что это? Точечная сварка своими руками из микроволновки или трансформатора, схема машины контактной сварки, ГОСТ, виды и применение
С давних времен люди использовали сварку, но процесс создания неразъемного соединения сильно отличался от метода, используемого в наши дни. Две металлические детали накаливали на огне, затем колотили специальным молотом. Поговорим о контактной сварке.
Что это такое?
Для соединения металлических элементов маленького размера или тонких пластин применяется один из самых востребованных методов – это контактная сварка. Принцип работы заключается в быстром нагреве плоскостей до состояния размягчения при помощи подачи электрического тока, который далее трансформируется в тепловую энергию, и одновременной деформации деталей в месте сваривания. В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
Аппарат для сварки имеет два основных узла.
- Механический – здесь находятся электроды, в установках для точечной сварки они выглядят как зажимные щипцы, в аппаратах для сварки швом это ролики.
А также приводы сжатия и вращения, зажатия и осадки.
- Электрический – эта конструкция состоит из сварочного трансформатора, регулятора напряжения (этот элемент переключает количество витков в первичной обмотке), вторичного контура (через него электрический ток проходит к свариваемым деталям), прерывателя первичной цепи (он служит для включения и выключения тока), регулятора цикла (это устройство регулирует все необходимые параметры – последовательность операций, длительность и другие).

Также в машине для сварки есть и вспомогательные блоки.
- Пневмогидравлический – здесь присутствуют фильтры, элементы, смазывающие движущиеся детали, система, которая подводит поток воздуха к приводу сжатия, система, регулирующая давление.
- Водное охлаждение сварочного аппарата.
Плюсы и минусы

- Высокая скорость работы, если сравнивать с другими методами сварки, контактная создает более прочный шов.
- Создание одной сварочной точки происходит минимум за 0.1 секунды. Опытный сварщик за одну минуту может сделать до 600 соединений.
- Достаточно экономичный способ, так как для создания контактного соединения не требуются вспомогательные элементы – электроды, проволока для присадки, флюсы и т. д.
- Деформация металла незначительная и проявляется только в местах соединения.
- Несложный процесс, с которым справится новичок и сварщик средней квалификации.
- Контактные электроды имеют долгий срок эксплуатации и не изнашиваются длительное время.
- Самый безопасный метод сварки, так как риск возгорания сведен к минимуму.
- Контактная сварка экологически чистая – она не влияет на здоровье человека и окружающую среду.
- Благодаря высокой скорости подачи тока тепло формируется только в самом металле – это исключает нагрев всей заготовки, а также тепловые потери в процессе работы.
- Оборудование для сварки также облегчает процесс – когда ток подходит к деталям, яркая вспышка не образуется, не нужно тратить средства на оборудование для зоны обработки.
- Контактная сварка может применяться на заводском производстве конвейерным способом, когда работа происходит непрерывно.

Не обошлось и без недостатков, о которых необходимо помнить во время работы.
- Аппараты для контактной сварки стоят дорого, не каждый пользователь может их приобрести.
- Действие электрического тока должно быть минимум 1000 ампер. Питание от источника должно быть достаточно мощным.
- Швы, полученные методом контактной сварки, не такие герметичные, как при использовании технологии с применением электродов.
- Сварщику нужно обязательно следить за поступающим напряжением в области сварки – оно не должно соответствовать заданным параметрам.
- Есть ограничения, касающиеся размеров свариваемых деталей.
- Для шва большого размера необходима большая сила и мощность электрического тока.

Виды
Контактная сварка представлена несколькими видами, которые применяются в своей сфере.
Точечная
Точечная сварка – это более востребованный вид, применяющийся в быту и на производстве.
Электроконтактная точечная сварка может быть односторонней и двусторонней. Соединение, полученное односторонним способом, не такое прочное, но с ним можно получать одновременно несколько точек – таким образом работают многоточечные сварочные машины.
Двусторонняя или нормальная сварка более востребована, здесь работают два электрода.
Для обработки металла есть два режима.
- Мягкий – применяется для заготовок из закаленной стали. Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
- Жесткий – свариваются цветные металлы с добавлением меди и алюминия, легированные стали. В жестком режиме сила сжатия сварочных клещей и сила тока больше, чем в мягком. В зависимости от того, какая толщина у металла, длительность передаваемого импульса может составлять до сотой доли секунды. Такой режим, благодаря высокой производительности востребован на производстве.
 Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.- универсально-стационарные;
- универсально-переносные;
- специализированно-стационарные или многоточечные;
- пресс для рельефной сварки,
Многоточечные установки делятся на два вида, в аппаратах первого типа – двухэлектродных на поверхность подводятся два электрода, в аппаратах второго типа – многоэлектродных подводятся все электроды одновременно, но электрический импульс проходит только через каждые две точки последовательно.
В точечных установках электроды находятся в специальных электрододержателях, которые крепятся к хоботам сварочной машины. Нижний хобот неподвижный, верхний же может перемещаться. В них есть специальные каналы для подачи воды охлаждения.
Сами электроды изготавливают из сплава хрома, цинка и меди или из холоднотянутой красной меди. Для производства электрододержателей используется латунь.
Рельефная
Рельефная – это вариант сварки точечного типа. Здесь на свариваемых деталях заранее подготавливают рельефы разной формы. Металлические заготовки прижимаются с двух сторон плоскими электродами, нагрев происходит только на выступах (рельефах).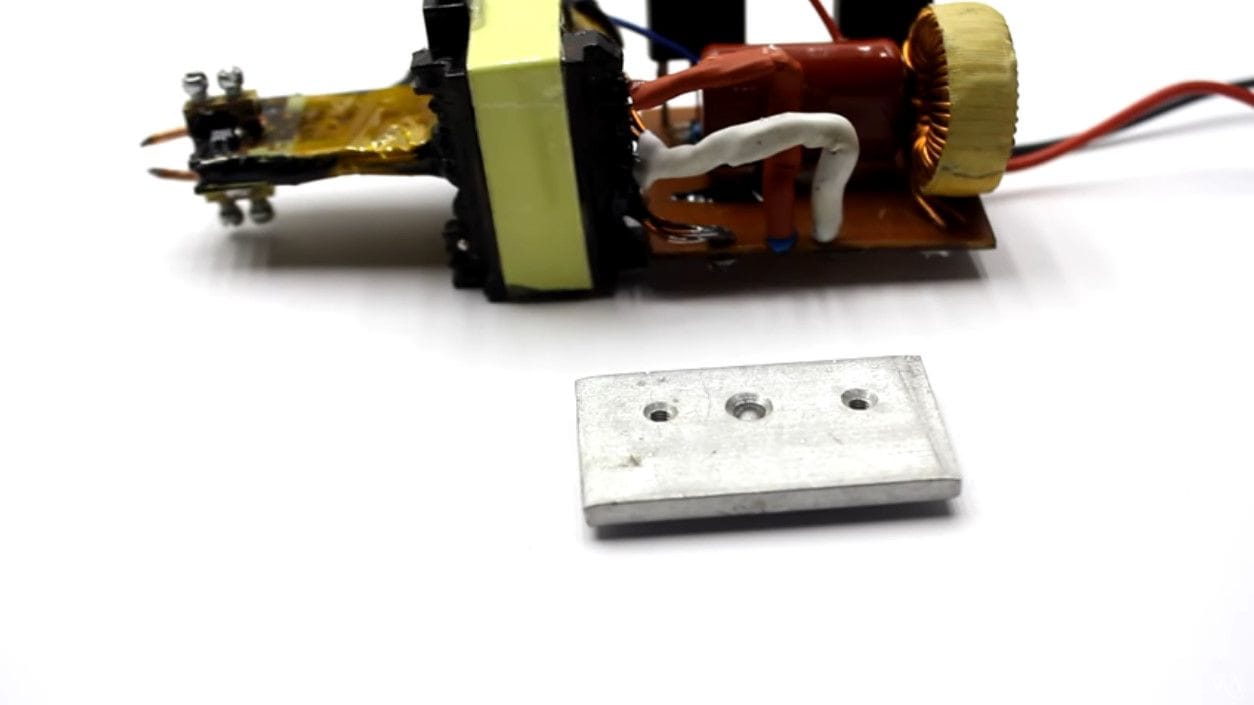
Шовная
Метод шовной или роликовой сварки используется для соединения листового металла, который располагается внахлест. Принцип действия этого метода такой же, как и у точечной, но вместо конусных электродов здесь используются дисковые. Один диск является движущимся, второй работает за счет силы трения. Разогрев и зажим заготовок происходит роликами, получается прочный диффузный шов.
Шовная сварка может проходить в нескольких режимах.
- Ролики движутся непрерывно, и подача тока тоже происходит непрерывно.
- Ролики движутся непрерывно, а подача тока прерывается.
- Движение роликов прерывается, и подача тока также прерывается.
Стыковая
При стыковой электроконтактной сварке нагрев происходит во всей области соприкосновения металлов друг с другом. Стыковая сварка может проходить двумя методами.
- Сопротивлением – заготовки очень плотно прижимаются в месте соединения, затем через них пропускают электрический импульс. После того как шов нагрелся и размягчился, электрический ток отключают. А заготовки остаются сжатыми, пока не произойдет их осадка. Когда шов затвердел, процесс заканчивается. Для работы с сопротивлением поверхности подгоняют и зачищают. Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
- Оплавлением – в этом способе места соединения заготовок предварительно разогревают с помощью тока, затем медленно соединяют их между собой. Далее проводят осадку.
 Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.Главный недостаток сварки оплавлением – расплавленные металлические элементы могут сгорать или разбрызгиваться. Этот метод подходит для соединения деталей из разных сплавов.
По тому, как будет осаживаться готовый шов, сварочные аппараты для стыковой сварки делят на три вида.
- С рычажно-эксцентриковой системой подачи и осадки. Здесь также есть механизм для обжига свариваемой зоны в зажимах аппарата.
- Установки для сварки методом оплавления или для оплавления с дополнительным подогревом. В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
- На аппаратах третьего вида процесс сварки проходит оплавлением без перерыва, предварительно подогретых стыков металлических листов. Цикл может быть автоматический или полуавтоматический.
 В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.Отдельно стоит отметить такую сварку, как конденсаторная – это вид сварки накопленной электроэнергией. В конденсаторах есть запасенная энергия, которая во время разряда трансформируется в тепловую энергию. Есть два способа конденсаторной сварки.
- Безтрансформаторная или ударная – конденсатор подключается сразу к металлу. Во время удара одного элемента о второй происходит разряд конденсатора, в это время кромки металлов оплавляются, а затем свариваются во время усадки. Применяется для стыковой электросварки.
- Трансформаторная – здесь конденсаторы разряжаются на первичный контур (обмотку), а во вторичном узле располагаются уже зажатые электродами детали. Используют для точечной или шовной сварки.
 Применяется для стыковой электросварки.
Применяется для стыковой электросварки.Сферы применения
Область, в которой применяется электроконтактная сварка, довольно большая – это могут быть и массивные конструкции. Например, космические летательные аппараты, а также миниатюрные полупроводники и микросхемы. Сваривать можно детали практически из любых металлов – высоколегированные и низкоуглеродистые стали, нержавеющие стали, различные сплавы. Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Шовная электроконтактная сварка используется для производства влагонепроницаемых емкостей. Шовной сваркой получают прочноплотные соединения в приборостроительной сфере. Рельефным методом сваривают кронштейны и листовые детали. Например, для кузовного ремонта автомобилей, для крепления дверных петель, для соединения крепежей. У стыковой электросварки сфера применения довольно ограничена из-за того, что сложно обеспечить равномерный нагрев стыков.
В основном используется для сваривания трубопроводов, рельсов (для создания железной дороги в стационарных или полевых условиях), проволоки или различных стержней.
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками.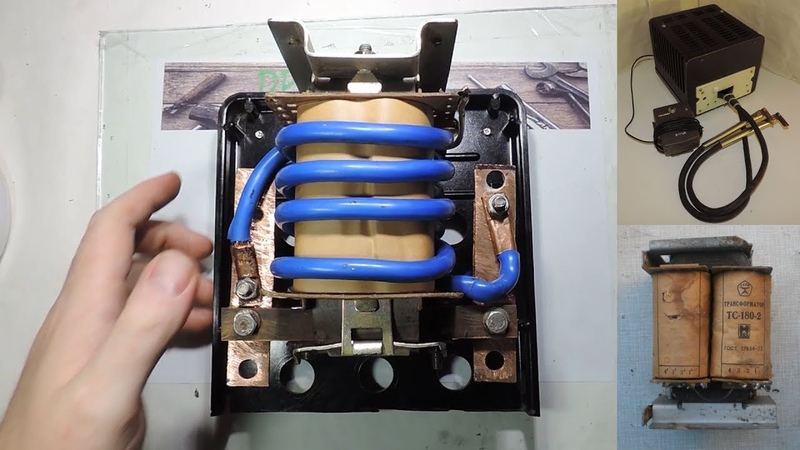 Стандартная сварочная техника для электроконтактной сварки не подойдет.
Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху. С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки.
