Хонингование цилиндров: что это такое?

Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование. Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров

Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
krutimotor.ru
Хонинговальные головки | Хонголовки с ручной регулировкой
Хонинговальная головка (инструмент с ручной регулировкой и шарниром)
Данная хонинговальная головка – это ручной инструмент, который состоит из самой хонинговальной головки, колодки для брусков, адаптера и удлинительного стержня. Представленная в 5 моделях хонинговальная головка для ручного хонингования имеет широкий диапазон обработки. Она может применяться с различного рода оборудованием, включая ручные дрели, радиально-сверлильные станки, токарные станки и другие станки общего назначения. Помимо превосходной эффективности обработки наши хоны позволяют снизить стоимость станка. Для получения более подробной информации о хонинговальных головках с ручной регулировкой и шарниром не стесняйтесь обращаться к нам.
Технические параметры| Диаметр обрабатываемого отверстия | Модель хонинговальной головки |
| 31.8-47.8 | SNJ-10 |
| 43.5-51.5 | SN-75 |
| 50.1-66 | JN-95 |
| 64-178 | AN-112 |
| 64-310 | ANR-275 |
Примечание
1. Благодаря тому, что данный инструмент может быть оснащен различными колодками для брусков, он имеет более широкий диапазон применения. При необходимости Вам только потребуется заменить хонинговальные бруски.
2. Для хонинговальной головки данной серии доступно несколько видов удлинительных стержней, каждый из которых предназначен для обработки отверстий определенной длины.
3. Специально разработанный адаптер может быть соединен с электродрелью с такими же характеристиками. Вы можете заказать адаптеры, изготовленные в соответствии с Вашими требованиями. Хонинговальная головка также может быть соединена с радиально-сверлильными и другими станками.
| Диаметр заготовки (мм) | Модель хонинговальной головки | Модель осёлка, направляющего башмака и держателя | Модель выдвижной штанги | Модель адаптера |
| 64-98 | AN-112 | G25 | AN-241, длина 305 мм AN-242, длина 610 мм AN-244, длина 1220 мм Диаметр∮16 мм | Длина AN-26A: 79.5 мм. Длина стороны шестигранника: 12.7 мм. |
| 69-98 | AN-112 | M27 | ||
| 89-140 | AN-112 | N37 | ||
| 102-154 | AN-112 | W47 | ||
| 112-178 | AN-112 | Y57 |
Примечания
1. Для хонингования заготовок диаметром 64-178 мм необходимо использовать несколько держателей одновременно. Помните о необходимости своевременного ремонта поврежденных держателей.
2. Выдвижные штанги применяются для обработки особо длинных заготовок.
3. Стандартные адаптеры могут быть присоединены к ручной дрели. Адаптеры специальной конструкции могут применяться в радиально-сверлильных и токарных станках. Свяжитесь с нами напрямую, и мы поможем Вам выбрать правильную модель.
| Диаметр заготовки (мм) | Штурвал-адаптер 50.8 | Модель хонинговальной головки | Модель осёлка, направляющего башмака и держателя | Модель выдвижной штанги | Адаптер | Примечания |
| 64-98 | SDJT50.8 | MPS-H70 | HNG25 | 01SE-50.8-150 13. 01SE-50.8-200 14. 01SE-50.8-300 15. 01SE-50.8-400 16. 01SE-50.8-500 17. | Свяжитесь с нами напрямую, и мы поможем Вам выбрать оптимальную модель адаптера в соответствии с параметрами имеющегося оборудования. | нет |
| 87-110 | MPS-M2085 | нет | ||||
| 110-150 | MPS-M2110 | нет | ||||
| 150-190 | KMPSH70-150 | |||||
| 190-250 | KMPSH70-190 | |||||
| 250-310 | KMPSH70-250 |
Примечания:
1. Для хонингования заготовок диаметром 64-310 мм необходимо использовать несколько держателей одновременно. Помните о необходимости своевременного ремонта поврежденных держателей.
2. Выдвижные штанги применяются для обработки особо длинных заготовок.
