Cura — оптимизация настроек ретракта
Добавлено в закладки: 6
Что такое ретракт и для чего он нужен
Ретракт – это откат прутка в экструдере (всасывание нити в сопло) при переходе с одного островка печати на другой. Ретракт нужен для снижения количества артефактов (нитей, козюлек, пупырышек) на внешней поверхности детали.
Кому он мешает и для чего его регулировать?
Обычно проблемы возникают при использовании некачественного пластика для печати. В большинстве случаев это касается PLA пластика, но встречаются проблемы и с ABS прутком. При частых ретрактах экструдер может перетереть пруток и он перестанет поступать в сопло.
Какие цели?
Уменьшить частоту ретрактров (откатов) без потери или с частичным ухудшением (в тяжёлых случаях) качества наружной поверхности детали.
Где находятся настройки ретракта (отката) в слайсере Cura?
Рассмотрим главное окно и вкладку “Основные” настройки
1.
2. Кнопа вызова Подробных настроек ретракта (отката)
3. Изменение вида детали на послойный. Стоят стандартные настройки.
Меняем вид на послойный и открываем окно с Подробными настройками ретракта (отката)
Чёрным квадратом справа я показал ползунок выбора слоя печати для просмотра и исследования.
Что обозначают разные цвета на послойном просмотре?
- Красный – внешняя граница. В настройках ретракта она называется Skin
- Зелёный – внутренняя граница.
- Жёлтый – заполнение.
- Синие линии – холостые переходы сопла без выдавливания пластиковой нити
- Вертикальные синие столбики – это и есть места совершения ретракта (отката). Обозначил чёрным эллипсом.

Начинаем исследование
Для начала отключим ретракт и посмотрим, что выйдет.
Время печати уменьшилось и пропали синие столбики ретракта.
Теперь включаем ретракт и смотрим на стандартные настройки.
Минимальное перемещение – 1,5 мм. Включить обход – “Выключено”.
Столбиков ретракта много и время печати большое.
Изменим Включить обход на “Все”.
Теперь количество ретрактов очень маленькое, а сопло старается не выходить за контур детали при холостом ходе без выдавливания пластиковой нити. Время тоже снизилось. В этом режиме сопло избегает ретракта всеми возможными путями, что может негативно сказываться на качестве наружной поверхности детали.
А теперь включим в Включить обход – “No Skin”. Это самый качественный и при этом экономичный режим работы ретракта (отката).
Это самый качественный и при этом экономичный режим работы ретракта (отката).
Количество ретрактов возросло, но при обходе сопло не проходит по внешней границе (Skin), что уменьшает количество возможных артефактов на видимых поверхностях детали.
Дополнительно снизить частоту ретрактов можно увеличением параметра Минимальное перемещение (мм). Поставим 8 мм.
Что мы видим? Частота реально снизилась, но местами качество поверхности может немного пострадать. На таких настройках я печатаю ABS пластиком на Mendel90 – болт экструдера меньше забивается пластиковой пылью и возрастает стабильность получения допечатанной детали.
В “Продвинутых” настройках есть ещё два параметра влияющих на ретракт.
Скорость (мм/с) – скорость с которой отдёргивается пруток при ретракте. При уменьшении скорости снижается вероятность прогрызания экструдером прутка, а также это повышает вероятность появления артефактов на детали.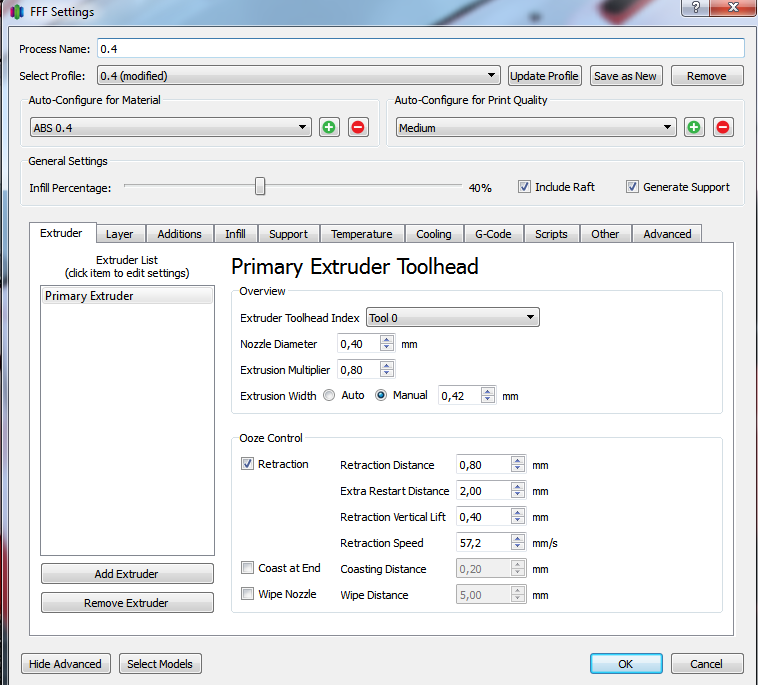
Расстояние (мм) – длина прутка участвующая в ретракте. При частых ретрактах и большом значении параметра “Расстояние” велика вероятность перетирания прутка экструдером. При малом значении снижается эффективность ретракта и увеличивается количество артефактов.
Теперь Вы знаете методы воздействия на ретракт.
Всем удачи и стабильной печати!
Ссылка на обсуждение статьи на форуме
Метки: Cura, ретракт  
2015-10-23  
  
Раздел: Настройка, Слайсеры  
LugRap: 3D Печать, 3D Принтеры и другие приключения в стране RepRap планеты DIY: Руководство Slic3r
СкоростьПосле того как 3D принтер начал печатать с хорошим качеством хочется увеличить скорость.
 Делая это мы получаем несколько преимуществ, наиболее очевидным из которых, является то что результат мы получаем быстрее, но также быструю печать можно использовать при меньшей толщине слоя, что улучшает восприятие качества 3D печати. Дополнительным преимуществом является быстрое перемещение когда нет печати, т.е. между объектами, что может уменьшить эффект просачивания (oozing).
Делая это мы получаем несколько преимуществ, наиболее очевидным из которых, является то что результат мы получаем быстрее, но также быструю печать можно использовать при меньшей толщине слоя, что улучшает восприятие качества 3D печати. Дополнительным преимуществом является быстрое перемещение когда нет печати, т.е. между объектами, что может уменьшить эффект просачивания (oozing). Лучше всего увеличивать значения скоростей небольшими шагами и оценивать эффект каждого изменения на качество 3D печати. Безопасно начать со скорости перемещения (Travel speed), и не так уж нереально достичь скорости до 250мм/с (если ваш принтер выдержит это). Настройка скорости периметра, заполнения доступно и в упрощенном режиме, и основное правило это задавать скорость периметра немного медленнее чем заполнения в целях снижения возможных дефектов на поверхности (заполнение может быть быстрее потому что небольшие пробелы не имеют особого значения).
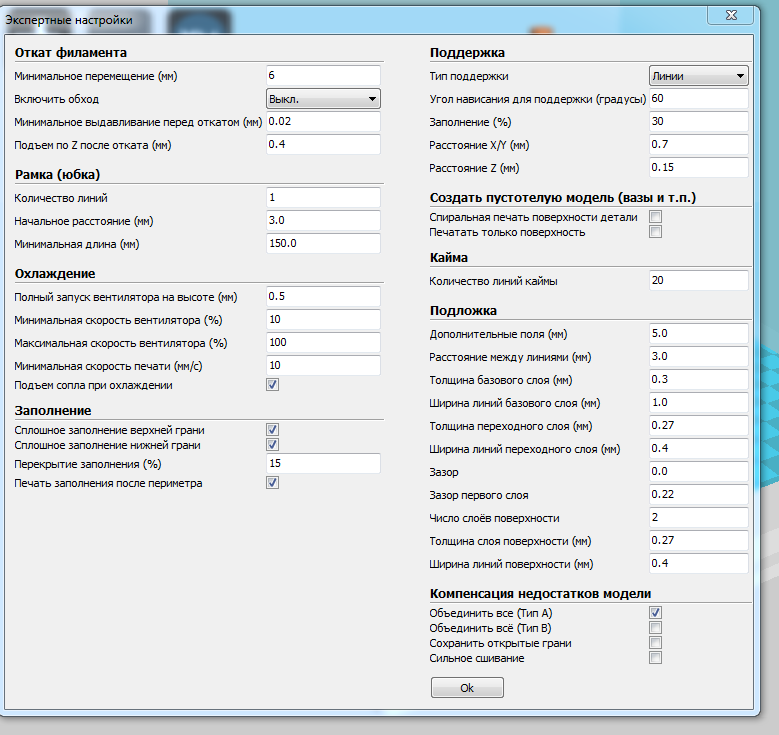
Режим эксперта предлагает больше параметров настройки для улучшения скорости печати.
 Доступно дифференцирование между внешним, малым и другими периметрами, заполнением областей, и мосты и пробелы, так же как возможность замедлить первый слой.
Доступно дифференцирование между внешним, малым и другими периметрами, заполнением областей, и мосты и пробелы, так же как возможность замедлить первый слой.Настройки скорости в режиме эксперта
Там где указано можно задавать значения в процентах. Это зависит от предыдущего значения, например 50% сплошной заливки (solid infill) будет половина значения определенного в заполнении (infill).
Несколько общих рекомендаций для каждого значения:
- Perimeters — В режиме эксперта этот параметр может быть немного больше параметра External perimeters чтобы быть уверенным в отсутствии дефектов на внешней поверхности.
- Small perimeters — Предназначен для отверстий, площадок и мелких деталей, здесь рекомендуется более медленная скорость.
- External perimeters — Немного медленное значение может обеспечить чистую поверхность.
- Infill — Так быстро как только можете без нарушения целостности структуры. Быстрая экструзия может разрываться или могут появляться узкие (слабые) места.
- Solid infill — Нижняя часть модели, и другие сплошные слои, обычно немного медленнее чем заполнение (infill), но быстрее чем периметры.
- Top solid infill — Дает время для экструзии чтобы чисто покрыть предыдущий верхний слой и приводит к аккуратной верхней поверхности, последние несколько слоев красиво покрывают структуры мостов, подготавливая основу для аккуратной финишной отделки.
- Support material — В основном поддерживающие структуры быстрые и грязные, и такой длины чтоб быть в состоянии поддерживать основу, они могут печататься так быстро как только возможно.
- Bridges — Диапазон расстояний для экструзии мостов зависит от материала и охлаждения. Слишком медленное движение приведет к провисанию, слишком быстрое приведет к обрывам нити. Скорость 3D печати мостов подбирается экспериментально, но в целом мосты печатаются медленнее периметров.
- Gap fill — Заполнение небольших областей (мелким зигзагом) на большой скорости приводит к тряске 3D принтера и может появиться резонанс, что приведет к диаметрально противоположному эффекту. Небольшое значение здесь может оградить от такого эффекта. Задание ноля полностью запрещает заполнение маленьких областей.
- Travel — Так быстро как позволяет ваш 3D принтер для минимизации сочения пластика.
- First layer speed — Как упоминалось в разделе, очень важно чтобы первый слой лег правильно, и чрезвычайно помогает медленный темп. Задание значения 50%, или даже меньше, может жействительно помочь.
 Быстрая экструзия может разрываться или могут появляться узкие (слабые) места.
Быстрая экструзия может разрываться или могут появляться узкие (слабые) места.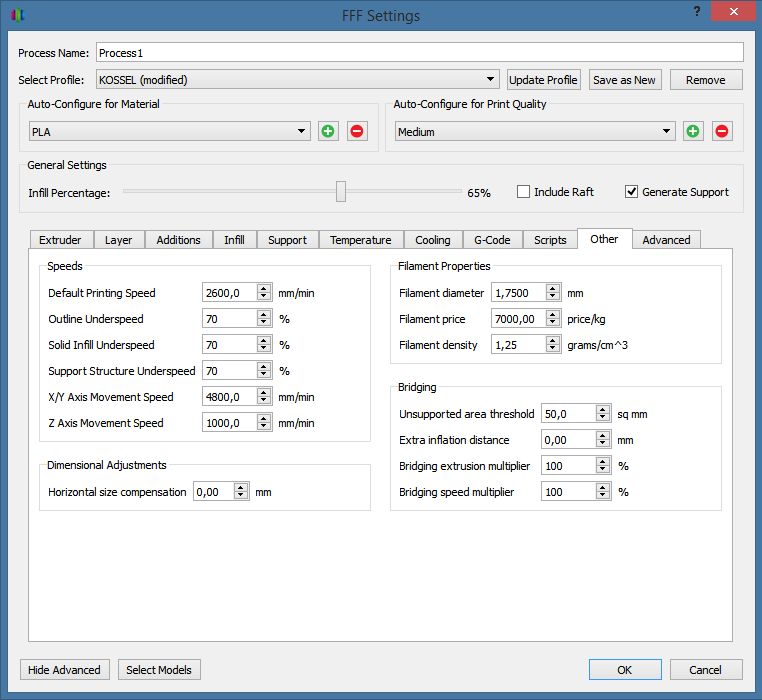
Acceleration controll это расширенная настройка которая позволяет настраивать ускорения для периметров, заливки, мостов, а также настройки по умолчанию. Решение какие значения задавать зависит от возможностей 3D принтера . Любые значения заданные в прошивке, будут хорошим началом.
Примите во внимание любые ограничения накладываемые прошивкой, где многие значения скоростей максимально безопасны для каждой оси.
Шаблоны Заполнения и Плотность
При выборе шаблона заполнения нужно принимать во внимание: жесткость объекта, время и материал, личные предпочтения. Логично предположить что более сложный шаблон будет требовать больше движений, и соответственно займет больше времени и материала.
Настройки шаблона заполнения
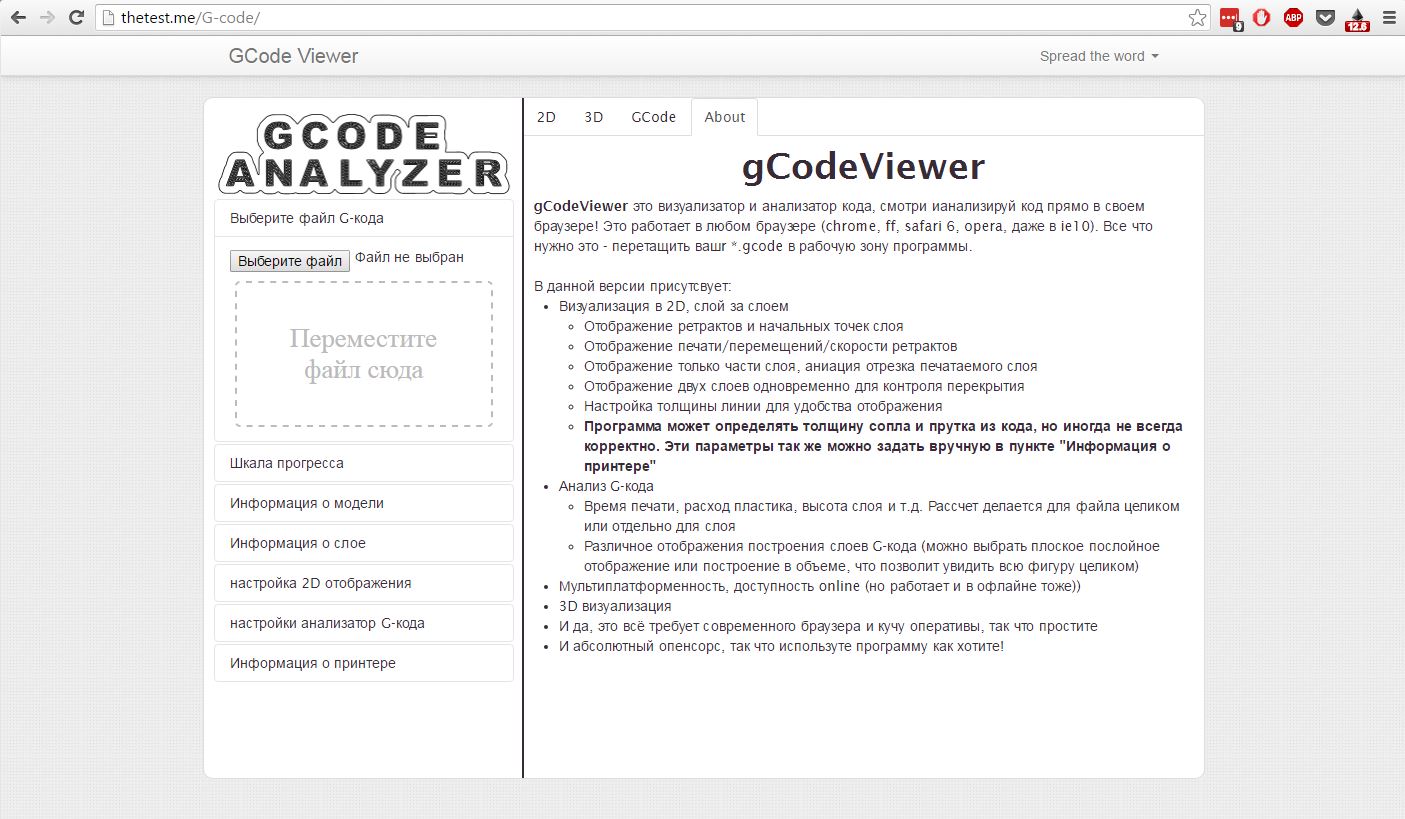
Slic3r предлагает несколько шаблонов заполнения, четыре обычных, и три более экзотических. Цифры в скобках под каждым рисунком являются грубой оценкой используемого материала и затраченного времени для кубика со сторонами 20мм, взятые с http://gcode.ws. Примите во внимание что это лишь ориентировочные значения, и что на время и количество материала может повлиять сложность модели и другие факторы.
