как и для чего ее проводят
Коленчатый вал двигателя внутреннего сгорания представляет собой один из основных элементов кривошипно-шатунного механизма, являясь деталью достаточно сложной формы. К коленчатому валу (в области шеек коленвала) реализовано крепление шатунов. Через шатун от поршня на коленвал передается усилие, что позволяет преобразовать возвратно поступательное движение поршней в цилиндрах во вращательное движение коленчатого вала.
Необходимо отметить, что коленвал в процессе работы двигателя испытывает значительные нагрузки, так как давление газов в результате сгорания топливно-воздушной смеси воздействует на весь КШМ, параллельно на него воздействует инерционная нагрузка и т.д. В совокупности все силы, оказывающие воздействие на элемент, переменные по своей величине и направлению. По этой причине к детали выдвигаются особые требования касательно прочности и материалов изготовления, что необходимо для способности успешно противостоять таким нагрузкам.
Содержание статьи
Почему и в каких случаях нужна расточка коленчатого вала
Так как коленвал является нагруженной деталью, о его неисправностях водитель может узнать по появлению стука в двигателе. Если коленвал начал стучать, силовой агрегат нуждается в неотложном ремонте. В блоке цилиндров сам коленвал лежит в так называемой постели, закреплен посредством коренных подшипников скольжения (коренные вкладыши). Также в месте крепления шатунов к валу имеются шатунные подшипники (шатунные вкладыши). Материалы для изготовления вкладышей используются такие, чтобы элемент был прочным и имел гладкую поверхность. Это необходимо для минимизации трения в месте контакта вала и вкладыша, а еще позволяет валу свободно вращаться.
В подобной ситуации простой заменой вкладышей на новые обойтись не удается. Следует устанавливать вкладыши ремонтного размера. Например, толщина стенки ремонтного вкладыша будет на 0. 2 мм толще, чем у стандартного или же установленного до этого ремонтного. По указанной причине установить ремонтные вкладыши возможно только после расточки коленчатого вала.
 Другими словами, расточку проводят тогда, когда пострадали шейки коленчатого вала. Возникновение задиров, канавок, износ шеек коленвала более 0.03 мм. уже принято считать основанием для расточки, так как полное восстановление гладкой поверхности шеек попросту невозможно без этой процедуры. Вкладыши после расточки также нужно будет менять. В конечном итоге, при ремонте получается добиться того, что коленвал после расточки и новые вкладыши имеют абсолютно гладкую и ровную поверхность в местах сопряжения, позволяя нагруженному механизму нормально работать.
Другими словами, расточку проводят тогда, когда пострадали шейки коленчатого вала. Возникновение задиров, канавок, износ шеек коленвала более 0.03 мм. уже принято считать основанием для расточки, так как полное восстановление гладкой поверхности шеек попросту невозможно без этой процедуры. Вкладыши после расточки также нужно будет менять. В конечном итоге, при ремонте получается добиться того, что коленвал после расточки и новые вкладыши имеют абсолютно гладкую и ровную поверхность в местах сопряжения, позволяя нагруженному механизму нормально работать.Если суммировать полученную информацию, общее состояние поверхности шеек коленчатого вала сильно зависит от того, в каком состоянии находятся вкладыши коленвала. Указанные элементы должны быть подогнаны друг к другу с филигранной точностью, чтобы сопряженная пара (шейка-вкладыш) могла нормально работать при условии значительных и постоянно меняющихся нагрузок. Добавим, что частой проблемой многих ДВС является проворачивание вкладышей коленвала.
- определить износ вкладышей коленчатого вала;
- выявить дефекты коленвала;
- реализовать предварительную расточку коленвала;
- осуществить установку вкладышей соответствующего ремонтного размера;
Другими словами, во время капремонта мотор полностью разбирается, после чего двигатель дефектуют, проводятся различные замеры при помощи нутромера, микрометра и другого оборудования. Затем на основании полученных результатов при необходимости проводится расточка блока цилиндров, коленвала, фрезеруется и шлифуется ГБЦ, осуществляется расточка постели коленвала и т.д. Только после выполнения всех этих операций подбираются ремонтные поршни и кольца, а также вкладыши коленвала и другие детали. Отметим, что заранее приобретать ремонтные запчасти не рекомендуется, так как во многих случаях расточка может производиться специалистами не в следующий, а сразу через один ремонтный размер или даже более.
Как растачивается коленвал
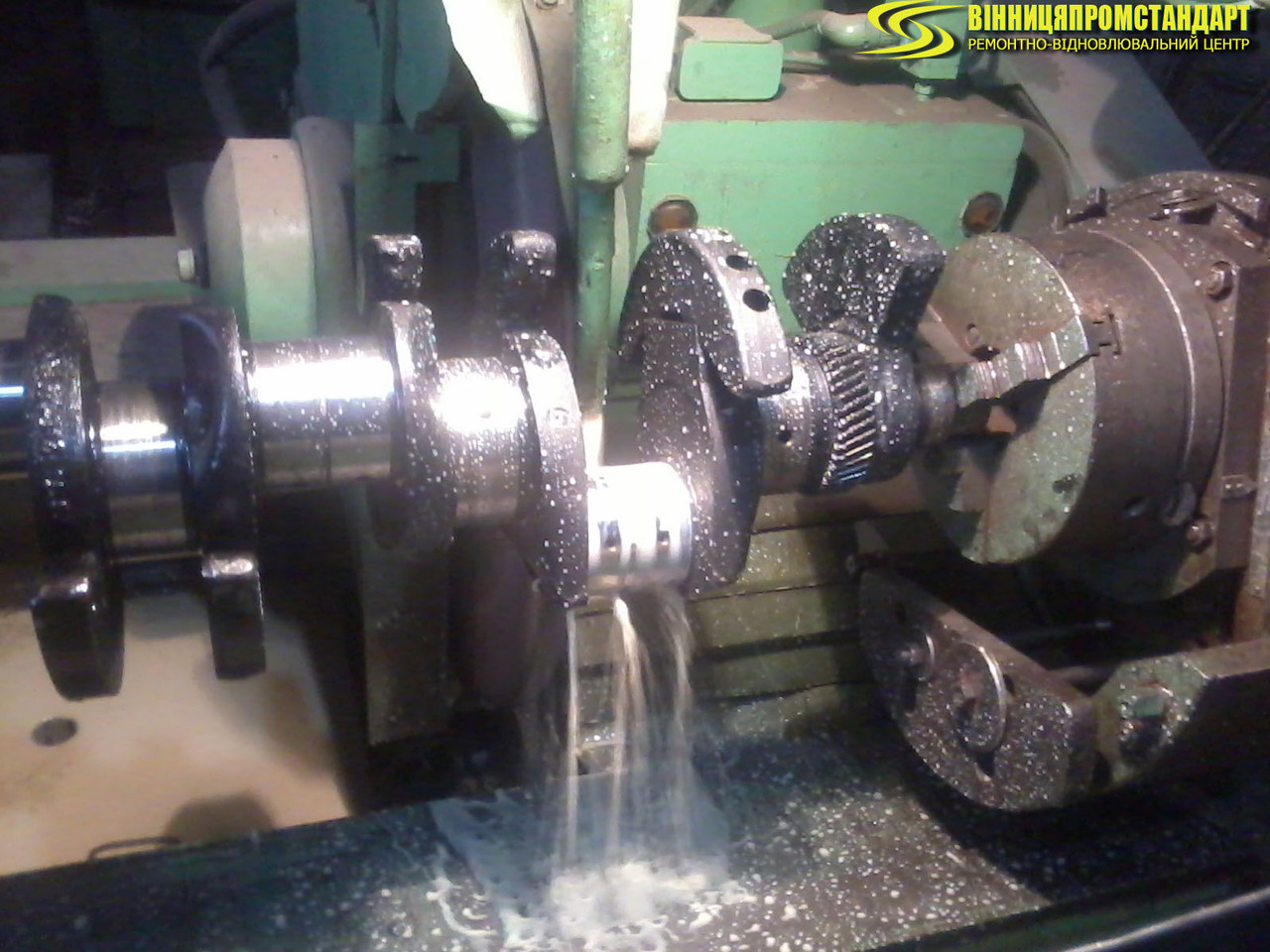
Начнем с того, что расточка и шлифовка коленвала своими руками в гаражных условиях под силу только опытным специалистам, которые имеют соответствующий набор специального оборудования. Прежде всего, в наличии должен быть станок для расточек коленвала, так как вся процедура должна выполняться с высокой точностью. Нужно учитывать и то, что от качества работ с коленвалом будет напрямую зависеть и сложность дальнейшей подгонки ремонтных вкладышей.
Также некоторые автолюбители в целях максимальной экономии умудряются шлифовать коленвал в гараже подручными средствами, но выполнять данную процедуру настоятельно не рекомендуется, так как результат может быть абсолютно непредсказуемым.
Добавим, что перед началом работ специалист должен обязательно проверять коленвал на предмет осевого смещения шатунных шеек, искривления коленчатого вала и т.д. При этом все равно получается, что хотя ремонт вала представляет собой сложную токарную операцию, купить новую деталь все равно получится в среднем на 50-60% дороже сравнительно с тем, сколько стоит расточка коленвала опытным мастером.
При этом все равно получается, что хотя ремонт вала представляет собой сложную токарную операцию, купить новую деталь все равно получится в среднем на 50-60% дороже сравнительно с тем, сколько стоит расточка коленвала опытным мастером.
Подведем итоги
Для экономии денежных средств во время проведения капитального ремонта двигателя владелец автомобиля при желании всегда может взять разборку агрегата на себя. Самостоятельное снятие навесного оборудования, демонтаж ДВС и его извлечение из подкапотного пространства, а также мойка мотора позволит ощутимо уменьшить общую стоимость затрат. Если имеются навыки и инструменты, сам двигатель также можно разобрать у себя в гараже, доставив для дефектовки и расточки только отдельные элементы (например, ГБЦ, БЦ или коленвал). Последующую сборку мотора также можно провести самостоятельно.
Последующую сборку мотора также можно провести самостоятельно.
При этом следует помнить, что замена вкладышей и расточка коленчатого вала является сложной процедурой. Если вы не уверены в своих силах, лучше полностью доверить весь процесс разборки, ремонта и сборки двигателя специалистам. Дело в том, что в автосервисе с хорошей репутацией имеется нужное оборудование, стенд для ремонта двигателя и т.д. В таких условиях мотор тщательно промывается изнутри, очищаются масляные каналы, труднодоступные полости. После ремонта на двигатель обязательно должны дать гарантию, так как в процессе сборки все детали перед установкой проверяются мастером и подгоняются при необходимости прямо на месте. Это позволяет упростить процесс сборки и экономит время, возможные дефекты обнаруживаются и устраняются до того момента, когда мотор уже стоит на автомобиле.
 Дело в том, что новые или восстановленные нагруженные узлы и агрегаты всегда требуют определенной притирки, что не позволяет сразу эксплуатировать ДВС в привычном режиме.
Дело в том, что новые или восстановленные нагруженные узлы и агрегаты всегда требуют определенной притирки, что не позволяет сразу эксплуатировать ДВС в привычном режиме.Не следует забывать и о том, что от качества моторного масла и своевременной замены смазочного материала и фильтров напрямую будет зависеть ресурс отремонтированного ДВС. Обратите внимание, шатунные и коренные вкладыши являются теми деталями, которые первыми выходят из строя в случае проблем с системой смазки двигателя. По этой причине следует следить за уровнем масла, использовать соответствующие данному типу силовой установки ГСМ, избегать активной езды на холодном моторе и т.д.
Читайте также
Расточка коленвала – ремонт доступнее покупки
В число самых ответственных и дорогих компонентов в любых двигателях входит коленчатый вал.
Для чего нужно проточить коленвал?
Коленвал в моторном блоке закреплен коренными подшипниками. Поршни оборудованы шатунными подшипниками. Контакт рабочей поверхности обеспечен вкладышами, которые образуют плотную точку соприкосновения. Вкладыши изготовлены из особого сплава, который обеспечивает минимальный уровень трения в процессе подачи масла, тем самым давая возможность коленвалу совершать вращательные движения.
С идеальной точностью отполированная поверхность шеек и внутренних частей вкладышей, тем не менее, с течением времени постепенно изнашивается от воздействия моторных масел и высокого давления. Увеличивается зазор, который вызывает падение давления масла, а появившийся люфт еще больше увеличивает износ. Если масляный насос работает исправно, а давление масла падает, то это фактор необходимости скорой замены вкладышей.
С учетом обоюдостороннего износа, становится невозможным просто поменять старые вкладыши на новые. Специалисты предложат поставить ремонтные вкладыши, которые толще стандартных или уже на поменянных вкладышей на четверть миллиметра.
Для установки нужно приобрести новые ремонтные вкладыши, которые можно ставить только после расточки коленчатого вала. Расточка коленвала выполняет задачу по доводке внешнего размера шеек до показателей размера вкладышей. В каждой модели мотора есть свои наборы вкладышей. К некоторым автомоторам выпускают по 4 комплекта ремонтных вкладышей, что ограничивает расточку коленвала до 4 раз максимум.
Когда происходит залипание, проворачивание вкладышей, то это становится причинами выполнять работы с расточкой коленвала, потому что нельзя восстановить показатели поверхности шеек без обтачивания.
Как делается проточка коленвала?
Несмотря на то, что многие автолюбители не понаслышке знакомы с ремонтом машины своими руками, не все работы можно сделать в гараже. Расточка коленвала относится к тем процессам, которые можно корректно выполнить только с использованием высокоточных станков руками опытных профессионалов, способных определить, насколько можно протачивать детали и какой размер новых вкладышей понадобится.
Расточка коленвала относится к тем процессам, которые можно корректно выполнить только с использованием высокоточных станков руками опытных профессионалов, способных определить, насколько можно протачивать детали и какой размер новых вкладышей понадобится.
Размеры диаметра шейки измеряют с помощью микрометра. Цена этой услуги будет намного меньше, чем стоимость новой детали. Мастер должен оценить возможность осевого смещения шатунных шеек и определить, нет ли признаков изгиба коленчатого вала.
Процессы расточки и замены вкладышей очень сложны и ответственны. Чтобы ремонтные работы увенчались успехом, нужно соблюсти ряд правил:
- В процессе разбора коленчатого вала изношенные вкладыши маркируют и отдают мастеру;
- когда расточка выполнена, то нужно вымыть коленвал и продуть масляные каналы;
- монтаж коленвала и новых вкладышей должен выполняться опытным мотористом.
Когда ремонт окончен, необходимо обкатать двигатель, соблюдая все нюансы – скоростной режим до достижения определенного пробега, в срок менять масло и фильтр, не перегревать мотор. Тщательное выполнение всех условия позволит надолго продлить эксплуатацию вашего автомобиля. Работы по расточке коленвала вы можете заказать в моторном центре «Гвардейский» на высокоточном оборудовании опытными специалистами. Опытные специалисты оперативно и качественно выполнят любые по сложности ремонтные работы.
Тщательное выполнение всех условия позволит надолго продлить эксплуатацию вашего автомобиля. Работы по расточке коленвала вы можете заказать в моторном центре «Гвардейский» на высокоточном оборудовании опытными специалистами. Опытные специалисты оперативно и качественно выполнят любые по сложности ремонтные работы.
Лишь в самых сложных случаях поломки коленвала, придется заменить коленвал на новый
Прайс лист по ремонту ГБЦ и ремонту коленвала на отечественные автомобили
Прайс лист по ремонту ГБЦ и ремонту коленвала на иномарк
цены на шлифовку коленвала ЯМЗ
Коленвал – составная часть кривошипно-шатунного механизма. Деталь предназначена для преобразования возвратно-поступательного движения поршней во вращательное и последующая передача его на трансмиссию. В процессе эксплуатации коленчатый вал подвергается большим нагрузкам и со временем изнашивается. Центр «Дизель-Сервис» предлагает услугу шлифовки коленвала в Краснодаре. Шлифовка коленвалов позволяет восстановить ее форму, рабочий ресурс и избежать затрат на покупку и замену новой запчасти.
Шлифовка коленвалов позволяет восстановить ее форму, рабочий ресурс и избежать затрат на покупку и замену новой запчасти.
Причины износа
Главный признак неисправности этой детали – появление громкого стука и вибраций при работе двигателя. Такой симптом – веская причина обращения в автосервис. Выяснить, требуется ли шлифовка коленвала, расточка блоков, можно только после проведения осмотра и выполнения диагностики. Причинами повышенного износа этой детали обычно являются:- Длительный перегрев двигателя.
- Недостаточное давление масла.
- Неисправность привода сцепления.
- Низкое качество смазки.
- Стоянка на месте с выжатым сцеплением.
- Неисправный маслофильтр.
- Движение автомобиля с не полностью отпущенным сцеплением.
Шлифовка коленвалов блоков требуется также при большом пробеге автомобиля. Главная профилактика неисправностей – регулярное проведение технического обслуживания, применение качественных ГСМ и соблюдение правил эксплуатации транспортного средства.
Шлифовка коленвалов блоков: этапы работ
Стоимость шлифовки коленвала определяется после диагностики детали. Для этого разбирают двигатель, извлекают вал, тщательно отмывают его. Далее деталь устанавливают на индикаторную стойку и делают замеры. Иногда в процессе дефектовки оказывается, что требуется не только шлифовка коленвала, но и расточка блоков.
Измеряется износ и степень отклонения от цилиндрической формы. Если биение шеек относительно друг друга превышает 0,1 мм, только шлифовкой коленвала не обойтись, необходима правка детали и восстановление соостности на специальном станке. После рихтовки выполняются:
- Обработка поверхностей детали. Это нужно для того, чтобы зажимные кулачки станка не оставили вмятин.
- Обработка латунных шеек. Шлифовку коленвалов ЯМЗ или автомобилей других марок рекомендуется начинать с этого этапа. Размеры подгоняют под диаметр самой изношенной части вала.
- Балансировка. Далее при помощи специальных балансиров и индикаторной стойки достигают совпадения осей вращения вала и парных шеек.

- Обработка коренных шеек. На этом этапе шлифовки коленвала блоков размеры всех шеек также подгоняют под диаметр наиболее тонкой.
- Доводка. После обработки на станке с поверхностей удаляют микронеровности, добиваясь максимального совпадения осей вращения во всех плоскостях. Финишная шлифовка коленвалов ЯМЗ осуществляется полировочной пастой.

Завершают работы смазка и установка узла. Эти операции значительно продлят срок службы узла. Мы предоставляем длительную гарантию на выполненные работы. Точную цену шлифовки коленвала можно узнать после дефектовки. Звоните 8 (861) 241-19-19 или записывайтесь на ремонт на нашем сайте.
Ремонт постелей коленчатого вала в компании Механика. Восстановление коленчатого вала.
Ремонт постелей коленчатых валов
В процессе эксплуатации двигателя постель коленчатого вала испытывает значительные динамические нагрузки. Со временем, опоры коренных шеек коленчатого вала «разбиваются», их геометрия нарушается. Это естественный процесс, такой же, как износ цилиндров или поршневых колец. Однако, не редко в непростой жизни двигателя случаются нештатные ситуации, такие, как перегрев, работа без масла или с недостаточным его (масла) давлением, гидроудары, обрывы ремня ГРМ и т.д. и т.п. Все перечисленное может приводить к самым разнообразным повреждениям деталей и узлов двигателя в т.ч. постели коленчатого вала от проворачивания вкладышей, до обрыва болтов крепления крышек коренных опор. Бывает также, что деформируются поверхности разъема, как на крышках, так и в блоке цилиндров, но это отдельная большая тема, которую в рамках данной статьи мы рассматривать не будем. Случается, что единственным надежным способом устранения перечисленных повреждений является замена блока цилиндров, но в большинстве случаев постель коленчатого вала можно отремонтировать, что позволяет сэкономить значительные суммы, особенно если объектом восстановления является двигатель грузового автомобиля.
Это естественный процесс, такой же, как износ цилиндров или поршневых колец. Однако, не редко в непростой жизни двигателя случаются нештатные ситуации, такие, как перегрев, работа без масла или с недостаточным его (масла) давлением, гидроудары, обрывы ремня ГРМ и т.д. и т.п. Все перечисленное может приводить к самым разнообразным повреждениям деталей и узлов двигателя в т.ч. постели коленчатого вала от проворачивания вкладышей, до обрыва болтов крепления крышек коренных опор. Бывает также, что деформируются поверхности разъема, как на крышках, так и в блоке цилиндров, но это отдельная большая тема, которую в рамках данной статьи мы рассматривать не будем. Случается, что единственным надежным способом устранения перечисленных повреждений является замена блока цилиндров, но в большинстве случаев постель коленчатого вала можно отремонтировать, что позволяет сэкономить значительные суммы, особенно если объектом восстановления является двигатель грузового автомобиля.
