочного импульса микроконтроллер ожидает пересечения нулевого напряжения, после его обнаружения тиристоры включаются с задержкой 4,5 мс или близко к пику полуволны напряжения.
ТРАНСФОРМАТОР СВАРОЧНЫЙ:
Сварочные трансформаторы взяты из списанных микроволновых печей мощностью 1,2 кВт и 800 Вт, в которых я сохранил первичную обмотку, а вторичную заменил на 3-витковый сварочный кабель 1AWG. На Youtube есть множество видео о том, как снять вторичную обмотку, разрезав ее, но я разобрал весь трансформатор.Для этого я зачистил сварные швы с обеих нижних сторон, удалив I-образную часть, а затем осторожно вытащил обе обмотки.
Сильноточный кабель — гибкий 1AWG, сварочный кабель на 800 жил — продается по цене около 5 долларов за метр. На трансформаторе мощностью 1,2 кВт я смог разместить 3 витка, а на трансформаторе 800 Вт — 2 витка, что дает около 3 В и 2 В соответственно. Во время сварки я измерил напряжение около ~ 1 В, что дает расчетные сварочные токи около 1200 и 800 А.
СВАРОЧНЫЕ ЭЛЕКТРОДЫ:
Сварочные электроды предоставил друг, они от медной электрической шины.Поперечное сечение квадратное с площадью 64мм2.
СБОРКА:
Первым делом сделал тестовую сборку. Сварочный кабель нужно было подключить к электроду — мне потребовались кабельные наконечники или наконечники, но они довольно дорогие. Поэтому я пошел в магазин сантехники, взял два медных шинных соединителя с подходящим внутренним диаметром и использовал их в качестве кабельных наконечников.
Кроме того, необходимо надежно подключить сильноточный кабель к электроду через цепь с низким сопротивлением.Первое, что пришло мне в голову, это использовать С-образные зажимы.
Итак, вся тестовая сборка выглядела так:
После того, как я убедился, что все работает нормально, следующим шагом было произвести окончательную сборку в деревянном ящике (вроде как) и лучше выровнять электроды. Оба электрода были установлены на стальных стержнях. Одна из планок неподвижна, а другая подвижна. Оба стержня устанавливаются на деревянную деталь, и электроды зажимаются на этих стержнях с помощью небольших С-образных зажимов.
ОГРАНИЧЕНИЕ ТОКА СВАРКИ:
Ток на вторичной (сварочной) обмотке можно легко ограничить, ограничив ток через первичную обмотку с помощью силового резистора. Для этого я использовал дешевые резисторы на 100 Вт (подходят значения от 4 Ом до 20 Ом). Этот резистор необходимо установить между первичной обмоткой и выходом платы ВН. Следует иметь в виду, что эти резисторы могут нагреваться при более высоких нагрузках. Поэтому я установил один из резисторов (который будет использоваться чаще) на куске алюминиевого лома, чтобы он служил дополнительным радиатором.
Также я установил два переключателя SPDT на 10 А, чтобы я мог выбирать между тремя настройками тока: 100% мощности, 50% мощности через резистор 4 Ом и 25% мощности через резистор 8 Ом.
ДВОЙНАЯ ИМПУЛЬСНАЯ СВАРКА:
Целью цикла сварки с двойным импульсом является то, что первый импульс (более короткий) смягчит материал и обеспечит контакт поверхности ремня в месте сварки. Второй импульс (обычно более длительный) завершит сварку и полностью расплавит свариваемые материалы.На следующем видео я свариваю две титановые детали толщиной 0,5 мм, и вы можете ясно видеть, как во время первого импульса материал изгибается, обеспечивая лучший контакт с поверхностью, а во время второго импульса дальнейшая регулировка материала почти не происходит.
ИСПЫТАНИЯ СВАРКИ:
После того, как все было собрано, пришло время испытать точечный сварочный аппарат в реальных условиях. Я тестировал его на разных материалах и вот несколько примечаний…
ТОЧЕЧНАЯ СВАРКА СТАЛЬ И СТАЛЬ
Сваривать сталь со сталью легко, если вы подберете правильные текущие настройки мощности и длительность импульса.Мне потребовалось несколько проб, чтобы найти правильные условия сварки, но в целом я очень доволен полученной мощностью и результатами. Вот несколько фотографий обожженных тонких стальных листов, а также сваренных не очень тонких деталей из ножовки.
ТОЧЕЧНАЯ СВАРКА ТИТАНА К ТИТАНУ
Сварка титана точечным сварочным аппаратом немного сложна — он легко прожигает много искр. Поэтому для этой цели необходим пониженный ток с двойными импульсами. На картинке сравниваю сварку двух 0.5-миллиметровые титановые детали при 100% и 50% мощности. Вы можете заметить прожженные дыры в материале. Однако меня впечатлила прочность сварных швов, как показано на видео.
ТОЧЕЧНАЯ СВАРКА ПЛАТИНА НА ПЛАТИНУ
Для этого теста я использовал тонкую платиновую фольгу, которую я скатал из платинового куска. Точечная сварка платины с платиной непростая задача, поскольку она имеет довольно высокую температуру плавления. Как следствие, платиновая фольга имеет тенденцию плавиться с кончиком медного электрода, и когда я пытаюсь удалить ее, я пробиваю в фольге отверстие.Каким-то образом я добился большего успеха при очень низких настройках тока, т.е. 25% и более длительных импульсах сварки. Тем не менее результаты не столь впечатляющие.
ТОЧЕЧНАЯ СВАРКА ПЛАТИНА И ТИТАНА
Наконец, чтобы сделать электрод для электролиза, мне пришлось сварить платину с титаном. После проблем со сваркой платины с платиной у меня не было больших ожиданий. Но на самом деле, на удивление, платина без проблем сваривается с титаном. При номинальном токе 50% и более длительных двойных импульсах платина фактически сплавляется с титаном в месте сварки.На фотографиях ниже после сварки платины с титаном я попытался соскрести платиновую фольгу, но она уже была сплавлена с основным металлом в местах сварки, и вы можете увидеть сплав Pt-Ti.
И напоследок короткое видео, как пользоваться аппаратом для точечной сварки:
ФАЙЛЫ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ И ВСТРОЕННОЕ ПО:
SW_LV_RS274X — CADCAM.ZIP
SW_HV_RS274X — CADCAM.ZIP
SPOT_WELDER_FIRMWARE.ZIP
Сварщик для точечной сварки своими руками — Общие обсуждения — Форум строителей электрических скейтбордов
Максид:теперь боюсь использовать свой немодифицированный — неужели это так плохо? Думал, что парень знал, что делает, когда разрабатывал его, поэтому не думал, что что-то может пойти не так, используя его таким образом.
Извини, Максид — не должно быть страшно. В худшем случае — у вас есть лавинный ток, возвращающийся в МОП-транзисторы, и они выходят из строя. Когда ножки выходят из строя (один, два или…), при контакте возникает дуга, поэтому между каждым сварным швом я просто быстро прикасаюсь к ним к лому или друг другу перед следующей сваркой. Нет искры — gtg!
Когда они выходят из строя — не заменяйте только один — замените их все одновременно. Я также обновился с IRF1405 до IRF1324PBF согласно другим предложениям. Предполагается, что лучше (но примерно вдвое дороже).
(, чтобы прояснить, ребята, я срыгиваю то, что я узнал из обсуждений ES — я не EE )
lox897:@ sl33py У меня готово для Arduino сварочного аппарата, но мне нужен совет по MOSFET. Я собираюсь заказать IRF1324PBF, вот эти телевизоры: http://au.mouser.com/Search/m_ProductDetail.aspx?Littelfuse%2FSLD33-018%2F&qs=sGAEpiMZZMuNo3spt1BaV59JaOcfh4NfeKEsag3IAt9JaOcfh4NfeKEsag3IAh3zC
и этот диод Шоттки: VS-100BGQ015
Правильные ли они? А куда девается диод шоттки? Спасибо за помощь!
Это два компонента (Шоттки и TVS) и несколько проводов.Относительно простой и недорогой — определенно должен продлить срок службы точечной сварки. Оригинальный дизайн работает нормально и, вероятно, будет работать еще некоторое время. Некоторые люди делали нерекомендуемые вещи, такие как действительно длинные кабели от батареи к контроллеру / плате Arduino — и очень длинные кабели для датчиков — которые, по-видимому, увеличивают вероятность отказа.
Мой список Mouser для сравнения:
(Обратите внимание, что все детали — x2, чтобы построить второй точечный сварочный аппарат — так что просто закажите половину того, что я сделал, если вы хотите построить только один) Надеюсь, это даст вам конкретные модели, которые я нашел и рекомендовал использовать.Не могу хорошо говорить об «альтернативах», но вы можете задать эти вопросы в ветке ES, на которые смогут ответить более знающие эксперты.Я понимаю, что у меня нет готового изображения платы. Итак, на резьбе ES я «позаимствую» картинку с фланцевыми лямками или одну из других, чтобы показать проводку и размещение Schottky и TVS:
(Нижняя плата Flangefrog — обратите внимание, что он использует медь против алюминия и монтирует полевые транзисторы под медью, а не сверху (чтобы ножки доходили до нижнего медного провода / шины).Я установил шахту поверх алюминиевого стержня и построил небольшой паяный мостик, чтобы усилить это соединение (некоторые прожгли следы — это предназначено для предотвращения))Я определенно рекомендую прочитать связанную ветку ES, а также исходную, касающуюся оригинального набора для точечной сварки Riba, который он предложил. В последний раз я проверял около 24 страниц… но много полезной информации, если у вас хватит терпения все это прочитать. Здесь.
Удачи всем — буду рад помочь, чем смогу, если у вас есть вопросы, дайте мне знать!
Как безопасно разобрать микроволновую печь и что делать с деталями
Микроволновые печи повсеместно используются на кухнях с 1980-х годов, но в последнее время бесстрашные мастера разбирали их, чтобы собрать детали для своих собственных проектов.Здесь есть настоящая золотая жила деталей для домашних изобретателей DIY, от высокомощных сверхмощных компонентов, которые можно использовать для изготовления катушки Тесла, до основных прочных деталей для всех видов хобби-проектов Arduino или домашней автоматизации Raspberry Pi.
К счастью, общая установка микроволновой печи не сильно изменилась за эти годы, что значительно упростило идентификацию и безопасное извлечение деталей.В этой статье мы расскажем, как безопасно разбирать микроволновую печь, и покажем некоторые проектные идеи, которые придумали различные изобретатели, используя эти детали.
Прежде чем мы начнем, нам нужно остановиться на трех важных моментах:
- Микроволны — это приборы высокого напряжения , и их нельзя разбирать, пока они подключены к сети.Кроме того, цветовые обозначения проводки могут отличаться от страны к стране. Убедитесь, что вы точно знаете, на что смотрите!
- Конденсатор высокого напряжения может вызвать смертельный удар даже после , когда микроволновая печь была отключена от сети в течение нескольких месяцев. В этой статье мы покажем вам, как безопасно разрядить эти конденсаторы, но их необходимо соблюдать.
- Магнетрон внутри микроволновой печи может содержать оксида бериллия в своих керамических изоляторах, из которых может быть смертельным , если попадет в легкие.Просто удалить его безопасно, но никогда не пытайтесь его разобрать. Не стоит!
Каждый раз, когда вы сознательно возитесь с большой мощностью, на ваш страх и риск и потенциально смертельны. Короче, перестрахуйтесь! Живи, чтобы повозиться в другой день! Теперь, с учетом сказанного, давайте начнем.
Приобретено в микроволновой печи
Первый шаг — найти свою микроволновую печь.У вас может быть старый, который заменили — в моем случае соседи избавлялись от своего и оставили его у нас на лестничной клетке. Стоит отметить, что данная разборка не подходит для инверторных микроволн , так как они работают иначе.
Для этой разборки не нужно много инструментов, хотя в разных конструкциях микроволновых печей это может отличаться.Я счел этого достаточно:
- Крестовая отвертка с изолированной ручкой.
- Плоскогубцы с изолированными ручками.
- Сверхмощные изолированные рабочие перчатки.
Я обнаружил, что перчатки здесь служат двойной цели: они не только защищают меня, но и служат хорошим барьером между моими руками и скопившейся за годы грязью внутри ящика для микроволновой печи.Мне также было удобно иметь рядом небольшую емкость для хранения всех винтов.
Перед тем как начать, проверьте корпус, чтобы узнать, есть ли на нем полезная информация.Многие микроволновые печи имеют полные принципиальные схемы, доступные для загрузки в Интернете, которые являются отличным способом узнать о схемотехнике, поэтому обязательно записывайте любые номера моделей, которые вы найдете. Чтобы узнать больше об изучении электроники своими руками, посетите этот замечательный ресурс.
В данном случае производитель любезно разместил схему внутренней электроники на задней стороне корпуса.
На всякий случай, если вам понадобится напоминание в ближайшее время, вам не нужно понимать немецкий, чтобы знать, что что-то с «Achtung» и «Warnung» потенциально может быть опасным!
Винт здесь, винт там
Убедитесь, что микроволновая печь отключена от сети.
Проверьте еще раз.
Я серьезно.Проверять. Мы можем подождать.
Теперь начните с удаления всех винтов, которые вы видите на внешнем кожухе.Вы можете обнаружить, что сначала можно снять верхнюю часть корпуса с помощью винтов по краям, что дает вам достаточно доступа для сбора деталей, не разбирая их полностью, хотя в некоторые модели взломать труднее, чем в другие.
Как только вы снимете внешний кожух, вы сможете увидеть компоненты.Хотя компоновка может отличаться, почти все микроволновые печи имеют одинаковый набор основных частей.
- Трансформатор (обычно обозначаемый как ТО).
- Конденсатор высокого напряжения.
- Поклонник.
- Компактный термостат большой мощности (маленький черный круглый компонент).
- Магнетрон.
- Реле.
- Передняя панель.
