Зил 130 — Ремонт деталей коробки передач
Картер коробки передач. Картер коробки передач изготовлен из серого чугуна СЧ18-36 твердостью НВ 179—229. Основные дефекты, а также величины допустимых без ремонта размеров картера приведены в табл. 36.
При срыве резьбы в резьбовых отверстиях до двух ниток резьбу прогоняют метчиком. Дефектом картера коробки передач является излом болтов в резьбовых отверстиях при разборочно-сборочных работах. Для удаления сломанного болта картер закрепляют на столе сверлильного станка и, предварительно накернив центр, сверлят отверстие. В просверленное отверстие забивают квадрат и вывертывают сломанную часть болта. Затем необходимо в резьбовом отверстии метчиком прогнать резьбу.
При износе или срыве резьбы более двух ниток в резьбовые отверстия картера вставляют футорки. Для этого в картере коробки передач рассверливают изношенные резьбовые отверстия для резьбы М10 до 0 14,3 мм и резьбы М12 до 0 16,2 мм. В рассверленных отверстиях нарезают резьбу М16 X 1,5 и М18 X 1,5.
тывают футорки, отрезают их заподлицо с основным металлом, рас-кернивают в трех равнорасположенных местах по окружности, зачищают плоскости и нарезают резьбу номинального размера.
При наличии трещин длиной до 50 мм картер устанавливают на стол сверлильного станка и сверлом 0 6 мм просверливают отверстия по концам трещин. Затем расфасовывают трещину по всей длине с обеих сторон под углом 90° и фаской 3×3 мм и заваривают подготовленную для сварки трещину на поверхности корпуса прерывистым сплошным швом с припуском 0,5 мм на зачистку. Для этого применяют мед-но-железные электроды ОЗЧ— 1 0 4 мм. Электрод имеет покрытие марки УОНИ-13/55 с добавлением железного порошка в количестве 18— 20% от веса меди. Также можно использовать электроды из обычной малоуглеродистой стальной проволоки с обмазкой, состоящей из 74% мела, 6 канифоли и 20% жидкого стекла или 80% мела и 20% жидкого стекла. Высокое качество заварки можно получить только при тщательной подготовке места заварки и определенной последовательности наложения сварных швов с соблюдением соответствующего теплового режима.
Место заварки должно быть очищено от грязи, ржавчины и краски. Картер обезжиривают в 1%-ном растворе каустической соды, нагретой до температуры 75—80° С, и промывают в горячей воде при температуре 75—80° С. Сварку ведут постоянным током с силой 150—160 а. Трещину заваривают прерывистыми участками длиной 15—25 мм. При этом место заварки постоянно и равномерно нагревают для уменьшения внутренних напряжений. Сначала заваривают концы трещин в два прохода. На первый валик, не отрывая дуги, наплавляют второй валик так, чтобы он не касался поверхности детали. Затем в таком же порядке наплавляют трещину по всей длине в указанной последовательности с правой и левой сторон. После наплавки валикам дают остыть для выравнивания температуры в месте сварки с температурой поверхности картера, а затем наплавляют соединительный валик, закрывающий трещину. Наплавку соединительного валика также ведут по участкам с перерывами для охлаждения и выравнивания температуры.
После заварки трещины картер устанавливают на подставку и зачищают абразивным кругом электрошлифовальной машинки сварной шов заподлицо с основным металлом.
При сколах лапок крепления картера, бобышек резьбовых отверстий крепления крышек люков, а также износах резьбовых отверстий и отверстий крепления коробки передач картер устанавливают на стол сверлильного станка, рассверливают изношенные резьбовые отверстия до 016 мм и разделывают края обломанных лапок крепления картера при помощи зубила и абразивного круга электрошлифовальной машинки. Подготовленный для сварки картер коробки передач устанавливают в электропечь и предварительно нагревают до температуры 200—¦ 250°С в течение 20—25 мин. После этого картер нагревают до температуры 600—650° С и выдерживают его в печи в течение 15—20 мин. Нагретый картер устанавливают на сварочный стол и накрывают теплоизоляционным кожухом, открывая места, подлежащие сварке.
Места, подлежащие сварке, зачищают металлической щеткой, а затем наплавляют лапки крепления картера, заплавляют отверстия лапок, наплавляют бобышки, заплавляют отверстия бобышек и рассверленные резьбовые отверстия, оставляя в местах сварки припуск 0,5 мм на механическую обработку. Во время сварки температура картера не должна быть ниже 400° С. Сварку проводят науглероживающим аце-тилено-кислородным пламенем, используя наконечник № 3—4 и в качестве присадочного материала чугунный пруток диаметром 6 мм, который должен содержать кремния не менее 2,5%. Заваренный картер повторно нагревают в печи до температуры 600—650° С и охлаждают вместе с печью. В заваренных картерах не допускаются трещины и раковины на сварных швах.
Во время сварки температура картера не должна быть ниже 400° С. Сварку проводят науглероживающим аце-тилено-кислородным пламенем, используя наконечник № 3—4 и в качестве присадочного материала чугунный пруток диаметром 6 мм, который должен содержать кремния не менее 2,5%. Заваренный картер повторно нагревают в печи до температуры 600—650° С и охлаждают вместе с печью. В заваренных картерах не допускаются трещины и раковины на сварных швах.
Установив картер на слесарную подставку, абразивным кругом электрошлифовальной машинки зачищают наплывы металла заподлицо с основным металлом и напильником обрабатывают контуры бобышек. Закрепив картер коробки передач на столе сверлильного станка по кондукторам, сверлят заваренные отверстия под резьбу номинального размера.
Трещины на перемычке отверстий под подшипники ведомого и промежуточного валов, а также трещины на поверхности картера длиной более 50 мм заваривают горячим способом. Предварительно картер коробки передач закрепляют на столе сверлильного станка и сверлят отверстие 0 6 мм напроход по всей длине трещины между подшипниками, оставляя перемычки между отверстиями не более 0,5 мм. Затем легкими ударами молотка по зубилу разрубают перемычки между отверстиями. Концы трещин на поверхности картера перед сваркой за-сверливают напроход сверлом 0 5 мм. При этом отверстие должно полностью перекрывать трещину.
Затем легкими ударами молотка по зубилу разрубают перемычки между отверстиями. Концы трещин на поверхности картера перед сваркой за-сверливают напроход сверлом 0 5 мм. При этом отверстие должно полностью перекрывать трещину.
Отверстия под ось блока шестерен заднего хода, изношенные более допустимых размеров, развертывают в линию на вертикально-сверлильном станке; под задний конец оси до диаметра 32,2+0’039 мм, под передний
конец до диаметра ЗО,2+0,02-0,013 мм и 30,4+0,02-0,013 мм, что соответствует первому и второму ремонтным размерам. При износе отверстий под ось блока шестерен заднего хода более ремонтных размеров картер гильзуют. Для этого картер коробки передач устанавливают в приспособление расточного станка и выверяют совмещение осей шпинделя и отверстий. Закрепив деталь в приспособлении, переднее отверстие зенкуют до диаметра 33,5 мм и заднее до диаметра 35,5 мм, а затем их растачивают в линию соответственно до размеров 34А мм и 36А мм. Затем под переднее отверстие растачивают буртик до диаметра 38 мм, а под заднее отверстие до диаметра 40 мм на глубину 2,5 мм и запрессовывают в каждое отверстие втулки до упора.
Основными дефектами картера является износ отверстий под подшипники ведущего и ведомого валов. Этот дефект устраняют постановкой гильз или вневанным осталиванием с предварительной и после -
Рис. 115. Установка картера коробки передач на горизонтально-расточном станке
дующей расточкой отверстий на горизонтально-расточном станке.
Рекомендуемая схема установки картера коробки передач на горизонтально-расточном станке показана на рис. 115. Установка плиты 6 приспособления на столе станка производится по эталонному картеру 1 (двум технологическим отверстиям в плоскости Т2). Для этого на шпиндель 5 станка надевают оправку 4 с индикатором 7, который устанавливают до соприкосновения с плоскостью Т1. При помощи индикатора 7 ось шпинделя станка устанавливают перпендикулярно переднему торцу картера.
Перемещая стол станка и индикатор 8, установленный на оправку 4 вместо индикатора 7, совмещают ось оправки 4 с вертикальной осью растачиваемого отверстия под подшипник ведущего вала.
На этом операция установки плиты приспособления на столе станка по эталонному картеру заканчивается.
На плиту 6 по двум технологическим отверстиям в верхней плоскости картера устанавливают и закрепляют ремонтируемый (растачиваемый) картер. Для выдерживания межосевого расстояния ведомого и промежуточного валов (размер А) в переднее отверстие под подшипник промежуточного вала вставляют оправку 2, на которую надевают индикаторное приспособление 3. Затем, поднимая или опуская шпиндель 5 станка, добиваются, чтобы индикатор этого приспособления при соприкосновении с оправкой 4 показывал ноль. После этого приступают к растачиванию двух отверстий катера.
При восстановлении методом вневанного осталивания изношенные отверстия предварительно растачивают перед началом процесса и окончательно растачивают осталенные отверстия для получения номинальных размеров и соосности отверстий. Перед началом осталивания посадочные места под подшипники, подлежащие остали-ранию, зачищают наждачной бумагой, обезжиривают гашеным карби-
Перед началом осталивания посадочные места под подшипники, подлежащие остали-ранию, зачищают наждачной бумагой, обезжиривают гашеным карби-
дом кальция и промывают гнезда сначала горячей, а затем холодной водой. После подготовки поверхности отверстий под подшипники картер коробки передач устанавливают на стол стенда для вневанного осталивания отверстия под подшипник картера коробки передач ( рис. 116), закрепляют при помощи пневматических зажимов 1 и резиновой прокладки 2, укрепленной на столе под электролит, и герметизируют отверстия.
Рис. 116. Стенд для вневанного осталивания отверстия под подшипник в картере коробки передач
Герметизированное резиновой прокладкой 2 отверстие под подшипник картера коробки передач служит местной ванной под электролит. Для приготовления электролита используют мелкую без следов побежалости и масла стружку из сталей 10, 15 или 20. Измельченную стружку закладывают в сосуд, изготовленный из кислотоупорного материала, в который заливают разбавленную дистиллированной водой (две части кислоты на одну часть воды) соляную
кислоту. В результате химической реакции стружка полностью растворяется в течение 4—5 дней. Полученный электролит хлористого железа профильтровывают через войлочный фильтр. Электролит должен иметь светло-зеленый цвет и плотность 1,29—1,30 при температуре 15° С. Вновь приготовленный раствор электролита можно использовать 2—3 раза. Отработанный электролит перед повторным применением фильтруют через войлочный фильтр.
В результате химической реакции стружка полностью растворяется в течение 4—5 дней. Полученный электролит хлористого железа профильтровывают через войлочный фильтр. Электролит должен иметь светло-зеленый цвет и плотность 1,29—1,30 при температуре 15° С. Вновь приготовленный раствор электролита можно использовать 2—3 раза. Отработанный электролит перед повторным применением фильтруют через войлочный фильтр.
Сменный анод 0 40 мм устанавливают по центру местной ванны и, включив перекидной рубильник так, чтобы деталь была анодом, а оправка катодом, ведут анодную обработку в течение 3—5 мин до достижения температуры электролита, равной 30—40° С. Переключив рубильник и тем самым переменив полюса оправки и детали, выполняют осталивание, продолжительность которого зависит от величины износа гнезда подшипника. За одну минуту на поверхности изношенного гнезда подшипника оседает 0,01 мм металла. Рекомендуемый режим осталивания следующий:
Напряжение, в — 12—14
Сила тока, а — 15—20
Плотность тока, а/дм2 — 10—15
Поверхность осталенного гнезда промывают струей холодной воды, нейтрализуют отработанным карбидом кальция или 10%-ным раствором едкого натра и повторно промывают ее холодной водой. Остален-ная поверхность гнезда должна быть гладкой, без пор, отслоений на-рощенного металла и дендритов.
Остален-ная поверхность гнезда должна быть гладкой, без пор, отслоений на-рощенного металла и дендритов.
Ведущий вал коробки передач. Ведущий вал изготовлен из стали 25ХГМ и цементирован на глубину 0,5—0,7 мм. После термической обработки получается твердость поверхностного слоя НRС 60—65 и твердость сердцевины НRС 35—45.
Ведущий вал бракуют, если он имеет трещины любого характера и расположения, сколы зубьев шестерни и шлиц.
В табл. 37 приведены дефекты ведущего вала коробки передач.
При проверке на биение шеек подшипников ведущий вал устанавливают в центра, предварительно зачистив центровые фаски трехгранным шабером. Индикатором проверяют величину биения шеек подшипников. При биении шеек более 0,03 мм вал правят на прессе. Забоины на зубьях и шлицах устраняют зачисткой шлифовальным кругом, укрепленным на электрошлифовальной машинке. При забитости резьбы 4М56 X 1,5 ее прогоняют плашкой.
При износе шейки под подшипник коленчатого вала более допустимого ведущий вал устанавливают в центрах круглошлифовального станка./53.gif) Изношенную шейку шлифуют шлифовальным кругом ЭК36-60 СМ1 до диаметра 24,7+0,05 мм. Предварительно изолировав места, не подлежащие хромированию, ведущий вал закрепляют на подвеске и опускают в ванну для хромирования. Шейку вала под подшипник коленчатого вала хромируют до диаметра 25,15-0,05 мм. После хромирования шейку вала шлифуют на круглошлифовальном станке шлифовальным кругом 36—60 СМ1 до диаметра 25-0,02-0,04 мм. Аналогичным образом восстанавливают шейку под шариковый подшипник и поверхность маслосгонной канавки. При шлифовании шейки под шариковый подшипник перед хромированием выдерживают диаметр 59,78-0,05 мм, слой хрома наращивают до размера 06О,18_о,о5 мм и окончательно шлифу-
Изношенную шейку шлифуют шлифовальным кругом ЭК36-60 СМ1 до диаметра 24,7+0,05 мм. Предварительно изолировав места, не подлежащие хромированию, ведущий вал закрепляют на подвеске и опускают в ванну для хромирования. Шейку вала под подшипник коленчатого вала хромируют до диаметра 25,15-0,05 мм. После хромирования шейку вала шлифуют на круглошлифовальном станке шлифовальным кругом 36—60 СМ1 до диаметра 25-0,02-0,04 мм. Аналогичным образом восстанавливают шейку под шариковый подшипник и поверхность маслосгонной канавки. При шлифовании шейки под шариковый подшипник перед хромированием выдерживают диаметр 59,78-0,05 мм, слой хрома наращивают до размера 06О,18_о,о5 мм и окончательно шлифу-
ют шейку до диаметра 60+0,003+0,023 мм.
При шлифовании поверхности маслосгонной канавки перед хромированием выдерживают диаметр 37,55-0,05 мм, слой хрома наращивают до диаметра 38,2-0,05 мм и окончательно шлифуют поверхность до
диаметра 38-0,05 ММ.
При износе резьбы М56 X 1,5 или срыве более двух ниток ведущий вал устанавливают на токарный станок и проходным резцом с пластиной Т15К6 обтачивают изношенную резьбу до основного металла.
Затем вал устанавливают в центре токарного станка, оборудованного наплавочной головкой ГМВК-1. Резьбовую шейку наплавляют
до 0 60+0,5 мм электродной проволокой II класса ГОСТ 9389—60 диаметром 1,6 мм. Режим наплавки следующий:
Сила тока, а — 150
Напряжение, в — 12—14
Скорость вращения вала, об/мин . . 3,5—4,0
» подачи проволоки, м/мин 1,2
Резьбовую шейку наплавляют без применения охлаждающей эмульсии.
После наплавки проверяют биение шеек вала, которое должно быть не более 0,03 мм, и при необходимости правят на прессе. Наплавленный резьбовой конец вала с торца подрезают на токарном станке «как чисто», протачивают шейку до диаметра 56-0,1 мм и нарезают резьбу М56 X 1,5. Шлифовальным кругом, закрепленным на электрошлифовальной машинке, зачищают наплывы и брызги металла, образовавшиеся во время наплавки на ведущем валу. Окончательной операцией по восстановлению изношенной резьбы является фрезерование паза на резьбовой шейке. Для этого ведущий вал закрепляют в тисках на столе фрезерного станка и фрезеруют дисковой фрезой 0 50 х 6 мм паз на глубину 4 мм шириной 6 мм на длине 7 мм под углом 45° к оси вала с последующей прогонкой резьбы.
Для этого ведущий вал закрепляют в тисках на столе фрезерного станка и фрезеруют дисковой фрезой 0 50 х 6 мм паз на глубину 4 мм шириной 6 мм на длине 7 мм под углом 45° к оси вала с последующей прогонкой резьбы.
Изношенный более допустимого размера шлицевой конец ведущего вала ремонтируют постановкой дополнительной ремонтной детали. Для этого шлицевой конец устанавливают в индуктор установки т. в. ч. и отжигают на длине 51 мм. Твердость после отжига характеризуется отпечатком 3,9—4,5 мм. Перед механической обработкой вал устанавливают в центрах и проверяют индикатором биение шлицевого наконечника. При биении шлицевого наконечника более 0,05 мм вал правят под прессом. Установив и закрепив ведущий вал на токарном станке, проходным резцом с пластинкой из сплава Т15К6 делают на расстоянии 110,5 мм от торца зубьев шестерни углубление до 0 24 мм на длине 20 мм и протачивают конус под углом 60° до 0 24 мм со стороны шестерни. Наконечник 0 24 мм протачивают до диаметра 12+0,075+0,040 мм на длине 20 мм и подрезают край по шаблону 11О_о,25 мм от торца шестерни.
Затем отрезают шлицевой конец уступа Б ( рис. 117) на длину 16-0,1 мм
и снимают фаску 1 X 45°.
Установив ведущий вал на стол пресса уступом вверх и совместив отверстие предварительно изготовленного шлицевого конца с высту-
пом вала, напрессовывают его до упора. В приспособлении с центрами шлицевой наконечник обваривают сплошным швом. После сварки проверяют биение по шейке
Рис. 117. Подготовка ведущего вала для напрессовывания дополнительной ремонтной детали
диаметром 60+0,003+0,023 мм, которое должно быть не более 0,03 мм, а затем ведущий вал устанавливают в центра токарного станка и протачивают наваренный слой металла до диаметра 35+0,1 мм.
Установив в индуктор установки т. в. ч. шлицевой конец на длину 70 мм, а затем шейку ведущего вала 0 25 мм на длину 20 мм, закаливают их на глубину цементированного слоя и отпускают. После термической обработки твердость закаленного слоя должна быть НКС 60—65.
После проверки биения, которое должно быть 0,03 мм, ведущий вал устанавливают в центра круглошлифовального станка и шлифуют
шлицы и шейку соответственно до диаметра 37,8-0,17 17 мм и диаметром 25-0,02-0,04 мм.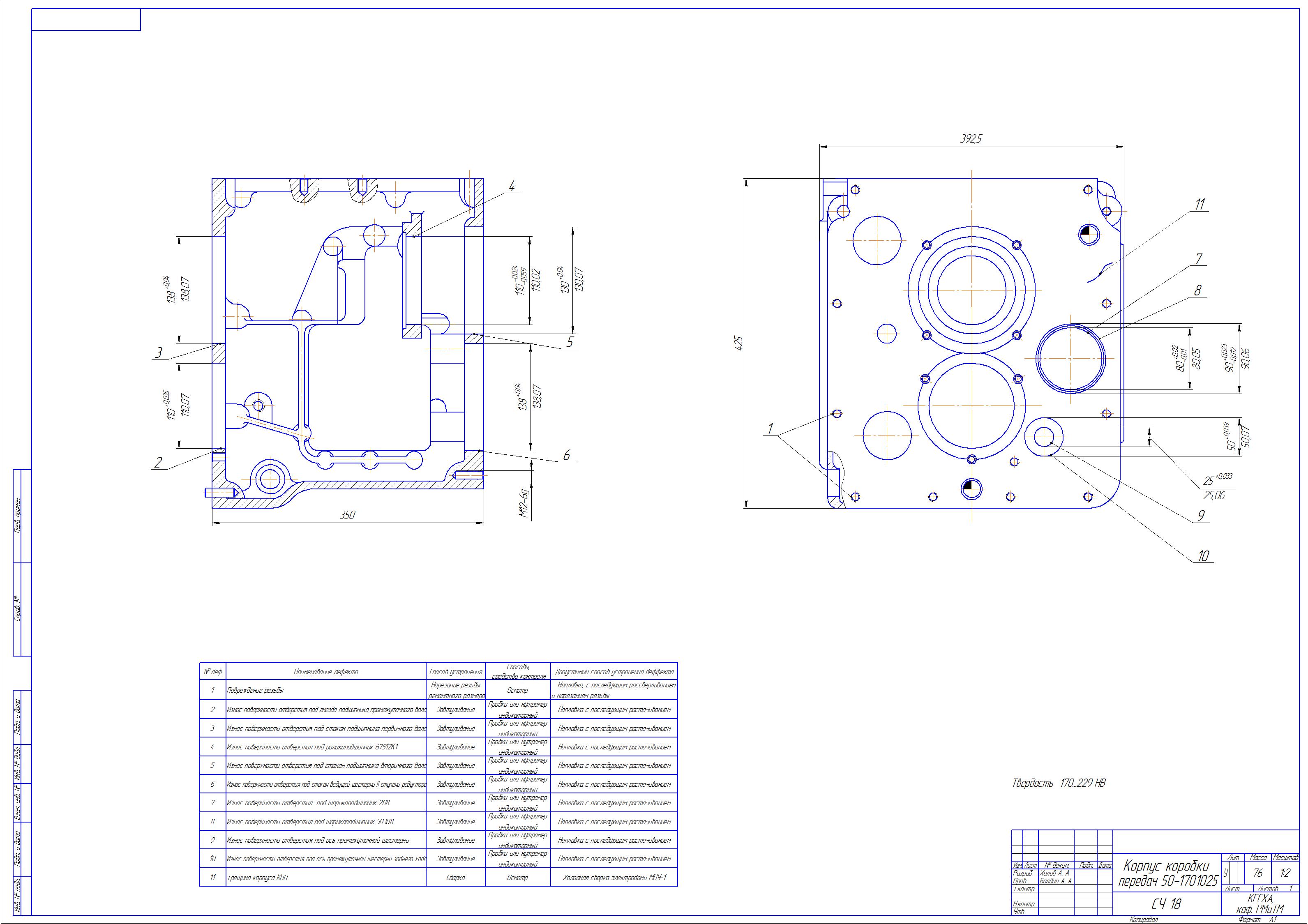
При износе отверстия под роликовый подшипник более допустимого размера ведущий вал устанавливают в патрон с незакаленными кулачками внутришлифовального станка и, принимая за базовую поверхность шейку под подшипник, выверяют по конусной части величину биения, которое должно быть не более 0,03 мм; затем деталь закрепляют.
Отверстие под роликовый подшипник шлифуют под первый ремонтный размер до диаметра 44,18+0,027 мм или под второй до диаметра 44,38+°’027 мм.
Промежуточный вал. Промежуточный вал изготовлен из стали 25ХГМ и цементирован на глубину 0,8—1,1 мм. После термической обработки твердость поверхностного слоя промежуточного вала равна HRC 57—60, а твердость сердцевины — НRС 35—45.