(фото: ремонт постелей коленчатого вала, расточка в ремонтный размер)
Расточка в ремонтный размер
Наиболее простым и «правильным» способом восстановления геометрии постели коленчатого вала является расточка в ремонтный размер. Это возможно, если производятся ремонтные (т.е. с увеличенным наружным радиусом) вкладыши. В этом случае, крышки опор коренных устанавливают в их посадочные места в блоке цилиндров, затягивают крепежные болты надлежащим моментом и производят измерения диаметров коренных опор. Цель этих измерений – установить выйдет ли постель коленчатого вала в имеющийся ремонтный размер.
Это возможно, если производятся ремонтные (т.е. с увеличенным наружным радиусом) вкладыши. В этом случае, крышки опор коренных устанавливают в их посадочные места в блоке цилиндров, затягивают крепежные болты надлежащим моментом и производят измерения диаметров коренных опор. Цель этих измерений – установить выйдет ли постель коленчатого вала в имеющийся ремонтный размер.
Если постель в ремонтный размер выходит, блок цилиндров устанавливают на горизонтально расточной станок, выставляют скалку в ось коленчатого вала, выставляют резец, так чтобы получить необходимый диаметр и последовательно растачивают все опоры коренных шеек коленчатого вала. При таком способе восстановления ось постели коленчатого вала никуда не смещается и, следовательно, сохраняются все связанные с этим заводские параметры, такие, как выступание поршней и расстояние между осями приводных шестеренок и шкивов.
Расточка с занижением крышек опор коренных шеек коленчатого вала
Если ремонтные вкладыши для данного двигателя не предусмотрены или постель коленчатого вала не выходит в ремонтный размер применяется восстановление с занижением крышек коренных опор коленчатого вала. Крышки устанавливают на плоско шлифовальный станок и занижают плоскость разъема, обычно на 0,5 мм. Далее, заниженные крышки устанавливают в посадочные места в блоке цилиндров, крепежные болты затягивают надлежащим моментом и блок помещают на горизонтально расточной станок. Технология расточки, в целом, такая же, как и при описанной выше расточке в ремонтный размер, только растачивают постель в номинальный заводской размер (созданный за счет занижения крышек эллипс, позволяет сделать это). Однако имеется и ряд отличий. В случае с заниженными крышками ось постели коленчатого вала неизбежно смещается. В большинстве случаев, крышки опор коренных шеек коленчатого вала страдают существенно больше, чем ответные сегменты в теле блока цилиндров т.к. при работе двигателя, крышки подвергаются большим нагрузкам. Это позволяет в процессе расточки постели, выставить скалку таким образом, чтобы резец снимал металл в основном с рабочих поверхностей крышек, а ответные сегменты в теле блока затрагивал минимально.
Крышки устанавливают на плоско шлифовальный станок и занижают плоскость разъема, обычно на 0,5 мм. Далее, заниженные крышки устанавливают в посадочные места в блоке цилиндров, крепежные болты затягивают надлежащим моментом и блок помещают на горизонтально расточной станок. Технология расточки, в целом, такая же, как и при описанной выше расточке в ремонтный размер, только растачивают постель в номинальный заводской размер (созданный за счет занижения крышек эллипс, позволяет сделать это). Однако имеется и ряд отличий. В случае с заниженными крышками ось постели коленчатого вала неизбежно смещается. В большинстве случаев, крышки опор коренных шеек коленчатого вала страдают существенно больше, чем ответные сегменты в теле блока цилиндров т.к. при работе двигателя, крышки подвергаются большим нагрузкам. Это позволяет в процессе расточки постели, выставить скалку таким образом, чтобы резец снимал металл в основном с рабочих поверхностей крышек, а ответные сегменты в теле блока затрагивал минимально.
Если двигатель просто «доехал» до ремонта и никаких особенных катаклизмов не происходило, то смещение оси при расточке мало настолько, что практически не сказывается на характеристиках двигателя и не требует каких-то «компенсирующих» это смещение операций перед сборкой двигателя.
Если же повреждения постели коленчатого вала вызваны не естественными причинами, а, например, проворачиванием вкладышей, то выработка может находиться не только в крышках, но и в теле блока. В таком случае, так-как выработку убирать необходимо, приходится снимать металл и «в блоке», а значит смещать ось постели коленчатого вала. Смещение оси влияет в первую очередь на выступание поршней. Если после расточки постели коленчатого вала, это выступание не соответствует допуску, проблему можно решить, изменением межосевого расстояния в шатунах (предпочтительно) или торцовкой поршней. Но вот если двигатель имеет шестеренчатый привод ГРМ, а смещение оси постели коленчатого вала значительно, то шестеренки могут «сойтись». Бороться с этой проблемой гораздо сложнее, чем с выступанием поршней и во многих случаях овчинка не стоит выделки и лучше бы было заменить блок цилиндров, но ко всеобщему счастью, существуют еще способы восстановления постели коленчатого вала при помощи напыления.
Бороться с этой проблемой гораздо сложнее, чем с выступанием поршней и во многих случаях овчинка не стоит выделки и лучше бы было заменить блок цилиндров, но ко всеобщему счастью, существуют еще способы восстановления постели коленчатого вала при помощи напыления.
(фото: ремонт постелей коленчатого вала)
Расточка с напылением
В формате этой статьи нет смысла подробно излагать технологию т.к. вариантов много и все зависит от количества «убитых» опор и степени их «убитости». Рассмотрим распространенный случай. Имеем блок цилиндров четырех цилиндрового двигателя (пусть это будет OM651 с шестеренчатым приводом ГРМ), соответственно 5 опор коренных шеек коленчатого вала. Из этих опор 4 имеют умеренный износ и их можно восстановить расточкой в ремонтный размер (такие вкладыши выпускают), а вот крайняя, самая дальняя от масляного насоса опора изношена так, что в ремонтный размер не выходит. Можно было бы занизить одну крышку, да, вот неприятность, крышки на этом объединены в «плиту», а в «плите» этой находятся балансирные валы с приводными шестернями, поэтому «плиту» занижать нельзя (шестерни сойдутся). Вот здесь и выручает холодное напыление. Точно также, как в вышеописанных случаях, устанавливают «плиту», затягивают крепежные болты и помещают блок цилиндров на станок. От «живых» опор выставляют скалку и растачивают «убитую» опору в размер превышающий заводской на 1,5-2,0 мм. Затем плиту снимают и наносят на обработанные поверхности слой метала при помощи специального оборудования. Процесс напыления, если совсем коротко, происходит за счет того, что мелкие частицы алюминия или другого металла/сплава вылетают из сопла увлекаемые струей сжатого воздуха со сверхзвуковой скоростью и «прилипают» к наращиваемой поверхности. Т.о. создается «напыленный слой», который затем можно обрабатывать. После напыления «плита» снова устанавливается на блок и производиться расточка постели в ремонтный размер, как описано выше. После расточки, на напыленной опоре необходимо еще восстановить проточки под замки вкладышей, тщательно очистить все каналы от алюминиевой пыли и блок цилиндров готов к сборке.
Вот здесь и выручает холодное напыление. Точно также, как в вышеописанных случаях, устанавливают «плиту», затягивают крепежные болты и помещают блок цилиндров на станок. От «живых» опор выставляют скалку и растачивают «убитую» опору в размер превышающий заводской на 1,5-2,0 мм. Затем плиту снимают и наносят на обработанные поверхности слой метала при помощи специального оборудования. Процесс напыления, если совсем коротко, происходит за счет того, что мелкие частицы алюминия или другого металла/сплава вылетают из сопла увлекаемые струей сжатого воздуха со сверхзвуковой скоростью и «прилипают» к наращиваемой поверхности. Т.о. создается «напыленный слой», который затем можно обрабатывать. После напыления «плита» снова устанавливается на блок и производиться расточка постели в ремонтный размер, как описано выше. После расточки, на напыленной опоре необходимо еще восстановить проточки под замки вкладышей, тщательно очистить все каналы от алюминиевой пыли и блок цилиндров готов к сборке.
Конечно, расточка постели коленчатого вала имеет массу нюансов и если писать о ней подробно, то получится книга порядочной толщины. В данной статье мы рассказали по сути лишь основные положения, которые, как мы надеемся, не смотря на краткость дают общее представление о данной востребованной операции.
В данной статье мы рассказали по сути лишь основные положения, которые, как мы надеемся, не смотря на краткость дают общее представление о данной востребованной операции.
Расточка блоков цилиндров и шлифовка коленвалов в Кирове
Расточка блоков цилиндров и шлифовка коленвалов неотъемлемая часть капитального ремонта двигателя. Наши специалисты имеют большой опыт работы в сфере расточки блоков цилиндров и шлифовки коленвалов, поэтому работы будут произведены быстро, качественно и не дорого.
Коленчатый вал (коленвал) – неотъемлемая и очень важная деталь двигателя. которая испытывает огромные нагрузки, от его работы зависит не только качество езды, но и ресурс двигателя и его деталей. На него приходится значительное воздействие, в следствии чего происходит механический износ, от которого коренные и шатунные шейки становятся овальными и их диаметр становится немного меньше, и вкладышей тоже. От этого зазоры в подшипниках скольжения увеличиваются и давление масла падает ниже необходимой нормы.
Шлифовка коленвала – это очень сложный процесс, который нацелен на восстановление рабочих поверхностей. Для шлифовки коленчатого вала мы используем специализированное оборудование, на котором работают опытные мастера – это залог качественного ремонта и продолжительного срока службы двигателя. После шлифовки производится чистка масляных каналов коленчатого вала.
Расточка блоков цилиндров не менее важный процесс при ремонте двигателя. При износе двигателя форма цилиндров нарушается, при расточке им придается максимально идеальная цилиндрическая форма, восстанавливается их геометрия. Так же процедура расточки устраняет шероховатости и повреждения, которые могли возникнуть при работе двигателя.
Хонинговка (хонингование) – это заключительный этап обработки блоков цилиндров. Хонингование происходит с применением абразивного материала и специальных хонинговальных головок. Все этапы капитального ремонта двигателя очень важны. Стоимость работ зависит от ряда факторов, как модель Вашего авто, вид двигателя, степень изношенности. Но наш автосервис всегда идет навстречу клиентам и предлагает самые выгодные условия.
Не стоит затягивать с расточкой блоков цилиндров и шлифовкой коленвалов, ведь двигатель – это сердце автомобиля, от которого зависит работа всей системы в целом. Приезжайте в наш автосервис, где специалисты произведут диагностику всех узлов, при необходимости замену или ремонт запчастей, а так же дадут полезные советы по уходу и эксплуатации дизельных систем.
Шлифовка и расточка коленвала по низким ценам в Сургуте, Нижневартовске, Нефтеюганске
Коленчатый вал преобразует в крутящий момент поступательно-возратные движения поршней и относится к категории наиболее сложных узлов автомобиля. Со временем подшипники скольжения, соединяющие шатуны с эксцентрическими шейками, неизбежно изнашиваются, что приводит к падению уровня давления масла и вызывает выход из строя силовой установки.
Расточка коленвала и последующая шлифовка валов в компании «ПроХМАО» позволяют отказаться от приобретения новых деталей и восстановить работоспособность двигателя Камаз, ЯМЗ, ЗИЛ, ГАЗ, Komatsu, MAN, Mersedes, VOLVO, Libherr, Shacman Sсania и др.
Расточка и шлифовка коленвалов и блоков в «ПроХМАО»
Для шлифовки валов ( размеров и геометрии шеек) требуется сложное и высокоточное оборудование и специальная подготовка мастера. Эти операции просто невозможно выполнить самостоятельно, даже в самом хорошо оборудованном гараже Сургута, Нижневартовска или Нефтеюганска.
Профессиональная шлифовка коленчатого вала, цена которой значительно ниже стоимости покупки новой детали, осуществляется на специальном станке, обладающем опцией изменения оси вращения.
Определить размер, до которого придется выполнять шлифовку, можно измерив наиболее изношенную шейку. Специалист производит балансировку и выстраивание шеек в точном соответствии с осью вращения и только после этого приступает к протачиванию наружной поверхности до требуемых размеров.
Шлифовка коленвала, цена которой в компании «ПроХМАО» доступна любому автомобилисту!
Все работы по шлифовке коленчатого вала в компании «ПроХМАО» выполняются мастерами высшей категории, обладающими многолетним практическим опытом проведения операции, с использованием современного технологичного оборудования. Перед началом шлифовки каждый вал специальным механизмом проверяется на деформацию и возможность восстановления.
Перед началом шлифовки каждый вал специальным механизмом проверяется на деформацию и возможность восстановления.
Шлифование шеек коленвала может быть осуществлено как полностью, так и выборочно — это позволяет дополнительно снизить стоимость ремонта.
Работаем только с коленчатыми валами спецтехники, блоки не растачиваем, легковые не точим!!!
Шлифовка и расточка коленвала в Сургуте, Нефтеюганске, Нижневартовске, Ноябрьске, Когалыме, Пыть-Яхе, п.Губкинский и других городах ХМАО и ЯНАО.Для получения более подробной информации и оформления заказа на ремонт, звоните по телефонам:
- + 7 (3462) 96-02-94
- + 7 (3462) 33-40-07
- + 7 (922) 797-02-94
- + 7 (982) 413-40-07
Будем рады ответить на все Ваши вопросы!
Расточка коленвала — для чего это делается? Шлифовка коленчатого вала своими руками — технология ремонта
Одним из наиболее важных и дорогостоящих элементов любого двигателя внутреннего сгорания является коленчатый вал – сложный по конструкции элемент из высокопрочных сплавов, задача которого заключается в преобразовании возвратно-поступательного движения поршней во вращение.
Расточка коленвала – это обязательная процедура в случае существенного износа подшипников скольжения, которая позволяет многократно использовать его после проведения капитального ремонта.
Зачем и когда возникает необходимость проточить коленвал?
Идеально отполированные поверхности шеек и внутренних обойм вкладышей даже, при условии подачи между ними для смазки машинного масла под высоким давлением, с течением времени изнашиваются. Учитывая увеличение зазора, давление масла в системе падает, появляющийся люфт приводит к большему износу. Устойчивое снижение давления масла при исправном насосе является признаком, указывающим на необходимость замены вкладышей.
Учитывая, что износ является обоюдосторонним, нельзя просто взять и вставить новые . Конструкторы предлагают устанавливать вкладыши ремонтного размера, толщина стенки которых, на 0,25 мм толще, чем у стандартных (или вкладышей предыдущего размера).
Для того, чтобы установить и использовать новые ремонтные вкладыши следует расточить коленвал, то есть довести наружный диаметр шеек до параметров вкладышей. Каждая модель двигателя имеет свой комплект вкладышей. Для ВАЗовских моторов, к примеру, выпускается 4 набора ремонтных вкладышей. Соответственно, производить расточку можно только 4 раза.
Каждая модель двигателя имеет свой комплект вкладышей. Для ВАЗовских моторов, к примеру, выпускается 4 набора ремонтных вкладышей. Соответственно, производить расточку можно только 4 раза.
Залипание и проворачивание вкладышей также вынуждает автовладельцев производить ремонт, связанный с расточкой коленвала, так как восстановление идеально гладкой поверхности шеек без этой процедуры невозможно.
Как выполняется проточка коленвала?
Далеко не все ремонтные мероприятия под силу автолюбителям своими руками. На тему Расточка коленвала, видео материалов отснято и представлено в сети Интернет множество. Выполняется эта процедура на высокоточных станках специалистами высокого класса. Ими же определяется возможность токарной обработки и размер новых вкладышей.
Существующий диаметр шеек измеряется с помощью микрометра. Стоимость такой услуги достаточно высока, однако, она существенно ниже, чем цена нового коленчатого вала. Кроме этого специалист, принимаясь за работу, обязательно проверит, не произошло ли осевое смещение шатунных шеек, нет ли искривления вала «в дугу».
Участие автовладельца в процессе реставрации
Владелец автомобиля может принимать активное участие в ремонте .
Для того, чтобы ускорить процесс, водитель может :
Процедура расточки и замены вкладышей достаточно сложна и ответственна.
Успешный ремонт возможен лишь при соблюдении определённых правил:
- во время демонтажа коленчатого вала старые вкладыши маркируются и передаются специалисту;
- после расточки обязательно необходимо провести тщательную промывку и продувку масляных каналов;
- установку коленчатого вала и новых вкладышей необходимо доверить опытному мотористу.
По окончании ремонта очень важно соблюдать технологию обкатки двигателя – соблюдение скоростного режима на определённый километраж пробега, своевременно менять масло и фильтр, не допускать перегрев. Только так можно продлить жизнь отремонтированному мотору.
Коленчатый вал являет собою устройство, узел деталей, которые имеют достаточно сложную форму. В данном устройстве есть в наличии определенные шейки, которые предназначаются для крепления шатунов, посредством которых коленвал воспринимает все усилия, преобразуя их в крутящий момент. Данное устройство является конструктивно составной частью кривошипно-шатунного механизма.
В данном устройстве есть в наличии определенные шейки, которые предназначаются для крепления шатунов, посредством которых коленвал воспринимает все усилия, преобразуя их в крутящий момент. Данное устройство является конструктивно составной частью кривошипно-шатунного механизма.
Коленчатый вал является не только очень дорогим устройством, но и самым нагруженным. Все силы, которые воздействуют на него, имеют очень большое давление, вследствие чего работа устройства усложняется. Вообще, данное давление заключается в газах, которые передаются через шатуны непосредственно от поршней в процессе сгорания. Помимо этого, такое давление возникает посредством сил инерционных от их возвратно-поступательного движения. Кроме того, все действующие силы являются переменными по величине и направлению, следовательно, они пытаются ломать и гнуть коленчатый вал в один и тот же момент времени, но в разных точках сечения. Для того, чтобы противостоять такого рода нагрузкам, устройство коленвала должно быть прочным и жестким. Помимо этого в таком случае очень важным является аспект усталостной прочности – способности к выдержке переменных нагрузок.
Помимо этого в таком случае очень важным является аспект усталостной прочности – способности к выдержке переменных нагрузок.
Так, все поверхности шеек коленчатого вала должны иметь способность противостояния износу в использовании на протяжении множества тысяч часов непрерывной работы. В совокупности это будет достигаться особой конструкцией устройства, технологией и материалами обработки на производительном предприятии. Если автомобилист нормально эксплуатирует данное устройство, то срок его службы не ограничиться несколькими годами. Тем не менее, не всегда можно этого достичь. Если автолюбитель будет использовать низкокачественное масло, не будет уделять время на его элементарную замену и контроль уровня, не будет заменять неисправный фильтр, будет только постоянно использовать двигатель на максимум возможностей, ко всему этому еще и ездить на недостаточно прогретом двигателе, то нужно будет готовиться к тому, что коленвал в скором времени придет в неисправность.
Довольно важной частью и деталью коленчатого вала является вкладыш, а точнее вкладыши, которые могут приходить в неисправность. Тем не менее, не все автомобилисты могут различать такого рода проблему, плюс еще и не знают, как ее решить. И поэтому вполне логическим при любом ремонте двигателя у автолюбителя возникнет вопрос, каким образом можно определить износ вкладышей коленчатого вала, а также необходимый следующий ремонтный размер, что будет весьма актуальным после непосредственного процесса расточки коленвала. Обычно, в таких случаях для того, чтобы замерить все грядущую деформацию используют микрометр, который измеряет все линейные размеры. Тем не менее, можно самостоятельно с высокой точностью определить все размеры «на глаз», визуально. Так, сразу же можно оценить возможность последующей процедуры расточки коленчатого вала.
Тем не менее, не все автомобилисты могут различать такого рода проблему, плюс еще и не знают, как ее решить. И поэтому вполне логическим при любом ремонте двигателя у автолюбителя возникнет вопрос, каким образом можно определить износ вкладышей коленчатого вала, а также необходимый следующий ремонтный размер, что будет весьма актуальным после непосредственного процесса расточки коленвала. Обычно, в таких случаях для того, чтобы замерить все грядущую деформацию используют микрометр, который измеряет все линейные размеры. Тем не менее, можно самостоятельно с высокой точностью определить все размеры «на глаз», визуально. Так, сразу же можно оценить возможность последующей процедуры расточки коленчатого вала.
В тех редких, хотя, в последнее время частых, случаях, когда были повернуты, потребуется незамедлительная замена всех деталей такого рода. Узнать о данной поломке не составит труда, так как сломанный механизм будет издавать очень громкий стук и вечные попытки глушения двигателя. Встречается и такое, что все шейки заклинят, вследствие чего дальнейшее передвижение транспортного средства является невозможным. Во всех других случаях нужной процедурой будет проведение тщательного осмотра, и, в том случае, если на шейках обнаружатся разного рода волнообразные канавки, которые могут быть прочувствованы посредством рук, нужно будет произвести расточку коленчатого вала и установку вкладышей необходимого соответствующего ремонтного размера.