Первое, что нужно найти, — это конденсатор. В этой модели он был частью блока вентилятора, хотя это может отличаться. Ни в коем случае не прикасайтесь к контактам конденсатора ! Если изображение выше нечеткое, это то, что вы ищете:
По возможности перед снятием конденсатора следует разрядить его.В этом случае конденсатор был заключен в блок вентилятора, поэтому его необходимо было снять перед разрядкой. Надев перчатки и придерживая изолированную ручку, используйте отвертку или плоскогубцы, чтобы замкнуть оба контакта конденсатора. Подержите его там несколько мгновений, убедившись, что он точно касается обоих контактов. В этом случае вы можете увидеть вспышку или услышать громкий хлопок, так что будьте готовы!
Магнетрон, двигайся!
Магнетроны могут быть невероятно опасными, в то время как вы защищены от радиации, когда на них нет питания, керамические изоляторы могут содержать оксид бериллия, который может быть смертельным при вдыхании.Если Магнето — враг Людей Икс, то магнетрон — враг всех легких повсюду.
Мы будем осторожно извлекать его из корпуса, но только для того, чтобы получить доступ к винтам, удерживающим трансформатор на месте.Если вы можете снять трансформатор, не снимая магнетрон, оставьте его на месте.
Большинство магнетронов выглядят так и крепятся к основному корпусу микроволновой печи четырьмя винтами.Осторожно удалите его, заверните и отложите, чтобы потом безопасно выбросить.
Трансформатор Время
Высоковольтный трансформатор (широко известный как трансформатор для микроволновой печи или MOT) — настоящий приз в этой разборке.MOT подает сетевое питание переменного тока (здесь 240 В, оно может быть другим для вас) в первичную катушку и через ступени электромагнитной индукции, которые включают питание, так что от 1800 до 2800 вольт выходят из вторичной катушки. Чем больше у вас обмоток на вторичной обмотке, тем выше напряжение и ниже токи, и наоборот.
Трансформаторы высокого напряжения могут быть дорогостоящими предметами для покупки для хобби или домашнего использования, но при тщательной модификации МОТ можно использовать для обеспечения широкого диапазона различных требований к мощности.
МОТ тяжелая, поэтому почти всегда крепится к нижней части корпуса двумя или четырьмя винтами.Осторожно удалите провода и винты и вытащите свой приз.
С этим чудовищем можно сделать несколько фантастических проектов, о которых мы поговорим позже в этой статье.
Разборка остального
Теперь, когда у вас есть более крупные компоненты, медленно удалите все остальное по частям.Возможно, вам будет легче, если вы сначала удалите всю проводку.
Не забудьте снять нижнюю панель, чтобы снять мотор поворотного стола!
Как только у вас будет все готово, у вас должен быть целый набор компонентов:
В зависимости от того, насколько современна ваша микроволновая печь, ваш улов может немного отличаться.В этом случае мы получили:
- 1 x мощный полюсный электродвигатель 240 В переменного тока от вентилятора.
- 1 мотор-редуктор 240В от поворотного стола.
- 1 х маленькая лампа на 240 В с фитингом.
- 5 x микровыключателей.
- 3 х переключателя термостата высокого напряжения.
- 1 резистор 20 Вт 20 Ом.
- 1 x электрический нагревательный элемент (эта конкретная микроволновая печь имела функцию гриля).
- 1 реле на 12 В.
- Трансформатор с 240 перем. Тока на 12 В.
- 1 х трансформатор высокого напряжения.
- Различные отрезки высоковольтного провода и сетевой шнур.
Наряду с этим мы также получили различные резисторы меньшего размера, диоды, конденсаторы и индуктивность.
Я также снял переднюю панель микроволновой печи целиком.Он содержит двигатель для таймера и еще два микровыключателя. Это устройство уже автономно и компактно, и, как вы увидите позже, его можно использовать для других целей.
Теперь, когда у вас есть все необходимое, соберите части, которые вы не собираетесь оставлять для утилизации.Практический способ сделать это — собрать внешний корпус с магнетроном внутри, а затем доставить все устройство в местный центр утилизации для безопасной утилизации. В разных местах действуют разные правила утилизации бытовых приборов. Обязательно соблюдайте местные правила и нормы.
Что теперь?
Теперь у нас есть все эти части, что нам с ними делать? Некоторые из них достаточно специализированы и могут понадобиться только в определенных ситуациях.Однако некоторые из них можно использовать здесь и сейчас.
Микропереключатели, которые мы собрали, — это мгновенные нормально разомкнутые (NO), нормально замкнутые (NC) или селекторные переключатели, которые рассчитаны на ток до 16A 250 В (помните, ваш может варьироваться в зависимости от вашей страны).
Несмотря на то, что они способны работать при высоком напряжении, они также отлично подходят для небольших проектов, поскольку они подпружинены, их можно легко установить на дверные и оконные рамы вместо герконов в составе домашней системы безопасности.Если вы новичок в работе с микроконтроллерами, они также отлично работают в проектах Arduino для начинающих.
В качестве дополнительного бонуса я обнаружил, что восстановленная проводка идеально входит в отверстия на макетной плате.
Ретранслируемое сообщение
Раньше мы рассматривали использование реле 5В с микроконтроллерами, и те же принципы могут быть применены к реле, которое мы спасли.
Реле, которое мы сняли с микроволновки, рассчитано на катушку 12 В, хотя многие реле работают при более низком напряжении.Реле, которое я снял в этом случае, отлично работает только с 9 В, что делает его идеальным реле для использования в проекте микроконтроллера, и, поскольку реле здесь способно принимать до 250 В, 16 А можно будет использовать практически в любой домашней автоматизации. параметр.
Вы можете найти спецификации для большинства компонентов, выполнив поиск по марке и номеру модели.
Хомунколосс, участник Instructables, предоставил простое руководство по подключению реле 12 В к Arduino.
Вентилятор
Двигатель, прикрепленный к вентилятору, представляет собой полюсный двигатель, который работает от 240 В переменного тока.Его преимущество в том, что он очень мощный, но при этом остается довольно тихим.
Это делает его идеальным для использования в качестве самодельного вытяжного вентилятора, который должен быть у каждого, у кого есть паяльник.
Изменив эту конструкцию Джоном Уордом для использования вентилятора, вы можете создать мощный экстрактор с ограниченным бюджетом.
Джон подсчитал, что эта сборка стоила 75 фунтов стерлингов, хотя без дополнительных затрат на вентилятор и с умным повторным использованием других собранных деталей это идеальный бюджетный (и заботящийся о здоровье) проект DIY.
Конечно, вы можете использовать вентилятор, чтобы сделать веера! Пользователь Instructables profpat прикрепил вентилятор от старой микроволновой печи к старой подставке для монитора, чтобы получить прочный настольный вентилятор, который абсолютно ничего не стоил!
Кредит изображения: profpat через InstructablesПередняя панель
Передняя панель микроволновой печи, представленной выше, была одной из старых моделей с двигателем, который ведет обратный отсчет перед выключением микровыключателя, хотя у вас может быть более новый цифровой дисплей.Это устройство можно использовать как таймер обратного отсчета — идеально, чтобы напоминать вам встать и потянуться после некоторого времени перед компьютером!
Внутренний микровыключатель также можно использовать для управления прибором.Пользователь Instructables Koil_1 использовал цифровой таймер для создания таймера отключения нескольких устройств.
Кредит изображения: Koil_1 через InstructablesУвеличьте мощность
Мотор поворотного стола в микроволновой печи очень медленно движется от источника переменного тока.Это означает, что двигатель с высоким крутящим моментом способен генерировать мощность при ручном вращении. В удивительно простом проекте пользователь Instructables ahmedebeed555 создал зарядное устройство для телефона с ручным управлением, практически не используя никаких деталей!
MOT Time
Ранее в статье я упоминал, что ТО была наиболее ценной частью, которую нужно было извлечь из микроволновой печи, и быстрый поиск в Google покажет почему.Эти трансформаторы были переделаны для создания множества странных, дурацких, а иногда и откровенно опасных изобретений — от самодельных электрических дуг до литейных заводов, точечных и сварочных аппаратов.
У изобретателя YouTube Гранта Томпсона есть серия видеороликов, охватывающих большинство этих проектов, и, хотя все они являются отличными идеями, его видеоролики о создании самодельного сварочного аппарата ARC дают четкие инструкции о том, как создать собственную сварочную установку с небольшим бюджетом.
Все за один день уборка мусора
В этой статье рассказывается лишь о некоторых вещах, которые вы можете сделать из старой, больше не нужной микроволновой печи, и даже более мелкие детали, которые не используются немедленно, — это больше вещей в вашем наборе инструментов для будущих проектов.Уборка и переработка старых приборов — отличный способ узнать об электронике и сократить количество производимых нами отходов.
Перед тем, как уйти, еще раз: всегда будьте осторожны при работе с мощной электроникой. Убедитесь, что вы принимаете соответствующие меры предосторожности и используете защитное снаряжение, где это необходимо!
Вы сделали какие-нибудь удивительные изобретения из разобранных деталей для микроволновки? Вы разбирали другие устройства и создавали из них свои собственные новые машины? Дайте нам знать в разделе комментариев ниже!
Кредит изображения: Сергей Казаков / Shutterstock
Что такое Apple Card и что она предлагает?Apple Card — это кредитная карта Apple, но что она предлагает? Вот краткое изложение карты, чтобы вы знали, подходит ли она вам.
Читать далее
Об авторе Ян Бакли (Опубликовано 212 статей)Ян Бакли — независимый журналист, музыкант, исполнитель и видеопродюсер, живущий в Берлине, Германия.Когда он не пишет или на сцене, он возится с электроникой или кодом своими руками в надежде стать безумным ученым.
Более От Яна БаклиПодпишитесь на нашу рассылку новостей
Подпишитесь на нашу рассылку технических советов, обзоров, бесплатных электронных книг и эксклюзивных предложений!
Еще один шаг…!
Пожалуйста, подтвердите свой адрес электронной почты в электронном письме, которое мы вам только что отправили.
Преобразование микроволновой печи в плазменный реактор: обзор
В этой статье рассматривается использование домашних микроволновых печей в качестве плазменных реакторов для различных применений, от очистки поверхностей до пиролиза и химического синтеза. В этом обзоре прослеживается развитие от первоначальных отчетов в 1980-х годах до современных переделанных печей, которые используются для экспериментального изготовления углеродных наноструктур и периодической очистки керамики ионных имплантатов.Источники информации включают патентные ведомства США и Кореи, рецензируемые статьи и веб-ссылки. Показано, что плазма микроволновой печи может вызвать быструю гетерогенную реакцию (твердое тело в газ и жидкость в газ / твердое тело), а также гораздо более медленную твердотельную реакцию, индуцированную плазмой (оксид металла в нитрид металла). Особое внимание в этом обзоре уделяется пассивной и активной природе проволочных воздушных электродов, воспламенителей и термического / химического плазменного катализатора при генерации атмосферной плазмы. Помимо разработки плазмы для микроволновых печей, еще одним оцениваемым аспектом является разработка методологий для калибровки плазменных реакторов в отношении утечки микроволн, калориметрии, температуры поверхности, содержания DUV-UV и плотности ионов плазмы.
1. Введение
С 1990-х годов настольные бытовые микроволновые печи были преобразованы в плазменные реакторы и используются в широком спектре производственных приложений. Общей особенностью этих реакторов является то, что они содержат многомодовую резонансную полость (MRC), которая освещается через одну боковую стенку полости с помощью прямоугольного поперечного электрического (TE 10 ) волновода с соотношением сторон внутреннего волновода 2: 1, что вмещает магнетрон с корпусным резонатором, работающий в 2.Диапазон 45 ГГц. При использовании этой конфигурации между магнетроном и MRC не используется дополнительное устройство согласования импеданса.
Поскольку в этих типах плазменных реакторов для микроволновых печей используется диэлектрический нагрев и химия плазмы, стоит отметить, что диэлектрический нагрев органических материалов имеет долгую и устоявшуюся историю, начиная с медицинского терапевтического использования (коротковолновая диатермия) в 1900-х годах [1] и демонстрации приготовления пищи на Всемирной выставке в Чикаго в 1933 году [2] до первого приготовления пищи в микроволновой печи, патентная заявка была подана в 1945 году [3], за которой последовала первая коммерческая микроволновая печь, построенная и проданная Raytheon в 1947 году и Amana в 1967 [2, 4].Эти печи имели ограниченный коммерческий успех из-за их громоздкости и стоимости, но коммерческий успех пришел позже, когда стал доступным экономичный магнетрон с корпусной полостью [5, 6]. Хотя в начале 1980-х годов сообщалось о сочетании микроволнового нагрева и химических реакций, крупномасштабное производство печей не производилось до тех пор, пока в 1986 году не был проведен быстрый синтез органических соединений в микроволновых печах [7, 8]. Совсем недавно (2017 г.) также сообщалось о карботермическом восстановлении оксида цинка и ферритов цинка [9].Когда в 1978 г. было сообщено о первом преобразовании микроволновой печи в плазменный реактор [10], стал доступен плазменный синтез неорганических соединений [11–13] с последующей плазменной модификацией поверхностей полимеров [14]. Об интересе к преобразованию микроволновой печи для плазменной обработки также сообщалось о плазменном пиролизе бумаги [15, 16] и плазменном разложении в жидкости для получения газообразного водорода и углеродных пленок [17–21]. Совсем недавно были опубликованы первые исследования по снижению выбросов выхлопных газов судовых дизельных двигателей в переоборудованной микроволновой печи [22]; тем не менее, подробности о конверсии газопровода или реактора были незначительны.
Успех магнетрона с корпусом и прямоугольного волновода TE 10 , который можно найти в стандартной домашней печи, привел к их повторному использованию в более совершенных микроволновых плазменных системах, которые используются для микроволнового химического осаждения алмазоподобных пленок [23] , в полупроводниковой промышленности [24] и в микроволновых плазменных системах, которые предназначены для диссоциации водорода из воды [25]. Плазменные реакторы на основе микроволновой печи также созданы для плазменной очистки загрязненной керамики ионных имплантатов [26, 27] и используются для плазменного удаления фотоустойчивых веществ [28].В 2009 году патент США US. 2009/0012223 A1, описывающий цилиндрическую полость, управляемую магнетроном, который генерирует атмосферную плазму для индустрии быстрого питания [29].
