Как варить кузов автомобиля инвертором – подробная инструкция
Сварка кузова автомобиля инвертором
Ремонт кузова может понадобится как владельцу нового автомобиля, так и обладателю ретро-авто. С помощью сварочных работ восстанавливают кузов, поврежденный во время аварии, коррозией, гниением или под влиянием времени. Самостоятельный ремонт позволит сэкономить на оплате услуг автомехаников. Своевременное устранение коррозийных повреждений, замена сгнивших деталей, позволит продлить срок службы автомобиля.
Инвертор – это современный сварочный прибор, отличающийся небольшими размерами и компактностью. Ток, подаваемый от сети, поступает на выпрямитель и преобразуется устройством в высокочастотный переменный ток. После напряжение понижается, а сила тока увеличивается до 200 А, необходимых для проведения сварочных работ.
Как выбрать установку
При выборе сварочного аппарата важно обратить внимание на несколько факторов.
- Защита от скачков напряжения, данная функция защищает прибор от перепадов напряжения.

- Диапазон рабочих температур. Оптимальный диапазон для российских широт от -40°C до +40°C. Данный параметр позволит проводить сварочные работы как зимой, так и летом. Но использование прибора в крайних точках диапазона нежелательно.
- Мощность. Устройство должно подходить для работы с электродом №2, №4, тогда можно будет варить как тонкую сталь кузова, так и металлы с большей толщиной.
- Класс безопасности прибора.
- Защита от коротких замыканий, перегрева. Устройство должно автоматически отключаться при возникновении аварийных ситуаций или перегреве.
- Защита от влаги и пыли. Для использования в гараже, лучше выбирать установку с автоматическим удалением пыли.

Выбирая прибор, не обращайте внимания на дополнительные функции вроде горячего старта или защиты от прилипания электрода. Аппарат устроен так, что у любой модели данные функции присутствуют по умолчанию.
Где хранить прибор
Хранить устройство нужно в сухом помещении с постоянной температурой. Микросхемы прибора не должны подвергаться повышенной влажности и перепаду температур. Поэтому хранить инвертор лучше дома.
Особенности инверторной сварки
Инвертор отличается от обычного сварочного аппарата принципом подачи напряжения на электрод, который обеспечивает меньшее разбрызгивание. Устройство позволяет сваривать металл в труднодоступных местах кузова. Чаще всего ремонта требуют самые загрязняемые части: область под крыльями, дверьми, место хранения запасного колеса. При своих небольших размерах, прибор позволяет получить качественные швы без обращений к специалистам. Но при сварке с помощью электродов, получаются не самые аккуратные швы. Поэтому такой вид ремонта лучше использовать для области багажника, крыльев машины.
При работе необходимо соблюдать технику безопасности:
- не проводить ремонт во время дождя, в замкнутом или плохо освещенном помещении;
- не использовать прибор на морозе, в пыли;
- делать перерывы, чтобы аппарат остывал;
- требуется использовать перчатки, защитную куртку и маску.

Как подключить сварочную установку
Кабель установки можно подключать к обычной электросети, но перед подключением следует убедиться, что проводка соответствует стандартам и рассчитана на работу устройств с рабочим током в 16 А. Также аппарат может быть подключен к АКБ автомобиля.
- Инвертор присоединяется к АКБ с помощью зажимов. Зажим черного цвета соединяется с минусовой клеммой, красного – с плюсовой.
- Также подключаются другие необходимые устройства.
- Выполняется пробный запуск и сварка.
Важно: установку, рассчитанную на 12 В нельзя присоединять к сети на 24 В! Нельзя одновременно подключать больше одного инвертора.
Сварка кузова инвертором: пошаговая инструкция
Инвертор подходит для работы с металлом толщиной от 0,8 до 6 мм. Используется для:
- укрепление лонжерона;
- заплатки на отдельных частях кузов, разрушенных или поврежденных коррозией;
- выпрямление вмятин, оставшихся от аварий, столкновений.

Для сварки инвертором понадобится расходный материал – электроды.
В первую очередь, нужно оценить фронт работ, выявить места кузова, нуждающиеся в ремонте. Обеспечить соблюдение техники, приготовить воду или огнетушитель на случай возгорания. Те части автомобиля, что не будут подвергаться ремонту, нужно накрыть пленкой или тканью. При коррозийных повреждениях, ржавые детали удаляют, сгнивший металл вырезают. Края срезов грунтуют, а на места коррозий наваривают новые детали или материалы.
Для приваривания новых деталей оптимально использовать пошаговую сварку: сначала приваривают деталь швами по 2 см с шагом 4-6 см, затем обрабатывают оставшиеся пространство. Так шов получается жестким , прочным. После швы обрабатывают болгаркой, шлифуют. При необходимости, покрывают краской.
Сварка длинного шва
Если требуется сварить длинный шов, то сначала обрабатываются его края, затем поэтапно сваривают основную линию. После каждого из этапов нужно дать металлу остыть.
Коррозийные повреждения
Для борьбы с коррозийными повреждениями, разрушениями, необходимо сначала удалить ржавчину. Иначе результат продержится недолго. Только после очистки металла, можно приступать к сварке. Коррозийное повреждение необходимо «латать» с двух сторон: лицевой и внутренней. Когда лучше обратиться к специалисту
Если вы не уверены в собственных силах, не имеет подходящего помещения, то лучше обратиться к специалистам. Также не рекомендуем самостоятельно ремонтировать труднодоступные части автомобиля.
Чтобы избежать необходимости в ремонте, следите за состоянием кузова: его чистотой, отсутствие влажности, грязи, пыли. При покупке машины с рук, обратите особое внимание на состояние металла и грунтовки: лучше переплатить, чем купить ржавое или сгнившее авто.
Электроды для Сварки порогов Автомобиля
Здесь все самое полезное и нужное, что бы подобрать электроды для порогов авто. Все кто сталкивался знают что толщина металла варьируется от 0,7 до 1,5 мм в зависимости от марки автомобиля. Сама сталь для производства кузова малоуглеродистая, хорошо поддается штамповке. Вот от этого и будем отталкиваться.
Сама сталь для производства кузова малоуглеродистая, хорошо поддается штамповке. Вот от этого и будем отталкиваться.
Что нужно знать о качестве сварных швов. На них большая нагрузка которая идет от кузова машины во время езды. Не секрет что сплошным не варят а лишь прихватывают с шагом определенным. В различных местах по разному. Вот это само прихваченное место должно быть пластично на излом и не хрупким. Даже в сильные морозы. По этому что касается самого процесса сварки тут надо уделить внимание на толщину свариваемых деталей. Конечно сварку авто производят полуавтоматом или полностью автоматом, но так как у нас возникла необходимость сварки электродами будем находить выход. Подбирайте ток к электроду на экспериментальных кусках той же толщины которую будете варить. Иначе рискуете наделать дырок. Возможно нам подойдет электроды марки ОК.
К примеру разберем марку OK 48.00 фирмы ESAB.
Как видим холостой ход не велик всего от 24 вольт. А сила тока и вовсе от 30 ампер. Род тока как переменный так и постоянный, но нам нужно делать с обратной полярностью. Это дает преимущество для хорошего горения электрода, а сам свариваемый металл меньше подвергнут нагреву. Зачатую от перегрева деталь деформируется, что влечет за собой напряжение на узел сварки. Обратим внимание на показатели этой марки, ударная вязкость при минусе 40 градусов дает результат 70 Дж/см2. Еще один плюс дает низкое содержание водорода в металле шва, именно поэтому поддается ковке. Маленький недостаток можно отнести короткую дугу. Выдерживать расстояние довольно сложно.
Род тока как переменный так и постоянный, но нам нужно делать с обратной полярностью. Это дает преимущество для хорошего горения электрода, а сам свариваемый металл меньше подвергнут нагреву. Зачатую от перегрева деталь деформируется, что влечет за собой напряжение на узел сварки. Обратим внимание на показатели этой марки, ударная вязкость при минусе 40 градусов дает результат 70 Дж/см2. Еще один плюс дает низкое содержание водорода в металле шва, именно поэтому поддается ковке. Маленький недостаток можно отнести короткую дугу. Выдерживать расстояние довольно сложно.
Если же брать марку ОК 46.00 ESAB то максимум минус 20градусов эксплуатации. В отличие от старшего брата ОК 48.00 ESAB вероятность что швы лопнут. Так как ударная вязкость при допустимой низкой температуре равна 34 Дж/см2 и относительное удлинение 28%. А что будет если еще холоднее. Лично я не рисковал. Что можно выбрать из плюсов, это зажигаются легко. Контролировать легче, если в этом деле новечок.
А если брать самое доступное у нас в России то электроды МР-3А.
На этих примерах я постарался вам объяснить какие факторы влияют при выборе электродов. Как мы видим на этих примерах чем выше требования тем качество шва выше на порядок и выборе чем варить решать вам. Ели кто мало имеет представление с чего начать просмотрите видео о сварке.
Чем варить тонкий металл автомобиля. Как варить кузов автомобиля инвертором – подробная инструкция
При возникновении необходимости в кузовном ремонте, прежде всего, всатет вопрос о вспомогательных средствах, которые помогли бы исправить имеющееся положение вещей (повреждение кузова).
Конктретно в этой статье, мы хотели рассказать лишь об одном из этапов кузовного ремонта. То есть лишь об одном виде оборудования. Данная статья будет посвящена сварочному оборудованию для выполнения кузовных работ на автомобиле своими руками. Мы поговорим о выборе сварочного аппарата, о технике безопасности, принципах работы сварочного аппарата, материалах используемых для сварки кузова и о технологии сварки.
Сварочный аппарат переменного тока с электродами для сварки кузова автомобиля (ручная сварка)
Для самых неискушенных может показаться, что можно обойтись рядовым сварочным аппаратом для ремонта кузова автомобиля, а аменно сварочником переменного тока с электродами и возможностью выставлять ток под них. Хотелось сразу сказать откровенно, что если вы хотите достичь прочного качественного эстетичного шва на кузове автомобиля, то с таким сварочным аппаратом вам это не реализовать.
Какой сварочный аппарат нужен для сварки деталей кузова автомобиля?
При необходимости варить тонкий кузовной металл, толщиной порядка 0,8 -1 мм, а не жечь в нём дырки, сварочный аппарат должен быть углекислотным полуавтоматом. Если подробнее то углекислотный полуавтомат, это сварочник который варит проволокой, автоматически подаваемой в зону сварки, или аппарат, предназначенный для сварки неплавящимся (вольфрамовым) электродом в среде защитного газа. На западе такие автоматы имеют абревиатуру MAG и TIG, о том что это значит чуть далее. Причём, углекислотный полуавтомат можно назвать основным видом сварочных аппаратов для гаражников, и сервисов выполняющих кузовной ремонт. Углекислотный аппарат наиболее универсальный и доступный среди всех сварочников, которыми можно выполнить качественно кузовной ремонт. Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше.
На западе такие автоматы имеют абревиатуру MAG и TIG, о том что это значит чуть далее. Причём, углекислотный полуавтомат можно назвать основным видом сварочных аппаратов для гаражников, и сервисов выполняющих кузовной ремонт. Углекислотный аппарат наиболее универсальный и доступный среди всех сварочников, которыми можно выполнить качественно кузовной ремонт. Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше.
Надо заметить и следующее, если научиться варить электродом – долгий и не простой процесс, то научиться варить углекислотным полуавтоматом значительно быстрее и проще, так как от вас не требуется умение зажигать и поддерживать дугу во время сварки. То есть, квалификация сварщика на полуавтомате может быть ниже, но качество при этом шва будет выше.
Суммируя всё вышесказанное, можно убедительно заявить, что гаражная сварка кузова автомобиля – это прежде всего электрическая сварка в среде защитного газа выполняемая полуавтоматом.
Что может полуавтомат в качестве сварки кузова автомбиля и не только…
Еще раз повторимся про полуавтомат более конкретно, вернее про его возможности. Сварка полуавтоматом – основа кузовного ремонта автомобиля. Только благодаря тому, что у вас есть надёжный углекислотный полуавтомат, ремонт любого автомобиля не будет казаться авантюрой. Будь то старая, дырявая и убитая «копейка», у которой вместо порогов осталась лишь ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная невнимательной блондинкой в роковом ДТП. С помощью углекислотного полуавтомата вы восстановите любой кузов – приварите любые заплаты на любые дыры, вварите новые кузовные детали – крылья, пороги, лонжероны, ремонтные вставки, выправите вмятины, к которым нет доступа изнутри, и тем самым подарите автомобилю новую жизнь.
Помимо ремонта автомобильных кузовов, углекислотный полуавтомат позволит вам решить множество других важных проблем:
1. Ремонтировать сваркой садовый и домашний инвентарь
2. Сваривать водопроводные трубы.
3. Изготавливать специнструмент для ремонта автомобиля – например, мощный торцовый ключ для отворачивания ступичных гаек
4. Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля.
Технические термины абревиатуры используемые в сварочных работах
MIG — металл – инертный газ (например, аргон). Сварка происходит в среде инертного газа, не взаимодействующего с расплавленным металлом.
MAG — металл – активный газ (углекислый газ). Сварка происходит в среде защитного газа, взаимодействующего с расплавленным металлом сварного шва. Некоторые пояснения: если вы варите углекислотным полуавтоматом, то значит, это MAG сварка. Если вам надоело варить с углекислым газом, и вы подключили тот же полуавтомат к баллону с аргоном, то это уже MIG сварка.
TIG — сварка неплавящимся вольфрамовым электродом в среде инертного газа (как правило, аргона).
Какие газы используют для полуавтоматической сварки кузова автомобиля
Основной газ применяемый для полуавтоматической сварки это СО2 (двуокись углерода), также именуется как диоксид углерода, угольный ангидрид.
Двуокись углерода подается в зону сварки под давлением, при этом вытесняет обычную воздушную среду, что предотвращает металл от излишнего окисления. Если быть до конца честным, то кислород и в этом случае выделяется из двуокиси углерода, но в гораздо меньшем количестве, чем, если бы сварка проводилась без него.
Предотвращение окисления позволяет сохранить больший объем металла, которые не перешел в оксиды (FeO). В итоге металл не сгорает, а только плавится, выделяется меньше шлака (оксидов).
Как правило, двуокись углерода получают из углекислоты (ГОСТ 8050 — 76), фактически это сжиженный газ. Углекислота хранится в специальных баллонах объемом по 40 кг, при этом углекислоты заправляют в баллон лишь 25кг. При испарении 1 кг жидкой углекислоты при 0°С и 760 мм рт. ст. образуется 506,8 л газа, то есть 25 кг углекислоты составят 12,67 м3 газа. А вот какие должны быть баллоны, для хранения углекислоты мы поговорим далее. Углекислота бывает технической или пищевой. В принципе подойдёт любая, но в технической меньше содержание водяных паров, которые совсем ни к чему в зоне свариваемых деталей.
При испарении 1 кг жидкой углекислоты при 0°С и 760 мм рт. ст. образуется 506,8 л газа, то есть 25 кг углекислоты составят 12,67 м3 газа. А вот какие должны быть баллоны, для хранения углекислоты мы поговорим далее. Углекислота бывает технической или пищевой. В принципе подойдёт любая, но в технической меньше содержание водяных паров, которые совсем ни к чему в зоне свариваемых деталей.
Если вместо двуокиси углерода в качестве защитного применить аргон, то сваривать можно и цветные металлы – нержавейку, алюминий, латунь и другие сплавы и металлы. При одном обязательном условии, что вы будете применять соответствующую сварочную проволоку – т.е. из нержавейки или алюминия. Что касается сварки неплавящимся электродом (TIG сварка), то этот вид сварки требует большей сноровки, и менее удобен для сварки кузовного металла. Хотя, качество сварки этим способом – вне конкуренции.
Здесь возможны варианты. Можно купить малогабаритный импортный баллон с углекислотой, но это дороговато. Более ходовой слчай, это стандартный отечественный баллон объёмом 40 или 25 литров. Углекислый газ, вернее углекислота в баллонах находится в жидком состоянии и занимает чуть больше половины их объёма. В остальной половине находится газ в своей естественной фазе — газообразной.
Углекислый газ, вернее углекислота в баллонах находится в жидком состоянии и занимает чуть больше половины их объёма. В остальной половине находится газ в своей естественной фазе — газообразной.
Если для вас сварка – не случайный эпизод, а дело жизни – покупайте не большой баллон, литров на 20 литров. Такого баллона хватит надолго – на год, а то и больше, при этом перетаскивать его можно в одиночку. И ещё. Такой баллон легко умещается на заднем сидении практически любой легковушки.
Что касается 45 литрового баллона, то он, конечно, работает ещё дольше. Но он тяжеловат для оперативного перемещения. Перетаскивать в одиночку такой баллон, особенно заправленный, очень тяжело – можно надсадиться. Остаётся потихоньку перекатывать…
Можно ли для полуавтоматической сварки применять обычный газовый баллон
Некоторые наверное очень хотели бы сэкономить, применив обычный газовый баллон, при проведении сварочных работ полуавтоматической сваркой. И если по объему у обычного газового баллона все в порядке, то насчет его давления и присоединительной резьбы, такого не скажешь.
Во-первых рабочее давление у баллона для углекислоты порядка 14,7 МПа (150 атмосфер). В обычном газовом баллоне рабочее давление составляет всего лишь 1,6 МПа (16 атмосфер).
Во-вторых, присоединительная резьба на обычном газовом баллоне не обеспечит соединения редуктора высокого давления с баллоном без применения переходника.
То есть, обычный газовый баллон использовать для хранения углекислоты и применения в полуавтоматической сварке нельзя.
Редуктор для полуавтомата для проведения сварочных работ
Редуктор для отечественных баллонов можно купить в сварочных отделах инструментальных магазинов. Корпус редуктора выкрашен в чёрный цвет (как и сам баллон под углекислоту), и имеет регулятор давления газа на выходе и манометр.
Манометр имеет две шкалы и показывает как давление газа на выходе, так и его расход в литрах в минуту.
Редуктор крепится к баллону накидной гайкой на 32. Не забудьте установить паронитовую прокладку, иначе соединение будет «течь»
Годится и кислородный редуктор. У такого редуктора два манометра – один показывает давление непосредственно в баллоне, а другой на выходе редуктора. Давление газа на выходе регулируется точно так же, как и у углекислотного редуктора. Основное различие в том, что корпус кислородного редуктора окрашен в голубой цвет.
У такого редуктора два манометра – один показывает давление непосредственно в баллоне, а другой на выходе редуктора. Давление газа на выходе регулируется точно так же, как и у углекислотного редуктора. Основное различие в том, что корпус кислородного редуктора окрашен в голубой цвет.
Сварочная проволока для полуавтомата
Проволока должна быть омеднённой, нашей, или импортной. Наша проволока может называться СВ08Г2С, или СВ08Г2 (диаметр 0,8 мм). Сварка будет успешной с любой проволокой, лишь бы она была омеднённой и без грязи и ржавчины.
В некоторых случаях сварка может вестись так называемой “флюсовой”, или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа.
Но такая проволока значительно дороже обычной, да и сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа.
Наиболее распространённый диаметр сварочной проволоки – 0,8 мм. Её можно купить практически в любом сварочном отделе любого инструментального и даже хозяйственного магазина. Этой проволокой можно варить как тонкий (0,7 – 0,8 мм), так и достаточно толстый металл – 4 мм и толще.
Её можно купить практически в любом сварочном отделе любого инструментального и даже хозяйственного магазина. Этой проволокой можно варить как тонкий (0,7 – 0,8 мм), так и достаточно толстый металл – 4 мм и толще.
Если вы специализируетесь на сварке тонкого (от 0,6 мм) металла, то удобнее использовать проволоку диаметром 0,6 мм. Этой же проволокой вы можете варить и толстый металл – от 4 мм и толще.
Кстати, проволока диаметром 0,6 мм бывает только импортная. Во всяком случае, лично мне отечественная проволока такого диаметра не попадалась.
Можно ли в полуавтомате применять обычную проволоку
Как мы рассказали выше, основной задачей двуокиси углерода является предотвращение окисления. Дело в том, что частично в этом процессе участвует также и сварочная проволока. Когда металл окисляется, то первыми компонентами, которые участвуют в окислении металла, являются марганец и кремний. Для того, чтобы полезный объем кремния и марганца сохранялся в металле конструкции, в сварочную проволоку также добавляют эти элементы. При этом, кремний и марганец из проволоки окисляются в первую очередь, заменяя собой элементы из металла конструкции, которую мы свариваем. Тем самым сохраняя объем металла в свариваемых деталях.
При этом, кремний и марганец из проволоки окисляются в первую очередь, заменяя собой элементы из металла конструкции, которую мы свариваем. Тем самым сохраняя объем металла в свариваемых деталях.
То есть, использование обычной проволоки не даст желаемых результатов.
Углекислотный сварочный полуавтомат – примеры полуавтоматов и основные органы управления для сварки кузова.
Далее в статье, мы более подробно затронем принцип использования управляющих органов сварочного полуавтомата для кузовного ремонта автомобиля, в случае сварки кузова автомобиля своими руками, а также наглядно продемонстрируем все подключения, необходимые для начала сварочных работ.
(на фото полуавтомат — Блю Велд 4.135)
Первоначально взгляните на переднюю панель полуавтомата. Как правило здесь есть выключатель, регулятор тока сварки, регулировка скорости подачи проволоки.
Теперь перейдем к подключения баллона высокого давления.
Баллон и редуктор без которого качественные сварочные работы кузова невозможны
Подающий механизм и бобина с проволокой полуавтомата для сварки кузова Пантер 132
Второй возможный вариант «заправки» проволоки в полуавтомат
Подающий механизм и бобина полуавтомата для сварки кузова Блю Велд 4. 135.
135.
Подготовка полуавтомата к работе для сварки кузовных деталей автомобиля.
Что нужно сделать перед подключением сварочного полуавтомата.
Прежде, чем пускаться в рассуждения по поводу того, как правильно подключить полуавтомат, вы должны провести тест – тест гаражной сети на нагрузочную способность.
Говоря русским языком, вы должны выяснить, потянет ли гаражная сеть такую нагрузку,ток, какой потребляет сварочный полуавтомат.