Встречается и такое, что все шейки заклинят, вследствие чего дальнейшее передвижение транспортного средства является невозможным. Во всех других случаях нужной процедурой будет проведение тщательного осмотра, и, в том случае, если на шейках обнаружатся разного рода волнообразные канавки, которые могут быть прочувствованы посредством рук, нужно будет произвести расточку коленчатого вала и установку вкладышей необходимого соответствующего ремонтного размера.
1. Зачем и когда возникает необходимость проточить коленвал?
Ни для кого не секрет, что непосредственно в двигательном блоке устройство коленчатого вала закрепляется посредством помощи коренных подшипников скольжения. Так, число такого рода деталей напрямую зависит от количества цилиндров в двигателе. На валу для каждого отдельного поршня имеется шатунный подшипник скольжения. В первом и втором подшипнике плотное соприкосновение всех эксплуатационных частей будет происходить посредством вкладышей. Материал для сплава вкладышей подбирается с расчетом на то, чтобы можно было обеспечивать минимальное трение при подаче масла, а также допустить возможность свободного вращения коленчатого вала.
И тем не менее, даже все идеальные поверхности внутренних обойм вкладышей и шеек которые были с точностью отполированными, еще и с условием, что между ними происходит подача масла под огромным давлением, приходят в износ с течением времени. При учете увеличения зазора, в самой системе давление масла снижается, а возникающий люфт будет приводить к колоссальному износу устройства. Если же автомобилист заметит устойчивое снижение , которое будет происходить с условием, что насос находится в исправном состоянии, то следует бить тревогу, так как нужно будет произвести замену вкладышей. С учетом того, что износ происходит со всех сторон, некорректным считается элементарная замена и вставка новых вкладышей. Так, все производители рекомендуют устанавливать новые вкладыши особого ремонтного размера. В таком случае, толщина стенки которых будет составлять на 0,25 мм толще, чем у простых заводских вкладышей, или вкладышей предыдущего размера.
Для возможности установки и использования новых ремонтных вкладышей потребуется процедура расточки коленчатого вала, что означает:
доведение наружного диаметра шеек до параметров и размеров вкладышей . Каждая индивидуальная двигательная модель имеет определенный комплект вкладышей. Так, например, для двигателей, которые устанавливаются на автомобили ВАЗ, выпускают 4 набора вкладышей для ремонта. Следовательно, расточку коленчатого вала можно проводить не более четырех раз.
Каждая индивидуальная двигательная модель имеет определенный комплект вкладышей. Так, например, для двигателей, которые устанавливаются на автомобили ВАЗ, выпускают 4 набора вкладышей для ремонта. Следовательно, расточку коленчатого вала можно проводить не более четырех раз.
Проворачивание и залипание вкладышей коленчатого вала принуждает автолюбителей проводить процедуру ремонта, которая непосредственно связана с расточкой всего устройства. Это связано с тем, что тотальное восстановление идеальной и гладкой поверхности шеек является невозможным без данной процедуры.
2. Как выполняется проточка коленвала?
Не все автомобильные ремонтные процедуры могут быть под силу всем автомобилистам в выполнении собственными руками. Так, существует множество видео материалов, которые находятся в сети Интернет и рассказывают о том, как же правильно произвести расточку коленчатого вала. Данная процедура должна выполняться на особых станках с высокой точностью. Выполнять расточку коленвала нужно лишь профессионалам и специалистам высокого класса. Именно этими людьми будет определяться возможность в токарной обработке и размере выбранных на замену вкладышей.
Посредством устройства микрометра будет измеряться существующий диаметр устройства. Стоимость такого рода услуг является достаточно высокой, и, тем не менее, она будет значительно отличаться от тотальной замены коленчатого вала. Помимо этого, каждый специалист, который берется за такого рода работу будет проверять, не было произведено осевое смещение шатунных шеек, или же не искривился коленчатый вал «в дугу».
3. Участие автовладельца в процессе реставрации.
Сам владелец транспортного средства может принимать достаточно активное участие в процедуре ремонта двигателя внутреннего сгорания. Так, автолюбитель для того, чтобы процесс прошел быстрее, может произвести тотальный разбор всего навесного оборудования двигателя, произвести снятие двигателя из отсека его расположения и вымыть его. Кроме того автомобилист может произвести демонтаж и разборку самого коленчатого вала. После всех проведенных токарных работ нужно произвести сбор устройства в идеально точном обратном порядке. Сама же процедура замены вкладышей и расточки коленчатого вала является достаточно ответственной и сложной.
После всех проведенных токарных работ нужно произвести сбор устройства в идеально точном обратном порядке. Сама же процедура замены вкладышей и расточки коленчатого вала является достаточно ответственной и сложной.
Успех подобного рода процедуры будет возможен в том случае, если будут соблюдаться все нижеуказанные правила:
— в момент непосредственного демонтажа устройства коленчатого вала нужно промаркировать все старые вкладыши и передать их специалисту;
После проведения процедуры расточки в обязательном порядке нужно провести тотальную продувку и промывку масляных каналов;
Не следует самостоятельно устанавливать новое устройство и новые вкладыши, лучше доверить дело специалисту.
В результате проделанной работы нужно обязательно соблюсти технологию обкатки автомобиля. Так, нужно соблюдать один скоростной режим на определенном километраже пробега, производить своевременную замену фильтра и масла, а также не допускать перегрева двигателя. Только при выполнении всех вышеуказанных условий можно увеличить срок жизни отремонтированного двигателя.
Только при выполнении всех вышеуказанных условий можно увеличить срок жизни отремонтированного двигателя.
Подписывайтесь на наши ленты в
Двигателя внутреннего сгорания представляет собой один из основных элементов кривошипно-шатунного механизма, являясь деталью достаточно сложной формы. К коленчатому валу (в области шеек коленвала) реализовано крепление . Через шатун от поршня на коленвал передается усилие, что позволяет преобразовать возвратно поступательное движение в цилиндрах во вращательное движение коленчатого вала.
Необходимо отметить, что коленвал в процессе работы двигателя испытывает значительные нагрузки, так как давление газов в результате сгорания топливно-воздушной смеси воздействует на весь КШМ, параллельно на него воздействует инерционная нагрузка и т.д. В совокупности все силы, оказывающие воздействие на элемент, переменные по своей величине и направлению. По этой причине к детали выдвигаются особые требования касательно прочности и материалов изготовления, что необходимо для способности успешно противостоять таким нагрузкам. При этом деталь, как и любой другой нагруженный элемент, рано или поздно выходит из строя. В этой статье мы поговорим о том, что такое расточка коленвала, когда нужна данная ремонтная процедура, а также как проводится расточка и шлифовка коленвалов.
При этом деталь, как и любой другой нагруженный элемент, рано или поздно выходит из строя. В этой статье мы поговорим о том, что такое расточка коленвала, когда нужна данная ремонтная процедура, а также как проводится расточка и шлифовка коленвалов.
Почему и в каких случаях нужна расточка коленчатого вала
Так как коленвал является нагруженной деталью, о его неисправностях водитель может узнать по появлению . Если коленвал начал стучать, силовой агрегат нуждается в неотложном ремонте. В блоке цилиндров сам коленвал лежит в так называемой постели, закреплен посредством коренных подшипников скольжения (коренные вкладыши). Также в месте крепления шатунов к валу имеются шатунные подшипники (шатунные вкладыши). Материалы для изготовления вкладышей используются такие, чтобы элемент был прочным и имел гладкую поверхность. Это необходимо для минимизации трения в месте контакта вала и вкладыша, а еще позволяет валу свободно вращаться. На вкладыши в обязательном порядке дополнительно подается моторное масло из , что и обеспечивает бесперебойную работу механизма.
Становится понятно, что идеальные поверхности вкладышей и шеек коленвала, полученные при изготовлении деталей благодаря тщательной полировке, подвержены износу в процессе эксплуатации двигателя. Со временем происходит увеличение зазоров, появляются люфты, коленвал начинает стучать. В результате сильно возрастает общий износ и КШМ. Также в случае проблем с коленвалом может возникнуть снижение давления в системе смазки, что приводит к на приборной панели.
В подобной ситуации простой заменой вкладышей на новые обойтись не удается. Следует устанавливать вкладыши ремонтного размера. Например, толщина стенки ремонтного вкладыша будет на 0. 2 мм толще, чем у стандартного или же установленного до этого ремонтного. По указанной причине установить ремонтные вкладыши возможно только после расточки коленчатого вала. Такая расточка означает, что наружный диаметр шеек будет подогнан под размеры вкладышей. Для каждого имеются различные комплекты ремонтных вкладышей, которые отличаются по размерам. Чем больше размеров выпускается для того или иного мотора, тем большее количество раз коленвал можно растачивать под конкретный ремонтный размер при ремонте. Для многих моторов предполагается 4 ремонтных комплекта. В процессе окончательной подгонки также может потребоваться такая операция, как расточка вкладышей коленвала, что будет зависеть от определенных индивидуальных особенностей устанавливаемых деталей.
Чем больше размеров выпускается для того или иного мотора, тем большее количество раз коленвал можно растачивать под конкретный ремонтный размер при ремонте. Для многих моторов предполагается 4 ремонтных комплекта. В процессе окончательной подгонки также может потребоваться такая операция, как расточка вкладышей коленвала, что будет зависеть от определенных индивидуальных особенностей устанавливаемых деталей.
Необходимость ремонта вала возникает и в том случае, если вкладыши рабочие, но на самом валу имеются производственные дефекты (брак). Эта ситуация возникает естественным образом, проявляясь в процессе эксплуатации. Другими словами, расточку проводят тогда, когда пострадали шейки коленчатого вала. Возникновение задиров, канавок, износ шеек коленвала более 0.03 мм. уже принято считать основанием для расточки, так как полное восстановление гладкой поверхности шеек попросту невозможно без этой процедуры. Вкладыши после расточки также нужно будет менять. В конечном итоге, при ремонте получается добиться того, что коленвал после расточки и новые вкладыши имеют абсолютно гладкую и ровную поверхность в местах сопряжения, позволяя нагруженному механизму нормально работать.
Если суммировать полученную информацию, общее состояние поверхности шеек коленчатого вала сильно зависит от того, в каком состоянии находятся вкладыши коленвала. Указанные элементы должны быть подогнаны друг к другу с филигранной точностью, чтобы сопряженная пара (шейка-вкладыш) могла нормально работать при условии значительных и постоянно меняющихся нагрузок. Добавим, что частой проблемой многих ДВС является проворачивание вкладышей коленвала. Нужно помнить, что если вкладыш провернуло, заменить один или все вкладыши без расточки коленвала будет недостаточно. По этой причине для проведения квалифицированного ремонта двигателя необходимо:
- определить износ вкладышей коленчатого вала;
- выявить дефекты коленвала;
- реализовать предварительную расточку коленвала;
- осуществить установку вкладышей соответствующего ремонтного размера;
Другими словами, во время капремонта мотор полностью разбирается, после чего двигатель дефектуют, проводятся различные замеры при помощи нутромера, микрометра и другого оборудования.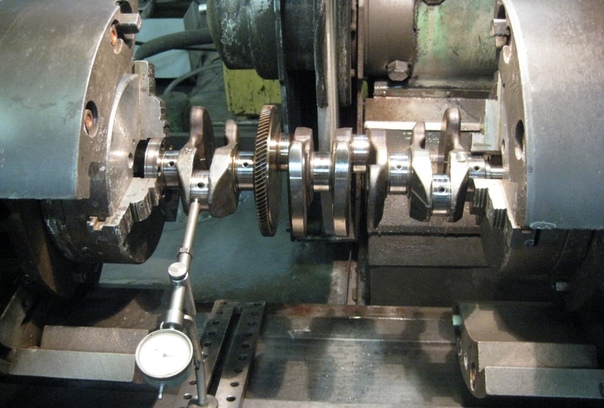 Затем на основании полученных результатов при необходимости проводится расточка блока цилиндров, коленвала, фрезеруется и шлифуется , осуществляется расточка постели коленвала и т.д. Только после выполнения всех этих операций подбираются ремонтные поршни и , а также вкладыши коленвала и другие детали. Отметим, что заранее приобретать ремонтные запчасти не рекомендуется, так как во многих случаях расточка может производиться специалистами не в следующий, а сразу через один ремонтный размер или даже более. Это зависит от характерных особенностей имеющейся выработки, глубины повреждений и т.п.
Затем на основании полученных результатов при необходимости проводится расточка блока цилиндров, коленвала, фрезеруется и шлифуется , осуществляется расточка постели коленвала и т.д. Только после выполнения всех этих операций подбираются ремонтные поршни и , а также вкладыши коленвала и другие детали. Отметим, что заранее приобретать ремонтные запчасти не рекомендуется, так как во многих случаях расточка может производиться специалистами не в следующий, а сразу через один ремонтный размер или даже более. Это зависит от характерных особенностей имеющейся выработки, глубины повреждений и т.п.
Как растачивается коленвал
Начнем с того, что расточка и шлифовка коленвала своими руками в гаражных условиях под силу только опытным специалистам, которые имеют соответствующий набор специального оборудования. Прежде всего, в наличии должен быть станок для расточек коленвала, так как вся процедура должна выполняться с высокой точностью. Нужно учитывать и то, что от качества работ с коленвалом будет напрямую зависеть и сложность дальнейшей подгонки ремонтных вкладышей.
Также некоторые автолюбители в целях максимальной экономии умудряются шлифовать коленвал в гараже подручными средствами, но выполнять данную процедуру настоятельно не рекомендуется, так как результат может быть абсолютно непредсказуемым.
Добавим, что перед началом работ специалист должен обязательно проверять коленвал на предмет осевого смещения шатунных шеек, искривления коленчатого вала и т.д. При этом все равно получается, что хотя ремонт вала представляет собой сложную токарную операцию, купить новую деталь все равно получится в среднем на 50-60% дороже сравнительно с тем, сколько стоит расточка коленвала опытным мастером.
Подведем итоги
Для экономии денежных средств во время проведения капитального ремонта двигателя владелец автомобиля при желании всегда может взять разборку агрегата на себя. Самостоятельное снятие навесного оборудования, демонтаж ДВС и его извлечение из подкапотного пространства, а также мойка мотора позволит ощутимо уменьшить общую стоимость затрат. Если имеются навыки и инструменты, сам двигатель также можно разобрать у себя в гараже, доставив для дефектовки и расточки только отдельные элементы (например, ГБЦ, или коленвал). Последующую сборку мотора также можно провести самостоятельно.
Если имеются навыки и инструменты, сам двигатель также можно разобрать у себя в гараже, доставив для дефектовки и расточки только отдельные элементы (например, ГБЦ, или коленвал). Последующую сборку мотора также можно провести самостоятельно.
При этом следует помнить, что замена вкладышей и расточка коленчатого вала является сложной процедурой. Если вы не уверены в своих силах, лучше полностью доверить весь процесс разборки, ремонта и сборки двигателя специалистам. Дело в том, что в автосервисе с хорошей репутацией имеется нужное оборудование, и т.д. В таких условиях мотор тщательно промывается изнутри, очищаются масляные каналы, труднодоступные полости. После ремонта на двигатель обязательно должны дать гарантию, так как в процессе сборки все детали перед установкой проверяются мастером и подгоняются при необходимости прямо на месте. Это позволяет упростить процесс сборки и экономит время, возможные дефекты обнаруживаются и устраняются до того момента, когда мотор уже стоит на автомобиле.
Также добавим, что после расточки коленвала и замены вкладышей, расточки цилиндров, замены поршней и колец, а также целого ряда других операций, которые входят в список работ в рамках частичного или , бензиновому или . Дело в том, что новые или восстановленные нагруженные узлы и агрегаты всегда требуют определенной притирки, что не позволяет сразу эксплуатировать ДВС в привычном режиме.
Не следует забывать и о том, что от качества моторного масла и своевременной замены смазочного материала и фильтров напрямую будет зависеть ресурс отремонтированного ДВС. Обратите внимание, шатунные и коренные вкладыши являются теми деталями, которые первыми выходят из строя в случае проблем с системой смазки двигателя. По этой причине следует следить за уровнем масла, использовать соответствующие данному типу силовой установки ГСМ, избегать активной езды на холодном моторе и т.д.
Линейка оборудования для бурения валов, разработанная для более глубоких работ
Немецкая компания по прокладке туннелей Herrenknecht разработала серию из четырех бурильных машин для безопасного и быстрого строительства глухих стволов или расширения стволов на глубину до 2 000 м.
Каждая из машин рассчитана на работу в определенных геологических условиях.
В настоящее время ведутся работы по проекту Янсена ресурсной компании BHP Billiton в Саскачеване, Канада, где идет проходка двух шахтных стволов глубиной 1 000 м с использованием новой технологии глухих стволов Herrenknecht.
Менеджер по развитию бизнеса Herrenknecht в Южной Африке Дани Роос говорит, что использование оборудования Herrenknecht на канадской шахте — это первый случай за более чем два десятилетия, когда такая технология была применена при проходке шахтных стволов.
Проблемы безопасности, рост эксплуатационных расходов и снижение производительности привели к тому, что операторы шахт пересмотрели методы эксплуатации рудников, что привело к возобновлению интереса к механизации горных работ, включая проходку стволов, объясняет он.
«Выработка стволов — критически важная деятельность при разработке новых рудников или расширении существующих, потому что чем быстрее осуществляется доступ к рудному телу, тем быстрее конечный продукт поступает на рынок», — говорит Роос.
Он добавляет, что механизированное глубокое бурение стволов рассматривается как «технология, меняющая правила игры», поддерживающая универсальный привод для замены буровзрывных работ альтернативной технологией, удаляющей горняков из потенциально опасных участков.
Самый большой станок в линейке Herrenknecht — станок для растачивания валов (SBM) — способен обрабатывать валы в условиях твердых горных пород на глубину до 2 000 м.Эта машина была разработана в результате участия Herrenknecht в программе «Рудник будущего» компании Rio Tinto, занимающейся добычей полезных ископаемых, и ее проектирование и проектирование были завершены в 2013 году.
SBM способен прокладывать стволы диаметром от 10 до 12 м в три раза быстрее, чем обычные методы проходки стволов.
Большая часть технологий, используемых при разработке машин Herrenknecht с глухим валом (таких как бурильные и каменные опоры), была адаптирована на основе технологий, разработанных для всемирно признанного туннельного бизнеса компании.
В результате SBM похож на обычную туннелепроходческую машину, за исключением того, что он подвешен вертикально на валу и использует обычную технологию дискового нарезания.
SBM длиной 60 м самоподвешивается с помощью набора захватов. К стенке вала прикрепляются до трех систем для стабилизации всей системы во время резки.
Между тем, проходческий комбайн для проходки валов (SBR) компании Herrenknecht был разработан для проходки глухих стволов в мягких и средних породах или мерзлых грунтах на глубину до 1 000 м.Две из этих машин в настоящее время находятся в эксплуатации на проекте Jansen BHP Billiton.
«Два SBR были изготовлены и собраны на предприятии Herrenk-necht в Германии, где были проведены испытания на резку, удовлетворяющие требованиям заказчика, перед отправкой в Канаду, где они работают с 2013 года, выкапывая две 1000-метровые стволы на новом руднике. , — говорит Роос.
SBR оснащен вращающимся режущим барабаном, установленным на телескопической и поворотной стреле, что делает его гибким; его также можно использовать для резки валов переменного диаметра. Телескопическая стрела также позволяет производить выемку всего поперечного сечения шахты на глубину до 1 м за одну операцию.
Телескопическая стрела также позволяет производить выемку всего поперечного сечения шахты на глубину до 1 м за одну операцию.
При проходке вала установка SBR подвешивается на тросах, соединенных с подъемными механизмами вала на поверхности.
Фрезерная головка для растачивания валов (SBC) — третья машина в линейке оборудования для глухого растачивания Herrenknecht. При длине 40 м и весе 350 т он идеально подходит для выемки глубоких глухих стволов диаметром до 9 м в тяжелых горных породах и способен обеспечивать скорость проходки 6 м / сут.
SBC использует коническую режущую головку с полным концом, оснащенную дисковыми фрезами, а последовательность резки полностью автоматизирована. Эта механическая установка для проходки шахт подвешена на канатах шахты и перемещается на них.
Роос объясняет, что во время нормальной работы персонал не подвергается воздействию неподдерживаемой стены шахты. «Во время регулярных операций по продвижению взрывчатые вещества не используются, а выемочная камера также является запретной зоной во время резки».
Машины могут быть модифицированы для поддержки работ по укладке труб, анкеровке, торкретированию или бетонированию, и, если нет очень плохих горных пород, выемка грунта, выемка грунта и поддержка горных пород выполняются одновременно.