Помимо рецензируемых журналов, сообщалось об экспериментах с микроволновыми печами, проводимых в школах, от использования плазменных шаров для исследования яиц до создания суповых скульптур [30]. Написаны и полулюбительские исследования по теме плазменных реакторов для микроволновых печей. Одна конкретная статья Хидеаки Пейджа в летнем / осеннем выпуске Bell Jar дает полезное обсуждение практических проблем, возникающих при преобразовании домашних микроволновых печей в плазменные реакторы, работающие при давлении ниже атмосферного [31].Две из возникающих проблем заключаются в следующем: (1) найти подходящее место для резки тонких (обычно от 0,75 до 1 мм) стенок металлического листа MRC, не вызывая изгиба и деформации металла, и (2) достижение достаточного вакуума. в банках с вареньем или перевернутых мисках, чтобы плазма ударила. Видеозаписи на https://www.youtube.com/ также содержат графическую информацию об экспериментах по очистке плазмой домашних микроволновых печей [32]. Большинство других сообщений указывают на то, что вы не хотели бы делать их самостоятельно дома.В самом деле, Стэнли [33] доходит до того, что описывает многие публикации на YouTube как «дурацкие и совершенно опасные». Для полноты здесь приведены пять таких постов [34–38].
Целью данной статьи является обзор технологии плазменных реакторов для микроволновых печей, технологии плазмохимии и используемых технологических измерений. В рассматриваемых здесь работах плазменные процессы описаны с использованием различных значений давления и единиц измерения давления; поэтому, чтобы облегчить сравнение между процессами, представлены исходные значения давления вместе с эквивалентной единицей давления в системе СИ (Паскаль).Этот обзорный документ построен следующим образом: Раздел 2 представляет технологию, используемую в преобразовании микроволновой печи. В разделе 3 рассматривается специально созданный плазменный микроволновый реактор на основе микроволновой печи. Раздел 4 описывает измерения, которые используются для калибровки микроволн MRC с точки зрения рассеяния микроволн, калориметрии, температуры поверхности, ближнепольного зонда E- и измерения плотности ионов плазмы. В разделе 5 дается обзор схемы управления магнетроном резонатора, и, наконец, в разделе 6 дается заключение по этому обзору.
2. Переоборудование микроволновых печей
2.1. Преобразованные плазменные реакторы для микроволновых печей
В качестве введения полезно перечислить 10 пунктов формулы изобретения в патенте Рибнера 1989 г. [10], которые относятся к процессу преобразования печи (рис. 1 (а)). Вкратце, формула изобретения заключается в следующем: (1) размещение вакуумной камеры внутри MRC с вариантами осуществления для впуска газа в вакуумную камеру и через полость и для извлечения побочных продуктов газа из вакуумной камеры; (2) по п.1, где средство регулирования газа для создания однородной плазмы в вакуумной камере; (3) движущаяся антенна для создания среднего по времени однородной плазмы; (4) вращающаяся антенна для создания среднего по времени однородной плазмы; (5) средство уменьшения утечки микроволн вокруг каждого проходного канала; (6) средство водяного охлаждения подложек внутри вакуумной камеры во время плазменного травления без теплового повреждения подложки во время процесса плазменного травления; (7) по п.6, в котором водяные трубки имеют отношение теплопередачи с вакуумной камерой со средством предотвращения утечки микроволн; (8) средство управления мощностью микроволн; (9) по п.8, потенциометр, соединенный последовательно со стороной первичного переноса магнетронного трансформатора для управления максимальной мощностью в печи; (10) по п.9, при плазменном травлении органических веществ с подложки; и, наконец, (11), относящийся к п.10, использование водяного охлаждения подложки.
Помимо патента Рибнера, некоторые исследования [11–22] показывают, что плазменный реактор микроволновой печи можно использовать для множества процессов и на многих уровнях реконструкции печи. В следующих разделах описываются изменения, которые необходимо внести в обычные бытовые микроволновые печи, от минимальных до крупных.
2.1.1. Использование сменных реакционных сосудов
Примером является быстрый синтез фазово-чистого K 3 C 60 [11] и фуллеридов щелочных металлов [12] в сменных реакционных сосудах.Требуются лишь незначительные изменения в обычной печи, такие как обеспечение опор для размещения реакционного сосуда в узле или пучности микроволнового поля, а также необходимость во вращающемся столе или подвижной (или вращающейся) антенне в качестве цели плазменный процесс состоит в том, чтобы сфокусировать микроволновую энергию на образец (рис. 1 (б)). В этом случае образцы были приготовлены в сосуде из пирекса, заполненном аргоном, а затем размещены с использованием огневых кирпичей в узле или пучности микроволнового поля.Однако время плазменного процесса ограничено из-за фиксированного количества остаточного газа в реакционном сосуде.
2.1.2. Использование сменных эксикаторов
Гинн и Стейнбок [14] сообщили о кислородной плазменной очистке полидиметилсилоксановых поверхностей внутри сменного эксикатора, в который встроен стальной электрод, способствующий воспламенению плазмы (рис. 1 (c)). Образцы готовят вне микроволновой печи, а затем помещают в эксикатор, который продувают кислородом в течение 2 минут, а затем откачивают до давления около 10 -3 Торр (0.133 Паскаль). При помещении в печь и включении микроволновой мощности (1100 Вт) электрод из стальной проволоки генерирует искру, инициирующую кислородную плазму. Здесь снова время плазменного процесса ограничено, но обнаружено, что использование стального электрода способствует завершению реакции. Подчинение проволочного электрода обсуждается далее в разделе 2.1.7.
2.1.3. Прокачка через стену
В 2010 году Сингх и Джарвис сообщили о генерации углеродных наноструктур изнутри реакционной колбы с непрерывной перекачкой и 3 отверстиями (сделанной из боросиликатного стекла объемом 1000 мл), которая находилась в микроволновой печи [17].Для поддержки сосуда и облегчения доступа к нему дверца печи была заменена алюминиевой пластиной того же размера с тремя отверстиями, по одному на каждое отверстие для колбы. С опорой на колбу из колбы откачивали воздух снаружи, используя одно отверстие, в то время как два других порта использовали для газа-носителя и выбранных газов-предшественников углеводородов (этанола, ксилола или толуола). Для усиления реакции воздушный электрод диаметром 2 мм, изготовленный из Nilo K® (Ni 29%, Fe 53% и Co 17%), был установлен на основании из нержавеющей стали в реакционной колбе (рис. 1 (d)).Поскольку не сообщалось о давлении вакуума или мощности микроволн, следует предположить, что колба была ниже атмосферной, а мощность микроволн была максимальной (1000 Вт). Тем не менее, при таком подходе никаких других доработок печи не потребовалось. Два варианта этого подхода, которые сохраняют доступ к двери, обнаружены в работе Пейджа [31], просверлившего дно полости, и Таллера, просверлившего боковую часть полости. В последнем случае сообщение Таллера на YouTube дает пример плазменной очистки стороны стекла микроскопа [32].
2.1.4. Коаксиальный реактор с узкой трубкой
Khongkrapan et al. сообщили о преобразованной микроволновой печи для пиролиза бумаги с получением газообразных побочных продуктов отходов при мощности 800 Вт [15, 16]. В их реакторе процесс происходит внутри цилиндрической кварцевой трубки (внутренний / внешний диаметр 27/30 мм и длиной 250 мм), которая соосно вертикально проходит через MRC. В качестве газа-прекурсора используется воздух или аргон при номинальном атмосферном давлении (101,3 к · Па), при этом газ течет снизу вверх по MRC.Измельченная бумага (5 г) подвешена в центре трубки (рис. 1 (е)). В [16] Khongkrapan et al. заявляют, что воспламенитель был помещен в трубку для генерации плазмы, но прямых подробностей не приводится. После дальнейшего прочтения их списка ссылок (ссылка 17 в их статье) снова дается простая карикатура, показывающая воспламенитель, расположенный внутри трубки, без пояснения текста. Тема воспламенителей в виде металлической антенны обсуждается в разделе 2.1.7.
2.1.5.Внутренний волновод
В 2004 году Brooks и Douthwaite представили свой внутренний волновод, приспособленный к домашней микроволновой печи мощностью 800 Вт для плазменной обработки оксидов металлов (Ga 2 O3, TiO 2 и V 2 O 5 ) в бинарные нитриды металлов, образующиеся в плазме аммиака (NH 3 ) [13]. В этой конструкции в задней части MRC прорезана прорезь, позволяющая разместить U-образную трубку с внутренним диаметром 20 мм, содержащую твердотельный образец внутри глиноземной лодочки, в микроволновом поле (рис. 1 (f)).Снаружи MRC один конец U-образной трубки подсоединяется к вакуумному насосу, а другой конец — к несущему и технологическому газам. Чтобы предотвратить утечку микроволн в задней части печи, были установлены обширные прокладки и экранирование Фарадея. Затем к радужной оболочке MRC прикрепляют внутренний волновод таким образом, чтобы фокусировать микроволновую энергию вблизи образца. Кроме того, чтобы предотвратить повреждение магнетрона резонатора отраженной энергией и перегрев волновода, на выходной апертуре волновода устанавливается фиктивный груз с водяным охлаждением.С такими обширными преобразованиями в печи можно считать, что область плазмы работает в когерентном режиме, а не в многомодовом. Обычно параметры плазмы, используемые для преобразования оксидов металлов в нитриды, включают: расход газа NH 3 113 см 3 · мин -1 , давление 20 мбар (2000 Паскалей) и микроволновую мощность 900 Вт для время воздействия в плазме от 2,5 до 6 часов.
2.1.6. Сосуды с жидкой плазмой
Разложение в плазме в микроволновой плазме n- додекана (молекулярная формула: C 12 H 26 (I)) с одновременным образованием газообразного водорода и карбида в углеводородной жидкости было достигнуто с использованием преобразованного микроволновая печь с заявленным уровнем мощности микроволн от 500 до 750 Вт [18–20].Типичное представление этих реакторов показано на рисунке 2. Реакция проводится в реакционном сосуде из пирекса закрытого объема, содержащем 500 мл n -додекановой жидкости с одним или несколькими электродами, причем электрод (ы) может быть либо одиночным. электроды со стальной проволокой или медные U-образные антенные электроды с двойным наконечником. Кроме того, две трубки кремний / ПТФЭ вставляются сверху полости: одна трубка используется для подачи несущего газа (аргона) в качестве газа-прекурсора, а вторая трубка используется для сбора отработанного аргона и побочного газа при рабочее давление, близкое к атмосферному.
Чтобы понять назначение этих электродов, эффективность реакции обоих типов электродов исследуется в зависимости от геометрии и количества электродов в контексте их электромагнитной конструкции и кинетики гетерогенных реакций.
Сначала рассмотрим электроды с одним острием [18–20]. Эти металлические электроды имеют размерную длину L = 21 мм и диаметр 1,5 мм, и они закреплены вертикально в виде единого массива (Рисунок 3 (a)) или множества (Рисунок 3 (b)) с 1 электрод в центре и до 6 электродов, разнесенных по окружности с зазором λ м /4, где λ м — длина волны микроволнового излучения, проходящего через среду.Расчет длины волны приведен в следующем уравнении:
Приблизительное выражение в (1) используется, поскольку рабочая частота свободно работающего магнетрона резонатора зависит от частоты изменения условий КСВ в прямоугольном волноводе TE 10 , в котором магнетрон установлен. Все остальные символы имеют свое обычное значение: скорость света (2,99792 × 10 8 м · с -1 ), рабочая частота магнетрона (2,45 ГГц) и среда, в которой проходит излучение. .Таким образом, для жидкого n -додекан (от 1,78 до 2) приближается к 8,85 см, а λ м /4 приближается к 2,2 см.
На основании работ [18–20] и работы Pongsopon et al. [21], обычно считается, что электроды выполняют три четко определенных роли: ограничивать плазму в непосредственной близости от наконечника электрода (ов), действовать как каталитический источник для гетерогенной реакции плазмы и в случае производство углеродных наноматериалов, чтобы обеспечить основу, на которой может расти углеродный материал.В первой из этих ролей увеличение количества электродов с 1 до 6 показало, что эффективность плазменного разложения n -додекана действительно увеличивается, но после 6-7 электродов эффективность реакции становится ограниченной по скорости. Это может быть связано с потерей электромагнитной мощности из-за резонансной структуры электродов [20] или просто с добавлением более 7 электродов и связанных с ними окружающих реакционных зон (цилиндрический объем вокруг каждого электрода; Рисунок 3 (c)) в пределах фиксированного замкнутый объем просто создает эффект нагрузки в рамках гетерогенной реакции [39].Другими словами, по мере того, как процентное содержание объединенных электродных реакционных зон приближается к общему фиксированному объему, количество свежего реагента, протекающего в электродную реакционную зону, уменьшается. Следовательно, массоперенос в каждую зону электродной реакции и из нее, а не разложение плазмы, может стать этапом, ограничивающим скорость. Чтобы прояснить эти наблюдения, необходимы дальнейшие исследования.
Для двухконцевого воздушного электрода Toyota et al. [20] показали, что U-образные воздушные электроды имеют различные оптимальные длины: L ∼ 2 λ м , 3 λ м /2, λ м и λ м /2.Они также показывают, что использование знака аппроксимации в (1) оправдано экспериментальным определением длины λ /2 FHHW U-образного двухконцевого воздушного электрода, равной 4,4–4,7 см для n -додекана.