Суть этого теста заключается в следующем: вы должны измерить тестером напряжение в гаражной сети, к которой подключена нагрузка мощностью 2,5-3 кВт. Это может быть электроплитка, утюг или их комбинация.
Если напряжение под нагрузкой меньше 205 – 210 Вольт, то работа обычного полуавтомата становится проблематичной.
Если у вас – инверторный полуавтомат, то он несколько лучше переносит пониженное напряжение.
Но если в гаражной сети под нагрузкой всего 170 – 180 вольт, то нормальная сварка невозможна.
Это значит, что вы сначала должны решить вопрос с сетью, вернее с током, а затем уже думать о дальнейшем
О том, как готовить полуавтомат к работе, написано в мануале к нему. Но, у вас может быть б/у аппарат, купленный с рук, или просто могут возникнуть те или иные вопросы поэтому о подготовке к сварке кузова автомобиля далее:
Но, у вас может быть б/у аппарат, купленный с рук, или просто могут возникнуть те или иные вопросы поэтому о подготовке к сварке кузова автомобиля далее:
1. На первом этапе “заряжаем” полуавтомат сварочной проволокой. Для этого придётся:
а) Снять (или отвинтить) газовое сопло сварочной горелки.
б) Отвинтить медный наконечник сварочной горелки. Это делают ключом или пассатижами.
в) Отвести прижимной ролик подающего механизма.
г) Установить евробобину с проволокой.
д) Устанавливаем нужную полярность сварочного тока, а именно: при сварке флюсовой проволокой – плюс на зажиме, минус – на горелке. В этом случае максимум тепловыделения будет на проволоке, что необходимо для активации содержащегося в ней флюса. Такая полярность называется прямой.
Если вы варите с углекислым газом обычной проволокой, то полярность будет обратной – плюс на горелке, минус на зажиме. В этом случае максимум тепловыделения будет на свариваемом металле.
Переключение полярности производится перестановкой клемм (см. фото).
фото).
е) Завести руками конец проволоки в подающий канал на 10 – 20 сантиметров. Делайте это аккуратно, чтобы проволока не «осыпалась» с бобины. Проволока должна быть абсолютно ровной, безо всяких резких изгибов. Если изгибы есть, то острыми кусачками откусите дефектный конец, и только потом продолжайте работу.
ж) Удерживая проволоку от «осыпания», подведите прижимной ролик. Проследите за тем, чтобы проволока попала в канавку на ведущем ролике.
Кстати, канавок может быть две – одна для проволоки диаметром 0,6мм, другая – для 0,8мм. Это значит, что подающий ролик нужно установить так, чтобы проволока попала в «правильную» канавку.
Если канавка на ролике одна – значит, ролик универсальный и париться не о чем.
и) Подключаем полуавтомат к сети, и нажимаем на клавишу на рукояти сварочной горелки. Проволока приходит в движение, и через некоторое время появляется на выходе сварочной горелки. Для ускорения процесса протяжки проволоки можно выставить максимальную скорость подачи проволоки. Обычно, для этого достаточно повернуть плавный регулятор величины сварочного тока до упора вправо. Подающее устройство начинает громко визжать, и проволока очень скоро вылетает из подающего канала.
Обычно, для этого достаточно повернуть плавный регулятор величины сварочного тока до упора вправо. Подающее устройство начинает громко визжать, и проволока очень скоро вылетает из подающего канала.
Кстати, о клавише: когда вы нажимаете на неё, сначала открывается подача газа, и только в следующий момент включается подача проволоки и сварочного тока. Подача газа открывается газовым клапаном, расположенным, как правило (но не всегда), в горелке.
к) Надеваем на проволоку нужный медный наконечник, и завинчиваем его ключом или пассатижами. Кстати, у наконечника должен быть соответствующий диаметр отверстия – или под проволоку 0,6мм, или под 0,8мм, или под другую. Обычно на фирменном наконечнике есть клеймо с диаметром проволоки.
м) Устанавливаем газовое сопло.
Горелка СО-2 сварочного полуавтомата
2. На втором этапе подключаем углекислый газ.
Для этого придётся:
а) Установить редуктор на баллон с углекислотой.
б) Соединяете шлангом редуктор и полуавтомат. Здесь тоже возможны варианты – либо на вашем аппарате имеется штуцер для подключения шланга, либо из полуавтомата выходит тонкая длинная полипропиленовая трубка.
Здесь тоже возможны варианты – либо на вашем аппарате имеется штуцер для подключения шланга, либо из полуавтомата выходит тонкая длинная полипропиленовая трубка.
В первом случае всё просто – соединяете оба штуцера – и на редукторе, и на аппарате резиновым, лучше кислородным, шлангом (внутренним диаметром 6мм) нужной длины. Штуцер на редукторе должен иметь соответствующий шлангу диаметр (штуцера бывают на 6, 8 или 12 мм)
Крепление шланга на штуцерах – с помощью червячных хомутов.
В случае полипропиленовой трубки подключение происходит несколько по-другому: в комплект таких полуавтоматов входит переходник, с помощью которого полипропиленовую трубку можно подключить к резиновому шлангу. А шланг подключают к редуктору уже известным способом.
Регулировка сварочного полуавтомата при проведении сварки кузова
Перед тем, как начать работать, вы должны провести ряд регулировочных работ:
а) Отрегулировать натяжение сварочной проволоки. Это делается с помощью пластиковой гайки, установленной на оси бобины. Закручивая гайку, вы увеличиваете трение между бобиной и опорой, на которой она находится. В результате в процессе протяжки проволока автоматически натягивается пропорционально установленной вами силе трения.
Закручивая гайку, вы увеличиваете трение между бобиной и опорой, на которой она находится. В результате в процессе протяжки проволока автоматически натягивается пропорционально установленной вами силе трения.
Или другим способом, определяемым типом вашего полуавтомата. Так или иначе, натяжение проволоки должно быть таким, чтобы проволока не «осыпалась» с бобины, но и не особенно затрудняло протяжку.
б) Отрегулировать силу прижима прижимного ролика в подающем механизме. Сила прижима должна быть такой, чтобы проволока уверенно, без проскальзывания между роликами, подавалась в канал при любых изгибах подводящего шланга.
Но, с другой стороны, проволока не должна ломаться на входе в подающий канал, если по – какой либо причине застряла в нём.
Например, проволока приварилась к медному наконечнику и «встала». Если ролик прижат чрезмерно сильно, то проволока сломается в промежутке между роликом и входом в подводящий канал, а если прижим нормальный – то начнёт проскальзывать.
в) Отрегулировать расход газа. Для этого медленно открываем вентиль на 1-2 оборота на газовом баллоне. Регулятором давления на редукторе предварительно выставляем давление на выходе порядка 2 Кг/см.
Для этого медленно открываем вентиль на 1-2 оборота на газовом баллоне. Регулятором давления на редукторе предварительно выставляем давление на выходе порядка 2 Кг/см.
Далее…
Нажимаем на клавишу, расположенную на рукояти сварочной горелки. Нажимаем так, чтобы проволока осталась «стоять», а газовый клапан открылся. Вы услышите лёгкое шипение газа, выходящего из сопла газовой горелки (можете его понюхать – пахнет кислятиной). Хотя нюхать конечно не стоит, так как это все таки двуокись углерода, то есть возможно кислородное голодание.
В это время расход газа (его величину смотрите на манометре по шкале расхода) должен составлять 8-10 литров в минуту.
Если расход сильно отличается от рекомендованного, корректируете его.
Учтите, что искомый параметр – расход газа, а не его давление.
Расход газа зависит от величины сварочного тока. Простое правило: чем больше ток, тем больше расход. Величина расхода 8-10 литров оптимальна при сварке металла толщиной 0,8мм. Поэтому, окончательно корректируете величину расхода газа исходя из конкретной задачи.
г) Последняя и важная регулировка – это регулировка сварочного тока. Но её лучше делать в непосредственно в процессе сварки.
Конечно стоит заметить, что для качественного проведения сварочных работ нужна практика, с которой в последствии придет опыт и профессионализм проведения сварочных кузовных работ.
Необходимое оборудование для обеспечения защиты жизни и здоровья при проведении сварочных работ
Если у вас есть сварочный аппарат, то обязательно должна быть и маска. Она позволит вам спокойно смотреть на ярчайшую электрическую дугу и расплавленный металл и контролировать процесс сварки, а так же защитит ваши лицо и глаза от жесткого ультрафиолета (его излучает электрическая дуга), едкого дыма и брызг расплавленного металла. Лучше всего, если это будет маска типа “Хамелеон”. Эти маски имеют защитный светофильтр электрооптического типа с управлением от фотодиодов. То есть, прозрачный в обычных условиях светофильтр в момент вспышки дуги моментально затемняется, и ваши глаза не успевают нахвататься “зайцев”. После того, как дуга погасла, светофильтр опять становится прозрачным. В процессе сварки можно менять величину затемнения светофильтра, что позволяет подбирать комфортные условия работы.
После того, как дуга погасла, светофильтр опять становится прозрачным. В процессе сварки можно менять величину затемнения светофильтра, что позволяет подбирать комфортные условия работы.
Защитная маска сварщика – простая или «Хамелеон»
Защитная одежда – специальная роба, или хотя бы краги для защиты рук от ожогов.
После проведения кузовных операций по ремонту кузова с использованием сварочного аппарата, в последующем необходима будет шпатлевка, грунтовка и покраска. Дополнительную информацию по данной теме можно найти в статье «
Кузов транспортного средства – один из главных его элементов, который несет на себе все остальные агрегаты и устройства. В связи с этим, ему необходим тщательнейший уход, а также диагностика повреждений и процедуры восстановления. Одним из действенных методов ремонт кузова автомобиля, является сварка. Данная процедура вполне может быть выполнена самостоятельно, но для этого нужно подготовить специальное оборудование.
Какой сварочный агрегат нужен для ремонтных работ по кузову машины?
Большинство владельцев транспортных средств, которые ранее никогда не занимались ремонтом кузова своего транспортного средства, могут подумать, что для подобных работ отлично подойдет стандартный сварочный аппарат, который питается от сети переменного тока. Спешим вас разочаровать, данный аппарат непригоден для кузовных работ, так как он предназначен для работ с металлом, толщина которого более шести миллиметров. Как следствие, на кузове автомобиля, после работы с такой сварочной установкой остаются не аккуратные швы, плюс к некоторым элементам кузова, подобраться электродом такого сварочного аппарата практически невозможно.
Спешим вас разочаровать, данный аппарат непригоден для кузовных работ, так как он предназначен для работ с металлом, толщина которого более шести миллиметров. Как следствие, на кузове автомобиля, после работы с такой сварочной установкой остаются не аккуратные швы, плюс к некоторым элементам кузова, подобраться электродом такого сварочного аппарата практически невозможно.
Чтобы варить металл кузова транспортного средства, толщина которого, в большинстве случаев меньше одного миллиметра, вам потребуется углекислотный сварочный автомат. Стоит отметить, что данное сварочное устройство намного проще в освоении, нежели сварочная установка переменного тока. Суть технологии сварочных работ при помощи углекислотного сварочного автомата, сводится к тому, что специальная проволока в автоматическом режиме подается в место, глее необходимо проварить металл. Отметим, что в некоторых случаях, вместо проволоки используется особый электрод из вольфрама, это связано с том, что он более долговечен, так как не плавится в условиях защитного газа.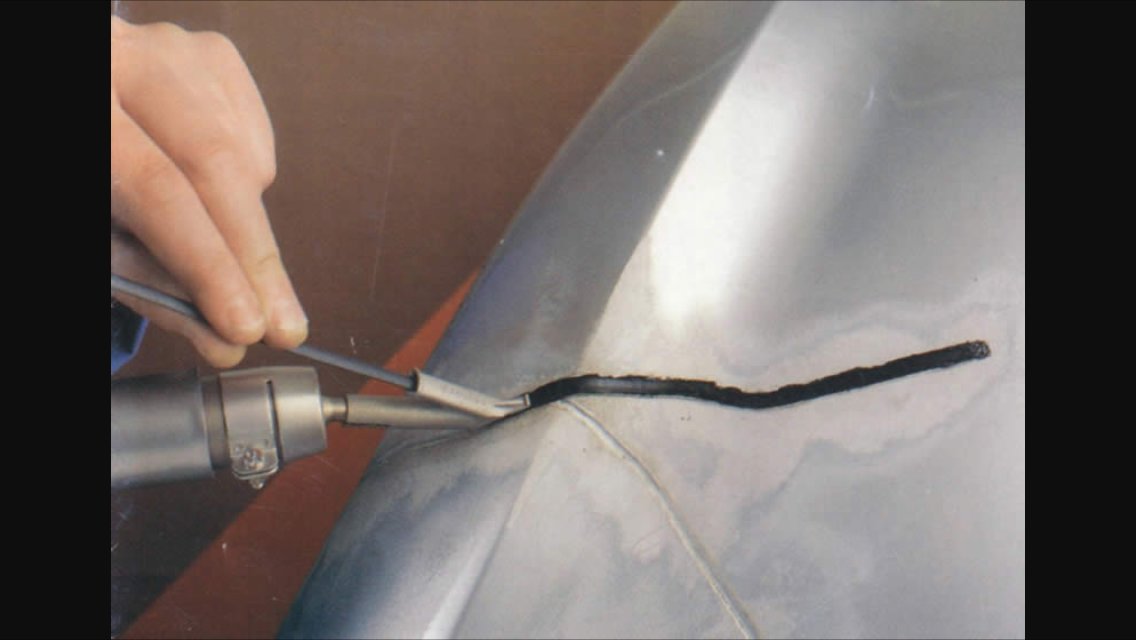
Хотелось бы также заметить, что углекислый сварочный автомат используется не только в условиях гаража, когда ремонтные работы по кузову выполняются самостоятельно, но и в профессиональных автомобильных мастерских. Все дело в том, что более аккуратного и ровного шва на тонком автомобильном металле получить ни одним другим сварочным аппаратом не получится.
Видео. Работа сварочного аппарата
Еще, стоит отметить тот факт, что если в такой сварочной установке, произвести замену углекислого газа на аргон, то варить можно будет не только железо, но и цветные металлы, которые все чаще используются в кузовном производстве.
Напомним, что в предыдущей статье мы рассказывали своими руками. Выполнить ремонт можно в гаражных условиях, главное придерживаться наших рекомендаций.
Как подготовить металл кузова транспортного средства?
Как и любой другой процесс, связанный с кузовом транспортного средства, варка кузова требует обязательной подготовки поверхности. Для этого, вам нужно все места кузова, которые будут вариться, очистить от грязи, масел, ржавчины и любых других загрязнений, так как они могут повлиять на качество сварки.
Для этого, вам нужно все места кузова, которые будут вариться, очистить от грязи, масел, ржавчины и любых других загрязнений, так как они могут повлиять на качество сварки.
Главным достоинством полуавтоматической сварочной технологии можно назвать подачу проволоки, которая является основным элементом процесса сварки, в автоматическом режиме. Отметим, что эта проволока является чуть не лучшим вариантом сварки тонкого листового металла, так как работа происходит на очень большой скорости, что не дает прогореть металлу насквозь. После сварки, получаемый шов имеет отличные эстетические свойства, а также высокие механические характеристики. При сварке углекислым газом, расход материалов очень низок, да и сам металл практически не деформируется.
Выполнять сварку кузова можно как прерывистым швом, так и сплошным. Выбор типа шва должен производиться на основе того, насколько доступны элементы кузова, а также какова их толщина.
Видео. Кузовной ремонт при помощи сварки
Еще, хотелось бы заметить, что подача тепла на лист металла, а также электрический ток и проволоку, нужно подавать с периодичностью, а не держать на поверхности постоянно. Выбор длины периодов, напрямую зависит от того, насколько толстый металл, а также на основе того, насколько большой зазор между элементами, которые нужно сварить между собой.
Выбор длины периодов, напрямую зависит от того, насколько толстый металл, а также на основе того, насколько большой зазор между элементами, которые нужно сварить между собой.
Первым делом, вы должны сверить характеристики электрической цепи в вашем гараже, а также требования к ней у углекислой сварочной установки, если все соответствует, то можете переходить к процессу сварки.
Теперь, вам необходимо завести проволоку на десять-двадцать сантиметров в подающий канал, и установить в стандартной положение прижимной ролик. В итоге, проволока должна оказаться в ложбинке, который расположен на ведущем ролике.
Затем вам необходимо поставить на место наконечник из меди и газовое сопло, после чего можно подключать углекислую сварочную установку к сети и начинать варить. Далее все зависит от вашей аккуратности.
Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Сварка кузова авто — трудоемкий процесс, будь то дуговая, или другой . Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика — только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта — , лазерный -выбирается в каждом случае индивидуально.

Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.
Какой сваркой варить кузов?
Как указано выше, выбором, какая сварка и какие материалы подойдут для сварки кузова автомобиля, должны заниматься профессионалы, как и тем, какой аппарат выбрать для реализации процесса. Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
- с помощью многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6мм марки УОНИ 13/45, положение шва – нижнее;
- корпуса авто выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0.8 мм марки Св-08Г2С;
- сварка кузова авто также весьма востребована – она потребует баллон с углекислым газом и проволоку диаметром 0.8 мм марки Св-08Г2С. Впрочем, можно сваривать полуавтоматом и без газа, использую порошковую проволоку или проволоку с флюсом.
Можно ли варить кузов автомобиля сварочным инвертором?
Для кузовных работ с высокочастотным электротоком используется для сварки бампера, дополнительных рам, задних и передних лебедок, бычьих планок и даже противотуманных фар, если заказчику захотелось разместить их на крыше транспорта. Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость — работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость — работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.

Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания ? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Особенности сварки кузова автомобиля электродом
позволяет сварить , но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Когда вы покупаете автомобиль с пробегом, будьте особенно осторожны, чтобы избежать неприятностей в дальнейшем. Обратите внимание на все мелочи. Подавляющее большинство покупателей в первую очередь обращают внимание на то, как работает двигатель, коробка и другие детали, приводящие машину в движение. И очень немногие сколько-нибудь серьёзное внимание уделяют состоянию кузова авто, а ведь это тоже важно.
Бывалые автолюбители и специалисты знают, что кузов у машины, произведённой в странах СНГ, сохраняется на протяжении 10 лет. Дальше его ждут кузовной ремонт, сварка, заплатки на кузов — в общем, всё то, что поможет сберечь целостность машины. У машин, выпущенных в Европе, США или Японии, этот срок растянут до 15 лет: всё зависит от металла, из которого сделан кузов.
У машин, выпущенных в Европе, США или Японии, этот срок растянут до 15 лет: всё зависит от металла, из которого сделан кузов.
Когда срок в 10 или 15 лет проходит, машину нужно ремонтировать. Ремонт кузова машины — это альтернатива полной замене кузова, ведь не у всех на это есть деньги. Сварочно кузовные работы помогут вам в отсутствии денежных средств на полную замену кузова. Вы можете выполнить их в тех местах, где коррозия скорее всего портит корпус машины. Всем известно, что наибольшему риску подвержена нижняя часть автомобиля.
Несмотря на тот факт, что все хозяева ухаживают за своими машинами по-разному, коррозия появляется у всех примерно в одно и то же время. В местах, где вода задерживается дольше всего, можно заметить следы коррозии в той или иной степени. Назовём такие места:
- крылья и пороги;
- передняя часть машины;
- багажник.
Пороги и крылья наиболее подвержены воздействию
окружающей среды, потому что при езде по влажной дороге именно там скапливается грязь. В передней части пол становится непрочным из-за коррозии под ногами водителя и переднего пассажира. Что касается багажника, в нём обычно коррозии подвержено место под запаской: часто после замены колеса водитель не вытирает шину, поэтому вода, попавшая в багажник, начинает медленно делать своё дело.
Итак, если ваша машина уже подверглась атаке ржавчины, вам нужно заварить части кузова автомобиля, в которых это произошло. Вы можете отдать автомобиль на станцию ТО, однако дешевле и быстрее сделать ремонт своими руками.
Как лучше производить сварку
Традиционно сварка происходит при помощи электродов. Это самый быстрый и простой способ сварки. Однако в случае ремонта кузова автомобиля его нежелательно применять. Это обусловлено тем, что при электродной сварке получается очень грубый шов, который делает внешний вид автомобиля совершенно неэстетичным.
Кроме того, устройства, необходимые для сварки электродами, занимают довольно много места. Это затруднит сварку в малодоступных местах. Важно помнить и о том, что сварка должна отвечать нормам безопасности. Поэтому электродная сварка применяется редко, например, в случаях, когда надо сварить раму кузова, лопнувшую от нагрузки.
Важно помнить и о том, что сварка должна отвечать нормам безопасности. Поэтому электродная сварка применяется редко, например, в случаях, когда надо сварить раму кузова, лопнувшую от нагрузки.
Таким образом, современные сварщики используют чаще инвертор или полуавтомат для кузовных работ.
И тот, и другой способ сварки имеет свои плюсы и минусы. Если вы хотите провести сварку самостоятельно, у вас должны быть специальные навыки работы, обязательно также соблюдать технику безопасности. Задумайтесь о том, насколько хорошо оснащено ваше рабочее место.
Наверняка вы будете работать в своём гараже, поэтому правильно организуйте пространство, купите все нужные инструменты, чтобы не отвлекаться во время работы. Немаловажно и то, насколько качественно освещено помещение. Для этой работы вам лучше привлечь помощника, потому что варить кузов в одиночку довольно непросто.
Плюсы сварки углекислотным полуавтоматом
Если окинуть взором отечественный автопром, можно отметить ужасное качество корпуса автомобилей ВАЗ 2101, 2106, 2107, 2108 и 2109.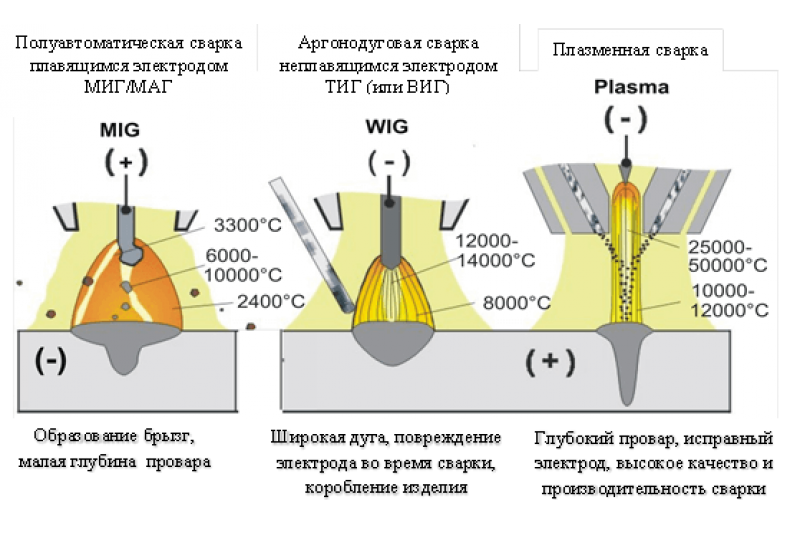 В группу наибольшего риска попадают машины, выпущенные перед 1994 годом. Дело в том, что до этого года грунт в принципе не наносили, а просто красили металл.