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной.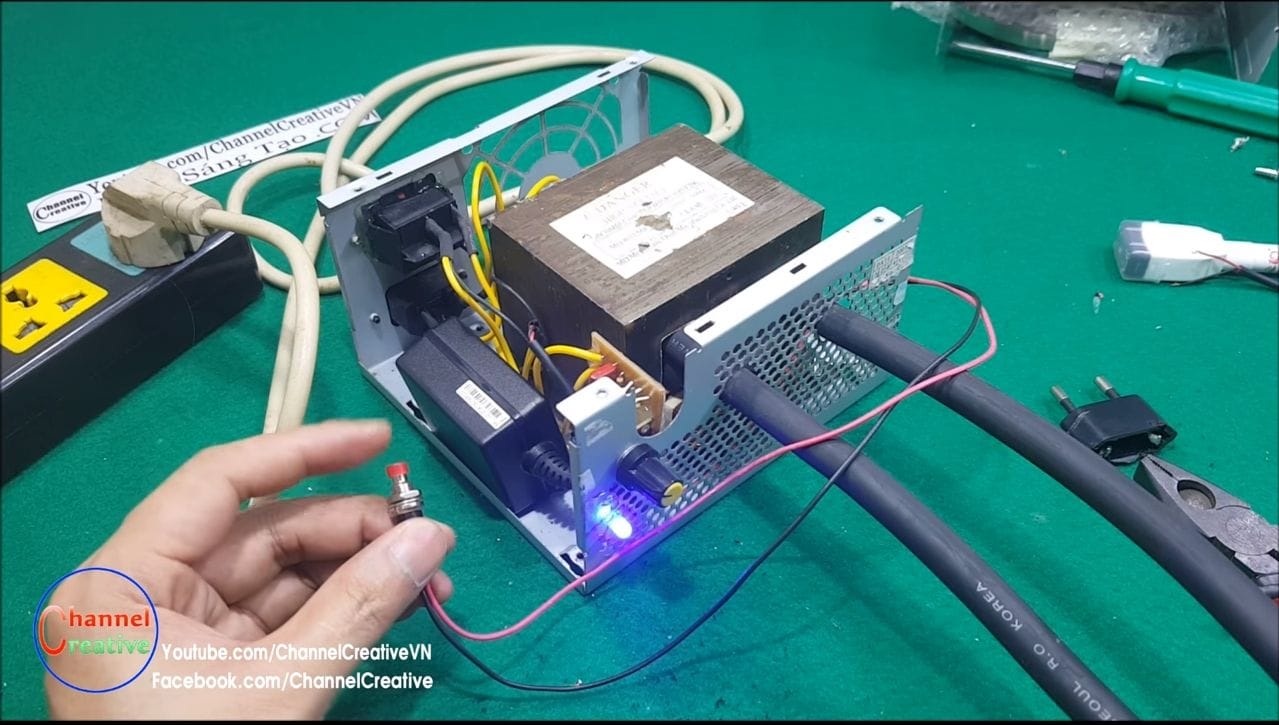 Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Для уменьшения подачи импульса можно использовать резистор. Для этого отрезок стального провода подключается к цепи низковольтной обмотки.
Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1.7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.
- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.
Сварочный процесс
Независимо от того, какая технология применяется для сварки стали, меди, нержавейки и других металлов, процесс включает несколько этапов.
- Для более плотного соприкосновения деталей поверхности нужно предварительно обработать, так напряжение электроэнергии будет одинаковым по всей поверхности. Для получения ровной поверхности материал обрабатывают механическими способами.
- После чего детали помещают в специальные зажимные клещи сварочной установки. Прижать детали можно и вручную, но из-за недостаточного давления качество шва будет хуже.
- На свариваемые детали поступает электрический импульс, который преобразуется в тепло и плавит металл – образуется ядро. Так как на поверхности оказывается давление, выплескивание ядра не происходит.
- После того как ток был отключен, остывшее ядро образует сварочный шов. Если варить правильно с соблюдением технологии, то прочность шва не будет уступать прочности металла.
Дополнительно
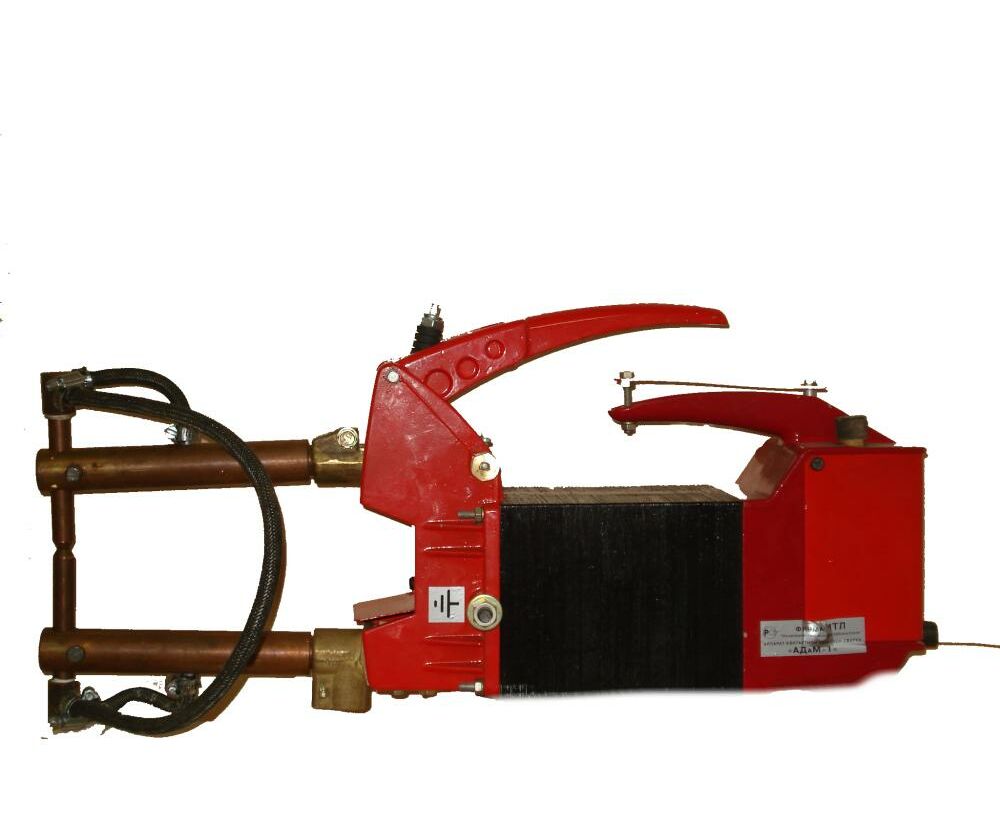
- Для работы с большими деталями или труднодоступными местами применяют сварочные пистолеты или переносные клещи.
- При сварке алюминия используются специальные электроды с наконечниками – это нужно для того, чтобы избежать образования вмятин на поверхности.
- Точечную сварку иногда приходится убирать при помощи высверливания, например, для ремонта автомобилей. Для этого есть специальные фрезы или сверла для высверливания.
- Для бытовых работ обычно приобретают компактных аппараты с регулятором мощности. Самый востребованный – это споттер. У него низкая цена, в конструкции отсутствуют зажимные клещи, а импульс передается через вывод, подводимый сразу к электроду и детали.
- Перед началом сварки можно потренироваться в подборе оптимального импульса. На таймере аппарата для точечной сварки можно менять длительность импульса, для разных материалов он будет разный (например: для проволоки 2 – 3 миллиметра нужен не сильно длинный импульс, иначе возможен прожог; а для соединения арматуры чуть больше, чтобы место сварки было прочным).
Возможные дефекты
Во время работы могут возникать дефекты, негативно сказывающиеся на конечном результате.
- Прожог – этот дефект появляется из-за большого напряжения, из-за продолжительного импульса или при сильном сжатии деталей. Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
- Расплескивание металла – в процессе работы из точек соединения начинают вылетать искры. Возникает это из-за сильного сжатия элементов или из-за слабой подачи импульса длительное время. Металл начинает выходить за контуры «ядра», а в этом месте образуются пустоты – прочность соединения нарушается.
- Непровар – появляется из-за слабо-подаваемого тока, недостаточной силы прижима или ослабленных щипцов. Возникает непровар, если места сварки находятся рядом.
- Уменьшение размера сварки – возникает из-за непродолжительного импульса либо детали были не плотно сжаты.
В месте соединения в результате такого дефекта возникает несколько микроточек – такое соединение нельзя охарактеризовать как прочное.
В следующем видео вас ждет современный процесс точечной сварки металлических предметов.
Контактная сварка своими руками из микроволновки
Контактная сварка своими руками из микроволновки: сварочный аппарат из трансформатора
активно применяется в разных отраслях промышленности уже много лет. Не менее актуальна она в домашних мастерских, ремонтных цехах и гаражах, где ее успешно реализуют умельцы своими силами для выполнения разнообразных операций, связанных с металлом.
Стоимость серийного оборудования для подобных технологических операций довольно высока, но агрегат для контактной сварки может быть сконструирован .
Коротко о технологиях точечной контактной сварки
Технология контактной представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Контактная сварка, собранная своими руками
Изготовление сварочного аппарата.
С целью получения надежного сварочного агрегата, необязательно приобретать дорогостоящую модель. Сварку делаем из микроволновки своими руками, если в распоряжении мастера есть такой прибор.
Агрегат сваривает электродом кромки металлоизделий и собирается по такому же принципу, как и в случае применения специального оборудования, но обойдется мастеру в разы дешевле профессионального агрегата.
Прежде чем рассказать, как сделать контактную сварку своими силами, отметим важную деталь. Наиболее значимым элементом в СВЧ печи в процессе сборки сварного аппарата является трансформатор от микроволновой печи.
Он обеспечит сварку высоким напряжением ввиду наличия большого коэффициента трансформации. Поэтому для самодельной точечной сварки следует подбирать печи больших размеров.
Для расплавления кромок металлических изделий, которые соединяются путем контактной сварки, необходим ток высокой силы. Величина напряжения при этом не влияет на качество сварных швов, поэтому во внимание не берется. В большинстве случаев применяется уровень до 3-х Вольт.
Мощность трансформатора нужно подбирать с учетом толщины деталей, с которыми планируется работать в дальнейшем:
- при толщине до 1 мм актуальна модность в районе 1000 Вт;
- при толщине до 2 мм ‒ в районе 2000 Вт;
- при толщине до 3 мм ‒ в районе 5000 Вт.
Если данные условия будут соблюдены, получится действительно высокопроизводительный сварочный аппарат для использования в быту.
Схема устройства самодельного сварного аппарата
Основной элемент любого аппарата для контактной сварки ‒ это трансформатор, который стоит изъять из старой микроволновки. Важное условие – прибор должен быть рабочим.
Самодельный будет способен соединять листы стали с толщиной до 1 мм, если при его сборке использовать мощный трансформатор. Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
На заметку! Дабы не допустить ошибок при сборке самодельного сварного оборудования, важно составить схему соединения его конструктивных элементов. Следуя ей, можно без каких-либо трудностей собрать сварочный аппарат для бытового использования из СВЧ печи.
Схемы самодельных сварных агрегатов также в большом количестве присутствуют в интернете на форумах сварщиков. Они помогут изготовить агрегат, служащий хорошим подспорьем для выполнения сварных операций в быту, и будут значительно более экономичными по стоимости, нежели магазинные версии.
Тем более что дорогостоящее профессиональное оборудование не всегда целесообразно покупать для выполнения мелких бытовых операций.
Сборка рабочей части устройства позволяет оперативно выполнить соединение сварных электродов, и зажать металлическое изделие между ними.
Устройство трансформатора микроволновки.
Технологически всю работу можно разделить на две части:
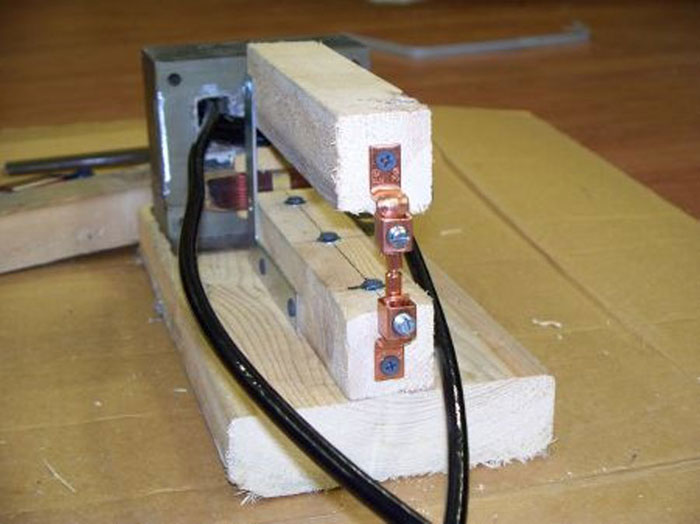
- Создание нижнего основания контактной сварки своими руками из микроволновой печки.
С этой целью используется профиль, штанга или деревянный брус. Один его конец нужно крепко зафиксировать на корпусе при помощи саморезов, обеспечивающих жесткую фиксацию. На второй край требуется подсоединить нижний сварочный электрод с подведенным к нему кабелем от трансформатора. Для жесткой фиксации провода его приматывают к штанге. - Обустройство верхней подвижной части устройства в виде рычага.
Функцию оси может выполнить длинный не ржавый гвоздь, а стойки по бокам изготавливаются из брусков или профилей. Не стоит допускать наличие зазоров между стойками и основанием самодельного рычага, в противном случае может снизиться точность соответствия верхней и нижней части и точности самой сварки.
В начале работы из микроволновки изымают трансформатор, но этот элемент потребуется не весь, а лишь некоторые его части. А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
Далее, на трансформатор потребуется соорудить новую обмотку, для чего применяют многожильный провод с сечением не менее 100 мм2. Кабель для сварки проводов наматывается в 2-3 витка. Но если на проводе присутствует слишком толстая изоляция, то ее можно убрать и заменить текстильной изолентой.
Если агрегат нужно сделать мощным, для него используется два трансформатора, а повторную обмотку для них делают общей. При этом крайне важно верно осуществить соединение выводов с первичных обмоток обоих трансформаторов, чтобы не снизилась мощность сварного аппарата.