2.1.7. Воспламенитель
Описание конструкции и использования проволочных воздушных электродов для зажигания плазмы теперь используется в качестве вспомогательного средства для описания конструкции плазменного воспламенителя [16] и чертежа в [40] (Рисунок 4). Предполагая, что чертеж в [40] можно масштабировать, плазменный воспламенитель может быть сконструирован двумя способами: во-первых, воспламенитель может быть сконструирован с использованием двух проволочных электродов, расположенных напротив друг друга и изогнутых под 45 °, так что их концы совпадают с газом. поток, а место крепления образовано изолирующим кольцом.Вторая и более практичная компоновка состоит в том, что воспламенитель изготавливается из стального стального диска диаметром 30 мм и толщиной 0,5 мм, а множество электродов пробиваются из центральной части диска и изгибаются под углом 45 °. Для целей этого второго варианта конструкция 4-электродного воспламенителя проиллюстрирована с использованием стеклянной трубки с внутренним / внешним диаметром 27/30 мм в [16] в качестве эталонной трубки (рис. 1 (е)). Схема этапов изготовления воспламенителя приведена на рисунке 4, где показано, что первый этап — это штамповка формы воспламенителя, второй этап — изгиб электродов, а третий этап — выравнивание воспламенитель к стеклянной трубке.При использовании этого метода изготовления кромка преформы может самовыравниваться, чтобы 4 воздушных электрода соответствовали критериям воспламенения плазмы, как описано в разделе 2.1.5.
2.1.8. Производство плазмоидов (огненных шаров)
Производство плазмоидов, иногда называемых огненными шарами или шаровой молнией, в домашних микроволновых печах было размещено в сообщениях на YouTube [34–38]. Возможно, самый простой способ создать огненный шар без модификации микроволновой печи — это поместить частично нарезанный виноград (две половинки которого соединены тонким кусочком кожицы) в микроволновую печь, а затем включить микроволновую печь на 3–3 секунды. 10 секунд.В сообщении на YouTube [34] показано, что дугообразные плазмоиды образуются на мостике из тонкой кожицы, который соединяет две половинки винограда, при этом излучение разряда продолжается до тех пор, пока либо не отключится питание, либо виноград не сморщится. Это действие можно понять, если учесть, что две свежесрезанные половинки винограда имеют характерный размер от 1,5 до 2 см и частично заполнены проводящим электролитом, комбинация которого создает органическую проводящую дипольную антенну, мало чем отличающуюся от металлических антенн, обсуждаемых в разделах 2.1.5 и 2.1.6. Учитывая это понимание, разумно предположить, что когда свободные электроны проталкиваются вперед и назад через узкую тонкую кожицу винограда, из-за сопротивления выделяется тепло, которое сжигает кожицу. Кроме того, движение электронов через виноградный электролит вызывает быстрое повышение температуры, вызывая испарение электролита в облако электронов и ионов, образуя таким образом локализованный плазмоид. Плазмоид продолжает существовать до тех пор, пока свободные электроны доступны из уменьшающегося объема виноградного электролита.
Отойдя от органического источника для генерации плазмоидов, можно также использовать зажженную предохранительную спичку, поддерживаемую винной пробкой, накрытую стеклянной банкой и помещенную в центре MRC [35]. При включении микроволновой мощности генерируется плазменный разряд, который поднимается к вершине сосуда, образуя плавучий плазмоид. Уоррен [36] использовал аналогичный подход, но на этот раз использовал стеклянную банку, поддерживаемую тремя винными пробками, и зажженную сигарету, помещенную в зазор между пробками.В этой работе и предыдущем примере плазмоиды сохраняются при погашении источника тепла. Плазмоид гаснет только при выключении микроволнового излучения. Плазмоиды также могут генерироваться в электрических лампочках и флуоресцентных трубках, как показано в [37]: этот пример, по-видимому, также является основой для ближнепольного зонда E (раздел 4.4).
Более опасный подход к генерации плазмоидов продемонстрирован в [38], где магнетрон полости, соединенный с пищевой консервной банкой, используется для обеднения микроволн в бытовой лампочке, чтобы произвести плазмоид внутри колбы.Из этого эксперимента может показаться, что электрическая нить накала действует как инициирующий электрод.
Прежде чем закончить этот раздел, стоит отметить, что цилиндрический плазменный реактор, изготовленный для индустрии быстрого питания [29], использовал запатентованный пассивный плазменный катализатор в виде электрода для зажигания атмосферной плазмы [41], где пассивная плазма Катализатор может включать в себя любой объект, способный вызвать плазму за счет деформации локального электрического поля. С другой стороны, в патенте говорится, что активный плазменный катализатор производит частицы или высокоэнергетический волновой пакет, способный передавать достаточное количество энергии газообразному атому (или молекуле) для удаления по крайней мере одного электрона из газообразного атома (или молекула) в присутствии электромагнитного излучения.Учитывая эти два определения, разумно предположить, что пламя предохранительного спички [35], сигарета [36] и виноград [34] можно классифицировать как активный плазменный катализатор, а металлический электрод — как пассивный плазменный катализатор.
2.1.9. Плазмоидная кулинария
Корейские патенты [42, 43] и статья конференции [44] сообщают о форме настройки в волноводе TE 10 , которая выходит за рамки этого обзора, но они перечислены по трем причинам. , явление плазмоидов расширяет диапазон приготовления домашней микроволновой печи от режима диэлектрического нагрева пищевых продуктов до такого, который обеспечивает подрумянивание поверхности и придание текстуры и аромата, аналогичных традиционному процессу приготовления в пламени.Во-вторых, Jerby et al. [44] отметили, что произведенные таким образом плазмоиды требуют, чтобы проволочный антенный электрод зажигал плазмоид, и поэтому они могут содержать наночастицы, которые могут быть вредными для качества пищи и даже сделать ее несъедобной. В-третьих, дополнительное использование плазменного разряда, генерирующего озон и ионы, для удаления материалов, вызывающих запах, из камеры для приготовления пищи [45] действительно представляет собой один из возможных технических путей дальнейшего развития бытовых микроволновых печей.
3. Специальный плазменный реактор для микроволновой печи
В этом разделе описывается методология, использованная при создании специального плазменного реактора для микроволновой печи. Особое значение в этом отношении имеют плазменные реакторы серии MRC, которые были построены в середине 1990-х годов на предприятии Cambridge Fluid Systems Ltd (Англия, Великобритания). Конструктивная концепция этих плазменных реакторов заключалась в создании простого, надежного и экономичного настольного плазменного реактора, который можно было бы продавать исследовательским лабораториям и мелкосерийным производственным предприятиям.В основном они использовались для улучшения инженерных работ в области микроэлектроники и полупроводников, а также в производстве кузовов гоночных автомобилей Формулы-1.
Конструкция плазменного реактора аналогична микроволновым печам, где резонаторная антенна магнетрона расположена внутри волновода TE 10 , который используется для освещения MRC через единственную диафрагму. Частота отсечки волновода TE 10 рассчитывается с использованием следующего уравнения: где c — скорость света, и — внутренние размеры (ширина и высота) волновода; в этом случае используются 80 и 38 мм соответственно, что соответствует частоте среза, равной 1.875 ГГц.
Если резонаторная антенна магнетрона расположена на расстоянии 26 мм от конца волновода, частота и полоса пропускания магнетрона могут быть свободными. Таким образом, некогерентная отраженная мощность, проходящая через диафрагму, возвращается к магнетрону, изменяя, таким образом, КСВ когерентной волны в волноводе TE 10 , что приводит к изменению выходной мощности магнетрона.
Конструкция реактора MRC отличается от отечественного плазменного реактора СВЧ следующим образом (см. Также рис.Рисунок 1 с Рисунок 5): (i) Шасси, MRC и волновод сконструированы как один сварной компонент с использованием листа мягкой стали толщиной 1,4 мм. Перед тем, как каждый из трех компонентов будет сварен вместе, в них пробиваются все необходимые отверстия и фиксируются зажимные гайки. После сварки конструкция покрывается никелем, чтобы получить прочную металлическую конструкцию с достаточной жесткостью для поддержки всех дополнительных компонентов (передние и задние фланцы из нержавеющей стали, газовые линии, манометр источника постоянного тока и т. Д.). При таком подходе конструкции MRC имеет теоретический максимум разгруженного фактора Q () в режиме TE, который зависит от отношения запасенной энергии в полости () к потерям энергии в стенках полости (): где глубина электрического скин-слоя на стенке полости за цикл и является площадью стенки полости.
Для этого реактора основная полость имеет приблизительно 20000 единиц на резонансной частоте 2,45 ГГц. (Ii) Цилиндрическая камера из стекла пирекс (диаметр 190 мм, длина 300 мм и толщина стенок 5 мм: дает объем 3 литров) расположен внутри многомодового резонатора, продольная ось которого перпендикулярна СВЧ-диафрагме, а передняя и задняя части камеры заключены в металлические фланцы, образующие часть стенки многомодового резонатора. Задний фланец содержит приварные порты для вакуума и манометра, а передние фланцы содержат дверцу доступа.Эта конструкция увеличивает до максимума объем камеры и удаляет все хрупкие стеклянные фитинги, пластиковые соединители труб и проходные прокладки для утечки микроволнового излучения. (Iii) Газовые линии расположены внутри корпуса и сбоку от MRC, что позволяет впрыскивать технологические газы через несколько равноотстоящих радиальных отверстий на переднем фланце, что снижает возможность предварительной ионизации газа-прекурсора перед входом в камеру и максимизирует равномерный поток газа и однородность плазмы вдоль продольной оси технологической камеры.
3.1. Плазменная очистка керамических изоляторов ионных имплантатов
Ионная имплантация — один из ключевых процессов при производстве больших объемов (220 пластин в час) кремниевых полупроводниковых устройств. Однако эти аппараты для ионной имплантации стоят от 1,8 до 3 миллионов долларов. Эти машины также представляют собой системы, требующие интенсивного обслуживания и высоких капитальных затрат; поэтому основными факторами, которые следует учитывать, являются доступность и стоимость владения. Многие детали, заменяемые во время регулярного технического обслуживания, а также заменяемые ионные источники — это керамические изоляторы.В этом разделе описан обзор плазменной очистки керамики ионных имплантатов: для получения полной информации о процессе см. [26, 27]. Процесс плазменной очистки проводился в плазменных реакторах серии MRC с использованием газовой смеси 5–10% O 2 в CF с добавкой 50% потоком аргона. Добавка аргона используется для стабилизации микроволновой плазмы путем уменьшения распределения энергии электронов и для обеспечения однородности возбужденных частиц по всему объему плазмы. Химия плазменного травления на поверхности керамики может рассматриваться как протекающая в виде следующей типичной гетерогенной реакции: в которой добавление углерода улавливает углерод за счет образования частиц COF x для увеличения стационарной концентрации атомы в плазменном объеме.Элемент в реакции (4) представляет собой элемент V группы (As, P и Sb) на керамической поверхности, а являются продуктами травления. Таким образом, при достаточной мощности микроволн скорость травления этих продуктов контролируется образованием атомов (баланс), летучестью продукта и микроскопической площадью поверхности керамики.
Для реактора MRC-100 типичные параметры плазменного процесса составляли 104 Вт и 10 мбар при времени травления 45 минут, при этом температура поверхности керамики достигала 80 ± 5 К.В случае реактора MRC-200 параметры процесса были следующими: 200 Вт и 10 мбар (1000 Паскалей) при времени травления от 20 до 25 минут, при этом температура поверхности керамики достигала 125 ± 5 К.
4. Калибровка СВЧ-резонатора
В этом разделе описывается ряд различных методов, которые используются для оценки эффективности СВЧ, а также утечки.
4.1. Измерение утечки микроволн
Европейская директива 2004/40 / EC и директивы ICNIRP (1998) рекомендуют, чтобы промышленные микроволновые печи имели поверхностную плотность микроволнового излучения (3–300 ГГц) с уровнями плотности мощности> 5 мВт · см −2 и в 5 раз меньше для бытовых микроволновых печей общего назначения.Применяя квадратичный закон, основанный на теории плоских волн, оператор, стоящий на расстоянии 20 см от промышленной печи, получит максимально допустимый уровень плотности мощности 3 мВт · см −2 . Для домашней печи это соответствует уровню плотности мощности 0,3 мВт · см −2 . В контексте переделанных печей, предназначенных для плазменной резки, многие проходные отверстия и отверстия в MRC требуют значительной осторожности при проектировании и изготовлении, чтобы предотвратить утечку микроволнового излучения.
4.2. Калибровка мощности калориметрического магнетрона
Мощность магнетрона, поступающего в MRC, может быть откалибрована с использованием метода нагрузки с открытой тарелкой воды, см., Например, Британский стандарт 7509: 1995 и IEC 1307: 1994. Следовательно, учитывая, что теплоемкость воды составляет 4,184 Дж / (г · К), расчетная приложенная мощность ( P ) внутри полости может быть получена путем помещения известной массы воды ( м ) в полость и нагрева. на короткое время ( т ), следя за тем, чтобы вода не закипела.Зная измеренное изменение температуры воды ( ΔT = конечная температура — начальная температура), микроволновая мощность, поступающая в резонатор, калибруется для заданной настройки мощности с использованием следующего уравнения (см. Также [40]):
Однако калибровку следует рассматривать как верхнее значение для плазменной обработки, поскольку ее диэлектрический объем будет отличаться от калибровки по воде. (Примечание: когда объем технологической камеры или геометрическая форма не позволяют использовать метод открытой чаши, можно использовать альтернативный метод потока, как указано в [46]).
Учитывая (4), плотность мощности микроволн (Вт · см -3 ) системы может быть вычислена путем деления на объем технологической камеры. В качестве иллюстративного примера приводится следующий метод нагрузки с открытой тарелкой для MRC 100: реакторы MRC-100 и MRC-200 имеют расчетную прикладываемую мощность магнетрона 104 Вт, что соответствует плотности мощности 0,116 Вт · см −3 . Для реактора MRC-200 калориметрические измерения дают значения приложенной мощности магнетрона 200 Вт (0.022 Вт · см −3 ) и 450 Вт (0,05 Вт · см −3 ).