Шаблон заполнения: : Line (344.51mm / 5m:20s)
Шаблон заполнения: Rectilinear (350.57mm / 5m:23s)
Шаблон заполнения: Concentric (351. 80mm / 5m:30s)
80mm / 5m:30s)
Шаблон заполнения: Honeycomb (362.73mm / 5m:39s)
Шаблон заполнения: Hilbert Curve (332.82mm / 5m:28s)
Шаблон заполнения: Archimedean Chords (333.66mm / 5m:27s)
Шаблон заполнения: Octagram Spiral (318.63mm / 5m:15s)
Некоторые типы моделей более подходят для определенного шаблона, например органические механические типы. Рисунок показывает как заполнение сотами более подходит этой механической детали, потому что каждая сота связана с такой же ниже лежащей сотой в каждом слое, формируя жесткую вертикальную структуру.
Сравнение шаблона заполнения сложной детали.
Слева направо: honeycomb, line
Большинство моделей требуют низкую плотность заполнения, использование более чем скажем, 50% произведет более плотную модель в которой используется больше материала чем требуется.
 По этим причинам общий диапазон плотности для шаблонов между 10% и 30%, однако требования к модели будут определять какая плотность лучше. Рисунок показывает как меняются шаблоны с увеличением плотности.
По этим причинам общий диапазон плотности для шаблонов между 10% и 30%, однако требования к модели будут определять какая плотность лучше. Рисунок показывает как меняются шаблоны с увеличением плотности.Шаблоны заполнения с разной плотностью.
Слева на право: 20%,40%,60%,80%.
Сверху вниз: Honeycomb, Concentric, Line, Rectilinear, Hilbert Curve, Archimedean Chords, Octagram SpiralОптимизация Заполнения
Slic3r содержит несколько расширенных настроек заполнения, которые могут помочь получить лучший результат.
Расширенные настройки заполнения
- Infill every n layers — Произведет редкие вертикальные заполнения пропуская заданное число слоев. Это может быть использовано для ускорения времени 3D печати где пропущенные заполнения допустимы.
- Only infill where needed — Slic3r проанализирует модель и выберет где заполнение необходимо для того чтобы поддержать внутренние потолки и свесы. Полезно для уменьшения времени и материалов.
- Solid infill every n layers — Принудительная сплошное заполнение каждое заданное число слоев. Ноль запрещает эту опцию.
- Fill angle — По умолчанию угол шаблона заполнения модели 45° чтобы обеспечить лучшее прилипание к стенкам структур. Заполняющие нити пластика, которые работают рядом с периметром подвержены деламенации под нагрузкой. Некоторые модели могут выиграть от изменения угла заполнения, для обеспечения оптимального направления экструзии.
- Solid infill threshold area — Маленькие площади в модели обычно лучше всего заполнять полностью для достижения структурной целостности. Однако это занимает больше времени и материала, и в результате могут быть необязательные сплошные заполнения. Настраивайте этот параметр в зависимости от ваших нужд.
- Only retract when crossing perimeters — Ретракт, для избежания просачивания, необязателен если экструдер остается в пределах модели. Заботится о нем стоит если печатаемый материал чрезмерно просачивается, не использование ретракта может привести к достаточной потере материала, чтобы повлиять на качество последующей экструзии. Однако, большинство современных 3D принтеров и материалов редко подвержены таким экстремальным проблемам с просачиванием.
- Infill before perimeters — Изменяет порядок печати слоя. Обычно периметр укладывается сначала, потом заполнение, и это как правило предпочтительней, так как периметр служит стеной содержащей заполнение.
 Полезно для уменьшения времени и материалов.
Полезно для уменьшения времени и материалов. Однако, большинство современных 3D принтеров и материалов редко подвержены таким экстремальным проблемам с просачиванием.
Однако, большинство современных 3D принтеров и материалов редко подвержены таким экстремальным проблемам с просачиванием.К сожалению выдавливаемый материал имеет очень высокую растекаемость, он будет просачиваться из сопла между экструзиями. В Slic3r есть несколько параметров которые могут помочь исправить это.
Настройки ретракта, находящиеся на вкладке Printer, говорят 3D принтеру втянуть нить обратно между движениями экструзии. Это снижает давление в сопле, что уменьшает сочение. После перемещения реткракт реверсируется для приготовления экструдера к следующей экструзии.
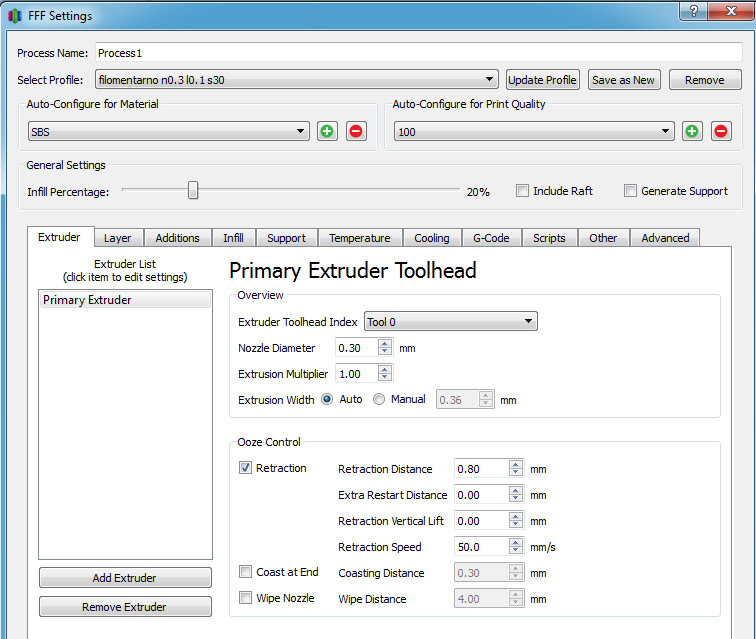
Настройки ретракта
- Lenght — Количество миллиметров ретракта. Заметьте что измерение берется из нити на входе в экструдер. Рекомендуемое значение от 1 до 2мм. Bowden экструдер возможно потребует поднять до 4 или 5мм из-за гистерезиса вводимого трубкой.
- Lift Z — Поднимает весь экструдер по оси Z на несколько миллиметров во время каждого перемещения. Это может быть полезно чтобы быть уверенным что сопло не зацепит уже проложенную нить, однако это обычно не требуется и снижает скорость 3D печати. Значения в 0.1мм обычно достаточно.
- Speed — Скорость на которой двигатель экструдера будет втягивать нить. Значение должно быть задано таким быстрым, какое может выдержать экструдер без пропуска шагов, и лучше поэкспериментировать с этим значением чтобы найти самую быструю и возможную скорость ретракта.
- Extra lenght on restart — Добавляет дополнительную компенсирующую длину нити после ретракта. Этот параметр редко используется, однако если на напечатанной детали видно что не достаточно материала после ретракта, тогда будет полезно добавить небольшое количество дополнительного материала.
- Minimum travel after retraction — Запуск ретракта после очень коротких перемещений обычно ненужно, так как просачивания обычно незначительны и это замедляет печать. Задайте число миллиметров минимального расстояния которое сопло должно пройти до применения ретракта. Если принтер хорошо справляется с просачиванием, это значение может быть увеличено до 5 или 6мм.
- Retract on layer change — Перемещение по оси Z также необходимо учитывать при борьбе с просачиванием, в противном случае могут появится капли. Рекомендуется оставить этот параметр включенным.
- Wipe before retract — Перемещает сопло во время ретракта, что уменьшает шансы появления капель.
 Заметьте что измерение берется из нити на входе в экструдер. Рекомендуемое значение от 1 до 2мм. Bowden экструдер возможно потребует поднять до 4 или 5мм из-за гистерезиса вводимого трубкой.
Заметьте что измерение берется из нити на входе в экструдер. Рекомендуемое значение от 1 до 2мм. Bowden экструдер возможно потребует поднять до 4 или 5мм из-за гистерезиса вводимого трубкой.
- Only retract when crossing perimeters (Infill) — Говорит Slic3r производить ретракт только когда сопло пересекает только что экструдированный участок. Незначительное просачивание внутри стенок детали не видны и обычно могут быть допустимы.
- Avoid crossing perimeters (Layer and perimeters — Advanced) — Заставляет сопло двигаться вдоль периметра как только возможно чтобы минимизировать число необходимых пересечений при движении вокруг и между областями. Это негативно влияет на генерацию G-code и время печати.
- Randomize starting points (Layer and perimeters — Vertical shells) — Так как экструдер движется до начала следующего слоя, любые просачивания могут создавать капли. Если используется та же самая точка для начала каждого слоя, то может образовываться шов вдоль объекта. Этот параметр перемещает начальную точку в разные положения каждого слоя.

Смотрите также: Последовательность печати для других методик которые позволяют минимизировать формирование нитей между объектами.
Юбка (Skirt)Настройка Skirt добавляет дополнительную экструзию вокруг детали на небольшом расстояние от периметра. Это дает уверенность что материал вытекает гладко из экструдера до того как начнется собственно печать модели.

Настройки юбки
- Loops — Количество кругов которые должны быть завершены до начала печати модели. Одной петли обычно достаточно.
- Distance from object — Расстояние в миллиметрах между объектом и юбкой. По умолчанию 6мм достаточно.
- Skirt height — Число слоев укладываемых в юбку. Для уверенности что материал вытекает гладко, одного слоя достаточно, однако функция юбки может быть использована для построения стенки вокруг объекта в случае если он должен быть защищен от сквозняков.
- Minimum extrusion lenght — Задает минимальное число миллиметров которым юбка должна быть, если контура вокруг объекта будет не достаточно.
Температура играет ключевую роль в качестве печати. Слишком горячо и материал деформируется, слишком холодно и слипание слоев может быть проблемным. Применение охлаждения позволяет свежеуложенному материалу достаточно затвердеть, чтобы обеспечить хорошую базу для следующего слоя, помогая при нависающих объектах, мелких деталях и мостах.
Методика обдува
Рисунок показывает методику адаптированную от Slic3r. Читать справа налево, когда граница минимальной скорости вентилятора (#2) достигнута, вентилятор включается. Увеличение интенсивности по мере уменьшения времени на слой. Скорость 3D печати остается постоянной пока приблизительное время печати упадет ниже определенного порога (#1), это когда скорость печати уменьшается пока не достигнет минимального значения.
Вентиляторы
Большинство плат электроники и прошивок позволяют использовать дополнительный вентилятор через отдельный коннектор. Из Slic3r это может быть встроено в G-code, включить или выключить в зависимости от модели, и вращать с разной скоростью.
Нужно позаботиться о расположении вентилятора так чтобы он не охлаждал нагреваемый стол больше чем нужно. Он также не должен охлаждать нагревательный блок хот-энда, так чтобы не заставлять его делать лишнюю работу и растрачивать в пустую энергию. Движение воздуха должно быть направлено на сопло, обтекая только что выдавленный материал. Воздуховод должен помочь направлять поток правильно, и существует несколько дизайнов доступных онлайн, для широкого числа принтеров.
Замедление
Slic3r может указать принтеру замедлиться если приблизительное время на слой превышает определенный порог.
Необходимо соблюдать осторожность поскольку ожидаемый эффект может быть снижен, если сопло не достаточно далеко перемещается от только что выдавленного пластика, проблемой могут стать мелкие детализированные слои. По этим причинам рекомендуется использовать вентилятор где возможно.
Настройки
Упрощенный режим позволяет выбрать оптимальные настройки и для вентилятора и для скорости.
 Режим эксперта дает более детальные настройки.
Режим эксперта дает более детальные настройки.Расширенные настройки обдува.
- Fan speed — Определяет минимальную и максимальную скорости — полезно для вентиляторов которые дуют слишком сильно по умолчанию.
- Bridges fan speed — Когда материал протягивается над широкими пробелами, имеет смысл обдувать как можно сильнее, здесь рекомендуется максимальная скорость вентилятора.
- Disable fan for first n layers — Ранее подробно рассказано почему так важен первый слой, и также имеет смысл не включать вентилятор пока нет уверенности что печатаемая деталь безопасно прикреплена к столу. Держать вентилятор выключенным первые два или три слоя это хорошая идея.
- Keep fan always on — Перекрывает любые другие варианты и вентилятор всегда включен, по крайней мере на минимальной скорости. Это может быть полезно когда печать идет PLA, но не рекомендуется для ABS.
- Enable fan if print time is below t seconds — Включается вентилятор если слой будет закончен в пределах заданного числа секунд.
- Min print speed — Нижний предел как медленно слой может быть напечатан.

Поддержки
В основном, большинство 3D моделей будут печататься без нависающих частей до определенного угла. Угол определяется несколькими факторами, в первую очередь высотой слоя и шириной экструзии, и приблизительно равен 45°. Для моделей с большим нависанием под ними должна быть напечатана поддерживающая структура. Это влечет за собой использование большего количества материала, увеличение времени 3D печати, и послепечатную очистку.
Настройки поддерживающих структур
Самое первое что нужно сделать, это активировать функцию поддерживающих структур выбрав флажок Generate support material. Задав нулевое значение в параметре Overhang threshold вы говорите Slic3r чтобы он определил места для поддержек автоматически, в противном случае будет использован заданный угол. Генерирование поддержек представляет собой сложную тему, и есть несколько аспектов которые определяют оптимальную поддержку, настоятельно рекомендуется задать порог в нулевое значение и позволить Slic3r определить необходимые поддержки.
 Небольшие модели, а также те у которых небольшие отпечатки, могут иногда сломаться или отклеиться от стола. Поэтому опция Enforce support вызовет печать поддержек для заданного числа слоев, независимо от порогового значения угла.
Небольшие модели, а также те у которых небольшие отпечатки, могут иногда сломаться или отклеиться от стола. Поэтому опция Enforce support вызовет печать поддержек для заданного числа слоев, независимо от порогового значения угла.Для демонстрации шаблонов заполнения модель minimug была повернута на 45° вдоль оси X, как показано на рисунке.
Модель minimug, повернутая на 45°.
Как и в случае заполнения, существует несколько шаблонов для поддерживающих структур.
Шаблон заполнения поддержки: Rectilinear
Шаблон заполнения поддержки: Rectilinear Grid
Шаблона заполнения поддержки: Honeycomb
Patern Spacing определяет расстояние между линиями поддержки, сродни плотности заполнения и может быть заданно только в миллиметрах. При изменении этого параметра следует принимать во внимание ширину экструзии поддержек и количество материала которое прилипнет к объекту.