Следующие этапы работы по изготовлению контактной сварки из микроволновой печи своими руками выглядят следующим образом:
- установка системы управления агрегатом, позволяющей наладить бесперебойное сваривание металлических изделий точечным контактным методом;
- изготовление и подсоединение сварных электродов, диаметр и вид которых подбирается с учетом характеристик рабочих деталей;
- монтаж внутренней части агрегата для контактной сварки в надежный корпус от старой бытовой техники, демонстрирующий высокую стойкость к воздействию негативных факторов из окружающей среды.
Самодельная контактная сварка из микроволновой печки, созданная по такой инструкции, может справиться с:
- сеткой;
- клетками;
- прутками с диаметром до 3 мм;
- пластинами металла до 3 мм.
Все эти изделия без особенных трудностей могут использоваться для создания металлоконструкций с помощью собранного своими силами агрегата для точечной сварки.
Необходимые в работе материалы и инструменты
Если в распоряжении мастера имеется микроволновка, которая больше не используется по прямому назначению, из нее можно смастерить аналог профессионального оборудования проведения для сварочных работ.
Способ сваривания деталей точечной сваркой.
В процессе работы мастеру потребуется следующие комплектующие детали будущей микроимпульсной сварки, вспомогательные приспособления и инвентарь для сборки агрегата:
- переделанный трансформатор от микроволновки или АКБ батареи;
- провод приличного диаметра из меди или жгут проводов небольшого размера;
- рычаги, выполняющие функции прижимов;
- основание для установки сварочного аппарата;
- зажимные струбцины;
- отвертки разного вида и размера;
- кабели;
- обмоточные материалы;
- электроды из меди, за счет которых и будет выполняться сварка;
- кнопка.
Важно! Если нужно изготовить мощную точечную сварку из бывшей в употреблении микроволновки, понадобится два трансформатора. От количества этих конструктивных деталей бывшего в употреблении изделия будет зависеть уровень максимальной мощности самодельной сварки.
Электроды для точечного сварочного аппарата
Точечная контактная сварка выполняется путем замыкания двух электродов. Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
Специальную проволоку для сварочного аппарата из трансформатора микроволновки подсоединяют к проводу от аппарата посредством медного наконечника, соединенного с ним пайкой.
Схема электрическая сварочного аппарата.
Место внутри наконечника ограниченно, поэтому неопытные мастера не сразу могут провести сквозь него кабель. Задачу выполнить проще, если смазать провод маслом или солидолом. Далее, наконечник нужно аккуратно совместить с электродом болтовым соединением высокой надежности.
Тогда рост сопротивления в местах ненадежного контакта не спровоцирует потерю мощности аппарата. Предварительно в электроде и наконечнике важно организовать одинаковые по размеру отверстия.
На заметку! Крепежные элементы для сборки самодельного сварочного аппарата из микроволновой печи стоит подбирать или ее сплавов. Медные болты, гайки для соединения электродов и наконечников с проводами отличаются минимальной величиной электрического сопротивления.Если все соединения отдельных конструктивных элементов для контактной точечной сварки будут надежными, это значительным образом упростит обслуживание оборудования в будущем. Работа будет выполняться быстро, а сварные швы приобретут высокие эксплуатационные параметры.
Управление самодельным сварным аппаратом
Управление аппаратом из микроволновки, изготовленного своими руками, не составит особых трудностей даже для неопытного мастера. Оно осуществляется с помощью двух элементов: рычага и выключателя.
Рычаг отвечает за силу сжатия между электродами, определяющую надежность контакта соединяемых деталей в точке выполнения сварки. Поэтому его важно дополнить винтовыми элементами, обеспечивающими еще более значительную силу сжатия.
Рычаг в нерабочем состоянии самостоятельно отводится вверх, что позволит предотвратить произвольное замыкание контактов и беспрепятственный доступ к заведению изделия. Для этого к его основанию следует закрепить пружину с карбюратора актуальной жесткости.
Специализированное производственное оборудование, используемое с целью соединения листов стали со значительной толщиной, имеют элементы сжатия, способные создавать давление от 50 до 1000 кг, исходя из необходимости.
Для точечной сварки из микроволновки, применяемой для нерегулярных и простых работ в домашних условиях, будет достаточно давления до 30 кг.
Для большего комфорта сварщика, простоты работы и увеличения силы сжатия до актуального значения, прижимной рычаг стоит сделать длинным. Оптимальная длина ‒ 60 см.
С его помощью можно увеличить прилагаемое усилие в 10 раз, а это значит, что при давлении на рычаг с усилием 3 кг, электроды и соединяемые металлические детали будут сжиматься силой, равной 30 кг.
То есть, даже незначительное по силе нажатие на рычаг рукой сварщика, позволит ему запустить сварной процесс и точно провести электродом по рабочей поверхности металла.
На заметку! Крайне важно надежно зафиксировать сварное оборудование на поверхности рабочего стола, для чего применяют струбцины соответствующего размера. В противном случае, при надавливании на такой рычаг сам аппарат может сдвигаться с места, что может стать причиной серьезных дефектов сварных швов на металлоконструкции.
Варианты конструкции сварочного аппарата.
Выключатель отвечает в устройстве за подачу тока к электродам для сварки и подключается к цепи первичной обмотки трансформатора. Напомним, что сила тока во вторичной обмотке значительно превышает аналогичный показатель первичной обмотки.
Если подсоединить выключатель ко вторичной обмотке, он спровоцирует образование дополнительного сопротивления, и произойдет приваривание его контактов под воздействием сильного тока.
Располагайте выключатель непосредственно на рычаге, если он используется в качестве прижимного механизма. В таком случае вторая рука сварщика останется свободной, и ею можно будет придерживать свариваемые детали.
Это позволит улучшить качество сварных швов, так как повыситься прицельность и точность ведения электрода по поверхности рабочего изделия.
Основные операции по сбору точечной сварки своими руками из обычной б/у микроволновки завершены.
Мастеру останется лишь потренироваться перед началом работы, что позволит понять суть и вникнуть в особенности протекания основных процессов сварки различных металлов, исходя из формы и толщины металлоизделий. И только потом можно приступать к практическому применению самодельного оборудования из микроволновки.
Важно! Особенностью работы на оборудовании для точечной сварки, изготовленном своими руками из микроволновки, заключается в том, что подавать ток нужно только на сжатые электроды.
Если подача тока осуществляется на электроды, не находящиеся в состоянии сжатия, сварщик столкнется с интенсивным искрением сварной проволоки и ее активным подгоранием.
Еще одной проблемой, с которой может столкнуться мастер в процессе применения самодельного агрегата для сваривания металлических деталей, является риск сильного нагрева трансформатора и токопроводящих элементов этого оборудования.
Такая ситуация приводит к выходу самодельной модели из строя. Избежать перегрева позволит создание простейшей системы охлаждения сварочного аппарата из вентилятора.
Еще одной хитростью, уберегающей точечную сварку от перегрева, являются такие временные перерывы в ее работе, на протяжении которых трансформатор и токопроводящие элементы успевают остыть.
Время выдержки сварных электродов под током в сжатом состоянии при сварных операциях нужно контролировать визуально, с учетом цвета точки в месте соединения. Малоопытный сварщик может применить с этой целью специальное реле.
Заключение
Бытовую сварку из трансформатора микроволновки можно сделать при минимуме материальных вложений и временных затрат в бытовых условиях. Технология сборки контактной сварки из микроволновки проста и не требует наличия дорогостоящего оборудования, специфического инвентаря, редких материалов.
Важно подготовить подробную схему сборки агрегата, проявить бдительность при разборке СВЧ печи и сборке самодельной сварки на ее основе. Тогда сварщику удастся сэкономить и выполнять ряд несложных сварочных операций по соединению металлических деталей в бытовых условиях самодельным оборудованием.
Точечная сварка из микроволновки — DRIVE2
Всем доброго времени суток! И так начну. Как то видел на просторах интернета точечную сварку из трансформатора микроволновки и решил сделать и себе. Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки. Дальше Распилил по сварным швам трансформатор для удобства демонтажа старой вторичной обмотки и намотки новой!
Для удобства сборки намотал скотч на сердечник чтоб обмотка лучше скользила при запрессовке
Это в утиль
Первичную обмотку я оставил родную, а вторичную намотал проводом КГ-35 квадратов меди, на намотку ушел 1 метр, но чтоб выводы были по длиннее советую брать 2 метра провода. Намотал 3 витка без1/4 витка.
Первичку ставим на место
Вторичка на месте
Да, еще между обмотками трансформатора стаял шунты из того-же трансформаторного железа, нужны они для ограничения тока магнитрона печки, чтоб он не пошел в разнос, я их для сварки убрал!
Это фото нашел в интернете, а то свое забыл сделать
Сварил обратно трансформатор. Варил его сжав в тисках и сначала точечно прихватив все углы и стороны, а потом варил по одному шву давая остыть трансформатору, чтоб не погорела проводка его! Дальше из той же микроволновки сделал корпус для будущего аппарата. Потом пошла сборка: сетевой провод остался от микроволновки, потом сетевой фильтр, автомат на 25А — можно и на 16А но у меня был только на 25А. Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10. Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.
Напайка наконечников
Далее было испытание: включил, замерил выходное напряжение, оно было равно 2.5 вольта, Протекающий ток на вторичной обмотке, под нагрузкой замерить было не чем так как токовые клещи уехали на поверку. Для эффектного испытания перед своими сотрудниками на работе брал гвозди 150-250 или проволоку 6мм. Во время испытания контролировал нагрев вторичной катушки, во избежание ее перегрева и выхода ее из строя. В общем 6мм проволоки перегорает за 6-8 сек, а после каждого (выпендривания) температура на трансформаторе поднимается на 8-10 градусов. Думаю поставить еще электронный термометр для контроля нагрева или термо защиту.
Вот эл. схема. как смог нарисовал, формат с кампа не поддерживается, пришлось сфоткать и залить 🙁
Для использования аппарата для точечной сварки, будут сделаны медные электроды, аппаратом варил даже скрутки медных проводов, правда медно-графитовый электрод очень сильно нагревается и его нужно менять на стальной. Так же аппаратом можно разогреть заржавевшие болты и гайки, а потом после остывания их выкрутить.
Вот такой электрод использовал
Кому не сложно спасибо за репост, может кому еще пригодится тема!
Всем супер драйва и хорошего настроения!
Точечная сварка из трансформатора микроволновки
Привет всем любителям самоделок. Для каждого самодельщика, занимающегося электроникой знакомо такое, когда необходимо припаять провода к аккумуляторам типа 18650 провода, обычной пайкой делать этого не советуют, так как можно перегреть аккумулятор, что в крайнем случае может вывести его из строя, а так как второй вариант это точечная сварка, то именно в этой статье я расскажу, как сделать свою самодельную точечную сварку с наименьшими вложениями, главным донором которой станет микроволновка.
Перед тем, как прочитать данную статью, предлагаю ознакомиться с видеороликом, в котором показан весь процесс изготовления самоделки и тесты при различных условиях.
Для того, чтобы сделать точечную сварку своими руками, понадобится:
* Трансформатор от микроволновки
* Медный одножильный провод, сечением, чем толще, тем лучше
* Провод для сварочного аппарата 1 метр
* Пару обжимных наконечников с отверстием
* Два болта с гайкой М10
* Ножовка по металлу
* Дрель, сверло по металлу
* Кнопка от микроволновки
* Провод питания от сети 220В
Вот и все, что нужно для сборки нашей самоделки.
Шаг первый.
Для начала необходимо найти микроволновку, из которой понадобится трансформатор и кнопка, также пригодится провод питания, который к удобству имеет две клеммы с изоляцией.
Разбираем трансформатор. Для данной самоделки необходимо оставить первичную обмотку, вторичную же нужно удалить.
Чтобы не повредить первичную обмотку отпиливаем по сторонам выступающие части вторички при помощи ножовки по металлу. Делаем это аккуратно и следим, чтобы не задеть витки другой обмотки.
После того, как лишние выступающие части обмотки отпилены нужно вытащить и часть, которая находится внутри трансформатора, ее высверливаем при помощи электродрели и сверла по металлу.
Когда обмотка высверлена переходим к ее полному удалению, через проставку из металла выбиваем оставшиеся части обмоток, под конец их уже можно вытаскивать руками.
Шаг второй.
После того, как распотрошили вторичную обмотку трансформатора, убираем металлические шунты, которые находились под обмоткой.
Далее берем провод для сварочного аппарата, сечение должно быть не меньше 16 квадратных см, зачищаем изоляцию на обоих концах и обжимаем наконечники, у кого есть специальное устройство, то лучше делать это при помощи него, я же сделал это обычным молотком.
Шаг третий.
Когда на провод установили клеммы можно продевать его в трансформатор, делаем один или два витка, некоторые мотают полтора, все зависит от того, сколько для этого есть места.
Один конец провода выходит снизу, другой сверху.
Теперь делаем электроды из меди, зачищаем одножильный провод и скручиваем в круг для зажима болтом, такие же действия проделываем со вторым электродом.
Кончики данных электродов нужно заострить, сделать это можно при помощи бокорезов, после чего прикручиваем их на наконечники при помощи болтов с гайкой.
Шаг четвертый.
Далее приступаем к питающему проводу, один из его контактов подсоединяем на вывод первичной обмотки трансформатора, а ко второму подключаем провод от кнопки, который будет прерывать питание.
При нажатии на кнопку, трансформатор будет включаться и приваривать никелевую пластину к аккумулятору 18650, на выходе получилось напряжение почти 1,7 вольт.
Шаг пятый.
В завершении устанавливаем между выходными контактами пластиковую проставку, чтобы не произошло замыкания и приматываем все изолентой.