4.3. Измерение температуры поверхности
Знание температуры поверхности материалов, погруженных в плазму, полезно для понимания гетерогенного взаимодействия плазмы с поверхностью. Это особенно важно, когда локальный диэлектрический нагрев имеет потенциал теплового разгона, потому что большинство материалов увеличивают свои диэлектрические потери с температурой [12]. Были использованы два простых способа оценки локальной температуры поверхности материалов, погруженных в микроволновую плазму.Для поверхностных температур ниже 180 К можно использовать жидкокристаллические термочувствительные (от 20 ± 5 К до 180 ± 5 К) полоски, прикрепленные к поверхности, погруженной в плазму [27]. Для более высоких температур использовались соли с известной температурой плавления (KCl = 1043 K и NaCl = 1074 K), запаянные в кремнеземные капилляры [13].
4.4. Плазма ближнего поля
Измерение зонда E-Попытки поразить плазму за пределами давления зажигания от 0,1 до 20 мбар (от 10 до 2000 Паскалей) приводят к сохранению микроволнового излучения «за цикл» в режиме пустой полости ; в этих условиях скорость потерь энергии на стенку полости может существенно нагреть структуру MRC, и в крайнем случае утечка микроволнового излучения может стать опасностью для здоровья.Кроме того, если MRC загружен материалами (полупроводниковыми пластинами и материалом с низкой диэлектрической прочностью), они могут быть электрически или механически повреждены. Следовательно, становится необходимым иметь устройство автоматического отключения питания, чтобы предотвратить утечку микроволн и повреждение как реактора, так и загружаемых материалов. Плазменный зонд E- ближнего поля, описанный Лоу [47], является одним из таких устройств, которое помогает отслеживать такие события. В этой схеме неоновая газоразрядная лампа, фотодиод и опорное напряжение подключены, как показано на рисунке 6, при этом одна ножка неона выступает в полость и действует как датчик E- ближнего поля.В исходной конструкции схемы полосковая диаграмма используется для записи данных временного ряда напряжения, но с сегодняшними аналого-цифровыми преобразователями и программным обеспечением (таким как LabView) пространство состояний плазменного зажигания и пространство состояний плазмы могут быть контролируется с уровнями запуска, установленными для выдачи двоичного управляющего выхода Go / No [24, 47].
4.5. Электростатический зонд Bébésonde Измерение
Для плазменных процессов обычно считается, что поток ионов, прибывающих и покидающих поверхность, определяет плазменный процесс.Однако использование методов электростатического зонда для определения плотности ионов и температуры плазмы, возбуждаемой модулированным источником энергии в присутствии распыленного изоляционного материала, является проблематичным. Так обстоит дело с плазмой, содержащей CF 4 . В этом разделе описывается метод датчика, который устойчив к модуляциям возбуждения и разбрызгиванию изоляционных материалов. Следующие измерения были выполнены в Оксфордском исследовательском центре Открытого университета на реакторе MRC-100. Используемый зонд представляет собой зонд ионного потока с высокочастотным смещением (известный в просторечии как «Bébésone, или BBs»).Полную информацию о датчике и измерениях см. В [48].
Для качественных измерений зонда обычно требуются визуальные наблюдения за объемом плазмы в целом и вокруг самого зонда. Для реакторов MRC было обнаружено необходимость заменить стандартную переднюю фланцевую дверцу на фланец с отверстием для зонда и смотровым отверстием, закрытым открытой сеткой. Учитывая эту модификацию, аргоновая плазма внутри MRC-100 визуально имеет небольшую структуру с небольшим осветлением вблизи границы диэлектрического кольца.Тем не менее, нет никаких свидетельств микроволновой структуры в оптическом излучении, что указывает на то, что энергия быстро гомогенизируется в электронной популяции.
После этих визуальных проверок базовой линии, Bébésonde использовался для определения потока ионов в режиме низкой мощности и высокой мощности с потоком газообразного аргона, изменяющимся от максимального (5 л · мин -1 ) до минимума, при котором плазма могла быть выдержанный (2 л · мин -1 ). Для реактора MRC-200 измеренные плотности ионов аргона находятся в диапазоне от 2 × 10 11 · см −3 при 50 мбар (5 к · Паскаль) до 3 · 10 12 · см — 3 при 1 мбар (100 Паскаль), а температура электронов находится в диапазоне от l до l.5 эВ для входной мощности 0,022 Вт · см −3 : более высокая плотность плазмы при низком давлении соответствует большей длине свободного пробега и повышенной передаче энергии электронами.
4.6. Ультрафиолетовый флуоресцентный микроволновый зонд
Для многих обрабатывающих плазм энергия фотонов ( E = hc / λ ) изменяется от 10 до 1 эВ с предпочтительной интенсивностью на дискретных спектральных длинах волн. Спектральная характеристика определяется природой процессов возбуждения и релаксации газа, которые чувствительны к локальной температуре электронов и сечениям возбуждения газа.Таким образом, состав газа и режим производства плазмы имеют большое влияние на образование УФ-излучения и химический состав плазмы.
Датчик ультрафиолетовой флуоресценции использует активированные соли редкоземельных элементов: Y 2 SiO 5 : Ce (поглощение <200 нм) и Zn 2 SiO 4 : Mn и Y 2 O 3 : Eu 3+ (поглощение <300 нм). Для получения полной информации об этих датчиках см. [49]. При этих энергиях решетка-хозяин (H) подвергается электронному возбуждению за счет разделения электронно-дырочных пар (6), за которым следует флуоресценция пути дезактивации с наименьшей энергией на длинах волн, превышающих исходное излучение.В общем, спектр флуоресценции состоит из узкой полосы с точной длиной волны, определяемой тесной связью между активатором (Ce, Mn и Eu 3+ ) и решеткой хозяина, а также облучающим фотонным излучением:
Самая простая форма датчиков представляет собой капсулу из синтетического плавленого кварца марки DUV (диаметр 12 мм × 20 мм), содержащую одну из трех активированных солей при номинальном пониженном давлении 10 мбар. Плавленый кварц имеет коэффициент пропускания T = 0.5 при 170 нм. При помещении в объем плазмы зонд собирает 4 π стерадианов падающего фотонного излучения DUV. Испускаемая флуоресценция просматривается через смотровое окно с оптическим стеклом ( T = 0,5 при 380 нм). Из-за диэлектрической капсулы фотолюминесценция, а не электролюминесценция, считается основным механизмом флуоресценции в этих датчиках. Диэлектрик также действует как дискриминатор длины волны и обеспечивает верхний рабочий предел зонда 1100 К.
Используя эти знания, соли Zn 2 SiO 4 : Mn и Y 2 O 3 : Eu 3+ (помещенные в собственную капсулу) интегрируют плазму DUV, а Y 2 SiO 5 : Ce при помещении непосредственно в объем плазмы интегрирует ВУФ (<200 нм) плазму, таким образом, их флуоресценция проявляется в зеленом, красном и синем цветах соответственно.
5. Цепи управления магнетронной печи
В микроволновых печах обычно используется один из двух типов схем управления магнетроном.Для микроволновых печей с малой выходной мощностью (обычно <500 Вт) выходная мощность достигается за счет широтно-импульсной модуляции единичной мощности, падающей на магнетрон, с временем приготовления, установленным от 0 до 30 минут. В диапазоне от 500 Вт до 1100 Вт используется непрерывное приложение микроволновой мощности, когда уровень мощности устанавливается значением конденсатора привода магнетрона:
Выбор любой из этих двух схем возбуждения может повлиять на схему управления магнетроном. возможность проводить выбранный плазменный процесс.Этот выбор иллюстрируется сравнением коротких и низких энергозатрат при быстром плазменном синтезе органических соединений [7, 8], очистке предметных стекол и полимеров [14] с высокой мощностью и длительным временем обработки твердотельных оксидов металлов. обработка [13] и плазменная очистка керамических изоляторов ионных имплантатов [26, 27].
5.1. Цепь управления емкостным магнетроном с конденсаторным управлением
В этом разделе рассматривается выбор схемы управления с конденсаторным управлением, а также схема управления безопасностью, которая используется в плазменных реакторах MRC-100/200.Схема цепи управления с конденсаторным конденсатором приведена на рисунке 7. Аналогичная схема управления с магнетронным конденсатором резонатора описана в [23]. Chaichumporn et al. также сообщили о дальнейшем уточнении анодного напряжения магнетрона (от 3,3 до 6,6 кВ) в [40].
Трансформатор состоит из двух цепей обмоток: первая обеспечивает передаточное число обмоток для выработки от 240 В при 50–60 Гц до приблизительно 3,5 В при 50–60 Гц для катодного нагревателя, а вторая обеспечивает повышающее напряжение ( От 240 В при 50–60 Гц до 2–3 кВ при 50–60 Гц).Конденсатор высокого напряжения (0,6–1,5 мк Ф) и диод высокого напряжения используются для смещения катода отрицательно по отношению к анодному блоку, который содержит структуру резонатора магнетрона. При таком расположении емкость конденсатора и диода определяют мощность постоянного тока, рассеиваемую в структуре резонатора магнетрона. По соображениям безопасности как пассивные, так и активные компоненты управления встроены по обе стороны от установочного трансформатора. К ним относятся следующее: цепь защищена предохранителями с обеих сторон трансформатора, плюс кнопка аварийного останова, блокировка шасси, термовыключатель магнетрона (135 ° C) и охлаждающий вентилятор Chasse.Кроме того, цепь 24 В постоянного тока используется для дистанционного пассивного и активного управления цепью привода (см. Раздел 5.2).
5.2. Цепь управления 24 В постоянного тока
В специально разработанных плазменных реакторах для микроволновых печей вспомогательное оборудование (вакуумные насосы, вакуумные клапаны, манометр, газовые линии, продувочные линии, технологический таймер и микроволновая мощность) синхронизируется с процессом плазменной резки безопасным способом. . Роль цепи управления 24 В постоянного тока заключается в синхронизации вспомогательных компонентов с плазменным процессом и отключении системы в случае аварийного отказа: это особенно важно при использовании легковоспламеняющихся, коррозионных и токсичных газов-прекурсоров и побочных продуктов. .Схема спроектирована таким образом, что все регуляторы хода изолированы от управляющей цепи магнетронного конденсатора резонатора с помощью реле и соленоидов. Следует отметить, что при переделке отечественной СВЧ-печи в плазменный реактор синхронизацию приходится строить с нуля.
6. Выводы
В этой работе рассматривается превращение домашней микроволновой печи в источник для очистки, а также химических реакций. Описывается преобразование бытовых систем в плазменные реакторы, а также строительство специальных плазменных реакторов для микроволновых печей.Калибровка MRC обсуждалась вместе с определением двух типов используемых схем привода магнетрона. Также было представлено профессиональное и арматурное использование, в последнем случае в основном ограниченное экспериментами с кухонной поверхностью. Доказательство принципа и небольшие серийные процессы, применяемые в этих плазменных реакторах, варьируются от плазменной очистки поверхности стекла и полимера и удаления токсичных металлов с керамических поверхностей до производства углеродных наноструктур и пиролиза бумаги для производства газообразных побочных продуктов.Во всех случаях источником питания является магнетрон с корпусным резонатором, работающий с выходной мощностью менее 1100 Вт и давлением в диапазоне от нескольких 0,1 с до номинального атмосферного давления (101,3 Паскаль).
Было обнаружено, что при атмосферном давлении или близком к нему, однопроволочные или многопроволочные антенные электроды, физическая длина которых составляет примерно 1/4 или 1/2 длины микроволн, в которую они погружены, играют каталитическую роль в инициировании образования плазмы. , а в случае производства углеродных наноматериалов обеспечивают подложку, на которой может расти углеродный материал.Что касается скорости реакции, увеличивающейся с увеличением числа электродов (от 1 до 6), за пределами которой скорость реакции становится ограниченной, в этой статье предлагается эффект геометрической нагрузки вокруг проволочной антенны. Независимо от того, является ли причиной этого эффекта потеря мощности или электромагнитного поля, требуются дальнейшие работы. Кроме того, в этой работе был реконструирован предварительно отформованный дисковый воздушный электрод (воспламенитель), пригодный для узкотрубного реактора [16, 40] (рис. 4).
Было обнаружено, что пламя предохранительной спички, зажженная сигарета, нарезанный виноград и металлический антенный электрод играют роль катализатора в образовании плазмы и плазмоидов.Чтобы различать металлическую антенну и термохимический катализатор, было выдвинуто предположение, что металлические антенны можно классифицировать как пассивный катализатор, поскольку они обеспечивают только поверхность, генерирующую свободные электроны, в то время как пламя предохранительной спички, зажженная сигарета и нарезанный виноград можно классифицировать как активный катализатор, поскольку они поставляют энергию в виде тепла и свободных электронов из электролита.
Наконец, в этом обзоре также освещается приготовление пищи с помощью плазмоидов в MRC и использование плазменного разряда для удаления запаха пищи из микроволновых печей.Учитывая, что вопросы безопасности пищевых продуктов решаются, разумно предусмотреть плазменные реакторы для микроволновых печей, включающие как плазменную варку пищевых продуктов, так и плазменную дезодорацию побочных продуктов приготовления, которая может быть реализована в ближайшем будущем.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в отношении публикации данной статьи.
Благодарности
Авторы хотели бы поблагодарить SFI за поддержку через Центр перспективных производственных исследований I-Form 16 / RC / 3872.
Как собрать литиевую батарею для электровелосипеда своими руками из элементов 18650
Литиевая батарея — это сердце любого электрического велосипеда. Ваш двигатель бесполезен без всей этой энергии, хранящейся в вашей батарее. К сожалению, хороший аккумулятор для электровелосипеда часто бывает самым трудным и самым дорогим. При ограниченном количестве поставщиков аккумуляторов для электрических велосипедов и множестве различных факторов, включая размер, вес, емкость, напряжение и скорость разряда, поиск именно той батареи, которую вы ищете, может быть сложной задачей и привести к нежелательным компромиссам.