3. Адаптеры специальной конструкции могут применяться в радиально-сверлильных станках. Адаптеры могут быть выполнены с конусом Морзе №3, №4, №5 и т.д. и применяться в других станках вертикального типа. Свяжитесь с нами напрямую, и мы поможем Вам выбрать правильную модель.
honingmachines.ru
Хонинговальная головка (однопроходная хонинговальная головка с алмазными брусками)


Являясь профессиональным производителем хонинговальных станков, компания Honing также предлагает своим клиентам соответствующие хонинговальные головки различного типа. Благодаря поддержке квалифицированных научно-исследовательской и производственной команд мы можем предоставить отличные решения по хонингованию, а также специально разработанные хонголовки. Хонинговальная головка данной серии имеет абразивную насадку. Изготовленная из импортных абразивных материалов, она является одним из лучших инструментов для массового производства высокопрецизионных деталей. Отличительными характеристиками являются более высокая производительность, точность обработки и более длительный срок службы. Длина абразивной насадки может быть увеличена в соответствии с требованиями применения.
Однопроходная хонинговальная головка имеет ограниченную область применения в силу применяемого материала и объема обрабатываемых деталей. Диапазон хонингования не должен превышать диапазона регулировки алмазной шлифовальной насадки. В связи с этим хонинговальная головка с абразивной насадкой особенно подходит для отверстий малого диаметра. Она широко используется для хонингования деталей из чугуна и стали. Для получения более подробной информации о данном продукте или предоставляемых услугах не стесняйтесь обращаться к нам.
Технические параметры
| Модель | Диаметр (d1) | Код абразивной насадки D3/D5/D7/D8/D0(XX) | Длина абразивной насадки (L) | Выбор абразивной насадки в соответствии с длиной изделия | |
| Длина абразивной насадки | Длина изделия | ||||
| 4-HPH-d1-L | ¢9.5-9.9 | 4-HPH-d1-XX-L | 65/76/90 | 65 | Изделие < 28 |
| 5-HPH-d1-L | ¢9.9-12 | 5-HPH-d1-XX-L | 65/76/90 | 76 | 25< Изделие < 35 |
| 6-HPH-d1-L | ¢11.9-13.5 | 6-HPH-d1-XX-L | 65/76/90/101 | 90 | 33 < Изделие < 45 |
| 7-HPH-d1-L | ¢13.4-17 | 7-HPH-d1-XX-L | 65/76/90/101 | 101 | 43< Изделие < 56 |
| 8-HPH-d1-L | ¢16.9-20 | 8-HPH-d1-XX-L | 65/76/90/101/127 | 127 | 55 < Изделие < 76 |
| 9-HPH-d1-L | ¢21.9-24 | 9-HPH-d1-XX-L | 65/76/90/101/127 | ||
Компоненты
1. Адаптер 2. Оправка 3. Абразивная насадка 4. Уплотнение 5. Винт
www.cnhoning.ru
Хонинговальная головка (инструмент с ручной регулировкой и шарниром)


Данная хонинговальная головка – это ручной инструмент, который состоит из самой хонинговальной головки, колодки для брусков, адаптера и удлинительного стержня. Представленная в 5 моделях хонинговальная головка для ручного хонингования имеет широкий диапазон обработки. Она может применяться с различного рода оборудованием, включая ручные дрели, радиально-сверлильные станки, токарные станки и другие станки общего назначения. Помимо превосходной эффективности обработки наши хоны позволяют снизить стоимость станка. Для получения более подробной информации о хонинговальных головках с ручной регулировкой и шарниром не стесняйтесь обращаться к нам.
Технические параметры
| Диаметр обрабатываемого отверстия | Модель хонинговальной головки |
| 31.8-47.8 | SNJ-10 |
| 43.5-51.5 | SN-75 |
| 50.1-66 | JN-95 |
| 64-178 | AN-112 |
| 64-310 | ANR-275 |
Структура
Примечание
1. Благодаря тому, что данный инструмент может быть оснащен различными колодками для брусков, он имеет более широкий диапазон применения. При необходимости Вам только потребуется заменить хонинговальные бруски.