В дальнейшем все можно доработать и заменить на что-то более эстетичное и функциональное. Электроды располагаем так, чтобы при касании не было перекосов, а зазор между ними оставляем около 3-4 мм.
На этом точечная сварка из микроволновки готова и ее можно протестировать.
Сначала пробуем на обычной пластинке, также проверяем как держится никелевая пластина на аккумуляторах 18650, при сварке образуются точки, но приложив усилие они не выдерживают нагрузки, как для сборки каких-то электрических самоделок, думаю этого достаточно, при необходимости можно увеличить количество витков и само сечение провода, а также заменить электроды на более мощные, так как при таком сечении оказалось, что такого сечения слегка не хватает, откуда и возникают потери мощности.
Всем спасибо за внимание и творческих успехов. Доставка новых самоделок на почту
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Точечная сварка своими руками из микроволновки – схема, видео, фото
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Точечная сварка своими руками из микроволновки: схема и этапы сборки
Не удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
Доступная точечная сварка из микроволновки своими руками
Разнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом. Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
Принцип работы точечной сварки
- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.
Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Сделать аппарат для точечной сварки недорого
Устаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны: конденсатор под кожухом длительное время сохраняет заряд. Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:
Схема точечной сварки своими руками
- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Сборка трансформатора
Для вторичной обмотки рекомендуется использовать кабель КГ 1х35. Проводник эксплуатируется при длительном номинальном напряжении 1000 В. Долговременная токовая нагрузка — 300 А. Допускается кратковременная импульсная нагрузка в 1200 А.
Трансформатор микроволновки для точечной сварки
Модернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.
Мощное самодельное устройство
Для создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
Схема трансформатора от микроволновки
- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.
Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сварки
Первое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Самодельная установка контактной сварки
Мощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности. Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства. Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Управление самодельной контактной сваркой
Органов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.
Точечная сварка из микроволновки
Обеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
Видео по теме: Точечная сварка своими руками
Сообщества › Сделай Сам › Блог › Контактная сварка и споттер из микроволновки своими руками. А все ли так просто?..
Полный размер
На днях в моей распоряжении оказались два тр-ра на 700 и 800 Вт от отживших свое микроволновок. Решил сделать из них рабочий аппарат точечной сварки и споттер для работы по кузовному ремонту. В интернете много материала на данную тему, но решил проверить сам — реально ли варить металл толщиной в 1 — 1.5 мм с помощью подобного самодельного устройства… либо это все не серьезно, так на показуху.
Отделил с тр-ров вторичную обмотку, что с тонкой жилой. Намотал толстый кабель от сварочного аппарата и стал экспериментировать. Так же при разборке в микроволновок извлек вентилятор и скажу про конденсатор. Если надумаете сделать подобный аппарат — не забудьте разрядить заряд. Не смертельно, но может здорово напугать.
С начало мучил тр-ры по отдельности. Толку никакого! Паял сталь 0.5 мм. Пытался приварить гайки, гвоздики, болты… Прижимал. Отставлял и прижимал электроды то ближе, то дальше. Что видел на видео в том же Ютуб, когда человек берет один слабомощный тр-р и варит пластины… понял — это фикция. Для этих целей необходим мощный трансформатор, мощностью минимум 1500 Вт. А по фэн-шую все 3500. Почему-то об этом никто из экспериментаторов не говорил! Да и устройствами этими в дальнейшим никто и не пользуется?
Соединил тр-ры параллельно, тем самым увеличив мощность. И дело в принципе пошло. Присоединил электроды к нормальным губкам для споттера и сделал уверенные клещи. Споттер оказался слабым. Его, как рабочий вариант я не рассматриваю. А вот со сваркой дело пошло. Правда больше 0.5 — 0.8 мм не берет. По большому счету считаю аппарат получившимся. Ведь со своей задачей он справляется, да и каждый может самостоятельно это сделать (в видео все подробно изложил). Для варки пивных банок из тонкой жести, отжига закислившихся болтов вполне подходит.
При работе заметил огромный нагрев кабеля в местах прилегания к электродам и на сердечнике тр-ра. Думаю вентилятор, что извлек ранее, вполне подойдет, как кулер для охлаждения. Но мощности, признаюсь, не достаточно. Если кто-то делал подобный толковый аппарат, буду признателен за совет, как сделать более рабочий вариант. Слышал, что данные аппараты лучше работают от постоянного тока, нежели от переменного. Буду рад любой критики, советам, идеям и мнениям! Спасибо.
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
28 февраля 2019 в 01:00 Метки: контактная сварка, точечная сварка своими руками, споттер, аппарат контактной сварки из микроволновки
Точечная сварка/споттер своими руками из микроволновки.
Точечная сварка довольно востребована в промышленности. Она позволяет быстро и сильно нагреть локальный участок металла. С ее помощью можно сварить отдельные металлические прутки в сетке или два листа металла. Также она пригодится, чтобы открутить заржавевшие гайки и болты, нужно будет только их нагреть с помощью данного аппарата.
Кузовной ремонт с помощью точечной сварки. Точечная сварка двух металлических пластин. Нагрев заржавевшей гайки точечной сваркой.Принцип действия точечной сварки довольно простой. Свариваемые детали помещаются между двумя электродами, которые оказывают сжимающие усилие и через них протекает высокий ток, от 500А и выше. В результате происходит, нагрев металла до температуры, когда он становится пластичным и таким образом образуется неразъемное соединение после остывания свариваемых заготовок.
Схематическое изображение принципа действия точечной сварки.В промышленности применяются довольно серьёзные аппараты точечной сварки, которые имеют водяное охлаждение рабочих электродов и пневматические зажимы. Такие аппараты позволяют сваривать большое количество точек за довольно короткое время. Но для домашнего использования достаточно аппарата попроще.
Точечная сварки и безопасность.Такой вид сварки довольно безопасен несмотря на то, что для нагрева метала используются высокие токи. Но кроме большой силы тока на электродах создается напряжение всего в 1-3 вольта. Вспомним закон Ома для участка цепи.
Закон Ома для участка цепи.Подставив в формулу напряжение 2 В и сопротивление 1000 ОМ (сопротивление человека), получим силу тока, который пройдет через человека — 0,002А. Безопасным считается ток до 0.1А и напряжение до 42В.
Сборка точечной сварки своими руками из микроволновой печи.Для того, чтобы сделать сварочный аппарат точечной сварки, нам понадобится трансформатор. Его возьмём из старой неработающей микроволновой печи. Главное, чтобы в ней был рабочий трансформатор. Даже не обязательно весь трансформатор, а только его половина. Нам понадобится только его рабочая первичная обмотка. Вторичная обмотка не нужна и ее придется удалить из трансформатора.
Важно! Ни в коем случае не включайте в таком виде трансформатор в сеть! Этот трансформатор повышающий и создает на вторичной обмотке очень высокое напряжение, около 2000 вольт.
Трансформатор из микроволновой печи. Трансформатор из микроволновой печи.Отличить вторичную обмотку трансформатора от первичной очень легко. Первичная обмотка намотана из проволоки большего сечения, чем вторичная и на первичной обмотке меньше количество витков проволоки.
Удаляем вторичную обмотку трансформатора. Это можно сделать разными способами. Её можно отрезать болгаркой или ножовкой по металлу. Та как медная проволока довольно мягкая, то ее можно срубить зубилом или стамеской. При удалении вторичной обмотки очень важно не зацепить первичную обмотку. Если вы повредите ее, то трансформатор придется выкинуть или сдать на металлолом.
Удаление вторичной обмотки трансформатора с помощью болгарки. Удаление вторичной обмотки трансформатора с помощью ножовки по металлу. Удаление вторичной обмотки трансформатора с помощью стамески.После того как удалили выступающие части вторичной обмотки, необходимо выбить остатки обмотки из середины трансформатора.
Выбивание вторичной обмотки из трансформатора. Выбивание вторичной обмотки из трансформатора.Если обмотка не выбивается, то высверлите ее с помощью электродрели, а затем удалите остатки.
После удаления обмоток нужно удалить шунты. Они представляют собой набор металлических пластинок, обмотанный в бумагу. На фото ниже они обведены красным цветом.
Шунты в трансформаторе.Задача шунтов — замкнуть первичную обмотку по магнитному потоку и уменьшить поток через вторичную обмотку. Говоря простым языком, шунты уменьшают силу тока на вторичной обмотке, а следовательно, уменьшают мощность нашего сварочного аппарата. Поэтому их обязательно нужно удалить.
Теперь самое время заняться кабелем. Провод обязательно должен быть с медными жилами. Длина провода примерно 1.5м. Для сварочного аппарата лучше всего подойдет провод сечением 50мм2 это примерно 8 мм в диаметре без изоляции. В процессе работы сварочного аппарата данный провод будет нагреваться от проходящего по нему тока. И чем меньше провод по сечению, тем быстрее он будет греться. Поэтому желательно провод использовать как можно большего сечения.
Если провод тяжело накручивается на трансформатор, то можно снять с него изоляцию, обмотать его хлопчатобумажной изолентой и сверху одеть термоусадочную трубку. Таким образом кабель с новой изоляцией станет немного меньше по диаметру. Изолента обязательно должна быть хлопчатобумажная. Она при нагреве не плавиться в отличие от обычной изоленты.
Таким же способом можно сделать провод необходимого диаметра из нескольких проводом меньшего сечения, предварительно сняв с них изоляцию и скрутив их в одну жилу.
Осталось надеть на провод специальные обжимные наконечники. Обжать их можно просто расплющив молотком или в тисках.
Провод обмотанный изолентой. Провод в термоусадочной трубке. Обжимной наконечник. Провод для вторичной обмотки сварочного аппарата.Теперь наматываем провод на трансформатор. Необходимо сделать два полных витка как показано на фото ниже.
Трансформатор с новой вторичной обмоткой.Можно приступить к испытанию трансформатора.
Нагрев сварочным аппаратом болта диаметром 5мм. Болт разрушается от нагрева всего за 4 секунды.Силовая часть точечного сварочного аппарата готова. Осталось сделать контактные клещи с медными электродами. Они могут быть самой различной конструкции. Сделать их можно на свое усмотрение из различных материалов. Ниже смотрите варианты изготовления контактных клещей аппарата точечной сварки.
Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата. Пример самодельных контактных клещей точечного сварочного аппарата.Смотрите видео: точечная сварка своими руками.
Точечная сварка из микроволновой печи — Сообщество «Сделай Сам» на DRIVE2
Всех читающих я снова приветствую!
Хочу представить вам свою очередную работу, а именно изготовление точечной сварки небольшой мощности для использования в домашних условиях.
Полный размер
Забегая на перед вынужден признать что фотографий процесса к сожалению нет, по этому постараюсь объяснить все в устной форме.
За основу была взята старенькая и вышедшая из строя микроволновая печь, из которой благополучно был извлечен трансформатор и вентилятор. Из трансформатора была извлечена вторичная обмотка, а вместо нее намотано три витка сварочного провода сечением 16мм2.
Позже куплен на блошином рынке медный прут сечением 16мм. из которого токарь выточил по моей просьбе будущие электроды.
Чертеж прилагаю.
Полный размер
Ну а пока токарь творит, я облагораживаю трансформатор и все обслуживающие его узлы.
В схему был включен автомат включения/выключения, вентилятор для обдува трансформатора, магнитный пускатель, микро выключатель управляющий пускателем и пара лампочек для индикации наличия сети и работы трансформатора.
Для особо любопытных, желающих знать как это все подключено прилагаю принципиальную электро схему.
В примененной мною схеме предусмотрена работа микро выключателя от сети 220V, это чревато поражением тока, во избежании подобных случаев необходимо в схему внедрить низко вольное реле, что и будет мною обязательно сделано в последующих доработках
Вот так я разместил узлы внутри аппарата.
Полный размер
Полный размер
Полный размер
Крышку корпуса сделал из той же микроволновки, ребра забора воздуха ( те что сбоку ) это родные, а отверстия на задней стенке выполнены в форме трубной решетки рассчитал в программа Компас 3D. распечатал и перенес на металл, просверлил и убрал заусенки.
Полный размер
Полный размер
Ну а с клещами придется еще поработать, что бы обеспечить прижим нужной силы, думаю делать эксцентрик, по тому что система рычагом займет много места.
Полный размер
Полный размер
Вот такие получились электроды
Полный размер
способ крепления
Думаю изложенной выше информации вполне достаточно для таких же самодельщиков как я, которые захотят повторить данную конструкцию.
Полный размер
Полный размер
В работе: металл толщиной меньше 0,8мм. приваривает хорошо, ну а для того что бы справлялся с металлом потолще думаю нужно доработать клещи и возможно сделать острее угол на электродах.
Всем мира и ровных дорог!
Точечная сварка из микроволновки своими руками
Насмотревшись интересных видео на YouTube, а также вдохновившись вот этой темой на ЧипМейкере я тоже очень захотел сделать точечную сварку из микроволновки своими руками.
Для изготовления сварки из микроволновки я приобрел трансформатор от микроволновки, медный многожильный провод 50 кв.мм. длиной порядка 2 м, но этого оказалось много… В качестве электродов для точечной сварки я использовал жала от паяльников диаметром 13 мм, другого медного прутка в моем городе раздобыть не удалось.
Итак, как изготавливал точечную сварку из трансформатора от микроволновки.
Как сделать трансформатор
Сначала я распилил трансформатор, чтобы снять вторичную обмотку, и повторю еще раз:
Обратите внимание, что трансформатор от микроволновки опасен для жизни! Т.е. его не стоит включать в сеть для проверки, пока не удалена вторичная обмотка, т.к. на ней напряжение порядка 2000В и он может убить человека на расстоянии!
С медного провода на 50кв. мм я снял изоляцию, т.к. она слишком толстая и рассчитана на 600 вольт, а у точечной сварки бывает напряжение 2-3 вольта всего.