Но что, если бы вам не пришлось идти на компромисс? Что, если бы вы могли собрать свой собственный аккумулятор для электровелосипеда в точном соответствии с вашими спецификациями? Что, если бы вы могли собрать аккумулятор идеального размера для вашего велосипеда со всеми необходимыми функциями и сделать это дешевле, чем в розницу? Это проще, чем вы думаете, и ниже я покажу вам, как это сделать.
Теперь пристегнитесь, возьмите напиток и приготовьтесь к серьезному чтению, потому что это не короткая статья. Но в конце концов, когда вы путешествуете на своем собственном аккумуляторе для электровелосипеда, это определенно того стоит!
Заявление об отказе от ответственности: Прежде чем мы начнем, важно отметить, что литиевые батареи по своей природе содержат большое количество энергии, и поэтому крайне важно обращаться с ними с максимальной осторожностью.Создание литиевой батареи своими руками требует базового понимания принципов работы с батареями и не должно предприниматься кем-либо, кто не уверен в своих электрических и технических навыках. Пожалуйста, прочтите эту статью полностью, прежде чем пытаться собрать свой собственный аккумулятор для электровелосипеда. При необходимости всегда обращайтесь за профессиональной помощью.
Примечание. В нескольких местах этой статьи я вставлял сделанные мною видеоролики, демонстрирующие этапы сборки батареи. Батарея, используемая в видео, имеет такое же напряжение, но немного большей емкости.Все те же методы все еще применяются. Если вы чего-то не понимаете в тексте, попробуйте посмотреть это в видео.
Необходимые инструменты и материалы:
18650 варианты литиевых элементов
Ячейки18650, которые используются во многих различных устройствах бытовой электроники, от ноутбуков до электроинструментов, являются одними из наиболее распространенных аккумуляторных элементов, используемых в аккумуляторных батареях для электрических велосипедов. В течение многих лет были доступны только посредственные ячейки 18650, но спрос со стороны производителей электроинструментов и даже некоторых производителей электромобилей на сильные, высококачественные элементы привел к разработке ряда отличных вариантов 18650 за последние несколько лет.
Эти клетки отличаются своей цилиндрической формой и размером примерно с палец. В зависимости от размера батареи, которую вы планируете построить, вам понадобится от нескольких десятков до нескольких сотен.
Существует и различных типов ячеек 18650 на выбор. Я предпочитаю использовать ячейки известных брендов таких компаний, как Panasonic, Samsung, Sony и LG. Эти элементы имеют хорошо задокументированные рабочие характеристики и производятся на уважаемых заводах с превосходными стандартами контроля качества.Фирменные марки 18650 стоят немного дороже, но, поверьте, они того стоят. Отличной ячейкой начального уровня является ячейка Samsung ICR18650-26F. Эти элементы емкостью 2600 мАч должны стоить где-то от 3 до 4 долларов в любом приличном количестве и могут выдерживать непрерывный разряд до 2 ° C (5,2 А на элемент). Я беру свои элементы Samsung 26F на Aliexpress, обычно у этого продавца, но иногда я видел здесь более выгодную цену.
Название торговой марки аккумуляторов Samsung (18650-29E рупий)
Многие люди склонны использовать более дешевые модели 18650, продаваемые под такими названиями, как Ultrafire, Surefire и Trustfire.Не будь одним из таких людей. Эти клетки часто продаются с емкостью до 5000 мАч, но не могут получить более 2000 мАч. На самом деле, эти элементы — всего лишь заводские браки, приобретенные такими компаниями, как Ultrafire, и переупакованные в термоусадочную пленку их собственной торговой марки. Эти элементы B-качества затем перепродаются для использования в устройствах с низким энергопотреблением, таких как фонарики, где их более низкая производительность не является проблемой. Если ячейка стоит менее 2 долларов, она того не стоит. Придерживайтесь элементов известных брендов, таких как мои любимые элементы Samsung, если вы хотите создать безопасную и качественную батарею для электровелосипеда.
Ячейки Samsung ICR18650-26F прямо с завода
Когда дело доходит до покупки аккумуляторов, вы можете найти их в местном магазине или заказать их прямо из Азии. Я предпочитаю второй вариант, так как вы обычно получаете гораздо более выгодную цену прямо к источнику, даже при оплате международной доставки. Одно предостережение: сделайте все возможное, чтобы ваш источник продавал подлинные клетки, а не подделки. Для этого проверьте отзывы и используйте способ оплаты, который гарантирует, что вы сможете вернуть деньги, если продукт не соответствует описанию.По этой причине мне нравится покупать свои ячейки на Alibaba.com и AliExpress.com.
В этом уроке я буду использовать зеленые ячейки Panasonic 18650PF, показанные выше. Однако в последнее время я использовал такие элементы 18650GA, которые немного более энергоемкие, что означает большую батарею в меньшем пространстве.
Обязательно используйте только полоску из чистого никеля
Что касается никелевой полосы, которую вы будете использовать для соединения батарей 18650, у вас будет два варианта: стальные полосы с никелевым покрытием и полосы из чистого никеля.Выбирайте чистый никель. Он стоит немного дороже никелированной стали, но имеет гораздо меньшее сопротивление. Это приведет к меньшим потерям тепла, большему радиусу действия батареи и более длительному сроку службы батареи из-за меньшего теплового повреждения элементов.
Будьте осторожны: некоторые нечестные продавцы пытаются выдать никелированную сталь за чистую продукцию. Им часто это сходит с рук, потому что их почти невозможно отличить невооруженным глазом. Я написал целую статью о некоторых методах, которые я разработал для тестирования никелевой ленты, чтобы убедиться, что вы получаете то, за что заплатили.Посмотрите здесь.
Что касается никелевой ленты, то я тоже люблю Алиэкспресс. Вы также можете найти его на ebay или даже в местном магазине, если вам повезет. Как только я начал делать много батарей, я начал покупать здесь чистую никелевую ленту килограммами, но вначале я рекомендую вам покупать меньшую сумму. Вы можете получить полоску из чистого никеля по хорошей цене в меньших количествах у продавца, подобного этому, но вы все равно получите лучшую цену, купив ее в килограммах или полкилограммах.
Что касается размеров, я предпочитаю использовать никель толщиной 0,1 или 0,15 мм и обычно использую полосу шириной 7 или 8 мм. Более сильный сварщик может сделать и более толстую полосу, но это будет стоить намного дороже. Если ваш сварщик может сделать никелевую ленту толщиной 0,15 мм, то дерзайте; толще всегда лучше. Если у вас более тонкие полоски, это тоже нормально, просто при необходимости положите пару слоев друг на друга, чтобы создать соединения, которые могут пропускать больше тока.
Примечание автора: Привет, ребята, Мика. Я запустил этот сайт и написал эту статью.Я просто хотел, чтобы вы как можно скорее узнали о моей новой книге «Литиевые батареи своими руками: как собрать свои собственные аккумуляторные блоки», которая доступна как в электронной, так и в мягкой обложке на Amazon и доступна в большинстве стран. Она содержит гораздо более глубокие детали, чем эта статья, и содержит десятки рисунков и иллюстраций, показывающих вам каждый этап проектирования и изготовления батареи. Если вы найдете этот бесплатный сайт полезным, то просмотр моей книги поможет поддержать мою работу на благо всех. Спасибо! Хорошо, теперь вернемся к статье.
Должен ли я использовать точечный сварочный аппарат?
Да.
Что ж, позвольте мне сказать по-другому: да, если вы не хотите повредить свои клетки.
Первое, что нужно знать о элементах литиевых батарей, это то, что их убивает тепло. Причина, по которой мы свариваем их точечной сваркой, заключается в том, чтобы надежно соединить ячейки вместе без дополнительного нагрева.
Конечно, можно припаять непосредственно к ячейкам (хотя это может быть сложно без подходящих инструментов). Проблема с пайкой заключается в том, что вы добавляете много тепла к ячейке, и оно не рассеивается очень быстро.Это ускоряет химическую реакцию в ячейке, которая лишает ее работоспособности. В результате получается ячейка, которая имеет меньшую емкость и умирает раньше срока.
Аппараты для точечной сварки аккумуляторов отличаются от большинства аппаратов для точечной сварки в домашних условиях. В отличие от аппаратов для точечной сварки с большими губками для домашних мастерских, у аппаратов для точечной сварки электроды электроды расположены на одной стороне. Я никогда не видел их в продаже в США, но их довольно легко найти на eBay и других международных торговых сайтах. Мой сварщик, работающий полный рабочий день, — это довольно простая модель, которую я получил здесь.Здесь можно найти настоятельно рекомендуемый источник для немного более красивой конструкции аппарата для точечной сварки (на фото ниже) с установленными и переносными электродами.
Достаточно распространенный китайский точечный сварщик на уровне хобби
В настоящее время доступны два основных уровня сварщиков: хобби и профессиональный. Хорошая модель для хобби должна стоить около 200 долларов, а хорошая профессиональная модель легко может быть в десять раз дороже. У меня никогда не было профессионального сварщика, потому что я просто не могу оправдать затраты, но у меня есть три разные модели для хобби, и я экспериментировал со многими другими.Их качество очень хорошее, даже на идентичных моделях от одного и того же продавца. К сожалению, доля лимона довольно высока, а это означает, что вы можете выложить более пары сотен долларов за аппарат, который просто не будет работать должным образом (например, мой первый сварщик!). Опять же, это хорошая причина использовать сайт с защитой покупателя, такой как Aliexpress.com.
Сварщик точечной сварки профессионального уровня
Я использую свои сварочные аппараты на 220 В, хотя доступны версии на 110 В. Если у вас есть доступ к 220 В в вашем доме (во многих странах с 110 В есть линии 220 В для сушилок для одежды и других мощных приборов), я бы рекомендовал придерживаться 220 В.По моему опыту, модели на 110 В имеют больше проблем, чем их братья на 220 В. Ваш пробег может отличаться.
Цена покупки часто отпугивает многих, но на самом деле 200 долларов для хорошего точечного сварщика — это неплохо. В целом, расходные материалы для моей первой батареи, включая стоимость таких инструментов, как точечная сварка, в конечном итоге обошлись мне примерно так же, как если бы я купил розничную батарею такой же производительности. Это означало, что в конце концов у меня был новый аккумулятор, и я считал все инструменты бесплатными.С тех пор я использовал их для создания бесчисленного количества батарей и очень сильно сэкономил!
Прежде чем начать
Несколько советов перед началом работы:
Работайте в чистом месте, где нет беспорядка. Когда вы обнажили контакты многих элементов батареи, соединенных вместе, последнее, что вам нужно, — это случайно положить батарею на отвертку или другой металлический предмет. Однажды я чуть не пролил коробку со скрепками на открытую батарею, пытаясь убрать ее с дороги.Я могу только представить фейерверк, который мог бы вызвать.
Надевайте перчатки. Рабочие перчатки, механические перчатки, сварочные перчатки, даже латексные перчатки — просто наденьте что-нибудь. На поверхности вашей кожи может проводиться достаточно высокое напряжение, особенно если у вас даже слегка вспотели ладони. Я достаточно раз чувствовал покалывание, чтобы всегда носить перчатки. Фактически, моя пара для работы с батареями — это старые розовые перчатки для посуды. Они тонкие и обеспечивают большую маневренность, защищая меня от коротких замыканий и искр.
Мои перчатки выбора
Удалите все металлические украшения. Это еще один совет, который я могу дать по своему опыту. Вы не хотите, чтобы контакты на батарее искрились дугой, особенно если это касается вашей голой кожи. У меня такое случалось на моем обручальном кольце, а однажды даже в течение недели на запястье оставался ожог в виде застежки часов. Сейчас все снимаю.
Надевайте защитные очки. Серьезно. Не пропустите это. В процессе точечной сварки нередки разлетаются искры.Не пользуйтесь защитными очками и возьмите очки в стиле химической лаборатории, если они у вас есть — вам понадобится защитный чехол, когда искры начнут отскакивать. У тебя только два глаза; Защити их. Лучше потерять руку, чем глаз. О, если говорить об оружии, я бы порекомендовал длинные рукава. Эти искры причиняют боль, когда попадают на ваши запястья и предплечья.
Хорошо, давайте сделаем аккумулятор для электровелосипеда!
Вы, вероятно, рады начать сварку, но первым делом нужно спланировать конфигурацию вашей батареи.
Большинство аккумуляторов электрических велосипедов имеют диапазон от 24 В до 48 В, обычно с шагом 12 В. Некоторые люди используют батареи с напряжением до 100 вольт, но сегодня мы будем придерживаться батареи среднего размера на 36 В. Конечно, те же принципы применимы к любой батарее напряжения, поэтому вы можете просто увеличить размер батареи, которую я показываю вам сегодня, и построить свою собственную батарею 48 В, 60 В или даже более высокого напряжения.
Чтобы достичь намеченного напряжения 36 В, мы должны последовательно соединить несколько 18650 ячеек.Литий-ионные аккумуляторные элементы номинально рассчитаны на 3,6 или 3,7 В, что означает, что для достижения номинального напряжения 36 В нам потребуется 10 последовательно подключенных элементов. Промышленное сокращение для серии — «s», поэтому этот блок будет известен как «блок 10S» или 10 ячеек, соединенных последовательно, для конечного напряжения блока 36 В.
Затем нам нужно будет подключить несколько ячеек 18650 параллельно, чтобы достичь желаемой емкости блока. Каждая из ячеек, которые я использую, рассчитана на 2 900 мАч. Я планирую подключить 3 ячейки параллельно, чтобы получить общую емкость 2,9 Ач x 3 ячейки = 8.7 Ач. Промышленное сокращение для параллельных ячеек — «p», что означает, что моя окончательная конфигурация блока считается «блоком 10S3P» с окончательной спецификацией 36V 8.7AH.
Большинство имеющихся в продаже пакетов на 36 В имеют емкость около 10 Ач, что означает, что наш пакет будет немного меньше. Мы также могли бы использовать конфигурацию 4p, дающую нам 11,6 Ач, что было бы немного больше и дороже. Конечная емкость полностью определяется вашими потребностями. Больше — не всегда лучше, особенно если вы устанавливаете аккумулятор в ограниченном пространстве.