Следует внимательно отнестись к выбору шаблона поддержки который подходит модели, чтобы поддерживающий материал примыкал перпендикулярно к стенке объекта, а не параллельно, чтобы было легко ее удалять. Если поддерживающая структура располагается вдоль стенки, то параметр Pattern angle позволит повернуть линии поддержки.
Пример шаблона повернутого на 45°.
Несколько Экструдеров
3D принтер более чем с одним экструдером может быть использован несколькими способами: Дополнительный экструдер может печатать другим цветом или материалом; или он может быть назначен для 3D печати отдельных элементов, таких как заливка, поддержки или периметры. Печать несколькими материалами требует подходяще спроектированную 3D модель, обычно сохраненную в AMF формате, так как этот формат позволяет использовать несколько материалов (см. Форматы Моделей). Подробности как создать такой файл даны ниже.

Настройка Экструдеров
Во вкладке Printer Settings есть параметр Extruders, под Capabilities, который позволяет задать число экструдеров. При увеличении этого значения автоматически добавляются объявления других экструдеров на левой панели.
Настройка нескольких экструдеров — Вкладка Printer Settings (General). Обратите внимание что объявлены два экструдера на левой панели.
Параметры экструдеров — Вкладка Printer Settings (Extruder).
 Каждый дополнительный экструдер смещается относительно первого. Если прошивка сама в состоянии обработать это, то значения смещения могут быть заданы 0,0.
Каждый дополнительный экструдер смещается относительно первого. Если прошивка сама в состоянии обработать это, то значения смещения могут быть заданы 0,0.Потому что второй экструдер будет в состоянии покоя, пока первый работает, и наоборот, очень важно чтоб материал был достаточно втянут (ретракт) для остановки просачивания. Как обычно с настройками ретракта (смотреть выше) параметр Length вычисляется в зависимости от нити входящей в экструдер.
Когда выбран профиль 3D принтера с несколькими экструдерами на вкладке Plater появляется возможность выбора разного материала для каждого экструдера.
Plater с возможностью выбора разного материала
Выбор экструдеров для объектов из одного материала
Для печати из одного материала, когда второму экструдеру задается конкретная часть экструзии, раздел Multiple Extruders вкладки Print Settings дает возможность назначить экструдер для каждого типа экструзии.
Настройка нескольких экструдеров — Вкладка Print Settings.
Настройка Смены Инструмента
Раздел Custom G-code на вкладке Printer Settings имеет опцию для вставки G-кода между сменой инструмента (экструдера). Как и все разделы настойки G-кода, поле для вставки переменных может быть использовано согласно настройкам Slic3r. Включая переменные [previous_extruder] и [next_extruder].
Настройка нескольких экструдеров — Инструмент изменения G-кода
3D печать объектов из разного материала
Если AMF файл для печати разными материалами уже есть, потому что CAD программы могут экспортировать такой формат, тогда он может быть загружен в Slic3r обычным способом. Соответствие между материалами объекта и экструдерами последовательно, то есть первый материал будет назначен первому экструдеру, и так далее.
Генерирование AMF файла с разными материалами
Slic3r имеет возможность комбинировать множество STL файлов в AMF файл.
- Разделите оригинальную модель на отдельные части в CAD программе и экспортируйте каждую часть как STL.
- В Slic3r, выберите Combine multi-material STL files… из меню File.
- Когда появится диалоговое окно выбора файла, выберите первый файл, который будет назначен первому материалу (соответственно первому экструдеру). Кликните Open для выбора следующего STL, и так далее каждому STL назначьте материал. Знаком что больше нет STL файлов, будет выбор Cancel.
- Следующий диалог запросит размещение и имя AMF файла.
Ширина Экструзии
Настройки ширины экструзии.
Единственная причина для изменения ширины экструзии уже обсуждалась: увеличение ширины экструзии первого слоя для улучшения прилипания к столу (смотреть выше). Существует также несколько других случаев когда может быть выгодно изменять ширину экструзии.
- Perimeter — Меньшее значение даст более тонкую экструзию что приведет к более аккуратной поверхности.
- Infill и Solid Infill — Более толстая экструзия даст более быструю печать и более крепкие части.
- Top Infill — Более тонкая экструзия улучшит верхнюю поверхность и обеспечит плотно заполненные углы.
- Support material — Также ка параметр Infill, более толстая экструзия уменьшит время печати.
Модель на рисунке показывает элементарный пример где переменная высота слоя может улучшить качество 3D печати. Стенки структуры не нужно выполнять в высоком разрешении для приличного качества, однако скругленная крышка показывает артефакты так как высота слоя 0.
 4мм очень грубая, в частности на самом верху, где она сплюснута. Это показано в визуализации G-кода на рисунке.
4мм очень грубая, в частности на самом верху, где она сплюснута. Это показано в визуализации G-кода на рисунке.Пример подели показывающий случай применения
переменной высоты слоя.
Пример с обычной высотой слоя.
Настройка переменной высоты слоя доступна по двойному клику на имени файла в окне Plater. Появится окно содержащее две вкладки. Первая дает некоторую информацию о модели, как показано на рисунке.
Настройка переменной высоты слоя — Info.
Стоит запомнить высоту модели, так как это будет полезно при расчете максимальной высоты Z.
Вторая вкладка (см. рис.) представляет собой таблицу где каждая строка определяет высоту слоя для в определенных диапазонах вдоль оси Z, заданная в миллиметрах. В этом примере стенки модели печатаются в 0.4мм, крутая часть крышки в 0.2мм, и менее крутая в 0.15мм. Заметьте что каждый диапазон делится точно на заданную высоту слоя, так что нет пробелов между секциями.

Настройка переменных слоев — Layers.
Полученный G-код (см. рис.) показывает высокую детализацию, что в результате дает более высокое качество 3D печати.
Пример с переменной высотой слоя.
Рисунок показывает пример напечатанной модели. Слева модель напечатана слоем 0.4мм, в то время как справа с переменной высотой слоя.
Пример печати с переменной высотой слоя.
Дополнительной функцией настройки переменной высоты слоя является то, что задав ноль для диапазона эта часть не будет напечатана. Рисунок показывает G-код где слои между 0 и 4мм пропущены. Это полезный способ разделения высокой модели на несколько коротких частей, которые будут напечатаны отдельно и собраны впоследствии.
Пример с пропущенными слоями.
Управление Конфигурациями
Существует два способа для управления конфигурациями: экспорт и импорт настроек конфигурации, и профили.
 Первый доступен в обоих режимах, простом и экспертном, а профили доступны только в режиме эксперта.
Первый доступен в обоих режимах, простом и экспертном, а профили доступны только в режиме эксперта.Экспорт и Импорт Конфигураций
Текущий набор настроек конфигурации может быть легко экспортирован через пункт Export Config в меню File. Таким образом сохраняются все значения в текстовый файл с расширением .ini. Ранее сохраненные файлы могут быть загружены с помощью пункта Load Config в меню.
Это дает элементарное средство хранить разные конфигурации настроек для разных нужд. Например набор с немного быстрой скоростью 3D печати, или разными шаблонами заполнения. Однако этот способ управления быстро разочарует, так как каждое незначительное изменение будет дублироваться в многих конфигурациях. По этим причинам, профили более подходящий способ управления множеством конфигураций.
Этот метод также позволяет перемещать конфигурации между машинами, или храниться отдельно.
Профили
После нескольких печатей становится очевидным что лучше иметь набор настроек для выбора, и что некоторые параметры меняются в большем диапазоне чем другие.
 В режиме эксперта, профили могут быть созданы для Print, Filament и Printer Settings, с надеждой что настройки 3D принтера меняются реже всего, нити редко, и настройки 3D печати могут меняться для каждой модели. Эти разные профили могут быть смешаны и подобраны как пожелается, и могут выбираться либо в соответствующих вкладках, либо непосредственно в Plater.
В режиме эксперта, профили могут быть созданы для Print, Filament и Printer Settings, с надеждой что настройки 3D принтера меняются реже всего, нити редко, и настройки 3D печати могут меняться для каждой модели. Эти разные профили могут быть смешаны и подобраны как пожелается, и могут выбираться либо в соответствующих вкладках, либо непосредственно в Plater.Откройте желаемую вкладку и измените настройки как необходимо. Убедившись что все верно, нажмите на иконку сохранить вверху справа от названия настройки, и дайте подходящее имя когда появится запрос.
Сохранение профиля.
Профиль может быть удален, выбрав нужный профиль для удаления и нажав на красную кнопку удаления, рядом с кнопкой сохранить.
Удаление профиля.
Руководство Slic3r — Начало
Руководство Slic3r — Режим Упрощенный
Перевел Виталий Петербок.
При копировании ссылка на источник обязательна.
Установка и настройка Cura 4.x для UlTi и Ulti-Steel
Знакомство с интерфейсом начнем с верхней горизонтальной панели.
- Открыть файл
- Выбор принтера. Если у вас их несколько, можно быстро переключаться между ними
- Выбор типа пластика
- Настройка печати
Несмотря на то, что у базовых пластиков должны быть одинаковые настройки печати, часто это не соответствует действительности и необходимо тонко подбирать настройки под каждого производителя. Данный пункт меню позволяет быстро выбрать марку и тип пластика, и применить настройки температуры печати и обдува.
Стандартно параметры печати отображаются в упрощенном виде, но, как показывает опыт, для корректной настройки печати, даже самой простой, их часто не хватает. Поэтому в нижней части окна параметров печати нажмите на кнопку «своё» для отображения всех настроек.
После загрузки 3D модели с левой стороны экрана будет доступна панель редактирования 3D объекта.
Сверху вниз расположены следующие инструменты:
Перемещение объекта. Можно перемещать объект по полю, используя стрелки, вводя координаты либо просто перетаскиванием модели
Далее следует пункт масштабирования. Можно задать в явном виде габарит детали в мм или в процентном соотношении от изначального размера. По стандарту включена опция «Обычное масштабирование» — что означает пропорциональное масштабирование по всем осям сразу.
Следующим пунктом следует вращение модели. Модель поворачивается вокруг одной из трёх осей путем вращения колец. Так же существуют три опции:
- Сброс — возврат модели в исходное положение
- Положить плашмя — когда основание вашей модели расположено под небольшим наклоном к плоскости стола, а вручную выставить хорошее прилегание не получается, воспользуйтесь этой опцией. Cura сама найдет плоскую грань и положит модель на стол с максимальным прилеганием.
- Select face to align to the build plate — выбрать плоскость которая будет ложится на основание стола. Так же удобно использовать для моделей со сложной геометрией
 Так же удобно использовать для моделей со сложной геометрией
Так же удобно использовать для моделей со сложной геометриейЗеркало. Функция, позволяющая отобразить нашу модель по одной из осей.
После того как мы разместили нашу модель на рабочей платформе, настроили все параметры печати и нажали на кнопку «Нарезка на слои», мы можем посмотреть как будет печататься наша модель, в каких местах генерируются поддержки, нет ли артефактов на модели и т.д. Для этого перейдем в режим «Предварительный просмотр» в самом верхнем горизонтальном меню.
Ползунком справа мы можем выставить отображение любого из слоев, а ползунок внизу экрана позволяет посмотреть движение печатающей головки на каждом слое.
Чтобы более наглядно и красиво отображалась модель в режиме предпросмотра, можно настроить цветовую схему. Для этого в верхнем меню выберите «Цветовая схема», далее в выпадающем списке «Тип линии». Теперь кайма, внешняя и внутренние стенки, а так же заполнение и поддержки будут отображаться разными цветами, что позволит более наглядно рассмотреть модель.
Настройки для печати ABS-пластиком | 3DLBL.RU
ABS пластик один из самых распространенных материалов для 3д печати. Самые первые 3д принтеры по технологии FDM послойного синтеза начали печатать именно этим материалом и по сей день из него печатают прототипы рабочие детали. Для качественной и бесперебойной 3д печати нужно подобрать верные параметры для работы с ABS пластиком. На данный момент очень много производителей данного филамента и поэтому настройки, точно подобранные для одного производителя, иногда могут давать не идеальный результат для такого же АБС-пластика, но другого производителя.
Но все же есть фундаментальные настройки печати abs, предлагаем их рассмотреть:
- Температура печати от 240 ⁰С до 260 ⁰С. Чем больше нагрев, тем более прочнее должны быть слои в напечатанном изделии.
- Скорость печати как правило 60-70 мм/с. Этого достаточно, чтобы пластик успел остыть для сохранения геометрии, но в тоже время хорошо спекался со следующими слоями.
- Температура стола желательно устанавливать 80-110⁰С, иначе напечатанное изделие в результате будет деформировано
- Внутренне заполнение модели. 3д принтер позволяет выбрать каким образом будет заполнятся модель внутри, будет модель полой, иметь решетку или 100% заполнение.
- Обдув модели, как правило, отключают. Абс-пластик не любит неравномерное охлаждение.
- При печати нависающих элементов из абс-пластика, необходимо использовать поддерживающие структуры или материал поддержки, который не является частью геометрии модели, и впоследствии удаляется механическим или химическим путем.
- Настройки ретракта или обратного втягивания прутка при перемещение экструдера. Обычно этот показатель составляет 1.3-1,5 мм. Этот показатель необходимо использовать, когда при печати у нас появляются тоненькие ниточки пластика между частями деталей.
Это основные на наш взгляд настройки при печати ABS-пластиком.
На сегодня существует очень большое количество материалов для печати, всегда можно попробовать аналог, но тем не менее абс-пластик остается востребованным и из него печатается большое количество корпусных элементов, устройств, макетов, приспособлений и сувениров, сфера его применения практически безгранична.
Услуги нашей компании, которые могут пригодиться при литье пластика
3D принтер Flashforge Adventurer 3
FLASHFORGE — это китайская компания Zhejiang Flashforge 3D Technology Co., Ltd., созданная в 2011 году и на сегодняшний день являющаяся одним из крупнейших производителей 3D-принтеров в мире. Принтеры бренда славятся своей надежностью и отличным соотношением цены и качества.
Внешний вид
Сразу бы хотелось отметить, что в этой бюджетной модели собраны все возможные функции, которые часто не доступны даже в гораздо более дорогих моделях, на наш взгляд это первая попытка сделать доступный по цене принтер с максимальным набором опций.
Adventurer 3 оказался очень небольшим и компактным принтером с закрытым корпусом. С 3-ёх сторон корпус прозрачный, что способствует удобному наблюдению за процессом печати.
 Наши килограммовые ESUN не помещаются. Но без особых проблем можно разместить катушку рядом с принтером.
Наши килограммовые ESUN не помещаются. Но без особых проблем можно разместить катушку рядом с принтером.Характеристики.
Производителем была заявлена возможность печати ABS пластиком. Но при максимальной температуре сопла в 220 градусов подойдет далеко не каждый пластик, только низкотемпературные ABS-филаменты.
Комплектация
Комплектация у принтера не отличается изобилием, только все самое необходимое:- Отвертка;
- Пакетик со смазкой;
- Шток для прочистки экструдера;
- Катушка пластика 300 гр;
- Кабель питания;
- Небольшая инструкция по первому запуску.
Конструктив
Управление принтером происходит при помощи небольшого сенсорного дисплея.
Сенсор очень отзывчивый. Пока что принтер не поддерживает русский язык, но все пункты снабжены понятными иконками, так что даже новичок не запутается в меню, а в комплекте идет подробная инструкция на русском языке. Кинематика принтера — это уменьшенная копия знаменитой Пруши. По Z-оси стоят 2 небольших трапецеидальных винта. Столик подогреваемый со специальной наклейкой для лучшей адгезии при печати. Платформа съёмная и гибкая это значительно облегчает снятие готовых моделей. Экструдер очень компактный, неразборный и быстросъёмный. Достаточно зажать 2 клипсы по бокам, и он легко вынимается, даже не обязательно выгружать пластик. Сопло спрятано в пластиковый кожух. С одной стороны это делает экструдер неразборным, с другой — благодаря такому кожуху, об экструдер невозможно обжечься. Внизу рядом с соплом на экструдере располагаются 2 небольших светодиода для подсветки модели во время печати. Получаемого света более чем достаточно для просмотра процесса печати. Для облегчения экструдера используется система bowden-подачи пластика. Сбоку на корпусе находится моторчик с датчиком филамента. Если пластик закончится, принтер автоматически поставит печать на паузу и не будет работать вхолостую. Несмотря на внешний минимализм, в принтер добавили много интересных и полезных «фишек», такие как Wi-Fi, возможность печати с облака и небольшую камеру внутри.