РАБОЧИЙ ВАЛ В ОГИО
В этой статье описывается станок, используемый для растачивания больших валов в Кливленде, штат Огайо, США, в первую очередь в региональном канализационном округе Северо-Восточного Огайо (neorsd). При проходке этих стволов возникли экологические проблемы. Стандартные методы буровзрывных работ иногда физически и социально неприемлемы в городских районах, и местные власти все чаще выступают против них. Для удовлетворения требований к быстрому изготовлению валов был разработан станок для растачивания валов (SBM) в соответствии со спецификациями контракта с neorsd.Он был переработан, чтобы обеспечить максимальную гибкость для производства полностью интегрированного электрогидравлического м / м, способного работать с большинством твердых пород в стволах диаметром не менее 5 м. Машина имеет высоту 6 м и диаметр 4,5 м. Он весит около 30 тонн и легко перемещается 60-тонным автокраном. Он имеет бортовой блок питания мощностью 250 кВА и встроенную общую мощность 225 кВт. Для обеспечения питания требуется генератор на 350 кВА. Режущая головка представляет собой конус, образованный 8 выдвижными брусками, оснащенными лобовыми фрезами для обработки горных пород до 70 МПа и дисковыми резцами для более твердых пород.Ключевой особенностью конструкции SBM является его запатентованный шнек, который очень эффективно обрабатывает сухую породу, а также позволяет бурить валы в почве, содержащей большое количество воды.
Машина имеет высоту 6 м и диаметр 4,5 м. Он весит около 30 тонн и легко перемещается 60-тонным автокраном. Он имеет бортовой блок питания мощностью 250 кВА и встроенную общую мощность 225 кВт. Для обеспечения питания требуется генератор на 350 кВА. Режущая головка представляет собой конус, образованный 8 выдвижными брусками, оснащенными лобовыми фрезами для обработки горных пород до 70 МПа и дисковыми резцами для более твердых пород.Ключевой особенностью конструкции SBM является его запатентованный шнек, который очень эффективно обрабатывает сухую породу, а также позволяет бурить валы в почве, содержащей большое количество воды.
- Наличие:
- Корпоративных авторов:
Майнинг Журнал Лимитед
60 Worship Street
Лондон EC2A 2HD, Англия - Авторов:
- Дата публикации: 1989-4
Язык
Информация для СМИ
Предмет / указатель терминов
Информация для подачи
- Регистрационный номер: 00498724
- Тип записи: Публикация
- Агентство-источник: Научно-исследовательская лаборатория транспорта и дорог (TRRL)
- Файлы: ITRD, TRIS
- Дата создания: 30 сентября 1990 г. , 00:00
 , 00:00
, 00:00Проходка шахты с 2007 по 2020 год: механические выемки
Строительство южной вентиляционной шахты Nickel Rim.Майк Дюпон / любезно предоставлено Cementation Canada Inc.
Двумя основными достижениями в проходке шахт в период с 2007 по 2020 годы являются успехи в механических выемках и количество проходок шахт в Китае. Несомненно, заслуживает внимания наличие четырех основных шахтных стволов диаметром более шести метров и глубиной более 1000 метров, полностью выкопанных механическими экскаваторами, и одной дополнительной шахты, частично завершенной. Что касается проходки ствола в Китае, у нас нет точных цифр за рассматриваемый период времени, но в период с 2000 по 2015 год китайскими грузилами было зарегистрировано 1092 завершенных ствола как на твердом, так и на мягком грунте.Скорость продвижения в некоторых из этих валов аналогична или выше, чем в Северной Америке.
Помимо механического прохода вала, с 2007 года был внедрен ряд других инноваций. Возможно, наиболее важной из них является экскаватор-экскаватор.
Возможно, наиболее важной из них является экскаватор-экскаватор.
Экскаваторы с механическим валом
В течение рассматриваемого периода времени было завершено строительство пяти стволов с использованием механического оборудования для проходки стволов. В настоящее время ведется строительство четырех дополнительных стволов, а еще две планируется начать проходку в 2020 году.Все эти валы были изготовлены из мягкого и среднетвердого грунта. Всего за этот период было проведено раскопок стволов:
»Производственный ствол BHP Billiton — Jansen — диаметр 6,5 м, глубина 1 000 м.
»Обслуживающая шахта BHP Billiton — Jansen — диаметр 6,5 м, глубина 1 000 м.
»Еврохим — Добывающий ствол« Уралкалий »- диаметр 7 м, глубина 549 м.
»Еврохим — ВолгаКалий № 2 Добывающий ствол — диаметр 7 м, глубина 1140 м.
»KGHM Polska Miedź — Вал SW-4 — 7.Диаметр 5 м и глубина 1216 м (Механический экскаватор использовался только на глубине 400 м.)
Четыре вала, которые в настоящее время строятся с использованием механических валовых экскаваторов: два калийных вала в Беларуси, один вал на медном руднике в Польше и четвертый вал на калийном руднике в России:
»Славкалий — Нежинский ствол — диаметр 8 м, глубина 750 м.
»Славкалий — Нежинский эксплуатационный ствол — диаметр 8 м, глубина 700 м.
»Еврохим — Усольский Добывающий ствол № 2 — диаметр 8 м, глубина 580 м.
»KGHM Polska Miedź — GG – 1 Вал — диаметр 7,5 м и глубина 1340 м (Механический экскаватор использовался только на глубине приблизительно 500 м.)
Две шахты, которые планируется начать проходку с использованием механических экскаваторов, — это две шахты, проходящие для добычи полигалита в Соединенном Королевстве.
»Anglo American (ранее Sirius Minerals) — Добывающая шахта по дереву диаметром 6,75 м и глубиной 1 594 м.
»Anglo American (ранее Sirius Minerals) — Деревообрабатывающий вал — 6.Диаметр 75 м и глубина 1565 м.
Из валов, построенных с помощью механических экскаваторов, на двух из них были завершены земляные работы, а еще два в настоящее время строятся с использованием проходческих комбайнов Herrenknecht (SBR). Оставшиеся пять шахт, уже построенных механическими экскаваторами или строящиеся в настоящее время, были выкопаны с использованием шахтных экскаваторов, разработанных на основе польских шахтных экскаваторов, используемых в медных валах KGHM. В двух шахтах на проекте Woodsmith, который предлагается начать выемку с помощью механических экскаваторов в этом году, планируется использовать машины Herrenknecht SBR.
В двух шахтах на проекте Woodsmith, который предлагается начать выемку с помощью механических экскаваторов в этом году, планируется использовать машины Herrenknecht SBR.
Herrenknecht SBR Экскаваторы с валом
SBR был разработан в рамках программы Rio Tinto «Рудник будущего», исследовательского и опытно-конструкторского проекта по продвижению более эффективных горнодобывающих технологий. Впоследствии компания BHP Billiton выбрала его для выемки стволов калийного рудника Янсен в Саскачеване. Режущая система оснащена большим режущим инструментом проходческого комбайна в сочетании с вакуумной системой для перемещения обломков породы в бункер для хранения на рабочей стадии выше. Оттуда навоз переносится в тонущие ковши и поднимается на поверхность.Машины Herrenknecht массивны — весом более 300 тонн и подвешены к поверхности на тросах лебедки. Футеровка вала устанавливается с рабочей площадки над экскаватором.
Проходческий комбайн для проходки валов Herrenknecht (SBR)
BHP Billiton — валы Янсена
Первый из двух шахт для калийных удобрений Jansen, выкопанных с использованием опытных машин Herrenknecht SBR, был запущен в декабре 2012 года.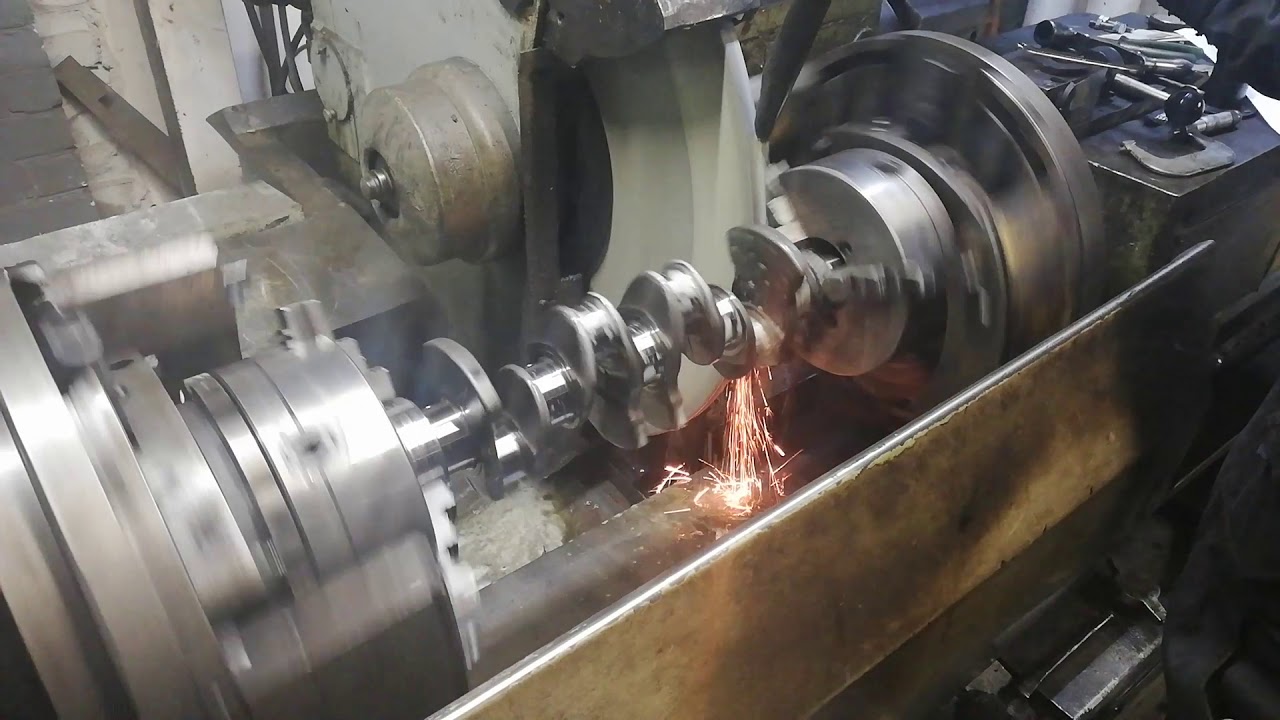 Второй был начат в мае 2013 года, а выемка в обоих стволах завершилась в апреле 2019 года.Оба ствола были остановлены в 2014 году из-за геологической проблемы, повлиявшей на временную футеровку ствола. Еще одно замедление произошло, когда SBR столкнулись с чрезвычайно твердыми породами на глубине 470 метров.
Второй был начат в мае 2013 года, а выемка в обоих стволах завершилась в апреле 2019 года.Оба ствола были остановлены в 2014 году из-за геологической проблемы, повлиявшей на временную футеровку ствола. Еще одно замедление произошло, когда SBR столкнулись с чрезвычайно твердыми породами на глубине 470 метров.
Славкалий — Нежинский валы
Третий и четвертый SBR были машинами второго поколения и начали проходку валов в середине декабря 2018 года и в конце января 2019 года. Проходка ствола в верхней части промерзшего участка длиной 365 метров продолжалась в среднем 2,2 метра в день, включая ввод в эксплуатацию и кривую обучения. .Затем в этом разделе были установлены трубки. Обводнение нижней секции началось в январе 2020 года, и на сегодняшний день дневные темпы проходки превышают пять метров в день.
Anglo American — Woodsmith Shafts
Втулки вала были завершены на объекте Woodsmith, и на стройплощадке находятся экскаваторы Herrenknecht SBR третьего поколения.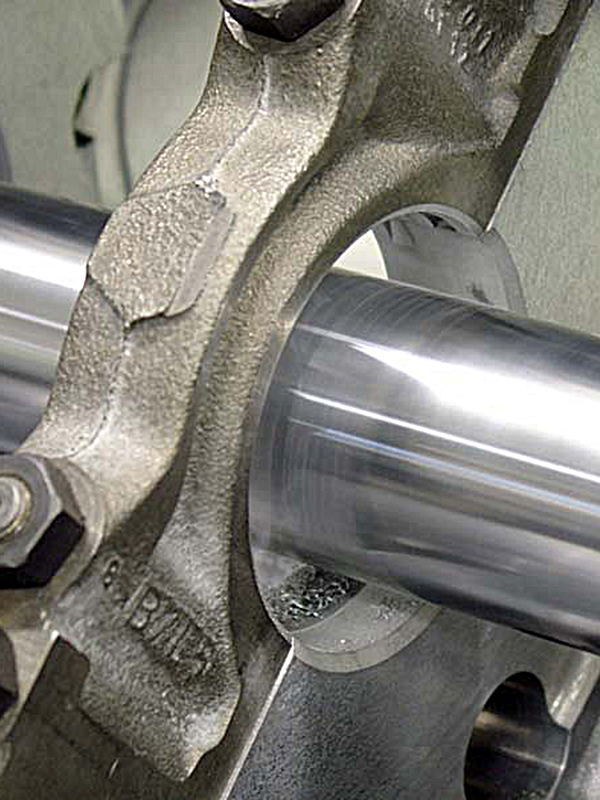 Ожидается, что выемка ствола начнется в 2020 году.
Ожидается, что выемка ствола начнется в 2020 году.
Экскаватор с механическим валом для Европы
Валы Eurochem и KGHM были выкопаны с использованием экскаватора аналогичного типа, который обычно используется на медных рудниках KGHM в Польше.
Европейский валовой экскаватор имеет гораздо более простую конструкцию, чем машины Herrenknecht. Экскаватор подвешен под ступенью Галлоуэя, а уборка навоза осуществляется через палубу экскаватора с использованием захвата для кактусов, подвешенного к ступени Галлоуэя выше. Бетонная футеровка и чугунные трубчатые кольца устанавливаются с палубы экскаватора.
Европейские экскаваторы имеют одно огромное преимущество перед машинами Herrenknecht в том, что переход от механических земляных работ к буровзрывным работам можно осуществить за пару дней.Еще одно преимущество — финансовое, поскольку европейский экскаватор значительно дешевле машин Herrenknecht.
На нижней стороне российского шахтного экскаватора изображен режущий механизм бурового станка, используемого на валах Еврохим.
Еврохим — Шахта Усольский
Сервисный вал был завершен в октябре 2013 года, а производственный вал — в августе 2014 года. Оба вала футерованы чугунными трубчатыми кольцами сверху вниз.Одна шахта была выкопана и футерована российским подрядчиком, US-30, с использованием механического экскаватора.
Еврохим — Рудник ВолгаКалий
На проекте «ВолгаКалий» Еврохима были затоплены три ствола, все диаметром 7,5 метров и глубиной около 1100 метров. Все три вала полностью футерованы чугунными трубными кольцами. Два вала были утоплены традиционным способом, а третий вал был утоплен на том же механизированном станке для растачивания валов, что и на Усольском. Этот валкообрабатывающий станок достиг скорости подачи на 50 процентов быстрее, чем два вала, в которых использовался буровзрывной метод.Поскольку все валы Eurochem были установлены с использованием чугунной футеровки вала, сравнивать скорость продвижения валов с другими типами футеровки затруднительно.
KGHM — Вал SW-4
Подготовка мойки началась в 2005 году, а в 2013 году было завершено строительство шахты диаметром 7,5 метров на глубину 1 216 метров. Ствол был заморожен, и в ствол на глубину 705 метров было установлено 470 колец НКТ. Верхние 400 метров ствола были выкопаны с помощью механического экскаватора.
KGHM — Вал GG-1
Первый ковш навоза вышел из ствола в декабре 2013 года. Диаметр ствола 7,5 метров, глубина 1340 метров. Вал был заморожен, и в ствол на глубину 700 метров было установлено 466 колец НКТ. Был использован механический экскаватор на глубину примерно 500 метров, после чего шахта была продвинута буровзрывными средствами.
Проходка вала в Китае
В связи с количеством заглубленных шахт в рассматриваемый период, этот аспект проходки стволов важно отметить.Конечно, количество затопленных валов в Китае намного превышает количество затопленных в любом другом регионе мира.
Числа в таблице ниже взяты из недавнего доклада, представленного на конференции Shaft Design and Construction, проходившей в Торонто в 2019 году.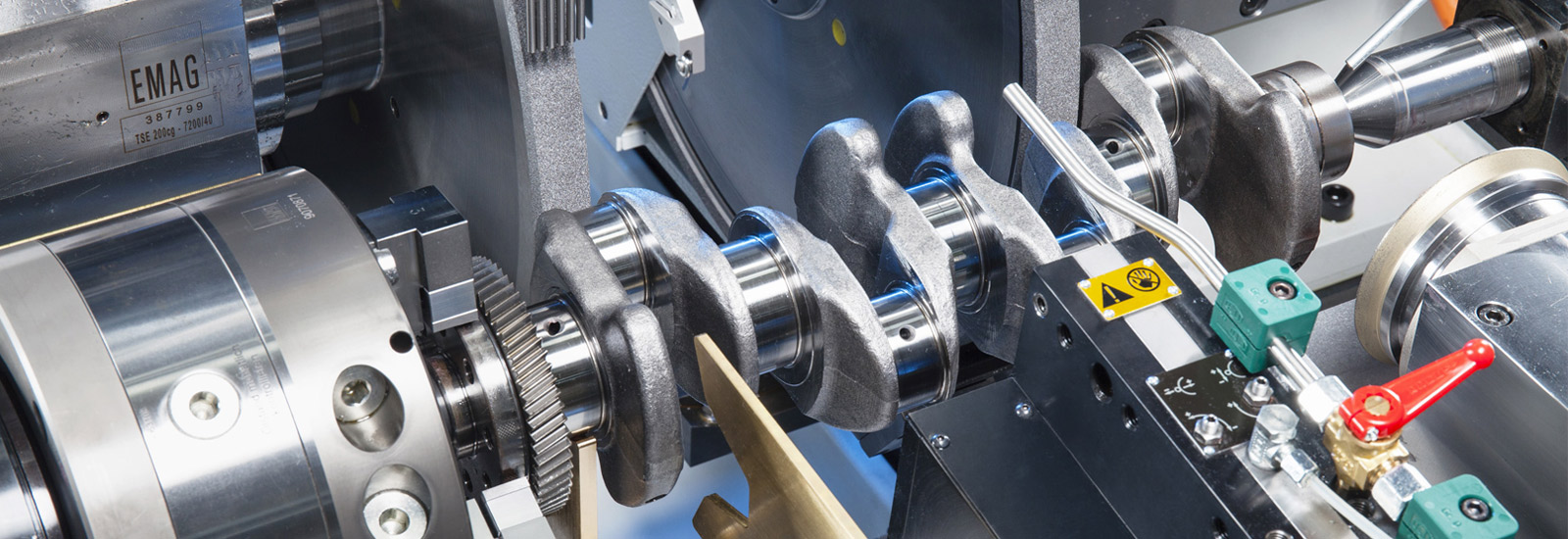
Статистика проходки стволов в Китае с 2000 по 2015 год
Согласно данным газеты, китайская статистика за 2010 год показала, что в этом году в Китае было добыто около девяти миллиардов тонн руды, в том числе 3.6 млрд тонн угля. Руду добывали в 12 900 угольных шахтах, примерно в 6 500 рудниках по добыче металлов и примерно в 80 000 рудников по добыче неметаллов, при этом только 5 процентов из них — подземные.
В 1957 году был основан Пекинский институт горного строительства Китайского научно-исследовательского института угля для разработки современных технологий проходки стволов и использования механизированного горного оборудования в Китае. Для различных условий грунта было разработано несколько различных систем проходки стволов. Проходка шахт в Китае, похоже, основана на европейских технологиях проходки шахт.Это будет включать следующее:
»Двухбарабанные однобарабанные подъемники
»Относительно короткие патроны — 3,5 метра.
»Бетонные опалубки на дне шахты
»Зонтовидная буровая установка
»Грейферный грейфер для кактусов
Похоже, что ежемесячная скорость опускания ствола недалеко от североамериканских показателей, а на самом деле некоторые из них значительно лучше. Ниже представлена таблица, показывающая некоторые из достигнутых лучших показателей.
Ниже представлена таблица, показывающая некоторые из достигнутых лучших показателей.
По оценке Лун Чжияна и Сяо Жуйлинга, потребности Китая, исходя из статистики за 2015 год, составляют 10 миллиардов тонн руды в год, включая четыре миллиарда тонн угля.Необходимо будет построить или расширить не менее 100 шахт, что в краткосрочной перспективе приведет к созданию 300-400 шахт. По крайней мере, 70 процентов этих стволов должны иметь глубину более 700 метров.