В группу наибольшего риска попадают машины, выпущенные перед 1994 годом. Дело в том, что до этого года грунт в принципе не наносили, а просто красили металл.
Сейчас это кажется дикостью, но тогда, наверное, был дефицит грунта. Теперь, конечно, все такие модели уже перекрашены и загрунтованы. Если вам попался такой кузов, то используйте углекислотный полуавтомат, чтобы произвести ремонт кузова автомобиля.
Сварочные работы в таком случае производят с помощью проволоки. Это доступная и довольно универсальная сварка. Если толщина металла колеблется в промежутке от 6 до 0,8 мм, аппарат с ним справится. С помощью полуавтомата обычно производят такие работы:
- Сварка порогов и лонжеронов;
- Укрепление заплат;
- Выправление вмятин.
Аппарат работает по принципу подачи под давлением двуокиси углерода. При этом воздух выбивается из зоны сварки, и металл не окисляется. Это позволяет металлу не сгореть от температуры, а расплавиться, таким образом крепко схватывая детали.
Агрегат универсален, его можно использовать с разными сплавами металлов. Если вы поменяете двуокись углерода на аргон, то сможете производить сварочные работы и с цветными металлами, например, с алюминием или с нержавейкой.
Мастера сварки советуют работать так: наносите небольшие стежки — до 2 сантиметров через каждые 5 сантиметров шва. После этого сварочные швы нужно обработать грунтовкой. Не пожалейте грунтовки в области поддона, в задней части автомобиля и в местах прикрепления стоек.
Сварка инвертором
Вот уже несколько десятилетий у граждан бывшего Советского Союза большой популярностью пользуется модель автомобиля УАЗ 469. Он отлично подходит для бездорожья и экстремальных условий эксплуатации.
В отличие от многих советских автомобилей, 469-й отличается весьма крепким кузовом. Однако и такой мастодонт со временем подвергается воздействию коррозии. В мастерских часто можно увидеть уазики, у которых меняют кузовную часть или усиливают её рамами.
Самостоятельный кузовной ремонт такого автомобиля можно произвести при помощи инвертора. Суть функционирования этого агрегата в том, что он использует ток повышенной частоты.
Основные его достоинства — это небольшие размеры и очень быстрая сварка. У инвертора, кроме того, есть множество режимов работы. Несмотря на это, освоить работу с ним может даже новичок. Тем не менее, не обошлось и без недостатков:
- большая цена;
- отсутствие возможности сварки металла толще 3 мм;
- часто выходит из строя из-за пыли.
Важно не поскупиться и купить не самый дешевый прибор. Недорогой инвертор быстрее выйдет из строя.
Сварочные работы по кузову своими руками
Самостоятельно проводить сварку кузова нелегко для новичков, к тому же требуется мастерски обращаться с аппаратами для сварки, нужно умело локализовать проблемные места, которые требуется скорректировать в ходе сварки. При этом ремонт корпуса можно условно поделить на локальный и капитальный ремонт.
Полный характеризуется заменой значительной части корпуса автомобиля, а локальный, в свою очередь, обходится лишь обработкой очагов ржавчины на кузове. Если человек несколько раз занимался локальным ремонтом, со временем провести капиталку для него не составит проблемы.
В случае, если процесс коррозии корпуса происходит в месте, незаметным для беглого обзора, например, на кузове, то можно в качестве заплаты ставить любой металл, лишь бы он соответствовал по миллиметражу и качеству. Ну а если коррозия расположилась снаружи, то обязательно используйте тот вид металла, из которого изготовлена кузовная часть.
Старайтесь при этом делать как можно менее заметный шов. Отрихтуйте его при необходимости.
Если вы заметили, что коррозия затронула небольшой участок, есть возможность обойтись и без сварки корпуса. Вам понадобятся, тем не менее, особенные смеси на основе эпоксидки и стеклоткани. Их накладывают на место повреждения, предварительно зачищенное, и корпус снова выглядит как новый, не потеряв в прочности. Чтобы повысить надёжность такой заплаты, укрепите края изнутри трещины.
Чтобы повысить надёжность такой заплаты, укрепите края изнутри трещины.
Поэтому чтобы защитить кузов от коррозии, наблюдайте за его состоянием очень пристально. Каждый раз после мытья машины начисто и насухо вытирайте её сухой тканью. Обязательно удаляйте с порогов и днища грязь, особенно это важно весной и осенью, когда холодно. Чем лучше вы заботитесь о состоянии кузова, тем дольше вам автомобиль прослужит.
Этапы сварки
Последнее, что мы рассмотрим — это сами этапы сварки с полуавтоматом:
- Зарядите устройство проволокой;
- Настройте необходимую полярность тока. Если у вас проволока с флюсом, поставьте минус на горелке, а плюс — на зажиме. Если это обычная проволока, то порядок обратный;
- Подключите шланг подачи углекислорода, соединив баллон с инвертором посредством редуктора;
- Подключите полуавтомат к питанию и зажмите рычаг на горелке. Проследите, как пойдёт газ, далее включится подача электричества и проволоки;
- Проденьте проволоку через медный наконечник и установите газовую дюзу;
- Начинайте сварку, как мы рекомендовали выше.

Правила кузовного ремонта для сварки аргоновой дугой аналогичны, отличие только в сжигаемом газе.
Если вам необходимо произвести сварку на днище авто, знайте, что кроме необходимости обеспечить ровные сварные швы вы должны также обеспечить нужный режим температуры. Заплатка на днище обычно должна быть не толще двух миллиметров.
Расположите металл на отверстии равномерно. Для точности расположения воспользуйтесь помощью. Когда вы заварите заплату, обточите её края и нанесите грунт. В случае, если днище при этом изогнулось, обработайте его киянкой. Помните, что у отечественных машин днище -самое слабое место, и его состояние нужно постоянно проверять в яме.
Прочитав эту статью, вы узнали кое-что о сварке. Воспользуйтесь нашими советами, и вы хорошо заварите корпус своего авто. Не забывайте, что вы должны пользоваться защитными средствами, если не хотите, чтобы сварка закончилась плохо.
Механические повреждения кузовных элементов автомобиля часто приводят к появлению трещин и разрывов. При игнорировании этого дефекта проблема будет усугубляться – повысится уровень шума и вероятность окончательного выхода из строя компонента. Для восстановления целостности необходимо правильно выбрать, какой сваркой лучше всего варить кузов автомобиля.
При игнорировании этого дефекта проблема будет усугубляться – повысится уровень шума и вероятность окончательного выхода из строя компонента. Для восстановления целостности необходимо правильно выбрать, какой сваркой лучше всего варить кузов автомобиля.
Особенности сварки кузовных элементов
Большинство навесных защитных элементов машины имеют относительно небольшую толщину – 0,8-1 мм. Исключение составляют силовые части, пороги, лонжероны, поперечная балка – до 2 мм. Эта разница объясняет трудность применения одного и того же типа сварки для восстановления целостности кузова авто. Поэтому нужно сделать анализ повреждений и определить оптимальные характеристики будущего шва.
Также нужно учитывать следующие моменты:
- Характер повреждения – точечное, в виде трещины или разрыва. Определит размеры сварного шва.
- Местоположение дефекта. Влияет на удобство проведения работ и соответственно – выбор метода сварки.
- Необходимость использовать «заплатку». Актуально при глобальном повреждении кузова.
 Актуально при глобальном повреждении кузова.
Актуально при глобальном повреждении кузова.Определив степень повреждения, учитывая вышеописанные факторы, можно приступать к выбору сварочного аппарата. Если доступная модель не удовлетворяет минимальным технологическим требованиям к проведению работ – рекомендуется обратиться в профессиональный автосервис.
Углекислотный полуавтомат
Оптимальный вариант для восстановления целостности кузова. Принцип работы углекислотного полуавтомата – формирование шва происходит с помощью специальной проволоки, разогретой газовым соплом. Подача присадки — в полуавтоматическом или автоматическом режиме. Наличие газа в области обработки исключает негативное влияние воздушной среды.
Для выполнения работы нужно соблюдать такие рекомендации:
- Предварительная настойка полуавтомата. Режим зависит от толщины металла, его вида (сплава), марки проволоки, ширины и глубины шва.
- Если опыт сварки небольшой – нужно сделать несколько пробных швов на листах с характеристиками аналогичными кузовным компонентам.
- Соблюдение скорости движения. Раскаленная проволока должна наполнить шов равномерно.
- После проведения работ удаляем окалину и проверяем целостность конструкции.
Подобная методика актуальна для формирования герметичных швов. С помощью углекислотного полуавтомата можно сделать как точечное, так и шовное соединение. При смене газовой смеси на аргон, и применяя другой тип проволоки, появляется возможность сваривать цветные металлы.
Как сварить кузов с помощью инвертора
Использование инверторного сварочного аппарата для восстановления целостности кузовных элементов не рекомендуется. Но в некоторых случаях это единственный способ ремонта. Недостаток этого метода – высокая вероятность сквозного прожигания металла, разбрызгивание присадки, что может привести к повреждению лакокрасочного слоя.
Особенности сварки кузова инвертором:
- Работа на минимальных значениях сварочного тока. Ошибка – появление сквозных отверстий в металле.
- Для уменьшения нагрева стального листа рекомендуется поменять полярность. К металлу подключается клемма с отрицательным зарядом, к электроду – положительная.
- Использование струбцины, если на кузов устанавливаются «заплатки». Она обеспечит плотный прижим.
- Выбор направления сварки – расплавленный металл должен равномерно заполнять шов, что затруднительно при вертикальном или потолочном положении.

Для работы необходимо обеспечить стабильное напряжение в сети. Это делается с помощью специальных устройств. Альтернатива – эта функция есть в инверторе. О .
Аппарат для точечной сварки
Если герметичность шва не является главной задачей – можно использовать аппараты для точечной сварки. Но из-за специфики применения они не сильно распространены, как вышеописанные модели. Электроды располагаются по обе стороны листа, после подачи тока происходит расплавление материала и сварка.
- невозможно проводить работы в труднодоступных местах;
- не целесообразно приобретать точечный сварочный аппарат для домашнего использования;
- требуется ток большой силы.

Это вариант актуален, если повреждения кузова находятся с краю и в наличии есть сварочный аппарат.
Независимо от выбранного метода устранения дефекта необходимо обеспечить безопасность проведения работ. Обязательно используется маска сварщица, перчатки.
Видео ремонт авто сварка
Статьи
Главная › Новости
Опубликовано: 26.11.2015
сварка кузова электродомВ настоящее время ремонтная сварка авто, известна каждому водителю. Такой вид сварки не составляет особого труда, если вы хоть как то смыслите в оборудовании своего автомобиля — будь он легковым или грузовым. Для успешного ремонта авто, достаточно лишь владеть небольшими навыками сварки и пользования соответствующей аппаратурой. Подробнее смотрите здесь изготовление скотча с логотипом plenka48.ru/katalog/51-skotch-s-logotipom.html
 com/embed/Xnrk1HOkGTo» frameborder=»0″ allowfullscreen=»»/>
com/embed/Xnrk1HOkGTo» frameborder=»0″ allowfullscreen=»»/>Сварка деталей автомобиля
Территория сварки — сварка кузовщины электродом
Сварка арки выгибанием кромки на ремвставке . Кузовной ремонт. BODY REPAIR
Ремонт авто #1. Удаление ржавчины, сварка, шпаклевка. Подготовительные работы
Сварка деталей автомобиля
сварка кузова электродом
Территория сварки — сварка кузовщины электродом
Ремонт авто #2. Покраска, обработка мовилем, сварка днища
Сгнила арка,как заварить+правило 100 урок №186
Ремонт автомобиля (плазменная сварка)
Ремонт кузова Нива. Часть 2. Сварка крыла, шпаклевка. Body repair.
Ремонтируем авто сами ( такого я ещё не делал ) сварка трещин рамы
Электро дуговая сварка тонкий метал нива 21213
СВАРКА ЛОНЖЕРОНА. ремонт трещины лонжерона
НИВА.СВАРКА.Замена и усиление порога часть 2
5 Залатаный.
 Сварка автомобиля электродами. ВАЗ11113
Сварка автомобиля электродами. ВАЗ11113Правильная сварка заднего крыла
ваз 2107 точечная сварка. часть 2
Территория сварки — сварка кузова полуавтоматом
Ремонт авто в Ромнах покраска рыхтовка сварка ремонт бамперов
Сварка кузова автомобиля своими руками
Ремонт жигулей, сварка днища, пороги. 1 часть
Переварка днища ВАЗ 2106 Часть 4. Сварка днища кузова передней левой стороны
автомобили покраска ремонт антикор ржавчина коррозия сварка замываем зачищаем окраска база
🚘 Авто ☞ Журнал №5 Лопнула перегородка. Ремонт Усиление швов сварка #ГАЗ_2217 #Баргузин #Соболь 🚘
volkswagen passat b3 ремонт кузова, покраска, сварка.
АРГОНОВАЯ СВАРКА — Ремонт поддона картера.
Сварка точечная качественная 2 , 3-х металлов
Кузовной ремонт, точечная сварка — Telwin Digital Car Spotter 5500 Plus
Кузовной ремонт. Сварка сгнившего крыла Hyundai Elantra III
Ремонт кузова автомобиля VW Polo 2. Сварка кузова.
Кузовной ремонт Skyline R34 coupe. #10/10 Сварка заднего крыла
Ремонт бампера .
 Пайка сварка Электрод. Фен. ОКА.
Пайка сварка Электрод. Фен. ОКА.ваз 2106 Ремонт кузова.сварка.покраска
Ремонт поддона Опель Сварка в аргоновой среде
Кузовной ремонт: подготовка и сварка задних крыльев
Ремонт «Оки», ч. 28 Сварка внутренней и наружной боковин автомобиля «Ока» Ваз — 11113
Урок № 1 » Латаем арку крыла, сварка » ( жестянка )
НИВА.СВАРКА. Замена и усиление порога ВАЗ 21213.часть1
часть 1 учусь ремонт авто покраска сварка грунтовка
Самый дешёвый ремонт гнилых дверей. Часть 1 : Сварка
Качественная сварка стаканов авто.
ремонт бампера.Сварка пластмассы.welding plastmassy.Remont bumper.
Профессиональная сварка литых дисков.
Газель ремонт, сварка, покраска своими руками в домашних условиях
Ремонт(сварка) глушителя Лада 09-ваз.
Tiguan. сварка. финиш.
Ремонт проблемных мест Таврия Сварка Ржавчина
OPEL Vectra. Кузовной ремонт. Сварка.
Сварка глушителя: имеет ли смысл?
Сварка чугунных тисков (ремонт тисков)
автомобили покраска ремонт антикор ржавчина коррозия сварка замываем зачищаем окраска база
Сварка кузова автомобиля разными аппартами
Ремонтируя кузов автомобиля, автолюбители много времени тратят на сварочные работы. Конечно, подходить спустя рукава к данному вопросу совсем неприемлемо, ведь от качества этой работы зависит ремонт авто в дальнейшем.
Конечно, подходить спустя рукава к данному вопросу совсем неприемлемо, ведь от качества этой работы зависит ремонт авто в дальнейшем.
Но каким сварочным аппаратом лучше пользоваться, когда выполняется сварка кузова автомобиля?
Рассмотрим особенности некоторых их них.
1. Аппарат переменного тока
Здесь все кажется легко выполнимым – берем электрод, выставляем силу тока и начинаем работать. Но, нужно помнить, что такой аппарат не подходит для выполнения так называемых «ювелирных» работ по сварке кузова. Первая причина кроется в том, что сварочный электрод не позволяет добраться в трудные места. Он подходит только для грубых сварочных работ. Например, им легко удастся приварить оторванный фаркоп. Вторая причина заключается в невозможности применения такого аппарата для сварки мест толщиной в 1 мм. В этом случае вместо приваривания будут появляться прожженные дыры в металле.
2. Углекислотный сварочный полуавтомат
Прекрасное устройство для сварки кузова автомобиля. Оно широко применяется для основных сварочных работ даже в автосервисах, которые профессионально занимаются ремонтом кузовов авто. Он способен варить даже тонкую сталь, толщина которой не достигает и 1 мм. С таким же успехом он может варить и толстый металл, толщиной до 6 миллиметров. Этим устройством можно заменить аппарат переменного тока для сварки с электродами, а вот наоборот заменить их никак не получится.
Как же работает этот аппарат? Он совершает сварку с помощью проволоки, которая подается автоматически к зоне сварки. Данный агрегат предназначен также для сваривания электродом из вольфрама в областях, защищенных газом. Это наиболее универсальный среди всех аппаратов, которые доступны для простого использования.
Ведь с его помощью легко и качественно можно выполнить ремонт кузова на высоком уровне. Отметим, что качество сварки получится на порядок выше, чем при использовании аппарата переменного тока. Если же говорить о сварке неплавящимся электродом из вольфрама, то такой вид потребует достаточной сноровки. Он менее удобен для проведения работ по сварке, но сварка кузова автомобиля таким способом намного качественнее.
Главным преимуществом углекислотного сварочного аппарата является легкость и быстрота его освоения, ведь в этом случае не нужно поддерживать электрическую дугу все время. А если углекислоту заменить на аргон, то можно варить цветные металлы (алюминий, нержавейку, латунь и пр.). Таким образом, углекислотный сварочный агрегат имеет больше преимуществ, чем обычный электродный. Но решать, какой из описанных сварочных аппаратов приобретать, безусловно, вам.
Cварка кузова автомобиля полуавтоматом студия Promiks
Серьезный ремонт кузова автомобиля редко обходится без сварки. При этом, к разряду простых отнести такие работы ну никак нельзя. Сварка кузова своими руками, конечно, возможна, но добиться при этом ровного шва, который бы не портил внешний вид автомобиля, практически невозможно.
Дело в том, что стандартный сварочный аппарат переменного тока с электродами совершенно не подходит для сварки металла кузова авто, который имеет толщину около 1мм.
Сервисный центр PROMIX оснащен профессиональным оборудованием, которое позволяет выполнять сварочный ремонт кузова именно тем способом, который необходим в каждом конкретном случае. А таких разновидностей не так уж и мало.
Техцентр PROMIKS осуществляет все виды сварочных работ по кузову. Цены доступные -качество высокое.
Сварка кузова автомобиля полуавтоматом
Сварочный полуавтомат – это устройство, которое варит проволокой, автоматически подаваемой в зону сварки. Зона сварки при этом насыщается газом, вытесняющим из нее атмосферный воздух, а проволока служит в качестве электрода. В зависимости от применяемого газа различают следующие виды сварки.
1. MAG(металл-активный газ) – сварка в активной среде. В этом случае сварка кузова авто происходит с помощью углекислого газа. Замещая собой воздух, он предотвращает окисление металла при нагревании. Металл не горит, а плавится без образования оксидов. Поэтому, качество шва будет намного выше даже для грубых деталей, где возможно применение стандартного сварочного аппарата. Небольшое количество кислорода все-таки выделяется из углекислого газа, который взаимодействует с расплавленным металлом – отсюда и название метода.
2. MIG (металл-инертный газ) – сварка в инертной среде. Обычно, в качестве такого газа используется аргон. Заменив углекислый газ аргоном, можно сваривать цветные металлы и разнообразные сплавы: латунь, алюминий, и т.д. Главное, взять сварочную проволоку из соответствующего материала.Прекрасно подходит и для всех марок стали, поэтому сварка кузова автомобиля может производиться и этим методом.
3. TIG (тугоплавкий электрод-инертный газ) – сварка неплавящимся вольфрамовым электродом в инертной среде. Здесь проволока уже не является электродом. Требует большого опыта и умения. Основное достоинство – сверхаккуратный шов. Сварка кузова этим способом достаточно редка, хотя и встречается.
Сварка кузова полуавтоматом, пожалуй, самый распространенный и универсальный способ, позволяющий провести ремонт любой сложности.
Сварка кузова автомобиля инвертором
А вот это не разновидность сварки, а способ питания сварочного аппарата. Сварка же производится стандартным электродуговым методом (кстати, его аббревиатура ММА – ручная дуговая сварка). Отличие в том, что инвертор работает не на переменном, а на постоянном токе.
Схема его достаточно проста. На входе стоит выпрямитель, который преобразует сетевой ток в постоянный. Затем, этот постоянный ток проходит через инверторный преобразователь и становится снова переменным током, но уже высокой частоты.
Высокочастотный трансформатор снижает его напряжение до необходимого, а стоящий на выходе силовой выпрямитель дает нам постоянный ток высокой мощности.
Так как работа инверторного преобразователя управляется микропроцессором, то на выходе можно получить ток с минимальными отклонениями от заданных параметров.
Именно из-за возможности точной подстройки характеристик электрической дуги, инвертор подходит для сваривания тонких листов металла, то есть становится возможной сварка кузова инвертором.&
Применение же высокочастотных трансформаторов увеличивает КПД устройства в целом, а также снижает его вес и размеры. В принципе, инверторное питание может применяться (и применяется) в полуавтоматах, описанных выше, но в быту инвертором называют именно аппарат для ручной сварки.
Оборудование для кузовного ремонта
Поговорим о проблемах с кузовом автомобиля, возникающих из-за коррозии. Каждый понимает, что если с ней не бороться, начнется процесс разрушения в местах образования очагов.
Существуют различные способы борьбы, такие как антикоррозионная обработка, но если кузов уже де-факто проржавел, прогнил и уже грозится развалиться, поможет только капитальный ремонт, либо частичный – замена прохудившихся частей.