Затем спланируйте конфигурацию ячейки на компьютере или даже с помощью карандаша и бумаги. Это поможет убедиться, что вы правильно раскладываете свой рюкзак, и покажет окончательные размеры упаковки. На моем нисходящем рисунке ниже я обозначил положительный конец ячеек красным, а отрицательный конец ячеек — белым.
Это очень простой макет, в котором каждый столбец из 3 ячеек подключается параллельно, а затем 10 столбцов подключаются последовательно слева направо.Плата BMS показана в дальнем правом конце упаковки. Вскоре вы увидите, как упаковка, изображенная на рисунке, соберется в реальной жизни.
Ниже я сделал видео, показывающее, как спроектировать расположение ячеек батареи.
Подготовьте клетки
Теперь, когда у нас есть все это надоедливое планирование, давайте приступим к самой батарее. Наше рабочее пространство чистое, все наши инструменты под рукой, у нас есть защитное снаряжение, и мы готовы к работе.Мы начнем с подготовки наших отдельных аккумуляторных элементов 18650.
Проверьте напряжение каждой ячейки, чтобы убедиться, что все они идентичны. Если ваши ячейки поступили прямо с завода, они не должны отличаться более чем на несколько процентных пунктов от одного к другому. Они, вероятно, будут находиться в диапазоне 3,6–3,8 вольт на элемент, поскольку большинство заводов отправляют свои элементы частично разряженными, чтобы продлить срок их хранения.
Если какой-либо элемент батареи значительно отличается от других, НЕ подключайте его к другим элементам.Параллельное соединение двух или более ячеек с разным напряжением вызовет мгновенный и мощный ток в направлении ячейки (ячеек) с более низким напряжением. Это может повредить клетки и даже в редких случаях привести к возгоранию. Заряжайте или разряжайте элемент по отдельности, чтобы он соответствовал другим, или, что более вероятно, просто не используйте его в своем рюкзаке. Причина разницы в напряжении может быть связана с проблемой в ячейке, а вы не хотите, чтобы в вашей батарее была плохая ячейка.
Вот почему я теперь всегда использую ячейки известных брендов.Единственный раз, когда я получал заводские ячейки прямого действия с несовпадающими напряжениями, — это когда я покупал элементы других производителей.
После того, как я проверил все элементы, которые мне нужны, и убедился, что они имеют соответствующее напряжение, мне нравится размещать их на своей рабочей поверхности в той ориентации, которая соответствует намеченному пакету. Это дает мне еще одну последнюю проверку, чтобы убедиться, что ориентация будет работать так, как планировалось, и шанс увидеть реальный размер упаковки без небольшой прокладки и термоусадочной пленки.
Примерно так должна выглядеть пачка, когда батарея разрядится
Подготовьте никель
Мне нравится отрезать большую часть своей никелевой полосы заранее, чтобы я мог просто сваривать прямо, не прерывая поток, чтобы остановить и отрезать больше никеля.Я измерил ширину трех ячеек и отрезал достаточно никелевой полосы, чтобы сварить верхнюю и нижнюю части 10 комплектов по 3 ячейки, то есть 20 полосок никеля шириной по 3 ячейки каждая, плюс пара запасных частей на случай, если я что-нибудь испортил.
Никелевые полосы нарезанные из рулона
Никель на удивление мягкий, поэтому его можно разрезать обычными ножницами. Постарайтесь не сгибать его слишком сильно, так как вы хотите, чтобы он оставался как можно более плоским. Если вы все-таки согнете уголки ножницами, вы легко сможете снова согнуть их пальцем.
Подготовьте параллельные группы к сварке
Вам нужно будет каким-то образом удерживать клетки по прямой линии во время сварки, так как делать это сложнее, чем кажется. У меня есть хорошее приспособление (которое я получил в качестве бесплатного «подарка» при покупке одного из моих сварщиков), чтобы удерживать мои ячейки на прямой линии во время сварки. Однако, прежде чем я его получил, я использовал простую деревянную оправку, которую я сделал, чтобы удерживать клетки, пока я горячим склеил их в прямую линию.
Мой «настоящий» 18650 приспособление для точечной сварки
Мой старый деревянный 18650 приспособление для горячего склеивания
В любом случае работает, но мой оранжевый джиг экономит мне один шаг горячего клея, который просто делает упаковку более чистой.Конечно, все равно после того, как упаковка будет покрыта термоусадочной пленкой, поэтому вы можете использовать любой метод, который вам нравится. Я даже обнаружил, что некоторые из этих цилиндрических лотков для кубиков льда идеально подходят для хранения 18650 ячеек. Если отрезать верхнюю часть, она останется чистой для сварки. Я бы добавил несколько сильных неодимовых магнитов на заднюю часть, чтобы удерживать ячейки на месте, как у моего апельсинового джига, но в остальном это идеальный джиг почти как есть.
Поднос для кубиков льда, который на 18650 идеально подходит для точечной сварки
Пора начинать сварку!
Хорошо, вот момент, которого все так ждали.Давайте сварим наши клетки.
Теперь план игры состоит в том, чтобы сварить параллельные группы из 3 ячеек (или больше или меньше для вашего пакета, в зависимости от того, какую общую емкость вы хотите). Чтобы сварить ячейки параллельно, нам нужно сварить верхнюю и нижнюю части ячеек вместе, чтобы все 3 ячейки имели общие положительные и отрицательные выводы.
Существуют разные модели сварочных аппаратов, но большинство из них работают одинаково. У вас должны быть два медных электрода, расположенных на расстоянии нескольких миллиметров друг от друга на двух плечах, или у вас могут быть портативные датчики.У моей машины есть сварочные рычаги.
Положите никелевую ленту на верхнюю часть ячеек и приподнимите ее к сварочным зондам, чтобы начать сварку
Положите никелевую полосу поверх трех ячеек, убедившись, что она закрывает все три клеммы. Включите сварочный аппарат и установите достаточно низкий ток (если вы используете сварочный аппарат впервые). Выполните пробную сварку, поместив элементы батареи и медную полоску под зонды и поднимая их, пока сварочные рычаги не поднимутся достаточно высоко, чтобы начать сварку.
Вы увидите две точки в местах выполнения сварного шва. Проверьте сварной шов, потянув за никелевую полосу (если вы впервые пользуетесь сварочным аппаратом). Если сварка не снимается под давлением руки или требует большой силы, значит, это хороший сварной шов. Если вы можете легко снять его, включите ток. Если поверхность выглядит обгоревшей или слишком горячей на ощупь, уменьшите силу тока. Полезно иметь запасную ячейку или две для набора мощности вашей машины.
Так должны выглядеть ваши ячейки после первого набора сварных швов
Продолжайте движение вниз по ряду ячеек, нанося сварной шов на каждую ячейку.Затем вернитесь и сделайте еще один набор сварных швов на каждой ячейке. Мне нравится делать 2-3 сварных шва (4-6 точек) на ячейку. Если меньше, сварной шов станет менее надежным; больше, и вы просто нагреете камеру без надобности. Все больше и больше сварных швов не сильно увеличивают токопроводящую способность никелевой ленты. Фактическая точка сварки — не единственное место, где ток течет от ячейки к полосе. Плоский кусок никеля будет касаться всей поверхности крышки ячейки, а не только в точках сварного шва. Так что 6 точек сварки — это достаточно для обеспечения хорошего контакта и соединения.
Вот ячейки с еще парочкой сварных швов
Когда у вас будет 2-3 сварных шва в верхней части каждой ячейки, переверните 3 ячейки и проделайте то же самое с нижней частью 3 ячеек с новым куском никеля. После того, как вы завершите нижние сварные швы, у вас будет одна полная параллельная группа, готовая к работе. Технически это уже батарея 1S3P (1 элемент последовательно, 3 элемента параллельно). Это означает, что я только что создал батарею 3,6 В 8,7 Ач. Их осталось всего девять, и мне хватит, чтобы собрать весь рюкзак.
Теперь приварите таким же образом на противоположной стороне ячеек
Затем возьмите еще 3 ячейки (или столько, сколько вы помещаете в свои параллельные группы) и выполните ту же операцию, чтобы создать другую параллельную группу, аналогичную первой. Тогда продолжай. Я делаю еще восемь параллельных групп, всего 10 параллельных групп.
Ниже я снял видео, в котором показано, как выполнять точечную сварку аккумулятора.
Последовательная сборка параллельных групп
Теперь у меня есть 10 отдельных параллельных групп, и я собираюсь соединить их последовательно, чтобы сделать один аккумулятор для электровелосипеда.
10 параллельных групп, сваренных, никуда не деться…
Когда дело доходит до компоновки, есть два способа собрать ячейки в прямые пакеты (прямоугольные пакеты, как я собираю). Я не знаю, есть ли для этого отраслевые термины, но я называю эти два метода «офсетной упаковкой» и «линейной упаковкой».
Упаковка со смещением приводит к более короткой упаковке, поскольку параллельные группы смещены на половину ячейки, занимая часть пространства между ячейками предыдущей параллельной группы.Однако это приводит к несколько более широкой упаковке, поскольку смещенные параллельные группы простираются в каждую сторону на четверть ячейки больше, чем они имели бы при линейной упаковке. Офсетная упаковка удобна в тех случаях, когда вам нужно разместить упаковку в более короткой области (например, в треугольнике рамы) и не заботиться о штрафе за ширину.
Линейная упаковка, с другой стороны, дает более узкую упаковку, которая в конечном итоге оказывается немного длиннее, чем офсетная упаковка. Некоторые люди говорят, что офсетная упаковка более эффективна, потому что вы можете разместить больше ячеек на меньшей площади, используя пространство между ячейками.Однако офсетная упаковка создает бесполезное пространство на концах параллельных групповых рядов, где между краем упаковки и «более короткими» рядами образуются зазоры. Чем больше аккумуляторный блок, тем меньше занимаемого места занимает по сравнению с общим размером блока, но для большинства блоков разница незначительна. Что касается батареи, я решил использовать офсетную упаковку, чтобы сделать ее короче и легче разместить в небольшой сумке с треугольными чашками.
Когда дело доходит до последовательной сварки параллельных групп, вам необходимо спланировать сварные швы с учетом физических возможностей вашего сварщика.Короткие рукава на моем сварочном аппарате могут достигать глубины только двух рядов ячеек, а это означает, что мне нужно будет добавлять по одной параллельной группе за раз, сваривать ее, а затем добавлять еще одну. Если у вас есть ручные сварочные щупы, теоретически вы можете сварить всю батарею сразу.
И теоретически я бы тебе завидовал.
Поскольку у большинства сварщиков есть такие же руки, как у меня, я покажу вам, как я это сделал. Я начал с горячего склеивания двух параллельных групп вместе со смещением, убедившись, что концы противоположны (по одному положительному и по одному отрицательному на каждом конце, как показано на рисунке).Затем я отрезал кучу никелевых полосок, достаточно длинных, чтобы перемыть два элемента.
Обратите внимание, что параллельные группы выровнены с противоположными полюсами
Я поместил первую параллельную группу положительной стороной вверх, а вторую параллельную группу отрицательной стороной вверх. Я положил никелевые полоски поверх каждого из трех наборов ячеек, соединив положительные клеммы первой параллельной группы с отрицательной клеммой второй параллельной группы, как показано на рисунке.
Затем я наложил по одному комплекту сварных швов на каждый конец ячейки первой параллельной группы, эффективно прихватив три никелевые полоски на месте.Затем я добавил еще один набор сварных швов на каждый из отрицательных выводов второй параллельной группы. Это дало мне 6 сварочных комплектов или по одному сварочному комплекту для каждой ячейки. Наконец, я дополнил эти комплекты одиночных сварных швов еще парой сварных швов на ячейку, чтобы обеспечить хороший контакт и соединение.
Затем я добавил третью параллельную группу после второй, приклеив ее горячим клеем в той же ориентации, что и первая, так что верх упаковки чередуется с положительных клемм на отрицательные и обратно на положительные клеммы вдоль первых трех параллельных групп .
Теперь этот шаг очень важен: Я переверну пакет вверх дном и выполню этот набор сварных швов между положительными крышками на второй параллельной группе и отрицательными клеммами на третьей параллельной группе. По сути, я свариваю на противоположной стороне блока, как и при подключении первых двух параллельных групп. Пропустите несколько изображений, чтобы увидеть полностью сваренный пакет, чтобы понять, как работает система чередующихся сторон.
Почему мы меняем стороны упаковки во время сварки? Мы делаем это, потому что таким образом мы подключаем положительный вывод каждой параллельной группы к отрицательному выводу следующей группы в линии.Вот как работают последовательные соединения: всегда от положительного к отрицательному, от положительного к отрицательному, чередуя их.
Когда мы добавляем четвертую параллельную группу, мы снова приклеиваем ее горячим клеем в противоположной ориентации третьей параллельной группы (и той же ориентации второй параллельной группы), а затем привариваем ее на противоположной стороне, пока мы сваривали между вторая и третья группы (и та же сторона, что мы сварили между первой и второй группами).
Этот шаблон продолжается до тех пор, пока мы не подключим все 10 параллельных групп.В моем случае вы можете видеть, что первая и последняя параллельные группы не приварены к верхней стороне пакета. Это потому, что они являются «концами» блока или основными положительными и отрицательными выводами всего блока 36 В.
Каждая из групп ячеек, не подключенных наверху, подключена снизу
Добавление BMS (системы управления батареями)
Батарейные элементы теперь собраны в большую батарею на 36 В, но мне все еще нужно добавить BMS для управления зарядкой и разрядкой батареи.BMS контролирует все параллельные группы в батарее, чтобы безопасно отключить питание в конце зарядки, одинаково сбалансировать все ячейки и предотвратить чрезмерную разрядку батареи.