Как шутят бывалые: Хватит и папируса для изоляции 🙂
Новую изоляцию я сделал из тканевой изоленты, провод получился заметно тоньше, в итоге на трансформатор влезло 3 вика провода — это уже хорошо, с родной изоляцией влезало всего 2 витка.
Что следует учесть при намотке вторичной обмотки трансформатора для точечной сварки:
- чем толще провод вы используете, тем меньше он будет греться и больший ток во вторичной обмотке вы получите, лучше даже использовать 70-100 кв.мм. Вся проблема в том, что окно для намотки провода в трансформаторе микроволновки остается не такое большое, как хотелось бы. Но если использовать другой трансформатор с большим железом, например ОСМ-1, то можно впихнуть и провод потолще.
- чем больше витков вы намотаете, тем больше будет напряжение во вторичной обмотке, у меня получилось 2.5 в, т.е. 0.8 в на виток, а чем выше напряжение, тем длиннее можно будет сделать провода до электродов, т.к. в проводах происходит падение напряжения.
- для наивысшего кпд сварки, провода до электродов должны быть минимальной длины, в проводах длиной пару метров, вы уже получите значительное падение напряжения, также следует максимально заполнить окно магнитопровода обмоткой.
После намотки вторичной обмотки транса, я склеил сердечник эпоксидной смолой.
Далее я припаял медные наконечники на концы провода от трансформатора, паял их газовой горелкой, сначала залудив их, а затем вставил в наконечники и добавлял припой пока наконечники не наполнил им полностью. Затем, после остывания я натянул на них термоусадки, которые были заранее надеты на провода. С одной стороны я зачистил наконечники до меди, чтобы избежать лишних потерь из-за сопротивления припоя. Хотя в паяном соединении уже будут потери, но тут уже ничего не поделаешь…
Изготовление электродов точечной сварки
Ознакомьтесь также с этими статьями
Для электродов, как говорилось выше, я использовал 2 жала от паяльников, отпилил необходимые куски, просверлил в них отверстия на 7 мм и нарезал резьбу М8.
Затем я сделал для них медные шпильки, еще из двух жал от паяльников меньшего диаметра 9мм — на них я нарезал резьбу М9, затем резьбу М8, чтобы получить шпильки нужного диаметра. Шпильки закручиваются в электроды, на них одеваются клеммы от трансформатора и сверху притягивается шайбой и обычной гайкой, не медной, так я получил хороший контакт с низким сопротивлением между клеммами от транса и электродами.
Электроды для своей точечной сварки я заточил как иголки, а затем изготовил третий электрод, который не затачивал — с таким электродом гораздо удобнее сваривать проволоку, а двумя острыми удобнее сваривать листовую сталь.
Корпус для сварки из микроволновки
Затем я изготовил корпус из фанеры толщиной 16 мм и верхнюю крышку из стали толщиной 1мм.
В корпус также был установлен компьютерный вентилятор с отдельным трансформатором и диодным мостом для него на 12 вольт, если есть в налчии вентилятор на 220 вольт, то конечно лишний трансформатор уже не нужен. Просто я делал из имеющихся материалов.
Ножки у корпуса — ножки от системного блока компьютера.
На задней стенке корпуса я разместил также двухполюсный автомат на 20 А.
На передней панели корпуса я установил 2 лампы — красная — питание прибора включено, зеленая — идет сварка.
Сварочные клещи
Советуем к прочтению другие наши статьи
Клещи для моей точечной сварки из микроволновки были изготовлен из профильной трубы на 15 мм, снизу нижней части установлена опора из куска профиля, чтобы аппарат не опрокидывался при сильном нажатии.
Ручка — кусок шестигранника на 12 мм и ручка от напильника. Крепление клещей — 2 уголка, купленные в магазине крепежа.
Кстати, электроды крепятся к клещам на уголках специально, чтобы можно было менять их угол наклона.
Выключатель сварки
Использован микропереключатель от микроволновки, который подает 12В на управляющую катушку реле РЭК-77/4. Т.к. моя сварка потребляет ток до 18А, я решил использовать такое реле, в нем есть 4 пары контактов, каждая из которых рассчитана на ток 10А, а соединил их параллельно и получил реле на 40А (спасибо пользователю с форума ChipMaker.ru).
Благодаря такому реле я даже не стал сильно изолировать выключатель, т.к. на нем всего 12в и небольшой ток (можно использовать любой микропереключатель), а не 220в, если бы я использовал выключатель без реле, тем более выключатель рассчитан на максимальный ток до 15А всего.
Реле включается в первичную обмотку трансформатора, т.к. использовать реле во вторичной обмотке представляется малореальным из-за большого тока…
Далее я собрал все вместе в аппарат, который вы видите на фото.
Что я получил в итоге
Мощность моего аппарата точечной сварки из микроволновки во время сварки порядка 4150 вт, потребляемый ток после 2 сек. сварки порядка 18 А, напряжение на вторичной обмотке получилось порядка 2.5 В, примерный ток во вторичной обмотке 1650 А.
Аппарат сваривает проволоку 3 мм очень быстро, даже плавит ее, если передержать… Сваривает листовую сталь 2 куска по 1.5 мм отлично, а также сваривает: 2 куска по 1 мм, 3 куска по 1 мм, больше еще не пробовал, думаю, что оно сможет варить сталь до 2 мм (2 куска по 2 мм).
Вторичная обмотка греется после примерно 7-10 точек.
Как можно усовершенствовать сварку из микроволновки?
- можно добавить в него реле времени , т.е. вы сможете выставлять точное время сварки, это удобно при сваривании множества одинаковых деталей.
- возможно, что стоит добавить в него термореле, чтобы при нагреве трансформатора, аппарат отключался до остывания, как в утюге
P.S. Статью написал довольно сумбурно, не все моменты рассмотрел, т.к. их довольно много, аппарат я переделывал 3 раза в течение 3 месяцев, поэтому в будущем статья будет дополняться новым подробностями и фото.
Приятно то, что сделал вполне рабочую точечную сварку из микроволновки своими руками, хотя нельзя сказать, что за так, т.к. на материалы ушло порядка 2 тыс., но настоящий плюшкин, все эти материалы найдет у себя в запасах 🙂
Фото точечной сварки из микроволновки:
Видео о точечной сварке из трансформатора микроволновки:
Простой сварочный аппарат из микроволновки
Простой сварочный аппарат для электродуговой сварки может сделать каждый в домашних условиях, не применяя никакого специализированного оборудования или схем. Все что нам понадобиться это всего на всего две микроволновые печи, которые можно найти на свалке или два трансформатора из них.Разбираем микроволновки и вытаскиваем трансформаторы.
Эти трансформаторы повышающие, то есть преобразуют 220 Вольт в напряжение порядка 2,5 кВ, нужное для работы магнетрона. Поэтому вторичная обмотка у них содержит менее толстый провод и с большим количеством витком. Такой трансформатор имеет мощность порядка 1200 Вт.
Чтобы собрать сварочный аппарат для дуговой сварки нам не придется разбирать сердечник этих трансформаторов. Мы просто спилим и высверлим вторичную высоковольтную обмотку. Обычно эта обмотка идет с верху, а первичная на 220 В снизу.
Инструмент, который нам понадобиться для работы.
Изготовление простого сварочного аппарата из микроволновки своими руками
Берем трансформатор и закрепляем, чтобы он не двигался. Берем ножовку по металлу и срезаем вторичную обмотку с обеих сторон у обоих трансформаторов. Если решитесь повторить, то будьте осторожны, не повредите первичную обмотку.
Затем сверлим обмотку дрелью со сверлом по металлу, снимаем тем самым внутреннее напряжение металлов, чтобы было проще выбить остатки.
Выбиваем остатки намотки.
У нас получилось два трансформатора с обмотками на 220 В. Трансформатор с лева, над обмоткой, имеет токовый шунт, разделяющий обмотки. Для увеличения мощности их тоже нужно выбивать. Такая манипуляция повысит мощность трансформатора процентов на 20-25.
Ещё бывает между большими обмотками маленькая низковольтная обмотка из пары проводов – её тоже выкидываем.
Берем многожильный провод в пластиковой изоляции сечением шесть квадратов и длиной 11-12 метров. Можно взять более многожильный провод, не грубый как у меня в примере.
Я намотал примерно 17-18 витков на каждый трансформатор, в высоту 6 рядов и в толщину 3 слоя.
Обмотки включаются последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор в отдельности, а затем соединить. Вся намотка очень плотная, не должна болтаться.
После завершения намотки, подключаем высоковольтные обмотки на 220 В параллельно. Я использовал автомобильные наконечники, с изоляцией термоусадочной трубкой.
Включаю в сеть всю конструкцию, и замеряю напряжение на вторичке, которую намотал. Получилась порядка 31-32 Вольт.
Затем я взял деревянную доску и прикрутил оба трансформатора саморезами, чтобы получилось единое целое.
При сварке я буду использовать электроды 2,5 мм и варить две железки толщиной 2 мм.
Вот результат.
В принципе варить можно, но не долго, так как трансформаторы сильно нагреваются и поэтому после каждого электрода нужно дать время аппарату остыть.
Тока хватает, поэтому варить тонкий металл не особо получается, так как его просто режет. Для уменьшения тока в цепи можно использовать дроссель или балансный резистор. В роли резистора можно взять отрезок стальной проволоки, включив его в цепь низковольтной обмотки, и уже его длинной подбирать ток, настраивая ровность горения дуги.
Результатом я доволен, для домашних нужд вполне сгодиться, учитывая ещё то, что все фактически мне досталось бесплатно.
Сморите видео изготовления сварочного аппарата для дуговой сварки
Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на проект протеус
drive.google.com/open?id=0B0G2PPYK72EgOXF4eDNxTkMtWkE
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
Точечная(контактная) сварка своими руками — делаем споттер в домашних условия
Хочу поделиться своим опытом создания аппарата точечной сварки своими руками. Как и большинство подобных самоделок, исходниками послужили трансформатор микроволной печи и медный кабель для стартера.
Для включения я использовал полупроводниковое реле Fotek SSR-40DA DC. Первое с чего нам нужно начать, это извлечь трансформатор из микроволновой печи и заменить вторичную обмотку.
Итак микроволновая печь (около 1050 Вт потребляемая мощность) препарирована. В дополнение к трансформатору(слева), я получил еще несколько полезных в хозяйстве вещей.
Вторичная обмотка распилена. На фото вы видите еще одну(красная) я ее удалю позже. После распила старая обмотка легко удаляется зубилом, но будьте осторожны, не повредите сердечник.
Скажу на перед, первоначальные испытания с использованием 700 Вт 12 V автомобильного кабеля не дали удовлетворительных сварных швов. Основную толщину там составляет не медь(как может показаться по фото) а изоляция.
Возможно, мне стоило поискать другой кабель, но я решил обходиться тем что есть под рукой и просто удалил большую часть изоляции. Минимизация резистивных потерь для нас является ключевым фактором.
После доработки, мой кабель удалось обернуть еще в несколько витков. Это увеличило напряжение и уменьшило резистивные потери. При тестировании я получил 4.6v на вторичке.
Один конец вторичного кабеля уходит на корпус, где он будет заземлен на теле сварщика, а затем переходит к неподвижной части. Верхняя часть клещей подвижна. Для уменьшения износа вторичного кабеля он закручен в форме спирали. Пластиковая ручка изолирует рабочую часть от пользователя.
Вид споттера с другой стороны. Я не нашел медных трубок, которые бы идеально подходили, поэтому это не идеальное решение. Кабель идет внутри трубок почти по все длине для уменьшения потерь. Для использования я рекомендую продумать установку сменных медных электродов.
Установлен 230 V AC вентилятор для охлаждения. Работает на выдув.
Я хотел автоматизировать время сварки, поэтому я сделал простую регулировку длительности импульса из некоторых компонентов, которые уже были у меня в наличии.
Список деталей:
- Резистор 1 кОм (R4)
- Резистор 9 кОм (R1)
- Резистор 40 кОм (R2)
- Переменный резистор 10 кОм (VR1)
- 3x Конденсатор 10 V 10 мкФ (можно поставить дополнительную конденсатор параллельно с С2, чтобы сделать импульс больше) (C1, C2)
- CD4093BC Триггер Шмидта с двумя логическими входами
Переменный резистор VR1 контролирует тайминги. Высокое разрешение резистора необходимо для больших импульсов сварки, при которых VR1 близко к R2. R1 и R2 используются для настройки диапазона делителя напряжения. Конденсатор С2 также заряжается через R1. Диапазон делителя напряжения должны быть такими, чтобы на максимуме, сварка работала непрерывно (удерживая кнопку нажатой) и на минимуме давала самый коротки импульс, который нужен. Если получаемые короткие импульсы сварки слишком большие, емкость конденсатора С2 можно увеличить. Это также позволит делать очень длинные импульсы, если нужно. Удвоение емкости должны удвоить время.
Грубое выражение, как напряжение на конденсаторе С2 поднимается после нажатия кнопки в момент времени t = 0 определяется по формуле:
где R сопротивление и С емкость элемента. RVR1 является номинальным сопротивлением переменного резистора, а не текущим значением. Первая половина переменного сопротивления VR1 и вторая половина VR1 + резистор R2 выступать в качестве делителя напряжения, который питает разделенный VC2 на триггер Шмитта(который номинально 3,3 V) для окончания импульса.
Первоначальная версия схемы требовала около секунды, чтобы восстановиться для следующего импульса. Резистор R4 был добавлен, чтобы исправить эту ситуацию. Это быстро разряжает конденсаторы, когда кнопка отключает цепь от источника питания.