По Z-оси стоят 2 небольших трапецеидальных винта. Столик подогреваемый со специальной наклейкой для лучшей адгезии при печати. Платформа съёмная и гибкая это значительно облегчает снятие готовых моделей. Экструдер очень компактный, неразборный и быстросъёмный. Достаточно зажать 2 клипсы по бокам, и он легко вынимается, даже не обязательно выгружать пластик. Сопло спрятано в пластиковый кожух. С одной стороны это делает экструдер неразборным, с другой — благодаря такому кожуху, об экструдер невозможно обжечься. Внизу рядом с соплом на экструдере располагаются 2 небольших светодиода для подсветки модели во время печати. Получаемого света более чем достаточно для просмотра процесса печати. Для облегчения экструдера используется система bowden-подачи пластика. Сбоку на корпусе находится моторчик с датчиком филамента. Если пластик закончится, принтер автоматически поставит печать на паузу и не будет работать вхолостую. Несмотря на внешний минимализм, в принтер добавили много интересных и полезных «фишек», такие как Wi-Fi, возможность печати с облака и небольшую камеру внутри.
ПОВ качестве ПО используется уже знакомый FlashPrint с готовыми профилями для принтера.
В готовых профилях представлены все необходимые настройки, но, если вам понадобятся дополнительные, более тонкие настройки, можно включить Expert Mode. В слайсере остались такие удобные функции, как возможность редактирования поддержек, возможность «нарезки» большой модели и преобразования картинок в объемные барельефы.Подготовка к печатиКалибровка очень простая. Заходим в меню калибровки и принтер после определения нулей опускает экструдер в стол.
При помощи стрелочек нужно опустить или поднять экструдер так, чтобы он слегка коснулся стола, и нажать ОК. Калибровка завершена. Плоскость печатного стола не регулируется, то есть сделать его идеально ровным не получится, а в центре образуется небольшая линза. Но эта неровность легко компенсируется печатью рафта под моделью.Далее загружаем пластик. Наша большая катушка в принтер не поместилась, поэтому пришлось придумывать крепление. Соорудили вот такую деревянную подставку )
Соорудили вот такую деревянную подставку )
Огромный плюс, что 3D принтер имеет беспроводное подключение и файлы можно отправить по Wi-Fi, загрузить с облака Flashforge или использовать обычную USB флешку.
ПечатьСначала мы запустили пробную печать небольших моделек — вот таких зубастых пираний-прищепок:
PLA ESUN, слой 0,18, время печати 2-ух рыбок около 30 – 40 минут.
Потом сделали модель побольше — цветочный горшок в виде ракеты.Слой 0,18, время печати 8 часов.
По Z-оси принтер не «полосит» — слои ложатся ровно и аккуратно. Но из-за bowden-подачи модель получается местами «волосатой», что быстро и легко убирается обычным ножом. Также это можно подкорректировать с помощью настроек ретракта в Expert Mode. Ракета. Слой 0,12. Необычное пасхальное яйцо. Слой 0,18. Маленький лего – маньяк Джейсон) PLA ESUN слой от 0,08 до 0,12Итоги
Flashforge Adventurer 3 порадовал своим дизайном, удобством использования и приятными мелочами. Благодаря светодиодам на экструдере и прозрачным боковинам у принтера открывается отличный обзор процесса печати. Даже если вы находитесь в другом месте, по видеокамере сможете наблюдать, как печатается ваша модель. Настройка принтера не требует каких-то особых навыков, а фирменное ПО FlashPrint предоставляет широкий спектр настроек.
Благодаря светодиодам на экструдере и прозрачным боковинам у принтера открывается отличный обзор процесса печати. Даже если вы находитесь в другом месте, по видеокамере сможете наблюдать, как печатается ваша модель. Настройка принтера не требует каких-то особых навыков, а фирменное ПО FlashPrint предоставляет широкий спектр настроек.
Этот принтер, конечно, вряд ли подойдет для бывалого 3D печатника или для небольшого производства. Намного уместнее он будет смотреться в детской комнате или в школьном кабинете. Небольшой, максимально простой и безопасный в использовании, но, тем не менее, надежный и с необходимым набором функций.
Flasgforge Adventurer 3 станет прекрасным подарком для ребёнка или начинающего 3D печатника.
Поможем новичкам: Repetier-Host — первые шаги. Настройки Slic3r. Часть 2: 3d_tutorials — LiveJournal
Друзья, продолжаем знакомить вас с ПО Repetier-Host.Первую часть вы можете найти здесь — Поможем новичкам: Repetier-Host — первые шаги. Часть 1 .
В этой статье мы рассмотрим настройки слайсера, который так и называется — Slic3r.
Мы обзорно расскажем о параметрах. Почему? Как уже писали в первой статье, данный слайсер уже рассчитан на продвинутых пользователей и многие понятия ими уже изучены. Мы не будем объяснять, что такое «мосты»,»ретракт» и прочие сленговые понятия.
Цель данной статьи обзорно показать «с какой стороны подходить». Огромное количество настроек, многих пользователей просто пугает и мы хотим показать, что всё не так страшно.
Не будем долго рассуждать и сразу возьмем быка за рога.
Еще одно замечание!
В Slic3r много тонких настроек, которые большинству пользователей не пригодятся в большинстве случаев (они и пугают). У этих параметров по умолчанию уже включен или выключен нужный режим. Поэтому, если вы не понимаете зачем нужен какой-либо параметр не трогайте его без нужды. По своему опыту можем сказать, что очень много обращений в тех.поддержку связано именно с тем, что пользователи поменяли какие-либо параметры по незнанию и получили при печати эффект, который совсем не ожидали.
Чтобы попасть в настройки нажимаем кнопку Конфигурация, она указана стрелкой.
Попадаем в окно настроек.
Fast Printing -Breakaway Support — Быстрая печать. Обычные поддержки.
Fast Printing — No support — Быстрая печать. Без поддержек.
Fast Printing — Soluble Support — Быстрая печать. Растворяемые поддержки.
High Quality — Breakaway Support — Качественная печать. Обычные поддержки.
High Quality — No support — Качественная печать. Без поддержек.
High Quality — Soluble Support — Качественная печать. Растворяемые поддержки.
Профили можно сделать свои. Выбрав -default- , выбрать настройки и нажав на дискету, сохранить со своим именем.Layer height — толщина слоя.Рассмотрим первую настройку — Layers and perimeters — Слои и периметры
First layer height — толщина первого слоя.(можно выставлять как в мм, так и в % от основной толщины слоя).
Vertical shells — вертикальные стенки модели.
Perimeters — количество стенок.
Spiral vase — параметр для печати вазы. Модель печатается в одну стенку и без верней поверхности и заполнением — 0%.
Horizontal shells — горизонтальные стенки.
Solid layers — количество сплошных слоев сверху и снизу модели.
Top — верх.
Bottom — низ.
Следующий раздел
Quality ‑ качество (медленный слайсинг).
Extra perimet ers if needed — добавляет дополнительные стенки если есть пропуски на наклонных стенках.(по умолчанию включен).
Avoid crossing perimeter s — движение экструдера рассчитывается так, чтобы не пересекать стенки при движении. (по умолчанию выключен).
Detect thin walls — обнаружение тонких стенок. Данный параметр ищет тонкие стенки, которые можно построить только в один проход экструдера. И слайсит правильно. (по умолчанию включен).
Detect bridging perimeters ‑ обнаруживает свисающие элементы и выставляет на них параметры, как на печать мостов — скорость, подачу материала (flow) и обдув. (по умолчанию включен).
(по умолчанию включен).
Advanced
Seam position — начало построения слоя. Имеет три варианта.
Random — случайный.
Nearest — ближайший.
Aligned — выровненный\по-середине-краю.
External perimeters first — внешние периметры строятся первыми ( по умолчанию выключен).
Infill — заполнение.
Первый пункт понятен всем
Fill density — процент заполнения. От 0% — по 100%.
Далее можно выбрать узор заполнения. На рисунке их все видно. Переводить их не будем — можно просто выбрать нужный режим и посмотреть.
Следующий пункт Top/ bottom fill pattern относится к узору заполнения верхних и нижних поверхностей. Тоже можно поглядеть в режиме просмотра.Следующий пункт относится к экономии времени печати.
Reducing printing time
Combine infill every — на каких слоях будет происходить заливка. По умолчанию стоит 1 — каждый слой будет заполняться. Можно поставить другие параметры.
Можно поставить другие параметры.
Only infill where needed — строит заполнение только там, где верхним уровням требуются поддержки в остальных местах модель получается пустотелой. ( по умолчанию выключен).
Advanced — продвинутые настройки.
Solid infill every – печать горизонтальных перегородок поверх заполнения через указанное количество слоев (по умолчанию выключен).
Fill angle – угол печати сетки заполнения (по умолчанию 45 градусов).
Solid infill threshold area – заполнение площади меньше указанной будет производиться 100% заливкой.
Only retract when crossing perimeters – ретракция только тогда, когда идет обход периметра (по умолчанию включен).
Infill before perimeters – сначала печатается заполнение, а потом печатаются слои периметра (по умолчанию выключен).
Skirt and Brim
-Юбка (печать контура вокруг модели. Позволяет оценить калибровку и «разрабатывает» сопло перед печатью, чтобы увидеть равномерно ли поступает пластик) и брим (дополнительная окантовка первого слоя, для повышения адгез
ии)
Loops – минимальное количество проходов «юбки» вокруг модели.
Distance from object – расстояние от окантовки до модели.
Skirt height – высота ( в слоях) «юбки».
Minimum extrusion length – минимальное количество пластика в мм., которое будет потрачено на печать юбки.
Brim width – ширина брима (в мм) вокруг модели. Учитывайте, что этот параметр должен быть меньше Distance from object.
Support material
Поддержки
Generate support material – Включить/выключить печать поддержек.
Overhang threshold – Угол наклона боковых стенок, с которого начинается формирование поддержек. Рекомендуется от 65 градусов и более.
Enforce support for the first – Генерация поддержек до указанного слоя модели независимо от угла стенки. Нужно для повышение адгезии у моделей, у которых маленькая площадь соприкосновения с рабочим столом в нижней части.
Raft layers – печать плота.В параметрах указываем количество слоев печати. Плот обычно служит для печати на перфорированных столах и нивелирование неточной калибровки рабочей поверхности.
Options for support material and raft ‑ опции для поддержек и рафта.
Contact Z distance — расстояние от поддержек до модели по вертикали. Если 0, то поддержки «припаяны» к модели.
Pattern – узор по которому печатаются поддержки (на рисунке варианты).
Pattern spacing – расстояние между линиями поддержки и рафта в мм.
Pattern angle – угол печати поддержки и рафта.
Interface layers – количество слоев между объектом и материалом поддержки.
Interface pattern spacing — расстояние от «внутренних» поддержек до модели. 0 — поддержка касается модели.
Don’t support bridges — не печатать поддержки под «мостами».
Perimeters – скорость печати слоев по внешнему контуру модели. В зависимости от модели и принтера 30-80 и более. Основной параметр скорости печати.Speed
Скорость
Small perimeters – скорость печати маленьких периметров (менее 6,5мм). Можно выставить в мм/сек или % от основной скорости.
Можно выставить в мм/сек или % от основной скорости.
External perimeters – скорость печати наружного слоя контура, если стоит 0 — то выставляется автоматически ). Можно выставить в мм/сек или % от основной скорости.
Infill – скорость печати заполнения. Можно выставить в мм/сек.
Solid infill – скорость печати сплошного горизонтального заполнения. Можно выставить в мм/сек или % от основной скорости.
Top solid infill – скорость печати верхней поверхности модели. Можно выставить в мм/сек или % от основной скорости
Support material – скорость печати поддержек. Можно выставить в мм/сек.
Support material interface — – скорость печати «внутренних» поддержек, которые не касаются поверхности стола. Можно выставить в мм/сек или % от скорости печати поддержек.
Bridges – скорость печати мостов (мост — это горизонтальная поверхность между двумя точками, без поддерживающих элементов снизу. Можно выставить в мм/сек.
Gap fill – скорость заполнения небольших поверхностей. При быстрых зигзагообразных движениях, могут возникать колебания. Чтобы этого избежать, ставят этот параметр меньше основной скорости. Можно выставить в мм/сек.
Speed for non-print moves — скорость перемещения без печати.
Travel – скорость перемещения экструдера при позиционировании без печати.
First layer speed – скорость печати первого слоя. Можно выставить в мм/сек или % от основной скорости.
Acceleration control (advanced) — параметры ускорений.
Perimeters – ускорение печати слоев по внешнему контуру модели.
Infill – ускорение печати заполнения.
Bridge – ускорение печати мостов.
First layer — ускорение печати первого слоя.
Default — основное ускорение.
Autospeed (advanced) — автоматическое управление скоростью.
Max print speed — максимальная скорость печати.
Max volumetric speed — максимальная скорость подачи материала экструдером. 0 — без ограничений.
Меню параметров одного или нескольких экструдеров. Если у вас один экструдер, у вас во всех ячейках будет значение единица и можно на заморачиваться.Perimeter extruder — номер экструдера, который печатает внешние границы модели.Multiple Extruders
Infill extruder — номер экструдера, который печатает заполнение.
Solid Infill extruder — номер экструдера, который печатает сплошные слои заполнения.
Support material/raft/skirt extruder — номер экструдера, который печатает поддержки, рафт, юбку.
Support material/ raft interface extruder — номер экструдера, который печатает внутренние поддержки, рафт.
Следующий пункт Advanced — непосредственно настройки экструдера
Default extrusion width – ширина печати в мм. Если установлен «0», то слайсер автоматически настраивает этот параметр в зависимости от принтера.
First layer — ширина первого слоя в мм. Обычно, ставится большее значение, чем по умолчанию (Default extrusion width), чтобы модель лучше прилипала к столу.
Perimeters — ширина печати внешних слоев модели.
Infill — ширина печати при заполнения модели.
Solid Infill — ширина печати сплошных горизонтальных поверхностей.
Top solid infill — ширина печати верхних горизонтальных поверхностей.
Support material — ширина печати поддержек.
Overlap — перекрытие при печати заполнение и наружных стенок.
Infill / perimeters overlap — параметр указывает на сколько мм или % печать заполнения перекрывает внешние стенки.
Bridge flow ratio – подача пластика при печати мостов.
Other — другое
XY Size Compensation — коррекция размеров модели с учетом усадки.
Threads – количество потоков для обсчета слайсинга. На мощных компьютерах можно запускать обсчёт сласинга в несколько потоком, что уменьшит время слайсинга. Но увеличит нагрузку на процессор и занимаемый объем памяти компьютера.
Resolution – минимальное разрешение деталей модели для слайсинга.
Остальные параметры в принципе вам не нужны.
Перейдем к следующей закладке, настройкой параметров в которой и можно в большинстве случаев и обойтись.
Это настройки параметров печатных материалов или
Filament Settings
В левом углу (указанном стрелкой) можно выбрать готовый профиль. Настроить его или создать и сохранить свой.
Color — цвет нити. Параметр декоративный, для удобства отображения.
Diameter – диаметр пластиковой нити в мм.
Extrusion multiplier – количество подаваемого пластика. В других слайсерах называется Flow. Значение по умолчанию — 1.
Temperature (С) — Температура
Extruder – температура экструдера для первого слоя (First Layer) и последующих слоев (Other Layers).
Bed –температура стола для первого слоя (First Layer) и последующих слоев (Other Layers).
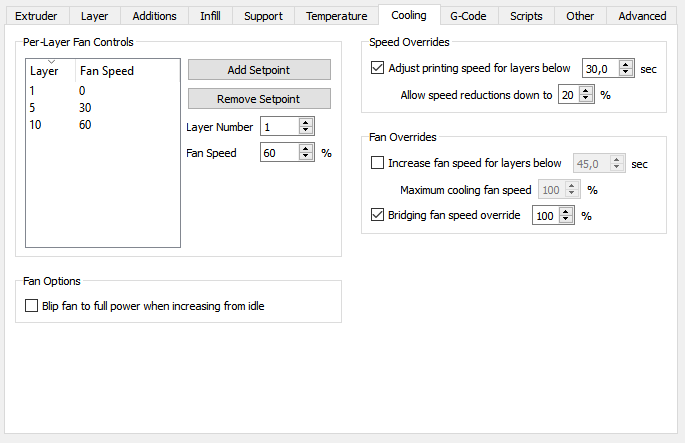
Cooling
охлаждение
Keep fan always on – вентилятор включен всегда.