Промежуточный вал бракуют при трещинах и сколах любого характера и расположения. Основные дефекты, а также величины допустимых без ремонта размеров промежуточного вала приведены в табл. 38.
При износе шеек под подшипники и шестерни промежуточный вал предварительно проверяют на биение. 0,05 мм, под шестерню заднего хода до диаметра 55,15±0,05 мм, под шестерню третьей передачи до диаметра 54, 65±0,05 мм, под шестерни постоянного зацепления и четвертой передачи до диаметра 54,15 ±0,05 мм.
0,05 мм, под шестерню заднего хода до диаметра 55,15±0,05 мм, под шестерню третьей передачи до диаметра 54, 65±0,05 мм, под шестерни постоянного зацепления и четвертой передачи до диаметра 54,15 ±0,05 мм.
Шейки, восстановленные слоем хрома, окончательно шлифуют до номинальных размеров.
При износе резьбы М36 X 1,5 резьбовой конец обтачивают до диаметра 34-0,5 мм на всю длину. Затем заплавляют стопорный паз и вибро-
дуговым способом наплавляют резьбовой наконечник до диаметра 38+2,0 мм на длине 14 мм. Наплавленную часть обтачивают до диаметра 35,92-0,17 мм на длину 14,5 мм, нарезают резьбу М36 X 1,5 и снимают фаску 1 X X 45°. Затем фрезеруют стопорный паз радиусом 30 мм на длине 7 мм и глубиной 6 мм.
Крышка заднего подшипника промежуточного вала. Крышка изготовлена из серого чугуна СЧ 15-42 (ГОСТ 1412—54). Основные дефекты, а также величины допустимых без ремонта размеров крышки заднего подшипника приведены в табл. 39.
Забоины на торцовой поверхности под кольцо подшипника зачищают плоским напильником. При износе торцовой поверхности более допустимого размера крышку устанавливают и закрепляют в трехку-лачковом патроне токарного станка и расточным резцом с пластиной ВК8 подрезают торец до номинального размера. При подрезании выдерживают размер 5,45+0,08 мм между торцом и углублением в крышке и радиус 2,0 мм между сопряженными поверхностями.
При износе торцовой поверхности более допустимого размера крышку устанавливают и закрепляют в трехку-лачковом патроне токарного станка и расточным резцом с пластиной ВК8 подрезают торец до номинального размера. При подрезании выдерживают размер 5,45+0,08 мм между торцом и углублением в крышке и радиус 2,0 мм между сопряженными поверхностями.
При сколах ушков, захватывающих отверстие, крышку заднего подшипника устанавливают на сварочный стол, заплавляют отверстие и наплавляют отколотую часть ушка с припуском 0,5 мм на
механическую обработку. Затем, закрепив деталь в слесарных тисках, зачищают абразивным кругом электрошлифовальной машинки с двух сторон наплывы металла и зачищают контур наплавленного ушка. Разметив заплавленные отверстия по шаблону и накернив центры, сверлят отверстия 0 10,7 мм.
Ведомый вал. Ведомый вал изготовлен из стали 25ХГМ и цементирован на глубину 0,8—1,1 мм. В результате термической обработки получается твердость поверхностного слоя НRС 60—65 и твердость сердцевины НRС 35—40. Шестерни первой, второй, третьей и четвертой передач вторичного вала изготовлены из стали 25ХГМ, цементированы и термически обработаны так же, как и ведомый вал. Фланец ведомого вала изготовлен из стали 40Х (ГОСТ 4543—57) и закален т. в. ч. на глубину 1—2,5 мм. Твердость после термической обработки равна НRС 56—62.
Шестерни первой, второй, третьей и четвертой передач вторичного вала изготовлены из стали 25ХГМ, цементированы и термически обработаны так же, как и ведомый вал. Фланец ведомого вала изготовлен из стали 40Х (ГОСТ 4543—57) и закален т. в. ч. на глубину 1—2,5 мм. Твердость после термической обработки равна НRС 56—62.
Ведомый вал бракуют, если он имеет трещины или сколы любого характера и расположения.
В табл. 40 приведены дефекты и допустимые без ремонта размеры ведомого вала.
Для проверки биения шеек подшипников и прогиба ведомый вал устанавливают в центрах, предварительно зачистив центровые фаски, и индикатором проверяют величину биения. При величине биения более 0,03 мм ведомый вал правят под прессом.
Забоины на обработанных поверхностях вала и сколы на шлицах зачищают абразивным кругом.
При срыве не более двух ниток или забитости резьбу МЗЗ X 1,5 прогоняют плашкой.
При износе более допустимого размера шейки под игольчатый подшипник ведомый вал, предварительно проверенный на биение шеек, устанавливают в центра круглошлифовального станка и шлифуют шейку до размера 27,6-0,05 мм. Предварительно изолировав места, не подлежащие хромированию, ведомый вал на подвеске опускают в ванну с раствором электролита. Шейку под роликовый подшипник хромируют до 0 28,1_о,о5 мм. Канавку и фаску вала не хромируют. Хромированную шейку шлифуют до 0 27,95-0,021 мм.
Аналогичным образом ремонтируют шейки под втулку шестерни четвертой передачи, шариковый подшипник, червяк привода спидометра, шестерни второй и третьей передач.
Перед хромированием шейку под втулку шестерни четвертой передачи шлифуют до 0 46,9-0,05 мм, хромируют до 0 47,2-0,05 мм и окончательно шлифуют до 0 47±0,009 мм.
Перед хромированием шейку под шестерню четвертой передачи и червяк привода спидометра шлифуют соответственно до диаметра 49,85-0,05 мм и диаметра 45,85 мм, хромируют до диаметра 50,10-0,05 мм и диаметра 46,10-0,05 мм и окончательно шлифуют до диаметра 50+0,02+0,05 мм и диаметра 46-0,025 мм.
Шейки под шестерни второй и третьей передач перед хромированием шлифуют соответственно до диаметра 60,85 мм и диаметра 51,85 мм, хромируют до диаметра 62,10-0,05 мм и диаметра 52,10-0,05 мм и окончательно шлифуют до диаметра 61-0,06-0,08 мм и диаметра 52-0,06-0,08 мм.
При срыве более двух ниток или износе резьбу МЗЗ х 1,5 ведомого вала восстанавливают так же, как и резьбу М56 X 1,5 ведущего вала. Для этого резьбу протачивают до диаметра 30 мм на всю длину нарезки и наплавляют до О 35+1,0 мм, оставляя незаплавленным торец шлица на расстоянии 1,0 мм. Наплавленную шейку обтачивают до диаметра 32,92-0,17 мм, снимают фаску под углом 45° и нарезают резьбу МЗЗ X 1,5 на длине не менее 21,0 мм.
Стопорный паз на резьбе размером 6 X 5,5 мм фрезеруют на вертикально-фрезерном станке. Резьбовой конец закаливают на установке т. в. ч. и отпускают до твердости НRС 25—40.
Фланец ведомого вала. Изготовлен из стали 40Х ГОСТ 4543—47 и закален т. в. ч. на глубину 1—2,5 мм. После термической обработки твердость металла фланца составляет НRС 56—62.
При трещинах и обломах любого характера и расположения фланец выбраковывают. Основные дефекты, а также величины допустимых без ремонта размеров фланца приведены в табл. 41.
При наличии рисок на шейке под сальник или же на торце фланец закрепляют в слесарных тисках и напильником устраняют следы механических повреждений.
При погнутости отражатель устанавливают на подставку и правят его. Если отражатель имеет износ более допустимого размера или погнутость, которую невозможно выправить, его спрессовывают, а места, где он приварен, зачищают напильником. Затем напрессовывают новый отражатель и приваривают его в четырех равнорасположен-ных точках к корпусу фланца. Высота валка металла при сварке должна быть не более 2 мм.
При короблении более 0,07 мм фланец устанавливают на оправку и закрепляют на токарном станке. Затем подрезным резцом с пластинкой из сплава Т15К6 подрезают фланец и торец буртика до диаметра 95-0,07 мм. При выполнении этих операций необходимо выдерживать высоту фланца не ниже 10 мм, а буртика 3 мм.
Окончательной операцией является снятие фаски размером 0,5 X X 45° на поверхности диаметром 95-0,07 мм.
При износе поверхности шейки под сальник ее наплавляют до диаметром 60+1,0 мм на длине 31 мм от фаски. При наплавке применяют 4— 6%-ный раствор кальцинированной соды для охлаждения места сварки, который подается к охлаждаемой поверхности со скоростью 0,5 л/мин. После наплавки фланец устанавливают на стол пресса и, вставив в шлицевое отверстие прошивку, прошивают шлицы. Затем наплавленную шейку под сальник предварительно шлифуют до диаметра 58,5-0,1 мм и окончательно до диаметра 58-0,12 мм. При биении торца фланца более допустимой величины после наплавки его обрабатывают способом, описанным выше.
Если износилась канавка под стопорное кольцо, фланец устанавливают на сварочную плиту и заваривают канавку, оставляя припуск на механическую обработку, равный 1—1,5 мм. Установив фланец на оправку и закрепив его на токарном станке, обтачивают наваренную поверхность до диаметра 102-0,46 мм и протачивают канавку шириной 3,7 мм до диаметра 96,8 мм, выдерживая размер 10,8 мм от торца фланца.
Крышка коробки передач. Крышка коробки передач изготовлена из серого чугуна СЧ 15-32 ГОСТ 1412—54. Крышку бракуют при трещинах или сколах, захватывающих более половины отверстия под болт или проходящих через отверстия под штоки переключения передач. Основные дефекты, а также величины допустимых без ремонта размеров крышки коробки передач приведены в табл. 42.
При наличии забоин и заусенцев на обработанных поверхностях, а также в отверстиях штоков переключения передач крышку коробки передач закрепляют в слесарных тисках или в приспособлении, а потом напильником и шабером зачищают поврежденные поверхности. Разверткой зачищают забоины и заусенцы в отверстиях под штоки переключения передач.
Если сломан болт в резьбовом отверстии крышки коробки передач, в нем сверлят глухое отверстие 0 6 мм и при помощи квадрата его вывертывают. Затем калибруют резьбу М10 X 1,5.
Отколонные части крышки приваривают, обеспечивая провар на всю толщину детали.
Если отломанная часть утеряна, подгоняют кусок из выбракованной такой же детали. Абразивным кругом электрошлифовальной машинки запиливают по контуру и высоте приваренный кусок заподлицо с основным металлом крышки. Доводку выполняют плоским напильником. По окончании операции щуп 0,15 мм не должен проходить меж-
ду привалочной плоскостью крышки и контрольной плитой. Отверстия диаметром 10,7 мм на приваренной части фланца сверлят по кондуктору.
Трещины на фланце крепления крышки коробки передач разделывают под углом 60°, а концы ее засверливают сверлом 0 5 мм. Подготовленный для сварки трещины фланец крышки заваривают сплошным швом на 1—2 мм выше основного металла. При прохождении трещины через отверстие заваривают отверстие вместе с трещиной. Последующие операции выполняют аналогично вышеописанным.
При срыве или износе резьбы М10 х 1,5 под болты крепления картера рычага крышку закрепляют на столе сверлильного станка и рассверливают отверстия до диаметра 16,3 мм под футорку. Затем в рассверленных отверстиях нарезают резьбу М18 X 1,5, ввертывают футорку заподлицо с основанием крышки, раскернивают в трех симметрично расположенных местах и калибруют резьбу М10 X 1,5.
При износе отверстия под болты крепления крышки к картеру отверстие рассверливают до диаметра 12 мм и заплавляют его электродом до уровня основного металла. Электрошлифовальной машинкой зачищают наплавленные места до уровня основного металла, напильником припиливают плоскость прилегания к картеру коробки передач так, чтобы щуп 0,15 мм не проходил между обработанной плоскостью и плитой. Затем на сверлильном станке по кондуктору на заплавленной части фланца крышки сверлят отверстие диаметром 10,7 мм. Изношенное отверстие под стержни переключения передач гильзуют. Для этого на стол сверлильного станка устанавливают кондуктор и крышку закрепляют в приспособление. Затем отверстия зенкуют в линию поочередно в трех осевых направлениях, выдерживая 021,9 мм, и развертывают до 022 мм. В отверстия запрессовывают гильзы и прихватывают их металлическим электродом в трех точках, расположенных под углом 120°. Затем гильзованные отверстия зенкуют и развертывают до диаметра 19 мм. Аналогично гильзуют и рассверливают до диаментра 10,5 мм и 11,2 мм изношенные отверстия блокирующего механизма.
При износе гнезд под заглушки отверстий стержней и фиксаторов их цекуют соответственно до 026,8 мм и 12,8 мм и устанавливают заглушки ремонтного размера.
Вилка переключения первой передачи и заднего хода. Вилка изготовлена из стали 20 (ГОСТ 1050—57) и цементирована на глубину 0,3— 0,5 мм. Вилки переключения второй — третьей, четвертой — пятой предач изготовлены из стали 25ЛК-1 и цементированы на глубину 0,3—0,5 мм. Твердость поверхностного слоя вилок после термической обработки равна НRС 56—62. Вилки бракуют при трещинах любого характера и расположения. Основные дефекты, а также величины допустимых без ремонта размеров вилок приведены в табл. 43.
Забоины и заусенцы на рабочей поверхности зачищают напильником. Резьбу М10 X 1,5 прогоняют метчиком, если сорвано не более двух ниток.
Если в теле вилки сломан болт, в нем сверлят глухое отверстие 6 мм и при помощи квадрата его вывертывают. Затем резьбу калибруют.
При износе или срыве более двух ниток резьбы М10 X 1 отверстие под резьбу заплавляют до уровня основного металла и, закрепив деталь в слесарных тисках, шлифовальным кругом электрошлифовальной машинки и напильником зачищают наплывы металла до уровня поверхности вилки. Закрепив вилку в кондукторе и установив деталь на стол сверлильного станка, сверлом 08,9 мм сверлят отверстие под резьбу и снимают фаски 1 X 60°. Затем, закрепив деталь в слесарных тисках, нарезают резьбу М10 X 1.
Изношенные торцы лапок вилки более допустимого размера восстанавливают наплавкой. Предварительно лапки вилки проверяют на изгиб в приспособлении. Плоскостность лапок вилки должна быть не более 0,1 мм. При большей величине изгиба вилку правят под прессом. Торцы лапок наплавляют газовой сваркой, используя в качестве присадочного материала сормайт № 1.
Торцы лапок должны быть наплавлены с двух сторон до толщины не менее 10 мм. Брызги металла на поверхности вилки, образовавшиеся во время наплавки, зачищают плоским драчевым напильником. Механическую обработку детали после наплавки выполняют на плоскошлифовальном станке. Для этого вилку закрепляют в приспособлении
и шлифуют торцы лапок с двух сторон, выдерживая размер 9-0,2-0,3 мм.
Аналогичным образом ремонтируют вилки переключения второй — третьей, четвертой — пятой передач.
Шток переключения передач. Шток изготовлен из стали 45 и закален в индукторе установки т. в. ч. на глубину 1—3 мм.
При наличии трещин и отколов любого характера и расположения, а также при выкрашивании закаленного слоя металла штоки бракуют. Основные дефекты, а также величины допустимых без ремонта размеров штоков приведены в табл. 44.
При забоинах и заусенцах на поверхности шток закрепляют в слесарных тисках с мягкими губками и зачищают личным трехгранным напильником поврежденные поверхности.
Изгиб штока проверяют по контрольной втулке. Шток должен свободно входить в отверстие втулки. При заедании шток правят на плите медным молотком.
При износе выемок под фиксатор шток отжигают на установке т. в. ч., штоки переключения первой передачи и заднего хода отжигают на длине 140 мм, а второй •— третьей, четвертой — пятой — на длине 60 мм от торца. После отжига штоки зачищают от окалины напильником и наждачной бумагой и проверяют прямолинейность по втулке. Затем, закрепив шток в приспособлении вертикально-фрезерного станка, фрезеруют лыску: для штоков первой передачи и заднего хода на длине 140 мм; для штоков второй — третьей, четвертой — пятой передач на длине 60 мм. Затем тремя наборами фрез фрезеруют выемки радиусом 5,65+0,1 мм, выдерживая размеры: для штока первой передачи и заднего хода 16,1±0,2 мм, 27±0,1 мм, 30±0,1 мм и 70±0,1 мм и для штоков второй — третьей, четвертой — пятой передач 12±0,1 мм от торца. После механической обработки шток закаливают нагревом т. в. ч., очищают окалину с поверхности и проверяют прямолинейность по контрольной втулке.
Задать вопрос на форуме
Ремонт картера коробки передач и картера сцепления | Сервисное Руководство по ремонту механических коробок передач Школа OCTAVIA II 2004
Страница 2 из 4
4-5 Ремонт картера коробки передач и картера сцепленияНеобходимые специальные инструменты, контрольно-измерительные приборы, вспомогательные средства
♦ Дорн -МР 3-403-
♦ Приставка (адаптер) -МР 3-403/1-
♦ Нажимной диск -МР 3-455-
♦ Нажимной диск -МР 3-460-
♦ Трубчатая деталь-МР 3-450-
♦ Нажимная деталь -МР 3-411-
♦ Монтажный инструмент -МР 3-434- (ходовой винт монтажного инструмента)
♦ Нажимная деталь -МР 3-420-
1 — Картер коробки передач
□ в случае замены: отрегулировать ведущий вал => раздел 35-1 и дифференциал => раздел 39-3
2 — Игольчатый подшипник
□ ведомого вала
□ выбивание => Рис. 1 в 34-5 страница 3
□ заколачивание => Рис. 2 в 34-5 страница 3
3 — Резьбовая пробка маслоналивного отверстия, 25 Нм
□ без магнита
4 — Наружное кольцо (обойма) конического роликоподшипника
□ ведомого вала
□ извлечение и установка => раздел 35-2
□ в случае замены: отрегулировать ведомый вал => раздел 35-2
5 — Регулировочная прокладка
□ ведомого вала
□ перечень действий по регулированию => раздел 39-2
6 — Регулировочная прокладка
□ для ведущего вала
□ перечень действий по регулированию => раздел 39-2
7 — Наружное кольцо (обойма) конического роликоподшипника
□ для ведущего вала
□ извлечение и установка => раздел 35-1
□ в случае замены: отрегулировать ведущий вал => раздел 35-1
8 — Наружное кольцо (обойма) конического роликоподшипника
□ для ведущего вала
□ извлечение и установка => раздел 35-1
□ в случае замены: отрегулировать ведущий вал => раздел 35-1
9 — Игольчатый подшипник без внутреннего кольца (корпус игольчатого подшипника)
□ извлечение и установка => раздел 35-3
10 — Центрирующая втулка
□ (2 шт.)
11 — Картер сцепления
□ в случае замены: перечень действий по регулированию => раздел 39-2
12 — Направляющая гильза с уплотнительным кольцом круглого сечения
□ с уплотнительным кольцом ведущего вала
□ уплотнительное кольцо круглого сечения закреплено на направляющей гильзе В случае повреждения уплотнительного кольца круглого сечения заменить направляющую гильзу.
□ выбивание уплотнительного кольца => Рис. 3 в 34-5 страница 3
□ заколачивание уплотнительного кольца => Рис. 4 в 34-5 страница 4
□ чтобы заменить уплотнительное кольцо, нужно удалить направляющую гильзу
13 — 18 Нм
□ самоконтрящийся
□ всегда заменить
14 — Уплотнительное кольцо
□ для правого вала с фланцем
□ заменить => раздел 39-1
15 — Втулка
□ уплотнительного кольца => поз. 14
□ извлечение рычажным действием => Рис. 5 в 34-5 страница 4
□ запрессовывание => Рис. 6 в 34-5 страница 4
16 — Резьбовая пробка маслосливного отверстия, 25 Нм
□ без магнита
17 — Наружное кольцо (обойма) конического роликоподшипника
□ для дифференциала
□ выпрессовывание и запрессовывание => раздел 39-3
□ в случае замены: отрегулировать дифференциал => раздел 39-3
18 — Магнит
□ удерживается плоскостью разъема картера
19 — Трубка маслопровода
□ встроить трубку маслопровода в картер коробки передач => Рис. 7 в 34-5 страница 5
20 — Наружное кольцо (обойма) конического роликоподшипника
□ для дифференциала
□ выпрессовывание и запрессовывание => раздел 39-3
□ в случае замены: отрегулировать дифференциал => раздел 39-3
21 — Регулировочная прокладка
□ для дифференциала
□ перечень действий по регулированию => раздел 39-2
22 — Уплотнительное кольцо
□ для левого вала с фланцем
□ заменить => раздел 39-1
Рис. 1: Выпрессовывание игольчатого ПО’ дшипника
Рис. 2: Заколачивание игольчатого подшипника до упора
— Застопорить игольчатый подшипник дорном в картере коробки передач в трех, взаимно смещенных на 120° местах.
Рис. 3: Выбивание уплотнительного кольца из направляющей гильзы
Рис. 4: Заколачивание уплотнительного кольца до упора в направляющую гильзу
Рис. 5: Извлечение втулки рычажными движениями отвертки -стрелка-
Рис. 6: Запрессовывание втулки
— Ввинтить ходовой винт -А- из состава монтажного инструмента -МР 3-434- в проставку дифференциала.
— Поворачивая гайку-В-, запрессовать втулку-С-до упора с применением нажимной детали
-МР 3-420-.
Важная информация о МКПП Шкода
У разобранной коробки передач запрессовать втулку с применением нажимной детали -МР 3-420 — до упора.
Рис. 7: Встраивание трубки маслопровода -А- в картер коробки передач
— Вставить трубку маслопровода одновременно в отверстие -стрелка 1- и в канавку -стрелка 2-.
6 Ремонт механизма переключения передач
Необходимые специальные инструменты, контрольно-измерительные приборы, вспомогательные средства
♦ Трубчатая деталь -Т10203-
♦ Трубчатая деталь -МР 3-479-
♦ Гаечный ключ с тарированным моментом затяжки
1 — Вал управления переключением передач с крышкой привода переключения передач
□ нельзя отделять друг от друга
2 — Выключатель для фар заднего хода “F4“
□ затянуть с приложением 20 Нм
□ слегка смазать выступ консистентной смазкой MoS2
3 — Стопорный болт
□ для регулирования механизма переключения передач
□ извлечение => Рис. 1 в 34-6 страница 2
□ запрессовывание=> Рис. 2 в 34-6 страница 2
4- Направляющий рычаг преселектора
□ положение дла сборки => раздел 34-1
5 — Втулка подшипника
6 — Уплотнительное кольцо
□ удалить, действуя отверткой наподобие рычага
□ запрессовывание => Рис. 3 в 34-6 страница 3
7- 23 Нм
□ самоконтрящаяся
□ всегда заменить
8 — Рычаг переключения передач (рычаг управления коробкой передач)
□ установить таким образом, чтобы место с перерывом зубьев вошло в вал управления переключением передач
□ возможно заменить при встроенном механизме переключения передач
□ положение дла сборки => раздел 34-1
9 — Колпачок
□ для удаления воздуха из коробки передач
10- Стопорное кольцо
11 — Пробка
12 — Пружина
□ установлена не у всех коробок передач
□ в случае наличия установить
Рис. 1: Извлечение стопорного болта -А- из крышки привода переключения передач
Рис. 2: Запрессовывание стопорного болта -А- в крышку привода переключения передач
— Устранить внешнюю часть стопорного болта.
— Затем удалить осторожно стопорный болт рычажными движениями отвертки.