Для безопасности схема получает питание через кнопку. Это позволяет контролировать работу, даже если IC или другая часть схемы выйдет из строя. Шум в схеме может быть проблемой для длительных импульсов, где может влиять на время сварки. Таймер не синхронизирован с AC, так что время импульса может также изменяться под воздействием работы твердотельного реле.
Сборка продолжается. Подумав, я заземлил все открытые участи корпуса.
Добавлено управляющее реле(справа) и блок питания на 5V.
Сварочный аппарат готов. Добавлю, что для качественной сварки нагрузка на свариваемые детали должна быть ~70кг + необходимо предусмотреть использование сменных сварных электродов. Но для не регулярного использования результат меня вполне устроил.
Контактная сварка своими руками: особенности, виды
Часто владельцы частных территорий и автомобилей сталкиваются с проблемами, подразумевающими сварочные работы. Существует несколько способов, которые можно освоить самому, имея малейшие представления о сварочной технологии. Вот и контактная сварка, используемая для пайки разного рода деталей конструкций из стали, алюминия и меди, не является исключением.
Процесс работы
Контактная сварка необходима для соединения изделий невысокой плотности, имеющих небольшой диаметр. Рабочее действие производится разогревом металла, на который действует сила тока неоднородного происхождения.
Сваривание контактного типа в домашних условиях подразумевает наличие розетки с мощным выходом напряжения в тысячи Ампер. Даже самые малогабаритные аппараты контактного действия должны для пайки иметь высокую силу тока, не говоря об агрегатах более габаритных форм. Контактная точечная сварка производится путем разогрева сварочного участка электротоком, проводимым через исходник под высоким давлением. Главной особенностью данной технологии является сила тока, ее время поступления и сила сжатия.
Виды контактной сварки
Контактная сварка — это процесс, при котором пайка соединительных участков производится по всей торцевой площади стыковки. Сварочный процесс выполняется методом сопротивления или плавления. В зависимости от значений этих данных, определяют два режима: жесткую и мягкую пайки. Также можно выделить главные типы сварок:
стыковая;
точечная;
шовная.
Сварка контактного типа основана на применении электродов, размещенных по-разному в инверторе. Различают одностороннее и двухстороннее сваривание.
Технологический процесс контактной пайки производится точечным способом. Исходник зажимается электродом, через который проходит высокоамперное напряжение. Проходит оно через мелкие каналы изделия, которое плавится, а в заключение производится заполнение стыков сварочным материалом.
Контактная точечная сварка проводиться путем прохождения тока через стык деталей для соединения с одинаковым химическим составом. После полноценного накала в сварочной области происходит осадка. Электроды, передающие ток на изделие, производят осадку, при шовном соединении образуя роликовую форму, которая катится по стыку. Из-за этого сварка такого типа получила название роликовая.
Сваривание сопротивлением
Обработанный участок изделий крепко смыкают друг с другом и подают сварочный ток. Подачу тока останавливают после накала стыкуемых участков до первичного состояния с полной итоговой осадкой.
Сваркой сопротивлением можно паять элементы, содержащие низкоуглеродисту
Самодельная контактная сварка сопротивлением обеспечивается максимальной чистотой участков для пайки поверхностей под строгим режимом температуры разогрева. Поэтому данный способ не имеет широкого применения.
Сваривание непрерывного оплавления
Контактная сварка своими руками под действием непрерывного оплавления осуществляется по таким этапам:
Части изделий плотно зажимаются машинным крепежом и не спеша перемещают подвижный зажим на стыковочные места после запуска прибора.
Накалившись до полноценной температуры, происходит оплавление торцевых краев изделия. По завершению проводится осадка необходимой величины, подачу тока отключают.
Самодельный контактный инвертор можно применять для пайки исходников, состоящих из стандартной нержавейки с диаметром 0,08-0,9 мм или для соединения стальной проволоки диаметром до 1,5 мм.
Инверторы контактного сварочного режима по своему составу имеют два узла, выполняющих определенные функции: выносное спаечное сопло и электроблок трансформатора с микроволновки. В блоке имеется реле, расположенное на панели сварочного трансформатора от микроволновки.
Один вывод обмотки с низковольтными частотами с помощью кабеля подсоединяется с электродным выходом. Во время соединения второй выводной шнур накрепко соединяют с самой надежной частью свариваемого изделия.
Обмотка первичного действия трансформаторног
о устройства от микроволновки подводится к электроблоку с помощью диодной пластины и запускается диагональный тиристорный модуль. Трансформатор от микроволновки вспомогательного питания с минимальной мощностью подает ток от блока регулировки тиристора от микроволновки к диодной подсветке. По итогам в местах стыков должны появиться зазоры, именуемые вырывами, приблизительной шириной в 0,5-0,8 мм.
Далее выставляют режим длительности сварочного импульса при возможных функциях благодаря построечному резистору. Проверочный этап стоит осуществлять в последовательнос
ти с параллельным подключением конденсатора.
Работая методом контактной сварки, мастер должен использовать прорезиненный коврик для заземления, перчатки и каску с затемненным стеклом.
Похожие статьиКонтактная точечная сварка своими руками
При помощи самодельной контактной сварки, процесс изготовления которой рассмотрим в данном обзоре, можно не только выполнять стандартные операции — сваривать тонкий листовой металл, но и при необходимости — быстро разогреть закисшую гайку или болт. Довольно универсальная конструкция получилась.
В текстовом описании под авторским видео, которое опубликовано на YouTube канале 1000 DIY’s and Advice, вы можете найти все необходимые чертежи и электрические схемы для этой самоделки.
Теперь ближе к сути. Для изготовления контактной точечной сварки нам потребуется довольно мощный трансформатор. В данном случае автор будет использовать понижающий трансформатор на 36 V.
1
Читайте также: Простая приспособа, которая поможет сэкономить время при изготовлении рамокПомимо трансформатора, нам также понадобятся и другие основные комплектующие:
- медные прутки с резьбой;
- силовой кабель для сварки;
- сайлентблоки;
- резьбовая шпилька;
- отрезки профильной металлической трубы.
Советуем также прочитать статью-обзор: как в условиях домашней мастерской сделать удобный и функциональный сварочный верстак с ящиками и вращающейся платформой.
Приступаем к работе. Первым делом необходимо будет отрезать по размеру металлические профильные трубы, а также подготовить другие заготовки и детали.
Основные этапы работ
На следующем этапе автор приступает к изготовлению оси с колесами. Для этого понадобятся сайлентблоки, профтруба и резьбовая шпилька.
1
Читайте также: Доработка болгарки для более точной резки металлаВ стойке из профильной трубы автор вырезает пазы под педаль. Угол наклона стойки определяем на глаз.
Силовой сварочный кабель будет проходить внутри профильных труб и загибаться у самого электрода на специальные металлические скобы. Сами электроды будут прижиматься к кабелям при помощи болта.
1
Читайте также: Восстановление тросика: отливаем свинцовую бобышку своими рукамиРаму для трансформатора автор сваривает из отрезков металлического уголка 45*45 мм.
К нижнему электроду внутри токопровода из профтрубы автор пропустил медные шинки, снятые со вторичной обмотки трансформатора.
Далее зачищаем все детали болгаркой и приступаем к сварке каркаса. Дополнительно автор усилил каркас металлическими косынками и уголком, чтобы конструкция была надежной.
После этого собираем и устанавливаем ножную педаль. Тяга педали закреплена к верхнему токопроводу.
Сама педаль состоит из двух частей: большая надежно фиксирует свариваемые детали, а дополнительная маленькая — включает автоматику.
Покрываем металлический каркас грунтом и красим. Затем устанавливаем в раму подготовленный трансформатор. Обратите внимание, что первичные и вторичные обмотки подключены параллельно. Устанавливаем автоматику.
Подробно о том, как сделать контактную точечную сварку своими руками, можно посмотреть на видео ниже.
Мне нравитсяНе нравится
Андрей Васильев
Задать вопрос
Основные термины сварки
Основные Условия сварки — Часть-2Цветные металлы — Не получают из железной руды. Его добывают практически в чистом виде, например, из меди, алюминия, никеля и т. Д.
Сопло — латунная насадка длиной около трех дюймов и в форме открытого цилиндра. Накладывается и изолятор (чтобы сопло не быть электрически заряженным, что приведет к короткому замыканию на РОДИТЕЛЬСКИЙ МЕТАЛЛ и удару черт возьми, кто-то не пользуется перчаткой.) и уплотнения наверху, обеспечивающие экранирование газ в одном направлении идти… выходить через сварной шов.
Очень важно постоянно удаляйте скопившиеся БРЫЗГИ из ФОРСУНКИ. Спреи против разбрызгивания и окунания помогают предотвратить прилипание брызг к внутренней части сопла, блокирует ЗАЩИТНЫЙ ГАЗ.
Обрыв цепи — Скрестите руки на грудь. А теперь не скрещивайте их. Когда они пересекаются, они похожи на «ЗАКРЫТЫЙ ЦЕПЬ». Когда они не пересекаются, они похожи на разомкнутую цепь.Когда переключатель на сварочный аппарат открыт, он не замыкает цепь, поэтому электричество не может течь.
Когда он замкнут, переключатель соединяет две токопроводящие части замыкая цепь, позволяя электричеству течь по ней.
Осциллирующий — При перетаскивании (задняя рука) или толкании (передней рукой) ЛУЧИ сварного шва вы колеблетесь двигаясь из стороны в сторону. (Подумайте о колеблющемся веере.) Это перышит или моет по бокам ЛУЖИ в РОДИТЕЛЬСКИЙ МЕТАЛЛ.
Духовки — см. ПОРИСТОСТЬ, а также проверьте печи на этом сайте.
Переполнение — аналогично перебор, многие сварщики думают, что чем больше наплавленный шов, тем лучше сварной шов. Перелив — это потеря времени и материала, он может ослабить сталь, если поместить слишком много тепла на стыке. (Напротив этого UNDERFILL)
Основной металл — также называется «недрагоценным металлом», это металл или сталь, которые вы
на самом деле сварка.
Очистка — При механической работе
металл, который вы чистите. Как вы механически работаете? Вы получите колотушку
(молотком) и бить по нему. Что он делает, так это снимает напряжения в стали. Использование
Беруши !
Проникновение — Слияние или глубина в РОДИТЕЛЕ
МЕТАЛЛА с его поверхности, или количество FUSION через открытый стык.
Сварка пластика — Да, на самом деле есть сварка пластика.Он использует несколько разные процессы. Видел одного в поле с термофеном, который почти выглядел как фен, и длинный пластиковый сварочный стержень.
Сварной шов — Скажите, что вы вам нужно сварить два куска стали. В одном дыра, в другом нет. Вы кладете всю деталь на твердую деталь, а затем привариваете отверстие убедитесь, что вы прожигаете нижнюю часть. Вы можете сделать один сварной шов на дно отверстия (разумеется, должным образом ПОДКЛЮЧЕНО) или заполните отверстие заподлицо.
я две недели провел на электростанции, заделывая дыры. После того, как он был поврежден смерчем решено было сварить все косынки и соединения, которые обычно были прикручены. Затем они попросили нас удалить болты и вставить заглушки в отверстия, которые не имели конструктивного значения, а служили только эстетическим. К этому день, мне интересно, какого черта они просто не оставили болты! И я все еще не могу полагаю, что я неоднократно рисковал своей жизнью, работая в очень сложных, неловких ситуациях, просто чтобы заткнуть дырочку заклеенную папой!
Полярность — Раньше мы ссылались к потоку тока как СТРАХОВАЯ ПОЛЯРНОСТЬ и ОБРАТНАЯ ПОЛЯРНОСТЬ.В ИП электричество потекла из СТИНГЕРА в РАБОЧИЙ ЗАЖИМ. В РП электричество потекло из РАБОЧЕГО ЗАЖИМА в Жало.
Более подробное объяснение см. ЭЛЕКТРОД ПРЯМОГО ТОКА ОТРИЦАТЕЛЬНЫЙ и ЭЛЕКТРОД ПРЯМОГО ТОКА ПОЛОЖИТЕЛЬНЫЙ, что теперь мы используем вместо ПОЛЯРНОСТЬ.
Пористость — называются червоточинами, это газовые карманы, застрявшие в сварном шве. Пара причин была бы из-за того, что достаточно защитного газа в MIG или влаги в FLUX в стержнях с низким содержанием водорода 7018.
Влага можно легко предотвратить с помощью одной из стержневых печей Keen. S ee Как правильно хранить удилища… http://www.keenovens.com/articles/store-rods.htm
Порты — В пистолете МиГ есть небольшие отверстия (отверстия), через которые проходит экранирование. газ. ФОРСУНКА затем направляет газ над ЛУЧЕЙ сварного шва.
Позиционер — их обычно можно найти в более крупных и престижных фабричных магазинах. Они могут поворачивать, наклонять, вращать, вращать, и это позволяет вам делать большую часть сварных швов в плоские или горизонтальные ПОЛОЖЕНИЯ СВАРКИ, что действительно ХОРОШО!
Предварительный нагрев — Некоторые стали лучше воспринимают сварной шов, и сварной шов будет более прочным. если сталь нагревается перед сваркой.Это особенно верно на севере в зимнее время. Добавление горячего присадочного металла к холодной стали НЕ является хорошей идеей, потому что это может привести к тому, что сталь станет хрупкой и растрескается.
Большую часть времени в характеристиках сварного шва будет указана температура ПРЕДВАРИТЕЛЬНОГО НАГРЕВА. Один из способов проверки сталь с термокарандашами, которые плавятся при определенных температурах, чтобы показать, когда достигается нужное тепло. См. ТРЕЩЕНИЕ.