Enable auto cooling – вентилятор включается автоматически (да – для PLA, нет – для ABS).
Fan speed – скорость обдува минимальная (Min)и максимальная (Max).
Bridges fan speed – скорость обдува при печати мостов (проценты от максимальной мощности).
Disable fan for the first layers – отключение обдува для указанного количества слоев, начиная с первого.
Enable fan in layer print time is below – включение обдува, если печать слоя занимает больше указанного количества секунд.
Slow down if layer print time is below – замедлить печать, если время печати слоя меньше указанного количества секунд.
Min print speed – минимальная скорость печати.
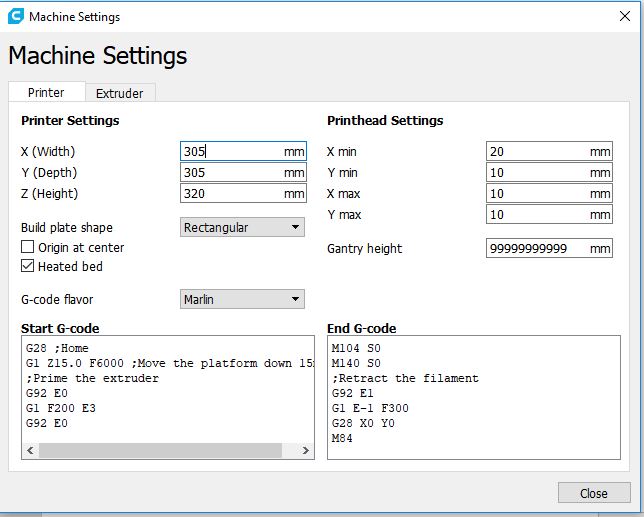
Слева вверху (куда указывает стрелка) можно выбрать, изменить и сохранить с собственным названием несколько профилей для разных принтеров.Printer Settings
настройки принтера
Пункт General — основные настройки
Bed Shape — настройки рабочего стола. Очень все просто и наглядно.
Z offset – смещение по оси Z (не трогаем, если не понимаем зачем).Extruders – количество экструдеров.
Octoprint — настройки для удаленного управления принтером.
G-code flavor – выберите тип 3D принтера для генерации G-кода. В зависимости от типа принтера (RepRapMarlin/Sprinter/Repetier)
Остальные параметры большинству пользователей не нужны. А тем, кому не нужны, не будут читать эту статью.
Следующий пункт — Custom G-code — тоже самое. Если человек «рубит» в g-code ему наша статья не нужна — он свою напишет. ))
Extruder
настройки экструдера
Nozzle diameter – диаметр сопла, мм.
Position ( for multi — extruder printers ) — настройки смещения для многоэкструдерных принтеров
Extruder offset – смещение экструдера по осям Xи Y (актуально только для принтеров с несколькими экструдерами, не используем).
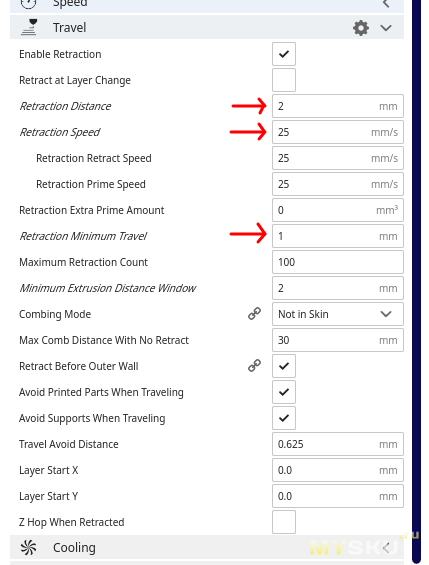
Retraction — настройки ретракта.
Length – длина «втягиваемой» нити.
Lift Z – приподнимание сопла на определенное количество мм. при перемещении экструдера без печати.
Speed – скорость ретракта.
Extra length on restart – длина выдавливаемого пластика перед возобновлением печати, после работы ретракта.
Minimum travel after retraction – минимальное расстояние перемещения для включения ретракта.
Retraction layer change – включить ретракт при переходе со слоя на слой.
Wipe before retract очистка сопла после ретракта.
Эксплуатация Prusa i3 Steel V2.0
Автор: John Дата: 13.10.2020 Просмотров: 420 Комментарии: 0
В предыдущей части мы разобрались с настройками печати Slic3r (если вы еще с ним не ознакомились, то вот ссылка). В данной статье, мы продолжим разбирать настройки Slic3r. Начнем с параметров филамента.
Filament settings (Ctrl + 2)
В этой секции мы будем устанавливать параметры филаментов (пластиковой нити) и настраивать обдув детали.
Filament
Если вы печатаете несколькими видами пластика то стоит для каждого из них создать шаблон настроек (у каждого пластика есть свои требования к температурному режиму, обдуву и тд). Это делается по аналогии с созданием шаблонов в «Print settings» (сначала выбираете шаблон — default—, затем нажимаете «Сохранить» и храните под своим именем).
Переходим к настройкам.
Color — цвет филаментов. Параметр на печать не влияет, используется только для удобства отображения.
Diameter — диаметр пластиковой нити в миллиметрах. Чаще всего используется пдастик диаметром 1.75мм, реже 3 мм.
Extrusion multiplier — количество пластика, который подается в экструдер. Значение по умолчанию — 1.
Temperature — температура
Значения температур устанавливаются в зависимости от выбранного вами пластика. Как правило, производитель пластика пишет при каких температурах лучше им печатать.
Extruder:
First Layer — температура экструдера для первого слоя.
Other Layers — температура экструдера для всех последующих слоев.
Bed:
First Layer — температура нагревательной платформы для первого слоя.
Other Layers — температура нагревательной платформы для последующих слоев.
Температуры для первого слоя должны быть чуть выше (на 5-10 градусов), чем для других. Это нужно для лучшей адгезии.
Обратите внимание. Сохранять настройки нужно в каждой вкладке.
Cooling — обдув детали
Keep fan always on — обдув детали всегда включен.
Enable auto cooling — автоматически включать вентилятор. Если печать слоя меньше ~ 5 секунд, скорость будет снижена до такой которая позволит напечатать его более чем за 5 с. При этом скорость не может быть ниже 10 мм/с. Если это не удалось — деталь автоматически начнет дополнительно охлаждаться вентилятором. Этот параметр является важным для печати мелких деталей.
Fan speed: min — минимальная скорость обдува (в процентах от максимальной скорости) max — максимальная скорость обдува (в процентах от максимальной скорости). Эти скорости зависят от типа пластика, которым вы печатаете, а также размера детали.
Bridges fan speed — скорость обдува при печати мостов (в процентах от максимальной скорости).
Disable fan for the first layers — отключить обдув для определенного количества первых слоев. Это нужно для того, чтобы не обдувать первые слои детали (для улучшения адгезии).
Enable fan in layer print time is below — включить обдув, если слой печатается быстрее указанного времени (в параметре указывается минимальное время печати). Например, если вы укажете значение «60», то обдув будет включаться, если для печати слоя необходимо меньше 60 секунд.
Slow down if layer print time is below — этот параметр замедляет печать, если на то чтобы напечатать слой нужно меньше указанного в нем времени.
Min print speed — минимальная скорость печати. Рекомендуемое значение 10 мм/с.
Переходим к последней секции.
Обратите внимание! Сохранять настройки нужно в каждой вкладке.
«Printer Settings» — настройки принтера
В этой секции находим вкладку «General».
Extruders — устанавливаем кол-во экструдеров
Has heated bed — параметр определяет есть ли подогрев рабочей зоны (ставим галочку).
USB-serial connection — подключение по USB (необходимо указать порт и скорость подключения).
Print server upload — настройка удаленного управления 3д принтером
Firmware — установите значение RepRap (Marlin/Sprinter).
Обратите внимание. Сохранять настройки нужно в каждой вкладке.
Вкладка Advanced содержит настройки для тех кто имеет опыт 3д-печати.
Вкладка Extruder 1. В этой вкладке мы будем настраивать экструдер. Если во вкладке General -> Extruders вы выбрали более чем один экструдер то у вас появятся также вкладки Extruder 2 и тд. В каждой из этих вкладок необходимо будет настроить соответствующий экструдер:
Nozzle diameter — диаметр сопла. Как правило, на сопли пишет его диаметр (стандартные версии экструдеров поставляются с соплом 0.4мм).
Position (for multi — extruder printers) — настройка смещения для много-экструдерных принтеров (много-экструдерный принтер это тот, у которого есть более 1 экструдера).
Extruder offset — смещение экструдера по осям X и Y. Это значение важно только для много-экструдерных принтеров.
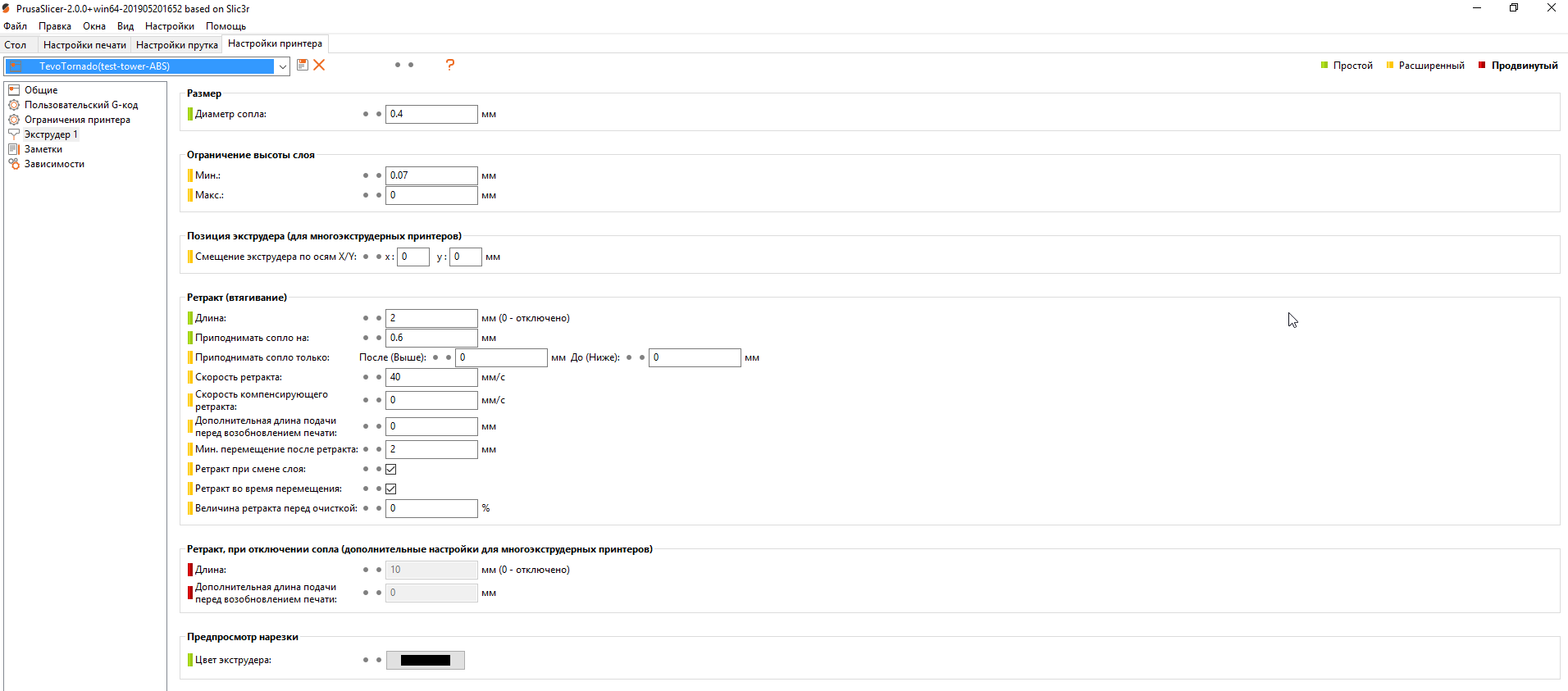
Retraction (настройка ретракта):
В этой инструкции мы уже описывали что такое ретракт. Если коротко, то это процесс затягивания пластика назад во время «холостого» хода экструдера. Настройка всех параметров зависит не только от экструдера, а и от сопла. Поэтому настраивать ретракт нужно исходя из опыта
Length — длина нити, которая будет затягиваться во время ретракта.
Lift Z — поднимать сопло по оси Z на определенную высоту чтобы не цеплять напечатанную деталь (при откате сопла). Высота на которую поднимается сопло устанавливается в значении параметра.
Speed — скорость ретракта.
Extra length on restart — длина пластика необходимая для возобновления печати (после работы ретракта).
Minimum travel after retraction — минимальное расстояние перемещения необходимое для ретракт. На маленьких расстояниях нет смысла включать ретракт поскольку за короткое время пластик не успеет вытечь из сопла.
Retract on layer change — выполнять ретракт во время переходов со слоя на слой.
Обратите внимание. Сохранять настройки нужно в каждой вкладке.
Ну что же, 3д-принтер протестирован и настроен, поэтому можем переходить к самому интересному — к первой печати.
Настройки отвода Cura | Расстояние, минимальное расстояние и т. Д.
Помимо множества тестовых устройств, у Мартина сейчас работает свой четвертый 3D-принтер, и он печатает как хобби для друзей, семьи и себя. Он с удовольствием делится своим опытом с каждой новой статьей.
Раскрытие информации: ссылки, отмеченные *, являются партнерскими ссылками. Я зарабатываю на соответствующих покупках, если вы решите совершить покупку по этим ссылкам — без дополнительных затрат для вас!
Мокание и образование нитей, капание из сопла принтера и выдергивание тонких волосков на распечатанной модели — это два явления, которые часто возникают при 3D-печати.Однако при правильных настройках втягивания в программном обеспечении слайсера Cura эти проблемы обычно можно устранить за несколько простых шагов.
Поэтому ниже представлены и объяснены правильные настройки ретракции в бесплатном программном обеспечении для нарезки Cura, чтобы вы могли рассчитывать на безупречные результаты печати без нитей и пузырей.
Вот как правильно настроить параметры ретракции в Cura:
- Скорость отвода = 20-45 мм / с (с шагом 5 мм / с)
- Расстояние отвода (прямой экструдер) = 0.5-2 мм (с шагом 1 мм)
- Расстояние отвода (экструдер Боудена) = 4-8 мм (с шагом 1 мм)
- Минимальный ход отвода = 0,1 мм (с шагом 0,5 мм)
- Cura Combing на «Внутри заполнителя» и во время тестов полностью отключена.
- Расстояние очистки = 0,4 мм (увеличение с шагом 0,1 мм)
- Выбег Объем = 0,064 мм³ (увеличение с шагом 0,01 мм³)
Отдельные настройки имеют довольно большие диапазоны.Это связано с тем, что некоторые настройки сильно зависят от конкретного принтера и нити. Тем не менее, они являются хорошим ориентиром, из которого вы можете поэкспериментировать с шагами, рекомендованными за ними в скобках, и найти идеальное значение для вашей установки.
Для экспериментов существует множество тестовых объектов, которые не потребляют слишком много нити накала:
Что такое ретракция?
В 3D-печати втягивание — это процесс оттягивания нити немного назад в хотэнде.Это делается для снижения давления в сопле принтера и предотвращения капания нити из сопла во время так называемых пустых прогонов, что может затем привести к просачиванию или образованию нити. «Пустые тиражи» здесь относятся к движениям печати, во время которых принтер не подает нити.
Самые важные настройки для отвода в Cura
Решающими параметрами для отвода при 3D-печати являются скорость отвода и расстояние отвода. В дополнение, однако, другие настройки, такие как температура сопла и скорость пустых прогонов, так называемые ходовые движения, также могут влиять на качество результатов печати.