Положение для сборки:
Отметка -стрелка- направлена к верхней части вала управления переключением передач.
Рис. 3: Запрессовывание уплотнительного кольца до упора
7 Разборка и сборка вилок переключения передач
Необходимые специальные инструменты, контрольно-измерительные приборы, вспомогательные средства
♦ Нажимной диск -МР 3-407-
♦ Нажимная деталь -Т30100/1-
♦ Монтажный инструмент -МР 5-402-
♦ Нажимная деталь -МР 3-453-
♦ Распорная втулка -МР 3-458-
♦ Загоночное устройство -МР 1-304-
♦ Рычаг-МР 8-602/1-
Важная информация о МКПП Шкода
Вилки переключения передач => поз. 7 в 34-7 страница 1 не нужно разбирать для целей извлечения и установки сегментов, прижимных шайб и шарикоподшипников.
1 — Сегмент переключения передач для включения 5-ой передачи
□ маркировка => Рис. 1 в 34-7 страница 2
□ нужно, чтобы после установки прижимной шайбы можно было еще свободно поворачивать сегмент переключения передач
2 — Прижимная шайба
□ всегда заменить
□ извлечение => Рис. 2 в 34-7 страница 2
□ установка => Рис. 3 в 34-7 страница 3
3 — Вилка включения 5-ой передачи
□ отрегулировать
4- 25 Нм
5 — Фиксатор механизма переключения передач для
5-ой передачи
6 — Шарикоподшипник
□ 4 шт.
□ выпрессовывание => Рис. 4 в 34-7 страница 3
□ запрессовывание => Рис. 5 в 34-7 страница 3
7 — Вилки переключения передач со штоками вилок переключения передач
8 — Сегмент переключения передач для 1-ой/2-ой передач
□ маркировка => Рис. 1 в 34-7 страница 2
□ нужно, чтобы после установки прижимной шайбы можно было еще свободно поворачивать сегмент переключения передач
9 — Сегмент переключения передач для З-ей/4-ой передач
□ маркировка => Рис. 1 в 34-7 страница 2
□ нужно, чтобы после установки прижимной шайбы можно было еще свободно поворачивать сегмент переключения передач
10 — Ползун
11 — Пружина
12 — Вилка переключения передач для включения передачи заднего хода
13 — Опора для вилки переключения передач для включения передачи заднего хода
14 — Стопорное кольцо
Рис. 1: Маркировка сегментов переключения передач
Размер -а-
1 — Сегменты для 1-ой/2-ой передач = 11,4 мм
2 — Сегменты для З-ей/4-ой передач = 7,7 мм
3 — Сегменты для 5-ой передачи = 12,1 мм
Рис. 2: Извлечение прижимной шайбы
— Зажать вилку переключения передач в тиски с защитными губками -В-.
— Удалить зажим -А- рычажным движением по направлению стрелки.
Рис. 3: Установка прижимной шайбы
— Вдавить прижимную шайбу в шлиц сегмента с применением торцового гаечного ключа с рукояткой.
$ Важно
Нужно, чтобы после установки прижимной шайбы можно было еще свободно поворачивать сегмент.
А — торцовый ключ с рукояткой, размер 10 мм В — защитные губки
Рис. 4: Выпрессовывание шарикоподшипника
Важно
При извлечении и установке шарикоподшипника не повредить вилки переключения передач.
Рис. 5: Запрессовывание шарикоподшипника до упора в вилку переключения передач
Штампованное углубление в нажимной детали -Т30100/1- направлено в сторону подшипника.
Рис. 6: Вилка переключения передач с установленными сегментами переключения передач
|
Размер -а- (мм) |
|
|
Вилка переключения передач для включения 1-ой/2-ой передач |
87,2 … 87,4 |
|
Вилка переключения передач для включения 3-ей/4-ой передач |
93,6 … 93,8 |
Правильный подбор сегментов переключения передач => Рис. 1 в 34-7 страница 2
Колеса, валы
1 Ведущий вал
Разборка и сборка ведущего вала
Необходимые специальные инструменты, контрольно-измерительные приборы, вспомогательные средства
♦ Подбойник -МР 3-423-
♦ Нажимной диск -МР 3-455-
♦ Подбойник -МР 3-408-
♦ Трубчатая деталь -МР 3-451 —
♦ Нажимной диск -МР 3-406-
♦ Нажимной диск -МР 3-407-
♦ Подбойник -МР 3-448-
♦ Трубчатая деталь-МР 3-4013-
♦ Нажимная деталь -МР 3-411-
♦ Нажимной диск-МР 3-413-
♦ Нажимной диск -МР 3-456-
♦ Втулка-Т30034-
♦ Съемник-Kukko 17/1-
Важная информация о МКПП Шкода
♦ При установке новых шестерен или ведущего вала руководствоваться техническими данными => раздел 00-1 и => Каталогом запчастей.
♦ Если при замене деталей меняется положение конических роликоподшипников, то нужно снова отрегулировать ведущий вал. Перечень действий по регулированию => 35-1 страница 8.
1 — Картер сцепления
2 — Наружное кольцо (обойма) конического роликоподшипника
□ выпрессовывание => Рис. 1 в 35-1 страница 3
□ запрессовывание => Рис. 2 в 35-1 страница 3
3 — Внутреннее кольцо конического роликоподшипника
□ выпрессовывание => Рис. 3 в 35-1 страница 4
□ запрессовывание => Рис. 4 в 35-1 страница 4
4 — Ведущий вал
□ регулирование => 35-1 страница 8
5 — Шестерня для 3-ей передачи
□ положение для сборки: буртик направлен в сторону 4-ой передачи
□ выпрессовывание => Рис. 6 в 35-1 страница 5
□ запрессовывание => Рис. 7 в 35-1 страница 5
6 — Стопорное кольцо
□ всегда заменить
7 — Шестерня для 4-ой передачи
□ выпрессовывать вместе с внутренним кольцом конического роликоподшипника и с втулкой => Рис. 5 в 35-1 страница 4
□ запрессовывание => Рис. 8 в 35-1 страница 5
□ буртик направлен в сторону 3-ей передачи
8 — Внутреннее кольцо конического роликоподшипника
□ выпрессовывать вместе с шестерней для 4-ой передачи и с втулкой => Рис. 5 в 35-1 страница 4
□ запрессовывание => Рис. 9 в 35-1 страница 6
9 — Фрикционное кольцо
10 — Наружное кольцо (обойма) конического роликоподшипника
□ выпрессовывание => Рис. 11 в 35-1 страница 6
□ запрессовывание => Рис. 12 в 35-1 страница 7
11 — Регулировочная прокладка
□ определить толщину => 35-1 страница 8
12 — Картер коробки передач
13 — Втулка
□ для игольчатого подшипника
□ выпрессовывать вместе с шестерней для 4-ой передачи и внутренним кольцом конического роликоподшипника => Рис. 5 в 35-1 страница 4
□ запрессовывание => Рис. 10 в 35-1 страница 6
□ прежде, чем начать сборку, надеть фрикционное кольцо => поз. 9
14 — Игольчатый подшипник
15 — Шестерня для 5-ой передачи
□ снять вместе с кареткой синхронизатора 5-ой передачи => раздел 34-4
16 — Блокирующее кольцо синхронизатора 5-ой передачи
□ с приливами сухарей => раздел 34-4
□ проверить на износ => раздел 34-4
17 — Пружина
□ положение для сборки => Рис. 14 в 35-1 страница 7 и => 35-1 страница 8
18 — Фиксаторы синхронизатора (3 штуки)
□ положение для сборки => Рис. 13 в 35-1 страница 7
19 — Каретка синхронизатора 5-ой передачи
□ извлечение и установка => раздел 34-4
20 — Скользящая муфта для 5-ой передачи
□ извлечение и установка => раздел 34-4
21 — Тарельчатая пружина
□ положение дла сборки => раздел 34-4
22 — 80 Нм
□ всегда заменить
□ придерживает тарельчатую пружину => раздел 34-4
Рис. 1: Выпрессовывание наружной обоймы конического роликоподшипника
Рис. 2: Запрессовывание наружной обоймы конического роликоподшипника
Рис. 3: Выпрессовывание внутреннего кольца конического роликоподшипника
А- съемник-Kukko 17/1-
Рис. 4: Запрессовывание внутреннего кольца конического роликоподшипника
Рис. 5: Выпрессовывание шестерни для 4-ой передачи с коническим роликоподшипником и втулкой
Рис. 6: Выпрессовывание шестерни для 3-ей передачи
Рис. 7: Запрессовывание шестерни для 3-ей передачи
Рис. 8: Запрессовывание шестерни для 4-ой передачи
Буртик направлен в сторону 3-ей передачи.
Рис. 9: Запрессовывание внутреннего кольца конического роликоподшипника
Рис. 10: Запрессовывание втулки игольчатого подшипника
Рис. 11: Выпрессовывание наружной обоймы конического роликоподшипника
Рис. 12: Запрессовывание наружной обоймы конического роликоподшипника
— После регулировки ведущего вала установить с регулировочной прокладкой.
Рис. 13: Устройство синхронизатора 5-ой передачи
1 — пружины фиксаторов синхронизатора
2 — скользящая муфта с тремя канавками -стрелки
А- под фиксаторы синхронизатора -4-
3 — каретка синхронизатора
4 — фиксаторы синхронизатора (Положение для сборки: заплечик-стрелка В- направлен в сторону заостренных зубьев скользящей муфты -2-)
Рис. 14: Сборка скользящей муфты и каретки синхронизатора 5-ой передачи
— Перекинуть скользящую муфту через каретку синхронизатора.
Заостренные зубья -А- и заплечик -В- каретки синхронизатора находятся на той же стороне.
Канавки под фиксаторы синхронизатора в скользящей муфте и в каретке синхронизатора должны находиться в противолежащем положении => Рис. 13 в 35-1 страница 7.
— Установить фиксаторы синхронизатора (Положение для сборки: => Рис. 13 в 35-1 страница 7).
— Смонтировать пружины, взаимно смещенные на 120°, под уступами -С-. Пружины должны находиться загнутым концом перед фиксаторами синхронизатора -стрелки-.
Ломанные пружины -А- для устройства синхронизатора 5-ой передачи
Эти пружины устанавливаются по обеим сторонам.
— У до сих пор имеющихся коробок передач можно устанавливать эти пружины только с фиксаторами, которые внутри полые.
— Установить фиксаторы синхронизатора (Положение для сборки: => Рис. 13 в 35-1 страница 7
Положение для сборки пружин:
— Смонтировать пружины, взаимно смещенные на 120°.
— Пружина должна войти скошенным концом -А- в полый фиксатор синхронизатора и в то же время она должна находиться под уступом -В-фиксаторов.
Ломанный конец всегда направлен от каретки синхронизатора наружу -стрелка-.
Регулирование ведущего вала
(Определение толщины регулировочных прокладок)
Необходимые специальные инструменты, контрольно-измерительные приборы, вспомогательные средства
♦ Универсальный держатель индикатора отклонений -МР 3-447-
♦ Мерительная плитка -МР 3-405/17-
♦ Нажимной диск-МР 3-413-
♦ Нажимной диск -МР 3-456-
♦ Подбойник -МР 3-423-
♦ Гаечный ключ с тарированным моментом затяжки
♦ Индикатор отклонений
Регулировка ведущего вала необходима в том случае, если заменялись следующие детали:
♦ картер коробки передач
♦ картер сцепления
♦ ведущий вал
♦ шестерня для 4-ой передачи или
♦ конические роликоподшипники
Перечень действий по регулированию => раздел 39-2
— Запрессовать наружное кольцо (обойму) конического роликоподшипника без регулировочной прокладки в картер сцепления до упора.
— Вложив ведущий вал в картер сцепления, установить картер коробки передач. Затянув винты с приложением 25 Нм, повернуть дополнительно на 90°.
— Закрепить держатель индикатора отклонений вместе с индикатором отклонений в картере сцепления (большой конический роликоподшипник-в картере коробки передач).
— Прежде, чем начать измерение, повернуть несколько раз ведущий вал, чтобы роликоподшипники осели. Установив индикатор отклонений с предварительным натяжением 1 мм, отрегулировать циферблат на „0“.
Важная информация о МКПП Шкода
Эту методику нужно повторить перед любым последующим измерением, так как индикатор отклонений не возвращается в свое исходное положение на „0“.
— Нажать на вал по направлению к индикатору отклонений (по направлению стрелки).
— Отсчитать с индикатора отклонений значение зазора (пример: 1,21) и пометить его.
— Определить толщину регулировочной прокладки по данным таблицы => 35-1 страница 10 (пример: 1,175).
— Удалив ведущий вал, выпрессовать из картера коробки передач наружное кольцо (обойму) конического роликоподшипника с применением нажимной шайбы -МР 3-456-.
— Запрессовать наружное кольцо (обойму) конического роликоподшипника вместе с регулировочной прокладкой 1,175 с применением нажимной шайбы -МР 3-413- в картер коробки передач.
— Установить на свое место картер коробки передач и, затянув винты с приложением 25 Нм, повернуть их дополнительно на 90°.
Таблица регулировочных прокладок
Важная информация о МКПП Шкода
Подбор регулировочных прокладок => Каталог запчастей.
|
Зазор в подшипнике измеренное значение (мм) |
Регулировочная прокладка толщина (мм) |
|
|
0,671 |
.. 0,699 |
0,650 |
|
0,700 |
.. 0,724 |
0,675 |
|
0,725 |
.. 0,749 |
0,700 |
|
0,750 |
.. 0,744 |
0,725 |
|
0,775 |
.. 0,799 |
0,750 |
|
0,800 |
.. 0,824 |
0,775 |
|
0,825 |
.. 0,849 |
0,800 |
|
0,850 |
.. 0,874 |
0,825 |
|
0,875 |
.. 0,899 |
0,850 |
|
0,900 |
.. 0,924 |
0,875 |
|
0,925 |
.. 0,949 |
0,900 |
|
0,950 |
.. 0,974 |
0,925 |
|
0,975 |
.. 0,999 |
0,950 |
|
1,000 |
.. 1,024 |
0,975 |
|
1,025 |
.. 1,049 |
1,000 |
|
1,050 |
.. 1,074 |
1,025 |
|
1,075 |
.. 1,099 |
1,050 |
|
1,100 |
.. 1,124 |
1,075 |
|
измеренное значение (мм) |
толщина (мм) |
|
|
1,125 |
.. 1,149 |
1,100 |
|
1,150 |
.. 1,174 |
1,125 |
|
1,175 |
.. 1,199 |
1,150 |
|
1,200 |
.. 1,224 |
1,175 |
|
1,225 |
.. 1,249 |
1,200 |
|
1,250 |
.. 1,274, |
1,225 |
|
1,275 |
.. 1,229 |
1,250 |
|
1,300 |
.. 1,324 |
1,275 |
|
1,325 |
.. 1,349 |
1,300 |
|
1,350 |
.. 1,374 |
1,325 |
|
1,375 |
.. 1,399 |
1,350 |
|
1,400 |
.. 1,424 |
1,375 |
|
1,425 |
.. 1,449 |
1,400 |
|
1,450 |
.. 1,474 |
1,425 |
|
1,475 |
.. 1,499 |
1,450 |
|
1,500 |
.. 1,524 |
1,475 |
|
Зазор в подшипнике |
Регулировочная прокладка |
|
|
измеренное значение (мм) |
толщина (мм) |
|
|
1,525 . |
. 1,549 |
1,500 |
|
1,550 . |
. 1,574 |
1,525 |
|
1,575 . |
. 1,599 |
1,550 |
|
1,600 . |
. 1,624 |
1,575 |
|
1,625 . |
. 1,649 |
1,600 |
|
1,650 . |
. 1,674 |
1,625 |
|
1,675 . |
. 1,699 |
1,650 |
|
1,700 . |
. 1,724 |
1,675 |
|
1,725 . |
. 1,749 |
1,700 |
|
1,750 . |
. 1,774 |
1,725 |
|
1,775 . |
. 1,791 |
1,750 |
Осуществление контрольного измерения
— Закрепить держатель индикатора отклонений вместе с индикатором отклонений.
— Повернуть несколько раз ведущий вал, чтобы конические роликоподшипники осели.
— Нажать ведущий вал по направлению стрелки.
— Зазор подшипника должен укладываться в пределы допуска 0,01 …… 0,09 мм.
| < Предыдущая | Следующая > |
|---|
Капитальный ремонт коробок передач КАмаЗа
Категория:
Ремонт автомобилей КАмаЗ
Публикация:
Капитальный ремонт коробок передач КАмаЗа
Читать далее:
Капитальный ремонт коробок передач КАмаЗа
Разборка коробок передач. При разборке коробок передач необходимо обеспечить предохранение деталей и узлов от повреждений. Для этого применяют съемники и приспособления. Использовать стальные выколотки и применять ударные нагрузки при снятии подшипников запрещается.
Разборочный процесс включает в себя следующие виды работ: моечно-очистные, собственно разборочные работы, подъемно-транспортные по перемещению деталей, узлов и контрольно-сортировочные. Для наружной мойки коробок передач применяют «Лабомид-203» концентрацией 5—10 г/л, а для очистки деталей 25—30 г/л.
Разборку коробок передач производят на стендах в следующей последовательности. Снимают и разбирают механизм переключения передач, кран управления делителем, опоры рычага переключения передач и редукционный клапан пневмосистемы. После снятия фланцев карданного вала и крышек подшипников первичного, вторичного, промежуточного валов извлекают подшипники, выпрессовывают ось блока шестерен с помощью съемников и приспособления, как показано на рис. 60.
Рекламные предложения на основе ваших интересов:
Задний и передний подшипники вторичного вала и внутреннее кольцо переднего подшипника промежуточного вала извлекают из картера коробки передач захватами Й-801.30.100, И-801.30.200 и И-800.30.300 с помощью съемника И-801.30.000. Стакан заднего подшипника вместе с подшипником промежуточного вала снимают и устанавливают приспособлением И-801.31.000. Ось блока шестерен извлекают из картера коробки передач съемником И-801.32.000. Отдельно разбирают вторичный вал коробки передач, синхронизаторы, делитель передач.
Дефекты картера коробки передач и способы их устранения. Картер коробки передач отливают из серого чугуна СЧ 21, твердость материала НВ 170- 217. Картер коробки передач может иметь следующие дефекты: трещины, износ внутренних поверхностей посадочных мест под подшипники и оси шестерен заднего хода, ослабление посадки штифта и износ или повреждение резьб.
Возможные места расположения дефектов в картере коробки передач показаны на рис. 1.
Трещины в картере восстанавливают сваркой. Трудность сварки стенок картера, изготовленного из серого чугуна, состоит в том, что в результате быстрого нагрева и охлаждения наплавленного металла и большой усадки чугуна при охлаждении из расплавленного состояния в деталях возникают значительные внутренние напряжения, что может привести к образованию трещин.
Рис. 1. Места расположения возможных дефектов на картере коробки передач:
1 — трещины на стенке картера; 2, 3.4,5 — износ отверстий под подшипники первичного, вторичного и промежуточного валов коробки передач; 6 — износ отверстия под ось блока шестерен
При восстановлении картеров применяют два способа сварки: горячая с подогревом картера и холодная без его подогрева.
При горячем способе сварки картер подогревается в специальных печах до температуры 600…650 °С. Сварку ведут в ацетиле-но-кислородной среде.
Горячий способ сварки чугуна обеспечивает высокое качество сварки. Однако технология этого способа очень сложна, и поэтому он применяется сравнительно редко.
Холодный способ сварки чугуна в технологическом отношении проще, и поэтому в авторемонтном производстве он нашел широкое применение. Наиболее часто при этом применяют ручную и полуавтоматическую электродуговую сварку стальными электродами и электродами из цветных металлов и сплавов.
Наилучшие результаты дает сварка электродами МНЧ-1. Сварочный шов при этом состоит из железоникелевого сплава и обладает высокой прочностью и пластичностью.
При диаметре электрода 1,2— 1,6 мм режим сварки следующий: сила тока — 110—220 А; напряжение дуги — 18—22 В; скорость сварки — 10—15 см/мин.
Восстановление внутренних поверхностей под подшипники валов коробки передач возможно проводить железнением (оста-ливанием) или размерным калиброванием после нанесения клеевой композиции. Осталивание производится безванновым способом. На некоторых авторемонтных предприятиях применяют способ восстановления электронатиранием на установках Р144.
Способ восстановления внутренних посадочных поверхностей под подшипники размерным калиброванием полимерными материалами наиболее простой и экономичный.
Результаты стендовых испытаний отремонтированных коробок передач показали возможность применения быстротвердеющей композиции для восстановления посадочных отверстий под подшипники.
Дефекты валов, шестерен, синхронизаторов и способы их устранения. Ведущий вал делителя передач может иметь следующие дефекты: трещины или обломы, выкрашивание цементированного слоя на шлицах.
Дефекты вторичного вала коробки передач могут быть следующие: трещины или обломы, износ поверхности шеек под втулки и подшипники (под передний роликоподшипник, втулку шестерни 4-й передачи, роликоподшипник шестерни 3-й передачи, втулку шестерни заднего хода, задний шарикоподшипник), износ шлицевой части вала (под фланец карданного вала, муфту включения 1-й передачи и заднего хода, ступицу синхронизатора 4-й и 5-й передач), срыв или износ резьбы под гайку крепления фланца карданного вала.
Основной дефект шестерен — износ зубьев.
Указанные дефекты валов и шестерен устраняют наплавкой.
Синхронизаторы 2 и 3, 4 и 5-й передач и синхронизатор делителя передач могут иметь следующие дефекты:
— трещины или обломы на каретке синхронизатора;
— износ или облом зубьев каретки с торца ее включения;
— износ шлицев и зубьев каретки по толщине;
— износ внутренней поверхности конусного кольца;
— наволакивание металла на поверхностях конусного кольца.
Неисправные синхронизаторы заменяют новыми, так как восстановлению они не подлежат.
Сборка коробок передач. Сборку коробок передач производят тупиковым или поточным методом. Коробки передач собирают после восстановления и замены деталей. Наиболее прогрессивный метод сборки поточный, выполняемый на конвейре.
Каждая коробка передач должна быть собрана в соответствии с чертежами и испытана в соответствии с требованиями технических условий.
Маршрутная схема технологического процесса сборки коробки передач показана на рис. 2.
Детали коробки передач, поступающие на сборку, следует тщательно промыть, узлы проверить на соответствие требованиям сборочных чертежей.
При сборке коробки передач необходимо обеспечить предохранение деталей и узлов от повреждений. Использовать стальные выколотки запрещается. При установке подшипников применение ударной нагрузки недопустимо.
Все трущиеся поверхности нужно смазать тонким слоем масла М-10Г2К или М-10В.
Гайки подшипников и фланца карданного вала затягиваются с моментом силы 200—240 Н-м.
При установке крышек подшипников первичного и вторичного валов коробки передач и делителя минимальный люфт валов должен быть ±0,05 мм.
Рабочие поверхности золотников, крана переключения, воздухораспределителя, клапана включения передач делителя смазываются тонким слоем смазки № 158.
Гайки шпилек крепления картера делителя передач или картера сцепления к картеру коробки передач затягивают моментом силы 140—200 Н-м.
Приработка и испытание коробок передач. Испытание коробок передач производят с целью проверки правильности сборки узлов, механизмов и коробок передач в сборе и проверки герметичности уплотнений воздухопроводов пневмосистемы управления делителем передач. Испытание коробок передач производят на обкаточных стендах без нагрузки и под нагрузкой.