Ремонт можно выполнить самостоятельно в гараже при наличии необходимого оборудования.
Сварка рамы
Читайте статью: Сварка рамы грузового автомобиля
Новички в деле восстановления кузова автомобиля считают, что такой ремонт можно выполнить ручной дуговой сваркой. То есть берешь штучный электрод с обмазкой и варишь. Это далеко не так.
Штучный электрод неэффективен при сварке тонкостенных стальных листов. Толщина кузова колеблется в пределах 0,8 … 1 мм. Ясно, что получить качественный сварной шов без включений шлака и прожогов затруднительно на таких толщинах. Тем более, что часто приходится варить такой листовой материал встык.
Оказывается, что наиболее качественная и эффективная сварка доступна только с углекислотным полуавтоматом – именно его чаще всего используют СТО для кузовного ремонта. Задайте ток – автомат оптимизирует скорость подачи проволоки. Задайте скорость – и сила тока будет скорректирована до оптимальной величины. Или просто выберите толщину листа. Вероятность сквозных прожогов и оплавления металла минимизируется. Берете горелку двумя руками – и получаете качественный и прочный шов.
Углекислотный полуавтомат подходит только для черных металлов, сварку нержавеющей стали и цветных металлов и сплавов проводят в среде аргона.
Нужно отметить, что в последнее время для ремонтно-восстановительных работ кузова автомобиля применяют контактную точечную сварку. Некоторые аппараты специально «заточены» под такой ремонт – имеют удобный интерфейс и перечень настроек для эффективной работы с кузовом. Плюс в сумме со специальными приспособлениями – такой аппарат в результате дает быстрый и качественный ремонт, который ничем не уступает ремонту полуавтоматом. Если кузов на заводе изначально был собран контактной точечной сваркой, то ее же и рекомендуется применять во время проведения работ по восстановлению кузова.
Сварка полуавтоматом
Вводный инструктаж для новичков, которые хотят переварить свой автомобиль, но не знают с чего начать.
Итак, подробно об минимуме инструмента, который Вам понадобится для начала:
- Сварочник
- Болгарка
- Дрель
- Проволока
- Баллон с углекислотой
- Шланг, соединяющий баллон
- Редуктор (будет регулировать подачу кислоты).
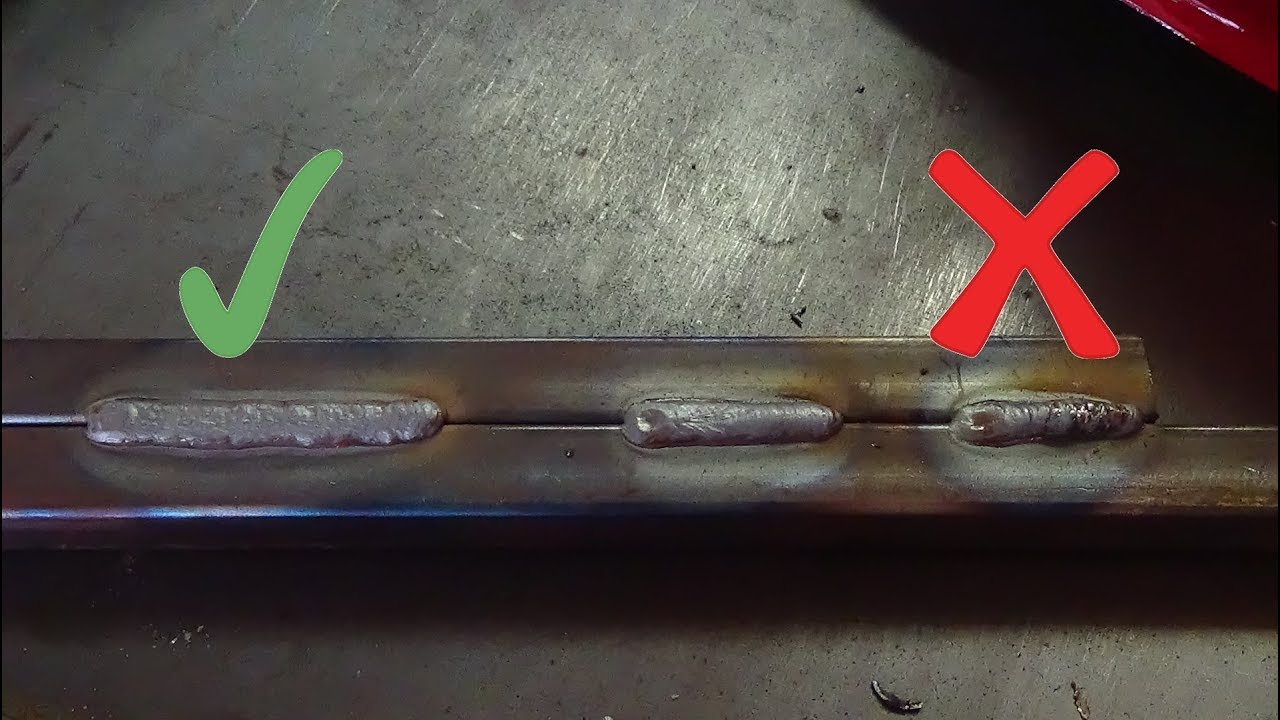
Приобретите миллиметровый лист стали размером 2х1,2м для организации латок . С него вы сможете вырезать кусок и вварить его в «прогнившее» место (после его предварительного удаления). Но прежде чем приступить к ремонту кузова автомобиля, потренируйтесь. В стальном листе вырежьте 2 образца размером 100Х100мм. Выполните в одном из них 10-15 отверстий не менее Ø5 мм дрелью или дыроколом. Сложите его со вторым образцом и начинайте варить. Подберите такую подачу проволоки и величину напряжения, при которой у вас будет получаться шов. На слабом токе вы будете недоплавлять металл, на сильном – проплавлять его. Нормальная сварка — это когда проволока из полуавтомата расплавляется и полностью заливает отверстие.
Настройка полуавтомата
Горелку уприте в металл, к которому прикреплена клемма массы, и отрегулируйте подачу проволоки на панели управления аппарата путем установки скорости на минимум. Нажмите на курок горелки: если подача проволоки медленная – вы это поймете – она начнет «стрелять». Увеличивайте скорость подачи, пока инвертор не начнет нормально варить. Если скорость слишком большая, проволока будет «отбрасывать» горелку назад из-за того, что она не успевает плавиться. Скорость подачи достаточно подобрать один раз и при дальнейших работах не менять.
Сила тока подбирается в зависимости от толщины металла. Ставьте минимальный ток, если нужно будет его добавить, это вы почувствуете интуитивно по характеру образования сварочной ванны. Излишки остывшего металла зачищаются болгаркой.
После того, как Вы отточите свое мастерство на образцах, переходите к сварке автомобиля. Варить начинайте с ровных поверхностей. Берите горизонтальные швы, когда электрод находится сверху (нижняя позиция). Потолочные и боковые швы, когда металл под силой тяжести вытекает с ванны, освоите позже. Здесь нужно учитывать гравитацию и требуется определенная сноровка.
Если у вас проржавел, например, заход на порог, вырежьте его болгаркой. Далее подготовьте латку с запасом, так как сварку выполняют внахлест по сантиметру с каждой стороны. Можно сделать и встык, но это делается в исключительных моментах, так как сварка встык дает меньшую прочность. Понятно, что металлическая накладка должна повторять изгибы дефектного места.
Сварку ведут путем наплавки точками, но не ставьте их один за другим по периметру латки, а ставьте их на диаметрально противоположных местах. Ставятся точки поочередно с одного края (сверху), потом с противоположного (снизу), прихватывается середина левого края и затем, правого. После прихватки заканчивают сварку точками в шахматном порядке. Места в которых нужно накладку прижать плотнее, можно прикрутить ее саморезами. Возможен и вариант изначального крепления латки на саморезах, что позволяет ее правильно выставить перед сваркой. Деталь размером 100х100 мм достаточно прихватить 8-ми такими шурупами.
Металл должен плотно прилегать к кузову. Если он где-то идет с зазором, используйте деревянную ручку молотка как прижим. Форма придается металлу лучше, когда вы прогреваете его: проварили точку – и сразу же молотком нужно подстучать, где не совсем точное прилегание.
Начинайте ремонт с легких мест, остальные можно будет освоить, когда вы поймете, как гнуть металл и «почувствуете» свой полуавтомат. Ремчасти крыльев, арок, моторный щит, силовые части машины лучше не трогать, пока не приобретете достаточный опыт, так как последствия при неумелом вмешательстве могут быть самыми неожиданными, вплоть до создания аварийной ситуации на дороге.
Технология ремонта порогов своими рукамиПорог находится в наиболее агрессивной среде, а потому является местом сильно подверженным коррозии. Если ваш порог проржавел, он требует немедленного ремонта. который вполне под силу выполнить самостоятельно.
Итак, общая последовательность работ по восстановлению порога, следующая:
- Зачистка проблемного места болгаркой с металлической щёткой («волосатым» кругом)
Будьте очень аккуратны во время работы, используйте защитные очки, но лучше маску. В любом случае, средствами защиты пользоваться обязательно нужно, потому что элементы щетки вылетают из нее и могут травмировать лицо и тело.
Если у Вас есть беруши, их лучше использовать, уж очень сильный звук производит инструмент. Зачистка производит много пыли, чтобы сохранить легкие одевайте респиратор.
Обратите внимание на одну небольшую тонкость: когда вы защищаете поверхность «волосатым» кругом металл вышлифовывается, но при этом вы также может накатить (завальцевать) на соседний фрагмент ржавчины металл, что обязательно проявится со временем.
- После того как вы обработали металл, нужно пройтись 120-й (или хотя бы 240-й) шкуркой так, чтобы появились риски. Это требуется для того, чтобы материал, который наносится в следующем пункте хорошо схватился.
- Обработать Цинкарем (могут быть разные варианты, такие как Цинкон, Цинкор) – преобразователями коррозии на основе цинковых и магниевых элементов, ортофосфорной кислоты и т.д. После того, как он «сделает свою работу», нужно повторно пройтись шкуркой до полного удаления остатков Цинкора и ржавчины. Завершить операцию нужно обезжириванием поверхности (сделать это можно, как известно, любым в наличии имеющимся растворителем, Уайт-спирит, нефрас, ацетон и т.д.)
- Чтобы обеспечить порогу надежную защиту наносят эпоксидный грунт.
Почему именно эпоксидный, а не акриловый или кислотный.
Кислотный грунт (он же фосфатирующий, либо реактивный) наносится, чтобы удалить какие-либо элементы коррозии в порах, углублениях, которые вы не смогли вычистить.
Эпоксидный грунт является первичным грунтом и имеет очень плотную структуру, он намного плотнее, чем акриловый. Он не пропускает ни влагу, ни воздух, которые как раз и нужны для процесса коррозии.
- Следующий этап, нанесение баранка (антигравия) – называется он так, потому что похож на баранью шерсть после высыхания. После отвердения его обязательно нужно закрасить, потому что баранок при попадании на него солнечных лучей рассыхается и разрушается. Мыть такой порог будет очень трудно.
Если порог прогнил до дыр, аварийное место вырезают. Вырезанную часть в дальнейшем можно использовать как шаблон, который можно приложить к листу и нацарапать на нем контуры будущей накладки. Отрезать нужно не по намеченному, а чуть с отступом. Вырезанные части порога, которые имеют радиус можно «образмерить» с помощью листа бумаги и в дальнейшем отпилить «накладку» по этому листу и придать ей нужную форму с помощью, например, плоскогубцев и тисков. Далее латка прихватывается точками к порогу машины внахлест.
Во время сварки не пользуйтесь щитком, который нужно держать в руке, лучше обзавестись полноценным хамелеоном, который и плотность затемнения светофильтра подберет автоматически, и защитит все части лица от обжигающего (кожа просто обгорит) влияния инфракрасного излучения. Щиток защищает от прямых лучей, с боков у него защиты нет и отражения от лакированной поверхности автомобиля (от дверей и других его частей), могут попасть в глаза, вызвав их повреждение. Думайте о своем здоровье!
Латочный ремонт порогов достаточно эффективный способ продлить ему жизнь. Тем не менее, это всегда временная мера, так как невозможно вычистить коррозию и обработать защитой порог изнутри, которая даст возможность хозяину поездить еще какое-то время, пособирать денег на замену.
Гарантию качества и долговечности вам даст только капитальный ремонт, т.е. когда порог полностью снимается и обрабатывается по всем поверхностям, либо ставится новый.
Дуговая сварка защищенного металла (SMAW)
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента.В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI. Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за службу» доступен всем ветеранам, имеющим право на участие, на всех кампусах. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата техников и механиков в области автомобильного сервиса в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, инспектор по смогу и менеджер по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве. Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (данные по Массачусетсу и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованную в мае 2021 года, и составляет 20 долларов.59. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г. 2 июня 2021 г.)
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Бюро трудовой статистики США по занятости и заработной плате, май 2020 г.UTI является образовательным учреждением и не может гарантировать работу или заработную плату. ИМП достижения выпускников могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Начальный уровень зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например сертифицированный инспектор и контроль качества.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве сварщиков, резчиков, паяльщиков и брейзеров в штате Массачусетс (51-4121) составляет от 34 399 до 48 009 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г., просмотр 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Департамент США Согласно опубликованной в мае 2021 года оценке почасовой оплаты труда квалифицированных сварщиков в Северной Каролине в размере 50% почасовой оплаты труда, она составляет 20 долларов.28. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине — 16,97 и 14,24 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения квалификационной программы предварительных требований. 18 недель плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата для специалистов по кузовному ремонту автомобилей и связанных с ними ремонтников в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Выпускников ИТИ достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже.Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс составляет от 30 765 до 34 075 долларов (данные по Массачусетсу и развитию рабочей силы, май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Департамент США Оценка рабочей силы из средних 50% почасовой заработной платы квалифицированных специалистов по ДТП в Северной Каролине, опубликованная в мае 2021 года, составляет 23,40 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляет 17,94 доллара и 13,99 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Специалисты по ремонту кузовов и связанных с ними автомобилей, просмотрены 2 июня 2021 г.)
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI — образовательный учреждение и не может гарантировать трудоустройство или зарплата. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработная плата.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и Специалисты по дизельным двигателям (49-3031) в Содружестве Массачусетса составляет от 34 323 до 70 713 долларов (Массачусетс, рабочая сила и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 23,20 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Автобусы и грузовики и специалистов по дизельным двигателям, дата просмотра 2 июня 2021 г.)
30) Расчетная годовая средняя заработная плата механиков мотоциклов в Профессиональной занятости и заработной плате Бюро статистики труда США, май 2020 г. MMI является образовательным учреждением и не может гарантировать трудоустройство или зарплату . Достижения выпускников ММИ может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс). Рабочая сила и развитие трудовых ресурсов, данные за май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую оплату средние 50% для квалифицированных мотоциклистов в Северной Каролине, опубликованные в мае 2021 года, составляют 15,94 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Motorcycle Mechanics, просмотрено 2 июня 2021 г.)
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. MMI является образовательным учреждением и не может гарантировать трудоустройство или трудоустройство. зарплата. Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, такие как обслуживание оборудования, инспектор и помощник по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружество Массачусетса стоит от 30 740 до 41 331 долларов США (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: Согласно оценке Министерства труда США почасовой заработной платы в размере 50% квалифицированного морского техника в Северной Каролине, опубликованной в мае 2021 года, она составляет 18,61 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляет 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Механики моторных лодок и техники по обслуживанию, просмотрено в июне 2, 2021.)
33) Курсы различаются в зависимости от кампуса. Для получения подробной информации свяжитесь с представителем программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут быть разными.Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, такие как оператор ЧПУ, ученик машиниста и инспектор обработанных деталей.Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Северная Каролина Информация о заработной плате: Министерство труда США оценивает почасовую оплату в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованную в мае 2021 года, и составляет 20 долларов.24. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г., Операторы компьютерных инструментов с числовым программным управлением, просмотрено 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость в каждой из следующих профессий составит: Техники и механики автомобильного сервиса — 728 800; Сварщики, резаки, паяльщики и паяльщики — 452 500 человек; Автобусы и грузовики и специалисты по дизельным двигателям — 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 159 900; и операторы инструментов с ЧПУ, 141 700.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
39) Переподготовка доступна для выпускников только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.S. Бюро статистики труда прогнозирует в среднем 61 700 вакансий в год в период с 2019 по 2029 год. Открытые вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. См. Таблицу 1.10. Временное увольнение и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. учреждение и не может гарантировать работу или заработную плату.
42) Для сварщиков, резчиков, паяльщиков и брейзеров Бюро статистики труда США прогнозирует в среднем 43 400 вакансий в год в период с 2019 по 2029 год.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогноз на 2019–29 гг., Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям Бюро статистики труда США прогнозирует в среднем 24 500 вакансий в год в период с 2019 по 2029 год. Вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми заменами.См. Таблицу 1.10. Временное увольнение и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. учреждение и не может гарантировать работу или заработную плату.
44) Для ремонтников кузовов автомобилей и связанных с ними ремонтов Бюро статистики труда США прогнозирует в среднем 13 600 вакансий в год в период с 2019 по 2029 годы. Вакансии включают вакансии, связанные с чистыми изменениями в занятости и чистыми замещениями. См. Таблицу 1.10. Разделения и вакансии по профессиям, прогноз на 2019–29 гг., U.S. Bureau of Labor Statistics, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату.
45) Для операторов компьютерных инструментов с числовым программным управлением Бюро статистики труда США прогнозирует в среднем 11 800 вакансий в год в период с 2019 по 2029 год. Открытые вакансии включают вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. Видеть Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2019–29 годы, Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г. UTI — образовательное учреждение. и не может гарантировать работу или зарплату.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что к 2029 году общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков составит 728 800. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 и прогнозируемые 2029, Бюро статистики труда США, www.bls. gov, просмотрено 3 июня 2021 г.ИМП является учебным заведением и не может гарантировать работу или заработную плату.
48) Бюро статистики труда США прогнозирует, что общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2029 году составит 290 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www. .bls.gov, просмотрено 3 июня 2021 г. UTI является учебным заведением и не может гарантировать работу или заработную плату.
49) У.S. Бюро статистики труда прогнозирует, что к 2029 году общая численность занятых в сфере автомобильного кузова и связанных с ним ремонтов составит 159 900 человек. См. Таблицу 1.2. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
50) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране составит 452 500 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
51) Бюро статистики труда США прогнозирует, что общая численность занятых в стране операторов компьютерных инструментов с числовым программным управлением к 2029 году составит 141 700 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 год и прогнозируемый показатель 2029 года, Бюро статистики труда США, www.bls.gov, просмотр 3 июня 2021 г. UTI является учебным заведением и не может гарантировать работу или заработную плату.
52) Бюро статистики труда США прогнозирует, что среднегодовое количество вакансий по стране в каждой из следующих профессий в период с 2019 по 2029 год составит: Техники и механики автомобильного сервиса, 61 700; Механика автобусов и грузовиков и дизельный двигатель Специалисты — 24 500 человек; и сварщики, резаки, паяльщики и паяльщики — 43 400 человек. Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением.См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2019–29 годы, Бюро США. статистики труда, www.bls.gov, дата просмотра — 3 июня 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
(Как сделать это безопасно)
Любой конформист в сварочной отрасли сочтет сварку автомобильным аккумулятором безумной идеей.Но для тех, кто попал в беду посреди дороги и имел сварщика в багажнике автомобиля, но не имел легкого доступа к обычному источнику питания, эта идея может оказаться непрактичной.
Вы можете представить себе автомобильный аккумулятор для питания сварочного аппарата, но вам понадобятся три аккумулятора, каждый из которых имеет напряжение 12 В и размещены встык. Держите положительный конец одной конкретной батареи подключенным к отрицательному полюсу другой. Не забывайте использовать защитные приспособления и одежду.
Прежде всего, я расскажу о самых худших моментах в этом начинании.Затем я расскажу, как это сделать, не подвергая опасности себя или имущество вокруг себя. Давай начнем.
Сварка с автомобильным аккумулятором и вопросы безопасностиЯ не совсем тот, кого вы хотели бы называть Добрым самаритянином, но я не могу позволить вам идти вперед, не зная об опасностях, которые могут возникнуть при попытке этот метод питания вашего сварочного оборудования.
Во-первых, вы, возможно, не видели, чтобы кто-то выполнял такую работу, и есть вероятность, что вы собираетесь предпринять шаги в зависимости от того, что узнали из разных интернет-источников.Поэтому, как первый таймер, вы можете быть недостаточно осторожны, чтобы не подключать соединительные кабели с обратной полярностью.
При наличии серной кислоты автомобильные аккумуляторы с большой вероятностью выделяют водород, в то время как на клеммах кабеля возникает искра. Внезапно может произойти взрыв, оставив вас среди невероятных опасностей. Я слышал, что люди ослепляли такие несчастные случаи.
Но это еще не все. Без регулярных мер безопасности при сварке вы остаетесь уязвимыми для ожогов кожи, повреждений глаз и респираторных заболеваний из-за дуги.Еще одна ошибка, которую обычно делают новички, — это установка дуги очень близко к автомобильным аккумуляторам.
Шаги к сварке с автомобильными аккумуляторамиПоскольку вам интересно узнать, можно ли воплотить эту конкретную идею в жизнь, я думаю, мне не следует тратить больше вашего времени на осознание. Начните со сбора вещей, которые вы будете использовать.
Необходимые инструментыДелать то, чего вы раньше не делали, — захватывающее занятие. Чтобы сделать это максимально эффективно и безопасно, вам нужно, чтобы в багажнике вашего автомобиля было необходимое оборудование и инструменты.
- 3 Автомобильные аккумуляторы
- Кварталы
- Кабели для аккумуляторов
У вас уже может возникнуть вопрос, почему я упомянул три батареи вместо одной. Ну, отдельная батарея не дает энергии для создания дуги, плавящей металлы. Каждая батарея обеспечивает 12 вольт, чего недостаточно для создания дуги между наконечником стержня и заготовкой. Три или четыре батареи обеспечивают выходное напряжение от 36 до 48 вольт, что вполне достаточно.