Скорость возврата
Скорость возврата определяет, насколько быстро нить втягивается в принтере, и обычно составляет от 20 до 45 мм / с. Однако это зависит от принтера.
Чтобы установить идеальную скорость втягивания для вашего принтера, вам нужно немного поэкспериментировать. Для этого вызовите настройки скорости втягивания в меню Cura в разделе «Путешествие». Теперь вы начинаете печатать простую, предпочтительно одностенную модель по вашему выбору со скоростью по умолчанию в Cura и наблюдаете за результатом.
Небольшими шагами, предпочтительно с интервалом 5 мм / с, теперь вы начинаете немного увеличивать скорость на каждом шаге. Когда натяжение пропадает, вы нашли идеальное значение скорости втягивания для вашего принтера. В большинстве 3D-принтеров скорость втягивания обычно ограничивается прошивкой до относительно низкой скорости и останавливается в аварийной ситуации, иначе принтер может быть поврежден. Таким образом, вы не можете ошибиться при установке скорости втягивания.
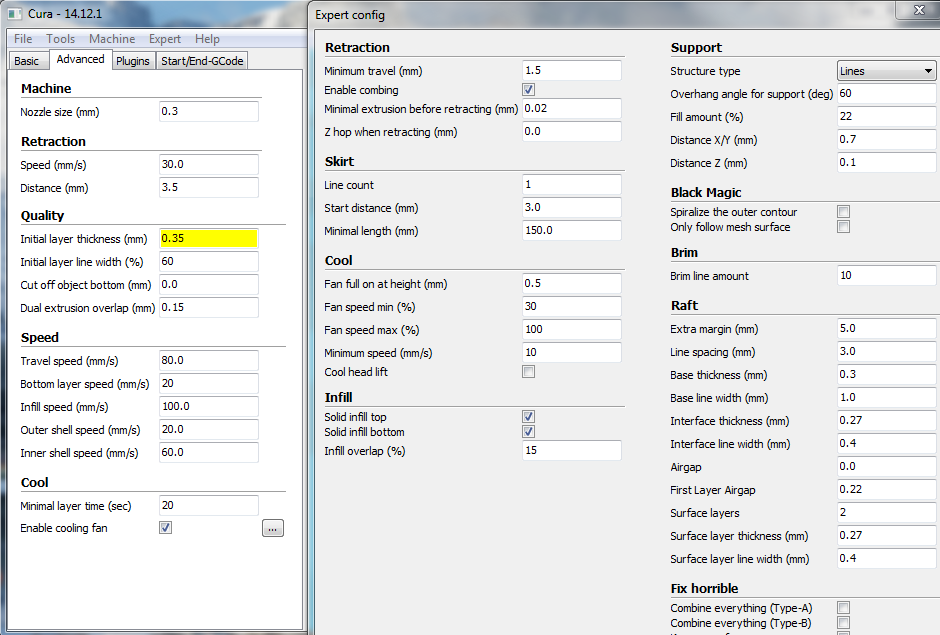
Настройку «Скорость отвода» можно найти в Cura в разделе «Путешествие» или с помощью функции поиска:
Расстояние отвода и минимальный ход отвода
Оптимальное расстояние отвода также зависит от модели вашего принтера.Для принтеров с прямым экструдером типично 0,5 — 2 мм, а для экструдеров Боудена — 4-8 мм.
Здесь особенно важно найти подходящую настройку для вашего принтера. Неправильные значения могут в дальнейшем привести к серьезным проблемам с печатью. Это могут быть, например, перебои в подаче материала и даже полная блокировка форсунки. Хорошей отправной точкой являются упомянутые выше значения и приблизительный шаг в 1 мм в начале.
Настройку «Расстояние отвода» можно найти в Cura в разделе «Ход» или с помощью функции поиска:
Для правильной настройки расстояния отвода необходимо также ввести значение «Минимальный ход отвода» в Cura, т.е.е. минимальное расстояние, на котором программное обеспечение должно выполнить ретракцию. Опять же, значение должно быть как можно большим, чтобы избежать ошибок печати. Однако для небольших объектов иногда необходимо уменьшить минимальное расстояние, чтобы они печатались чисто. Низкая установка минимального расстояния для втягивания также увеличивает риск шлифования сопла.
Следовательно, вы должны установить минимальный ход отвода в зависимости от печатаемого объекта и медленно нащупывать путь вперед.Лучше всего начать в настройках Cura в разделе «Минимальный ход отвода» в категории «Материал» снова с 0,1 мм и медленно нащупывать путь к правильному значению с шагом 0,5 мм.
Настройку «Минимальный ход отвода» можно найти в Cura в разделе «Ход» или с помощью функции поиска:
Другие настройки втягивания в Cura
Для правильной настройки ретракции в программном обеспечении Cura есть дополнительные параметры, которые при правильных значениях могут привести к оптимизации результатов печати.К ним относятся, например, скорость перемещения, то есть холостые ходы сопла.
Высокая скорость сокращает время печати, но также существует риск того, что нить станет слишком горячей, если вы установите слишком высокую скорость. Температура сопла также имеет большое влияние на качество печати.
Однако оптимальная температура всегда зависит от вашего принтера и, конечно же, от используемой нити. Также важно правильно откалибровать экструдер, чтобы получить наилучший результат.
Расчесывание Cura
В программном обеспечении Cura есть еще одна функция, которая позволяет редактировать настройки ретракции. Cura Combing гарантирует, что ваш 3D-принтер не будет излишне втягиваться, чтобы защитить нить.
По умолчанию для объединения Cura установлено значение «Все». Однако это не всегда полезно. Чтобы избежать образования ниток и пузырей во время печати, рекомендуется изменить настройки «Расчесывание» на режим «Внутри заполнения».Таким образом, комбинирование предотвращает втягивание только внутри заполнения 3D-объекта, но не во внешней оболочке, где нити становятся видимыми соответственно.
Вы можете найти настройку «Расчесывание» в Cura в разделе «Путешествие» или с помощью функции поиска:
Настройка ретракции Cura Combing также может помочь с отметками и царапинами на поверхности вашей распечатанной модели. Попадание уже расплавленной нити из сопла на верхний слой объекта может вызвать так называемые рубцы.Однако, если вы активируете режим Cura Combing, печатающая головка перемещается по контуру модели, но больше не пересекает его. Это означает, что царапины на поверхности больше не появятся.
Пока вы определяете соответствующие значения для расстояния отвода и скорости отвода, вам следует полностью деактивировать вычесывание, иначе вы не сможете определить правильные значения.
Протирка и обливка
Хотя протирка и выбег не являются настройками прямого отвода, они все же могут повысить эффективность отвода.
Во время протирки сопло принтера перемещается на небольшое расстояние через внешний слой объекта, чтобы «смазать» оставшуюся или лишнюю нить.
С другой стороны, при движении по инерции экструдер выключается на последних миллиметрах области печати, чтобы минимизировать давление в хотэнде и, таким образом, также уменьшить образование нити и пузырьков, поскольку это предотвращает капание избытка расплавленной нити на поверхность. объект. Вы также должны подбирать оптимальные значения для протирания и выбега небольшими шагами, так как они могут сильно различаться в зависимости от принтера.
Лучше всего начинать с расстояния 0,4 мм для протирки и 0,064 мм³ для объема накатом, а затем медленно увеличивать с шагом 0,1 мм и 0,01 мм³ до получения оптимального результата.
Вы должны быть особенно осторожны с настройками выбега, так как слишком высокое значение может привести к появлению дыр в объекте печати. Чтобы избежать слишком долгого выбега, вы также можете просто установить «Минимальный объем перед выбегом» около 0,8 мм³, прежде чем экспериментировать с настройками.Настройки протирки можно найти в категории «Оболочка» в разделе «Расстояние протирания внешней стены», а параметры выбега можно установить в категории «Экспериментальная» в разделах «Объем выбега» и «Минимальный объем перед выбегом»:
Дополнительная информация
Slicer Cura — это бесплатное программное обеспечение с открытым исходным кодом, которое пользуется большой популярностью в сообществе 3D-принтеров благодаря простоте использования и разнообразным функциям.
Первоначально он был разработан производителем принтеров Ultimaker, но теперь может использоваться и для 3D-принтеров других производителей.Cura можно легко бесплатно загрузить через веб-сайт. Помимо настроек ретракции, Cura предлагает множество других функций и инструментов. С помощью Cura, например, распечатки могут быть интегрированы в программное обеспечение САПР и тщательно подготовлены, а с более чем 400 различными настройками они также могут быть настроены и скорректированы в соответствии с собственными желаниями.
Однако Cura — не единственное программное обеспечение, которое предлагает множество настроек ретракции. Другое программное обеспечение для нарезки также предлагает различные параметры для предотвращения проблем с образованием ниток и пузырей на объекте печати.Одним из них является программное обеспечение с открытым исходным кодом Slic3r , которое также является бесплатным.
На первый взгляд это кажется немного сложнее, чем Cura, но предлагает даже больше настроек, чем Cura, что особенно подходит для начинающих. В другом программном обеспечении слайсера, таком как Simplify3D и MatterControl , также можно настроить параметры ретракции.
Связанные вопросы
Для каких операционных систем доступна Cura?
Программное обеспечение Cura доступно для Windows и Mac OS, а также для Ubuntu.Для установки требуется только текущая версия операционной системы и 550 МБ на жестком диске.
С какими 3D-принтерами можно использовать Cura?
Слайсер Cura может использоваться практически со всеми имеющимися в продаже 3D-принтерами. Он работает с типами файлов STL, OBJ, 3MF и X3D.
Всегда ли одинаковые настройки втягивания?
Нет, настройки втягивания всегда различаются в зависимости от принтера, а также типа нити и объекта печати.То, что идеально работает с одним принтером и одним материалом, может привести к сильному переплетению с другой моделью и устройством. Поэтому оптимальные значения необходимо подбирать индивидуально путем тестирования.
Заключение — Для чего полезны настройки ретракции в Cura?
После того, как вы определите идеальные настройки ретракции для вашего 3D-принтера и подходящую модель и нить, вы также можете рассчитывать на безупречные результаты печати без раздражающих нитей и пузырей.
Настройки в Cura на самом деле относительно легко найти и легко настроить благодаря понятному пользовательскому интерфейсу. Просто нужно набраться терпения и подходить к оптимальному результату небольшими шагами и разными ценностями.
Благодаря дополнительным инструментам, таким как Cura Combing, а также Coasting и Wiping, у вас есть дополнительные инструменты в программном обеспечении Cura для достижения идеального результата. Если вы попробуете различные значения отдельных параметров, таких как скорость отвода или расстояние отвода, на небольшом тестовом объекте, вам нечего будет терять, и вы действительно ничего не сможете сломать, вы можете только выиграть, потому что в лучшем случае В этом случае в ваших руках окажется красивый, безошибочный 3D-объект.
Раскрытие информации: этот веб-сайт является собственностью Мартина Люткемейера и управляется Мартином Люткемейером. Мартин Люткемейер является участником Amazon Services LLC и других партнерских программ. Это партнерские рекламные программы, предназначенные для того, чтобы веб-сайты могли получать доход от рекламы за счет рекламы и ссылок на Amazon.com и другие. Ссылки, отмеченные *, являются партнерскими ссылками.
Как получить наилучшие настройки длины и скорости ретракции — 3D-принтер
Есть много настроек, которые мы можем настроить и улучшить на наших 3D-принтерах, одна из них — настройки втягивания.Мне потребовалось время, чтобы понять, насколько они важны, и как только я это сделал, мой опыт 3D-печати изменился к лучшему.
Многие люди не осознают, насколько важным может быть отзыв, пока они не устранят проблему плохого качества печати в определенных моделях.
Настройки втягивания связаны со скоростью и длиной, с которой нить вытягивается обратно в пределах траектории экструзии, поэтому расплавленная нить в сопле не просачивается во время движения. Втягивание может улучшить общее качество печати и устранить дефекты печати, такие как пятна и прыщи.
Что такое ретракция в 3D-печати?
Когда вы слышите этот вращающийся шум назад и видите, что нить фактически отводится назад, это означает, что происходит втягивание. Это параметр, который вы найдете в программном обеспечении слайсера, но он не всегда включен.
После того, как вы поймете основы скорости печати, настроек температуры, высоты и ширины слоя, вы начнете переходить к более тонким настройкам, таким как втягивание.
Мы можем указать нашему 3D-принтеру, как именно втягивать, будь то длина втягивания или скорость, с которой втягивается нить.
Точная длина и расстояние втягивания могут снизить вероятность возникновения различных проблем, в основном связанных с натягиванием и просачиванием.
Теперь, когда у вас есть базовые представления о втягивании в 3D-печати, давайте объясним основные термины втягивания, длину втягивания и расстояние втягивания.
1. Длина отвода
Расстояние отвода или длина отвода определяет длину нити, которая будет выдаваться из сопла.Расстояние отвода должно быть точно отрегулировано, поскольку как слишком малое, так и слишком большое расстояние отвода может вызвать проблемы с печатью.
Расстояние укажет соплу, что нужно отвести количество нити накала в соответствии с заданной длиной.
По мнению экспертов, расстояние втягивания должно составлять от 2 до 7 мм и не должно превышать длину печатающего сопла. Расстояние отвода по умолчанию на Cura составляет 5 мм.
Регулируя расстояние втягивания, увеличивайте или уменьшайте его небольшими приращениями, чтобы получить наиболее подходящую длину, поскольку она зависит от типа используемой нити.
2. Скорость втягивания
Скорость отвода — это скорость, с которой нить отводится от сопла во время печати. Как и расстояние отвода, для получения лучших результатов необходимо установить наиболее подходящую скорость отвода.
Скорость втягивания не должна быть слишком низкой, потому что нить начнет вытекать из сопла до того, как достигнет точной точки.
Это не должно быть слишком быстро, потому что двигатель экструдера быстро достигнет следующего места, и нить выйдет из сопла после небольшой задержки.Слишком большое расстояние может вызвать снижение качества печати из-за этой задержки.
Это также может привести к измельчению и пережевыванию нити, когда скорость создает слишком большое давление и вращение.
В большинстве случаев скорость втягивания отлично работает в диапазоне по умолчанию, но вам может потребоваться отрегулировать ее при переключении с одного материала нити на другой.
Как получить наилучшие настройки длины и скорости ретракции?
Чтобы получить наилучшие настройки ретракции, вы можете выбрать один из различных способов.Внедрение этих процессов, несомненно, поможет вам получить наилучшие настройки ретракции и напечатать объект так, как вы ожидали.
Обратите внимание, что настройки отвода будут разными в зависимости от того, какая у вас установка Боудена или установка с прямым приводом.
Пробная версия и ошибка
Это лучший метод для получения наиболее подходящих настроек ретракции. Напечатайте небольшой предмет только для тестов на ретракцию, который можно распечатать за короткое время.
Начните процесс печати, пошагово изменяя скорость втягивания и расстояние втягивания, и посмотрите, где принтер работает хорошо.Начните печатать реальный объект, когда вы полностью удовлетворены печатью тестов на втягивание.
Изменения между материалами
Настройки ретракции обычно различаются для каждого используемого материала нити. Вам необходимо соответствующим образом откалибровать настройки ретракции каждый раз, когда вы используете новый материал накала, такой как PLA, ABS и т. Д.
Если вы столкнулись с какой-либо проблемой даже после изменения настройки втягивания, попробуйте использовать сравнительно гибкие нити, потому что эти типы нитей будут правильно работать и при низкой скорости втягивания.
Cura фактически выпустила новый метод набора настроек отзыва прямо в программном обеспечении.
Видео ниже от CHEP объясняет это очень хорошо, так что проверьте это. Есть определенные объекты, которые вы можете поместить на рабочую пластину из Cura, где вы также можете вставлять скрипты для наилучших настроек проверки отвода, по одному за раз.
Настройки отвода Cura на Ender 3
Настройки отвода Cura на принтерах Ender 3 обычно включают в себя различные настройки, и идеальный и экспертный выбор для этих настроек будет следующим.
- Включение отвода: сначала перейдите в настройки «Ход» и установите флажок «Включить отвод», чтобы включить его.
- Скорость отвода: рекомендуется протестировать печать со скоростью 50 мм / с, и если вы заметите какие-либо проблемы с нитью, попробуйте уменьшить скорость на 10 мм и остановитесь, когда заметите улучшения.