Правильность сборки коробки передач перед установкой ее на стенд проверяют вращением валов и включением передач.
Валы коробки передач должны свободно без заедания вращаться при любой включенной передаче в основной коробке и делителе передач при вращении первичного вала от усилия руки.
Фиксаторы штоков всех передач при включении передач рычагом должны четко фиксировать их в нейтральном положений и в рабочих положениях. Включение 1-й передачи и передачи заднего хода должно производиться только при отжатом предохранителе заднего хода, установленном в верхней крышке.
Соединения воздухопроводов и пневмосистемы управления делителем, который установлен на коробке передач 15-й модели, должны быть проверены на герметичность сжатым воздухом под давлением 0,6 МПа. Из ресивера воздух под давлением подводится к редукционному клапану пневмосистемы. Падение давления в ресивере допускается не более 0,15 МПа в течение 40 с.
Зацепление зубчатых муфт синхронизатора делителя регулируют с помощью упорных болтов механизма переключения передач. Регулировку производят следующим образом:
— включают делитель передач в работу, при этом воздух под давлением из ресивера поступит в полость клапана и переместит-его в крайнее положение до упора в рычаг;
— вывертывают оба упорных болта и снимают крышку смотрового люка механизма переключения передач делителя;
— перемещают золотник крана управления делителем в положение «низшая передача» и вворачивают задний упорный болт до упора в рычаг; после этого упорный болт довертывают еще на 4 оборота и фиксируют контргайкой; при этом положении первичный вал должен проворачиваться от руки очень легко;
— перемещают золотник крана управления делителем в положение «высшая передача» и передним упорным болтом регулируют зацепление аналогично вышеуказанному пункту.
После проверки правильности сборки коробку передач подвергают обкатке (приработке и испытанию). Приработку производят при подготовке коробки передач к эксплуатации.
Приработку и испытание коробок передач производят на маслах пониженной вязкости. Такие масла позволяют лучше удалять механические примеси при сливе их после обкатки из картера коробки передач через сливные отверстия.
Для обкатки в качестве смазки деталей коробки передач применяют дизельное масло М-10Г2К. В качестве заменителя разрешается применять масло М-10В. Масло в картер коробки передач заливают после подогрева его до температуры 50…60 °С.
Для обкатки коробок передач в их картер заливают масло в следующем количестве: в картер коробки передач моделей 14-й и 141-й — (8,5±0,5) л; моделей 15-й и 152-й — (12,5±0,5) л.
После заливки масла коробки передач обкатывают в двух режимах: без нагрузки и под нагрузкой. Режимы обкатки коробок передач моделей 14-й и 15-й определены техническими условиями и приведены в табл. 44 и 45.
После окончания приработки и испытания коробки передач масло из картера немедленно сливается горячим. Магниты сливных пробок очищаются от металлических отложений.
Стенд для обкатки коробок передач. Для обкатки коробок передач применяют стенд с порошковым тормозом, показанный на рис. 3.
Рис. 3. Стенд для приработки и испытания коробок передач:
1 — рама стенда; 2— электромотор; 3 — сцепление автомобиля КамАЗ, входящее в конструкцию стенда; 4 — цилиндр пневмоприжима испытуемой коробки передач; 5 — прижим; 6 — тележка; 7 — соединительная муфта испытуемой коробки передач с порошковым тормозом; 8 — металлический защитный чехол; 9 — нагрузочный порошковый тормоз; 10 — амперметр; 11— термометр; 12 — направляющая плита; 13 — подвижная плита; 14 — корпус реечного механизма; 15 — рычаг перемещения тормоза; 16 — вентиль крана подвода охлаждающей жидкости; 17 — рычаг выключения сцепления; 18 — пульт управления
Коробку передач устанавливают на стенд привалочной поверхностью так, чтобы проушины картера вошли в стыки вертикальной опорной площади стенда. После этого коробку передач прижимают двумя прижимами, которые приводятся в действие от двух пневматических цилиндров. Соединение вала двигателя с первичным валом делителя передач осуществляют фрикционной муфтой. Для соединения первичного вала коробки передач с валом электромотора и отсоединения валов при переключении передач на стенде установлено постоянно включенное сцепление автомобиля КамАЗ-5320. Включение и выключение сцепления коробки передач производят рычагом.
Рекламные предложения:
Читать далее: Ремонт карданной передачи КАмаЗа
Категория: — Ремонт автомобилей КАмаЗ
Главная → Справочник → Статьи → Форум
Картер коробки передач
Картер — коробка — передача
Картер — коробка — передача
Cтраница 1
Картер коробки передач отлит из серого чугуна и служит для обеспечения монтажа всех валов и подшипников. В переднем и заднем торцах попарно расточены в линию два верхних и два нижних отверстия для установки заднего подшипника первичного вала и заднего подшипника вторичного вала, переднего подшипника и стакана заднего подшипника 34 промежуточного вала. Верхний обработанный торец картера закрыт крышкой, являющейся одновременно корпусом механизма переключения передач. [1]
Картер коробки передач имеет крышку со стороны ведущей звездочки привода главной передачи ( слева по ходу коляски), что позволяет, сняв эту крышку, производить нужный ремонт и регулировку коробки передач без разборки картера двигателя. Сборка картера упрощается тем, что роликоподшипник коренного пальца установлен в левой половине. [2]
Картер коробки передач и картер редуктора имеют закрываемые пробками отдельные отверстия для заполнения и слива масла. [3]
Картер коробки передач отлит из чугуна и имеет верхнюю и боковую крыши, гнезда для крепления валов и осей. В нижней и боковой стенках сделаны отверстия для слива отработавшего масла и заполнения коробки свежим. [4]
Картеры коробки передач имеют основные дефекты ( рис. 172): обломы и трещины 1; износ отверстий 2 — 5 под подшипники и 6 и 8 под шейки оси блока зубчатых колес заднего хода, внутренней торцовой поверхности 7 бобышек под блок зубчатых колес заднего хода. [5]
Картеры коробок передач изготовляются из отливки серого чугуна, твердостью 179 — 220 по Бринелю. Неисправностями картеров могут быть различного рода трещины, срыв резьбы в резьбовых отверстиях, износы посадочных поверхностей в гнездах под подшипники качения и отломы резьбовых приливов. [6]
Картер коробки передач может иметь трещину длиной до 50 мм, не проходящую через отверстия для посадки подшипников и валиков и через резьбовые отверстия. Допускаются обломы бобышек, не захватывающие тела картера. [7]
Картеры коробки передач изготовляют из серого чугуна, шестерни и валы — из высокопрочных сталей. Зубья упрочняют наклепом стальной дробью. Валы, шестерни и блок шестерни изготовляют из стали, конусные кольца синхронизатор ов — из латуни. [8]
Картер коробки передач состоит из собственно картера и крышек: верхней, передних, задних и боковых. Верхняя крышка часто объединяется с картером механизма управления коробкой передач ( см. фиг. [9]
Картера коробки передач заднего моста и рулевого управления автомобилей Жигули в замене смазки на зимнюю не нуждаются. [10]
Сверху картер коробки передач закрыт крышкой 6, в которой находится механизм переключения передач. [11]
Базирование картера коробки передач при механической обработке осуществляется по плоскости разъема с верхней крышкой. После мойки, дефек-товочного контроля геометрических размеров блока цилиндров необходимо проверить на герметичность водяную рубашку под давлением не менее 4 кгс / см2, выявить концы трещины. [13]
Осмотр картера коробки передач, крепление крышек и люков, крепление вала спидометра, сектора и диска центрального тормоза. [14]
Расчет картера коробки передач на прочность не производят. Габаритные размеры картера получают в результате составления схемы механизма и определения размеров всех шестерен, валов и подшипников. Стенки картера снабжают ребрами, увеличивающими прочность и жесткость. Эти ребра расп
Коробка передач — Студопедия
Коробка передач предназначена для изменения по величине и направлению крутящего момента и передачи его от двигателя к ведущим колесам. Также она обеспечивает длительное разобщение двигателя и ведущих колес, причем на неограниченный срок и без усилий со стороны водителя (по сравнению со сцеплением).
| Рис. 34 Схема работы коробки передач. 1 — первичный вал; 2 — рычаг переключения передач; 3 — механизм переключения передач; 4 — вторичный вал; 5 — сливная пробка; 6 — промежуточный вал; 7 — картер коробки передач |
Коробка передач состоит из (рис. 34):
- картера,
- первичного, вторичного и промежуточного валов с шестернями,
- дополнительного вала и шестерни заднего хода
- синхронизаторов,
- механизма переключения передач с замковым и блокировочным устройствами
- рычага переключения.
Картер содержит в себе все основные узлы и детали коробки передач. Он крепится к картеру сцепления, который, в свою очередь, закреплен на двигателе. Так как при работе, шестерни коробки передач испытывают большие нагрузки, то они должны хорошо смазываться. Поэтому картер наполовину своего объема залит трансмиссионным маслом (в некоторых моделях автомобилей применяется моторное масло).
Валы коробки передач вращаются в подшипниках, установленных в картере, и имеют наборы шестерен с различным числом зубьев.
Синхронизаторы необходимы для плавного, бесшумного и безударного включения передач, путем уравнивания угловых скоростей вращающихся шестерен (наши руки на поручне вагона поезда в примере с работой сцепления).
Механизм переключения передач служит для смены передач в коробке и управляется водителем с помощью рычага из салона автомобиля. При этом замковое устройство не позволяет включаться одновременно двум передачам, а блокировочное устройство удерживает передачи от самопроизвольного выключения.
Как же происходит изменение величины крутящего момента (числа оборотов) на различных передачах? Давайте с этим разберемся на примере. (рис. 35а)
| Рис. 35 Передаточное отношение а) одной пары шестерен |
Возьмем две шестерни, не поленимся и сосчитаем число их зубьев. Первая шестеренка имеет 20 зубьев, а вторая 40. Значит при двух оборотах первой шестерни, вторая сделает только один оборот (передаточное число равно 2).
| Рис. 35 Передаточное отношение б) двух шестерен |
На рисунке 35 б у первой шестерни («А») 20 зубьев, у второй («Б») 40, у третьей («В») снова 20, у четвертой («Г») опять 40.
А дальше очень простая арифметика. Первичный вал коробки передач и шестерня «А» вращаются со скоростью, допустим 2000 об/мин. Шестерня «Б» вращается в 2 раза медленнее, то есть она имеет 1000 об/мин, а так как шестерни «Б» и «В» закреплены на одном валу, то и третья шестеренка делает 1000 об/мин. Тогда шестерня «Г» будет вращаться еще в 2 раза медленнее — 500 об/мин.
От двигателя на первичный вал коробки передач приходит — 2000 об/мин, а выходит — 500 об/мин. На промежуточном валу коробки передач в это время — 1000 об/мин.
В данном примере передаточное число первой пары шестерен равно двум, второй пары шестерен тоже — двум. Общее передаточное число этой схемы 2х2=4. То есть в 4 раза уменьшается число оборотов на вторичном валу коробки перемены передач, по сравнению с первичным. Обратите внимание на то, что если мы выведем из зацепления шестерни «В» и «Г», то вторичный вал коробки вращаться не будет. При этом прекращается передача крутящего момента и на ведущие колеса автомобиля, что и соответствует нейтральной передаче в коробке.
Задняя передача, то есть вращение вторичного вала коробки передач в другую сторону, обеспечивается дополнительным, четвертым валом с шестерней заднего хода. Дополнительный вал необходим для того, чтобы получилось нечетное число пар шестерен, тогда крутящий момент меняет свое направление (рис. 36).
| Рис. 36 Схема передачи крутящего момента при включении задней передачи 1 — первичный вал; 2 — шестерня первичного вала; 3 — промежуточный вал; 4 — шестерня и вал передачи заднего хода; 5 — вторичный вал |
Поскольку в коробке передач реального автомобиля имеется большой набор шестерен, то, вводя в зацепление различные их пары, мы имеем возможность менять и общее передаточное отношение коробки.
Давайте посмотрим на передаточные числа двух коробок передач (табл. 1).
| Передачи | ВАЗ 2105 | ВАЗ 2109 |
| I | 3,67 | 3,636 |
| II | 2,10 | 1,95 |
| III | 1,36 | 1,357 |
| IV | 1,00 | 0,941 |
| V | 0,82 | 0,784 |
| R(Задний ход) | 3,53 | 3,53 |
Такие неудобные числа получаются, в результате деления количества зубьев одной шестерни на неудобно делимое число зубьев второй и далее по цепочке.
Если передаточное число равно единице (1,00), то это означает, что вторичный вал вращается с такой же угловой скоростью, что и первичный. Передачу, на которой скорость вращения валов уравнена, обычно называют –прямой и, как правило, это — четвертая передача.
Давайте снова вернемся к нашему старому знакомому – велосипеду. На современных велосипедах тоже есть передачи. Надеюсь, владельцы такого транспорта обратили внимание на то, что когда сзади включена звездочка с большим числом зубьев, то крутить педали легко, но скорость велосипеда получается небольшая. Если же переключиться на меньшую звездочку (с меньшим числом зубьев), то скорость движения возрастает, но усилие на педалях увеличивается.
Меняя звездочки (переключая передачи) на велосипеде, вы находите оптимальный режим движения с учетом своих сил и дорожных условий.
Тот же принцип используется и в автомобиле. В зависимости от дорожных условий и с учетом возможностей двигателя, необходимо переключать передачи в коробке передач.
Первая передача и передача заднего хода — самые «сильные» и двигателю не трудно крутить колеса, но машина в этом случае движется медленно. А, например, при движении в гору на «шустрых» пятой и четвертой передачах двигателю не хватает сил (как и велосипедисту), и приходится переключаться на более низкие, но «сильные» передачи.
Первая передача необходима для начала движения автомобиля, для того чтобы двигатель смог сдвинуть с места тяжелое железное «чудовище». Далее, увеличив скорость движения и сделав некоторый запас инерции, вы можете переключиться на вторую передачу, более «слабую», но более «быструю», затем на третью, четвертую и пятую передачи. Все ступеньки переключения передач вверх — с первой по пятую, следует проходить последовательно. Переключение передач в нисходящем порядке можно производить «прыгая через ступеньку» и даже через несколько — две, три и так далее. Обычный режим движения автомобиля – на четвертой или пятой передачах, потому что они самые скоростные и экономичные.
Подготовка к постройке ресурсной КПП: картер … — DRIVE2
Картер КПП — основная статическая деталь агрегата. В нём главное — целостность отверстий подшипников и оси промвала. Но есть и ещё определённые тонкости. Например, частые жалобы на недовключение предач могут быть из-за того, что конический стопорный винт оси вилок либо недовёрнут, либо изношен. Частые жалобы на шум и «вой» — свидетельство прослабленных отверстий оси промвала(бывает редко), либо — износ оси промвала. Ну, а мне не чужды и эстетические тенденции:
Полный размер
Частично выдрал его снаружи, слева от отверстия сливной пробки заметно, что после отливки картер кое-как ободрали на наждаке с утратой формы…
Проще говоря — корявое литьё с облоем и наплывами попытались скорректировать обработкой. Как и в любом массовом производстве красиво не вышло… То ли дело картер КПП 1967-го года… Ну ничего — это можно малость компенсировать:
Полный размер
Зоне справа от отверстия сливной пробке придана правильная форма.
Теперь два варианта: либо — порошковое окрашивание, либо — хромирование с предварительным омеднением и никелированием! Шутка. Самое важное — поверхности внутри картера… Но пока внутренности картера в работе ещё, ничего не снимал. Некоторый тюнинг стопорного кольца подшипника первичного вала: удобство демонтажа штатного не устраивает! Вот как выглядит штатное кольцо:
Полный размер
Чего-то не хватает…
Правильно: не хватает отверстий в усах либо пазов для съёмника. Специально — торцы штатного стопорного кольца:
Полный размер
Даже на нерезком фото видно, что торцы не пригодны для снятия без определённых навыков.
Устраняется за две минуты с помощью нано-болгарки и тонкого отрезного круга, форма должна быть такой:
Полный размер
Теперь любым съёмником стопорных колец можно легко снять и надеть это кольцо на первичный вал.
Может возникнуть вопрос — для чего это нужно? Отвечу — данная КПП делается для серьёзного использования в кольцевых гонках и осмотр, ревизия и сборочно-разборочные работы должны быть максимально облегчены. В случае необходимости замены подшипника первичного вала теперь заменить быстро сможет любой, даже начинающий механик.
Ну, а об остальных аспектах доработки — в следующих записях.
Назначение и устройство коробки передач автомобиля
Коробка передач служит для изменения тяговой силы на колесах автомобиля в зависимости от сопротивления движению и дает автомобилю возможность двигаться задним ходом. Коробка передач позволяет, кроме того, при выключении передач отсоединять ведущие колеса автомобиля от двигателя, обеспечивая тем самым возможность запуска двигателя и его работу на холостом ходу.
Коробка передач представляет собой механизм, состоящий из набора шестерен, которые могут вводиться в зацепление в различных сочетаниях.
Каждое сочетание зацепления шестерен коробки называется ступенью или передачей. Число ступеней (передач) в коробке передач зависит от конструкции автомобиля и обычно бывает от трех до пяти (не считая передачи заднего хода). В соответствии с этим коробки передач называются трехступенчатыми, четырехступенчатыми и пятиступенчатыми.
Рис. Коробка передач автомобилей ГАЗ-69 и ГАЗ-69А: 1 — сальник; 2 — задняя крышка картера; 3 — шарикоподшипник вторичного вала; 4 — картер коробки передач; 5 — маслоотражательное кольцо; 6 — вторичный вал; 7 — вилка переключения шестерни (каретки) первой передачи и заднего хода; 8 — шестерня (каретка) первой передачи и заднего хода; 9 — рычаг переключения передач; 10 — верхняя крышка картера; 11 — шестерня второй передачи; 12 — втулка шестерни второй передачи; 13 — зубчатый венец шестерни второй передачи; 14 — каретка второй и третьей передач; 15 — вилка каретки второй и третьей передач; 16 — зубчатая ступица; 17 — регулировочные прокладки; 18 — упорное кольцо; 19 — зубчатый венец шестерни третьей передачи; 20 — шестерня третьей передачи; 21 — роликоподшипник; 22 — шарикоподшипник первичного вала; 23 — первичный вал; 24 — передняя крышка картера; 25 — маслоотражательное кольцо; 26 — роликоподшипник промежуточного вала; 27, 29, 32 и — шестерни промежуточного вала; 28 — пробка сливного отверстия картера; 30 — ось промежуточного вала; 31 — промежуточный вал; 34 — промежуточная шестерня заднего хода
Зацепление различных пар шестерен осуществляется при помощи кареток (шестерен), передвигаемых вдоль валов коробки. В зависимости от числа подвижных кареток коробки разделяются на двухходовые (две каретки) и трехходовые (три каретки).
Принцип работы автомобильных коробок передач
Принцип работы автомобильных коробок передач независимо от их конструктивного оформления и числа передач одинаков. Рассмотрим их устройство и работу на примере трехступенчатой двухходовой коробки передач автомобилей ГАЗ-69А и ГАЗ-69.
Первичный (ведущий) вал 23 выполнен заодно с шестерней 20 третьей передачи и с зубчатым венцом 19. Первичный вал через сцепление соединяется с коленчатым валом двигателя.
Вторичный (ведомый) вал 6 является как бы продолжением первичного вала и расположен с ним на одной оси. Хвостовик вторичного вала сидит в роликоподшипнике 21, установленном в конце первичного вала. Вторичный вал вследствие этого может вращаться независимо от первичного.
На вторичном валу установлены две шестерни 8 и 11 и зубчатая ступица 16. Шестерня 8 (каретка) сидит на валу на шлицах и может перемещаться вдоль его оси. Шестерня 11 имеет зубчатый венец 13. Она посажена на вторичном валу на бронзовой втулке 12, поэтому свободно вращается на валу. На ступице установлена каретка 14 второй и третьей передач, которая перемещается по ступице.
Промежуточный вал 31 представляет- собой блок шестерен 27, 29, 32 и 33, свободно вращающийся на оси 30.
Промежуточная шестерня 34 заднего хода посажена на ось на бронзовой втулке и свободно вращается на оси.
Первичный и вторичный валы установлены в гнездах картера коробки на шарикоподшипниках 22 и 3. Ось 30 промежуточного вала закрепляется в гнездах картера неподвижно, промежуточный же вал 31 вращается на оси на роликоподшипниках 26. Ось промежуточной шестерни заднего хода неподвижно закреплена в специальных гнездах картера.
Шестерня 20 первичного вала с шестерней 27 промежуточного вала, а также шестерня 33 с промежуточной шестерней 34 заднего хода находятся в постоянном зацеплении. В постоянном зацеплении находятся также шестерня 29 промежуточного вала и шестерня 11 вторичного вала. Каретки 8 и 14 могут перемещаться по вторичному валу и вводиться в зацепление: каретка 14 своими внутренними зубьями с зубчатым венцом 19 шестерни 20 первичного вала или с зубчатым венцом 13 шестерни 11; каретка 8 с шестерней 32 или 34.
При положении кареток, изображенном на рисунке, крутящий момент от двигателя будет передаваться с первичного вала через шестерни 20 и 27 на блок шестерен промежуточного вала.
Однако на вторичный вал крутящий момент передаваться не будет, так как при изображенном положении кареток 8 и 14 вторичный вал разобщен как с первичным, так и с промежуточным валами. Такое положение кареток называется нейтральным. В нейтральное положение каретки ставятся при запуске двигателя и работе двигателя на холостом ходу (на месте или при движении автомобиля накатом).
Рис. Схема включения шестерен и передачи крутящего момента в трехступенчатой коробке передач автомобилей ГАЗ-69 и ГАЗ-69А: а — первая передача; б — вторая передача; в — третья передача; г — задний ход; I — положение рычага при включении первой передачи; II — положение рычага при включении второй передачи; III — положение рычага при включении третьей передачи; IV — положение рычага при включении заднего хода
Чтобы привести автомобиль в движение, надо передать крутящий момент вторичному валу. Для этого каретку 8 или 14 следует ввести в зацепление с одной из шестерен промежуточного вала, при котором обеспечивалось бы получение наибольшего передаточного отношения, а следовательно, и наибольшего крутящего момента на вторичном валу. Передвинем каретку 8 вправо и введем ее в зацепление с шестерней 32 промежуточного вала, как это показано на рис. а. Такое положение кареток соответствует первой передаче.
Чтобы включить вторую передачу, необходимо вывести каретку 8 из зацепления с шестерней 32, а затем, передвинув (по рис. б влево) каретку 14, ввести последнюю в зацепление с зубчатым венцом 13 шестерни 11, постоянно находящейся в зацеплении с шестерней 29 промежуточного вала.
Переходить со второй передачи на третью нужно в той же последовательности, что и с первой передачи на вторую. При этом каретка 14 выводится из зацепления с зубчатым венцом 13 шестерни 11 и вводится в зацепление с зубчатым венцом 19 шестерни 20 первичного вала (рис. в), первичный и вторичный валы начинают вращаться как одно целое.
Для движения задним ходом следует перевести обе каретки в нейтральное положение, а затем каретку 8 передвинуть влево и ввести в зацепление с промежуточной шестерней 34 заднего хода. При этом направление вращения вторичного, вала изменится на обратное.