2. Для хонинговальной головки данной серии доступно несколько видов удлинительных стержней, каждый из которых предназначен для обработки отверстий определенной длины.
3. Специально разработанный адаптер может быть соединен с электродрелью с такими же характеристиками. Вы можете заказать адаптеры, изготовленные в соответствии с Вашими требованиями. Хонинговальная головка также может быть соединена с радиально-сверлильными и другими станками.
AN-112
| Диаметр заготовки (мм) | Модель хонинговальной головки | Модель осёлка, направляющего башмака и держателя | Модель выдвижной штанги | Модель адаптера |
| 64-98 | AN-112 | G25 | AN-241, длина 305 мм AN-242, длина 610 мм AN-244, длина 1220 мм Диаметр∮16 мм | Длина AN-26A: 79.5 мм. Длина стороны шестигранника: 12.7 мм. |
| 69-98 | AN-112 | M27 | ||
| 89-140 | AN-112 | N37 | ||
| 102-154 | AN-112 | W47 | ||
| 112-178 | AN-112 | Y57 |
Примечания
1. Для хонингования заготовок диаметром 64-178 мм необходимо использовать несколько держателей одновременно. Помните о необходимости своевременного ремонта поврежденных держателей.
2. Выдвижные штанги применяются для обработки особо длинных заготовок.
3. Стандартные адаптеры могут быть присоединены к ручной дрели. Адаптеры специальной конструкции могут применяться в радиально-сверлильных и токарных станках. Свяжитесь с нами напрямую, и мы поможем Вам выбрать правильную модель.
ANR-275
| Диаметр заготовки (мм) | Штурвал-адаптер 50.8 | Модель хонинговальной головки | Модель осёлка, направляющего башмака и держателя | Модель выдвижной штанги | Адаптер | Примечания |
| 64-98 | SDJT50.8 | MPS-H70 | HNG25 | 01SE-50.8-150 13. 01SE-50.8-200 14. 01SE-50.8-300 15. 01SE-50.8-400 16. 01SE-50.8-500 17. | Свяжитесь с нами напрямую, и мы поможем Вам выбрать оптимальную модель адаптера в соответствии с параметрами имеющегося оборудования. | нет |
| 87-110 | MPS-M2085 | нет | ||||
| 110-150 | MPS-M2110 | нет | ||||
| 150-190 | KMPSH70-150 | |||||
| 190-250 | KMPSH70-190 | |||||
| 250-310 | KMPSH70-250 |
Примечания:
1. Для хонингования заготовок диаметром 64-310 мм необходимо использовать несколько держателей одновременно. Помните о необходимости своевременного ремонта поврежденных держателей.
2. Выдвижные штанги применяются для обработки особо длинных заготовок.
3. Адаптеры специальной конструкции могут применяться в радиально-сверлильных станках. Адаптеры могут быть выполнены с конусом Морзе №3, №4, №5 и т.д. и применяться в других станках вертикального типа. Свяжитесь с нами напрямую, и мы поможем Вам выбрать правильную модель.