- Расстояние отвода: на Эндер 3 расстояние отвода должно быть в пределах от 2 мм до 8 мм. Начните с 5 мм, а затем регулируйте его, пока сопло не перестанет сочиться.
- Max Retraction Cont: «10» считается идеальным выбором, меняйте это значение только в том случае, если вы чувствуете какие-либо проблемы в процессе печати.
Лучшее, что вы можете сделать на своем Ender 3, — это установить башню втягивания для калибровки наилучших настроек втягивания. Как это работает, вы можете настроить Ender 3 на использование приращения каждой настройки для каждой «башни» или блока, чтобы увидеть, какой из них дает наилучшее качество.
Итак, вы можете сделать башню втягивания, чтобы начать с расстояния втягивания 2 мм, затем задать 3 мм, 4 мм, 5 мм, до 8 мм и посмотреть, какая настройка втягивания дает наилучшие результаты.
Какие проблемы при 3D-печати можно исправить с помощью настроек отзыва?
Как упоминалось выше, натягивание или просачивание является основной и наиболее распространенной проблемой, которая возникает только из-за неправильных настроек втягивания.
Важно, чтобы настройки втягивания были точно откалиброваны, учитывая все аспекты, чтобы получить качественную и качественную печать.
Растягивание — это проблема, при которой на отпечатке есть несколько прядей или нитей накала между двумя точками печати. Эти пряди возникают на открытом пространстве и могут полностью разрушить красоту и очарование вашего 3D-принта.
Когда скорость втягивания или длина втягивания не могут совпадать, нить будет выпадать или вытекать из сопла, и это сочится в результате нанизывания.
Большинство экспертов и производителей 3D-принтеров предлагают отрегулировать настройки втягивания, чтобы эффективно избежать проблем со стеканием и натягиванием. Откалибруйте настройки ретракции в соответствии с используемой нитью и печатаемым объектом.
Как избежать образования нити в гибкой нити (TPU, TPE)
Гибкие нити, такие как TPU или TPE, используются для 3D-печати из-за их удивительных свойств противоскольжения и ударопрочности. Имейте в виду, что гибкие волокна более склонны к просачиванию и растягиванию, но эту проблему можно решить, настроив параметры печати.
- Первое и самое важное — включать настройки ретракции каждый раз, когда вы используете гибкую нить.
- Установите идеальную температуру, поскольку высокие температуры могут вызвать проблемы, поскольку нить накала быстро расплавится и может начать опускаться.
- Гибкие нити мягкие, сделайте пробную печать, отрегулировав скорость втягивания и расстояние втягивания, потому что небольшая разница может вызвать натяжение.
- Отрегулируйте вентилятор охлаждения в соответствии со скоростью печати.
- Обратите внимание на скорость потока нити из сопла, обычно гибкие нити хорошо работают при 100% скорости потока.
Регулируемое втягивание во время печати с помощью Marlin Firmware Retract
Возможность регулировки ретрактов во время печати неоценима при настройке новых нитей. Вы также можете использовать его, чтобы сохранить отпечаток, который слишком сильно растягивается. Marlin поддерживает настройку ретракции во время печати — когда у вас включен «отзыв прошивки».В этой статье я покажу вам, как им пользоваться!
Отмена настройки во время печати с выпуском 6 встроенного ПО сообщества
Втягивание во время 3D-печати — это оттягивание нити назад для предотвращения просачивания нити из сопла. Втягивание снижает давление в сопле. Обычно втягивание выполняется перед перемещением. Если втягивания недостаточно (при условии, что нить накала приличная), вы «перебрасываете» небольшое количество нити накала через ход перемещения.Это называется натягиванием. Хуже всего то, что натяжение нити может привести к увеличению нити, потому что, когда сопло ударяет по нити на следующем слое, вытягивается больше нити. Это вызывает классические дуги «молнии», которые вы видите в тесте на натягивание.
Различные нити втягиваются по-разному. Вы можете обнаружить, что вам нужно настроить несколько параметров, чтобы предотвратить просачивание:
- Температура
- Количество убираемой нити
- Скорость отвода
- Дополнительный Z-переход
Настройка отвода может свести вас с ума и требует много ручной работы с слайсером, если вы хотите попробовать несколько параметров.
Отводы иногда можно сжечь, но они всегда будут оставлять следы на отпечатке
Ввести отзыв прошивки
Отбор прошивки позволяет контролировать любые параметры отвода во время печати. Слайсер вводит gcode G10 каждый раз, когда требуется отвод, и gcode G11 в конце перемещения. Затем Марлин выполняет ретракцию и дополнительный Z-прыжок.
Сначала вам нужно настроить слайсер на отправку команд отзыва прошивки.Я использую PrusaSlicer здесь:
В PrusaSlicer вы можете найти настройку отзыва прошивки в разделе «Общие -> Дополнительно».
Я также рекомендую вам добавить это в свой начальный gcode, чтобы настройки отвода слайсера были установлены по умолчанию для функции отвода прошивки:
; Настройка параметров отзыва прошивки
M207 F {retract_speed [0] * 60} S [retract_length_0] Z [retract_lift_0]
M208 F {deretract_speed [0] * 60} S [retract_restart_extra_0]
Затем нарежьте типичный тест на втягивание и начните печать.
Печать
На сенсорном экране вы можете нажать кнопку «отвода» внизу или перейти через «Настройка -> Расширенная настройка -> Отвод».
Знаете ли вы, что на самом деле можно коснуться чего-либо в нижнем колонтитуле, чтобы либо перейти к соответствующему экрану, либо изменить значение?
На экране отзыва прошивки вы можете изменить наиболее важные параметры. Внизу не показано: температура.
При настройке ретракций попробуйте поиграть со следующими параметрами:
- Температура
- Количество убираемой нити
- Скорость отвода
- Дополнительный Z-переход
Обратите внимание, что изменения вступят в силу через некоторое время.
Результат игры с несколькими настройками втягивания во время одного и того же отпечатка
Отмена втягивания слайсера
Marlin также может отменить существующие ретракции. Вы можете использовать это в случае, если вы не хотите или не можете использовать отзыв прошивки. Марлин называет эту функцию «автоматическим отводом», я назвал это в микропрограмме сообщества «переопределение отвода срезов».
Основной принцип, по которому он работает, заключается в том, что любые втягивания (которые выражаются как отрицательное движение экструдера) в пределах определенной величины подавляются.Он не может отменить Z-переходы, введенные вами в слайсер, но он может полностью переопределить ретракции. Просто нажмите кнопку «Отменить», чтобы применить другие настройки втягивания. Поскольку ему необходимо перекрывать движения экструдера, он может работать немного менее эффективно, чем настоящая отмена прошивки.
Впрочем, этого может быть достаточно, чтобы сохранить неудачный отпечаток.
Заключение
В этой статье я показал, как использовать ретракцию прошивки. Это одна из самых продаваемых черт Marlin.Это позволяет полностью настраивать ретракцию в пределах одного отпечатка.
Используйте это в своих интересах и удачной печати!
Возврат: просто скажите «Нет» просачиванию
Пожалуй, самый частый вопрос, который мы получаем от новых владельцев 3D-принтеров: «Как мне избавиться от просачивания и образования нити на моих отпечатках?»
Экструзия термопласта — сложный процесс, в котором задействованы десятки переменных. Тем не менее, не так сложно понять, что вызывает просачивание / образование полос на отпечатках.
Что такое втягивание?Во-первых, давайте начнем с наиболее распространенного заблуждения о том, что происходит и как работает ретракция.
Миф — Втягивание «засасывает» нить обратно через горячий конец. Итак, чем больше ретракции вы используете, тем меньше будет сочиться.
Fact — После того, как нить расплавилась в «зоне плавления» вашего горячего конца, ее нельзя отвести. Втягивание не создает отрицательного давления. Горячие концы не герметичны / не герметичны.Если бы это было так, то отрицательное давление «засасало бы» расплавленную нить обратно через горячий конец. Это, вероятно, приведет к множеству замятий и других проблем с экструзией, но это не так.
Подумайте о свечном воске. Если вы поместите небольшой цилиндр с воском в ванну с расплавленным воском для свечей, а затем вытащите его, расплавленный воск пойдет вместе с ним? Конечно, нет. Несмотря на то, что небольшое количество воска прилипнет к цилиндру, когда вы его удалите, он не вытягивает вместе с ним лужу расплавленного воска.
Точно так же твердая нить над зоной плавления не втягивает расплавленную нить вместе с ней.
Хорошо, если при отводе нить не протягивается обратно через сопло, что она делает?
Цель втягивания — просто сбросить давление в зоне плавления, чтобы нить не проталкивалась через сопло во время движения без печати.
Каковы наилучшие настройки отвода?Существует много дезинформации о том, сколько у вас должно быть отказов.Я видел рекомендации от 0,1 мм до 20 мм. Итак, какова правильная сумма?
Правильная сумма — это минимальная сумма, необходимая для уменьшения наибольшего натяжения с вашей стороны. Некоторым станкам и горячим концам требуется больший отвод, чем другим, и к каждому материалу предъявляются разные требования. Однако в целом маловероятно, что вам понадобится более 5 мм или менее 1 мм.
Настройки для настройкиЕсть еще несколько важных настроек, которые влияют на просачивание / натягивание деталей.Мы проведем процесс настройки вашей машины, чтобы получить как можно меньше просачивания, но крайне важно, чтобы вы начали с правильно откалиброванного экструдера. Если вы ранее не калибровали экструдер, прочтите это перед тем, как приступить к настройке параметров втягивания.
В этой статье мы будем настраивать только 2 параметра для отзыва:
- Отвод : длина в движении
- Скорость : Ход (скорость для движений без печати)
Загрузите файлы куба ретракции здесь
Конечно, существуют и другие параметры, влияющие на просачивание, но они являются наиболее важными и их легче всего проверить и отрегулировать.Мы рассмотрим другие настройки в следующей статье.
Мы создали простой STL (загрузите файл здесь), чтобы показать влияние различных настроек на просачивание / натягивание. Это 10-миллиметровые кубы, расстояние между которыми составляет 10, 20 и 40 мм. В качестве тестовой машины использовался SeeMeCNC Rostock Max с хотэндом E3D v6. В качестве нити использовался стандартный синий PLA MatterHackers.
Эти настройки использовались для всех тестовых отпечатков:
- Высота слоя: 0,25 мм
- Заполнение: 25% — Треугольник
- Периметры: 2
- Сплошные верхние слои: 2
- Слои сплошного дна: 2
- Скорость заполнения и периметра: 40 мм / с
- Все части были напечатаны с юбкой, но на некоторых фотографиях юбка была снята, чтобы более четко визуализировать просачивание / натягивание.
У этого отпечатка было 0 втягиваний и скорость перемещения 40 мм / с (движения без печати).Это примерно самый худший из возможных сочленений / натягиваний на этой машине
.Вы заметите, что натяжка между промежутками от 20 до 40 мм намного хуже, чем между 10 мм. Это просто потому, что у нити накала больше времени, чтобы просочиться из горячего конца. Вот почему скорость движения для движений без печати играет большую роль в просачивании / натяжении. Чем быстрее вы сможете перейти к следующему положению печати, тем меньше времени останется у нити, чтобы сочиться с горячего конца.
Принимая это в качестве отправной точки, первое, что нужно сделать, — это увеличить скорость перемещений без печати. У каждой машины есть свои ограничения, но 150–250 мм / с — это, вероятно, диапазон, с которым ваша машина может справиться хорошо. На самом деле заметной разницы в натяжении между 150 и 250 мм / с из-за ускорения и других ограничений в прошивке не будет, но это уже для другой статьи.
У этого отпечатка не было втягивания, но скорость перемещения была увеличена с 40 мм / с до 150 мм / с.
Это лучше, чем предыдущий отпечаток, но явно неприемлем.
После установки скорости движения мы увеличим расстояние отвода. Опять же, цель состоит в том, чтобы использовать минимально необходимое количество втягивания. Использование большего количества, чем необходимо, может вызвать замятия, капли и другие проблемы, связанные с выдавливанием.
Этот оттиск имеет втягивание на 1 мм при скорости перемещения 150 мм / с:
Наблюдается явное улучшение — особенно в 10-миллиметровом зазоре — но все еще много натягиваний между частями
Next, втягивание 2 мм, скорость перемещения 150 мм / с:
Совершенно верно.Есть несколько очень, очень тонких нитей PLA, которые вы, возможно, даже не сможете увидеть на картинке, но края и грани все очень чистые, без пятен или лишних нитей, о которых можно было бы говорить.
Но мы еще не закончили. Мы увеличим втягивание до 3 мм, чтобы увидеть, есть ли какие-либо заметные улучшения.
Втягивание 3 мм, скорость хода 150 мм / с
Загрузите файлы куба ретракции здесь
Отлично! Ни натянутости, ни просачивания.Просто идеально напечатанные кубики.
Итак, похоже, 3 мм — это правильная величина втягивания для PLA на этой машине.
Чтобы быстро и легко настроить параметры для достижения оптимального втягивания, загрузите здесь распечатку втягивания куба и распечатайте ее с текущими настройками.
В зависимости от результатов отрегулируйте скорость движения или расстояние отвода и повторите печать. Изменяйте только 1 настройку за раз. Таким образом, вы можете легко увидеть эффект каждого изменения.
Отрегулируйте расстояние отвода вверх / вниз с шагом 0,5 или 1 мм. Мы не рекомендуем расстояния больше 5 мм или меньше 0,5 мм.
Наконец, вам может потребоваться выполнить этот тест и выполнить настройку для различных материалов. Некоторые материалы могут просачиваться больше, чем другие, и для достижения тех же результатов может потребоваться увеличенное расстояние втягивания и скорость движения.
Счастливой печати без слизи!
The perfect Ender 3 (Pro and V2) Retraction Settings — 3D Solved
Если мы думаем о 3D-печати, первое, что приходит на ум, — это машина, которая плавит пластик, в то время как экструдер движется по 3 ортогональным осям, формируя твердый объект. .Это кажется очень простым, но если углубиться в эту технологию, мы быстро обнаружим, что существует бесчисленное множество параметров, которые определяют способ, которым это происходит.
В зависимости от типа модели настройки втягивания могут повредить ваши отпечатки. Если у вас есть принтер Ender 3 (или любая машина типа Bowden), следующие настройки отвода определенно окажутся полезными:
Поскольку принтер типа Bowden, Ender 3 требует большего расстояния отвода, и рекомендуется включить «Режим расчесывания» и установить для него «Внутри заполнения».Кроме того, установите расстояние отвода на 6 мм, скорость отвода на 200 мм / с, максимальное количество отводов на 5 и окно минимального расстояния экструзии на 10 мм.
Что такое ретракция и почему она важна в 3D-печати?
Как вы, возможно, уже знаете, хотэнд получает нить от экструдера, который проталкивает материал через зубчатое колесо. Эта тяга вызывает повышение давления внутри сопла. Если температура достаточна, а ступени двигателя экструдера правильно откалиброваны, пластик начнет течь в точном количестве, необходимом для создания желаемой модели.
Проблема с этим механизмом заключается в том, что после остановки двигателя экструдера внутри цилиндра все еще остается давление, которое заставляет нить продолжать течь через единственный свободный выход, который у нее есть (то есть через сопло). Когда для печати требуется, чтобы хотэнд перемещался из одной точки в другую без нанесения материала, необходимо сбросить это остаточное давление, чтобы избежать «утечки» пластика во время этого движения.
Для этого нужно изменить вращение шагового двигателя экструдера так, чтобы несколько миллиметров нити выходили из хотэнда и компенсировали указанное давление.Такое реверсирование вращения называется «втягиванием» и является фундаментальным параметром для получения печатных объектов с хорошей обработкой поверхности.
Чрезмерно экструдированный материал из сопла будет становиться тоньше по мере движения хотэнда, оставляя «нить» или «нить» между двумя стенками детали. Это известно как «натягивание», и его можно избежать (или, по крайней мере, минимизировать) с помощью некоторых параметров печати. Возможно, вы раньше не слышали об этом термине, но я почти уверен, что вы уже видели его раньше.Взгляните на следующее изображение стула с хорошей натяжкой.