Пост-нагрев — Я знаю, Я знаю, это не в алфавитном порядке, но я просто не мог поставить POST-HEAT впереди ПРЕДВАРИТЕЛЬНОГО НАГРЕВА, потому что это просто не работает.Пост-нагрев, конечно, точно что это такое… нагрев после сварки.
Собственно то, что ты
контролируют остывание стали. Вместо того, чтобы дать ему остыть
самостоятельно, вы периодически нагреваете его и замедляете процесс охлаждения.
Это
больше для экзотических металлов, так как мне, как строителю по металлу, никогда не приходилось ничего делать.
пост-нагрев. Однако, работая несколько раз в магазине на чугуне, у меня возникало
для дополнительного нагрева чугуна, чтобы убедиться, что он не потрескался.
Вот отличный сайт от Lincoln на кастинге сварка железа.
Лужа — Аааа, лужа. Мой инструктор по сварке раньше сверлил мне голову: «РАССЛАБИВАЙТЕ руку и СМОТРИТЕ ЛУЗУ!» В ЛУША такой же, как СВАРОЧНЫЙ БАССЕЙН. Именно расплавленный присадочный металл объединяет с РОДИТЕЛЬСКИМ МЕТАЛЛОМ. Вы должны увидеть это и манипулировать им, чтобы получить хороший сварной шов.
следующий отрывок взят с сайта TheFabricator.com…
I научился сварке у двух лучших в своем деле.Фил Ньюэлл кричал в мою ухо, говоря мне, что я никогда не стану сварщиком, потому что я недостаточно практиковался — боялся к черту меня. Майк Уолдроп был непринужденным, покладистым, выпившим пиво со мной после уроков. какой парень. Я научился всевозможным трюкам от них обоих и вечно благодарен. У них были разные стили обучения, но они оба учили основы:
РАССЛАБИТЬ РУКУ
ЧАСЫ
ЛУЖА
Правильный угол тяги
Правильная скорость движения
Правильный ток
ПРАКТИКА,
ПРАКТИКА, ПРАКТИКА!
Quench — быстрое охлаждение стали для получения это сложнее.Чтобы сталь затвердела, в ней должно быть достаточно углерода. Мягкая сталь не может быть закален, чтобы затвердеть, потому что в нем всего 0,33% углерода. Тебе нужно около 0,70% для затвердевания при закалке. Вы меняете кристаллическую структуру от одного атомного паттерна к другому.
Я уже говорил об этом в http://keenovens.com/articles/heat-treating-2.htm.
А очень хорошую статью о твердости и закалке можно найти на сайте eFUNDA. сайт инжиниринговой компании.
Излучение — Сварочная дуга гаснет радиация, от которой вы должны защищать себя и других.Это важно что вы объявляете другим, что готовитесь к удару и дуге. В моем магазине мы кричать «СМОТРИТЕ В ГЛАЗА !!!» Это означает, что вам нужно отвести взгляд кто бы это ни сказал. Смотрите FLASHBURN.
Помимо жжения глаз, радиация Излучаемая дугой также может вызвать ожог кожи, как солнечный ожог. Вам следует всегда накрывайте кожу хлопком, шерстью или кожей темного цвета. Повторное облучение ожоги кожи могут привести к раку кожи в более позднем возрасте, что очень быстро растущая и смертельная форма рака.
Рентгенография — Враг плохие сварщики. Сварочный шов просвечивается рентгеновскими лучами, и на нем будут видны даже мельчайшие ДЕФЕКТЫ ШВА. (Шлаковые включения, пористость или поднутрение!)
Стержни — см. ЭЛЕКТРОД. То, что мы называем электродами в магазине или на поле. Больше «электродов» никто не просит, они просят больше стержней. Так же, как на самом деле термин «SMAW», в В магазине или на поле мы называем это «Сварка палкой». Итак, если я «сварка палкой», Я использую стержни.»
Корневое отверстие — Если вы свариваете два пластины вместе, которые имеют фаску, (см. ФАСКА) корневое отверстие — это зазор, разделяющий две пластины.
Проникновение корня — Как далеко находится НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ
проникая внутрь и через КОРНЕВОЕ ОТВЕРСТИЕ. Вот хорошая иллюстрация из
Интегрированный
Публикация…
Безопасность — ааааа Грэшоппер, это абсолютно САМАЯ важная часть сварки, безопасность вас И окружающих!
Сварка таит в себе всевозможные опасности.У меня было немало ударов, ушибов, синяков, порезы, царапины, удары и т. д. Но хуже всего было, когда меня сбили с 3-го этаж здания (ну вообще-то прямо под 3-м этажом, а кто считает?) и сломал мне лодыжку.
Однако, хотя и опасен по своей природе, он может быть относительно безопасно, если соблюдаются надлежащие меры безопасности и здравый смысл используется.
Одна из моих любимых головокружений — разные телешоу, которые показывают люди, явно пренебрегающие безопасностью.Все, что нужно, — это доля секунды, чтобы пострадать, или обидеть кого-то еще. И обычно требовалось время, чтобы сделать все правильно, или приобретите подходящий инструмент или защитное снаряжение.
Есть всякие книги, статьи и руководства по технике безопасности при сварке. Просто помните, что вы можете получить сами а другие пострадали или убили, если вы не научитесь этим практикам и не будете им следовать.
Два из несчастных случаев, о которых я слышу почти каждый год, являются травмы глаз (из-за ношение надлежащих защитных устройств) и люди, получившие травмы или погибшие в результате сварки на контейнерах или рядом с ними.
Сварка / резка на контейнере, который вы не знаю опасно по трем причинам…
Это может быть токсичным, легковоспламеняющимся или взрывоопасным.
НИКОГДА, НИКОГДА, НИКОГДА не приваривайте к таре, которая не является новой или очищенной. и безопасность сертифицирована.
Я не свариваю б / у контейнеры ПЕРИОД. Не стоит жизнь или тело, чтобы сделать чертовски барбекю!
Также на легковых и грузовых автомобилях, бензобаках должны быть удалены или обязательно заполнены, чтобы они не взорвались.Если он полон, самое большее, что он мог сделать, это сжечь. Если есть дым и искра, или ток путешествуя неправильным путем, ты можешь проснуться МЕРТВЫМ!
http://www.hobartwelders.com/pdfs/ms199776b.pdf
http://www.millerwelds.com/resources/safetyresources.html
http://www.lincolnelectric.com/community/safety/
Шов Сварной шов — шов находится там, где соприкасаются две пластины, полосы и т. Д. Это важно что вы получите половину СВАРОЧНОГО БАССЕЙНА с каждой стороны шва.
В ДУГОВОЙ СТРОЖКЕ (где вы вырезаете существующий сварной шов) вы хотите прорезать сварной шов пока вы не увидите шов, который будет выглядеть как трещина. Здесь две части встретиться. Срез на сварном шве с небольшим повреждением или нагревом пластин.
Полуавтоматическая сварка — пример MIG. Машина работает проволоку (НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ) и автоматически подает ЗАЩИТНЫЙ ГАЗ, но это требует человек должен нажать на спусковой крючок и манипулировать пистолетом, чтобы сделать сварной шов.
Семьдесят пять / Двадцать пять — 75% аргона / 25% двуокиси углерода, см. ЗАЩИТНЫЙ ГАЗ.
экранированный Дуговая сварка металла — См. Также СВАРКА ПЛОТКОЙ. SMAW, это процесс, в котором мы используем ЭЛЕКТРОДЫ или ШТАНГИ. Хотя некоторые другие процессы более эффективны, есть некоторые виды работ, где SMAW является наиболее практичным, например лазание по высотная офисная башня, торговые центры и большие разветвленные строения.
См. следующие преимущества / недостатки…
http: // www.thefabricator.com/ArcWelding/ArcWelding_Article.cfm?ID=584
http://www.thefabricator.com/ArcWelding/ArcWelding_Article.cfm?ID=3
Экранирование Газ — Газы, такие как аргон или гелий, инертны, то есть они не будут сочетать с другими элементами. Это делает их хорошими для удержания атмосферных загрязнений. из СВАРОЧНОГО БАССЕЙНА. Двуокись углерода не инертна, но эффективна и используется в MIG. либо сам по себе, либо в смеси с инертными газами, например 75/25.
Двуокись углерода дает более глубокий сварной шов, а 75/25 дает более гладкий шов и МЕНЬШЕ БРЫЗГИ, чем чистый CO2.
Пропустить сварку — Используемая последовательность для контроля коробления (искажения). Однажды на парковке были большие балки из бетона со стальными вставками на каждом конце для приваривания к вставкам на колоннах. Бетон никогда не затвердевает полностью, в нем есть влага. Если вы поднесете к нему резак, или излишек тепла от сварки, он дует вверх и отправить небольшую бетонную шрапнель, стреляющую, как папа, застрявший осколком граната.
Если бы мы сварили эти плиты прочно, бетон раздулся бы. из-за пластины и сильно ослабили точки соединения.
Так вместо этого мы пропускаем сварку пластин. Мы сварили пару дюймов наверху, пара в центре и пара внизу. Мы позволим этому остыть, а затем сделаем это снова пока плита не сварилась сплошной. Все дело в том, чтобы сохранять спокойствие, чувак.
Шлак — при плавлении ФЛЮС на сварочной СТАНКЕ выделяется ЗАЩИТНЫЙ ГАЗ. для защиты сварного шва, а затем образует затвердевшее защитное покрытие поверх сварного шва.Он должен быть удален и тщательно очищен, обычно щеткой.
Шлак Включение — Если вы не очистите ШЛАК от БУСА должным образом, вы запустите риск того, что он станет частью сварного шва, когда вы проведете следующий валик. Хороший сварщик обычно сжигает его на следующем проходе, но если нет, будет кусок шлака в валике, который оставляет слабое место. Включения шлака — одни из основных ДЕФЕКТЫ СВАРКИ.
Щелевой — Щелевой сварной шов такой же, как и PLUG WELDS за исключением того, что они не круглые, а удлиненные.(Длинный и узкий.) И снова Интегрированный Издательство дает хорошее представление о них…
Smart Talk — Когда у вас есть начальник, которого нет знаю, диддли-приседает, пытается говорить, как будто он умен. Хотя обычно это очень раздражает, но также может быть довольно забавным. Ученики и политики также печально известны этим.
Soapstone — Мягкий красивый камень сильно сжатый тальк, что делает его отличным для маркировки на СТАЛИ.
Солидус — УМНЫЙ РАЗГОВОР, говоря твердо.
Сплошная стальная проволока — Мягкая стальная проволока MIG используется для… правильно, сварки низкоуглеродистой стали. Если ты делаешь художественные работы, вы также можете использовать твердую сталь на нержавеющей. Сварные швы заржавеют, но они будут держаться до тех пор, пока на них не будет стресса. Вы бы НЕ сделали этого на все структурные элементы, например сварные швы, склонны к растрескиванию.
Также можно использовать рулоны FLUX CORE (FCAW), НЕРЖАВЕЮЩЕЙ СТАЛИ (SST), и алюминий (Al).
Рулоны бывают по паре фунтов: пять, десять, двадцать, тридцать три, и сорок четыре фунта, о которых я знаю.
Я бы сказал, что катушки с проволокой можно купить в Ваш местный магазин сварочных материалов, некоторые хозяйственные магазины, Loews, Home Depot, Harbour Грузовые перевозки, Северные инструменты и Грейнджер.
Брызги — При сварке, особенно в процессе MIG и УТОЧКИ серии 60, дуговая сила выдувает мелкие капельки НАПОЛНИТЕЛЯ МЕТАЛЛ на поверхность РОДИТЕЛЬСКОГО МЕТАЛЛА.
При сварке MIG необходимо распылить внутреннюю часть сопла. с аэрозолем или окуните его в густое вещество, которое покрывает внутреннюю часть чтобы брызги не прилипали. Если в сопле скопились брызги, он будет препятствовать прохождению защитного газа. При использовании насадки погружением, вы хотите нагреть сопло, выполнив сначала несколько проходов или у вас будет просто насадка, полная дерьма.
Если брызги легко отслаиваются, значит, это не так. Большое дело, если брызги не откололись, значит, у вас слишком высокая температура.
Также, если вы работаете над произведением искусства или чем-то, что вам действительно не нужно, Чтобы продолжить, вы можете распылить РОДИТЕЛЬСКИЙ МЕТАЛЛ или намазать его грязью, и он не допускайте прилипания брызг.
Один из самых глупых / безумных / бессмысленных в моей педагогической карьере произошло то, что студент ел кусок сопла окунать.Оно было отвратительно грязным после нескольких месяцев использования, и он неожиданно съел его. К счастью он не был токсичен и почему-то его не тошнило. Когда я спросил его, почему он это сделал это, он просто посмотрел на меня со странной улыбкой на лице!
Точечная сварка — Используется на тонком металле, таком как кузова автомобилей, у вас есть пара зубцов, которые держат сталь вроде плоскогубцев. Между ними небольшой шарик (мне это нравится слово.) НАПОЛНИТЕЛЬНОГО МЕТАЛЛА. Зубцы пропускают ток через сталь, плавя присадочный металл, при этом прочно удерживая сталь вместе.Пока все установлено правильно, он расплавит присадочный металл и даст очень маленький, но прочный сварной шов. Если это установить слишком холодно, сварной шов не выдержит. Если поставить слишком жарко, он просто смоет «шарик» присадочного металла или прожечь сталь.
Хорошая идея использовать это на некоторых кусках стали, чтобы получить AMPS прямо перед тем, как начать настоящую сделку.
Это
— небольшой точечный сварщик в Хобарте. Они бывают всех размеров, некоторые НАМНОГО больше
Сталь — Сталь — это железная руда, добытая из земли, очищенная в доменных печах и затем в расплавленном состоянии добавляют углерод.При необходимости можно добавить СПЛАВЫ. пока расплавлен. См. Сталь Подача статьи.