Дальнейшие инновации в области проходки валов
Экскаваторы-экскаваторы использовались еще в 1970-х годах, но никогда не могли успешно конкурировать с экскаваторами типа Cryderman, используемыми в Северной Америке, или грейферными машинами для захвата кактусов, используемыми в Европе и других странах. Однако и комбайны Cryderman, и комбайны для захвата кактусов сложны в эксплуатации.Здесь, в Северной Америке, в настоящее время трудно найти операторов Cryderman, а сроки обучения операторов очень велики. Экскаваторы-экскаваторы чрезвычайно просты в эксплуатации. Подрядчики и инженеры Redpath Mining завершили строительство ствола Scissors Creek и двух валов K3 с использованием экскаваторов-экскаваторов, которые в настоящее время используются Redpath в Монголии. Важно развивать эту технологию, поскольку экскаваторы-экскаваторы могут быть автоматизированы для дистанционного управления.
Экскаваторы-экскаваторы чрезвычайно просты в эксплуатации. Подрядчики и инженеры Redpath Mining завершили строительство ствола Scissors Creek и двух валов K3 с использованием экскаваторов-экскаваторов, которые в настоящее время используются Redpath в Монголии. Важно развивать эту технологию, поскольку экскаваторы-экскаваторы могут быть автоматизированы для дистанционного управления.
Типичный экскаватор-экскаватор с валом экскаватора
Ковшидля верховой езды стали популярными в последнее время и использовались в ряде недавних проектов.Это закрытые ковши, укомплектованные дверцами и навесами. Эти ковши перемещаются в траверсе и соединяются с подъемным канатом так же, как и ковш для навоза. Ковши для навоза снимаются, и ковши для перевозки людей устанавливаются всякий раз, когда необходимо движение человека в шахте.
Ковш для перевозки людей, использованный при проходке шахты Mosaic K3
Путь вперед
Ни экскаватор Herrenknecht SBR, ни польско-российский шахтный экскаватор не подходят для выемки грунта в твердых породах из-за используемых режущих устройств.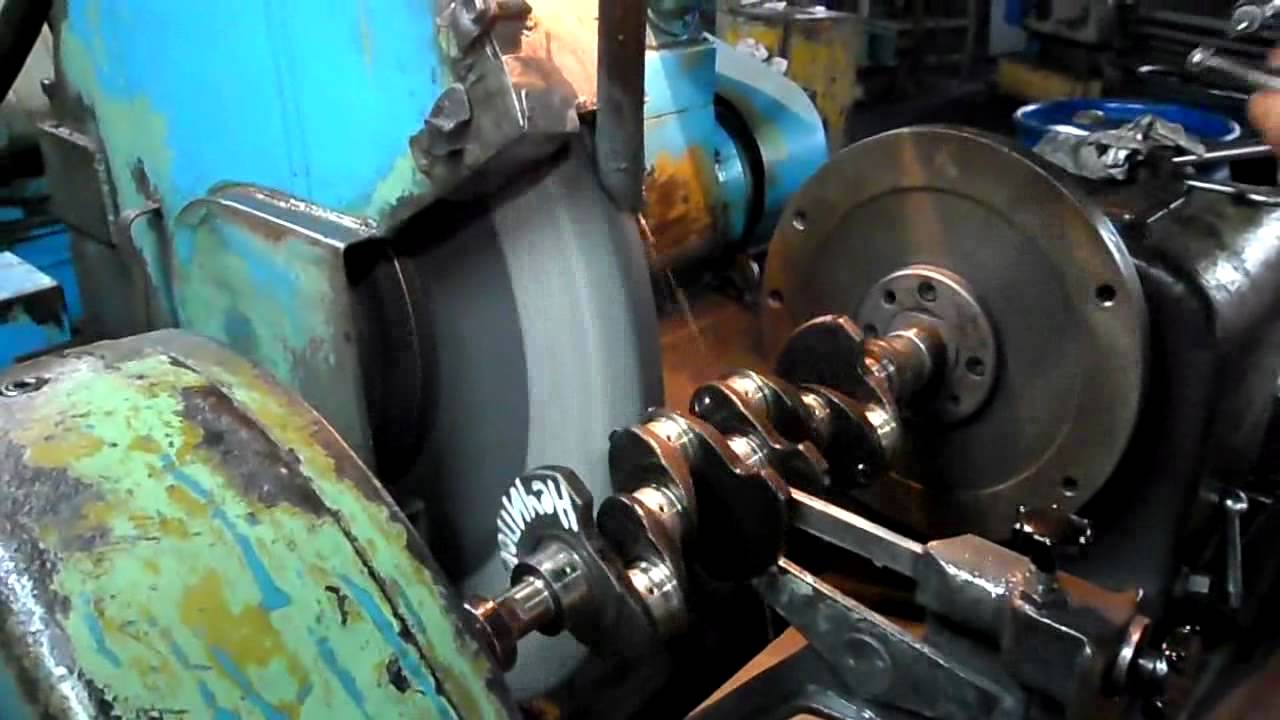 Карандашные инструменты, используемые на станках SBR и европейских бурильных трубах, ограничены прочностью породы, которую они могут разрезать. Проходческие машины для твердых пород используют вращающиеся дисковые фрезы для работы в твердых породах. Любая выемка ствола в твердых породах также обязательно должна выполняться с использованием вращающихся дисковых фрез.
Карандашные инструменты, используемые на станках SBR и европейских бурильных трубах, ограничены прочностью породы, которую они могут разрезать. Проходческие машины для твердых пород используют вращающиеся дисковые фрезы для работы в твердых породах. Любая выемка ствола в твердых породах также обязательно должна выполняться с использованием вращающихся дисковых фрез.
Еще одна машина для бурения шахт, разработанная Herrenknecht в партнерстве с Rio Tinto в рамках программы «Шахта будущего», это то, что сейчас известно как валко-бурильная машина (SBM).С тех пор был разработан еще один шахтный экскаватор — фрезерная головка для бурения валов (SBC). Оба оснащены дисковыми фрезами, в отличие от насадок SBR.
Herrenknecht SBM, SBR и SBC
SBC имеет режущую головку конической формы с дисковыми фрезами. Режущая головка погружается в воду во время резки. Грубый материал из цикла резания удаляется с помощью ковшей для навоза, а мелкий материал перекачивается на поверхность. Если грунтовые условия не являются плохими, постоянная футеровка ствола будет устанавливаться одновременно с земляными работами.
Если грунтовые условия не являются плохими, постоянная футеровка ствола будет устанавливаться одновременно с земляными работами.
SBC имеет длину 40 метров и вес 350 тонн. С поверхности он поддерживается четырьмя тросами вала, установленными на лебедках.
Стремясь создать настоящий экскаватор с валом для твердых пород, в 2014 году компания Herrenknecht в партнерстве с Thyssen Schachtbau и Murray & Roberts Cementation обновила и адаптировала технологию увеличителей валов V-Mole, которые успешно использовались в прошлом. в основном в Европе, чтобы увеличить пилотную скважину, поднимите отверстие до готового вала гораздо большего размера.Этот станок был назван Herrenknecht удлинительным станком для растачивания валов (SBE).
Herrenknecht удлинительный станок для растачивания валов (SBE)
Херренкнехт отмечает, что машины для выемки стволов в твердых породах в настоящее время не используются ни в одном проекте.
Помимо станков Herrenknecht и станков, используемых в Польше и России, южноафриканская расточная компания Master Drilling объявила в 2016 году о разработке системы растачивания глухих валов (BSBS).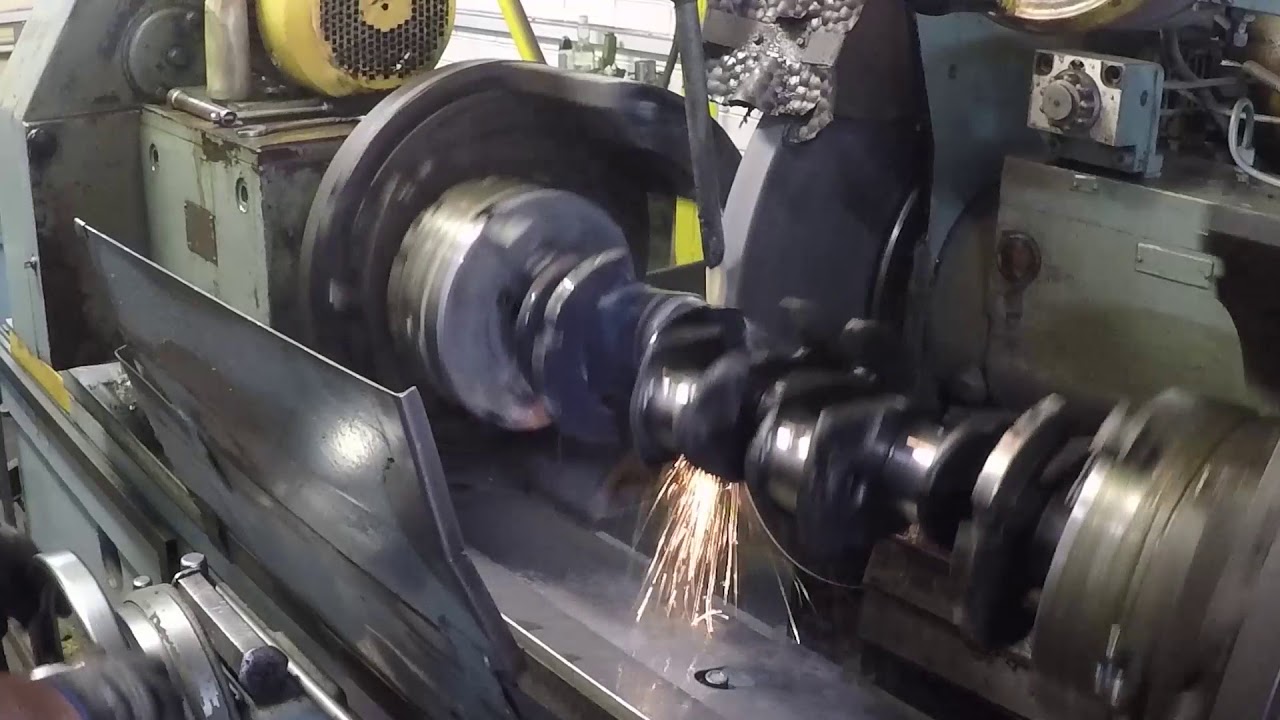 В этой машине, недавно испытанной в Южной Африке, также используются однодисковые фрезы.
В этой машине, недавно испытанной в Южной Африке, также используются однодисковые фрезы.
При скорости продвижения трех метров в день маловероятно, что машины Herrenknecht будут финансово жизнеспособными для большинства проектов проходки стволов; однако на пяти или шести метрах в день уравнение, безусловно, меняется. Европейские шахтные экскаваторы, вероятно, не будут развивать скорость пяти или шести метров в день, но доказали, что они продвигаются быстрее, чем бурильные и взрывные работы в правильной местности. Тот факт, что они могут переключаться между механическими выемками и буровзрывными работами, делает их важным инструментом для проходки стволов в мягких и среднетвердых грунтах.
Китайцы, похоже, добились значительного прогресса как в технологии проходки стволов, так и в темпах роста. В будущем они, вероятно, продолжат улучшаться вместе с прогрессом в направлении более безопасной среды для погружения.
ОБ АВТОРАХ
Верн Эванс ранее был генеральным менеджером в Mining Technologies International. В настоящее время он является старшим консультантом Stantec.
В настоящее время он является старшим консультантом Stantec.
Чарльз Грэм ранее был управляющим директором CAMIRO Mining Division.В настоящее время он на пенсии.
ССЫЛКИ
Anon, (2014), Новая мощная версия проверенной технологии расширения ствола в горнодобывающей промышленности, пресс-релиз Herrenknecht, июнь 2014 г.
Anon, (2019), Тонущий для шоу, International Mining, сентябрь 2019.
Anon, (2019), Информационный бюллетень проекта Sirius Minerals — Проходка ствола, Веб-сайт Sirius Minerals.
Anon, (2018), That Sinking Feeling, International Mining, сентябрь 2018 г.
Anon, (2017 г.), The Mosaic Company — The Next 50, YouTube, 28 апреля 2017 г.
Anon, (2013 г.), Экскаватор с валом Terex S20 в Scissors Creek, Канада, YouTube, 4 апреля 2013 г.
Брюммер, К., (1979), Опыт эксплуатации бурового станка с глухим валом с гидравлической системой удаления грязи, 1979 RETC Proceedings.
Бургер В. , Ней Э. и Фрей А. (2014), Будущие тенденции в разработке стволов, туннелирование в мире, управляемом ресурсами, Ванкувер, TAC 2014.
, Ней Э. и Фрей А. (2014), Будущие тенденции в разработке стволов, туннелирование в мире, управляемом ресурсами, Ванкувер, TAC 2014.
Бургер В., Рауэр М. (2012), Механизированный метод проходки вала для пород мягкой и средней прочности, Ежегодное собрание МСБ, февраль 2012 г.
Френзель К., Бургер В. и Делаббио Ф. (2010), Системы растачивания валов для механических выемок глубоких стволов, Австралийский центр геомеханики, май 2010 г.
Грайнахер, Дж., Оттен, Ф., (2019), Проходка двух замораживающих валов с использованием технологии проходческого бурения валов (SBR) для калийного рудника Славкалий Нежинский в Беларуси, Труды 4-й Международной конференции по проектированию и строительству валов, ноябрь 2019.
Хагеманн, Б., (2014), Херренкнехт, компания «Новая технология увеличения расточки валов», Австралийская горнодобывающая промышленность.
Хан, А., (2015), Самовыравнивающиеся и самоуплотняющиеся бетонные конструкции такие же, www.quora.com.
Лун Чжиян, XIAO Ruiling, (2019), Методы проходки и текущее состояние вертикальных стволов в Китае, Труды 4-й Международной конференции по проектированию и изготовлению валов, ноябрь 2019 г.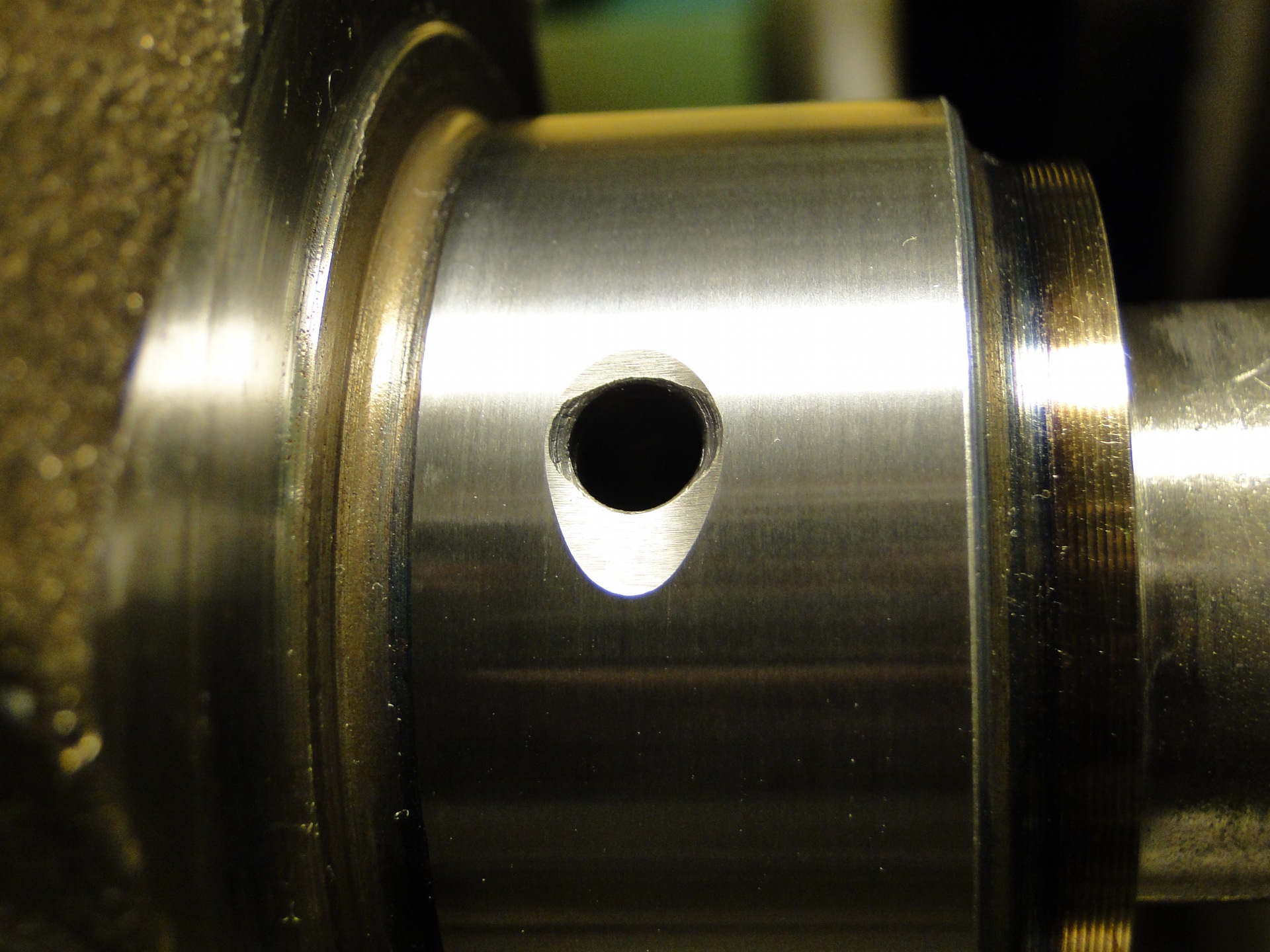
Лопес-Пачеко, Александра, (2020 г.), Новая эра проходки шахт, журнал CIM, февраль 2020 г.
Мин Джин Гу, Цзянь Фу Чанг, (1987), Механизация проходки стволов металлических рудников в Китае, Труды VI Австралийской туннельной конференции, Мельбурн, март 1987.
Реннкамп П., Тродел В., Фирн (2019), Пример — Проходка глухого ствола для проекта BHP Jansen, Труды 4-й Международной конференции по проектированию и строительству стволов, ноябрь 2019 г.
Шейвер, У., (2019), Оседание вала в следующие пять десятилетий, Труды 4-й Международной конференции по проектированию и конструкции валов, ноябрь 2019 г.
Слейтер, Д., (2016), Немецкая компания разрабатывает четыре машины для строительства глухих стволов, расширения, Mining Weekly, 3 июня 2016 г.
У. Тродел, К. Макинтайр (2019), Йоркский проект: миссия по опусканию вала 2021 — Достижение полигалита, Труды 4-й Международной конференции по проектированию и строительству валов, ноябрь 2019 г.
Будущее скучно | E & MJ
Два ствола Нежинского рудника в Беларуси имеют глубину более 700 м и диаметр 8 м. Проходческие комбайны Herrenknecht Shaft Boring делают все необходимое, а Redpath руководит проектом. Он выполняется быстро и с отличными показателями безопасности.(Фото: Redpath Deilmann)
Скучные решения бьют рекорды, повышают безопасность, получают признание и, в конечном итоге, меняют поставщиков, которые их предлагают
Джесси Мортон, технический писатель
Растачивание быстрее и безопаснее. Доказательством являются пара разбитых рекордов, которые относятся к временам, когда жизнь была дешевле, и по крайней мере один недавний успешный проект по проходке ствола.
Помимо скорости и безопасности, новейшие решения для бурения требуют сравнительно меньшего количества персонала.Они повышают рентабельность проекта в то время, когда горняки запускают проекты расширения. И все чаще они проверены на практике.
Свидетельства, заголовки, основные этапы проекта, корпоративная литература и сообщения в социальных сетях — все указывает на будущее, в котором бурильные станки преобразуют рабочие места и процессы, сокращают расходы, улучшают показатели безопасности, делают ранее недоступную руду доступной и даже увеличивают добычу. .
.
Эксперты считают, что шумиха не лишена оснований. Они также говорят, что для того, чтобы убедить клиентов, потребуются более чем благоприятные анекдотические свидетельства.Чтобы склонить чашу весов, может потребоваться сочетание своевременных и убедительных тематических исследований и небольшого изменения приоритетов.