www.cnhoning.ru
| Хонинговальная головка (аналог AN-112) | 1 шт. | запрос |
| Штурвал-адаптер c хонголовкой в сборе (для станка 3К833) | 1 кт | запрос |
| Хонинговальные бруски “Sunnen” грубые, чистовые, финишные, диаметр обработки 63 – 104 мм | 1 кт | запрос |
| Хонинговальные бруски “Sunnen” грубые, чистовые, финишные, диаметр обработки 89 – 139 мм | 1 кт | запрос |
| Мастер-холдеры “Sunnen” AN-355, однобрусковые, диаметр обработки 119-178 мм, длина цилиндра до 200 мм | 1 кт | запрос |
| Мастер-холдеры “Sunnen” AN-365, однобрусковые, диаметр обработки 152-229 мм, длина цилиндра до 200 мм | 1 кт | запрос |
| Мастер-холдеры “Sunnen” AN-855, однобрусковые, диаметр обработки 119-178 мм, длина цилиндра более 200 мм | 1 кт | запрос |
| Мастер-холдеры “Sunnen” AN-865, однобрусковые, диаметр обработки 152-229 мм, длина цилиндра более 200 мм | 1 кт | запрос |
| Суппорт “Sunnen” AN-260, используется при обработке диаметров более 152 мм | 1 кт | запрос |
| Хон. бруски “Sunnen” AN-106 (грубые), AN-206 (грубые), AN-306 (чистовые), AN-506 (финишные), диаметр от 119 до 381 мм, по чугуну | 1 кт | запрос |
| Хон. бруски “Sunnen” W47-J87 (суперфиниш) и WW51-CO5 (полировальные), диаметр от 119 до 381 мм, по чугуну и стали | 1 кт | запрос |
| Хон. бруски “Sunnen” AN-206А (грубые), AN-506А (финишные), диаметр от 119 до 381 мм, по стали | 1 кт | запрос |
|
Хон. бруски “Sunnen” AN-136 (грубые), AN-236 (грубые), AN-506
(финишные), диаметр от 119 до 381 мм, по закаленным гильзам |
1 кт | запрос |
|
Хон. бруски “Sunnen”
W47-J85 (суперфиниш) и WW51-CO5 (полировальные), диаметр от 119
до 381 мм, по закаленным гильзам |
1 кт | запрос |
| Платохонинговальные щетки (для головки AN-112) | 1 кт | запрос |
| Алмазные хонинговальные бруски на холдерах для головки AN-111, AN-112 и AN-815 (только грубые: 250/200, 315/250) | 1 кт | запрос |
www.honing.ru
Прайс-лист
г.Самара, Заводское шоссе 29А
Главная \ Хонинговальные головки Прайс-листЦена на хонголовки напрямую зависит от ее конструктивной особенности:
— величина обрабатываемого диаметра (мм.)
— количество алмазных брусков на головке (от 4 до 10шт.)
— длина режущей поверхности (длина алмазного бруска от30 до 250мм.)
— выбранная Вами форма оплаты (наличный, безналичный расчет).
| № | Наименование и хар-ки | Примечание | Цена |
|---|---|---|---|
| 1 | Хонинговальные головки ф30-50мм кол-во брусков: от 4 до 6шт. длина бруска от 50 до 250мм. | Алмазный брусок Головка полностью готова к работе. | от 16т.р. |
| 2 | Хонинговальные головки ф50-120мм кол-во брусков: от 6 до 10шт. | Алмазный брусок Головка полностью готова к работе. | от 18т.р. |
| 3 |
Изготовление хонинговальных головок и прочей оснастки по вашим чертежам.
| В зависимости от сложности (состовляется смета) | обсуждается |
| 4 |
Станки Хонинговальные
| Цены, сроки поставки, уточнять. | |
profhoning.ru
Хонинговальные головки для отверстий малого диаметра

Хонинговальная головка (инструмент для обработки отверстий малого диаметра)
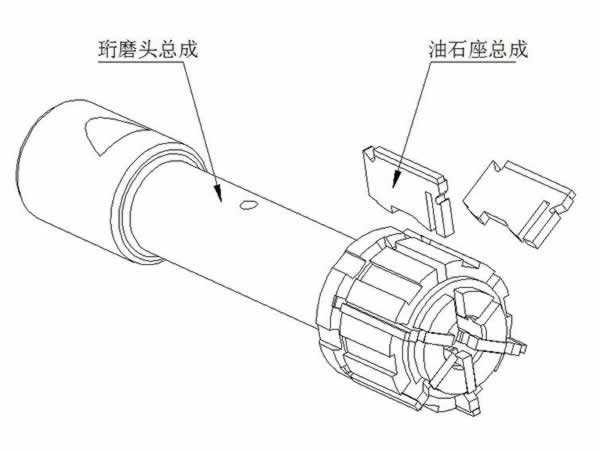
Хонинговальная головка (хон) с одним бруском предназначена для обработки внутренних отверстий и улучшения качества отделки поверхности их внутренних стенок. Мы разработали несколько моделей хонинговальных головок в зависимости от размеров отверстия. Каждая головка состоит из адаптера, оправки, клина, фиксатора бруска, центрующей втулки, втулки для правки брусков и хонинговального бруска. Все эти детали собраны с особой тщательностью и приводятся в действие станком. Взаимодействуя между собой, они обрабатывают отверстия с максимальной точностью.