Миниатюрное кресло на 3D-принтере с проблемами натяжения. ИсточникПараметры, связанные с отводом
Во-первых, мы должны убедиться, что активирован флажок «Разрешить отвод», чтобы получить доступ к параметрам отвода. С этого момента мы сосредоточимся на настройках Cura. Вы найдете эквивалентные параметры на многих слайсерах.
Я должен уточнить, что я буду использовать соглашение об именах от Cura, но те же принципы определенно применимы ко всем слайсерам.
Расстояние отвода
Расстояние отвода сообщает принтеру, сколько миллиметров нити втягивать при необходимости. Отвод только на очень маленькое расстояние, вероятно, не решит проблему натягивания, тогда как увеличение этого значения приведет к тому, что в сопло не будет пластика в начальные моменты следующего выдавливания.
Во избежание этого существует так называемая настройка «заправки», которая возвращает нить накала в то же положение, в котором она находилась до втягивания.То есть, если 5 мм нити были втянуты, после перемещения между двумя точками без экструдирования 5 мм нити будут вытолкнуты обратно в сопло.
Часто используемая модель требует слишком большого количества последовательных отводов в течение очень короткого периода времени. Если расстояние отвода слишком велико, зубья шестерни, толкающие нить, начнут ее шлифовать. Если нить станет слишком тонкой, шестерни не будут толкать ее, а будут скользить по ней. В результате нить больше не будет выдавливаться, и печать, очевидно, будет полностью испорчена.
Чтобы избежать этого, мы собираемся установить минимально возможное расстояние отвода, которое позволит нам уменьшить натягивание. Диапазон 3-6 мм обычно подходит для большинства 3D-принтеров типа Боудена. Вы можете начать с расстояния отвода , равного 3 мм, и увеличить его на 1 мм, если сочтете это необходимым.
Хотя принтеры Ender3 присутствуют на рынке уже несколько лет и известны своей надежностью, многие пользователи предпочитают изменять свои настройки для достижения лучших результатов печати.Одна из самых распространенных модификаций — преобразование в систему прямой экструзии. Хотя мы не рекомендуем изменять проверенный проект (если вы не уверены в своих технических навыках), вы можете попробовать его и сделать свои собственные выводы.
Одним из преимуществ системы прямого привода является более точный контроль втягивания. Для этих типов принтеров начните с расстояния 0,5 мм и увеличивайте его с шагом в то же значение, пока не получите оптимальный результат.
Максимальное количество отводов
Этот параметр позволяет нам определить максимальное количество отводов, которые могут быть выполнены вдоль одного и того же сегмента нити. Таким образом можно избежать упомянутого выше измельчения нити. Начните с установки этого значения в диапазоне от 5 до 10. По умолчанию для Cura установлено значение 100, но оно слишком велико.
Окно минимального расстояния вытягивания
сообщите об этом объявлении Здесь вы можете определить длину сегмента нити, к которому будут применяться отводы, указанные в « Максимальное число отводов ».Поскольку втягивание будет составлять от 3 до 6 мм, подходящим значением является 10 мм. Таким образом, вы будете уверены, что нить не будет повреждена из-за чрезмерного втягивания.
Скорость отвода
Определяет, насколько быстро экструдер будет вращаться в обратном направлении. Он должен быть достаточно быстрым, чтобы нить не протекала через сопло, но не чрезмерно, так как чрезмерная скорость также потребует мощности, которую двигатель экструдера не сможет выдать, что приведет к потере шагов.Хорошее значение для начала — 20 мм / с. Впоследствии вы всегда можете поднять это значение с помощью теста на натягивание (ссылки ниже).
Основная скорость отвода
Это значение позволяет вам установить скорость, с которой материал подается обратно в сопло. Этот параметр позволяет вам контролировать, каким образом хотенд готов продолжить выдавливание, как будто ничего не произошло.
Скорость отвода делится на два разных параметра по уважительной причине. При удалении нити давление в начале втягивания выше, чем в конце, что снижает нагрузку на шестерню экструдера.С другой стороны, во время заливки давление (и, следовательно, прочность шестерни) возрастает все больше и больше.
По этой причине заправка может повредить нить больше, чем втягивание. Мы рекомендуем вам использовать для этого параметра скорость на 5 мм / с ниже, чем та, которую вы установили в « Скорость отвода ».
Extra Prime Amount
С помощью этого параметра вы можете компенсировать количество материала, которое было потеряно из-за просачивания. Если вы правильно установите расстояние и скорость втягивания, вам не нужно будет ничего компенсировать, поэтому мы рекомендуем вам оставить этот параметр равным 0 и вместо этого выполнить калибровочные тесты.(ссылки ниже)
Рекомендуемые настройки втягивания для принтера Ender 3 (Pro / v2)
В связи с тем, что принтеры Ender 3, безусловно, являются одними из самых популярных принтеров (если не самым), я перейду к специальные настройки, которые я рекомендую, а также использую на своей машине. Хотя все принтеры в чем-то уникальны, эти настройки послужат отличной отправной точкой.
- Режим вычесывания: ВКЛ и установлен на « В пределах заполнения »
- Расстояние отвода: 6 мм
- Скорость отвода: 20 мм / с
- Максимальное количество отводов: 5
- Окно минимального расстояния экструзии: 10 мм
Эти настройки пригодится для всех принтеров типа Боудена.Очевидно, вы можете настроить эти значения и улучшить их для своих нужд. Печатные тесты, специально разработанные для уменьшения натяжения, помогут ускорить точную настройку. Я перечисляю их все в конце статьи.
Вы также можете быть удивлены тем фактом, что для печати миниатюр требуется определенная конфигурация ретракции для получения наилучших результатов. Очевидно, я их сейчас тоже перечислю!
Рекомендуемые настройки втягивания для печати миниатюр на принтере Ender 3 (Prov / v2)
- Режим гребня: ВКЛ и установлен на « Within Infill »
- Расстояние втягивания: 6 мм
- Скорость втягивания: 45 мм / с
- Максимальное количество отводов: 10
- Окно минимального расстояния экструзии: 10 мм
Интересно знать, что Z-переход, параметр, который поднимает ось Z на короткое расстояние перед перемещением без экструзии и снова опускает ее, когда достигает Следующая точка печати значительно увеличивает натяжение (независимо от ранее выполненной калибровки).Я настоятельно рекомендую вам отключить его, особенно если вы достигли оптимальной настройки параметров.
Лично мне это видео от Makers Muse было бесценным, когда я впервые столкнулся с этой проблемой.
Почему рекомендуется «Включить режим расчесывания»?
Проблема с натягиванием струн в том, что это приводит к тому, что внешняя поверхность вашего объекта становится неприятной для просмотра. Если бы натягивание происходило только внутри объекта, мы не могли бы быть этим недовольны.Следовательно, втягивание имеет смысл только тогда, когда сопло перемещается из одной точки в другую, проходя через область, на которой нет слоев печати. Включив режим комбинирования, вы можете приказать слайсеру перемещать хотэнд только в пределах печатных областей (когда это возможно).
На выбор доступны 4 различных варианта, но мне больше всего нравится « внутри заполнения ». Хотя это увеличивает время печати, оно сокращает количество отзывов до неизбежного минимума.
Калибровочные испытания на отвод и натягивание
Температурная башня
Хотя мы еще не упомянули об этом, один параметр печати, который серьезно влияет на натягивание, — это температура горячей линии.Чем он горячее, тем легче будет течь нить, что значительно усилит вытекание из сопла. Поэтому первое, что вам нужно сделать, это откалибровать температуру вашего принтера, чтобы достичь наилучших результатов. Для этого я рекомендую вам распечатать следующий тест, который состоит из градирни, которая увеличивается на 5 ºC в четко определенном интервале слоев.
Температурная башня: один из самых полезных тестов (Ссылка для скачивания)Если вы нажмете « Thing files », вы увидите файл G-code , который уже совместим с Ender3.Не используйте вашу программу слайсера для генерации G-кода, как вы это делаете обычно, так как это не будет изменять температуру во время печати. Возможно использование различных процессов в Cura, но добавленный файл работает отлично.
Базовый тест на натягивание
После калибровки температуры отключите втягивание на слайсере и распечатайте следующий файл. Взгляните на картинку и угадайте, что она пытается оценить.
В результате между обоими цилиндрами будет кусок волос.Повторно включите ретракцию и сравните результат с новой напечатанной частью. С этого момента увеличивайте или уменьшайте значения Скорость отвода и Расстояние отвода до тех пор, пока оба цилиндра не будут напечатаны правильно и между ними не останется волосков.
Инструмент калибровки ретракции
Если вы еще не удивлены тем, насколько здорово сообщество 3D-принтеров, ознакомьтесь с этим бесплатным онлайн-инструментом, который кто-то создал. Это позволяет нам создать G-код для целей тестирования, который совместим с нашим конкретным принтером.Инструкции очень подробные и полезные, но обязательно их прочтите.
Часто задаваемые вопросы (FAQ)
Одинаково ли втягивание для систем боуденовской и прямой экструзии?
Хотя включение втягивания полезно независимо от типа принтера, для машин типа Боудена обычно требуется большее расстояние втягивания по сравнению с принтерами с прямым драйвером.
Причина в следующем: 3D-принтеры, использующие систему Боудена (например, Ender3), размещают экструдер подальше от хотэнда, и нить пропускается через трубку из ПТФЭ.Поскольку трубка имеет внутренний диаметр 2 мм, а нить — 1,75 мм, неплотность между ними требует компенсации этой разницы за счет увеличения расстояния отвода.
Системы прямой экструзии лишены этой проблемы, и усадка нити обычно не является такой большой проблемой.
По сути, для систем Боудена требуется гораздо большее расстояние отвода.
Одинаково ли втягивание для всех типов волокон?
К счастью, PLA — очень стабильный полимер, поэтому наш принтер можно настроить так, чтобы добиться почти полного отсутствия нити.То же самое происходит с АБС, хотя он вызывает другие проблемы, такие как коробление и растрескивание. Другие материалы, такие как ПЭТГ, требуют гораздо более высокой температуры для плавления, что способствует образованию струн при его охлаждении.
Гибкие материалы, такие как TPU, сжимаются во время экструзии и растягиваются при втягивании, поэтому активировать втягивание для печати не очень удобно. В этом случае натягивание неизбежно.
В дополнение к настройкам втягивания, влажность нити также может увеличить вероятность натягивания нити , поэтому я всегда рекомендую хранить наши катушки в герметичном контейнере с большим количеством мешков с силикагелем.
Заключение
К настоящему времени вы лучше понимаете все доступные настройки ретракции и то, как их следует настраивать по-разному в зависимости от типа нашего принтера (Bowden или Direct Drive). Принтеры типа Боудена, такие как Ender 3 (Pro и v2), требуют более длинных расстояний отвода. Таким образом, вы должны включить « Combing Mode » и установить его на « Within Infill ». Расстояние отвода должно составлять 6 мм, скорость отвода — 20 мм / с, максимальное количество отводов — 5, а окно минимального расстояния экструзии — 10 мм.
Втягивание кластера | Volterra Docs
Цель
В этом руководстве приведены инструкции по настройке аварийного восстановления в случае неисправных конечных точек за кластером. Кластер группирует набор конечных точек в пул ресурсов, который используется в конфигурации балансировщика нагрузки. Чтобы узнать больше о конечных точках и балансировщике нагрузки, см. Балансировка нагрузки и Service Mesh.
Если маршрут указывает на несколько кластеров как часть взвешенной конфигурации кластера и у любого из кластеров нет работоспособных конечных точек, то трафик по маршруту распределяется только между оставшимися кластерами, имеющими одну или несколько исправных конечных точек.Это называется втягиванием кластера. Конечная точка считается неисправной в случае сбоя проверки работоспособности или обнаружения конечной точки.
С помощью инструкций, приведенных в этом руководстве, вы можете включить или отключить отвод кластера для балансировщика нагрузки HTTP или TCP.
Примечание : отвод кластера включен по умолчанию для балансировщиков нагрузки HTTP и TCP. Это также означает, что взвешенная кластерная конфигурация маршрута и конфигурация панического порога кластера могут не работать, когда какой-либо кластер откатывается из-за отсутствия работоспособных конечных точек.
Предварительные требования
Применяются следующие предварительные условия:
Конфигурация
Отвод кластера включен по умолчанию для балансировщиков нагрузки HTTP и TCP. Вы можете отключить его при создании нового балансировщика нагрузки или можете включить или отключить его для существующего балансировщика нагрузки. В этом примере показано, как обновить существующую подсистему балансировки нагрузки, чтобы включить или отключить отвод кластера для балансировщика нагрузки HTTP.
Выполните следующие шаги, чтобы включить или отключить отвод кластера
Шаг 1: Войдите в VoltConsole и перейдите к конфигурации балансировщика нагрузки.- Измените пространство имен вашего приложения. Выберите
Manageв меню конфигурации иLoad Balancers->HTTP Load Balancersв параметрах. - Щелкните
...->Изменитедля балансировщика нагрузки HTTP из отображаемого списка.
- Перейдите в раздел «Конфигурация маршрутов
Показать дополнительные поля». - Нажмите
Настроить, чтобы открыть страницу конфигурации маршрута.
Рис.: Настройки втягивания кластера
- Нажмите
Применить, чтобы применить настройку ретракции кластера к конфигурации маршрута. - Нажмите
Применитьна странице конфигурации маршрута, чтобы применить изменения к конфигурации балансировщика нагрузки
Нажмите Сохранить и выйти из на странице балансировщика нагрузки, чтобы включить или отключить возврат кластера для этого балансировщика нагрузки. Любые последующие сбои конечной точки приводят к отмене кластера.
Концепции
Ссылки API
Башня с отводом— dotdash42 / Calibration-forms Wiki
Образец детали для правильной калибровки ретракции. Этот шаг важно выполнить после калибровки температуры нити накала, чтобы обеспечить стабильные результаты.Значения втягивания могут меняться в зависимости от температуры, поэтому лучше сделать это в конце. Чтобы установить калибровку отвода, вы можете использовать связанный скрипт постобработки.
Сначала необходимо откалибровать скорость втягивания экструдера. Для расстояния вы можете начать со среднего значения, адаптированного к вашему типу экструдера:
- Технология Боудена: расстояние 1 — 5 мм, скорость 10-50 мм / с
- Прямой привод: расстояние 0,25 — 1 мм, скорость 5-25 мм / с
Затем вы можете настроить прямое расстояние.
Убрать башню
Связанный скрипт постобработки
RetractTower.py
Настройки в скрипте для высоты слоя: 0,2
- Изменить смещение слоя: 4
- Изменить уровень: 38
- Отображение подробностей на ЖК-дисплее: True (добавит некоторую информацию M117 для отображения текущего измененного значения)
Настройка расстояния (втягивание)
Боуден-экструдер типа
- Начальное значение: 1 мм
- Увеличение значения: 1 мм
Прямой привод Экструдер типа
- Начальное значение: 0.25 мм
- Увеличение значения: 0,25 мм
Настройки для скорости
Боуден-экструдер типа
- Начальное значение: 10 мм / с
- Увеличение значения: 10 мм / с
Прямой привод Экструдер типа
- Начальное значение: 5 мм / с
- Увеличение значения: 5 мм / с
Примечание
После использования сценария постобработки, не забудьте удалить его для следующего проекта!
Условия печати
- Размер сопла: 0.4
- Высота слоя: 0,2
- Начальная высота слоя: 0,2
- Ширина линии: 0,4
- Количество линий стены: 3
- Толщина верха / низа: 0,8 мм
- Использовать адаптивные слои: ложь
Время печати = 50 мин.
Банкноты
После использования сценария постобработки не забудьте удалить его для следующего проекта!
Убедитесь, что опция Use Adaptive Layer не активна. Начиная с версии 1.2.4 при использовании модели Tower плагин проверяет, не установлен ли этот параметр.Если для параметра установлено значение true, значение изменяется и отображается сообщение:
Эта модель предназначена для печати с соплом 0,4. Если вы хотите использовать ту же модель, с соплом большего размера, вы можете сделать это, активировав опцию «Удалить все отверстия» в разделе «Исправление сетки». Поскольку многие пользователи открывают для этого проблему, начиная с версии 1.2.5, этот параметр автоматически активируется для этой модели, если размер вашего сопла больше 0,4 мм.