BMS не обязательно строго требуется — можно использовать пакет как есть, без BMS. Но это требует очень тщательного контроля за элементами батареи, чтобы избежать их повреждения или создания опасного сценария во время зарядки или разрядки. Это также требует покупки более сложного и дорогого зарядного устройства, которое может сбалансировать все элементы по отдельности.Гораздо лучше использовать BMS, если у вас нет особых причин, по которым вы хотите самостоятельно контролировать свои клетки.
Я выбрал BMS с максимальным током постоянного разряда 30A, чего мне больше не нужно. Хорошо быть консервативным и, если возможно, завышать спецификации вашей BMS, чтобы вы не использовали ее до предела. Моя BMS также имеет функцию баланса, которая поддерживает баланс всех моих ячеек при каждой зарядке. Не все BMS делают это, хотя большинство из них. Будьте осторожны с очень дешевыми BMS, потому что именно тогда вы можете столкнуться с несбалансированной BMS.
Чтобы подключить BMS, нам сначала нужно определить, какой из измерительных проводов (множество тонких проводов) является первым (предназначенным для первой параллельной группы). Ищите пронумерованные провода на одной стороне платы. Моя находится на обратной стороне платы, и я забыл сфотографировать ее перед установкой, но поверьте мне, я заметил, с какого конца начинаются провода датчиков. Вы же не хотите ошибиться и подключить сенсорные провода в неправильном направлении.
Обязательно сверьтесь со схемой подключения вашей BMS, потому что некоторые BMS имеют на один сенсорный провод больше, чем ячейки (например, 11 сенсорных проводов для блока 10S).В этих блоках первый провод идет к отрицательному выводу первой параллельной группы, а все остальные провода — к положительному выводу каждой последующей параллельной группы. Моя BMS имеет только 10 сенсорных проводов, поэтому каждый будет подключаться к положительной клемме параллельных групп.
Схема подключения, поставляемая с моей BMS
Перед тем, как на самом деле подключать BMS к батарее, я приклеил ее горячим клеем к куску пенопласта, чтобы изолировать контакты на нижней части платы, а затем приклеил эту пену к концу батареи.
Затем я взял измерительный провод, обозначенный B1, и припаял его к положительному выводу первой параллельной группы (который также совпадает с отрицательным выводом второй параллельной группы, поскольку они соединены вместе никелевой полосой).
При пайке этих проводов к никелевой полосе старайтесь паять между двумя ячейками, а не непосредственно поверх ячейки. Это удерживает источник тепла дальше от фактических концов элементов и вызывает меньший нагрев элементов батареи.
Затем я взял свой второй сенсорный провод (или ваш третий сенсорный провод, если у вас на один сенсорный провод больше, чем параллельных групп) и припаял его к положительной клемме второй параллельной группы. Опять же, обратите внимание, что я припаиваю этот провод к никелю между ячейками, чтобы избежать прямого нагрева любой ячейки.
Я продолжил со всеми 10 проводами считывания, поместив последний на положительный вывод 10-й параллельной группы. Если вы не уверены, какие группы к каким группам относятся, или запутались, используйте цифровой вольтметр, чтобы дважды проверить напряжения каждой группы, чтобы вы знали, что подключаете каждый провод к правильной группе.
Последним этапом подключения BMS является добавление проводов заряда и разряда. И положительный, и разрядный провод батареи будут припаяны непосредственно к положительной клемме 10-й параллельной группы. Провод отрицательного заряда будет припаян к C-контактной площадке BMS, а отрицательный разрядный провод будет припаян к P-контактной площадке BMS. Мне также нужно добавить один провод от отрицательной клеммы первой параллельной группы к B-контактной площадке BMS.
Вы заметите, что для своих зарядных проводов я использовал провода большего диаметра, чем сенсорные провода, поставляемые с BMS.Это потому, что зарядка будет передавать больше тока, чем эти сенсорные провода. Кроме того, вы заметите, что разрядные провода (включая контактную площадку B до отрицательной клеммы блока) — самые толстые из всех проводов, так как они будут нести всю мощность всей батареи во время разряда. Я использовал 16 AWG для зарядных проводов и 12 AWG для разрядных проводов.
На следующих фотографиях вы также заметите, что мои провода заряда и разряда обмотаны на концах изолентой.Это сделано для того, чтобы они случайно не соприкоснулись друг с другом и не замкнули аккумулятор. Мой друг недавно посоветовал мне другой (и, вероятно, лучший) вариант предотвращения коротких замыканий: сначала добавьте разъемы к проводам, а затем припаяйте их к блоку и BMS. Дох!
Ниже я сделал видео, показывающее, как добавить BMS к литиевой батарее.
Уплотнение аккумулятора электровелосипеда своими руками с помощью термоусадки
Этот шаг не обязателен.Вам следует как-то герметизировать батарею, чтобы предотвратить короткое замыкание на весь этот незащищенный никель, но не обязательно, чтобы был с термоусадочной пленкой . Некоторые люди используют клейкую ленту, полиэтиленовую пленку, ткань и т. Д. Однако, на мой взгляд, термоусадочная пленка — лучший метод, потому что она не только обеспечивает в значительной степени водостойкое (хотя и не водонепроницаемое) уплотнение, но также обеспечивает постоянное и равномерное давление на все ваши соединения и провода, что снижает риск повреждения от вибрации.
Перед тем, как запечатать батареи термоусадочной пленкой, я предпочитаю обернуть их тонким слоем поролона для дополнительной защиты.Это помогает предохранить концы ваших элементов от осколков, если аккумулятор подвергнется грубому обращению, что может произойти случайно в виде упавшего аккумулятора или аварии электровелосипеда. Пена также помогает гасить вибрации, которые аккумулятор испытывает на велосипеде.
Нарезка поролона по размеру перед упаковкой
Я использую белую крафтовую пену толщиной 2 мм и вырезаю фигуру немного больше моей сумки. Заворачиваю и заклеиваю изолентой. Он не должен быть красивым, он просто должен покрывать всю стаю.Ваш следующий шаг скроет пену из поля зрения.
Далее идет термоусадочная трубка. Трудно найти термоусадочную трубку большого диаметра, и мне повезло с большим количеством разных размеров от китайского поставщика, прежде чем у него закончились поставки. Лучше всего проверить такие сайты, как eBay, на наличие коротких термоусадочных материалов нужного вам размера.
Небольшое примечание: когда вы переходите к термоусадке больших размеров, метод определения размера часто меняется от ссылки на диаметр трубки на ссылку на плоскую ширину (или половину окружности, когда она находится в круге).Это связано с тем, что при таких больших размерах это больше не трубка, а два плоских листа, соединенных вместе, вроде конверта. Помните об этом и знайте, какой размер указан, когда вы покупаете термоусадочную трубку большого диаметра.
Существуют формулы для расчета точного размера необходимой термоусадки, но я часто нахожу их слишком сложными. Вот как я определяю, какой размер мне нужен: беру высоту и ширину упаковки, складываю их и запоминаю это число.Размер термоусадки, который вам нужен, если измерять его по ширине плоскости (половина окружности), находится между тем числом, которое вы нашли, и удвоенным значением (или, в идеале, между немного большим, чем это число, до чуть меньше, чем вдвое больше).
Почему эта формула работает? Подумайте об этом: термоусадка (если не указано иное) обычно имеет коэффициент усадки 2: 1, поэтому, если мне нужно что-то, что меньше чем вдвое превышает окружность (или, скорее, периметр, так как моя упаковка на самом деле не круг) моей упаковки. Поскольку термоусадка большого диаметра указывается для размеров половинной окружности (плоской ширины), и я хочу, чтобы термоусадка была немного больше, чем периметр моей упаковки, то я знаю, что мне нужно, чтобы размер половины окружности был немного больше, чем половина периметра моего рюкзака, равная высоте плюс ширина моего рюкзака.
Это может показаться запутанным, поэтому давайте говорить в реальных числах. Мой рюкзак примерно 70 мм в высоту и примерно 65 мм в ширину. Это означает, что половина периметра моего рюкзака составляет 70+ 65 = 135 мм. Поэтому мне нужна термоусадочная трубка с плоской шириной (или половиной окружности) от 135 до 270 мм, или, чтобы быть безопаснее, от 150 до 250 мм. И если возможно, я хочу быть на меньшем конце этого диапазона, чтобы термоусадка была более плотной и удерживалась более прочной. К счастью, у меня есть термоусадочная трубка 170 мм, которая отлично подойдет.
Еще одно замечание о термоусадке большого диаметра: если не указано иное, этот материал обычно дает усадку примерно на 10% в продольном направлении, поэтому вам нужно немного прибавить к длине, чтобы учесть как перекрытие, так и продольную усадку.
Но есть еще одна проблема: теперь, если я просто засуну свой рюкзак в какую-нибудь термоусадочную трубку, у меня останутся открытые концы. Конструктивно это более или менее нормально, хотя не будет водонепроницаемым и будет выглядеть немного менее профессионально.
Итак, я собираюсь сначала использовать более широкий (285 мм, если быть точным), но более короткий кусок термоусадочной пленки, чтобы обернуть упаковку в длинном направлении. Это сначала закроет концы, а затем я смогу вернуться с моим длинным и тонким кусочком термоусадки, чтобы покрыть всю длину упаковки.
Если у вас нет настоящего теплового пистолета, вы можете использовать сильный фен. Не все фены подойдут, но модель моей жены на 2000 ватт великолепна. У меня есть настоящая тепловая пушка, но я предпочитаю использовать ее фен, потому что у него более тонкие элементы управления и более широкая мощность.Только не испачкай фен своей жены!
Надевание и усадка второго слоя
Теперь вся моя упаковка запаяна в термоусадочную пленку, а провода выходят из шва между двумя слоями термоусадочной пленки. Я мог бы остановиться здесь, но с чисто эстетической точки зрения мне не особенно понравилось, как там упала усадка на выход провода. Поэтому я взял третий кусок термоусадочной пленки того же размера (285 мм), что и первый кусок, и еще раз прошел вокруг длинной оси упаковки, чтобы плотно прижать провода к концу упаковки.
В результате получилось три слоя термоусадочной пленки, что составляет одну очень защищенную батарею!
Ниже я сделал видео, показывающее, как термоусадку литиевой батареи.
Последние штрихи
Единственное, что осталось сделать на этом этапе, — это добавить разъемы, если вы не сделали это до того, как припаяли провода, что я действительно рекомендую сделать. Но, конечно, я этого не сделал, поэтому добавил их на этом этапе, стараясь не закоротить их, подключая только один провод за раз.
Доллар за весы
Вы можете использовать любые разъемы, какие захотите. Я большой поклонник разъемов Anderson PowerPole для разрядных проводов. Я использовал этот другой разъем, который был у меня в контейнере для запчастей, для разрядных проводов. Я не знаю, как называется этот тип коннектора, но если кто-то хочет сообщить мне об этом в разделе комментариев, это будет здорово!
Вы также можете добавить этикетку или другую информацию снаружи рюкзака, чтобы придать ему профессиональный вид. По крайней мере, неплохо было бы хотя бы написать на упаковке напряжение и емкость.Особенно, если вы сделаете несколько нестандартных аккумуляторов, это гарантирует, что вы никогда не забудете правильное напряжение заряда для батареи.
Вначале вы также захотите протестировать аккумулятор с довольно небольшой нагрузкой. Попробуйте совершить легкую поездку на первых нескольких зарядках или, что еще лучше, используйте разрядник, если он у вас есть. Я построил нестандартный разрядник из галогенных лампочек. Это позволяет мне полностью разряжать батареи на разных уровнях мощности и измерять выходную мощность. Эта конкретная батарея дала 8.54 Ач в первом цикле разряда при скорости разряда 0,5 с, или около 4,4 А. Этот результат на самом деле довольно хороший и соответствует средней емкости отдельного элемента около 2,85 Ач, или 98% от номинальной емкости.
Производители обычно оценивают емкость своих элементов при очень низкой скорости разряда, иногда всего 0,1 с, когда элементы работают с максимальной производительностью. Так что не удивляйтесь, если вы используете только 95% или около того от заявленной емкости ваших ячеек во время реальных разрядов. Этого следовало ожидать.Кроме того, ваша емкость, вероятно, немного вырастет после первых нескольких циклов зарядки и разрядки, поскольку элементы сломаются и уравновесятся друг с другом.
Я не включил в эту статью раздел о зарядке, поскольку речь шла только о том, как собрать литиевую батарею. Но вот видео, которое я сделал, показывает, как выбрать подходящее зарядное устройство для литиевой батареи.
Теперь ваша очередь!
Теперь у вас есть вся информация, которая может вам понадобиться, чтобы сделать собственный литиевый аккумулятор для электровелосипеда.Возможно, вам все еще понадобится несколько инструментов, но, по крайней мере, у вас есть знания. Не забывайте делать это медленно, все распланируйте заранее и наслаждайтесь проектом. И не забывайте свое защитное снаряжение!
Видеоверсия моего практического руководства:
Если вы похожи на меня, то вам нравится слышать и видеть, как что-то делается, а не просто читать о них. Вот почему я также снял видео, показывающее все шаги, которые я сделал здесь, в одном видео. Батарея, которую я собираю в этом видео, не такая же, но похожая.Это аккумулятор на 24 В, 5,8 Ач для небольшого маломощного электровелосипеда. Но вы можете просто добавить больше ячеек, чтобы получить пакет с более высоким напряжением или большей емкостью в соответствии с вашими потребностями. Посмотрите видео ниже:
Я оставлю вам немного больше вдохновения
Теперь я уверен, что вы все в восторге от создания собственной аккумуляторной батареи. Но на всякий случай я собираюсь оставить вам потрясающее видео, в котором производитель аккумуляторов Дамиан Рене из Мадрида, Испания, строит очень большой, очень профессионально сконструированный аккумулятор 48 В 42 Ач из 18650 ячеек.О том, как он построил эту батарею, можно прочитать здесь. (Также обратите внимание на видео, как он хорошо использует средства защиты!)
кредит изображения 1, 2, 3,
.