Для легкого и безударного переключения передач необходимо, чтобы окружные скорости шестерен, вводимых в зацепление, были одинаковы. Окружная скорость шестерни зависит от числа оборотов вала, на котором она сидит, и от ее диаметра: чем больше диаметр шестерни и число оборотов вала, тем больше ее окружная скорость. Для облегчения безударного переключения передач и уменьшения износа зубьев шестерен в коробках передач, в частности в коробке передач автомобилей ГАЗ-69А и ГАЗ-69, предусмотрено специальное устройство — синхронизатор каретки включения второй и третьей передач.
Синхронизатор выравнивает окружные скорости вращения шестерен перед вводом их в зацепление. Устроен он следующим образом. На конце вторичного вала 1 установлена на шлицах и закреплена стопорным кольцом 14 зубчатая ступица 6 синхронизатора. На наружных зубьях ступицы установлена каретка 10 второй и третьей передач, охватываемая вилкой 8. В трех пазах ступицы установлены ползуны 11 блокирующего устройства, соединяемые при помощи шариков 9 фиксаторов с кареткой 10. По обеим сторонам ступицы расположены блокирующие бронзовые кольца 4. Каждое блокирующее кольцо имеет зубчатый венец и пазы 47 для ползунов; внутренняя поверхность кольца выполнена конусообразной.
Синхронизатор расположен между зубчатым венцом 13 шестерни 15 первичного вала и зубчатым венцом 3 шестерни 2 второй передачи. Основания зубчатых венцов шестерен 2 и 15 имеют конусные поверхности.
Рис. Устройство и схема работы синхронизатора коробки передач: а — положение деталей синхронизатора при Выравнивании окружных скоростей; б — положение деталей синхронизатора при включенной передаче; в — детали синхронизатора; 1 — вторичный вал коробки передач; 2 — шестерня второй передачи; 3 — зубчатый венец шестерни второй передачи; 4 — блокирующее кольцо; 5 — упорная шайба; 6 — зубчатая ступица; 7 — пружина; 8 — вилка каретки второй и третьей передач; 9 — шарик фиксатора; 10 — каретка второй и третьей передач; 11 — ползун; 12 — регулировочные прокладки; 13 — зубчатый венец шестерни первичного вала; 14 — стопорное кольцо зубчатой ступицы; 15 — шестерня первичного вала; 16 — первичный вал; 17 — паз для ползуна ступицы
При включении второй или третьей передачи каретка 10 синхронизатора при помощи переключающего устройства перемещается вместе с ползунами 11 по ступице 6. Ползуны, входящие в пазы 17 блокирующих колец 4, прижимают кольцо к конусной поверхности соответствующего зубчатого венца шестерни. Вследствие трения, возникающего между соприкасающимися конусными поверхностями, блокирующее кольцо немного сдвигается в сторону вращения зубчатого венца до упора пазов в боковые поверхности ползунов. При этом скошенная поверхность.торцов зубьев каретки 10, упираясь в скошенную поверхность торцов зубьев кольца 4, не дает зубьям войти в зацепление, вследствие чего обеспечивается сильное прижатие кольца 4 к конусной поверхности зубчатого венца. В результате сильного трения конусов скорости вращения валов уравниваются, каретка 10 сдвигается дальше, выжимая шарики 9 фиксаторов, и своими зубьями входит в промежутки зубьев венца 13, бесшумно включая соответствующую передачу.
Управление коробкой передач осуществляется при помощи рычага 6; качающегося в шаровой опоре крышки картера коробки передач.
В той же крышке в гнездах установлены, два ползуна 3 и 12, которые могут перемещаться вдоль своих осей, скользя при этом в гнездах крышки коробки. Каждый из этих ползунов соединен с вилкой: ползун 12 каретки первой передачи и заднего хода с вилкой 11, ползун 3 каретки второй и третьей передач с вилкой 10.
Концы вилок вмещаются в кольцевых проточках, имеющихся в каретках, и не мешают кареткам свободно вращаться вместе со вторичным валом. При продольном же перемещении вилок, каретки передвигаются вдоль вала и тем самым вводят в зацепление соответствующие шестерни. Посредством перемещения рычага, а следовательно, и вилок с каретками происходит переключение передач в коробке.
Для предотвращения произвольного выключения передач и одновременного включения нескольких передач в механизме переключения передач предусмотрены специальные устройства фиксаторы (стопоры) — для фиксирования рычага в определенном положении и замки, не позволяющие одновременно включать несколько передач.
В трехступенчатых коробках передач с двумя ползунами фиксатор одновременно выполняет и роль замка.
Рис. Механизм переключения передач коробки передач автомобилей ГАЗ-60 и ГАЗ-69А: 1 — пружина фиксатора; 2 — боковая крышка картера коробки передач; 3 — ползун вилки каретки второй и третьей передач; 4 — отжимная скоба; 5 — пружина отжимной скобы; 6 — рычаг переключения передач; 7 — пружина рычага переключения передач; 8 — колпак; 9 — шаровая опора; 10 — вилка каретки второй и третьей передач; 11 — вилка каретки первой передачи и заднего хода; 12 — ползун вилки каретки первой передачи и заднего хода; 13 — сухари фиксатора
Фиксатор состоит из двух полых сухарей 13, скользящих в специальном гнезде, сделанном в крышке коробки передач. Под действием пружины 1 сухари заскакивают в углубления, имеющиеся в соответствующих местах ползунов. Сухари надежно удерживают ползуны от самопроизвольного перемещения, а также предотвращают возможность одновременного перемещения, обоих ползунов.
Передвинуть оба ползуна сразу и включить, таким образом, одновременно две передачи нельзя по следующей причине. Как только один из ползунов передвинется настолько, что сухарь выйдет из углублений, оба сухаря окажутся придвинутыми друг к другу вплотную. Общая длина сдвинутых сухарей подобрана так, что второй сухарь уже не сможет выйти из углубления примыкающего к нему ползуна и тем самым надежно заперт ползун.
Чтобы не произошло случайное включение заднего хода, в крышке коробки передач, несколько ниже шаровой опоры, расположена отжимная скоба 4 с пружиной 5, нажимающей на конец рычага 6. Поэтому для включения заднего хода (и первой передачи) к рычагу нужно приложить повышенное усилие, чтобы отвести скобу в сторону.
В картер коробки передач заливается трансмиссионное масло до уровня отверстия контрольной пробки.
Ремонт картера коробки передач и картера сцепления | Сервисное Руководство по ремонту механических коробок передач Школа OCTAVIA II 2004
Страница 2 из 4
4-5 Ремонт картера коробки передач и картера сцепленияНеобходимые специальные инструменты, контрольно-измерительные приборы, вспомогательные средства
♦ Дорн -МР 3-403-
♦ Приставка (адаптер) -МР 3-403/1-
♦ Нажимной диск -МР 3-455-
♦ Нажимной диск -МР 3-460-
♦ Трубчатая деталь-МР 3-450-
♦ Нажимная деталь -МР 3-411-
♦ Монтажный инструмент -МР 3-434- (ходовой винт монтажного инструмента)
♦ Нажимная деталь -МР 3-420-
1 — Картер коробки передач
□ в случае замены: отрегулировать ведущий вал => раздел 35-1 и дифференциал => раздел 39-3
2 — Игольчатый подшипник
□ ведомого вала
□ выбивание => Рис. 1 в 34-5 страница 3
□ заколачивание => Рис. 2 в 34-5 страница 3
3 — Резьбовая пробка маслоналивного отверстия, 25 Нм
□ без магнита
4 — Наружное кольцо (обойма) конического роликоподшипника
□ ведомого вала
□ извлечение и установка => раздел 35-2
□ в случае замены: отрегулировать ведомый вал => раздел 35-2
5 — Регулировочная прокладка
□ ведомого вала
□ перечень действий по регулированию => раздел 39-2
6 — Регулировочная прокладка
□ для ведущего вала
□ перечень действий по регулированию => раздел 39-2
7 — Наружное кольцо (обойма) конического роликоподшипника
□ для ведущего вала
□ извлечение и установка => раздел 35-1
□ в случае замены: отрегулировать ведущий вал => раздел 35-1
8 — Наружное кольцо (обойма) конического роликоподшипника
□ для ведущего вала
□ извлечение и установка => раздел 35-1
□ в случае замены: отрегулировать ведущий вал => раздел 35-1
9 — Игольчатый подшипник без внутреннего кольца (корпус игольчатого подшипника)
□ извлечение и установка => раздел 35-3
10 — Центрирующая втулка
□ (2 шт.)
11 — Картер сцепления
□ в случае замены: перечень действий по регулированию => раздел 39-2
12 — Направляющая гильза с уплотнительным кольцом круглого сечения
□ с уплотнительным кольцом ведущего вала
□ уплотнительное кольцо круглого сечения закреплено на направляющей гильзе В случае повреждения уплотнительного кольца круглого сечения заменить направляющую гильзу.
□ выбивание уплотнительного кольца => Рис. 3 в 34-5 страница 3
□ заколачивание уплотнительного кольца => Рис. 4 в 34-5 страница 4
□ чтобы заменить уплотнительное кольцо, нужно удалить направляющую гильзу
13 — 18 Нм
□ самоконтрящийся
□ всегда заменить
14 — Уплотнительное кольцо
□ для правого вала с фланцем
□ заменить => раздел 39-1
15 — Втулка
□ уплотнительного кольца => поз. 14
□ извлечение рычажным действием => Рис. 5 в 34-5 страница 4
□ запрессовывание => Рис. 6 в 34-5 страница 4
16 — Резьбовая пробка маслосливного отверстия, 25 Нм
□ без магнита
17 — Наружное кольцо (обойма) конического роликоподшипника
□ для дифференциала
□ выпрессовывание и запрессовывание => раздел 39-3
□ в случае замены: отрегулировать дифференциал => раздел 39-3
18 — Магнит
□ удерживается плоскостью разъема картера
19 — Трубка маслопровода
□ встроить трубку маслопровода в картер коробки передач => Рис. 7 в 34-5 страница 5
20 — Наружное кольцо (обойма) конического роликоподшипника
□ для дифференциала
□ выпрессовывание и запрессовывание => раздел 39-3
□ в случае замены: отрегулировать дифференциал => раздел 39-3
21 — Регулировочная прокладка
□ для дифференциала
□ перечень действий по регулированию => раздел 39-2
22 — Уплотнительное кольцо
□ для левого вала с фланцем
□ заменить => раздел 39-1
Рис. 1: Выпрессовывание игольчатого ПО’ дшипника
Рис. 2: Заколачивание игольчатого подшипника до упора
— Застопорить игольчатый подшипник дорном в картере коробки передач в трех, взаимно смещенных на 120° местах.
Рис. 3: Выбивание уплотнительного кольца из направляющей гильзы
Рис. 4: Заколачивание уплотнительного кольца до упора в направляющую гильзу
Рис. 5: Извлечение втулки рычажными движениями отвертки -стрелка-
Рис. 6: Запрессовывание втулки
— Ввинтить ходовой винт -А- из состава монтажного инструмента -МР 3-434- в проставку дифференциала.
— Поворачивая гайку-В-, запрессовать втулку-С-до упора с применением нажимной детали
-МР 3-420-.
Важная информация о МКПП Шкода
У разобранной коробки передач запрессовать втулку с применением нажимной детали -МР 3-420 — до упора.
Рис. 7: Встраивание трубки маслопровода -А- в картер коробки передач
— Вставить трубку маслопровода одновременно в отверстие -стрелка 1- и в канавку -стрелка 2-.
6 Ремонт механизма переключения передач
Необходимые специальные инструменты, контрольно-измерительные приборы, вспомогательные средства
♦ Трубчатая деталь -Т10203-
♦ Трубчатая деталь -МР 3-479-
♦ Гаечный ключ с тарированным моментом затяжки
1 — Вал управления переключением передач с крышкой привода переключения передач
□ нельзя отделять друг от друга
2 — Выключатель для фар заднего хода “F4“
□ затянуть с приложением 20 Нм
□ слегка смазать выступ консистентной смазкой MoS2
3 — Стопорный болт
□ для регулирования механизма переключения передач
□ извлечение => Рис. 1 в 34-6 страница 2
□ запрессовывание=> Рис. 2 в 34-6 страница 2
4- Направляющий рычаг преселектора
□ положение дла сборки => раздел 34-1
5 — Втулка подшипника
6 — Уплотнительное кольцо
□ удалить, действуя отверткой наподобие рычага
□ запрессовывание => Рис. 3 в 34-6 страница 3
7- 23 Нм
□ самоконтрящаяся
□ всегда заменить
8 — Рычаг переключения передач (рычаг управления коробкой передач)
□ установить таким образом, чтобы место с перерывом зубьев вошло в вал управления переключением передач
□ возможно заменить при встроенном механизме переключения передач
□ положение дла сборки => раздел 34-1
9 — Колпачок
□ для удаления воздуха из коробки передач
10- Стопорное кольцо
11 — Пробка
12 — Пружина
□ установлена не у всех коробок передач
□ в случае наличия установить
Рис. 1: Извлечение стопорного болта -А- из крышки привода переключения передач
Рис. 2: Запрессовывание стопорного болта -А- в крышку привода переключения передач
— Устранить внешнюю часть стопорного болта.
— Затем удалить осторожно стопорный болт рычажными движениями отвертки.
Положение для сборки:
Отметка -стрелка- направлена к верхней части вала управления переключением передач.
Рис. 3: Запрессовывание уплотнительного кольца до упора
7 Разборка и сборка вилок переключения передач
Необходимые специальные инструменты, контрольно-измерительные приборы, вспомогательные средства
♦ Нажимной диск -МР 3-407-
♦ Нажимная деталь -Т30100/1-
♦ Монтажный инструмент -МР 5-402-
♦ Нажимная деталь -МР 3-453-
♦ Распорная втулка -МР 3-458-
♦ Загоночное устройство -МР 1-304-
♦ Рычаг-МР 8-602/1-
Важная информация о МКПП Шкода
Вилки переключения передач => поз. 7 в 34-7 страница 1 не нужно разбирать для целей извлечения и установки сегментов, прижимных шайб и шарикоподшипников.
1 — Сегмент переключения передач для включения 5-ой передачи
□ маркировка => Рис. 1 в 34-7 страница 2
□ нужно, чтобы после установки прижимной шайбы можно было еще свободно поворачивать сегмент переключения передач
2 — Прижимная шайба
□ всегда заменить
□ извлечение => Рис. 2 в 34-7 страница 2
□ установка => Рис. 3 в 34-7 страница 3
3 — Вилка включения 5-ой передачи
□ отрегулировать
4- 25 Нм
5 — Фиксатор механизма переключения передач для
5-ой передачи
6 — Шарикоподшипник
□ 4 шт.
□ выпрессовывание => Рис. 4 в 34-7 страница 3
□ запрессовывание => Рис. 5 в 34-7 страница 3
7 — Вилки переключения передач со штоками вилок переключения передач
8 — Сегмент переключения передач для 1-ой/2-ой передач
□ маркировка => Рис. 1 в 34-7 страница 2
□ нужно, чтобы после установки прижимной шайбы можно было еще свободно поворачивать сегмент переключения передач
9 — Сегмент переключения передач для З-ей/4-ой передач
□ маркировка => Рис. 1 в 34-7 страница 2
□ нужно, чтобы после установки прижимной шайбы можно было еще свободно поворачивать сегмент переключения передач
10 — Ползун
11 — Пружина
12 — Вилка переключения передач для включения передачи заднего хода
13 — Опора для вилки переключения передач для включения передачи заднего хода
14 — Стопорное кольцо
Рис. 1: Маркировка сегментов переключения передач
Размер -а-
1 — Сегменты для 1-ой/2-ой передач = 11,4 мм
2 — Сегменты для З-ей/4-ой передач = 7,7 мм
3 — Сегменты для 5-ой передачи = 12,1 мм
Рис. 2: Извлечение прижимной шайбы
— Зажать вилку переключения передач в тиски с защитными губками -В-.
— Удалить зажим -А- рычажным движением по направлению стрелки.
Рис. 3: Установка прижимной шайбы
— Вдавить прижимную шайбу в шлиц сегмента с применением торцового гаечного ключа с рукояткой.
$ Важно
Нужно, чтобы после установки прижимной шайбы можно было еще свободно поворачивать сегмент.
А — торцовый ключ с рукояткой, размер 10 мм В — защитные губки
Рис. 4: Выпрессовывание шарикоподшипника
Важно
При извлечении и установке шарикоподшипника не повредить вилки переключения передач.
Рис. 5: Запрессовывание шарикоподшипника до упора в вилку переключения передач
Штампованное углубление в нажимной детали -Т30100/1- направлено в сторону подшипника.
Рис. 6: Вилка переключения передач с установленными сегментами переключения передач
|
Размер -а- (мм) |
|
|
Вилка переключения передач для включения 1-ой/2-ой передач |
87,2 … 87,4 |
|
Вилка переключения передач для включения 3-ей/4-ой передач |
93,6 … 93,8 |
Правильный подбор сегментов переключения передач => Рис. 1 в 34-7 страница 2
Колеса, валы
1 Ведущий вал
Разборка и сборка ведущего вала
Необходимые специальные инструменты, контрольно-измерительные приборы, вспомогательные средства
♦ Подбойник -МР 3-423-
♦ Нажимной диск -МР 3-455-
♦ Подбойник -МР 3-408-
♦ Трубчатая деталь -МР 3-451 —
♦ Нажимной диск -МР 3-406-
♦ Нажимной диск -МР 3-407-
♦ Подбойник -МР 3-448-
♦ Трубчатая деталь-МР 3-4013-
♦ Нажимная деталь -МР 3-411-
♦ Нажимной диск-МР 3-413-
♦ Нажимной диск -МР 3-456-
♦ Втулка-Т30034-
♦ Съемник-Kukko 17/1-
Важная информация о МКПП Шкода
♦ При установке новых шестерен или ведущего вала руководствоваться техническими данными => раздел 00-1 и => Каталогом запчастей.
♦ Если при замене деталей меняется положение конических роликоподшипников, то нужно снова отрегулировать ведущий вал. Перечень действий по регулированию => 35-1 страница 8.
1 — Картер сцепления
2 — Наружное кольцо (обойма) конического роликоподшипника
□ выпрессовывание => Рис. 1 в 35-1 страница 3
□ запрессовывание => Рис. 2 в 35-1 страница 3
3 — Внутреннее кольцо конического роликоподшипника
□ выпрессовывание => Рис. 3 в 35-1 страница 4
□ запрессовывание => Рис. 4 в 35-1 страница 4
4 — Ведущий вал
□ регулирование => 35-1 страница 8
5 — Шестерня для 3-ей передачи
□ положение для сборки: буртик направлен в сторону 4-ой передачи
□ выпрессовывание => Рис. 6 в 35-1 страница 5
□ запрессовывание => Рис. 7 в 35-1 страница 5
6 — Стопорное кольцо
□ всегда заменить
7 — Шестерня для 4-ой передачи
□ выпрессовывать вместе с внутренним кольцом конического роликоподшипника и с втулкой => Рис. 5 в 35-1 страница 4
□ запрессовывание => Рис. 8 в 35-1 страница 5
□ буртик направлен в сторону 3-ей передачи
8 — Внутреннее кольцо конического роликоподшипника
□ выпрессовывать вместе с шестерней для 4-ой передачи и с втулкой => Рис. 5 в 35-1 страница 4
□ запрессовывание => Рис. 9 в 35-1 страница 6
9 — Фрикционное кольцо
10 — Наружное кольцо (обойма) конического роликоподшипника
□ выпрессовывание => Рис. 11 в 35-1 страница 6
□ запрессовывание => Рис. 12 в 35-1 страница 7
11 — Регулировочная прокладка
□ определить толщину => 35-1 страница 8
12 — Картер коробки передач
13 — Втулка
□ для игольчатого подшипника
□ выпрессовывать вместе с шестерней для 4-ой передачи и внутренним кольцом конического роликоподшипника => Рис. 5 в 35-1 страница 4
□ запрессовывание => Рис. 10 в 35-1 страница 6
□ прежде, чем начать сборку, надеть фрикционное кольцо => поз. 9
14 — Игольчатый подшипник
15 — Шестерня для 5-ой передачи
□ снять вместе с кареткой синхронизатора 5-ой передачи => раздел 34-4
16 — Блокирующее кольцо синхронизатора 5-ой передачи
□ с приливами сухарей => раздел 34-4
□ проверить на износ => раздел 34-4
17 — Пружина
□ положение для сборки => Рис. 14 в 35-1 страница 7 и => 35-1 страница 8
18 — Фиксаторы синхронизатора (3 штуки)
□ положение для сборки => Рис. 13 в 35-1 страница 7
19 — Каретка синхронизатора 5-ой передачи
□ извлечение и установка => раздел 34-4
20 — Скользящая муфта для 5-ой передачи
□ извлечение и установка => раздел 34-4
21 — Тарельчатая пружина
□ положение дла сборки => раздел 34-4
22 — 80 Нм
□ всегда заменить
□ придерживает тарельчатую пружину => раздел 34-4
Рис. 1: Выпрессовывание наружной обоймы конического роликоподшипника
Рис. 2: Запрессовывание наружной обоймы конического роликоподшипника
Рис. 3: Выпрессовывание внутреннего кольца конического роликоподшипника
А- съемник-Kukko 17/1-
Рис. 4: Запрессовывание внутреннего кольца конического роликоподшипника
Рис. 5: Выпрессовывание шестерни для 4-ой передачи с коническим роликоподшипником и втулкой
Рис. 6: Выпрессовывание шестерни для 3-ей передачи
Рис. 7: Запрессовывание шестерни для 3-ей передачи
Рис. 8: Запрессовывание шестерни для 4-ой передачи
Буртик направлен в сторону 3-ей передачи.
Рис. 9: Запрессовывание внутреннего кольца конического роликоподшипника
Рис. 10: Запрессовывание втулки игольчатого подшипника
Рис. 11: Выпрессовывание наружной обоймы конического роликоподшипника
Рис. 12: Запрессовывание наружной обоймы конического роликоподшипника
— После регулировки ведущего вала установить с регулировочной прокладкой.
Рис. 13: Устройство синхронизатора 5-ой передачи
1 — пружины фиксаторов синхронизатора
2 — скользящая муфта с тремя канавками -стрелки
А- под фиксаторы синхронизатора -4-
3 — каретка синхронизатора
4 — фиксаторы синхронизатора (Положение для сборки: заплечик-стрелка В- направлен в сторону заостренных зубьев скользящей муфты -2-)
Рис. 14: Сборка скользящей муфты и каретки синхронизатора 5-ой передачи
— Перекинуть скользящую муфту через каретку синхронизатора.
Заостренные зубья -А- и заплечик -В- каретки синхронизатора находятся на той же стороне.
Канавки под фиксаторы синхронизатора в скользящей муфте и в каретке синхронизатора должны находиться в противолежащем положении => Рис. 13 в 35-1 страница 7.
— Установить фиксаторы синхронизатора (Положение для сборки: => Рис. 13 в 35-1 страница 7).
— Смонтировать пружины, взаимно смещенные на 120°, под уступами -С-. Пружины должны находиться загнутым концом перед фиксаторами синхронизатора -стрелки-.
Ломанные пружины -А- для устройства синхронизатора 5-ой передачи
Эти пружины устанавливаются по обеим сторонам.