Подключение батарейПодключите батареи последовательно, убедившись, что положительный полюс любой из батарей присоединен к отрицательному полюсу другой батареи.Этой настройки должно хватить для создания и поддержания дуги. Теперь вопрос в том, как подключить более одной батареи.
Возьмите одну из батарей и найдите ее положительный полюс. Возьмите другую батарею и определите ее отрицательную клемму. Теперь оставьте положительную клемму первой клеммы после отрицательной клеммы второй. Сохраняйте то же положение для второй и третьей батареи.
При таких подключениях положительный полюс третьей батареи будет свободен.Подключите этот терминал к объекту, над которым хотите работать. У вас есть «зажим заземления». Вам нужно зажать только один конец двух кабелей на этом положительном полюсе третьей батареи, а другой конец этого кабеля зажат к металлу.
Присоединение электродаЕще слишком рано подключать кабель аккумулятора к аккумулятору. Итак, вам нужно прикрепить электрод к этому кабелю. Обычный сварочный пруток предпочтительнее электродов, установленных в крайнем случае. Обычный стержень не только служит дольше и облегчает работу, но и помогает производить сварные швы более высокого качества.
Во-первых, вам понадобится паз, который надежно удерживает стержень на месте. Используйте плоскогубцы, чтобы поддеть зубцы кабеля аккумулятора внутрь. Получив прорезь, закрепите стержень в зажиме, сохраняя как можно больший контакт поверхности между электродом и зажимом.
Если вы считаете, что для фиксации электрода необходимо большее давление, можно обвязать зажим кабеля аккумулятора пластиковым материалом. Камера велосипедной шины может помочь. В качестве альтернативы также можно использовать фиксирующие инструменты, такие как плоскогубцы для тисков, но вам, возможно, придется столкнуться с проблемой, поскольку эти плоскогубцы могут мешать вам.
Завершение подключенияВозьмите свободный конец кабеля, на котором находится сварочный стержень. Присоедините этот конец к свободной клемме аккумулятора, которая, скорее всего, будет отрицательной. Когда вы устанавливаете соединение, сварочный аппарат должен быть горячим, и вы должны быть осторожны, не касаясь чего-либо им и не кладя где-нибудь.
Покрытие автомобильных аккумуляторовВы не можете контролировать каждую секунду своей работы. Таким образом, батареи должны иметь какое-то защитное покрытие.Вы можете выбрать один из листов фанеры, куртку или сварочное одеяло, чтобы автомобильные аккумуляторы не воспламенились от искры. Также батареи могут взорваться, поэтому следует принять эту защитную меру.
Использование средств индивидуальной защитыПоскольку вы думаете о сварке с использованием автомобильных аккумуляторов, я надеюсь, что вам не понадобится моя помощь, чтобы узнать, какие меры безопасности необходимы сварщикам при выполнении любой типичной работы. Но я бы не прочь дать вам дружеское напоминание о необходимости надеть сварочный шлем, перчатки и негорючую одежду.
Запуск дугиКогда сварщик готов, вы хотите создать дугу. Возьмите электрододержатель, в данном случае зажим аккумулятора, своей доминирующей рукой. Затем вы должны провести этим электродом по заготовке, чтобы дать искру и быстро разгореться. У вас может не получиться с первого раза. Итак, продолжайте, пока не увидите искры.
Убедитесь, что электрод находится на расстоянии не менее 1/8 дюйма от металлической заготовки. Это расстояние необходимо для поддержания дуги, плавящей сварочный стержень (электрод), а также металл под ним.
Любой контакт между электродом и обрабатываемым металлом приводит к замкнутой цепи, и в этом случае у вас не будет электрической дуги. Даже если вам удастся создать дугу, она может не выдержать. У вас должна быть некоторая подготовка, чтобы поднести электрод как можно ближе, чтобы образовалась дуга, при этом удерживая его на достаточном расстоянии, чтобы предотвратить замыкание цепи.
Изготовление сварного шваПервое, что вам нужно, это сформировать сварочную ванну, содержащую расплавленный металл.Дуге для этого нужно время. Вы можете позволить дуге продолжаться до образования лужи, зависнув над тем местом на металле, с которого вы планируете начать. Таким образом, у вас будет первый прихваточный шов.
Найдите другой конец металла и поддерживайте дугу, чтобы образовалась еще одна лужа. Не забывайте держать каждые две лужи на расстоянии не менее шести дюймов друг от друга. Прихваточные швы скрепляют рабочие области на заготовке и позволяют продолжать сварку непрерывно.
После завершения части сварочных работ вы увидите на сварном шве вещество, которое выглядит глянцевым.Это шлак. Когда электрод нагревается, его флюс начинает выкипать, извергая защитный газ, который выдувает воздух или загрязнения, чтобы защитить расплавленный металл от любого вида окисления.
Иногда накопление шлака может происходить в большом количестве. Ударьте по скопившемуся шлаку молотком. Несколько ударов должны сломать шлак, чтобы обнажить сварной шов, который вы создали под ним.
Повышение качества сваркиПосле создания сварочной ванны вы можете немного протолкнуть сварочный стержень, чтобы можно было заполнить ванну расплава.Сдвиньте стержень немного вперед. Достаточно только половины диаметра сварочной ванны. Повторите процесс, чтобы сварка стала лучше.
Выбор альтернативы контролю силы токаВозможность контролировать силу тока является желательной частью работы. Однако вы не можете просто управлять настройками, поскольку сварка с использованием автомобильных аккумуляторов не позволит вам работать так, как это делает коммерческий сварочный аппарат. Слишком большая сила тока приводит к тому, что стержни испаряются быстрее, чем вы хотите.
Хорошим решением может быть использование нескольких сварочных стержней.Свяжите 2-3 стержня сварочной проволоки с помощью проволоки. Вы также можете подобрать для этой задачи более толстую палку.
Работа с заедающим электродомКогда используемый электрод застревает в рабочей зоне, цепь замыкается без возникновения дуги. При таком повороте действия стержень нагревается и внезапно загорается. Это может случиться и в обычном сварочном проекте.
Но это ничто, что выходит за рамки вашего контроля. Освободите электрод из зажима, чтобы отключить цепь.Как только стержень остынет, оторвите его молотком или плоскогубцами.
Заключительные мысли
У меня есть еще одно предложение для вас. Некоторые люди обладают навыками сварки, но многие сварщики не имеют большого опыта в сварке штучной сваркой. Не многие люди могут предвидеть необходимость сварки аккумуляторных батарей.
Если вы когда-нибудь захотите это сделать, вам пригодится сварочный аппарат с системой подачи проволоки, особенно в случае сварки металла толщиной 1/2 дюйма с использованием автомобильных аккумуляторов.
Это вся информация, которой я мог поделиться по этой теме. Тем не менее, не стесняйтесь задавать мне больше вопросов, потому что я понимаю, что многое может произойти в нетрадиционной задаче, такой как эта.
Безопасная сварка!
Точечная сварка сопротивлением автомобильного алюминиевого сплава
Контактная точечная сварка (RSW), технология, которой уже не менее 100 лет, используется в автомобильной промышленности почти исключительно для соединения стальных листов без использования присадочного материала или флюса.В этом процессе используются профилированные электроды из медного сплава, обычно с водяным охлаждением, для приложения тепла и давления, чтобы пропустить электрический ток через уложенные друг на друга листы, чтобы расплавить материал в самородок, и, при отключенном токе, приложить давление от электродов для плавления расплавленного металла. самородок, чтобы образовать сустав. Все это происходит в течение секунды или около того, в зависимости от состава и толщины листового металла. Сегодня роботизированные машины RSW работают на автомобильных заводах (рис. 1), чтобы соединять не только сталь со стальным листом, но также алюминий с алюминиевым листом и алюминий со стальным листом.
Рис. 1. Роботизированная контактная точечная сварка белой рамы автомобиля, изготовленной из алюминия, стали или комбинации алюминия и стали из различных материалов (источник: Kuka).Не всегда было так легко завоевать популярность алюминиевому листу на начальных этапах роста производства алюминия в автомобильной промышленности, в основном из-за нерешенных проблем с RSW, одним из самых экономичных и производительных средств соединения листового металла для закрытия панелей и структуры unibody или тело в белом. Чтобы конкурировать со стальным листом в этих применениях, в идеале алюминиевый лист должен собираться на том же оборудовании, что и стальной лист.Высокая проводимость алюминия требовала в три раза большего электрического тока для соединения алюминиевого листа по сравнению со стальным листом, а срок службы электрода снижался при RSW алюминиевого листа. Кроме того, с учетом того, что сегодня промышленность делает упор на конструкции из нескольких материалов, то есть — правильный материал в правильной форме для правильного применения , соединение алюминия со сталью для снижения веса стало еще одним препятствием для алюминиевого листа.
В последние годы исследовательская работа поставщиков алюминиевых листов и автомобильных компаний позволила преодолеть многие из первоначальных проблем, связанных с RSW различных типов листов из алюминиевых сплавов, так что сегодня они используются в производстве различных автомобильных транспортных средств.Например, GM представила свою запатентованную конструкцию электрода с несколькими кольцами для использования в RSW закрывающих панелей на различных транспортных средствах массового производства. В последующем описании патентов видно, что GM продолжает изобретать новые конструкции электродов и методы для RSW комбинаций алюминиево-стальных листов. Точно так же другие автомобильные компании и поставщики разработали и изобрели новые готовые к производству решения для RSW компонентов из алюминия и стального листа для современных и будущих автомобилей из различных материалов.
— Джозеф К. Бенедик, редактор
US10766095 — ПОДКЛЮЧЕНИЕ ЭЛЕКТРОДОВ ДЛЯ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЕВЫХ ИЗДЕЛИЙ К СТАЛЬНЫМ ИЗДЕЛИЯМ — GM Global Technology Operations LLC (США) сварочные электроды, которые имеют сопрягаемые сварные поверхности, предназначенные для взаимодействия с внешними поверхностями сборки штабелированных деталей. Электрод, который входит в зацепление с комплектом сборки рядом с алюминиевой заготовкой, включает в себя центральную восходящую выпуклую поверхность, а электрод, который входит в зацепление с комплектом сборки рядом со стальной заготовкой, имеет кольцевую поверхность.Сопрягающиеся поверхности сварного шва первого и второго электродов для точечной сварки распределяют проходящий электрический ток вдоль расширяющегося в радиальном направлении наружу пути потока, чтобы обеспечить более равномерное распределение температуры по предполагаемой границе точечной сварки, а также могут создавать деформированную поверхность соединения внутри сформированного сварного шва. . Каждое из этих событий может положительно повлиять на прочность сварного соединения.
US10751830 — СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ИСПОЛЬЗОВАНИЯ В СТЕКЛАХ ОБОРУДОВАНИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЯ, ВКЛЮЧАЮЩИХ АЛЮМИНИЕВЫЕ И СТАЛЬНЫЕ РАБОЧИЕ ИЗДЕЛИЯ — GM Global Technology Operations LLC (США). заглушки, которые соединены вместе, чтобы совместно определить внутреннюю полость.Кожух для сварки электрода и заглушка могут быть выполнены как единое целое или могут быть отдельными компонентами, соединенными вместе. Наличие внутренней полости, образованной оболочкой для сварки электрода и заглушкой, снижает тепловую массу сварочного электрода и снижает скорость кондуктивной теплопередачи от поверхности сварного шва к охлаждающей жидкости, что позволяет находиться в центре поверхности сварного шва. для сохранения тепла в течение более длительного времени после прекращения прохождения тока через сварочный электрод, тем самым положительно влияя на процесс точечной сварки для определенных типов штабелей заготовок, включая те, которые включают алюминиевую заготовку и перекрывающуюся смежную стальную заготовку.
US10682723 — СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ЭЛЕКТРОДОМ С ВСТАВКОЙ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава и применяемый в ней сварочный электрод. На одном этапе метода обеспечивается штабелирование заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап метода заключается в контакте заготовки из алюминия или алюминиевого сплава с поверхностью сварного шва сварочного электрода.Сварочный электрод имеет корпус и вставку. Вставка состоит из материала, удельное электрическое сопротивление которого превышает удельное электрическое сопротивление материала корпуса. Поверхность сварного шва имеет первый участок, определяемый поверхностью вставки, и второй участок, определяемый поверхностью тела. Как первая, так и вторая секции контактируют поверхность-поверхность с заготовкой из алюминия или алюминиевого сплава при контактной точечной сварке.
US10675704 — ТОЧЕЧНАЯ СВАРКА АЛЬ-К-АЛ, АЛЬ-СТАЛЬ И СТАЛЬ СТАЛИ ИЛИ СВАРОЧНЫЙ ЭЛЕКТРОД, ИМЕЮЩИЙ СТРУКТУРНЫЕ ХАРАКТЕРИСТИКИ, РАЗРУШАЮЩИЕ ОКСИДЫ, — Метод A, GM Global Technology Operations LLC (США). раскрывается наборов деталей для контактной точечной сварки различных комбинаций металлических деталей с помощью одного сварочного пистолета с использованием одного и того же набора сварочных электродов.В этом методе набор противоположных сварочных электродов, которые имеют оригинальную форму и структурные элементы, разрушающие оксид, используются для контактной точечной сварки по крайней мере двух из следующих типов штабелей заготовок в определенной последовательности: (1) стопка заготовок -уплотнение двух и более алюминиевых заготовок; (2) набор заготовок, который включает алюминиевую заготовку и прилегающую стальную заготовку; и (3) штабелирование двух или более стальных деталей. Последовательность точечной сварки требует завершения всех точечных сварных швов алюминия с алюминием и / или всех точечных швов между сталью и сталью в последнюю очередь.
US10668555 — СПОСОБ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ — Magna International Inc. (Канада) — Сварочный наконечник (20) для точечной сварки первой части (22), выполненной из проводящего металла, например алюминия, со второй частью (24), сформированной из алюминия или другого проводящего металла, например стали. Сварочный наконечник (20) включает выемку (30) на дальнем конце (38) и выпуклую контактную поверхность (28), проходящую радиально наружу и вверх от выемки (30) для зацепления с поверхностью первой части (22).Вращающийся сварочный наконечник (20) образует углубление (32) на поверхности первой части (22) во время процесса сварки. Паз (30) создает штифт (34) в центре углубления (32), который обеспечивает фиксированную ось вращения для вращающегося сварочного наконечника (20) и предотвращает перемещение сварочного наконечника (20) в радиальном направлении относительно фиксированного оси, тем самым улучшая качество окончательной точечной сварки (36) и сокращая время процесса.
US10625367 — СПОСОБ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ К СТАЛИ — GM Global Technology Operations LLC (США) диффузионное состояние находится на стыке стыка алюминиевой заготовки и смежной перекрывающейся стальной заготовки.Источник химически активного металла в диффундирующем состоянии может принимать различные формы, включая (1) композитный адгезивный слой, который включает реактивные частицы, диспергированные по всей структурной термореактивной адгезивной матрице, или (1) слой реактивного сплава, который противостоит и находится в непосредственной близости от него. контакт с прилегающей поверхностью алюминиевой заготовки. После того, как источник реактивного материала в диффузионном состоянии находится на месте и собран пакет заготовок, электрический ток пропускается через штабель заготовок и между набором противоположных сварочных электродов в зоне сварного шва, чтобы в конечном итоге произвести сварку. сварной шов.
US10500679 — ЭЛЕКТРОД ДЛЯ СВАРОЧНОЙ СВАРКИ И СПОСОБ СОПРОТИВЛЕНИЯ СВАРКИ — GM Global Technology Operations LLC (США) — Раскрывается сварочный электрод с радиальными прорезями, который может использоваться вместе со вторым сварочным электродом для проведения контактной точечной сварки на заготовке. сборный узел, который включает стальную заготовку и перекрывающуюся смежную алюминиевую заготовку, особенно когда промежуточный слой органического материала расположен между стыковочными поверхностями стальной и алюминиевой заготовок.Сварочный электрод с радиальными прорезями включает сварочную поверхность, которая имеет центральное выступающее плато и выпуклую куполообразную часть, которая окружает центральное выступающее плато и которое включает в себя множество разнесенных по окружности трапециевидных участков сварочной поверхности, которые включают в себя выступающие поперечные дугообразные выступы. Вместе центральное выступающее плато и трапециевидные участки сварной поверхности выпуклой куполообразной части образуют кольцевой канал, который окружает центральное плато, и множество радиальных пазов, которые сообщаются с центральным каналом и выходят из него.
US10421148 — СВАРКА РАЗЛИЧНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ВНЕШНИМ ТЕПЛОМ — GM Global Technology Operations LLC (США) — Раскрывается метод контактной точечной сварки штабелированных заготовок, которые включают алюминиевую заготовку и смежную перекрывающуюся стальную заготовку. В способе используется первый сварочный электрод, расположенный рядом с алюминиевой заготовкой, и второй сварочный электрод, расположенный рядом со стальной заготовкой, для осуществления процесса точечной сварки.Чтобы положительно повлиять на прочность окончательно сформированного сварного соединения, внешнее тепло может подводиться к первому сварочному электроду с помощью внешнего источника тепла, расположенного в связи с теплопередачей с первым сварочным электродом либо до, либо после, либо до или после после этого электрический ток пропускается между первым и вторым сварочными электродами для создания сварочной ванны расплавленного алюминия внутри алюминиевой заготовки.
US10384296 — ПРОЧНЫЙ СВАРОЧНЫЙ КРЕПЕЖ, УСТРОЙСТВО И СПОСОБЫ СОЕДИНЕНИЯ ПОДОБНЫХ И ДРУГИХ МАТЕРИАЛОВ — Arconic Inc.(США) — Устройство и способ крепления слоев из цветных сплавов, таких как алюминий, магний и медь, используют стальной крепежный элемент и машину для точечной сварки. Крепеж и металлы уложены друг на друга, и тепло от электрического тока сварщика смягчает алюминий с более низкой температурой плавления, позволяя крепежу проникать в алюминий. Зона сварки между крепежным элементом и различными слоями создает внутренний сварной шов. Крепежный элемент имеет шероховатый стержень, покрытый расплавленной зоной сварного шва, и его трудно вынуть при затвердевании.Слои из непроводящих материалов, таких как пластмассы и керамика, также могут быть прикреплены к проводящему слою с помощью крепежа, изготовленного из совместимого материала, который проходит через пилотное отверстие и приваривается к проводящему слою или проникает через него. У застежки могут быть выступы, которые изначально уменьшают площадь контакта со стопкой.
US10335892 — СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ПРИВЛЕКАТЕЛЬНОГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВИДА — GM Global Technology Operations LLC (США) — Раскрывается сварочный электрод для использования при контактной точечной сварке сборки вышележащих металлических деталей, которая включает в себя деталь из алюминиевого сплава.Сварочный электрод включает корпус, выпуклую поверхность сварного шва на одном конце корпуса и кольцевые выступы, которые выступают наружу от выпуклой поверхности сварного шва. Кольцевые выступы расположены так, чтобы контактировать с поверхностью заготовки из алюминиевого сплава и вдаваться в нее, когда выпуклая поверхность шва прижимается к заготовке из алюминиевого сплава во время точечной сварки. При контакте с поверхностью заготовки из алюминиевого сплава кольцевые выступы разрушают оксидную пленку, присутствующую на поверхности заготовки из алюминиевого сплава, что улучшает процесс точечной сварки.
US10335891 — КОНСТРУКЦИЯ СВАРОЧНОЙ ЛИЦЫ ДЛЯ ТОЧЕЧНОЙ СВАРКИ — GM Global Technology Operations LLC (США) — Сварочный электрод для использования в контакте с заготовкой из алюминиевого сплава во время процесса точечной сварки имеет сварочную поверхность, которая включает в себя базовую поверхность и множество круглые выступы, выступающие наружу от базовой поверхности. Круглые выступы притуплены, и их присутствие на поверхности сварного шва дает первому сварочному электроду несколько полезных возможностей, включая способность устанавливать лучший механический и электрический контакт с заготовкой из алюминиевого сплава.Поверхность сварного шва имеет куполообразную форму и, кроме того, включает в себя множество круглых выступов, которые выступают наружу от базовой поверхности поверхности сварного шва. Затупленные выступы вызывают поперечное растяжение и разрушение оксидного слоя, присутствующего на поверхности заготовки из алюминиевого сплава, когда они входят в контактное зацепление с этой поверхностью во время точечной сварки. На поверхности сварного шва может присутствовать от двух до десяти круглых выступов, выступающих наружу, и, предпочтительно, это количество составляет от трех до пяти.Базовая поверхность поверхности сварного шва предпочтительно включает в себя по меньшей мере одну плоскую поверхность, которая может быть расположена внутри самого внутреннего кругового гребня или между любой парой смежных круглых гребней.
US10293428 — КРЕПЕЖ, УСТРОЙСТВО И МЕТОДЫ СВАРКИ — Arconic Inc. (США) — Устройство и способ крепления разнородных металлов, таких как сталь и алюминий, используют стальную заклепку и машину для точечной сварки. Заклепка и металлы уложены друг на друга, и тепло от электрического тока сварщика смягчает алюминий с более низкой температурой плавления, позволяя заклепке проникать в алюминий и привариваться к стальному слою.Крепежная деталь может использоваться для соединения стопок с несколькими слоями из различных материалов и может использоваться для прикрепления резьбового гнезда или шпильки из стали или титана к конструкции из алюминия или магниевого сплава. Слои из непроводящих материалов, таких как пластик и керамика, также могут быть прикреплены к проводящему слою с помощью застежки, изготовленной из совместимого материала, которая проходит через пилотное отверстие.
US10252369 — ОХЛАЖДЕНИЕ ДЛЯ КОНТРОЛЯ ТЕПЛОВЫХ НАПРЯЖЕНИЙ И ОТВЕРЖДЕНИЯ ДЛЯ СВАРКИ ДРУГИХ МАТЕРИАЛОВ — GM Global Technology Operations LLC (США) — Стопка заготовок, включающая как минимум стальную заготовку и заготовку на основе алюминия, может быть сварена контактной точечной сваркой методом точечной сварки, при котором сварочный ток регулируется для выполнения одной или нескольких стадий развития сварного соединения.Когда требуется прекратить прохождение сварочного тока и отвердеть жидкую сварочную ванну в сварной шов (в основном из состава на основе алюминия), к внешней поверхности заготовки на основе алюминия вокруг области контакта пятна применяется дополнительное охлаждение. сварочный электрод входит в контакт с поверхностью заготовки на основе алюминия. Дополнительное охлаждение применяется и регулируется таким образом, чтобы увеличить скорость затвердевания жидкого материала на основе алюминия и контролировать направление затвердевания сварочного шва, чтобы лучше удерживать примеси и тому подобное, первоначально находящиеся в расплаве, на поверхности. стальной заготовки.