Данная серия хонинговальных головок была разработана для хонингования отверстий с малым диаметром (минимальный диаметр: 2.54 мм). Опираясь на наш научно-исследовательский и производственный потенциал, мы можем предложить индивидуальное производство хонов в соответствии с ТЗ заданием заказчика. Для получения более подробной информации о данном продукте, пожалуйста, свяжитесь с нами.
Компоненты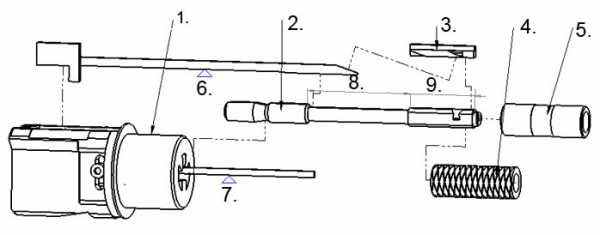
| 1. Адаптер | 2. Оправка | 3. Хонинговальный брусок |
| 4. Центрующая втулка | 5. Втулка для правки брусков | 6. Клин |
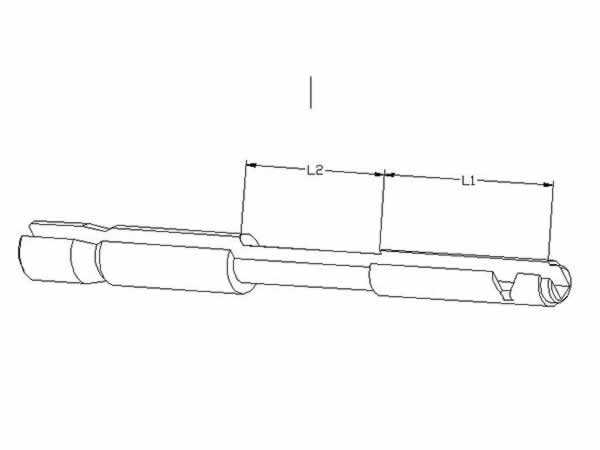
| 7. Центральный стержень | 8. Длина хвостовика | 9. Длина колодки |
Типичные слова: K,BL,JK,L
Стандартные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 2.54-18.90 мм.
K: стандартная оправка
BL: камень длиннее K оправки
JK: длина стержня больше, чем у оправки
L: длина стержня больше, чем у оправки BL
ОБРАЗЕЦ: K3-100CH
Типичные слова: AK, JAK,BAL,AL,ATK,
Стандартные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров 18,90-36 мм.
ОБРАЗЕЦ: AK20-744AH
ОБРАЗЕЦ: AK20-744UACH, у оправки есть гильдии.
Типичные слова: Y,AAY,
Стандартные оправки для открытых отверстий с ключевыми слотами. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 6,22-34,93 мм.
ОБРАЗЕЦ: Y8-245BH
Типичное слово: M
Стандартные оправки для глухих отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 4.7-18.90 мм.
ОБРАЗЕЦ: MK6-01AH
Типичное слово: D-Y-
Стандартные многокамерные оправки для открытых отверстий с ключевыми слотами. Они предназначены для разных диаметров и длин.
Диапазон диаметров 24-42 мм.
ОБРАЗЕЦ: D4Y24-44
Типичное слово: D-
Стандартные многокамерные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 19,8-52,27 мм.
ОБРАЗЕЦ: D4K8-20
Типичное слово : MD
Стандартные многокамерные оправки для глухих отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 20,6-35,4 мм.
ОБРАЗЕЦ: MD4-2K8-20.65
honingmachines.ru