— У до сих пор имеющихся коробок передач можно устанавливать эти пружины только с фиксаторами, которые внутри полые.
— Установить фиксаторы синхронизатора (Положение для сборки: => Рис. 13 в 35-1 страница 7
Положение для сборки пружин:
— Смонтировать пружины, взаимно смещенные на 120°.
— Пружина должна войти скошенным концом -А- в полый фиксатор синхронизатора и в то же время она должна находиться под уступом -В-фиксаторов.
Ломанный конец всегда направлен от каретки синхронизатора наружу -стрелка-.
Регулирование ведущего вала
(Определение толщины регулировочных прокладок)
Необходимые специальные инструменты, контрольно-измерительные приборы, вспомогательные средства
♦ Универсальный держатель индикатора отклонений -МР 3-447-
♦ Мерительная плитка -МР 3-405/17-
♦ Нажимной диск-МР 3-413-
♦ Нажимной диск -МР 3-456-
♦ Подбойник -МР 3-423-
♦ Гаечный ключ с тарированным моментом затяжки
♦ Индикатор отклонений
Регулировка ведущего вала необходима в том случае, если заменялись следующие детали:
♦ картер коробки передач
♦ картер сцепления
♦ ведущий вал
♦ шестерня для 4-ой передачи или
♦ конические роликоподшипники
Перечень действий по регулированию => раздел 39-2
— Запрессовать наружное кольцо (обойму) конического роликоподшипника без регулировочной прокладки в картер сцепления до упора.
— Вложив ведущий вал в картер сцепления, установить картер коробки передач. Затянув винты с приложением 25 Нм, повернуть дополнительно на 90°.
— Закрепить держатель индикатора отклонений вместе с индикатором отклонений в картере сцепления (большой конический роликоподшипник-в картере коробки передач).
— Прежде, чем начать измерение, повернуть несколько раз ведущий вал, чтобы роликоподшипники осели. Установив индикатор отклонений с предварительным натяжением 1 мм, отрегулировать циферблат на „0“.
Важная информация о МКПП Шкода
Эту методику нужно повторить перед любым последующим измерением, так как индикатор отклонений не возвращается в свое исходное положение на „0“.
— Нажать на вал по направлению к индикатору отклонений (по направлению стрелки).
— Отсчитать с индикатора отклонений значение зазора (пример: 1,21) и пометить его.
— Определить толщину регулировочной прокладки по данным таблицы => 35-1 страница 10 (пример: 1,175).
— Удалив ведущий вал, выпрессовать из картера коробки передач наружное кольцо (обойму) конического роликоподшипника с применением нажимной шайбы -МР 3-456-.
— Запрессовать наружное кольцо (обойму) конического роликоподшипника вместе с регулировочной прокладкой 1,175 с применением нажимной шайбы -МР 3-413- в картер коробки передач.
— Установить на свое место картер коробки передач и, затянув винты с приложением 25 Нм, повернуть их дополнительно на 90°.
Таблица регулировочных прокладок
Важная информация о МКПП Шкода
Подбор регулировочных прокладок => Каталог запчастей.
|
Зазор в подшипнике измеренное значение (мм) |
Регулировочная прокладка толщина (мм) |
|
|
0,671 |
.. 0,699 |
0,650 |
|
0,700 |
.. 0,724 |
0,675 |
|
0,725 |
.. 0,749 |
0,700 |
|
0,750 |
.. 0,744 |
0,725 |
|
0,775 |
.. 0,799 |
0,750 |
|
0,800 |
.. 0,824 |
0,775 |
|
0,825 |
.. 0,849 |
0,800 |
|
0,850 |
.. 0,874 |
0,825 |
|
0,875 |
.. 0,899 |
0,850 |
|
0,900 |
.. 0,924 |
0,875 |
|
0,925 |
.. 0,949 |
0,900 |
|
0,950 |
.. 0,974 |
0,925 |
|
0,975 |
.. 0,999 |
0,950 |
|
1,000 |
.. 1,024 |
0,975 |
|
1,025 |
.. 1,049 |
1,000 |
|
1,050 |
.. 1,074 |
1,025 |
|
1,075 |
.. 1,099 |
1,050 |
|
1,100 |
.. 1,124 |
1,075 |
|
измеренное значение (мм) |
толщина (мм) |
|
|
1,125 |
.. 1,149 |
1,100 |
|
1,150 |
.. 1,174 |
1,125 |
|
1,175 |
.. 1,199 |
1,150 |
|
1,200 |
.. 1,224 |
1,175 |
|
1,225 |
.. 1,249 |
1,200 |
|
1,250 |
.. 1,274, |
1,225 |
|
1,275 |
.. 1,229 |
1,250 |
|
1,300 |
.. 1,324 |
1,275 |
|
1,325 |
.. 1,349 |
1,300 |
|
1,350 |
.. 1,374 |
1,325 |
|
1,375 |
.. 1,399 |
1,350 |
|
1,400 |
.. 1,424 |
1,375 |
|
1,425 |
.. 1,449 |
1,400 |
|
1,450 |
.. 1,474 |
1,425 |
|
1,475 |
.. 1,499 |
1,450 |
|
1,500 |
.. 1,524 |
1,475 |
|
Зазор в подшипнике |
Регулировочная прокладка |
|
|
измеренное значение (мм) |
толщина (мм) |
|
|
1,525 . |
. 1,549 |
1,500 |
|
1,550 . |
. 1,574 |
1,525 |
|
1,575 . |
. 1,599 |
1,550 |
|
1,600 . |
. 1,624 |
1,575 |
|
1,625 . |
. 1,649 |
1,600 |
|
1,650 . |
. 1,674 |
1,625 |
|
1,675 . |
. 1,699 |
1,650 |
|
1,700 . |
. 1,724 |
1,675 |
|
1,725 . |
. 1,749 |
1,700 |
|
1,750 . |
. 1,774 |
1,725 |
|
1,775 . |
. 1,791 |
1,750 |
Осуществление контрольного измерения
— Закрепить держатель индикатора отклонений вместе с индикатором отклонений.
— Повернуть несколько раз ведущий вал, чтобы конические роликоподшипники осели.
— Нажать ведущий вал по направлению стрелки.
— Зазор подшипника должен укладываться в пределы допуска 0,01 …… 0,09 мм.
| < Предыдущая | Следующая > |
|---|
Ремонт и диагностика КПП | Техническое обслуживание коробки передач
Коробка передач — один из основных системных элементов автомобиля. Являясь частью трансмиссии, этот агрегат способен изменять крутящий момент, скорость, направление движения авто, а также отключать систему от двигателя во время стоянки машины. Принцип действия и тип трансмиссии определяют вид коробки передач. На сегодняшний день по всему миру производятся ступенчатые, бесступенчатые, а также комбинированные вариации КПП. Механическая коробка передач и так называемый «робот» относятся к ступенчатым системам. МКПП предусматривает ручное управление, в то время как в роботизированной системе функции выключения сцепления и переключения передач полностью автоматизированы. Вариатор относят к бесступенчатым КПП. В его конструкции задействованы гидравлический или механический преобразователь крутящего момента, позволяющий плавно изменять передаточное число. Наиболее популярной сегодня признана автоматическая коробка передач, работающая на принципах комбинированного действия. Гидротрансформатор в «автомате» заменяет сцепление и обеспечивает бесступенчатое изменение крутящего момента. Современные АКПП имеют до 8 ступеней, обеспечивающих плавное переключение и высокую надежность всей системы.Техническое обслуживание коробки передач
Независимо от типа и принципа действия, любая коробка передач нуждается в своевременном техническом обслуживании. Тщательная диагностика уровня масла помогает не только правильно определить состояние агрегата, но и обезопасить автовладельца от серьезных поломок автомобиля в будущем. Опытный автолюбитель может заменить масло самостоятельно. Для этого необходимо вывернуть пробки из отверстий для слива и залива жидкости, а затем еще не остывшее после поездки масло слить в удобную емкость из картера коробки передач. Промыть КПП можно с помощью жидкого минерального масла. 500-700 мл специального вещества заливают в коробку передач и в нейтральном положении запускают двигатель на 3-5 минут холостого хода. После этого масло для промывки нужно слить и залить свежее трансмиссионное до нижней границы отверстия для залива. Не стоит менять масло самостоятельно, если вы начинающий автомобилист. Неправильная замена может привести к серьезной неисправности коробки. Лучше обратиться в надежный сервисный центр.Ремонт коробки передач
В случае поломки агрегат снимают с авто, отсоединяют крепление картера и сливают масло. Зачастую коробку передач полностью разбирают, чтобы проверить целостность всех деталей конструкции. Сломанные и подвергшиеся износу элементы меняют, после чего устанавливают коробку передач на место. Ремонт коробки передач требует специального оборудования, оригинальных деталей, а самое главное, квалифицированных мастеров, поэтому важно обращаться только в проверенные автосервисы. Официальные сервисные центры оказывают услуги по техническому обслуживанию и ремонту КПП любой сложности. В день обращения сертифицированные сотрудники сервиса проводят тщательную диагностику неисправного агрегата, согласуют порядок ремонтных работ и их стоимость. В процессе ремонта мы применяем только оригинальные инструменты, детали и материалы, разрешенные к использованию автопроизводителями. Тысячи клиентов доверяют свои автомобили нам! Ждем Вас в сервисных центрах ГК FAVORIT MOTORS!Ремонт коробок передач Камаз | АвтоКАМ
Дефекты валов, шестерен, синхронизаторов и способы их устранения — КамАЗ
Ведущий вал делителя передач может иметь следующие дефекты: трещины или обломы, выкрашивание цементированного слоя на шлицах.
Дефекты вторичного вала коробки передач могут быть следующие: трещины или обломы, износ поверхности шеек под втулки и подшипники (под передний роликоподшипник, втулку шестерни 4-й передачи, роликоподшипник шестерни 3-й передачи, втулку шестерни заднего хода, задний шарикоподшипник), износ шлицевой части вала (под фланец карданного вала, муфту включения 1-й передачи и заднего хода, ступицу синхронизатора 4-й и 5-й передач), срыв или износ резьбы под гайку крепления фланца карданного вала.
Основной дефект шестерен — износ зубьев.
Указанные дефекты валов и шестерен устраняются наплавкой.
Синхронизаторы 2 и 3, 4 и 5-й передач и синхронизатор делителя передач могут иметь следующие дефекты:
- трещины или обломы на каретке синхронизатора;
- износ или облом зубьев каретки с торца ее включения;
- износ шлицев и зубьев каретки по толщине;
- износ внутренней поверхности конусного кольца;
- наволакивание металла на поверхностях конусного кольца.
Неисправные синхронизаторы заменяются, восстановление их не производится.
Дефекты картера коробки передач и способы их устранения — КамАЗ
Картер коробки передач изготавливается из серого чугуна СЧ 21-40, твердость материала НВ 170—217. Картер коробки передач может иметь следующие дефекты: трещины, износ внутренних поверхностей посадочных мест под подшипники и оси шестерен заднего хода, ослабление посадки штифта и износ или повреждение резьб.
Возможные места расположения дефектов в картере коробки передач показаны на рис. 86.
Трещины в картере восстанавливаются сваркой. Трудность сварки стенок картера, изготовленного из серого чугуна, состоит в том, что в результате быстрого нагрева и охлаждения наплавленного металла и большой усадки чугуна при охлаждении из расплавленного состояния в деталях возникают значительные внутренние напряжения, что может привести к образованию трещин.
При восстановлении картеров применяются два способа сварки: горячая с подогревом картера и холодная без его подогрева.
При горячем способе сварки картер подогревается в специальных печах до температуры 600…650 °С. Сварка ведется в ацетилено-кислородной среде.
Горячий способ сварки чугуна обеспечивает высокое качество сварки. Однако технология этого способа очень сложна, и поэтому он применяется сравнительно редко.
Холодный способ сварки чугуна в технологическом отношении проще, и поэтому в авторемонтном производстве он нашел широкое применение. Наиболее часто при этом применяется ручная и полуавтоматическая электродуговая сварка стальными электродами и электродами из цветных металлов и сплавов.
Рис. 86. Места расположения дефектов на картере коробки передач — КамАЗ:
1 — трещины на стенке картера; 2, 3, 4, 5 — износ отверстий под подшипники первичного, вторичного и промежуточного валов коробки передач; 6 — износ отверстия под ось блока шестерен
Наилучшие результаты дает сварка электродами МНЧ-1. Сварочный шов при этом состоит из железоникелевого сплава и обладает высокой прочностью и пластичностью.
При диаметре электрода 1,2—1,6 мм режим сварки следующий: сила тока — 110—220 А; напряжение дуги — 18—22 В; скорость сварки — 10—15 см/мин.
Восстановление внутренних поверхностей под подшипники валов коробки передач возможно проводить железнением (осталиванием) или размерным калиброванием после нанесения клеевой композиции. Осталивание производится безванновым способом. На некоторых авторемонтных предприятиях применяется способ восстановления электронатиранием на установках Р144.
Способ восстановления внутренних посадочных поверхностей под подшипники размерным калиброванием полимерными материалами наиболее простой и экономичный.
Результаты стендовых испытаний отремонтированных коробок передач показали возможность применения быстротвердеющей композиции для восстановления посадочных отверстий под подшипники.
Конструктивные особенности коробок передач автомобилей КамАЗ
Коробка передач автомобилей КамАЗ 14-й модели, кинематическая схема которой показана на рис. 82, имеет следующие конструктивные особенности. Во внутренней полости картера коробки передач в передней части левой стенки и правой части задней плиты имеются маслонакопители, куда при вращении шестерен забрасывается масло. По имеющемуся сверлению в передней стенке картера масло поступает в полость задней крышки первичного вала и на маслонагнетающее кольцо. По сверлению в задней стенке картера масло поступает в полость задней крышки вторичного вала для смазки червячной пары привода спидометра. Шестерни вторичного вала установлены на специальных роликовых подшипниках качения, а заднего хода изготовлены вместе с валом. Шестерни промежуточного вала, кроме 1-й и 2-й передач, изготовленных вместе с валом, установлены на сегментных шпонках и закреплены на валу кольцами.
Механизм переключения передач имеет замок штоков и предохранитель включения 1-й передачи и заднего хода.
Рис. 82. Кинематическая схема коробки передач автомобилей КамАЗ 14-й модели:
1 — картер; 2 — магнитная пробка отверстия слива масла; 3 — промежуточный вал, верстия с указателем уровня масла; 6 — первичный вал; 7 — задний шариковый подшипник с механизмом переключения передач; 10 — опора рычага переключения передач; 11 — вала; 14 — вторичный вал; 15 — фланец крепления карданного вала; 16 — стакан шестерен заднего хода; 19 — ось блока шестерен; 20 — роликовый подшипник блока; 4 — передний роликовый подшипник промежуточного вала; 5 — пробка заливного от первичного вала; 8 — фиксатор механизма переключения передач; 9 — верхняя крышка ползун с вилками в сборе; 12 — синхронизаторы; 13 — задний подшипник вторичного сферического подшипника; 17 — сферический подшипник промежуточного вала; 18 — блок шестерен заднего хода
Рис. 83. Кинематическая схема коробки передач автомобилей КамАЗ 15-й модели:
1 — картер делителя передач; 2 — промежуточный вал делителя передач; 3 — первичный вал делителя передач; 4 — синхронизатор; 5 — первичный вал коробки передач; 6 — ползун; 7 — шестерня постоянного зацепления; 8 — картер коробки передач; 9 — вторичный вал коробки передач; 10 — промежуточный вал; 11 — блок шестерен заднего хода; Н — включение низшей передачи делителя передач; В — включение высшей передачи в делителе передач; —> направление включения и перемещения рычагов и ползунов; —> направление выключения и перемещения рычагов;
Привод управления механизмом переключения передач дистанционный, состоящий из рычага переключения передач с опорой, передней и промежуточной тяг, шаровой опоры и штока рычага переключения передач.
Коробка передач автомобилей КамАЗ 15-й модели, кинематическая схема которой показана на рис. 83, по сравнению с коробкой передач 14-й модели имеет следующие конструктивные особенности. К передней части картера коробки передач 15-й модели вместо картера сцепления приворачивается болтами делитель передач в сборе; изменена конструкция первичного вала и крышки заднего подшипника. Между крышкой и картером коробки передач отсутствует уплотнительная прокладка.
Передней опорой первичного вала является роликовый подшипник, расположенный в выточке первичного вала делителя. Вместо маслонагнетательного кольца на первичном валу установлена на шлицах ступица синхронизатора и закреплена гайкой.
Вместо передней крышки промежуточного вала осевое смещение переднего подшипника ограничивает распорная втулка, которая одновременно является и маслоотражательной шайбой.
Масляные ванны коробки передач и делителя сообщаются между собой двумя отверстиями, которые имеются в нижней части переднего торца коробки передач и в задней стенке делителя. Осевой зазор ведущего вала регулируется стальными прокладками толщиной 0,2 и 0,3 мм.
Коробка передач имеет два привода управления: привод управления основной коробкой передач—механический, дистанционный и привод управления делителем передач — пневматический. Пневматический привод управления делителем передач показан на рис. 84.
Коробки передач и их приводы управления автомобилей семейства КамАЗ обладают высокой надежностью и имеют наработку до капитального ремонта более 300 тыс. км. Поломок и износов шестерен, подшипников и их посадочных мест при эксплуатации не происходит.
Неисправности коробок передач КамАЗ
Наиболее характерные неисправности коробок передач и их приводов приведены в табл. 39.
В процессе эксплуатации автомобилей могут встретиться следующие дефекты деталей коробки передач:
- трещины в картере и его поломка при включении задней передачи во время движения автомобиля передним ходом;
- разрушение переднего роликового подшипника первичного вала;
- износ фиксатора механизма переключения передач; разрыв диафрагмы редукционного клапана; нарушение регулировки положения упора клапана выключения делителя.
Опыт передовых автотранспортных предприятий показывает, что при пробеге автомобилей 300 тыс. км и более в коробках передач изнашиваются первичный вал делителя передач, внутренний венец шестерни первичного вала основной коробки, детали синхронизатора переключения 4-й и 5-й передач. Остальные детали при капитальном ремонте автомобиля пригодны для повторного использования. Количество годных деталей при разборке коробок передач в большой степени зависит от организации и технологии выполнения разборочных работ и соблюдения требований технических условий на разборку.
39. Наиболее характерные неисправности коробок передач и дистанционных приводов управления автомобилей КамАЗ
Внешние признаки неисправностей коробок передач | Причины неисправностей коробок передач и дефектов деталей | Способ устранения неисправностей коробок передач и дефектов деталей |
При движении автомобиля происходит выключение передач, а при их переключении — удары и звонкий шум | Износ конусных колец синхронизатора — 4-й и 5-й передач | Заменить неисправные детали или синхронизатор в сборе |
Включение передач затруднено | Увеличение длины тяги управления механического привода | Отрегулировать длину тяги |
Износ шлицев вторичного вала | Заменить вал, восстановить шлицы вала наплавкой | |
Неполное включение сцепления | Отрегулировать свободный ход педали сцепления | |
Выключение 4-й и 5-й передач затруднено | Износ внутреннего венца шестерни | Восстановить внутренний венец шестерни |
Не включаются передачи в делителе | Заедание поршеньков воздухораспределителя | Разобрать воздухораспределитель, смазать детали смазкой № 158, собрать воздухораспределитель |
Износ толкателей синхронизатора делителя | Заменить толкатели, отрегулировать редукционный клапан | |
При переключении передач происходят удары и звонкий шум в делителе | Повышенное давление в пневмосистеме управления делителем | Отрегулировать редукционный клапан |
Не включаются передачи в основной коробке | Разрушение подшипников шестерен вторичного вала | Заменить подшипники |
Повышенный шум в коробке передач | Нарушена регулировка дистанционного привода управления | Отрегулировать привод, заменить изношенные детали |
Течь масла из коробки передач | Износ или потеря эластичности сальников | Заменить сальники |
Нарушена целостность прокладки | Заменить прокладки | |
Повышенное давление в картере коробки передач | Промыть сапун |
Приработка и испытание коробок передач КамАЗ
Испытание коробок передач производится с целью проверки правильности сборки узлов, механизмов и коробок передач в сборе и проверки герметичности уплотнений воздухопроводов пневмосистемы управления делителем передач.
Испытание коробок передач производится на обкаточных стендах без нагрузки и под нагрузкой.
Правильность сборки коробки передач перед установкой ее на стенд проверяется вращением валов и включением передач.
Валы коробки передач должны свободно без заедания вращаться при любой включенной передаче в основной коробке и делителе передач при вращении первичного вала от усилия руки.
Фиксаторы штоков всех передач при включении передач рычагом должны четко фиксировать их в нейтральном положении и в рабочих положениях. Включение 1-й передачи и передачи заднего хода должно производиться только при отжатом предохранителе заднего хода, установленном в верхней крышке.
Соединения воздухопроводов и пневмосистемы управления делителем, который установлен на коробке передач 15-й модели, должны быть проверены на герметичность сжатым воздухом под давлением 0,6 МПа. Из ресивера воздух под давлением подводится к редукционному клапану пневмосистемы. Падение давления в ресивере допускается не более 0,15 МПа в течение 40 с.
Зацепление зубчатых муфт синхронизатора делителя регулируется с помощью упорных болтов механизма переключения передач.
Регулировка производится следующим образом:
- включается делитель передач в работу, при этом воздух под давлением из ресивера поступит в полость клапана и перемещает его в крайнее положение до упора в рычаг;
- вывертываются оба упорных болта и снимается крышка смотрового люка механизма переключения передач делителя;
- перемещается золотник крана управления делителем в положение «низшая передача» и вворачивается задний упорный болт до упора в рычаг; после этого упорный болт довертывается еще на 1/4 оборота и фиксируется контргайкой; при этом положении первичный вал должен проворачиваться от руки легко и без заеданий;
- перемещается золотник крана управления делителем в положение «высшая передача» и передним упорным болтом регулируется зацепление аналогично вышеуказанному пункту.
После проверки правильности сборки коробка передач подвергается обкатке (приработке и испытанию). Приработка производится с целью подготовки коробки передач к восприятию эксплуатационных нагрузок.
Приработка и испытание коробок передач производятся на маслах пониженной вязкости. Такие масла позволяют лучше удалять механические примеси при сливе их после обкатки из картера коробки передач через сливные отверстия.
40. Режимы обкатки коробки передач 14-й модели
Режим | Частота вращения первичного вала, мин-1 | Нагрузка на вторичном валу, Н*м | Включенная передача | Время испытаний, мин |
I | 1300 | — | Нейтральная | 1,5 |
2600 | — | — | 1,5 | |
2600 | — | Последовательное включение передач: зх*-1-2-3-4-5-4-3-2-1-зх | 3 | |
II | 2600 | Не менее 50 | Задний ход | 1,5 |
2600 | 1-я | 1,5 | ||
2600 | 100—150 | 2-я | 1,5 | |
2600 | 100—150 | 3-я | 1,5 | |
2600 | 100—150 | 4-я | 1,5 | |
2600 | 100—150 | 5-я | 1,5 |
*Задний ход
В период обкатки в качестве смазки деталей коробки передач применяется дизельное масло М-10Г2К. В качестве заменителя разрешается применять масло М-10В. Масло в картер коробки передач заливается теплое, после подогрева его до температуры 50…60 °С.