US10245675 — МНОГОЭТАПНЫЙ МЕТОД ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЯ ДЛЯ УПАКОВКИ РАБОЧИХ ДЕТАЛЕЙ С СМЕЖНЫМИ СТАЛЬНЫМИ И АЛЮМИНИЕВЫМИ ЗАГОТОВКАМИ — GM Global Technology Operations LLC (США) алюминиевую деталь можно сваривать точечной контактной сваркой многоступенчатым методом точечной сварки. Метод многоступенчатой точечной сварки предполагает первоначальное формирование сварного шва между стальными и алюминиевыми деталями.Сварное соединение проходит в алюминиевую заготовку от стыка двух заготовок и включает зону стыка межфазного сварного шва, прилегающую к стыковой поверхности стальной заготовки и соединенную с ней. После того, как сварное соединение изначально сформировано, многоступенчатый метод точечной сварки требует повторного плавления и повторного затвердевания, по крайней мере, части сварного соединения, которая включает в себя часть или всю площадь соединения межфазного сварного шва. По крайней мере, часть полученного улучшенного сварного шва может быть затем при желании подвергнута такой же практике повторного плавления и повторного затвердевания.Могут быть выполнены многочисленные дополнительные практики переплавки и повторного затвердевания.
US10166627 — ПРОЦЕСС СВАРКИ АЛЮМИНИЕВОГО СПЛАВА К СТАЛИ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки может включать точечную сварку штабеля заготовок, который включает стальную заготовку и заготовку из алюминиевого сплава, которые накладываются друг на друга. обеспечить интерфейс обмена. Пара противоположных сварочных электродов прижимается к противоположным сторонам набора заготовок, при этом один сварочный электрод контактирует с заготовкой из алюминиевого сплава, а другой сварочный электрод контактирует со стальной заготовкой.Сварочные электроды сконструированы таким образом, что, когда электрический ток проходит между электродами и через штабель заготовок, электрический ток имеет большую плотность тока в стальной заготовке, чем в заготовке из алюминиевого сплава, чтобы, таким образом, концентрировать тепло в меньшей зона в стальной заготовке. Считается, что концентрация тепла в меньшей зоне стальной заготовки желаемым образом изменяет характеристики затвердевания полученной сварочной ванны из расплавленного алюминиевого сплава.
US10058949 — СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ВСТАВОЧНОЙ КРЫШКИ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава включает вместе несколько этапов. Один из этапов заключается в установке крышки между заготовкой из алюминия или алюминиевого сплава и соседним сварочным электродом. На другом этапе соседний сварочный электрод прижимается к крышке, а другой противоположный сварочный электрод прижимается к стальной заготовке в месте сварки.На еще одном этапе электрический ток пропускается между сварочными электродами, проходит через крышку и проходит через заготовки, чтобы инициировать и увеличивать расплавленную сварочную ванну внутри заготовки из алюминия или алюминиевого сплава. Крышка предпочтительно изготовлена из металла, имеющего большее удельное электрическое сопротивление, чем у сварочного электрода, который контактирует с алюминиевой заготовкой, и предпочтительно имеет удельное электрическое сопротивление больше, чем у самой алюминиевой заготовки. Примеры металлических материалов, которые имеют большее удельное электрическое сопротивление, чем алюминиевая заготовка, включают нержавеющую сталь, молибден или сплав на основе молибдена, ниобий или сплав на основе ниобия, или сплавы на основе вольфрама или вольфрама, такие как сплав вольфрам-медь.
US10052710 — СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ ОБОРУДОВАНИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОДНОЙ СВАРОЧНОЙ КРЫШКИ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава («алюминий») вместе включает несколько шагов. Один из этапов заключается в обеспечении штабелирования стальной и алюминиевой заготовок. Другой шаг заключается в прикреплении крышки к поверхности сварного шва сварочного электрода.Крышка изготовлена из металлического материала с удельным электрическим сопротивлением, превышающим удельное электрическое сопротивление материала сварочного электрода. Еще один шаг включает выполнение нескольких отдельных контактных точечных сварных швов на штабеле заготовок. Крышка упирается в алюминиевую деталь при выполнении отдельных точечных сварных швов. И еще один шаг включает снятие крышки со сварочного электрода после выполнения отдельных точечных сварных швов. Повышенное тепло, связанное с покрытием, лучше уравновешивает тепло, выделяемое между стальной и алюминиевой заготовками, и, как было обнаружено, изменяет поведение затвердевания сварного соединения, полученного в алюминиевой заготовке, таким образом, что предотвращает нежелательное накопление дефектов внутри и вдоль Файловый интерфейс стека.Это также может помочь уменьшить нагрев стальной заготовки, что, в свою очередь, уменьшает рост хрупких интерметаллических слоев Fe-Al на опорной поверхности. Таким образом, общая прочность и целостность сварного шва между деталями могут быть улучшены за счет использования крышки. А поскольку крышку можно снять, этот же сварочный электрод можно использовать для точечной сварки штабелей деталей, в том числе деталей из алюминия и стали и деталей из стали. Возможность сделать это значительно увеличивает гибкость производства и снижает затраты.Также раскрыта установка для точечной сварки, которая может выполнять вышеуказанное.
US10010966 — ЭЛЕКТРОД ДЛЯ ТОЧЕЧНОЙ СВАРКИ РАЗЛИЧНЫХ МЕТАЛЛОВ — GM Global Technology Operations LLC (США) — Метод точечной сварки стека заготовок, который включает стальную заготовку и заготовку из алюминиевого сплава, включает пропускание электрического тока через детали и между сварочными электродами, которые сконструированы так, чтобы влиять на плотность электрического тока.В частности, сварочные электроды сконструированы так, чтобы обеспечивать большую плотность электрического тока в стальной заготовке, чем в заготовке из алюминиевого сплава. Эта разница в плотностях тока может быть достигнута путем пропускания, по крайней мере, первоначально, электрического тока между поверхностью сварного шва сварочного электрода, контактирующей со стальной заготовкой, и областью периметра поверхности сварного шва сварочного электрода, контактирующей с алюминиевым сплавом. заготовка. Для достижения такого эффекта можно использовать различные конструкции сварочных электродов из стали и алюминиевых сплавов.Например, в одном варианте осуществления область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может быть кольцевой базовой поверхностью по периметру, которая окружает и ограничивает углубление. В качестве другого примера, область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может представлять собой кольцевой выступ, который поднимается вверх от базовой поверхности поверхности сварного шва, чтобы определить углубление на ее внутренней стороне.
US9999939 — СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ЭЛЕКТРОДОМ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава включает вместе несколько этапов.За один шаг выполняется наложение заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап включает обеспечение первого сварочного электрода, который прилегает к алюминиевой заготовке, и обеспечение второго сварочного электрода, который прилегает к стальной заготовке. Первый сварочный электрод имеет корпус электрода и вставку, предназначенную для ограничения или устранения теплового потока в корпусе электрода. Другие этапы способа включают приведение первого и второго сварочных электродов в контакт с противоположными сторонами пакета заготовок и точечную сварку пакета сопротивлением.Вставка предназначена для ограничения или устранения теплового потока в корпус электрода. Это достигается за счет наличия по крайней мере периферийной части, примыкающей к окружающему корпусу электрода, которая демонстрирует электрическую проводимость, которая меньше или равна приблизительно 20% электропроводности IACS коммерчески чистой отожженной меди, как определено, а также термическим проводимость, которая меньше или равна примерно 20% теплопроводности технически чистой отожженной меди.
US9999938 — СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ЭЛЕКТРОДОМ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава включает вместе несколько этапов. За один шаг выполняется наложение заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап включает обеспечение первого сварочного электрода, который прилегает к алюминиевой заготовке, и обеспечение второго сварочного электрода, который прилегает к стальной заготовке.Первый сварочный электрод имеет корпус электрода и вставку, предназначенную для ограничения или устранения теплового потока в корпусе электрода. Другие этапы способа включают приведение первого и второго сварочных электродов в контакт с противоположными сторонами пакета заготовок и точечную сварку пакета сопротивлением. В одном конкретном варианте осуществления кожух может состоять из материала, такого как тефлон (ПТФЭ) или высокотемпературного эпоксидного клея, а внутренняя деталь может состоять из тугоплавкого металла, такого как молибден, молибденовый сплав, вольфрам или вольфрамовый сплав.
US9987705 — ТОЧЕЧНАЯ СВАРКА СТАЛИ С ПРЕДВАРИТЕЛЬНЫМ ПОКРЫТИЕМ АЛЮМИНИЯ — GM Global Technology Operations LLC (США) — Точечная контактная сварка стальной заготовки с алюминием или заготовкой из алюминиевого сплава может быть облегчена путем замены тугоплавкого оксида алюминия. слой (и) на основе, по меньшей мере, прилегающей поверхности заготовки из алюминия или алюминиевого сплава с защитным покрытием, которое в большей степени подходит для процесса точечной сварки. Защитное покрытие может быть металлическим покрытием или конверсионным покрытием из оксида металла.В предпочтительном варианте защитное покрытие представляет собой покрытие из цинка, олова или оксида титана, циркония, хрома или кремния. Во время протекания тока защитное покрытие на опорной поверхности алюминиевой заготовки плавится или разрушается, позволяя сварочной ванне расплавленного алюминиевого сплава непосредственно контактировать со сталью в месте сварки. После прекращения подачи сварочного тока образуется сварное соединение, которое металлургическим способом соединяет стальную заготовку и алюминиевую заготовку вместе для поддержания качественной прочности сварного шва между двумя заготовками.
US9925617 — ЭЛЕКТРОД ДЛЯ ТОЧЕЧНОЙ СВАРКИ — GM Global Technology Operations LLC (США) — Электроды для точечной сварки с обычно куполообразными сварочными поверхностями имеют поверхностные элементы для сварки как узлов из листов из алюминиевого сплава, так и узлов из стальных листов. На центральной оси купола образовано приподнятое круглое плато, и в одном варианте осуществления соответствующее количество круглых выступов сформировано на концентрических расстояниях от прилегающей окружности плато к круговой кромке сварочной поверхности.При сварке стальных деталей плато в основном служит элементом зацепления электрода. И плато, и концентрические выступы используются для проникновения через легкие металлические поверхности для подходящего прохождения тока. В другом варианте выполнения куполообразная поверхность имеет концентрические террасы для взаимодействия с деталями. Сварочные электроды в соответствии с настоящим изобретением обычно изготавливаются из сплавов на основе меди с подходящей электропроводностью и прочностью, чтобы противостоять приложению сварочного усилия при прижатии к внешним противоположным поверхностям собранных листов или других деталей, форма которых предназначена для сварки.
US9839971 — СОПРОТИВЛЕНИЕ ТОЧЕЧНОЙ СВАРКИ СТАЛЬНЫХ И АЛЮМИНИЕВЫХ СВАРОЧНЫХ СВАРОЧНЫХ ЭЛЕКТРОДОВ НА АЛЮМИНИЕВЫХ ИЗДЕЛИЯХ — GM Global Technology Operations LLC (США) набор, который включает стальную заготовку и алюминиевую заготовку и предварительный нагрев сварочного электрода, который должен контактировать с заготовкой из алюминия или алюминиевого сплава.Кроме того, способ включает прижатие предварительно нагретого сварочного электрода и другого сварочного электрода к противоположным сторонам стопки заготовок, при этом предварительно нагретый сварочный электрод упирается в заготовку из алюминия или алюминиевого сплава и пропускание электрического тока между двумя сварочными электродами в месте сварки. для инициирования и роста расплавленной сварочной ванны в заготовке из алюминия или алюминиевого сплава. Предварительный нагрев сварочного электрода, который в конечном итоге упирается в алюминиевую заготовку, дает больше тепла алюминиевой заготовке, чем в противном случае при контактной точечной сварке штабеля заготовок.Таким образом, общая прочность и целостность сварного соединения, установленного между деталями, могут быть улучшены за счет использования раскрытого способа.
US9682439 — СВАРОЧНЫЙ ЭЛЕКТРОД С КОНТУРНОЙ ЛИЦЕЙ — GM Global Technology Operations LLC (США) — Сварочный электрод для контактной точечной сварки включает сварную поверхность, состоящую из колец с выступами, которые выступают наружу от базовой поверхности поверхности сварного шва. Кольца выступов расположены на поверхности сварного шва для контакта и вдавливания в поверхность заготовки из листового металла во время контактной точечной сварки.Если сварочный электрод используется во время контактной точечной сварки деталей из легких металлических сплавов, например из алюминиевого сплава или магниевого сплава, кольца гребней на поверхности шва могут способствовать улучшению характеристик сварки. Конструкция концентрического кругового гребня или канавки для колпачка электрода не только обеспечивает улучшенные сварочные характеристики электрода, но также представляет собой текстурированный узор, который можно очень быстро восстановить на поверхности электрода, когда она переодевается для продолжения сварочных операций.
US9505079 — ПЕРВИЧНЫЙ КАБЕЛЬ ДЛЯ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ ДЛЯ ВЫСОКОПРОИЗВОДИТЕЛЬНОСТИ АЛЮМИНИЯ — Ford Global Technologies, LLC (США) — Пистолет для точечной сварки алюминия большой мощности включает в себя пару противоположных электродов, устройство управления сваркой, которое контролирует работу сварочного пистолета. трансформатор и трансформатор, который регулирует напряжение на трансформаторе, имеющем первичное входное напряжение и вторичное выходное напряжение. Высоковольтный первичный проводник с жидкостным охлаждением электрически соединяет систему управления сваркой с первичным входом трансформатора, а вторичный низковольтный проводник электрически соединяет вторичный вывод трансформатора со сварочной горелкой для подачи питания на противоположные электроды.Первичный кабель для точечной сварки алюминия с высокой пропускной способностью, соответствующий настоящему изобретению, в частности, преодолевает недостатки альтернативных систем за счет улучшения радиуса изгиба первичного проводника по крайней мере на 300%, снижения затрат на 60%, увеличения допустимой токовой нагрузки проводника в три раза при фиксированном номинальном весе на фут. , что снижает требования к упаковке для роботов и использует воду, уже использованную для охлаждения сварочного пистолета, для охлаждения первичных проводников в упаковке для переодевания, устраняя избыточные шланги водяного охлаждения.
US9440305 — СПОСОБ ДОПОЛНИТЕЛЬНОЙ ТОЧЕЧНОЙ СВАРКИ СВАРОЧНЫХ СВАРОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ — GM Global Technology Operations LLC (США) — Метод контактной точечной сварки деталей из алюминиевого сплава включает в себя несколько этапов. За один шаг предоставляется сварочный электрод. Сварочный электрод имеет сварную поверхность. На другом этапе сварной поверхности сварочного электрода придают форму желаемого радиуса кривизны. Затем фасонная поверхность сварного шва текстурируется до желаемой шероховатости поверхности, и выполняется контактная точечная сварка с использованием сварочного электрода на заготовках из алюминиевого сплава.На еще одном этапе поверхность сварного шва обрабатывается до степени, достаточной для удаления накопления загрязнения, которое могло накопиться на поверхности шва от деталей из алюминиевого сплава. Способ поддержания сварочного электрода во время его использования при контактной точечной сварке деталей из алюминиевого сплава может включать несколько этапов. За один этап сварочная поверхность сварочного электрода текстурируется, чтобы получить желаемую шероховатость поверхности. На другом этапе поверхность сварного шва снова текстурируется, чтобы иметь желаемую шероховатость поверхности после того, как выполнено первое количество отдельных точечных сварных швов сопротивлением.И еще на одном этапе поверхность сварного шва обрабатывается для удаления материала сварочного электрода на желаемую глубину после выполнения второго количества отдельных точечных сварных швов сопротивлением. Второе количество отдельных контактных точечных сварных швов больше, чем первое количество отдельных контактных точечных сварных швов. На другом этапе обработанная поверхность сварного шва текстурируется до желаемой шероховатости.
US9314878 — ОЦЕНКА КАЧЕСТВА АЛЮМИНИЕВОЙ СВАРКИ — Ford Global Technologies, LLC (США) — Система точечной сварки алюминия включает сварочный аппарат, сконфигурированный для сварки заготовки с помощью алюминиевого самородка, и измерительное устройство, сконфигурированное для измерения характеристики по крайней мере, один из алюминиевого самородка и процесса сварки.Система дополнительно включает в себя устройство обработки, сконфигурированное для вывода сигнала качества сварки, представляющего качество алюминиевого сварного шва, по меньшей мере частично на основе измеренного атрибута. Способ включает в себя измерение атрибута по меньшей мере одного из алюминиевого самородка, образующего соединение заготовки и процесса сварки, определение качества алюминиевого сварного шва, по меньшей мере частично, на основе измеренного атрибута и вывод сигнала качества сварки, представляющего определенное качество.
US8927894 — СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ПРИВЛЕКАТЕЛЬНОГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВИДА — GM Global Technology Operations LLC (США) — Сварные поверхности электродов для контактной точечной сварки формируются с подходящей площадью выступов и / или выступов.Размер, форма и высота или глубина выступов или выступов определяются для образования подходящих точечных сварных швов внутри и между металлическими деталями, такими как алюминиевые или стальные панели для кузовов транспортных средств. Выступы или выступы также задуманы и используются для формирования изображения, по меньшей мере, на видимой поверхности сварного изделия, чтобы создать привлекательный внешний вид на поверхности сварного листа. При каждой сварке поверхность электрода имеет размер и форму для образования хорошего сварного шва на межфазных поверхностях контактирующих поверхностей листов, т.е.е., файтинг интерфейс. И поверхности электродов имеют такую форму, чтобы оставлять соответствующий узор из выступов и / или выступов на свариваемой поверхности, которые предназначены для того, чтобы предположить наблюдателю, что изображение на поверхности указывает на то, что сформирован заранее заданный и подходящий сварной шов высокого качества. Для создания заметного элемента на свариваемой поверхности (ах) предпочтительно, чтобы выступы или выступы на поверхностях электродов имели минимальную высоту / глубину около десяти микрон.
US8662568 — КОНСТРУКЦИЯ КУЗОВА АВТОМОБИЛЯ В ОБЛАСТИ ПЕРЕДНЕЙ СТОЙКИ И ПЕРЕСЕЧЕНИЯ ВЕТРОВОГО СТЕКЛА И СПОСОБ ПРОИЗВОДСТВА — Audi AG (Германия) — Целью изобретения является усовершенствование типовой конструкции кузова обычного автомобиля в регионе. передней стойки и поперечины ветрового стекла, чтобы обеспечить легкую конструкцию, имеющую требуемую жесткость и подходящую для использования в крупносерийном производстве с соответствующими технологиями соединения.Изобретение относится к конструкции кузова транспортного средства в области передней стойки и поперечины ветрового стекла, включая переднюю стойку с обеих сторон кузова, при этом в конструкции стойки передней стойки передняя стойка имеет внутренняя стальная пластина передней стойки, ориентированная приблизительно вертикально и в продольном направлении автомобиля. Приблизительно горизонтальная поперечина ветрового стекла соединена на концах с соответствующей внутренней стальной пластиной передней стойки посредством сварного соединения.В соответствии с изобретением поперечина ветрового стекла изготавливается как составной элемент, состоящий из удлиненной алюминиевой балки, имеющей переходные части из стальных пластин, которые выступают за алюминиевую балку на ее концах, но являются короткими по сравнению с общей длиной балки, и стальной пластиной. Детали переходника соединяются с соответствующей внутренней стальной пластиной стойки A с помощью сварного соединения и с алюминиевой балкой с помощью заклепочного соединения.
US8502105 — СПОСОБ СОЕДИНЕНИЯ ДИНАМИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ПЛАСТИН И КОРПУСА ДИНАМИЧЕСКИХ МЕТАЛЛОВ — Mazda Motor Corporation и Kone Steel, Ltd.(Япония) — Целью настоящего изобретения является эффективное улучшение прочности соединения при соединении разнородных металлических пластин путем сочетания адгезии с использованием клея и точечной сварки. Способ соединения включает этап притирки пластины из алюминиевого сплава и стальной пластины с гальваническим покрытием с помощью клея, этап предварительного нагрева, заключающийся в зажиме обеих металлических пластин, наложенных внахлест на этапе притирки, между парой электродов для точечной сварки и приложения к ним давления, а также приложения ток между парой электродов, этап охлаждения, на котором создается давление на обе металлические пластины с усилием сжатия, превышающим силу в начале этапа предварительного нагрева, в состоянии, когда проводимость между электродами прекращается, и продолжение этого повышения давления в течение заданного время охлаждения и этап сварки, на котором на обе металлические пластины подается давление с силой сжатия, превышающей силу в начале этапа предварительного нагрева, и сварка обеих металлических пластин путем подачи тока, превышающего значение тока проводимости в предварительном нагреве. шаг нагрева между парой электродов.
US8487206 — СОВМЕСТНОЕ ИЗДЕЛИЕ МЕЖДУ СТАЛЬНЫМ ИЗДЕЛИЕМ И АЛЮМИНИЕВЫМ МАТЕРИАЛОМ, СПОСОБ ТОЧЕЧНОЙ СВАРКИ СОВМЕСТНОГО ИЗДЕЛИЯ И ЭЛЕКТРОДНЫЙ ЧИП ДЛЯ ИСПОЛЬЗОВАНИЯ СОВМЕСТНОГО ИЗДЕЛИЯ — Kobe Steel, Ltd. (Япония) — Предоставляется совместный продукт стального продукта и алюминиевый материал, при этом соединительный продукт образован путем соединения стального изделия, имеющего толщину листа t 1 от 0,3 до 3,0 мм, с алюминиевым материалом, имеющим толщину листа t, равную 0.От 5 до 4,0 мм точечной сваркой, при этом площадь самородка в соединительной части составляет от 20t 2 0,5 до 100t 2 0,5 мм 2 площадь части, где толщина промежуточного реакционного слоя от 0,5 до 3 мкм составляет 10t 2 0,5 или более, и разница между толщиной межфазного реакционного слоя в центре соединительной детали и толщиной межфазного реакционного слоя в точке, удаленной от центра соединительной детали на расстоянии в одну четвертую диаметра соединения составляет 5 мкм или меньше, и при этом алюминиевый материал представляет собой чистый алюминий или материал из алюминиевого сплава.