«Сверлильные станки использовались в твердых породах вместе с расточными станками, но применение сверления глухих отверстий большего диаметра для использования в качестве валов и заглушек — это изменение в методологии», — сказал Брэкен Спенсер, главный инженер Alpine Consulting and Mining Engineering. . «С ростом спроса на решения с более высокой эффективностью, которые также ограничивают или полностью устраняют подверженность горняков риску, бурение стволов будет признано жизнеспособным вариантом.По мере появления успешных тематических исследований общее признание бурения стволов в подземной горнодобывающей промышленности не только возрастет, но и, вероятно, может стать предпочтительным методом ».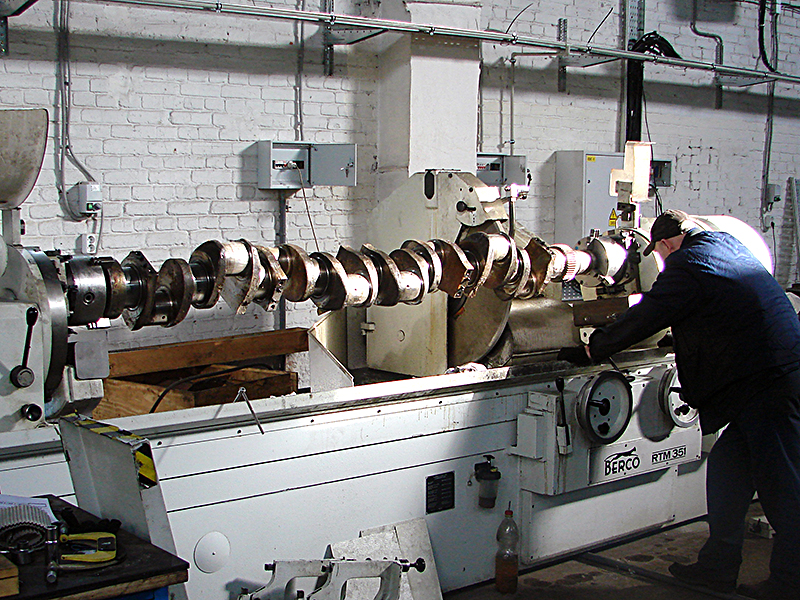
Некоторые горнодобывающие компании в последнее время сделали бурение скважиной предпочтительным методом. По словам партнеров-поставщиков, они были или будут щедро вознаграждены за это.
Южноафриканская шахта применяет подрывную систему
Master Drilling сообщила, что ее новая система растачивания валов (SBS) была принята на рудник в Южной Африке для ствола, возможно, длиной 1000 м.Компания заявила, что горнодобывающая компания внедрила инновационную систему для повышения эффективности и безопасности.
SBS описывается как интегрированная система проходки валов. «Это больше, чем просто машина, — сказал Коос Йордан, исполнительный директор Master Drilling. «Он включает косвенное сопутствующее оборудование, такое как головной убор, намоточные машины, лебедки и транспортные средства, а также такие процессы, как предварительная затопление, цементация, отключение станций и оборудование».
Новая система растачивания валов Master Drilling охватывает бурение, выемку грунта, армирование и футеровку. После успешных полевых испытаний его недавно приняли на рудник в Южной Африке. (Фото: Master Drilling)
Система охватывает бурение, выемку грунта, армирование и футеровку и была признана разрушительной для индустрии проходки стволов.
Предлагаемые преимущества включают снижение затрат и повышение производительности. SBS также резко сокращает количество персонала на рабочем месте. «Были проекты проходки стволов традиционными методами, в которых работало 350 человек. Сейчас чаще всего это от 80 до 180 человек », — сказал Йордан.«Мы считаем, что это число может быть сокращено до 20 человек».
Шахтер принял конструкцию SBS для ствола диаметром от 4 до 5 м и глубиной от 500 до 1000 м. Горняк увидел преимущество в том, что SBS ограничила объем работ и количество персонала в рабочей зоне. В настоящее время проект находится на стадии согласования.
Ожидается, что после завершения строительства шахты предложение получит более широкое распространение, сказал Джордан. «Эта концепция масштабируема», — сказал он. «Настоящая ценность для клиентов — это решение для крупномасштабных проектов.”
«Эта концепция масштабируема», — сказал он. «Настоящая ценность для клиентов — это решение для крупномасштабных проектов.”
Продажа последовала за успешными полевыми испытаниями конструкции SBS для стволов диаметром от 4 до 11,5 м и глубиной до 2000 м. По словам Джордана, в конструкции используется «пилотная конфигурация и развертка в передней части машины». «Это позволяет поднимать меньший объем породы со дна ствола при меньшем диаметре и увеличивать его при большем диаметре, расширяя ствол большего диаметра».
Более крупный объем развернутой породы удаляется под действием силы тяжести, в то время как более мелкая порода в пилотной забое удаляется «более сложным методом», — сказал он.«Это значительно снижает сложность, вес, мощность и стоимость машины, которая находится внутри ствола вала».
Конфигурация оказалась жизнеспособной на первом этапе многоступенчатого проекта, в котором использовались обычные методы в норите с давлением 300 МПа.
«Мы следовали поэтапному подходу к управлению рисками и завершили этап 1 с очень хорошими показателями мгновенной скорости продвижения чуть менее 1 м / ч», — сказал Йордан. Была предоставлена возможность протестировать дизайн SBS.«Мы рассмотрели различные конструкции, прежде чем пришли к выводу, что конструкция W-образной головки является новой и зарегистрированной особенностью», — сказал Джордан. «Затем мы успешно провели экспериментальную мойку глубиной 10 м и диаметром 4 м».
Была предоставлена возможность протестировать дизайн SBS.«Мы рассмотрели различные конструкции, прежде чем пришли к выводу, что конструкция W-образной головки является новой и зарегистрированной особенностью», — сказал Джордан. «Затем мы успешно провели экспериментальную мойку глубиной 10 м и диаметром 4 м».
Herrenknecht испытан на Нежинском руднике, где он побил рекорды скорости. На снимке: команда, построившая первую установку для заводских приемочных испытаний в 2018 г. (Фото: Herrenknecht AG)
Предлагая повышение производительности и безопасности, SBS отвечает потребностям стареющих рудников в поиске новых рудных тел в более сложных геологических условиях, а также в чувствительных и удаленных местах, сказал он.
«Это предложение принесет большую пользу отрасли за счет более высокой реализуемости проектов и повышения производительности для наших клиентов», — сказал Джордан. «Master Drilling предлагает диверсифицированное и надежное решение для модернизации проходки стволов в твердых породах».![]()
Выпуск SBS завершил эволюционный процесс, который изменил определение поставщика на протяжении многих лет.
Master Drilling начинала свою деятельность как сервисная компания по бурению скважин. Поскольку компания все чаще бралась за проекты, расположенные в удаленных или суровых условиях, она стала больше ориентироваться на сервисную компанию, основанную на решениях.
«Вскоре мы осознали преимущества растачивания валов по сравнению с традиционными методами во время наших операций по растачиванию стволов», — сказал Йордан. «Некоторые стволы не имеют доступа ко дну, они слишком глубокие, слишком большие в диаметре или имеют геологическую нестабильность, и их необходимо строить по методике проходки стволов».
В октябре 2020 года последний SBR Herrenknecht поднимается из шахты 1. (Фото: Redpath Deilmann)
По его словам, с годами стоимость, показатели безопасности и показатели производительности традиционных методов побудили поставщика вводить новшества в решениях для бурения скважин.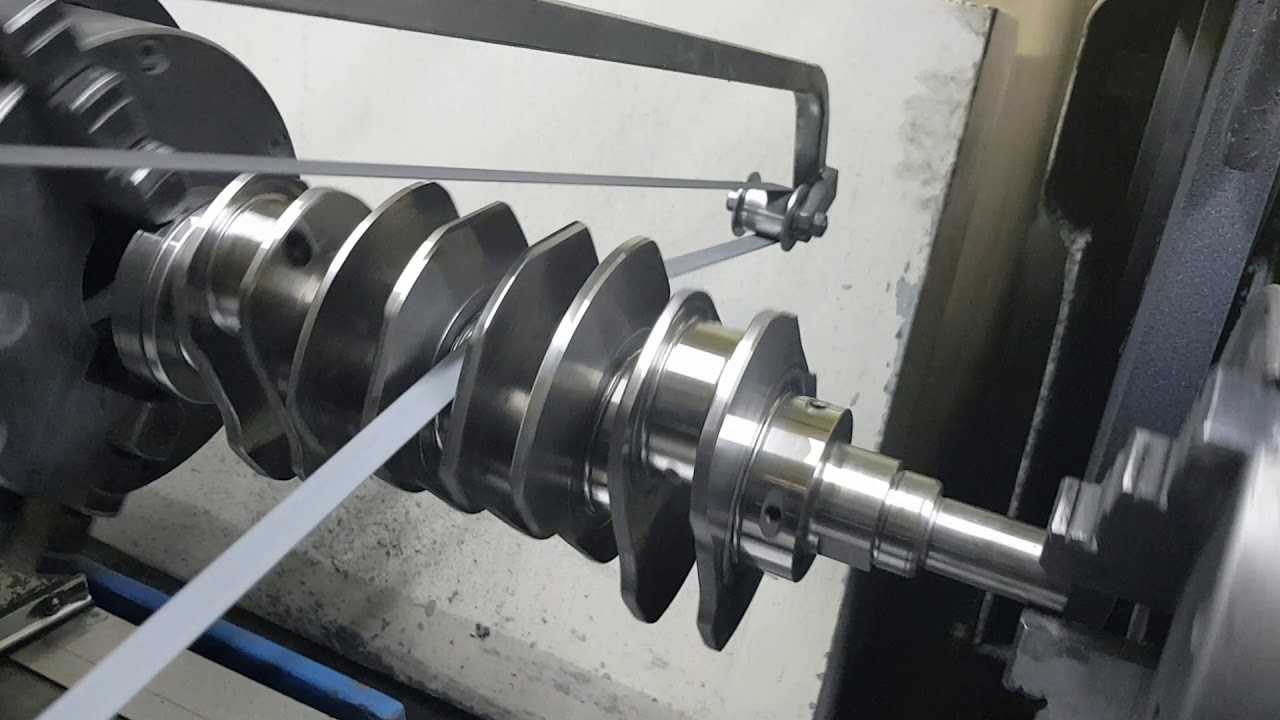 «Итак, мы начали путь, чтобы создать возможности для проходки ствола путем бурения горных пород в твердой породе в надежде, что в будущем мы сможем предложить клиентам более высокую безопасность и финансовые показатели проекта».
«Итак, мы начали путь, чтобы создать возможности для проходки ствола путем бурения горных пород в твердой породе в надежде, что в будущем мы сможем предложить клиентам более высокую безопасность и финансовые показатели проекта».
Этот путь кажется естественным продолжением для компании с богатой историей скучного роста. Как и в случае с новой SBS, услуги по расширению бурения, предлагаемые Master Drilling, повышают ценность, уделяя приоритетное внимание точности, безопасности, устойчивости и эффективности, — сказал Изак Бреденкамп, менеджер по развитию нового бизнеса Master Drilling.
«Мы предлагаем безопасный и эффективный метод механической выемки грунта между двумя уровнями или с поверхности на землю», — сказал он. «По сравнению с традиционными методами выемки грунта подъемное бурение безопаснее, меньше повреждает окружающие породы, требует большей автоматизации и более рентабельно».
Эти преимущества проистекают из безупречного подхода компании. «Значит, это все механические раскопки. «Невзрывная технология безопаснее, быстрее и оказывает меньшее воздействие на окружающую среду», — сказал Бреденкамп.
«Невзрывная технология безопаснее, быстрее и оказывает меньшее воздействие на окружающую среду», — сказал Бреденкамп.
«Кроме того, Master Drilling выпустила новый пользовательский интерфейс с машинами, позволяющий выполнять некоторые автономные функции вплоть до полного дистанционного управления операциями», — сказал он. «Поэтому мы сокращаем количество сотрудников на машине, чтобы снизить риск и повысить коммерческую эффективность».
В настоящее время поставщик разрабатывает буровой станок с большим подъемом для выемки валов большого и большого диаметра. По словам Бреденкампа, это будет лучше, чем у предшествующих конкурентов.
«У нас есть бизнес-модель, которая позволяет проводить исследования и разработки и гарантирует, что мы сможем быстро отреагировать и предоставить решение для требований, которые становятся все более сложными и сложными», — сказал он. «Мы расширяем границы революционных технологий, чтобы гарантировать, что предыдущие проекты, которые, возможно, были невыполнимы, теперь осуществимы».
Например, в рамках стремления к устойчивому развитию поставщик разрабатывает способы снижения энергопотребления и повторного использования использованной воды, — сказал Бреденкамп.
Для повышения эффективности предлагаются возможности мониторинга машин, сказал он. «Наша бортовая машинная технология обеспечивает интерфейс с системой управления клиента, а показатели машины позволяют анализировать в реальном времени и принимать решения для оптимизации производства».
, который поддерживает «горизонтальный и вертикальный подъем, который быстрее и безопаснее, чем традиционные методы», — сказал он.
В 2020 году Master Drilling завершила пробуждение 1377-метровой пилотной скважины для подъемного бурения на руднике Зондераинде компании Northam Platinum.«Наша команда использовала новаторскую технологию направленного бурения, а также наш флагманский станок RD8», — сказал Бреденкамп.
«Наши опытные операторы позаботились о том, чтобы мы достигли уровня точности, необходимого для создания шахты, которая может быть оборудована как для подъема людей, так и для подъема материалов», — сказал он. В настоящее время идет рассверливание.
В настоящее время идет рассверливание.
По словам Бреденкампа, такой уровень точности обеспечивается превосходным оборудованием, методами и командной работой. «Это партнерство между клиентом и подрядчиками для обеспечения успеха», — сказал он.«Мы стремимся сотрудничать с клиентами, чтобы открывать больше возможностей».
Фрезы для валов бьют рекорды в Беларуси
В июле 2020 года один из двух проходческих комбайнов (SBR) достиг конечной целевой глубины на руднике Нежинский в Любани, Беларусь. Эта разработка стала кульминацией проекта, который быстро стал крупным успехом.
С тех пор об этом хвастались оба поставщика решений для проходки стволов, участвовавшие в доказательстве жизнеспособности бурильных машин в проектах проходки стволов в мягких породах.Redpath, запустивший проект, описал это как прецедент. Компания Herrenknecht, поставившая SBR, охарактеризовала ее как лучшую производительность с отличными показателями безопасности.
Основные этапы проекта включают в себя месяц, в течение которого в общей сложности продвижение составило более 280 метров. В конечном итоге валы были построены за половину времени, которое потребовалось бы при использовании традиционных методов, сообщает Херренкнехт.
«В апреле 2020 года оба вала побили рекорды компании Redpath Deilmann с 1938 года, которые были достигнуты в то время благодаря практически отсутствующим правилам безопасности», — говорится в сообщении.
Йохен Грайнахер, управляющий директор Redpath Deilmann, сказал, что считает этот проект переломным моментом. «Сочетание надежных и проверенных SBR, недавно разработанного и запатентованного гидравлического бордюрного кольца Redpath DH, адаптированных подъемных систем — все это сыграло важную роль в успехе этих валов», — сказал он.
«Для всех участников очевидно, что наиболее важным аспектом общего успеха была хорошо осведомленная и опытная команда», — сказал Грайнахер. «Команда работала со средней скоростью проходки 3 м готовой ствола в день, с максимальной производительностью более 7 м в день и, по общему признанию, в благоприятных горных условиях, продвигая каждую стволу более чем на 140 м за один месяц, таким образом бремя будущих клиентов — полагаться на прототип, а не на проверенную систему. ”
”
Для сравнения, эту производительность следует сравнить со средней скоростью для традиционных методов проходки стволов, составляющей примерно 2,4 м в день, сказал Кевин Мелонг, вице-президент по шахтам и техническим услугам Redpath.
SBRHerrenknecht основан на его вертикально-проходческой машине. Проходческий комбайн телескопический. «В настоящее время метод был модифицирован для добычи полезных ископаемых с вращающимся фрезерным барабаном с гидравлическим приводом и адаптированной резервной площадкой», — сообщил Херренкнехт.
SBR режет землю и пневматически загружает материал в ковш для подъема на поверхность, сказал Мелонг.
Специалисты по проходке шахт Redpath работали в тесном сотрудничестве с инженерами Herrenknecht, «чтобы убедиться, что SBR не только обладают способностями эффективно и безопасно разрезать и перемещать пересеченный грунт, но и обеспечивают учет всех аспектов цикла проходки в конструкции машин», — сказал Redpath говорится в заявлении.
SBR и процессы разрабатывались по мере развития валов. «С помощью системы сбора данных были зарегистрированы темпы продвижения, процессы были тщательно проанализированы, а первоначальные недостатки были исправлены», — сообщил Херренкнехт.Улучшения привели к значительной экономии времени.
Другие результаты проекта под управлением Redpath включали установку элементов футеровки ствола, временную и постоянную отделку ствола и услуги, а также установку системы вентиляции.
Оба поставщика заявили, что показатели безопасности проекта отражают возможности SBR.
«Отсутствие людей на забое означает меньшую подверженность нашего экипажа потенциальным опасностям», — сообщил Редпат. «Redpath Deilmann очень гордится тем, что не произошло ни одного происшествия с потерей рабочего времени при затоплении, включая строительство станций и погрузочных карманов.”
К числу заслуживающих внимания проблем, с которыми пришлось столкнуться, относится бурение через водоносный горизонт.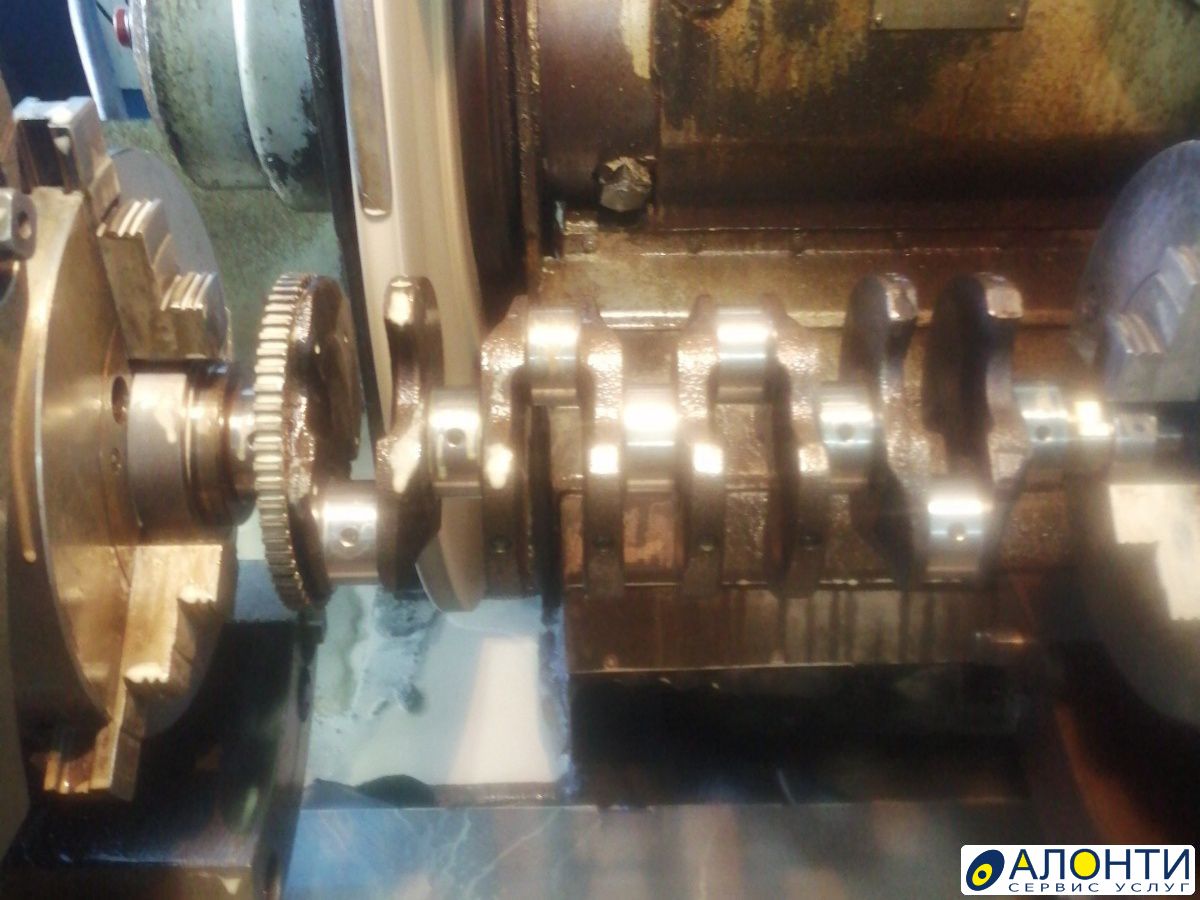 «Из-за водоносного слоя земли земля промерзла до глубины 165 м», — сообщил Херренкнехт. «Прорыв с проникновением воды в конце глубины промерзания был самой большой проблемой в проекте».
«Из-за водоносного слоя земли земля промерзла до глубины 165 м», — сообщил Херренкнехт. «Прорыв с проникновением воды в конце глубины промерзания был самой большой проблемой в проекте».
Мероприятие не помешало завершить валку в рекордно короткие сроки. По завершении две ствола имели глубину 750 и 697 м и диаметр 8 м.