Для обкатки коробок передач в их картер заливается масло в следующем количестве: в картер коробки передач моделей 14-й и 141-й — (8,5±0,5) л; моделей 15-й и 152-й — (12,5±0,5) л.
После заливки масла коробки передач обкатываются в двух режимах: без нагрузки и под нагрузкой. Режимы обкатки коробок передач моделей 14-й и 15-й определены техническими условиями и приведены в табл. 40 и 41.
При обкатке в режиме без нагрузки проверяется включение передач в основной коробке и в делителе.
41. Режимы испытаний коробок передач модели 15-й без нагрузки на вторичном валу
Примечание. Частота вращения первичного вала всюду равна 2600 мин-1, за исключением режима, когда в положении «нейтраль» и «высшая» она составляет 1300 мин-1.
При испытании и приработке коробки передач под нагрузкой проверяются:
- надежность включения передач;
- работа коробки передач при включении 1-й передачи и передачи заднего хода; эти передачи включаются только при остановленных валах в коробке передач;
- легкость переключения передач при включении 2, 3, 4 и 5-й передач;
- уровень шума с помощью шумомеров; датчики шумомера устанавливаются на стенку картера на расстоянии 25 мм от плоскости разъема картера с крышкой коробки передач в зонах вхождения шестерен в зацепления; при включении высшей передачи в делителе и частоте вращения первичного вала 2600 мин-1 уровень шума, зафиксированный стрелкой на шкале шумомера, не должен превышать 105 дБ.
После окончания приработки и испытания коробки передач масло из картера немедленно сливается горячим. Магниты сливных пробок очищаются от металлических отложений.
Разборка коробок передач Камаз
При разборке коробок передач необходимо обеспечить предохранение деталей и узлов от повреждений. Для этого применяются съемники и приспособления. Использовать стальные выколотки и применять ударные нагрузки при снятии подшипников запрещается.
Разборочный процесс включает в себя следующие виды работ: моечно-очистные, собственно разборочные работы, подъемно-транспортные по перемещению деталей, узлов и контрольно-сортировочные. Для наружной мойки коробок передач применяется «Лабомид-203» концентрацией 5—10 г/л, а для очистки деталей 25—30 г/л.
Разборка коробки передач производится на стендах в следующей последовательности. Снимаются и разбираются механизм переключения передач, кран управления делителем, опоры рычага переключения передач и редукционный клапан пневмосистемы. После снятия фланцев карданного вала и крышек подшипников первичного, вторичного, промежуточного валов извлекаются подшипники, выпрессовывается ось блока шестерен с помощью съемников и приспособления, как показано на рис. 85.
Задний и передний подшипники вторичного вала и внутреннее кольцо переднего подшипника промежуточного вала извлекаются из картера коробки передач захватами И-801.30.100, И-801.30.200 и И-800.30.300 с помощью съемника И-801.30.000. Стакан заднего подшипника вместе с подшипником промежуточного вала снимается и устанавливается приспособлением И-801.31.000. Ось блока шестерен извлекается из картера коробки передач съемником И-801.32.000. Отдельно разбираются вторичный вал коробки передач, синхронизаторы, делитель передач.
Рис. 85. Извлечение подшипников и оси блока шестерен при разборке коробки передач автомобилей КамАЗ:
а — снятие переднего подшипника вторичного вала коробки передач; 1 — съемник И-8011.30.000; 2 — упорный наконечник винта съемника; 3 — захват И-801.300.200 для снятия переднего подшипника вторичного вала коробки передач; 4 — роликовый подшипник; 5 — вторичный вал; 6 — контур картера коробки передач; б — снятие заднего подшипника вторичного вала коробки передач; 1 — съемник И-801 30.000; 2 — упорный наконечник винта съемника; 3 — захват И-801.30.100; 4 — шариковый подшипник; 5 — вторичный вал коробки передач; 6 — контур коробки передач; в — снятие стакана с подшипником промежуточного вала коробки передач приспособлением И-801.31.000: 1 — стакан подшипника; 2 — задний подшипник промежуточного вала; 3 — упор приспособления; 4 — плита; 5 — винт; 6 — упорный наконечник винта; 7 — болт, предназначенный для ввертывания в стакан подшипника; г — снятие оси блока шестерен заднего хода коробки передач съемником И-801.32.000: 1 — винт, вворачиваемый в ось блока шестерен рожковым ключом перед снятием оси; 2 — рукоятка съемника; 3 — головка винта под рожковый (накидной) ключ; 4 — упор съемника; 5 — стенка картера коробки передач; 6 — ось блока шестерен заднего хода коробки передач
Сборка коробок передач — КамАЗ
Сборка коробок передач может производиться тупиковым или поточным методом. Коробки передач собираются после восстановления и замены деталей. Наиболее прогрессивный метод сборки поточный, выполняемый на конвейере.
Каждая коробка передач должна быть собрана в соответствии с чертежами и испытана в соответствии с техническими условиями.
Маршрутная схема технологического процесса сборки коробки передач показана на рис. 87.
Детали коробки передач, поступающие на сборку, следует тщательно промыть, узлы проверить на соответствие требованиям сборочных чертежей.
При сборке коробки передач необходимо обеспечить предохранение деталей и узлов от повреждений. Использовать стальные выколотки запрещается. При установке подшипников применение ударной нагрузки недопустимо.
Все трущиеся поверхности нужно смазать тонким слоем масла М-10Г2К или М-10В.
Гайки подшипников и фланца карданного вала затягиваются с моментом силы 200—240 Н*м.
Рис. 87. Маршрутная схема технологического процесса сборки коробки передач
При установке крышек подшипников первичного и вторичного валов коробки передач и делителя минимальный люфт валов должен быть ±0,05 мм.
Рабочие поверхности золотников, крана переключения, воздухораспределителя, клапана включения передач делителя смазываются тонким слоем смазки № 158.
Гайки шпилек крепления картера делителя передач или картера сцепления к картеру коробки передач затягиваются моментом силы 140—200 Н*м.
Стенд для обкатки коробок передач
Для обкатки коробок передач применяется стенд с порошковым тормозом, показанный на рис. 88. Техническая характеристика стенда приведена в табл. 42.
Рис. 88. Стенд для приработки и испытания коробок передач:
1 — рама стенда; 2 — электромотор; 3 — сцепление автомобиля КамАЗ, входящее в конструкцию стенда; 4 — цилиндр пневмоприжима испытуемой коробки передач; 5 — прижим; 6 — тележка; 7 — соединительная муфта испытуемой коробки передач с порошковым тормозом; 8 — металлический защитный чехол; 9 — нагрузочный порошковый тормоз; 10 — амперметр; 11 — термометр; 12 — направляющая плита; 13 — подвижная плита; 14 — корпус реечного механизма; 15 — рычаг перемещения тормоза; 16 — вентиль крана подвода охлаждающей жидкости; 17 — рычаг выключения сцепления; 18 — пульт управления
42. Техническая характеристика стенда для приработки и испытания коробок передач
Устройство | Параметры | Единица измерения | Значение |
Электромотор привода первичного вала коробки передач 4АОП-2-724СХ | Напряжение в сети | В | 380 |
Мощность электродвигателя | кВт | 30 | |
Частота тока | Гц | 50 | |
Частота вращения вала | мин-1 | 1500 | |
Максимальный момент силы на валу двигателя | H*м | 200 | |
Электромагнитный порошковый тормоз ПТ-100М | Предел регулирования момента тормозной силы | Н*м | 0—1000 |
Расход охлаждающей воды | л/мин | 18 | |
Давление охлаждающей воды | МПа | 0,5 | |
Тип манометра | мт-з | ||
Выпрямительное устройство для электропитания катушки тормоза ВСА-5К | Регулируемое напряжение в катушках тормоза | В | 0—65 |
Напряжение ввода | В | 220 | |
Стенд | Масса | кг | 1615 |
Пульт управления | кг | 120 | |
Габаритные размеры стенда | мм | 2680Х570Х1100 |
Коробка передач устанавливается на стенд привалочной поверхностью так, чтобы проушины картера вошли в стыки вертикальной опорной площади стенда. После этого коробка передач прижимается двумя прижимами, которые приводятся в действие от двух пневматических цилиндров. Соединение вала двигателя с первичным валом делителя передач осуществляется фрикционной муфтой. Для соединения первичного вала коробки передач с валом электромотора и отсоединения валов при переключении передач на стенде установлено постоянно включенное сцепление автомобиля КамАЗ-5320. Включение и выключение сцепления коробки передач производится рычагом.
Ремонт коробки передач — Статьи
Ремонт коробки передач начинается с диагностики. Важно определить характер неисправности, место её локализации, и не торопиться снимать и разбирать автомат, если выявляется проблема с электроникой, то механический ремонт не всегда будет эффективен. Для самостоятельного устранения неисправности потребуется техническая литература, специальные инструменты, слесарные навыки и помощь специалистов.
Признаки неисправности АКППУзнать о необходимости ремонта можно своевременно, если внимательно относиться к автомобилю. Прислушиваться к работе двигателя и трансмиссии, ежегодно проверять состояние и уровни жидкостей, проводить тщательный осмотр и своевременное обслуживание. К примеру, при осмотре, вы обнаружили ослабленный тросик, идущий от коробки передач к дроссельной заслонке карбюратора. Подтянув тросик и очистив его от грязи, вы предотвратите более серьёзные проблемы: сбои в переключении передач и последующий ремонт.
Но, бывают моменты, когда профилактика уже не поможет восстановить работу АКПП. Появление следующих признаков указывает на необходимость экстренного ремонта:
Масло в картере потемнело, появился неприятный запах и странный оттенок. Белёсый цвет масла говорит о наличии воды и не герметичности системы. Течь масла любой интенсивности. Передачи включаются с опозданием или быстрее, чем нужно. Передачи выключаются сами по себе. Затруднено включение или переключение передачи. Автомат «шумит». Посторонние звуки, вибрация, стуки, которые слышны при переключении передачи. Автомат «воет» на неподвижном автомобиле. Автомобиль словно пробуксовывает при движении. Временами, как будто, совсем не «тянет». Отсутствует движение назад или вперёд. Не работает одна или несколько передач. Горит значок АКПП на приборной панели.В любом случаев, диагностику лучше не откладывать. Она займёт довольно продолжительное время, которое необходимо для сбора технической и сервисной информации по конкретной модели АКП, и её тщательной расшифровки.
Ремонт коробок передач своими рукамиКоробка передач, это самый сложный узел в автомобиле. Диагностику и ремонт своими руками осуществить достаточно проблематично, ведь для этого потребуется частичный или полный разбор АКПП, наличие необходимых навыков, большого опыта, инструментов, станков и чёткое соблюдение инструкций.
Добиться победы над неисправностью возможно, если дефект простой. Но, при сложной поломке нужно быть готовым и к отрицательному результату. Вас не пугают неудачи, и вы уверены в успешном окончании ремонта? Начните с диагностики.
Диагностика АКППДля выявления вида неисправности и его местоположения, применяют два вида диагностики: механическую и компьютерную. Для самостоятельного обнаружения неисправности нужно проверить:
Автомат на наличие наружной течи масла (жидкость капает или течёт – это серьёзный дефект). Уровень и состояние масла. Автомат на наличие механических повреждений (внешний осмотр на яме или на эстакаде). Блоки управления АКПП на наличие кодов ошибок работы и определите их. Работу двигателя и тормозов на коды ошибок – они могут влиять не работу автомата. Давление внутри коробки передач. Проверьте трансмиссию в движении.Последние два пункта осуществите самостоятельно только в том случае, если позволяет опыт. Если навыков нет, следует прибегнуть к посторонней помощи!
Подсказка, в виде появления кодов дефектов, поможет сузить поиски. Возможность появления этих неисправностей уже заложена в компьютере АКП, при создании автомобиля. Способы устранения проблем подробно описаны в технических документах. Более сложные моменты диагностики, в интерпретации которых вы сомневаетесь, лучше доверить специалистам.
Особое внимание уделите всему осмотру. Убедитесь в крайней необходимости снятия и разборки автомата, чтобы исключить неисправности вызванные другими причинами. Если всё-таки для исправления выявленных дефектов требуется демонтаж коробки передач, настройтесь на длительный процесс. Вам понадобится: внесение пометок, записей и фотографирование.
Снимаем коробку передачПри отсутствии смотровой ямы, демонтаж осуществляют на эстакаде или подъёмнике. Не помешает наличие трансмиссионного домкрата и дополнительных инструментов: внутренних шестигранных ключей, съёмника стопорных колец, накидных и сменных головок. Домкрат позволит снять коробку без посторонней помощи.
Начиная демонтаж, сначала нужно слить масло, и уже после этого, можно заняться отсоединением трубок, тросов, магистралей и разъёмов. Затем отвинчивают болты, соединяющие ГДТ и двигатель. Гидротрансформатор, на некоторых моделях машин, снимается после стартера, – который, в свою очередь, можно удалить только через картер коробки. Открутив крепления картера, разъедините автомат и двигатель.
Далее коробка передач помещается на ровную горизонтальную поверхность. Разбирать её следует согласно технической документации. Самостоятельный демонтаж снижает финансовые затраты, и вполне осуществим в домашних условиях. Но полноценный ремонт требует профессионального подхода, поэтому правильным шагом станет обращение в автосервис.
Преимущества ремонта коробки передач на СТОРаботоспособность автомобилю легко вернуть грамотным и правильным ремонтом. Если за ремонт автоматической коробки передач берётся неквалифицированный мастер, остается, лишь надеяться на чудо. Специализированный автосервис располагает штатом квалифицированных специалистов и оборудованием для токарных, сварочных и балансировочных работ.
Какие преимущества получает автолюбитель, обратившись в автосервис с надёжной репутацией? Как уже упоминалось выше, такие СТО имеют кроме просторного помещения, всё необходимое оборудование для диагностики и ремонта. Механики в автосервисе -специалисты, потому что они обладают специальными знаниями, опытом и навыками. Специалисты проведут более точный осмотр, после которого вы сможете принять решение – делать ремонт сразу, или отложить на некоторое время. Многие станции технического обслуживания оказывают услуги по поиску и подбору запасных частей, стоимость которых может быть ниже, чем среднерыночная. Происходит это за счёт оптовых цен или скидок как постоянному клиенту. Надёжные СТО (услугами именно таких компаний имеет смысл пользоваться) всегда дают гарантию на свою работу. Гарантийный ремонт в случае выявления повторной проблемы будет осуществляться бесплатно. Дальнейшие обращения в эту же компанию за помощью в ремонте, часто сопровождаются солидными скидками.Проблему, как найти компанию, которая гарантирует эффективный сервис для вашего автомобиля, решили на сайте Uremont.com, – собрав базу надёжных авторемонтных мастерских. Создайте заявку, выберите лучший автосервис, из тех, кто отозвался: по цене, расположению или скидкам. Ремонтируйтесь удобно и выгодно. Зафиксируйте результат в виде отзыва на сайте – это поможет другим определиться с выбором.
Ремонт и восстановление коробки передач
Здесь, в United Gear Works, мы хотим, чтобы наши клиенты были спокойны, поэтому мы предоставляем полный список нашей процедуры ремонта коробки передач.
Мы заберем коробку передач и доставим ее к нам, как только мы получим коробку передач, мы затем отправимся через все механические компоненты, чтобы увидеть, что все нужно отремонтировать, заменить или изготовить, и мы предоставим письменную оценку и время выполнения работ, мы также предоставим фотографии поврежденных компонентов, вот полный процесс ремонта коробки передач
Шаг 1 Очистка внешней поверхности коробки передач и идентификация
Этап 2 Снимите все болты с коробки передач
Этап 3 Разборка коробки передач Предварительная оценка состояния и требуемый ремонт
Этап 4 Осмотр магнита Коробка передач
Этап 5 осмотр всех шестерен
Шаг 6 Сообщение клиента о состоянии коробки передач
Шаг 7 Детали, подлежащие ремонту, или детали, реконструированные, если это необходимо для восстановления коробки передач
Шаг 8 Анализ отказов во время com Полная разборка и оценка износа и повреждений компонентов
Шаг 9 Очистка всех внутренних компонентов и корпуса
Шаг 10 Проверка всех диаметров подшипников в корпусе
Шаг 11 Проверка всех валов
Шаг 12 осмотр всех шестерен
Шаг 13 Настройка отверстия контрольной линии редуктора
Шаг 14 Отремонтируйте и восстановите шестерни до O.EM
Шаг 15 Замена всех уплотнений и прокладок подшипников
Шаг 16 Отремонтируйте и восстановите все валы до OEM
Шаг 17 Повторно выровняйте все валы шестерен и подшипники обратно в OEM
Шаг 18 Установите циферблатный индикатор на каждый вал и зазор подшипников на конце Ck
Шаг 19 Восстановите изношенные и поврежденные поверхности
Шаг 20 Обратный инжиниринг и производство новых деталей, когда OEM-запчасти недоступны или время выполнения заказа неприемлемо
Шаг 21 Сборка редуктора в соответствии со спецификациями OEM и инженерными инструкциями, обеспечивающими требуемую подгонку компонентов и с учетом применения в полевых условиях Ремонт коробки передач
Этап 22 Пескоструйная очистка всей внутренней и внешней коробки передач
Этап 23 Покраска внутренней коробки передач
Этап 24 Повторная сборка коробки передач, затянуть все болты
Этап 25 Поместите зонды для анализа вибрации на каждую зону подшипника
Этап 26 Установите коробку передач на испытательную машину
Этап 27 Покраска внешнего редуктора
После завершения ремонта редуктора мы предоставим сертификат Совместная документация по всем осмотрам MAG
На все работы распространяется 48-месячная гарантия, чтобы не было отслаивания, отслаивания или износа, и гарантия не начнется до тех пор, пока не будут введены в эксплуатацию
Мы также предоставляем нашим клиентам бесплатный вывоз и доставку, а также бесплатную смету
Все работы заказы Не начнут процесс ремонта до тех пор, пока не будет получено подтверждение заказа на поставку или подтверждение по электронной почте для продолжения ремонта
Если работы не будут одобрены
Все работы будут возвращены в исходное состояние по прибытии
еще раз спасибо за выбор экспертов United Gear Works
Круглосуточное обслуживание по запросу клиента
Коробка передач перед работой
Коробка передач после разборки
Коробка передач после окончания работы
Свяжитесь с нами
Процесс ремонта коробки передач (шаг за шагом)
Ищете надежных специалистов по ремонту коробки передач? Мой ремонт коробки передач — ваш источник! Здесь, в My Gearbox Repair, мы предлагаем лучшие услуги по ремонту промышленных коробок передач.Вам нужна услуга быстрого ремонта коробки передач? Позвоните нам или отправьте свое предложение, мы можем выполнять работу быстрее и эффективнее, чем большинство наших конкурентов. My Gearbox Repair может отремонтировать и полностью отремонтировать вашу коробку передач. Готовы получить бесплатную оценку? Позвоните нам сегодня! Все виды ремонта My Gearbox Repair, включая ремонт коробки передач, сопровождаются нашей гарантией отсутствия сколов, отслаивания, отслаивания и износа. Здесь, в My Gearbox Repair, мы хотим, чтобы наши клиенты были спокойны, поэтому мы предоставляем полный список наших процедур ремонта коробки передач для ремонта коробки передач.Мой ремонт коробки передач заберет ремонт коробки передач и доставит ее к нам. Как только мы получим ремонт коробки передач, мы пройдемся по всем механическим компонентам, чтобы увидеть, что все нужно отремонтировать, заменить или изготовить, и предоставим письменную оценку и время выполнения работ. My Gearbox Repair также содержит вам фотографии поврежденных компонентов. Ознакомьтесь с нашими шагами по ремонту коробки передач ниже.
Ремонт промышленных редукторов— Свяжитесь с нами сегодня, чтобы получить бесплатное предложение!
- Шаг 1 Очистка коробки передач снаружи и идентификация
- Шаг 2 Снимите все болты с КПП
- Шаг 3 Разборка коробки передач Предварительная оценка состояния и требуемый ремонт
- Шаг 4 Mag осмотрите коробку передач
- Шаг 5 проверьте все шестерни
- Шаг 6 Сообщение покупателю о работоспособности коробки передач
- Шаг 7 Детали, подлежащие ремонту, или детали, реконструированные, если это необходимо для восстановления коробки передач
- Шаг 8 Анализ отказов при полной разборке и оценка износа и повреждений компонентов
- Шаг 9 Очистка всех внутренних компонентов и корпуса
- Шаг 10 Проверить все диаметры подшипников на месте
- Шаг 11 Проверить все валы
- Шаг 12: осмотрите все шестерни
- Шаг 13 Установите отверстие контрольной линии коробки передач
- Шаг 14 Отремонтируйте и восстановите шестерни до O.E.M
- Шаг 15 Замена всех сальников и прокладок подшипников
- Этап 16 Отремонтируйте и снова восстановите все валы до оригинального качества
- Шаг 17 Повторная центровка валов всех шестерен и подшипников на оригинальное исполнение
- Шаг 18 Поместите циферблатный индикатор на каждый стержень и зазор подшипников на конце Ck
- Шаг 19 Восстановить изношенные и поврежденные поверхности
- Шаг 20 Обратный инжиниринг и производство новых деталей, когда детали O.E.M недоступны или время выполнения заказа неприемлемо
- Шаг 21 Сборка коробки передач по O.Спецификации и технические инструкции E.M, обеспечивающие требуемую подгонку компонентов и учитывающие применение ремонта коробки передач в полевых условиях.
- Шаг 22 Пескоструйная обработка всей внутренней и внешней коробки передач
- Шаг 23 Покраска внутренней коробки передач
- Шаг 24 Соберите коробку передач, затяните все болты
- Шаг 25 Поместите датчики для анализа вибрации на каждую зону подшипника
- Шаг 26 Установите коробку передач на испытательную машину
- Шаг 27 Покрасить внешний редуктор
После завершения процесса ремонта коробки передач мы предоставим сертифицированную документацию для всех проверок MAG. На все работы распространяется 48-месячная гарантия, исключающая отслаивание чешуек или износ, и гарантия не будет действовать до тех пор, пока не будет использован ремонт коробки передач.Мы также предоставляем нашим клиентам бесплатный вывоз и доставку, а также бесплатную смету на ремонт коробки передач. Все рабочие заказы не начнут процесс ремонта до тех пор, пока не будет подтвержден заказ на поставку или пока не будет предоставлено подтверждение по электронной почте для продолжения ремонта. Если работа не будет одобрена, ремонт коробки передач будет возвращен в исходное состояние по прибытии. Еще раз благодарим вас за выбор специалистов MyGearboxRepair.com для следующей работы по ремонту коробки передач.
Ремонт и восстановление коробки передач P&H
Industrial Gearbox обеспечивает ремонт коробки передач P&H, когда ваш Коробка передач P&H не работает.Вам нужно, чтобы он работал как можно быстрее и эффективнее. Ремонт существующего Редуктор P&H может быть быстрым и экономичным способом вернуть доступность вашего процесса до 100% по сравнению с Блок замены P&H.
Коробки передач P&H
Репутация компании P&H Gearboxes как единственного поставщика услуг по бурению и транспортировке индустрия с 1984 года основана на их внимании к деталям и качеству сборки на их оборудование.PandH был куплен Komatsu в Японии, и вся конструкция (не включая имя) поддерживается через Komatasu, который продолжает предоставлять ту же услугу и те же продуктовые линейки под другим именем.