US8409725 — КОНСТРУКЦИЯ ИЗ РАЗНЫХ МАТЕРИАЛОВ — Kobe Steel, Ltd. (Япония) — Изобретение обеспечивает конструктивный элемент из разных материалов, не имеющий соединяемых частей из алюминиевого сплава и стали, соединенных разными материалами, которые должны быть собраны. Конструктивный элемент из различных материалов, состоящий из стали и алюминиевого сплава, включает в себя первый конструктивный элемент, включающий сталь, и второй конструктивный элемент, имеющий часть, включающую сталь, и часть, включающую алюминиевый сплав, при этом часть, включающая сталь, и часть, включающую алюминиевый сплав, соединяемые посредством склеивание различных материалов.Первый структурный элемент и второй структурный элемент связаны друг с другом только посредством склеивания сталей между частью, включающей сталь, второго структурного элемента и первого структурного элемента.
US8337998 — СТАЛЬНЫЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ РАЗНОСТНЫХ МЕТАЛЛОВ, СОЕДИНЕННЫЙ ТЕЛ ИЗ РАЗНЫХ МЕТАЛЛОВ И СПОСОБ СОЕДИНЕНИЯ РАЗЛИЧНЫХ МЕТАЛЛОВ — Kobe Steel, Ltd. (Япония) — Целью настоящего изобретения является предоставление стального материала для соединения разнородных металлов , соединенный корпус из разнородных металлов и процесс соединения разнородных металлических материалов, которые имеют небольшие ограничения, такие как условия применения точечной сварки, имеют прекрасное широкое применение и, в то же время, не препятствуют надежности соединения из-за образования хрупкого интерметаллического соединения в соединительной части, и иметь соединенную деталь, имеющую высокую прочность соединения.Соединенное тело из разнородных металлов, которое получают путем соединения стального материала и материала из алюминиевого сплава, причем стальной материал, который должен быть соединен, имеет особый состав и определяется составами внешнего поверхностного оксидного слоя и внутреннего оксидного слоя и алюминиевого сплава. Соединяемый материал представляет собой алюминиевый сплав на основе Al-Mg или Al-Zn-Mg определенного состава. В объединенном теле из разнородных металлов содержание Fe на стыке поверхности со стороны материала алюминиевого сплава регулируется, и на стыке стыка тела из разнородных металлов формируется реакционный слой из Fe и Al.Соединенное тело из разнородных металлов демонстрирует высокую прочность соединения.
US8274010 — СВАРОЧНЫЙ ЭЛЕКТРОД С КОНТУРИРОВАННОЙ ЛИЦЕЙ — GM Global Technology Operations LLC (США) — Способ сварки множества сварных швов алюминия с алюминием и множества швов стали со сталью с использованием одного и того же сварочного аппарата включает установку точечного сварочного аппарата с пара сварочных электродов с радиусом кривизны лицевой поверхности электрода в диапазоне от 20 мм до 40 мм.Сначала выполняется серия сварных швов алюминия с алюминием, а затем, после завершения сварки алюминия с алюминием, выполняется серия сварных швов стали со сталью. После завершения сварки стали со сталью сварочные электроды очищаются абразивом для удаления любых отложений или загрязнений алюминия на электродах. В случае, если электроды разрослись, проводится правка электродов, а затем выполняется абразивная очистка для восстановления текстуры поверхности.
US8221899 — СТАЛЬНЫЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ ДИССИМИЛЯРНЫХ МЕТАЛЛОВ, СОЕДИНЕННЫЙ ТЕЛО ИЗ ДИНАМИЧЕСКИХ МЕТАЛЛОВ И ПРОЦЕСС ДЛЯ СОЕДИНЕНИЯ ДИНАМИЧЕСКИХ МЕТАЛЛОВ — Kobe Steel, Ltd.(Япония) — Соединенное тело из разнородных металлов, которое получают путем соединения стального материала и материала из алюминиевого сплава, при этом стальной материал, который должен быть соединен, имеет особый состав и определяется составами оксидного слоя внешней поверхности и внутреннего оксида. слой, и соединяемый материал из алюминиевого сплава представляет собой алюминиевый сплав на основе Al-Mg-Si, имеющий определенный состав. Процесс соединения, при котором точечная сварка включает приложение межэлектродного тока от 10 до 35 кА при межэлектродном давлении 2.От 0 до 3,0 кН в течение 200 x t мс или меньше в каждом месте точечной сварки, где t — толщина в мм детали из алюминиевого сплава. Процесс, при котором в каждом месте точечной сварки средняя толщина реакционного слоя в направлении глубины ядра находится в диапазоне от 0,1 до 3 мкм, а площадь образования реакционного слоя составляет 70% или более от площади соединения точечной сварки. . В объединенном теле из разнородных металлов содержание Fe на стыке поверхности со стороны материала алюминиевого сплава регулируется, и на стыке стыка тела из разнородных металлов формируется реакционный слой из Fe и Al.Соединенное тело из разнородных металлов демонстрирует высокую прочность соединения.
US8058584 — СПОСОБ СОЕДИНЕНИЯ ДИНАМИЧЕСКИХ МАТЕРИАЛОВ, ИЗГОТОВЛЕННЫХ ИЗ МЕТАЛЛОВ, И ИХ СВЯЗЫВАЮЩИЕ КОНСТРУКЦИИ — Nissan Motor Co., Ltd. (Япония). материал из алюминиевого сплава и т.п. В частности, изобретение относится к склеиванию, в котором материалы образованы наслоением трех или более листов и имеют разную поверхность раздела материалов и одинаковую поверхность раздела материалов.Раскрывается способ соединения разнородных материалов из металлов и получаемых из него структур. Соединяемые материалы формируются путем наложения трех или более листов таким образом, что образуются разнородная поверхность раздела материалов и одинаковая поверхность раздела материалов. Первый ток проходит между трехслойным пластинчатым материалом, в котором пластина из алюминиевого сплава, оцинкованная стальная пластина и стальная пластина без покрытия, например, наложены друг на друга по порядку. Самородок образуется на границе раздела между оцинкованной стальной пластиной и голой стальной пластиной, которые сделаны из тех же материалов.Затем проводится второй ток, больший, чем первый, и на границе раздела между пластиной из алюминиевого сплава и оцинкованной стальной пластиной образуется самородок.
История сварки: хронология и информация
Что касается металлообработки, история сварки началась сравнительно недавно, начиная примерно с 1000 г. до н. Э.
История начинается с открытия и обработки металлов в древних цивилизациях, начиная с меди, бронзы, серебра, золота и железа.Затем металлообработка перешла к стали. Считается, что первые сваренные изделия представляют собой золотые украшения.
Технологии оставались практически неизменными до промышленной революции 1700–1800-х годов.
В это время была разработана технология кузнечной сварки, в которой для соединения двух частей друг с другом используется нагретый металл. Это было похоже на знакомую кузницу.
В начале 19 века был открыт ацетилен, который стал контролируемым источником тепла для сварки.
Современная сварка не началась до повсеместного распространения электричества в начале 20-го века.
Потребность в сварке военного назначения во время Первой и Второй мировых войн ускорила технологию и методы сварки.
До Первой мировой войны сварка не использовалась для соединения металлов в критических объектах, таких как корабли, из-за растрескивания.
На временной шкале истории сварки ниже подробно описано, как развивалась технология.
Хронология металлообработки и сварки
Сварка Б.С.
Первым в истории сварки металлом считается медь, поскольку ее можно ковать и гнуть.
4000 г. до н.э. .Считается, что история сварки началась в Египте в 4000 г. до н. Э. В общем, цивилизации начинались с меди, а затем прогрессировали до бронзы, серебра, золота и железа.
3500 до н. Э.
Открытие олова
3000 — 2000 до н. Э.
Люди начали работать с бронзой между 3000 и 2000 гг. До н.э.C. В эпоху бронзы маленькие круглые золотые коробочки изготавливались сваркой внахлест под давлением.
В этот период из металла изготавливают украшения, столовую посуду и оружие.
3000 до н. Э.
Шумеры изготавливали мечи, изготовленные методом твердой пайки.
Египтяне используют тепло, выделяемое древесным углем, для превращения железной руды в губчатое железо. Произведенные частицы сколачиваются друг с другом, в результате чего получается первая сварка давлением (также называемая твердофазной)
Гробница царицы Пу-аби содержит золотую чашу с ручкой, припаянную к стене чаши.Золотой кубок также обнаружил, что на внешней стороне кубка есть припаянная кромка.
2250 г. до н. Э.
Кобальт, используемый персами для окрашивания стекла.
Это пример пайки в 2600 году до нашей эры. в Месопотамии (Ирак) с использованием металла, сочетающего серебро и золото1500 до н.э.
Открытие Меркурия.
Пример плавки железа (становится более распространенным в 1200 г. до н. Э.).
1475 г. до н. Э.
В гробнице визиря Рех-ми-ре была обнаружена роспись пайки.
1330 г. до н. Э.
В 1330 г. до н.э. египтяне паяли и выдували трубы. для пайки металлов.
Египетская пайка — 1330 г. до н. Э. — Золотая маска смерти Тут-Энч-АмонаЖурнал сварки и резки 2005
1000 г. до н. Э.
Производство железа началось в 1000 г. до н.э., когда металл изгибался в печах для производства мечей и наконечников копий. (один вид называется каталонской печью)
Золотые сундуки, найденные в Ирландии, были изготовлены путем штамповки притертых швов (форма сварки давлением).
От 900 до 850 г. до н. Э.
Египтяне начали производство металлических орудий в 900–850 гг. До н. Э. В эту эпоху популярность железа медленно росла из-за того, что бронза и медь стали широко использоваться и стали широко использоваться.
Было найдено железное оружие, которое восходит к вавилонянам примерно в 900 году до нашей эры.
589 до н. Э.
Китайцы во времена династии Суй развили способность превращать кованое железо в сталь в 589 году нашей эры. Японцы производили сталь путем сварки и ковки для производства самурайских мечей.
A.D. История сварки
60 г. н.э.
Впервые в истории сварки процесс пайки золотом был описан Плинием. Он описывает, как соли действовали как флюс и как цвет металла определяет сложность пайки (цвет указывает на присутствие оксидов).
Железный столб Дели изготовлен из железных заготовок. Кузнецы сварили в кузнице конструкцию высотой примерно 25 футов и весом 6 тонн310 н.э.
Сварка использовалась в железном столбе в Дели, Индия, около 310 г. н.э., весом 5.4 метрических тонны. (на фото выше). Другие строения с похожей конструкцией найдены в Англии, Скандинавии и Риме. Источником железа были метеоры.
1000 — 1099 г. н.э. (11 век)
В рукописи, написанной монахом Феофилом, есть описание смешивающего флюса для серебряной пайки. Он указывает на использование хлорида натрия и тарпата калия. Металлы на 66 процентов состоят из серебра и меди.
1375
Открытие металлического цинка.
Средневековье (с 5 по 15 век) стало периодом в истории сварки, когда кузнечная сварка была в центре внимания. Кузнецы колотили горячий металл до тех пор, пока он не приклеился.
Визуальная история сваркис 14 по 17 века
1540
Vannoccio Biringuccio выпустил De la pirotechnia с описанием операции ковки.
Мастера эпохи Возрождения приобрели опыт в этом процессе, и сварка продолжала развиваться в течение следующих столетий.
1568
Бенвентуто Челлини, итальянский ювелир, пишет о пайке сплава серебра и меди с использованием процесса пайки
1599
Первый экземпляр корня слова weld (изначально хорошо)
16 век: изготовлена первая чугунная пушка
18 век
Большинство нововведений за это время в истории сварки использовались в доменных печах. Т
его небольшой постепенный прогресс продолжался до середины 18 века и до начала промышленной революции.Уже тогда прогресс был больше в том, как выполнялась работа.
Вместо того, чтобы один человек выполнял весь проект, работа была разделена на более мелкие части и поручена работникам средней квалификации.
1735
Доказательства того, что платина использовалась доколумбовыми индейцами в Эквадоре
1751
Чистый никель, созданный шведским химиком Акселем Ф. Кронштедтом с использованием немецкой руды.
1766
Свойства газообразного водорода, описанные Генри Кавендишем, английским химиком и физиком
1774
Открытие кислорода
1776
Принципы кислородной резки, установленные Лавуазье (французский язык).
19 век
1800
Сэр Хамфри Дэви изобрел электрическую дугу. Дуга создавалась между двумя угольными электродами, которые питались от батареи.
Аллесандро Вольта открыл гальванический элемент, который позволяет соединить два разных металла и стать проводником во влажном состоянии.
1808-1827
Старший Хамфри Дэви доказывает, что алюминий существует. На самом деле он был обнаружен Фридрихом Велером в 1827 году.
1828
Губчатая платина сваривается между собой холодным прессованием, а затем молотком в горячем состоянии.
1836
Ацетилен был открыт в 1836 году Эдмундом Дэви, но не применялся в сварке примерно до 1900 года, когда была разработана подходящая паяльная лампа.
1838
Патент, выданный Евгению Десбассайрс де Ришемон на сварку плавлением
1839
Открытие генерации напряжения с помощью униполярного устройства Майклом Фарадеем.
1841
Воздушно-водородная выдувная трубка, разработанная немцем H. Rossier для пайки свинцом.
1846
Ключевой момент в истории сварки с существенным улучшением процесса кузнечной сварки.
Джеймс Нэсмит, работая в британском адмиралтействе, обнаружил, что при сварке поверхностей со слегка выпуклой поверхностью стружка и флюс выдавливаются из стыка. Это улучшает прочность сустава.
1850-х годов
Работоспособные и практичные электрические генерирующие устройства были изобретены и разработаны к 1850 году. Заслуга Ампера, Эрстеда, Уитстона, Фарадея Ома и Генри за достижения в исследованиях электрического тока.
К середине 19 века уже были доступны работающие электрогенерирующие устройства.
1856
Джеймс Джоуль сварил пучок проводов, используя электрический ток и внутреннее сопротивление для создания тепла. Позже Элиху Томсон усовершенствовал процесс контактной сварки.
1860
Wilde разрабатывает электросварку. В 1865 г. был выдан технологический патент.
1862
Фридрих Велер использует карбид кальция для создания газообразного ацетилена
1876
Компания Отто Бернца разрабатывает и продает фонарик с бензиновым двигателем.
1881
Первое зарегистрированное использование сварки плавлением было в 1881 году Огюстом де Меритеном, когда он сварил пластины свинцовой батареи вместе с угольным электродом.
Сварка производилась в боксе с неподвижным электродом.
Оригинальный аппарат Benardos с углеродным электродом — 1885Успехи в сварке продолжились с изобретением металлического электрода русским Николаем Славяновым и американцем К. Гроб в конце 1800-х годов. Они не знали о работе друг друга.
Кредит также принадлежит Эли Уитни, который изобрел идею взаимозаменяемых частей. Это привело к производству железных штампов и форм.
1882
Открытие сварки металлическими электродами было признано в Европе в 1892 году.
Введен в 1888 г. Н.Г. Slavianoff. Большинство историков приписывают Славянову открытие использования неизолированных металлических электродов для дуговой сварки.
1885
Два ученика Огеста де Меритенса, Н. Бенардос и С.Ольшевский продолжил свою работу, и в 1887/88 году ему был выдан патент на сварочный процесс, в котором использовались угольные электроды (угольная дуговая сварка) и источник электроэнергии.
При дуговой сварке угольным электродом используется дуга между угольным электродом и сварочной ванной. Процесс используется с экранированием или без приложения давления или без него. Основным заявленным использованием была ремонтная сварка.
В патенте, выданном в 1885 году Огесту и Н. Бенардосам, отмечается, что процесс углеродной сварки можно использовать для сварки двух металлов, резки металлов и пробивания отверстий в металле.В патенте описаны как твердый углеродный электрод, так и полый электрод, который будет заполнен порошкообразными металлами.
Поскольку они предполагали, что порошок плавится и течет к сварному шву, некоторые считают, что они изобрели металлическую дуговую сварку. В конечном итоге из-за ограничений этого подхода большинство историков не приписывают им это достижение.
1886
Элиху Томсон подал заявку на получение 2 патентов на процесс «Аппарат для электросварки».
Изобретение контактной сварки (RW) с первыми патентами, полученными Элиу Томпсоном в 1885 году.Он добился успехов в течение следующих 15 лет.
1888
Выдан патент Ольчевскому и Бернардосу на сварку угольной дугой.
1889–1892
C.L. Гроб считается пионером сварки в США:
- 1889: получен патент на стыковую сварку оплавлением, оборудование и процесс
- 1890: 2 патента на точечную сварку. Получен первый патент на металлические электроды.
- 1892: получен патент на процесс дуговой сварки неизолированным металлическим электродом
1890
Первый известный случай использования «факела» для взлома банковского хранилища.
1892
Технический ацетилен производится в Северной Каролине путем смешивания воды и карбида кальция.
Локомотив Baldwin начинает использовать углеродную дуговую сварку для ремонта локомотивов.
1895
Горение ацетилена и кислорода, обнаруженное Анри Лешателье.
Аргон, открытый сэром Уильямом Рэмси и лордом Рейли.
1897
Кляйншмидт ввел использование медных электродов.
Сварка 20 века
1900
Foresche и Charles Picard разработали первую коммерческую горелку для кислородно-ацетиленовой сварки.Процесс используется без приложения давления (AWS).
Примерно в 1900 году А. П. Штроменгер разработал в Великобритании металлический электрод с покрытием, имевший более стабильную дугу.
1901
Кислородное копье, изобретенное Эрнстом Менне
1903
Изобретена термитная сварка, другой процесс, кислородно-топливная сварка, также получил широкое признание в качестве коммерческого процесса.
Первая машина для контактной стыковой сварки после слияния компаний Allgemeine Elektricitats-Gesellschaft (AEG) и Union-Elektricitats-Gesellschaft (UEG).
1906
Выпуск первых аппаратов для контактной точечной сварки. К 1910 г. было выпущено около 367 аппаратов для точечной и шовной сварки.
Представлен метод сварки LaGrange-Hobo. В этом методе один конец подсоединяется к токопроизводителю, а другой конец погружается под воду.
Ток, протекающий через деталь, вызывает образование частично ионизированного газа в воде.
Сопротивление детали электрическому потоку и газу, создающему энергию, которая создает тепло в сварном соединении.
Когда свариваемая деталь попадала на сварочный нагрев, ее вынимали из водяной бани и сваривали.
1907–1908
Оскар Кьельберг получил патент на процесс нанесения электродного покрытия, называемый дуговой сваркой в защищенном металлическом корпусе. Покрытие помогло стабилизировать дугу, обеспечивая более качественные сварные швы, чем неизолированные электроды.
При дуговой сварке защищенным металлом используется дуга между покрытым электродом и сварочной ванной. Процесс применяется с защитой от осаждения электродного покрытия без приложения давления и с присадочным металлом от электрода.
Индустрия дуговой сварки в США начинается с двух компаний: Siemund-Wienzell Electric Welding Co., созданная в США, запатентовала метод дуговой сварки металлическим электродом. Основание второй компании, также созданной немецкими основателями, под названием Enderlien Electric Welding Co.
.Lincoln Electric производит первый сварочный аппарат постоянного тока с переменным напряжением.
1908
Бернардос запатентовал процесс электрошлака, который позволил сварщику сваривать толстые листы за один проход. Обрисованный им процесс популярен сегодня.
1909
- Система плазменной дуги, использующая газовый вихрь для стабилизации дуги, была изобретена Шоннером во время работы в компании BASF.
- А. П. Штроменгер изобрел квазидуговой электрод, обмотанный асбестовой пряжей.
1910
- Патент, выданный Чарльзу Хайду на пайку стальных труб.
1911
- Первый трубопровод, созданный методом кислородно-ацетиленовой сварки. Происходит за пределами Филадельфии.
- Matters разрабатывает плазменную горелку для нагрева печи для плавления металлов.
1912
- Kjellberg получил второй патент на электрод с более толстым покрытием из асбеста и связующим из силиката натрия.
- Lincoln Electric представляет первые коммерческие сварочные аппараты
- Первый автомобильный кузов, сваренный E.G. Budd с использованием точечной сварки
- Металлические электроды с покрытием, представленные A.P. Strohmenger. Покрытия были сделаны из глины или извести. Также получил патент на электрод, покрытый синим асбестом и связующим из силиката натрия.Впервые электрод произвел сварной шов без примесей.
1919
- Сварка переменным током была изобретена К.Дж. Холслагом, но не стала популярной в течение следующего десятилетия. Электродуговая сварка была методом, используемым в Соединенных Штатах до 1920 года. Проблема с этим методом заключалась в том, что сварочная дуга была нестабильной, а сварные швы были не такими прочными, как свариваемый металл. Сначала кислородная сварка была более популярным методом сварки. за счет портативности и относительно невысокой стоимости.По мере развития 20-го века он потерял популярность в промышленности и был в значительной степени заменен дуговой сваркой, поскольку продолжалась разработка металлических покрытий (известных как флюс) для электрода, которые стабилизируют дугу и защищают основной материал от примесей.
Сварка кораблей была ненадежной из-за трещин до Первой мировой войны Первая мировая война вызвала значительный всплеск использования сварочных процессов, и различные военные державы пытались определить, какой из нескольких новых сварочных процессов было бы лучше всего.
1917
- Дефицит газа в Англии привел к тому, что промышленность обратилась к электродуговой сварке для производства бомб и мин.
1919
- Президент Вильсон учреждает Комитет по сварке в военное время США Корпорации аварийного флота.
- Создание Американского общества сварщиков
- Разработка электрода с бумажным покрытием, выполненная Рубеном Смитом
1920-е годы
В 1920-е годы в технологии сварки были достигнуты большие успехи, включая введение в 1920 году автоматической сварки, при которой электродная проволока подавалась непрерывно.
Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере.
Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водорода, аргона и гелия в качестве сварочной атмосферы.