Нежинский, принадлежащий ИООО «Славкалий», представляет собой месторождение калийных солей производительностью 2 миллиона метрических тонн в год (т / год).
Redpath скоро проведет испытания своего гидравлического глушителя четвертого поколения, который представляет собой «полное переосмысление» более ранних моделей. Один из них изображен здесь, в Ою Толгой в Монголии. (Фото: Redpath Deilmann)
В ходе проекта Redpath определила множество областей, в которых могут быть внесены дополнительные улучшения. Они будут применяться в будущих проектах и при разработке фрезерной головки Herrenknecht для проходки стволов в твердых породах, сообщает Redpath.
«Вслед за успехом программы Herrenknecht SBR команды заняты разработкой прототипа машины для проходки твердых пород, способной работать с гораздо более твердыми породами в диапазоне 200 МПа», — сообщил Redpath.«Этот подход требует дисковой резки, а не использования подборщиков дорожных жаток, и в этом году он перешел на испытательную стадию».
Другие инновации от Redpath включают гидравлическое бордюрное кольцо для защиты нижней части бетонной облицовки по сравнению с традиционной разметкой и гидравлическую дверцу для открывания и закрывания форм вала, повышая общую безопасность и эффективность в бетонном цикле.
Обычные бордюрные кольца используются с разметочными штифтами, которые идут от бордюра к вырытой стене, с уложенным сверху листом, который служит полом для заливки бетона, сказал Мелонг.«Гидравлический бордюр не требует такой обширной работы по разметке и закрывает этот промежуток с помощью запатентованной конструкции, на которую уходит часть времени, затрачиваемого на ручную разметку или работы с фальшполом».
Основные формы или ставни имеют дверцу для ключа, проходящую по всей длине секций, чтобы можно было высвободить формы после предыдущей заливки бетона, сказал он. «Дверь обычно представляет собой конструкцию с механическим болтовым креплением, которая требует, чтобы дверь открывалась и закрывалась с усилием в кольце формных панелей, когда она находится в следующем положении», — сказал Мелонг.«Гидравлические дверцы с ключом устраняют эту сложную задачу из цикла без какой-либо ручной работы, за долю времени, необходимого».
Отдельно Redpath запустит в производство навесную гидравлическую установку для проходки шахты экскаватора четвертого поколения, которая в настоящее время приближается к испытаниям. «После полного переосмысления оригинального гидравлического экскаватора, который успешно использовался на валах в Канаде и Монголии, инженеры разработали устройство, которое позволит выполнять параллельные задачи в цикле проходки», — сообщил Redpath.
Агрегат может быть опущен с главной галереи и работать удаленно, без рабочих ниже галереи. «Мало того, что общий цикл проходки будет значительно сокращен за счет обеспечения более безопасной одновременной работы, но и будут устранены обычные проблемы, связанные с наличием квалифицированных операторов на традиционных установках для проходки стволов», — сообщил Redpath.
«Мало того, что общий цикл проходки будет значительно сокращен за счет обеспечения более безопасной одновременной работы, но и будут устранены обычные проблемы, связанные с наличием квалифицированных операторов на традиционных установках для проходки стволов», — сообщил Redpath.
С отсоединенным устройством для очистки грунта, возможностью опускания независимо от положения галлов и возможностью работать без рабочих внизу, экскаватор «предлагает возможность выполнять заливку бетона одновременно с очисткой грунта на дне шахты, двумя самыми длительными задачами в целом. цикл опускания, — сказал Мелонг.
Redpath также разработала сеть высокоскоростной системы сигнализации валов, которая поддерживает интеллектуальные этапы строительства валов и может использоваться для мониторинга состояния вала и снижения рисков в режиме реального времени.
«Redpath разработала собственную коллекцию технологий, оборудования и собственных разработок, которые были протестированы или адаптированы для уникальных и суровых условий, связанных со строительством шахтных стволов», — сказал Мелонг.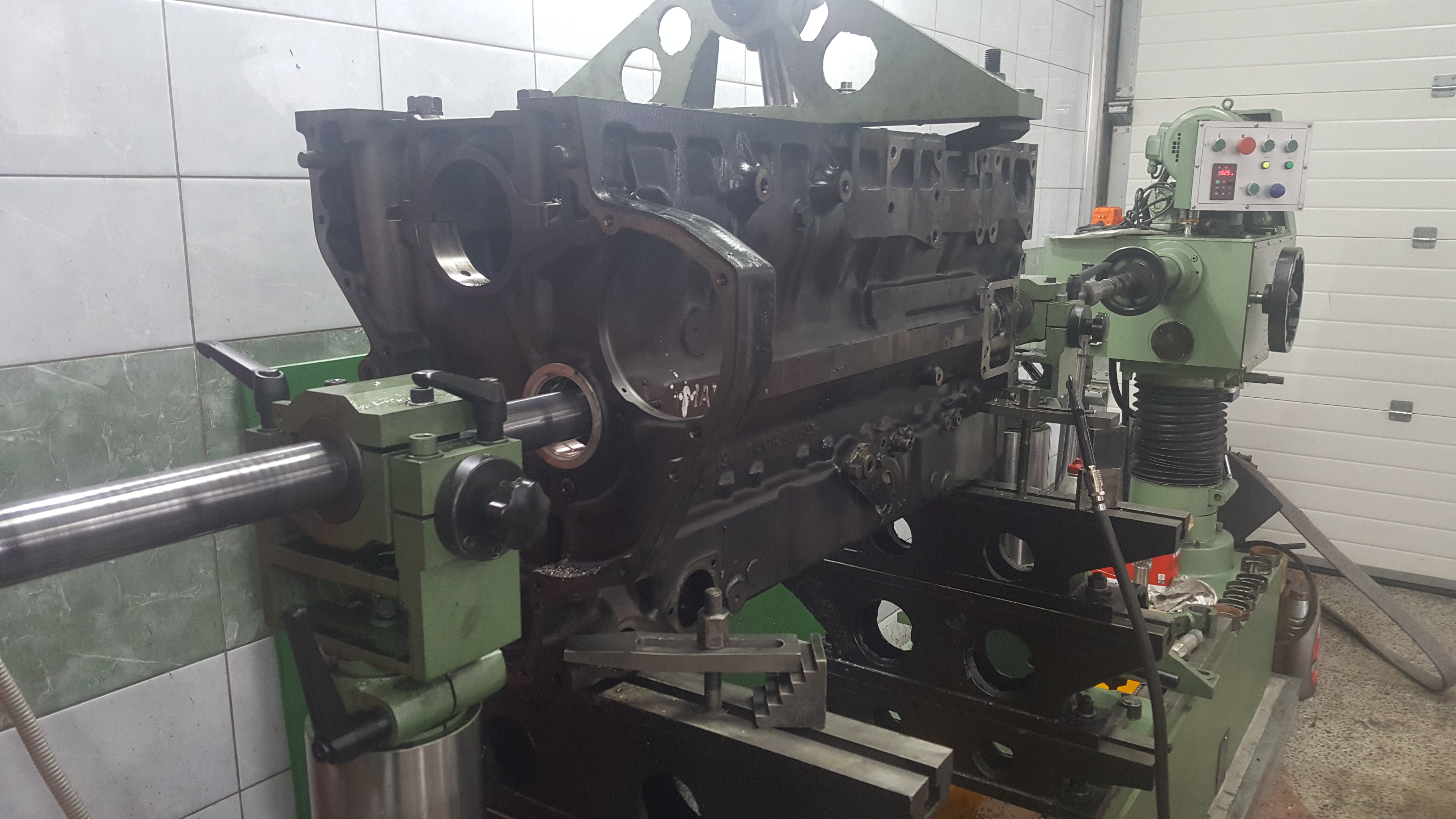 «Сборка правильного набора технологий и протоколов для каждого уникального строительного проекта позволяет системе Redpath Shaft Control System надежно и мгновенно собирать и распределять информацию с датчиков, контроллеров, камер, компьютеров, телефонов и практически любого типа электронного устройства, доступного на рынке.”
«Сборка правильного набора технологий и протоколов для каждого уникального строительного проекта позволяет системе Redpath Shaft Control System надежно и мгновенно собирать и распределять информацию с датчиков, контроллеров, камер, компьютеров, телефонов и практически любого типа электронного устройства, доступного на рынке.”
После завершения строительства шахты сети использовались клиентами в рутинных операциях на шахте. «Особый интерес представляет применение мониторинга центровки вала и направляющей в режиме реального времени, который отслеживает многоосные ускорения и вибрации транспортных средств, движущихся по всей длине направляющей колонны», — сообщил Redpath. «Чувствительный элемент устанавливается на каждое транспортное средство и немедленно отправляет данные на поверхность, где они объединяются с другими параметрами намотки и датчиками вала, чтобы обеспечить всесторонний учет состояния системы по всей шахте.”
При необходимости бригады технического обслуживания могут обращаться к данным для оценки состояния направляющей колонны с течением времени и выявления потенциальных проблемных областей до того, как они станут критическими, сообщил поставщик.
Совсем недавно Redpath попала в заголовки новостей о продаже шести буровых установок Redbore заказчику в Чили. Среди машин был Redbore 60 UR, разработанный специально для чилийского рынка. Он имеет диапазон производительности до 2 м в диаметре.
Заказ отражает растущий спрос, связанный с продолжающимся возрождением проектов новых рудников по всему миру.Redpath сообщает, что для многих из этих проектов потребуются шахты, идущие ниже традиционных глубин.
В ответ поставщик воспользуется имеющимися возможностями, чтобы предложить самые современные решения для бурения скважин. Тем не менее, «мы осознаем, что в течение некоторого времени большинство стволов будет по-прежнему заглубляться с использованием обычных буровзрывных технологий», — сообщил Редпат. «Поэтому мы также стремимся сделать традиционные методы более безопасными и производительными».
Революционный Raise Borer побил рекорды
В августе 2020 года рейз Бирнекута Raising Australia скучал до двух 0. Ящики диаметром 75 м в общей сложности 50,88 м за 24 часа на золотом руднике Paddy’s Flat с использованием бурового станка Rhino 100 производства TRB-Raise Borers и проданного Sandvik. Подвиг включал настройку, бурение и демобилизацию. Подрядчик назвал это «фантастическим достижением». Sandvik сказал, что это возможный мировой рекорд.
Ящики диаметром 75 м в общей сложности 50,88 м за 24 часа на золотом руднике Paddy’s Flat с использованием бурового станка Rhino 100 производства TRB-Raise Borers и проданного Sandvik. Подвиг включал настройку, бурение и демобилизацию. Подрядчик назвал это «фантастическим достижением». Sandvik сказал, что это возможный мировой рекорд.
В следующем месяце поставщик услуг по подземной добыче полезных ископаемых Barminco объявил, что примерно за год один Rhino 100 пробурил в общей сложности 3 843 м на четырех рудниках Goldfields. Чтобы ограничить успех, поставщик только что купил еще одну установку для использования на руднике Regis Resources.
По словам Ярко Сало, управляющего директора TRB-Raise Borers, эти и другие результаты убедительно доказывают, что подъемный буровой станок — это не что иное, как революция в правилах игры в подземном эксплуатационном бурении.
Это не опечатка. По его словам, установка для бурения скважин выводит эксплуатационное бурение на новый уровень.
Например, после того, как Fazenda Brasileiro ввела в эксплуатацию Rhino 100 в третьем квартале 2018 года для увеличения количества буровых отверстий, она сообщила о колоссальном приросте извлечения руды на 6,6%. По сообщению Sandvik, установка позволила извлекать руду, которая ранее считалась неработающей.
Шустрый и управляемый одним оператором Rhino 100 произвел революцию в представлениях о эксплуатационном бурении. Обладая рекордной скоростью, он может поднимать канавки ствола, чтобы они служили пустотами для взрывных работ, улучшая фрагментацию и давая множество преимуществ на выходе. (Фото: Sandvik)
Раньше расширение проходки в рамках эксплуатационного бурения тоже не зря считалось недопустимым. «Исторически сложилось так, что преобладало мнение, что отсутствие мобильности делает подъемное бурение непривлекательной альтернативой подъему пазов при эксплуатационном бурении», — сказал Сало.
«Это буровые установки, которые традиционно ассоциируются с такими терминами, как« громоздкие »и« чрезвычайно тяжелые ». Мнения основаны на опыте: транспортировка всего этого оборудования — громоздкий проект, тем более под землей, с включенным тщательным планированием», — сказал он. «Сделать это повседневной или даже еженедельной рутиной? Нет, спасибо!»
Мнения основаны на опыте: транспортировка всего этого оборудования — громоздкий проект, тем более под землей, с включенным тщательным планированием», — сказал он. «Сделать это повседневной или даже еженедельной рутиной? Нет, спасибо!»
Rhino 100 меняет все это, потому что он маневреннее, проще в эксплуатации и безопаснее, чем традиционные решения, — сказал Сало.
«Это раздвигает границы: больше никаких бетонных площадок, 15 минут на настройку и более безопасная работа», — сказал он.
Эта установка «позволяет быстро, легко и недорого бурить большие отверстия и валы», — сказал он. «Раньше такое было неслыханно. До сих пор многие консервативные горняки не верят мне, когда я рассказываю им о буровой установке. Это правда, что подъемный буровой станок может быть эксплуатационной буровой установкой ».
Некоторые возможности позволяют буровой установке нарушить нормы. По словам Сало, по сравнению с конкурирующими решениями, он отличается высокой мобильностью и может быстро настраиваться и отключаться. Элементы управления позволяют управлять им одному оператору без дополнительных ресурсов или другого специализированного оборудования.
Элементы управления позволяют управлять им одному оператору без дополнительных ресурсов или другого специализированного оборудования.
«Это означает, что все необходимые инструменты перевозятся вместе с буровой для упрощения подземной логистики», — сказал он.
Повышенная мобильность поддерживает «революцию в мышлении» в отношении эксплуатационного бурения с использованием буровых растворов, сказал он.
Byrnecut увидел предлагаемые возможности. По словам Сало, что еще более важно, он смог собрать своих уток в ряд, чтобы отреагировать на эти возможности. Звезды сошлись, и буровая установка совершила поистине выдающееся достижение, как если бы это был просто еще один рабочий день.
«Реальная история их достижения заключается в том, что буровые площадки были доступны, план горных работ требовал бурения, они использовали Rhino, и операторы, вероятно, получали посуточную зарплату», — сказал Сало. «На самом деле это был просто еще один день в офисе: ничего особенного, кроме всего, что было готово для выступления».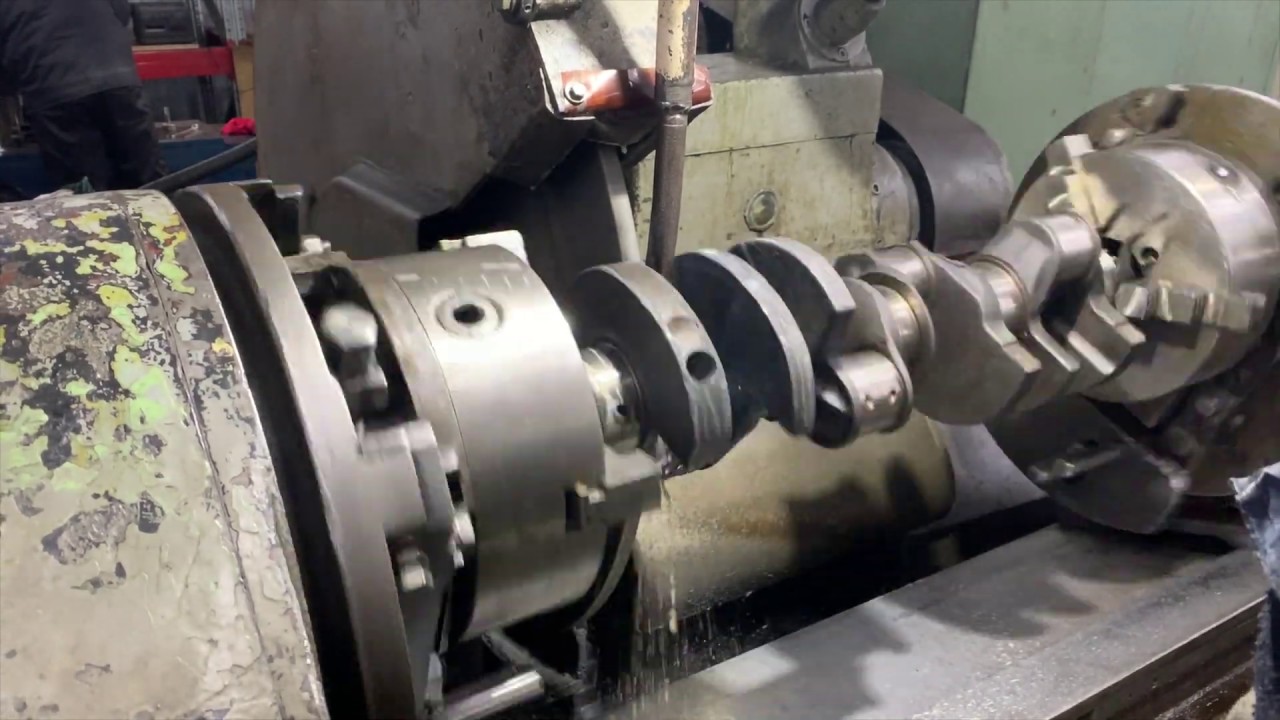
Подобные обычные дни в офисе имели место на нескольких других рудниках с использованием Rhino. Например, в сентябре 2018 года оператор Agnico Eagle Kittilä сделал 29 баллов.4 м нисходящего потока за одну смену. Для любого другого сайта это было бы серьезным недостатком. По словам Сало, для Киттиля это был просто еще один день использования Rhino.
«Мы видели, как клиенты регулярно достигают более 400 м в месяц. Рудник Agnico Eagle Kittilä — один из пионеров в области быстрого подземного бурения », — сказал Сало. «Их рекордный месяц бурения составляет почти 500 м за 18 подъемов, но львиная доля этого месяца простаивала».
Аналогичным образом, данные по бурению Byrnecut включали 365 м за третий месяц после ввода в эксплуатацию и 410 м за следующий месяц.Это связано с тем, что буровая установка «временами простаивает из-за того, что на руднике не хватает площадок для бурения», — сказал Сало.
Поскольку мои, компании и другие рекорды по м / смене и м / месяц падают, падают и производственные рекорды.
Подъемы с просверленными отверстиями обеспечивают свободное пространство для взрывных работ, что приводит к улучшенной фрагментации. По словам Сало, это также приводит к снижению производственных затрат за счет меньшего количества взрывных скважин, меньшего количества и более дешевых взрывов, снижения требований к вентиляции, улучшения контроля за взрывом в плохих горных породах и сокращения времени оборачиваемости забоя.
«Слоты прямые и предсказуемые», — сказал он. Это дает возможность максимизировать эффективность буровой установки для длинных стволов и свести к минимуму переделки.
«Высокопроизводительный Rhino 100 позволяет пробурить два (круглых диаметром 0,66 / 0,75 м) пазов в забое, чтобы гарантировать успех взрывных работ, если есть какие-либо сомнения», — сказал Сало. «Слоты можно разработать заблаговременно, что упрощает и упрощает планирование. Безопасность повышена за счет исключения повторного бурения взрывных скважин ».
«Повышение производительности на ошеломляющие 60% вполне достижимо», — сказал он. Эксплуатационные расходы на метр можно снизить на 30%. Цикл добычи для каждого забоя может быть сокращен до 14 дней.
Эксплуатационные расходы на метр можно снизить на 30%. Цикл добычи для каждого забоя может быть сокращен до 14 дней.
«Увеличение глубины бурения упростит процесс и сделает другие буровые установки, работающие с той же рудой, более эффективными и производительными», — сказал Сало. «Доработка, изменение графика и зависания сейчас не в повестке дня, как это было раньше».
«В результате мы по-другому занимаемся добычей полезных ископаемых. Мы можем обсуждать их производственные мощности и цели, а не отдельные буровые установки », — сказал Сало.«Мы можем указать на узкие места и повысить эффективность использования буровой установки».
По его словам, установкаспособна поддерживать дистанционное управление, что вызывает все больший интерес.
«Еще одна концепция — это буровая установка, при которой одна буровая установка может использовать оптимизированную технологию бурения в обоих направлениях бурения с рядом преимуществ, — сказал Сало, — включая более высокую надежность, более низкие требования к техническому обслуживанию и универсальность диаметров бурения. и приложения ».
и приложения ».
Более того, повышение безопасности, производительности и эффективности «очень заинтересовало многих людей», — сказал Сало.«Всего одна буровая установка может внести огромные изменения в работу подземных горных работ».