PandH Machinery началась с Алонзо Полинга и Генри Харнишфегера (P и H), которые начали производственная компания из Милуоки Висконсин. Происходит от модельера и слесарь, слесарь, оба поставляли в промышленность компоненты машинного оборудования и ремонтировали сказанное компоненты, позволяющие им расти и расширяться в сфере услуг по передаче электроэнергии.P&H Редукторы сегодня используются в международной горнодобывающей промышленности. Компания началась с электрические карьерные экскаваторы для загрузки карьерных дробилок и самосвалов, а затем буровые установки, шагающие Драглайны и шахтные конвейерные системы Редукторы P&H с параллельными валами и планетарными с зубчатой передачей они могут развивать крутящий момент до 450 000 фут-фунтов.
Ремонт коробки передач P&H
Ваша коробка передач PandH не работает? Позвоните нам по телефону (312)579-0030, чтобы начать путь к получение вашего вывода обратно.Вы также можете Запросите цитату с нашего сайта, а также мы можем связаться ты. Industrial Gearbox — это центр по ремонту промышленных коробок передач, специализирующийся на ремонте и восстановление коробок передач PandH. Мы — универсальный магазин с возможностью Производство Шестерни любого вида и жесткости. Мы можем производить косозубые шестерни, спирально-конические шестерни, червячные передачи и многое другое!
Industrial Gearbox предлагает бесплатные перевозки и бесплатные расценки по всей стране, а также 24 месяца Гарантия на весь ремонт. Industrial Gearbox также предлагает услуги срочного ремонта.
Как только мы получим вашу коробку передач PandH Gearbox в нашем магазине, мы сразу же разберем ее и разместим все детали. и компоненты в моечную машину для промышленных деталей, чтобы смыть всю грязь и песок и позволить нам найти виноватых, точнее процитировать объем работ. После утверждения мы начинаем с ремонт любых повреждений валов и корпуса. Ремонт или восстановление повреждений шестерни и замените подшипники, усадив валы и поместив сверху перегретые подшипники позволяя гравитации выполнить установку.
После ремонта коробки передач ее помещают на шестичасовой испытательный стенд для проверки на вибрацию, Перегрев и утечка, а также любые другие отклонения от нормы. После прохождения этих тестов ваш коробка передач сертифицирована с нашей 24-месячной гарантией. Если ваша коробка передач PandH требует ремонта, позвоните Теперь! Если у вас есть какие-либо вопросы относительно нашей службы экстренного ремонта в срочном порядке, не стесняйтесь обращаться к нам по электронной почте. мне напрямую [email protected]
Ремонт коробки передач P&H
В дополнение к ремонту редукторов P&H , мы предлагаем полное техническое обслуживание для выявления любых проблем. в производстве и порекомендуйте оптимальное решение для вашей коробки передач P&H.Наш опыт часто позволяет нам предлагать обновления или перестройка продукта для повышения производительности или срока службы существующих Коробки передач P&H.
Наше внимание уделяется высокому качеству промышленных редукторов P&H, восстанавливает в сочетании с быстрым временем отклика обеспечивает наилучшее возможное решение для наших клиентов.
Производство редукторов P&H
Как комплексный механический цех, у нас есть возможность до производит шестерни P&H в соответствии с точными спецификациями, а также обрабатывает Капитальный ремонт редуктора P&H и расточка линии.Предлагаем высшее качество Шестерни P&H в промышленности полностью удовлетворены. Наша круглосуточная служба экстренной помощи гарантирует, что мы будем доступны, чтобы поддерживать вашу технику в рабочем состоянии.
В Industrial Gearbox мы обеспечиваем изготовление на заказ шестерен P&H для различных отраслей промышленности. Наши обширные возможности механической обработки позволяют изготавливать шестерни диаметром до 20 футов, подходящие для крупномасштабных механических систем передачи.
Восстановление коробки передач P&H
Наши квалифицированные инженеры обладают первоклассным опытом в области поломки оборудования редукторов P&H, , реверс-инжиниринга и проектирования редукторов. Благодаря новейшему оборудованию и высоким стандартам проектирования мы неизменно превосходим ожидания, когда речь идет о проверке, ремонте и экономии средств. Кроме того, для любого промышленного доступны услуги экстренных служб и аварийный ремонт. Компонент привода P&H.
Ремонт коробки передачFlender | Экстренный ремонт в течение 12 часов
Как только ваша коробка передач Flender прибудет к нам объект мы разбираем, чистим, осматриваем и измеряем все шестерни и валы и определите, если ваши шестерни и валы Flender валы квалифицированы для ремонта.Если Флендер работает и валы не ремонтируются, есть возможности и опыт для производства всех новых Flender шестерни и валы, такие как Helical, Double Helical, Елочка, Разделенная кость сельди, Фаска, Спиральная фаска, Шпора Шестерни, зубчатые колеса, вечные зубчатые колеса, рейка и шестерня, червяк Шестерни, Червячные передачи с двойным охватом, Гипоидные шестерни, Винт Gears и многое другое! Как только ваш Коробка передач Flender ремонтируется, потом делаем шесть часов пробный пуск на перегрев, вибрацию и утечку, чтобы убедиться наша гарантия 24 месяца.National Gear Box Repair может все этих ремонтов и перестроек на значительную сумму экономия, а не покупка новой коробки передач Flender.
Flender — это невероятно впечатляющий бренд, известный как лидер отрасли по каждому из своих инновационных редукторов. От цилиндрических и коническо-цилиндрических редукторов до Планетарные редукторы и редукторы для конкретных приложений — клиенты могут выбирать из бесконечного множества вариантов и настраивать их в соответствии со своими потребностями.Каждая значительная энергетическая отрасль, целлюлозно-бумажная промышленность, сточные воды, продукты питания и напитки или даже сахар полагаются на Flender. Являясь важным игроком в индустрии редукторов, они стремятся обеспечить производительность и надежность по разумной цене. Каждый из их редукторов считается универсальным решением для редукторов, и при выборе одного из их модульных блоков существует практически безграничное количество вариантов дизайна. Подъем и вылет с Flender
В основе успешного подъема и подъема вылета стрелы лежит редуктор Flender.Благодаря широкому ассортименту редукторов различных размеров и расстояний вы можете легко использовать параллельную установку двигателя и намоточного барабана для простого подъема и изменения вылета стрелы. Что касается подъема, новый редуктор CHG обеспечивает невероятный крутящий момент. Чтобы обеспечить длительную стабильность, Flender также предоставляет диагностический инструмент под названием DIAGNOSTEX, который добавляет датчики в ваши системы передач. Наличие точных цифровых измерений упрощает обслуживание коробки передач Flender и позволяет избежать дорогостоящих поломок.
За несколько десятилетий сотрудничество Flender со своими клиентами привело к оптимальному проектированию приводной коробки передач, используемой во многих кранах. В идеале они должны использоваться в контейнерных кранах, мостовых кранах, литейных кранах, башенных поворотных кранах или лебедках.
В случае, если ваша коробка передач Flender остро нуждается в ремонте, National Gearbox Repair тщательно проверит вашу коробку передач в соответствии с вашими потребностями. Будь то корпус коробки передач, шестерни или что-то столь же простое, как замена уплотнительного кольца, National GearBox Repair тщательно разработает подробный объем работ для вашего продукта.В случае значительного повреждения вашей коробки передач Flender, National Gearbox Repair может быстро произвести, заменить и изготовить детали, необходимые для ремонта вашей коробки передач и восстановления вашей работы. Объем работ
Ваш редуктор Flender будет тщательно проверен опытным инженером. Несколько стандартных объемов работ включают:
- Замена фрикционной пластины
- Замена корпуса
- Новые подшипники
- Замена диска сцепления
- Новые возвратные пружины поршня
National Gear Repair заменит даже самые непонятные детали коробки передач.Независимо от того, нужны ли вашей системе косозубые, двойные косозубые, елочные, разрезные конические, зубчатые, кольцевые шестерни, зубчатые рейки и шестерни — все они заменяемы, и у нас есть все инструменты и ноу-хау для быстрого изготовления замена детали в рекордно короткие сроки. После успешного ремонта National Gear Repair проверяет каждый продукт в течение нескольких часов, чтобы убедиться в его безопасности. Перед устранением неисправностей он будет проверен на предмет перегрева, вибрации, утечек и будет проведен широкий контрольный список других возможных неисправностей.
Даже в случае заказа в короткие сроки, National Gear Repair предлагает круглосуточную экстренную службу экстренной помощи, чтобы проверить, спроектировать, отремонтировать и отправить вашу систему Flender обратно вам своевременно.
Что делать в случае выхода из строя коробки передач
Износ — это естественный факт для оборудования, работающего в промышленных условиях с высокими температурами, высокими скоростями, уличной грязью или жесткими стирками.Даже компоненты самого высокого качества со временем выходят из строя. Прямоугольные коробки передач, как правило, не требуют особого обслуживания, но если что-то пойдет не так, как вы можете определить, что вам нужно: ремонт коробки передач или замену?
Чем раньше вы обнаружите возникающие проблемы, тем выше ваши шансы на менее затратный ремонт вместо преждевременного и дорогостоящего отказа коробки передач. Возникновение проблем также может привести к выходу компонентов коробки передач из строя, что снижает производительность и ускоряет дальнейшее повреждение. Вот некоторые признаки, на которые следует обратить внимание, и шаги, которые можно предпринять для устранения проблем с коробкой передач.
Перегрев
Это наиболее частая проблема промышленных редукторов. Это часто вызвано чрезмерным внутренним трением, когда рабочие шестерни или подшипники смещены или неправильно смазаны. Признаки перегрева включают:
- Коробка передач горячая. Не трогай! Распылите немного воды на корпус или вал, чтобы увидеть, не «шипит» ли она и не испаряется ли она сразу.
- Обесцвеченная или отслоившаяся краска на корпусе.
- Компоненты из расплавленного пластика (если есть).
- Обесцвеченная консистентная смазка (или недостаточный уровень жидкости).
Утечки
Поврежденные уплотнения или прокладки могут привести к утечке консистентной смазки, что снизит эффективность коробки передач и, в конечном итоге, повредит подшипники и вызовет преждевременный выход из строя коробки передач. Если уплотнения вала сломаны, вода и другие загрязнения могут попасть внутрь коробки передач.
Несоосность
И вибрация, и неправильная установка могут привести к смещению компонентов (со временем к износу).Монтаж может вызвать проблемы, потому что, если коробка передач не сориентирована должным образом, увеличивается вероятность загрязнения. Даже крошечные частицы могут повредить подшипники. Если шестерни не выровнены, на одном конце зубьев появятся следы точечной коррозии.
Повторяющееся кратковременное тепловое расширение, которое происходит при запуске, также может вызывать смещение, как и внешнее тепловое расширение из-за того, что редуктор расположен слишком близко к сильному источнику тепла.
Шум
Коробки передачмогут не работать тихо, но чрезмерный шум указывает на то, что что-то не так.Вы слышите скрип или дребезжание? Вместо того, чтобы плавно сцепляться друг с другом, части шестерни не синхронизированы, фактически «ударяясь» друг о друга. Немедленно заменяйте неисправные детали, чтобы избежать более обширного ремонта коробки передач.
Неожиданные нагрузки
Редукторыс прямым углом предназначены для соответствия определенным спецификациям при определенных нагрузках. Любая неожиданная сила или крутящий момент могут повредить шестерни или вызвать выход из строя подшипников.
Указание по установке опоры вала: Вал должен поддерживаться со всех сторон редуктора
с помощью внешних подшипниковых блоков.Подшипники редуктора с внутренним редуктором предназначены для восприятия внутренних нагрузок
и не подходят для поддержки дополнительных внешних радиальных или осевых нагрузок. Несоблюдение
поддержки внешних нагрузок снизит КПД редуктора и срок его службы.
Профилактика — самый доступный подход
Чем добрее вы относитесь к своим трудолюбивым коробкам передач, тем дольше они прослужат и будут работать наилучшим образом. Редукторы с прямым углом довольно распространены из-за их универсальности в промышленном применении.И хотя они не требуют многого в плане профилактического обслуживания, они все же нужны. Время, которое вы тратите сейчас, может обеспечить бесперебойную работу и сэкономить вам время и деньги в дальнейшем.
- Регулярный осмотр может выявить проблемы, которые приводят к повреждению уплотнений, а также внутренних подшипников, болтов и т. Д. Обратите внимание на утечку смазки и следы износа шестерен.
- Еще раз проверьте центровку.
- Проверить на признаки перегрева.
- Регулярно очищайте редуктор, чтобы предотвратить возможное загрязнение.Никогда не используйте растворители для очистки внешних или внутренних деталей. Убедитесь, что коробка передач правильно смазана.
Редукторы со вставным передним валом предварительно смазаны и готовы к эксплуатации. Для легких и средних условий эксплуатации
их можно считать смазанными на весь срок службы, и дальнейшее обслуживание не требуется.
При продолжительной и тяжелой эксплуатации может потребоваться периодическое обслуживание.
рекомендуется очищать от смазки и повторно смазывать каждые 1500 часов работы.
Для стандартных моделей IAS смажьте консистентной смазкой Magnalube-G® NLGI Grade 2.Для пищевых продуктов
используйте смазку ACCROLUBE®-FG
Для моделей CRL смажьте консистентной смазкой Lubriplate® 1500 Grade 00. Для пищевых продуктов
используйте смазку Lubriplate®, FGL-00.
При смазке снимите заглушку самого нижнего порта и введите новую смазку в штуцер Зерка в самом верхнем отверстии
, удалив старую смазку из нижнего порта. Установите на место заглушку порта.
Количество смазки: 25 серий = 1 унция (30 мл), 20 серий = 0,67 унции (20 мл), 15 и 10 серии = 0,50 унции
(15 мл)
Примечание: Переполнение может привести к утечке, чрезмерному нагреву и сокращению срока службы.
Дело идет не так
Если ваша коробка передач сломается, несмотря на все ваши усилия, позвоните нам. Мы можем помочь вам выяснить причину, если это необходимо, и помочь вам как можно быстрее вернуться к работе, нужен ли вам ремонт коробки передач или точная замена.
4 основные причины выхода из строя коробки передач — аварийный ремонт коробки передач
Когда возможен ремонт коробки передач?
29 августа 2019 г.Редуктор с крановым приводом || До и после
29 августа 2019 г. Неисправности шестерен — основные причины поломок оборудования.Отказ происходит из-за множества проблем, и наиболее распространенной причиной является износ машины в течение длительного периода времени.
Из-за постоянной эксплуатации детали машин неизбежно время от времени изнашиваются. Если это произойдет с зубчатыми колесами, это окажет пагубное влияние на работу оборудования. Выход из строя шестерен из-за износа может происходить по разным причинам.
Вот некоторые из наиболее распространенных причин выхода из строя шестерен:
Смазка
Смазка очень важна для продления срока службы как подшипников, так и шестерен.Основными аспектами использования смазки являются объем смазки, нанесенной на каждое зубчатое зацепление и подшипники, а также свойства смазочного масла. Смазочное масло образует тонкую пленку, которая предотвращает контакт металла с металлом между шестернями и внутри компонентов подшипника. В современных промышленных зубчатых передачах используется эвольвентная структура зуба и зубчатая передача, которые представляют собой сочетание качения и скольжения. Масляная пленка представляет собой тонкое препятствие между движущимися частями, которое позволяет вращающей силе эффективно поворачивать устройства, не повреждая металлические поверхности.
Устройство
Шестерни предназначены для работы с параллельными валами или валами с прямым концом и с определенной реакцией между зубьями шестерни. Расположение шестерен в корпусе коробки передач имеет решающее значение, и оценка расположения отверстий в корпусе коробки передач очень важна при проведении ремонта. В горнодобывающей промышленности, где зубчатые редукторы находятся в сильно уложенных друг на друга приложениях, мы иногда воочию видим, что корпуса редукторов могут деформироваться или сгибаться.Даже небольшое нарушение работы может вызвать преждевременный износ и выход из строя шестерни. Зубья шестерни не будут входить в зацепление так, как они были разработаны, в результате чего более слабые части зубьев будут приходить в излишний вес.
Абразивный износ
Истирание может появиться в канавках или некоторых других частях, которые трутся друг о друга. Радиальные царапины — признак абразивных зубчатых колес.
Одна из самых известных причин грубого износа — наличие в масле удаленных тел. Эта проблема может включать металлический мусор от подшипников или зубчатой передачи, ржавчину, песок или брызги сварочного шва.В новых системах это обычное дело, прежде чем фильтр сможет очистить систему.
Поломка
Зуб может отломиться полностью или частично. Это часто оставляет следы усталости, которая привела к поломке, которая возникает в результате любого количества проблем, включая сильное напряжение или чрезмерную нагрузку на зубы.
Для получения дополнительной информации об аварийном ремонте винта посетите нашу страницу «Аварийный ремонт коробки передач».
Ремонт и восстановление редуктора экструдера
Hard Chrome Solutions специализируется на ремонте, модернизации и модернизации редукторов экструдеров.За более чем шестидесятилетний опыт работы в этом бизнесе мы видели практически все проблемы с зубчатыми передачами экструдеров на самых разных рынках и в самых разных сферах применения. Мы предлагаем комплексные решения под ключ для всех ваших потребностей в зубчатых передачах и имеем опыт, чтобы точно знать, что рекомендовать для вашего применения в зубчатых передачах, от небольшого ремонта до полной реконструкции.
Наша невероятно талантливая команда инженеров, прошедших обучение в Германии, и преданных своему делу профессионалов фокусирует свои уникальные навыки на проектировании ремонта, восстановления и модернизации вашего редуктора и редуктора экструдера, которые будут превышать текущие технологические нагрузки.Наши решения обычно приводят к переоборудованию редукторов экструдеров, которые становятся более прочными, обеспечивают более высокий крутящий момент и мощность, сокращают время простоя и экономят деньги на будущем ремонте.
Мы ремонтируем, модернизируем, а иногда и изобретаем вашу зубчатую передачу с использованием новейших инженерных технологий, которые делают ее лучше оригинала.
Все бренды:
Hard Chrome Solutions специализируется на ремонте редукторов экструдеров, включая Flender, Flender Graffenstaden, Siemens, Davis Standard, Egan, Sterling, Krauss Maffei, Horsburgh & Scott, Falk.Хеншель, ТМАКС. Mutax, NRM. Фаррел, Банбери, Филадельфия Гир, Бейкер Перкинс, Кисслинг, Хеншель Дурумакс, Глостер И МНОГОЕ ДРУГОЕ.
- Одинарный винт
- Двойной винт
- Конический
Преимущества:
- Сложный инженерный процесс и стандарты для восстановления или ремонта тысяч редукторов экструдеров 90 марок
- Чрезвычайно экономичная альтернатива новому оборудованию
- Оценка, анализ и консультации на месте по оптимизации ремонта или восстановления
- Повышение производительности, которое соответствует или превышает текущие нагрузки процесса
Hard Chrome Solutions имеет более 20 000 квадратных футов деталей на нашем предприятии, чтобы быстро и по доступной цене решить практически все виды послепродажного ремонта.Мы производим многие из наших запчастей на собственном производстве, что позволяет нам устанавливать и тестировать ваше оборудование без дополнительных затрат и времени, необходимых при непосредственном общении с третьими сторонами. В то время как наши конкуренты пытаются продавать услуги посредникам, мы стремимся устранить посредников, каждое подразделение выполняется на наших предприятиях от начала до конца для обеспечения надежности. НИКАКОЕ ожидание поставок из-за границы позволяет нам лучше обслуживать наших клиентов! Клиент на первом месте и всегда прав. Вот почему мы добиваемся такого успеха уже более 60 лет.
У нас также есть новые агрегаты для быстрой доставки в чрезвычайных ситуациях, включая агрегаты мощностью от 100 до 800 л.с., изготовленные из высококачественных материалов и поковок. У нас есть все, что вам нужно, внутри и готово к производству в течение 36 часов с момента размещения вашего заказа. Мы ремонтируем быстрее, чем ЛЮБОЙ в США и Канаде, и гарантируем доставку в течение 36 часов, или ваш редуктор экструдера будет бесплатным с 36 месяцами запчастей и работы. С нашей полной гарантией, если ваша продукция выйдет из строя в течение 36 месяцев, мы удалим ее и заплатим за установку новой машины! Каждый агрегат проходит стендовые испытания и работает в течение шести-восьми часов с использованием синтетического масла качества Mobil 600 в процессе испытания.Мы проверяем температуру, вибрацию и тепловые изображения перед отправкой обратно на ваш объект, поэтому мы знаем, что каждое устройство соответствует стандартам или лучше!
Наша команда экспертов прошла обучение по каждому бренду. Мы полагаемся на новейшие технологии, ведущие наше будущее и ваше оборудование. Мы уверены, что Hard Chrome Solution будет единственным звонком, который вам когда-либо понадобится, или вашим ДЕНЬГИ ВОЗВРАЩАЕТСЯ!
ЧТО ОЖИДАТЬ- Владелец и президент службы экстренной помощи: отвечает на все звонки
- Отдел продаж: ответ в тот же день
- Получение: ответ в тот же день или на следующий день
- Бесплатные оценки по всем агрегатам; размер значения не имеет
- Наша механическая бригада разобьет, осмотрит и процитирует на следующий день, когда устройство прибудет к нам в док.
- Все устройства будут полностью очищены, обработаны пескоструйным аппаратом, загрунтованы, окрашены эпоксидной смолой и готовы к отправке к концу недели!
- Все редукторы экструдеров полностью отремонтированы владельцем и членами команды, чтобы обеспечить полностью обновленное качество.
- Модернизированный, чтобы прослужить только высококачественные бренды: подшипники Timken SKF и FAG или немецкие.
- Ваш серийный номер и модель будут зарегистрированы в нашей базе данных. Мы отправим вам электронное письмо через 24 месяца для получения любых услуг, если они понадобятся.
Восстановление и ремонт редуктора экструдера:
- Разборка и повторная сборка
- Обратный инжиниринг
- Производство зубчатых колес
- Испытание коробки передач отжимом без нагрузки
- Осмотр зубчатых колес
- Обработка корпуса и переточка
- Шеф-монтаж
- Технический анализ и оценка коробки передач
- Неразрушающий контроль
Полный спектр наших услуг по ремонту включает:
Аварийные поломки, демонтаж оборудования, установка и запуск, лазерная центровка, тестирование производительности, диагностика неисправностей, системы редукторов, ремонт и восстановление сдвоенных экструдеров и устранение неисправностей. Наша философия ремонта проста: мы ремонтируем ваше оборудование в соответствии с оригинальными заводскими спецификациями или отраслевыми стандартами. Мы делаем это своевременно. И делаем это правильно с первого раза. Выбирая HARD CHROME SOLUTIONS для технического обслуживания, ремонта или обслуживания, вы можете ожидать:Обширный опыт наших специалистов по редукторам экструдеров гарантирует, что каждый ремонт будет выполнен правильно с первого раза, и вы получите ответы на вопросы и решения проблем, которые помогут вам избежать поломок в будущем.Наша цель — превзойти ваши ожидания.
Мы предоставляем уникальные расценки на каждый ремонт, включая цены на новые единицы для сравнения, цифровые фотографии, анализ неисправностей и варианты обновления. Качество и своевременность нашего ремонта в сочетании с нашей расширенной ограниченной гарантией на любой редуктор экструдера, отремонтированный и установленный нашими специалистами на местах, гарантирует экономичное решение.