Процесс сварки штучной сваркой стал быстро развиваться благодаря усовершенствованию покрытия сердечника проволоки и электродов. Рентгеновская технология позволила проверить прочность сварного шва.
- Исследования покрытых электродов привели к лучшему сердечнику проволоки и улучшенным покрытиям электродов.
- Британцы в основном использовали дуговую сварку и даже построили корабль Fulagar с полностью сварным корпусом. В какой-то момент корабль сел на мель и остался целым, потому что он был сварным, а не клепанным.
- Американцы были более нерешительными, но начали осознавать преимущества дуговой сварки, когда процесс позволил им быстро отремонтировать свои корабли после нападения Германии в гавани Нью-Йорка в начале войны.
- Дуговая сварка была впервые применена к самолетам во время войны, так как фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса.
- Немцы применяли электродуговую сварку в самолетах
- Немецкий торговый флот диверсировал свои корабли в гавани Нью-Йорка, прежде чем бежать. Ремонт сваркой был успешно проведен, сварка стала кардинальной.
- В автомобильной промышленности начали использовать автоматическую сварку.
- Сотрудник General Electric П.О. Компания Nobel разработала автоматическую сварку постоянным током.
- До 1920 года сварка производилась постоянным током, вырабатываемым батареями. В конце 1920 — начале 1930-х годов стали популярны сварочные аппараты переменного тока.
В течение следующего десятилетия дальнейшие достижения позволили сварку химически активных металлов, таких как алюминий и магний. Это, в сочетании с разработками в области автоматической сварки, переменного тока и флюсов, привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны.
1923
- Основание Института инженеров сварки
1924
- Первые все сварные дома постройки У.С. Бойлер
1926
- П.К. Деверс и Х. Сварка Хобарта с использованием гелия и аргона в качестве защитного газа.
- Военно-морская исследовательская лаборатория выпускает документ об использовании рентгеновских лучей для проверки сварных швов.
1927
- A.O. Сотрудник Smith, Джон Дж. Чайл патентует первый экструдированный титановый электрод, который позже был назван типом E6010.
1928
- Первый сварной железнодорожный мост, созданный Westinghouse для транспортировки больших генераторов.
1929
- Lincoln Electric производит электрод Fleetwood 5 с тяжелым покрытием.
- Американское общество сварки устанавливает символы сварки.
1930
- Патент, выданный H.O. Хобарт для дуговой сварки, и процесс, который стал GMAW (газовая дуговая сварка металла).
- Сварка под флюсом, разработанная National Tube Company
- Создано цельносварное торговое судно
- Выпуск шпильки под приварку, которая вскоре стала популярной в судостроении и строительстве.В том же году была изобретена дуговая сварка под флюсом, и она продолжает оставаться популярной сегодня. К 1930 году дуговая сварка была дешевле, чем клепка и газовая сварка.
- Патент, выданный Деверсу и Хобарту на использование электрической дуги в атмосфере инертного газа. Не очень хорошо воспринимается сварочной отраслью из-за высокой стоимости газа (гелий и аргон) и неподходящей доступности горелки
1931
- Сварка нержавеющей стали (первоначально называемая дробеструйной сваркой) E.G.Будд Производство
В середине века было изобретено много новых методов сварки.
1934
- Регулятор времени для контактной сварки разработан Westinghouse (первоначально назывался Ignitron)
1935
- Введен процесс сварки под флюсом с использованием непрерывной подачи проволоки и гранулированного флюса. Первоначально процесс назывался Union Melt.
- Утвержден британский стандарт на сварочные электроды и выпущен твердый экструдированный электрод.
1936
- Первый сварочный аппарат переменного тока, представленный Miller Electric Manufacturing. Метод отличался высокой скоростью наплавки металла (отношение веса наплавленного металла к весу нетто израсходованных электродов без учета шлейфов) и отсутствием дуги (отклонение электрической дуги от нормального пути из-за магнитных сил. ).
1937
- Использование сварки подтверждено стандартом BS 538 в зданиях из конструкционной стали (сварка металлической дугой в низкоуглеродистой стали).
1938
- Сварка самотеком, представленная К.К. Мадсен
- Немцы сваривают корабли для уменьшения веса и создания более крупных судов
1939
- Использование точечной сварки алюминия, признанное полезным в авиации
1940-1941
- Газовая дуговая сварка вольфрамом (GTAW) после десятилетий разработки была окончательно доведена до совершенства в 1941 году (патент выдан в 1942 году). Изобрел Рассел Мередит. Разработано компанией Linde.Также называется HELIARC или TIG. Горелка с водяным охлаждением была способна работать с большим током. При газовой вольфрамовой дуговой сварке используется дуга между неплавящимся вольфрамовым электродом и сварочной ванной. Процесс используется с защитным газом и без приложения давления.
- Army находит применение нержавеющей стали, алюминия и магния в оборудовании, таком как истребители.
- Создание Канадской ассоциации сварщиков.
- Технология пайки погружением, разработанная для печати монтажных плат.Первый процесс массовой пайки.
1942
- Патент на сварку хлопушек выдан Джорджу Хафергуту.
1943
- Газовая дуговая сварка металлическим электродом (GMAW) была изобретена К. Б. Волдрихом, П. Дж. Риппелем и Ховардом Б. Кэри. Разработано в корпорациях Dow и Northrup, а затем передано по лицензии Linde Corporation.
- Компания sciaky начинает продажу трехфазного сварочного аппарата сопротивлением.
1945
- Разработка экспериментального ручного пистолета MIG в Мемориальном институте Баттель (Колумбус, Огайо)
- Сварка заменила клепку в качестве основного метода сборки для судов с 5 171 судном, построенными до 1945 года.
1948
- В 1948 году последовала газовая дуговая сварка металлическим электродом (GMAW заменила прежние термины «инертный газ для металла» (MIG) и «металлический газ» (MAG)), что позволило выполнять быструю сварку цветных материалов, но требовало использования дорогостоящих защитных газов. «Процесс дуги металлической дуги в защитном газе был представлен компанией Air Reduction на выставке AWS в Филадельфии. При газовой дуговой сварке металлическим электродом используется дуга между сплошным присадочным металлическим электродом (расходным материалом) и сварочной ванной. Процесс используется с защитой от поступающего извне газа и без приложения давления.
- В Университете штата Огайо открыт первый факультет инженерной сварки.
- Процесс металлической дуги в инертном газе (MIG) разработан компанией Air Reduction. Сварка
- SIGMA (дуговая сварка в среде защитного газа) разработана для сварки толстых листов.
1949
- Westinghouse представляет сварочные аппараты с селеновым выпрямителем.
1950-е годы
- Дуговая сварка металлическим электродом в защитных оболочках была разработана в 1950-х годах с использованием плавящегося электрода и атмосферы двуокиси углерода в качестве защитного газа, и быстро стала самым популярным процессом дуговой сварки металла.
- A.C. — Выпрямительные сварочные аппараты постоянного тока со встроенной частотой для сварки TIG. Miller Electric разработала управляемую Миллером волну переменного тока. Сварщик, который использовался для критических сварных швов на ракетах и самолетах.
- Процесс электронно-лучевой сварки, запущенный A.J. Stohr
- Выпущена пайка волной припоя печатных плат.
- E.O. Институт сварки им. Патона разрабатывает Электростаговую сварку (ЭШС).
1951
- DryRod Electrode печь для контроля уровня влажности в электродах.
1954
-1957- Дебютировал процесс дуговой сварки порошковой проволокой (FCAW), в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки, и в том же году была изобретена плазменная сварка. Запатентовано в 1957 году компанией National Cylinder Gas Company.
1956
- Процесс сварки трением, внедренный Россией
1958–1959
- Электрошлаковая сварка была выпущена в 1958 году, а в 1961 году последовала ее родственница — электрогазовая сварка.
- Среди других недавних достижений в области сварки — прорыв в области электронно-лучевой сварки в 1958 году, который сделал возможной глубокую и узкую сварку за счет концентрированного источника тепла.
- Введен процесс короткой дуги. В процессе используются провода небольшого диаметра и усовершенствованный блок питания.
1960
- После изобретения лазера в 1960 году лазерная сварка дебютировала несколько десятилетий спустя и оказалась особенно полезной при высокоскоростной автоматизированной сварке.Однако оба эти процесса по-прежнему довольно дороги из-за высокой стоимости необходимого оборудования, что ограничивает их применение.
- Введен процесс сварки взрывом.
1962
- Sciaky сваривает капсулу Mercury Space (состоящую из внешней и внутренней титановой оболочки).
Из-за небольшого размера каждого титанового листа металл необходимо было сваривать с тремя листами, а затем сваривать с другими листами.Процесс TIG использовался без присадочного металла. Источник: Руководство НАСА, Процедуры сварки титана и титановых сплавов
.1963
- Отмечено разработками в области испытаний сварных швов. Тест Varestraint определяет возможность сварки основного металла и жизнеспособность различных сварочных процессов.
- Wall-Colmony представляет горелку Fusewelder Torch.
Устройство для сварки плавкими вставками — это кислородно-ацетиленовая горелка, которая часто используется, когда необходимо нарастить сварной шов и закончить сварку твердой наплавки.
1965-1967
- Сварка и резка лазером CO2
- В Великобритании начинается гравитационная сварка
1969
- Россияне сваривают в космосе СОЮЗ-6.
1970
- Внедрение новых технологий пайки для поддержки электронной миниатюризации:
— паровая фаза
— инфракрасное излучение
— горячий газ
Современная сварка
Сегодня существует более 90 сварочных процессов с постоянным исследованием новых металлов, используемых в атомной, космической и судостроительной отраслях.Многие изменения произошли в 1980-х и 1990-х годах, когда сварка перешла от искусства к науке.
- Роботизированная сварка
- Бортовые компьютеры
- Современные электроды
- Экзотические газовые смеси
1991
- Сварка трением с перемешиванием, представленная TWI.
1999
- Институт Эдисона разрабатывает метод, позволяющий увеличить проникновение флюса в сварной шов на 300%.
2000
- Введение в магнитно-импульсную сварку.
- Рентгеновский снимок используется для сварки композита металл / матрица
- Использование диодной лазерной сварки расширенных металлов, таких как титановая фольга из нержавеющей стали.
2008
- Разработка гибридной лазерно-дуговой сварки
2013
- Разработка газовой дуговой сварки-пайки металла, процесса сварки стали, используемой в автомобилях. В процессе используется присадочный металл, состоящий из кремния с медным сплавом.
- Сварка низкоуглеродистой стали и алюминия внахлест по лазерной технологии.
Будущие тенденции в области сварки
- Сварочные операции необходимо более полно интегрировать в гибкие производственные процессы и схемы управления технологическими процессами.
Сварка будет становиться все более автоматизированной, поскольку она интегрируется во все производственные процессы и координируется с улучшенными информационными системами. - Продукция будущего, требующая сварных соединений, будет состоять из материалов, предназначенных для сварки, таких как высокопрочные стали, которые также являются интеллектуальными материалами, содержащими встроенные компьютерные микросхемы для контроля характеристик жизненного цикла сварной конструкции.Такие материалы могут открыть новые возможности для использования сварки в качестве метода соединения в ближайшие десятилетия.
- В будущем моделирование сварки станет частью нового акцента на интеграции сварки на протяжении всего производственного цикла
- Инженеры по сварке и материалам будут разрабатывать новые и адаптировать существующие материалы, которые специально разработаны для сварки в готовые изделия мирового класса.
- Разработка материалов, снижающих потребность в энергии.
Почему автомобильная точечная сварка популярнее, чем когда-либо
Точечная сварка становится довольно популярным методом в производстве автомобильных деталей. Если вы хотите узнать больше о том, что такое точечная сварка и почему она популярна, вы обратились по адресу.
Что такое точечная сварка?
Точечная сварка не похожа на традиционную сварку (или пайку). Скорее, это метод, в котором электрический ток сплавляет металлические детали. Вот как это работает:
- Сложите два куска листового металла вместе, как бутерброд.В отличие от бутерброда, здесь нет начинки.
- Подайте ток на детали с помощью сварочных горелок с медными электродами. (Два куска листового металла выделяют тепло, оказывая сопротивление потоку электрического тока. В результате два металла переходят в жидкое состояние, а затем сливаются вместе.)
Процесс кажется сложным, но довольно простым.
Точечная сварка — один из лучших способов соединения металла
Интересный факт: точечная сварка — самый старый метод сварки.Это также один из лучших способов соединить металл по следующим причинам:
- Точечная сварка — один из самых доступных вариантов. (Этот метод не требует дополнительного металла или присадок и может выполняться без каких-либо специальных навыков, поэтому рабочая сила доступна.)
- Точечная сварка — это быстрый процесс по сравнению с любым другим методом сварки.
- Точечная сварка укрепляет детали.
- Когда вы соединяете тонкие алюминиевые детали, только точечная сварка может сваривать материал, не прожигая его.
- При точечной сварке невозможно деформировать или деформировать материал.
Это одна из причин, по которым точечная сварка быстро развивается в производстве автомобильных запчастей.
Какие детали автомобиля нуждаются в точечной сварке?
Точечная сварка в производстве автозапчастей огромна. Вы можете сваривать точечной сваркой множество различных материалов. Если все сделано правильно, точечная сварка создает очень прочные детали.
Интересный факт: кузов автомобиля имеет около 5 000 сварных точек. Практически все детали в автомобиле требуют точечной сварки.Автопроизводители используют точечную сварку на всей производственной линии сборки автомобиля. Вот некоторые из наиболее распространенных примеров деталей, которые крепятся точечной сваркой:
- Дверные коробки
- Крылья
- Двери автомобиля
- Вытяжки
Точечная сварка — очень универсальный процесс. В дополнение к деталям, упомянутым выше, точечная сварка может использоваться для прикрепления труб к кронштейнам и даже для соединения топливопроводов.
Точечная сварка идеально подходит для более легких материалов
Вы заметили, что современные автомобили намного легче, чем те, что были произведены 50 лет назад? Автопроизводители всегда ищут способы уменьшить вес своих деталей.Использование более легких материалов для изготовления автомобильных запчастей очень выгодно по-разному. Например, более легкие материалы:
- Дешевле.
- Увеличьте пробег автомобиля.
- Повысьте управляемость автомобиля.
- Улучшение разгона.
- Улучшите торможение.
- Легче поддается точечной сварке. (Более тонкий металл, полученный точечной сваркой, прочнее, чем более толстый металл, полученный точечной сваркой.)
Как найти подходящую компанию для точечной сварки, чтобы заключить контракт с
Когда дело доходит до точечной сварки, качество решает все.Не все компании точечной сварки одинаковы. Мы составили ряд вопросов, которые нужно задать компаниям, занимающимся точечной сваркой, чтобы помочь вам выбрать лучший вариант для вашей компании.
Точечная сварка в Мексике — отличный вариант. Намного проще, безопаснее и доступнее заключить контракт с мексиканским производителем, чем с зарубежным производителем. В этом посте есть несколько веских причин, почему ближний путь в Мексику — отличный вариант.
В Intran вы найдете высококачественные услуги точечной сварки.Не стесняйтесь обращаться к нам, чтобы узнать больше о наших услугах точечной сварки.
Техника для кузовных работ по сварке листового металла
Сварка листового металла может быть простой задачей, если вы знаете, как это делать правильно. Сварка — важный навык, которым нужно обладать, если вы хотите заниматься кузовными работами, и важно как можно больше избегать ошибок.Хотя идея сварки листового металла может напугать некоторых, это не обязательно должно быть для всех. Если вы понимаете необходимые процедуры и методы, а также то, как это делать правильно, это может оказаться более простым процессом, чем вы думаете.
Несмотря на то, что сварка листового металла — это большая тема, которую невозможно осветить в одном сообщении в блоге, здесь мы дадим начинающим специалистам по кузовным работам краткое руководство о том, как обычно работает сварка. Вот несколько вещей, которые вы должны знать о сварке листового металла.
Обычно существует три типа процессов сварки листового металла
Специалисты по кузовному оборудованию, сваривающие листы вместе, обычно делают это с помощью одного из трех процессов: точечной сварки, сварки MIG (металл в инертном газе) и TIG (сварки вольфрамовым электродом в среде инертного газа). Точечная сварка или контактная сварка — это когда к металлу корпуса прилагается как физическое давление, так и концентрированное короткое замыкание. Затем сочетание давления сжатия, высокой температуры и короткого замыкания в точке сварки плавит пятно на металле в сварной шов.
СваркаMIG — это быстрый и эффективный процесс, при котором проволока, по которой проходит электрический ток, подается непосредственно в зону сварки. Инертный защитный газ также подается через пистолет и сварочный шланг. Это, пожалуй, самый распространенный тип процедуры сварки кузовов автомобилей.
Наконец, сварка TIG — это разновидность сварки MIG, но более сложная и техническая. Здесь вольфрамовый электрод образует сварочную дугу с обычно используемым присадочным металлом, и как электрод, так и зона сварного шва защищены от окисления.
Сварка МИГ считается самой простой из сварочных процессов для листового металла
Студенты, обучающие кузовному оборудованию, должны научиться сварке листового металла
Убедившись, что листовой металл правильно разрезан и что зазоры достаточно малы для соединения металлов, вы должны будете предпринять ряд шагов в этом процессе, как только вы, , станете техником по кузову . Обязательно используйте стыковую сварку, чтобы швы не перекрывали друг друга, и аккуратно сделайте прихваточный шов, чтобы панели правильно прилегали друг к другу.В противном случае листовой металл перегреется и деформируется.
Продолжайте этот процесс медленно и равномерно, прежде чем вы увидите, что вокруг сварных швов образуются зазоры. Удалите лишние сварные швы с помощью угловой шлифовальной машины, затем сварите швы и заделайте зазоры. Дайте сварному шву остыть, чтобы избежать деформации, затем отшлифуйте сварные швы перед обработкой грунтовкой, чтобы предотвратить ржавчину.
Важно дать сварному шву остыть во избежание коробления или деформации.
Делая эти шаги, стоит также помнить об этих указателях
Профессионалы, прошедшие курс обучения кузовному оборудованию , знают, что правильно и безопасно сварка — это искусство.Помните, что стыковая сварка — более эффективный процесс, чем сварка внахлест. Сварочный аппарат также должен быть настроен на минимальную мощность, чтобы не образовывались большие дыры. Это особенно актуально, поскольку более толстые металлические детали не так подвержены короблению или тепловым деформациям. Наконец, нельзя недооценивать важность безопасности, поэтому не забудьте надеть подходящие очки и защитные перчатки, чтобы избежать воздействия УФ-излучения и паров.
Хотите начать обучение техников по кузову ?
Обратитесь в автомобильные учебные центры, чтобы узнать больше!
Категории: Новости УВД, Суррей
Теги: обучение автомехаников, обучение автомехаников, стать автомехаником
Купить Автоматическая машина для изготовления катодных электродов для литиевых батарей, Автоматическая машина для изготовления катодных электродов для литиевых батарей Поставщики
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Свяжитесь с нами для получения дополнительной информации. об этой автоматической машине для изготовления аккумуляторных электродов (сварка язычков, наклеивание клейкой ленты).
Это оборудование представляет собой специальное производственное оборудование для производства литий-ионных аккумуляторов.
1. продольный рулонный электрод подвешивается на разматывающем валу оборудования, после контроля натяжения, коррекции отклонения разгрузки материала, надэлектродный ролик отправляется на часть приварки выступов (ультразвуковая сварка) для приварки выступов, тяги к набору положение, автоматическая вставка два, после устройства всасывания пыли, тяговый механизм, готовая цельная деталь электрода, автоматический ветер всего рулона.
2. Выбор контрольной точки заключается в использовании начальной точки покрытия на электроде в качестве разделительной линии для позиционирования, в качестве контрольной точки приварки язычка; Промежуточный процесс оборудования — это определение того, приварен ли язычок. , определение того, приклеена ли лента и т. д. Как только обнаруживается, что нет сварки или клейкой ленты, вы можете вручную нажать переключатель, чтобы вернуть тягу электрода, восстановить сварку, субсидии. сделать весь рулонный электрод автоматически перекрывает верхний язычок , автоматически отправляет электрод, наклеивает защитную ленту на электрод и язычок, и автоматически захватывает весь рулон готового электрода.
| Элемент | Требование | инструкции | Замечание |
| Размер электрода | Толщина 90–250 мкм. Ширина 40-130 мм | Отсутствие складок и волнистых краев через ролик электрода. | |
| Длина одного электрода | 300 мм-2000 мм | ||
| Ширина вкладки | 3、4、5、6мм | ||
| Ширина защитной ленты | 6-20 | Регулируемая ширина | Группа палки |
| Длина клеевого стержня | 40мм-80мм | ||
| Длина вкладки | 30 мм-80 мм | ||
| длина выступа на выступе | 10 мм-25 мм | пластиковые пакеты с вкладками | |
| Точность положения ленты язычка | ± 0.5мм | ||
| длина защитной ленты язычка точность положения | ± 0,5 мм , два механизмы налипания защитного клея | ||
| Погрешность длины приварки язычка | ± 0.5 мм, без коробления деформация в выступе, а концевые заусенцы срезаются ≤0,01 мм. эффективная жизнь ≥1 миллион раз | ||
| Ошибка положения при сварке вкладки | ± 0,5 мм , эффективный зона сварки ≥80% , Сварка напряжение≥15Н , Нет сварка и виртуальная сварка, эффективный срок службы сварочной головки и сварки место ≥1 миллион раз | Группа сварочных заведений | |
| Перекос при сварке выступа | ± 2 ° | ||
| Функция ветра | Точность центровки ± 1 мм, с противовзрывной кромкой прокатки механизм | ||
| Скорость | 1 сварка вкладки один раз, скорость составляет около ≥20 шт. / Мин. | В пределах 1700 мм | Опубликовать один раз |
| Процент прохода продукта | ≥97% | ||
| Коэффициент использования | ≥94% | ||
| Стандарт ультразвуковой сварки | Китай | Кепу | |
| Сервоуправление | Дельта | ||
| метод чистки электродной пленки щеткой | При перемотке валика комплектуется щеткой и пылью устройство для сбора и всасывает |
ДИСПЛЕЙ ПРОДУКТА
Skype: amywangbest86
Whatsapp / Телефон: +86181 2071 5609
.