Виртуальная лекция раскапывает глубокую историю проходки шахты в Парк-Сити
Доктор Майкл Нельсон, бывший председатель кафедры горного дела Университета штата Юта, обсудит историю проходки ствола в Парк-Сити 7 апреля. Отец и дед Нельсона работали в шахтах Парк-Сити.Предоставлено Майклом Нельсоном
Шахтные стволы — это вертикальные туннели, через которые горняки получают доступ к ценным материалам.
Проходка шахты — это еще один способ сказать, что бурение скважин в земле для добычи полезных ископаемых — была тяжелой физической работой, особенно в конце 1800-х годов, — сказал доктор Майкл Нельсон, бывший председатель кафедры горного дела Университета штата Юта.
«Большинство стволов в Парк-Сити были затоплены в результате бурения и взрывных работ по горной породе, таким же способом, которым добывали руду», — сказал Нельсон, который на следующей неделе прочтет виртуальную лекцию об этом процессе.
На лекции, организованной «Друзьями истории горного дела горнолыжного курорта», будет рассмотрено развитие технологии проходки стволов и история проходки стволов в шахтах Парк-Сити до 1900 года.Он начнется в 17:00. в среду, 7 апреля. Регистрация на бесплатное мероприятие открыта на сайте parkcityhistory.org.
«Шахтеры начали процесс с расчистки растительности на участке, сооружения деревянной или бетонной манжеты, которая служила местом, где они могли попасть в шахту и поддерживать работы внизу, а также счищая грязь», — сказал Нельсон, соавтор компании -автор книги «История плавания». «По мере того, как горняки спускаются к коренным породам, они начинают бурение, и когда они впервые сделали это в Парк-Сити, они бурили вручную, что называлось ручной сталью.«
Ручная стальная обработка требует, чтобы горняки использовали молотки для ударов ручными долотами, которые были приставлены к скале, — сказал он.
Как только шахтеры пробуривают отверстия в скале, они заполняют их взрывчатым порохом динамита, подключают запалы, зажигают их и как можно быстрее выбираются из шахты, сказал Нельсон.
«После взрыва им пришлось ждать, пока газы уйдут, а затем они опускали стальные ведра, которые называются гранулами, и горняки заполняли их камнями или рудой и поднимали обломки на поверхность», — сказал он. сказал.«Они могли работать весь день. Это заняло много времени.»
В лекции Нельсона также будет затронута история проходки стволов.
«Есть свидетельства того, что шахты проходили в шахтах Египта до нашей эры», — сказал он. «С годами люди постепенно узнали более эффективные способы сделать это, а затем столкнулись с проблемой: как поднять мусор на поверхность и как поднять там свежий воздух к шахтерам. Надо решить самые разные проблемы, которые горняки и инженеры решали за последние 2000–3000 лет.«
С появлением паровой дрели жизнь горняков Парк-Сити немного облегчилась, — сказал Нельсон.
«Это ускорило бурение, но также сделало его более горячим и влажным».
Шахтеры стоят внутри и вокруг двойной клетки на шахте Дейли в 1891 году. В предстоящей виртуальной лекции доктора Майкла Нельсона, бывшего председателя кафедры горного дела Университета Юты, будет рассказано, как горняки опускали стволы для извлечения руды из шахты. земля.
В предстоящей виртуальной лекции доктора Майкла Нельсона, бывшего председателя кафедры горного дела Университета Юты, будет рассказано, как горняки опускали стволы для извлечения руды из шахты. земля. Музей и историческое общество Парк-Сити, Коллекция горного курорта Парк-Сити
Шахтеры топили шахты, когда не было доказательств «выхода на поверхность», — сказал Нельсон.
«Это когда вы сталкиваетесь с любым местом холма, где один из слоев горных пород имеет некоторые ценные свойства, которые вы можете получить, просто раскопав поверхность», — сказал он. «Но когда в местах нет выходов на поверхность, шахтеры топят вертикальную шахту, чтобы добраться до материалов».
Некоторые шахты в Парк-Сити обвалились на высоту 3000 футов, что вызвало другие технические проблемы, сказал Нельсон, который работал в компаниях Kennecott Copper, Westinghouse Electric, Consolidation Coal и EIMCO Process Equipment.
«Одной из больших проблем, с которыми они столкнулись в Парк-Сити, был высокий уровень грунтовых вод в городе, — сказал он. «Когда шахтеры уходили из строя, шахта наполнялась водой, и им приходилось либо откачивать ее из шахты, либо строить туннели для ее осушения».
«Когда шахтеры уходили из строя, шахта наполнялась водой, и им приходилось либо откачивать ее из шахты, либо строить туннели для ее осушения».
Два самых популярных дренажных туннеля в городе — это туннели Спиро и Онтарио, сказал Нельсон.
«Они все еще существуют, и из них все еще течет вода», — сказал он.
Другой проблемой была поддержка стен шахты, когда шахтеры копались все глубже в земле.
«Им пришлось поддерживать грунтовые стены и крыши туннелей деревом», — сказал Нельсон. «Они опускали эти балки 10 на 10 в шахты, а затем шахтерам приходилось поднимать их на место и ставить на якорь».
По словам Нельсона, обычные горняки, работавшие на руднике Онтарио, за свой тяжелый труд зарабатывали 3,50 доллара в день, а грузилы и лесорубы зарабатывали 4 доллара в день.
Горнодобывающая промышленность, особенно в Парк-Сити, принадлежит семье Нельсона.
Его дед, Карл Нельсон, родился и вырос в долине Хебер и большую часть своей жизни работал на разных рудниках.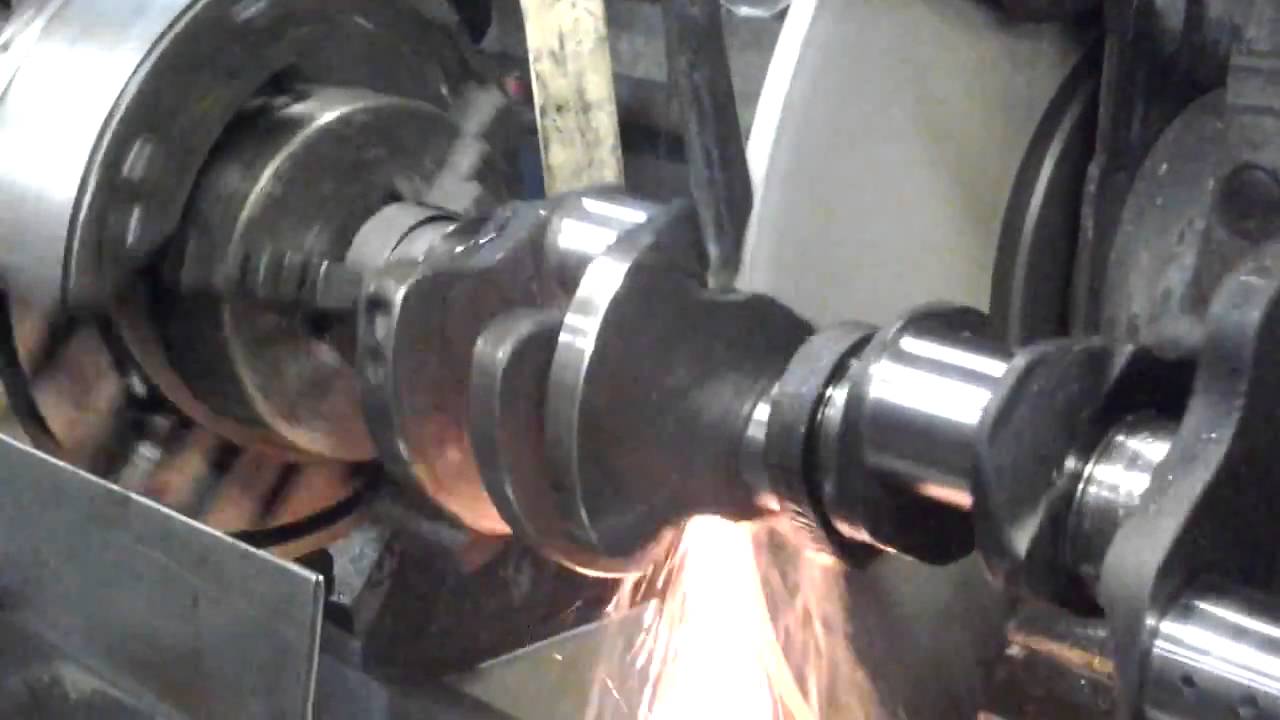
«Когда он работал в Парк-Сити, ему было за 30, что было старым для шахтера», — сказал Нельсон. «Он сказал, что у него недостаточно сил, чтобы работать под землей, поэтому они заставили его работать на поверхности в работе, которую они называли лучшей машиной».
Верхний автомобильный рабочий был первым человеком на поверхности, который направил карьерную тележку.
«Некоторые шахты в Парк-Сити вывозили руду через машины, которые они опускали и поднимали на лифте в шахтах», — сказал Нельсон. «Они поднимали эти машины на поверхность, а старший машинист толкал тележку, в которой обычно находилось много руды, на рельсы и сбрасывал ее на отвал руды или отвал пустой породы.Это было не так сложно, как работать под землей ».
Отец Нельсона, Том Нельсон, также работал в шахтах Парк-Сити, к большому огорчению своей бабушки.
«Мой отец окончил среднюю школу Парк-Сити в 1946 году, и его мать устроила его, чтобы он поступил в Университет Бригама Янга, чтобы изучать музыку», — сказал Нельсон. «Он играл на тромбоне, но сказал, что просто хочет работать в шахтах, как и все в Парк-Сити».
«Он играл на тромбоне, но сказал, что просто хочет работать в шахтах, как и все в Парк-Сити».
Когда Том закончил среднюю школу, он встретился с суперинтендантом Серебряного Короля и попросил работу.
«Мама моего отца уже говорила с супергероем и сказала ему не нанимать моего отца, потому что он собирался изучать музыку», — сказал Нельсон.
За несколько недель до начала учебы в колледже супергерой сказал Тому, что если он пойдет в колледж, то сможет работать на шахтах по выходным и во время каникул в любое время, когда захочет.
«Итак, пока он учился в колледже первые пару лет, мой отец работал на шахте в четыре смены каждые выходные», — сказал Нельсон. «Это то, что помогло ему закончить школу, и он был первым человеком в семье, поступившим в колледж.
Хотя Нельсон родился в Афтоне, штат Вайоминг, и вырос в Логане, карьера отца на рудниках показалась ему увлекательной.
«Он все время говорил мне, что я должен научиться играть музыку, но потом ночью он рассказывал нам о работе в шахтах», — сказал Нельсон. «И это то, что меня заинтересовало в горном деле».
«И это то, что меня заинтересовало в горном деле».
(PDF) Механизированная система проходки ствола
902
5. Резюме
Технология проходки ствола — сложный и сложный процесс.Принимая во внимание цель
такой задачи, как строительство вертикального котлована диаметром примерно
9 м и глубиной примерно 850 м, необходимо подчеркнуть трудности, связанные с условиями работы, эксплуатацией
. техники и оборудования, обеспечивая при этом безопасность экипажа
. Внедрение полной механизации процесса проходки с
, предположение, что некоторые работы могут выполняться параллельно (выемка, погрузка, установка футеровки ствола
), потребовало разработки новой машины для проходки ствола и новых работ
организация.Представленная конструкция решения системы проходки ствола соответствует требованиям заказчика
с учетом предполагаемых условий работы машины и возможности выполнения вспомогательных процессов (защита котлована, осушение, замерзание) не
имеет непосредственное отношение к основным функциям шахтопроходческой машины (выемка грунта, погрузка, транспортировка)..JPG.f561fa446a82e317164e48b157bb7504.JPG)
Анализ эффективности этого решения также соответствует предположениям относительно ежемесячного прогресса
.Представленная машина отличается от машин, имеющихся на рынке и известной
из литературы по комплексам, что, в частности, является результатом применения решений cov-
, защищенных патентом, в полезной модели PL 68320 Y1.
Эта машина для проходки шахт отличается модульной конструкцией с широкими возможностями модификации
, что позволяет реализовать множество вариантов, адаптированных к различным рабочим условиям
, потребностям и требованиям пользователей, а также машинам и оборудованию, используемым в выемке грунта.
Список литературы
Bołoz Ł., 2013. Уникальный проект проходческой машины с одной режущей головкой для отработки тонких угольных пластов.
Архив горных наук 58, 4.
Krauze K., Bołoz Ł., 2015. Organ do Mechanicznego urabiania skał trudno urabialnych. CUPRUM — Czasopismo
Naukowo-Techniczne Górnictwa Rud, nr 4.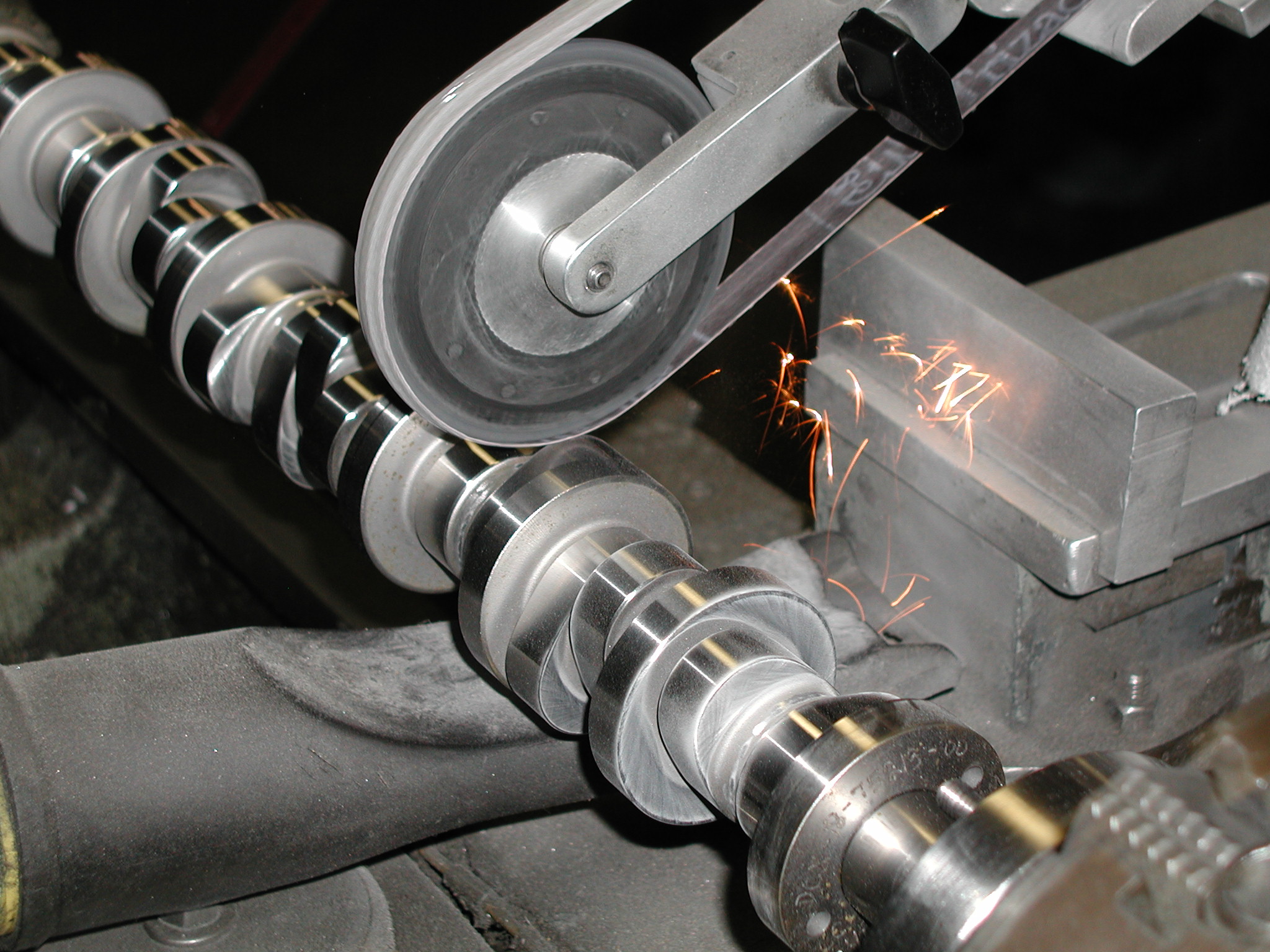
Krauze K. Bołoz Ł., Kotwica K., Wydro T., 2015. Wzór użytkowy «Górniczy kombajn szybowy». PL 68320 Y1, zgłoszony
18.04.2011, удзилоны 17.07. 2015.
Krauze K., Bołoz Ł., Wydro T., 2016. Projektowanie frezujących organów ślimakowych dla zwiększenia wychodu grubych
sortymentów węgla. Przegląd Górniczy 6.
Krauze K. Bołoz Ł., Wydro T., 2009. Frezujący organ ślimakowy, zwłaszcza do kombajnów ścianowych. PL 216573 B1,
udzielony 13.08.2013, zgłoszony 09.10.2009.
Krauze K., Kotwica K., Bołoz Ł., 2010. Wpływ warunków górniczo-geologicznych w drążonym szybie na pracę organu
urabiającego kombajnu szybowego.W: Problemy bezpieczeństwa w budowie i eksploatacji maszyn i urządzeń
górnictwa podziemnego, Red. Krauze K., Lędziny 2010.
Krauze K. Bołoz Ł., Wydro T. i in., 2016. Sprawozdanie z projektu «Opracowanie projektu rozwiązania kombajnu szy-
bowego z systemego uk. Projekt AGH номер 5.5.130.492, Краков, 2016 — niepublikowane.
Krauze K., Bołoz Ł., Wydro T., 2015. Параметрические факторы для оценки качества тангенциально-вращающихся резцов.Архив
горных наук 60, 1.
Мендыка П., Котвица К., Стопка Г., Господарчик П., Болоз Ł., 2016. Проектирование и анализ буровых и болтовых установок
для эксплуатации узких жил. Наука и технологии в геологии, разведке и добыче 2, разведка и
горное дело, переработка полезных ископаемых, София.
Wydro T., 2015. Влияние наполнения плуга и угла резьбы на производительность плуга. Архив горных наук —
сес 60, 1.
8.1.2: Возвращаясь к «Поискам непрерывного»
8.1.2: Возвращаясь к «Поискам непрерывного»
В предыдущем уроке, посвященном «поиску непрерывности», мы рассмотрели мотивацию замены обычных циклов и оборудование для этого. В случае проходки ствола применялись те же принципы. Было разработано множество буровых станков, которые состоят из вращающейся головки с насадками, встроенной системы обработки материалов для очистки обрезанного материала и отправки его на поверхность, а также средств для продвижения, направления и т. Д. и управление бурильным молотком.Вероятно, есть ступени непосредственно над буровым станком, оборудованные для установки хвостовиков. Следующий видеоролик (10:35) подробно знакомит с функциональностью современного станка для растачивания валов.
Д. и управление бурильным молотком.Вероятно, есть ступени непосредственно над буровым станком, оборудованные для установки хвостовиков. Следующий видеоролик (10:35) подробно знакомит с функциональностью современного станка для растачивания валов.
Станок сверлильный
В породах с мягкой и средней обвязкой буровой станок является предпочтительным выбором, так как он может выполняться быстрее и с меньшими затратами, чем при использовании традиционных методов. Однако для твердых материалов обычный цикл буровзрывных работ — единственный жизнеспособный выбор.Это похоже на то, что мы находим для методов непрерывной добычи на различных месторождениях. Есть еще один станок для обработки валов меньшего диаметра — расточно-расточный станок.
Валы малого диаметра, скажем, менее 10 футов в диаметре, требуются во многих случаях. Они используются для подъемников для эвакуации, вентиляционных шахт и путей перемещения между уровнями в шахте. Последние известны как рейзы, и отсюда и произошло название Raise borer . В старые добрые времена подъемники и валы малого диаметра приводились в движение с использованием обычных циклов.Сегодня в большинстве случаев используется непрерывный цикл.
Последние известны как рейзы, и отсюда и произошло название Raise borer . В старые добрые времена подъемники и валы малого диаметра приводились в движение с использованием обычных циклов.Сегодня в большинстве случаев используется непрерывный цикл.
Подъемное бурение требует, чтобы нижняя часть подъема оканчивалась существующим выработанным отверстием. Первым шагом в использовании подъемного бурового станка является просверливание пилотного отверстия до выходного отверстия. После завершения режущая головка большого диаметра навинчивается на буровую сталь, которая подключается к источнику питания на поверхности или на верхнем уровне. Источник питания, то есть подъемный бур, обеспечивает тягу и вращение режущих коронок. Обрезки падают на нижний уровень, где их необходимо погрузить и вытащить.Взгляните на этот рисунок — он становится понятнее, если вы его видите!
Рисунок 8.1.4: Процесс поднятия бурения
Источник: Подземные методы Atlas Copco
Вот фото силового агрегата.