Сварка стержнем — см. SMAW и http://keenovens.com/articles/stick-welding.htm.
Готово
с машиной с электрическим или бензиновым / дизельным двигателем. Для тяжелого изготовления
и конструкции из конструкционной стали, ПРЯМОЙ ТОК обычно используется, потому что он
работает более плавно, чем ПЕРЕМЕННЫЙ ТОК.
Одно исключение было, когда мы использовали AC машины для запуска 6011 RODS на заводе по производству черного чугуна, на котором я работал.Пластины жесткости (пластина вставляется в перемычку балки, чтобы придать ей дополнительную прочность и предотвратить провисание) То, что мы обычно устанавливаем, можно было сделать с помощью 6011, и это было дешевле с использованием переменного тока. Почти во всем остальном мы использовали DC с 7018 или FLUX CORED ARC WELDING.
В Профсоюз железных рабочих, я много лет сваривал, используя только 7018 УДИЛИЩА с ДК. (7018 также называют с низким содержанием водорода или LoHi) Примерно единственный раз мы не использовали 7018, когда мы использовали УДИЛИЩА 6010 для настила.(Мы бы сгорели листы на крыше в балки внизу.)
Miller eTraining имеет приятный
сайт для базовых
электричество…
Прилипание — чертовски неприятное происшествие когда стержень прилипает к стали вместо того, чтобы зажигать дугу. Обычно это вызвано из-за того, что жара недостаточно горячая, или из-за неправильного угла СТЕРЖНЯ.
Конец стержень нагревается ровно настолько, чтобы сплавиться с основным металлом без запуска ARC.
Это чертовски расстраивает новых сварщиков, и это плохо, потому что тогда они хватаются за STINGER еще плотнее, что дает шанс снова воткнуть удочку.(Тебе нужно расслабиться рукой при сварке!)
Если достаточно быстро дернуть жалом, можно Освободите стержень, иначе придется отсоединять жало от стержня, а затем сломать стержень. (ПРИМЕЧАНИЕ: при отсоединении держите капюшон опущенным, потому что он сделайте яркую вспышку.)
Если FLUX отломится от конца стержня, вы необходимо «длинная дуга» (держите стержень на расстоянии четверти дюйма или около того от пластины и дайте ему гореть), пока он не сожжет обнаженный НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ обратно до флюса.)
Новичкам следует практиковаться в зажигании дуги снова и снова, чтобы научиться как ударить без прилипания.
Вылет — Расстояние до провода при сварке MIG выступает из конца СОПЛА.
Стингер — То, что мы называем ДЕРЖАТЕЛЕМ ЭЛЕКТРОДА в магазине или на поле. В SMAW есть несколько размеры стингеров, от легких до тяжелых промышленных. В поле мы подключит РАБОЧИЙ ОТВОД к колонке для завершения цепи, которая позволит нам нужно только тащить жало к тому месту, где мы сваривали.(Пока структура был сталью.) Это чертовски легче сделать, чем перетащить оба провода, особенно отработка высоких ходьбой по узким балкам!
Бусина для тетивы — The Первую бусину вы должны выучить после того, как освоите запуск дуги. В зависимости от стержень или процесс, этот валик будет выполнен с помощью перетаскивания на плоских поверхностях с незначительные колебания или их отсутствие. После первого бусинки остальные идут параллельно первое.
Для плоских (см. ПОВЕРХНОСТЬ) наростных швов валики будут перекрываться друг с другом.Другими словами, бусинка должна смываться примерно до половины. существующей бусины. Таким образом, будет хороший TIE-IN, соединяющий две бусинки. После выполнения нескольких из них верх будет гладким, если все сделано правильно.
См. Также КРАТЕР и ОСЦИЛАТ.
Подводная дуга — Когда Давным-давно я учился в сварочном училище, мы ездили на большой сталелитейный завод. То, что я видел, как они плавили чугун в огромных доменных печах, дуть сливные отверстия с динамитом, ярко-оранжевым расплавом стали, текущим в разные формы, и вся основная техника, внушала трепет!
Итак, я вижу этого парня, сидящего на большой машине, просто наблюдая за этим с сигаретой изо рта.Я спросил, что он делает, и он вежливо ответил: «Какого черта это выглядит? как я делаю? Я свариваю! »
« А дуги нет ». Я ответил.
Злым, саркастическим, полным ругательств голосом он рассказал мне, как они используют набор ЭЛЕКТРОДОВ без покрытия с нанесенным флюсом поверх стали. Поток крышка не позволяла видеть дугу, поэтому все, что он сделал, это установил машину, затем сел там и убедитесь, что он работает правильно. Это очень хороший процесс для длительного, непрерывного сварные швы.
Наплавка — Сварные швы, используемые для наращивания изношенного оборудования до его первоначальный вид. Хороший пример — бульдозер. Сзади — звездочка для заставить трек двигаться вперед или назад. Колеса внизу и несколько вверху держать это в соответствие. На другом конце звездочки находится промежуточное колесо. Его цель заключается в том, чтобы удерживать гусеницу на месте, поскольку она постоянно катится.
Все эти изнашиваются вниз по мере использования, и гораздо дешевле покрыть эти сварные швы, чем покупать новое оборудование, особенно для крупных магазинов и стройплощадок.
Итак, сборка сварка вверх выполняется, как правило, стержнем с твердой поверхностью, который делает именно это; это добавляет сталь и сплавы, которые очень твердые и не изнашиваются.
Моя первая сварочная работа заключалась в выполнении поверхностных сварных швов на промежуточных колесах. Я сидел и медленно вращал колесо, вращая штангу взад и вперед примерно на 4 дюйма слева направо.
Мы началось в 8 утра. Я бы сварил и подумал, что это должно быть близко к обеду и посмотри на мои часы … сейчас 8:15! Было скучно!
Но ты должен начать где-нибудь, и сидя там, делая узор плетения снова и снова, изо дня в день В конце концов, я научился бегать по действительно хорошему непрерывному бусу, так что это было хорошее начало.
Прихватка Сварной шов — небольшой сварной шов, используемый для удержания того, что вы свариваете, на месте, пока вы не сварите. он твердый. Широко используются в производстве, прихваточные швы легко разламываются. если необходимо внести изменения.
ДЕЙСТВИТЕЛЬНО важно, чтобы вы приварите ВСЕ точки к чему-то, что было прихваточно, особенно если это будет использоваться конструктивно.
Однажды фабрикант сварил «собаку». (временная подъемная проушина для крепления мостового крана) на лестнице чтобы поднять их на несколько дюймов от своего стола.Он забыл снять его, и он отправлен с собакой все еще на месте.
Когда он попал в поле, незнающий новичок зацепил его, и оно пошло вверх. На что-то вроде этого вы делаете только один сторона, чтобы вы могли сбить его, когда закончите. Этого было много для магазина, но качаясь в воздухе, гвозди оторвались, и лестница упала примерно 26 этажи до земли.
Чудом никто не пострадал, кроме прораба. кричал так, что чуть не растопил телефон бедного мастера в тот день!
Марка обязательно полностью прожечь прихватку при сварке и не начинать и не останавливать сварку или на прихватке.
Тройник — В плоском состоянии две пластины соединены где, если перевернуть их вверх ногами, они будут похожи на T. Хммм … Интересно если так они и получили свое название?
Закалка — Некоторые стали могут быть затвердевает при нагревании, затем быстро закаливается. Когда наши отбойные молотки затупляются мы их затачиваем, а затем закаляем.
С помощью резака нагреваем их до так называемого «вишневого» состояния. красный «(оранжевый для меня), затем остановитесь и дайте им остыть, пока они тускло-оранжевые.(Важно, чтобы кончик фонаря на расстоянии нескольких дюймов, чтобы убедиться, что сталь не плавится и не поцарапает сталь.)
Затем мы быстро окунаем его в ведро с минеральным маслом, чтобы быстро охладить его. Вода тоже подойдет, но не так хорошо, и вам нужно убедитесь, что он прохладный или холодный.
После этого у вас есть молоток с повторной закалкой.
После
использование, кристаллическая структура в стали изменяется.В твердой стали кристаллы
маленькие и близко друг к другу. В более мягкой и пластичной стали кристаллы длиннее
и дальше друг от друга.
Когда молотки подвергаются нагреву и постоянным ударам, кристаллы удлиняются, а концы тускнеют. Мы нагреваем их, делая их гибкими и снимите стресс, а затем быстро охладите их, что заставит их сжиматься.
Ваш Лезвие карманного ножа изготовлено из очень твердой стали с высоким содержанием углерода, которая удерживает край хорошо.Если бы вы затачивали его на шлифовальном станке и позволяли Чтобы нагреться, он больше не будет сохранять хорошую кромку, потому что вы измените его макияж.
Характер — это тоже то, что потерял мой босс, когда я был для них мудрецом.
Растяжение Прочность — Сварочные УДИЛИЩА, такие как 7018, 6010 и т. Д., Оцениваются по пределу прочности на разрыв. на квадратный дюйм. Первые два числа указывают предел прочности на разрыв в тысячах. (Стержень 10018 с низким содержанием водорода будет первой тройкой.)
7018 имеет 70000 фунтов прочности на разрыв на один квадратный дюйм сварного шва. 6010 будет иметь 60 000 фунтов. Что это большая сила для небольшого количества сварного шва!
Предел прочности на разрыв способность сопротивляться растяжению НАПРЯЖЕНИЕМ. Сила измеряется в точке требуется, чтобы сталь или металл достигли точки усталости, когда они утомляются и слезы на части.
Я провожу демонстрацию, в которой ПРИКАЧИВАЮ СВАРКУ 6 «X 6» пластину к концу стола, оставляя только ½ дюйма сварного шва на каждом конце верхняя сторона с 7018.
Затем я спрашиваю студентов, встанут ли они на нее, если это было 30 этажей в воздухе. Большинство говорят, что они не будут, поэтому я забираюсь на стол и сделайте эту глупую стойку журавля из Каратэ Кида, стоящего одной ногой на пластина.
Показывает, какой предел прочности на разрыв имеют две маленькие прихватки, легко поддерживая мой вес.
шт. Не привязывайте тарелку к высоте 30 этажей и
стойка крана! Это только для демонстрации!
И кстати, когда мы прихватили нашу сварку
корзины, чтобы работать высоко, мы всегда были привязаны ремнями безопасности
до того, как мы попали в них!
Натяжение — Натяжение или растяжение с сила.Хороший пример — резинка. Напряжение — это то место, где вы его растягиваете.
Также такая головная боль, которую я испытывал, когда работал высоко и выглядел вниз.
Тестовый купон — Я писал о том, как сварщики должны доказать самих себя больше, чем в любой другой профессии или карьере. Это делается либо деструктивным испытание, разрушающее сталь, или неразрушающий контроль, такой как рентгеновское излучение. Это как стать «сертифицированным» сварщиком.
Об испытании на разрушающий сварной шов при сварке конструкций СВАРКА КАНАВКА выполняется либо с открытым КОРНЕМ, либо с использованием РЕЗЕРВНАЯ ПОЛОСА.Обе стороны пластины отшлифованы заподлицо и нарезаны на 1 ½ дюйма. полосы, которые сгибаются в JIG.
Затем полосы проверяют на наличие трещин, или другие дефекты. Если ничего не найдено, вы получите работу, проиграете и в дальнейшем вы идти.
Обычно гнутся две полоски от КОРНЯ и две от ЛИЦА.
Иногда полоски фактически разорвутся на две части. Если это произойдет, вы можете захотеть чтобы проверить другую карьеру или приступить к практике!
Горловина углового шва
— Этот отличный сайт от TWI показывает различные филе горловины.
http://www.twi.co.uk/j32k/protected/band_3/jk66.html
Tie-in — После запуска STRINGER BEAD выполняется привязка когда другой борт стрингера, параллельный первому, сгорает наполовину внутрь. Вместо того, чтобы быть двумя бусинками рядом, они переплетены вместе. Аааа… они стали одним Кузнечиком.
Крепление очень важно для придания прочности при выполнении нескольких пройти сварные швы.
Сварка TIG (GTAW, газо-вольфрамовая дуговая сварка) — Был вызван Heliarc, затем Tig, теперь GTAW. Однако большинство сварщиков на местах до сих пор зову его Тиг. Если они называют это Гелиарком, они старые. Подожди минута… Я назвал это Гелиарком !!!
Этот процесс сварки соединяет металлы путем их нагрева неплавящимся материалом. вольфрамовый электрод. Это означает, что электрод Вольфрамовый, не плавится в сварном шве, как присадочный металл в стержне.
В СВАРОЧНОЙ СВАРКЕ ПРУТ расходуется во время сварки. Как ты
горит в сталь, стержень плавится, поэтому нужно толкать
в сталь, когда вы идете, чтобы компенсировать то, что конец стержня
потребляется, что делает его короче.
В Tig вы держите вольфрам на одинаковом расстоянии от РОДИТЕЛЬСКОГО МЕТАЛЛА.
во время сварки, потому что он не расходуется.
Это можно сделать путем плавления двух частей без присадочного металла, или присадочным стержнем, который вы держите и вставляете в сварной шов.
Для Tig Weld требуется гораздо больше навыков и терпения, потому что вы использовать обе руки для разных функций и подавать стержень правильно. Это означает большую координацию, поэтому, если вы не можете ходить и жевать жвачку одновременно, потребуется МНОГО практики чтобы снять это.
Базовые бусины относительно простые, но нестандартные, экзотические металлы, трубы и трубки, а также замкнутые пространства могут быть очень трудными, и требуется много времени, чтобы освоить.
Тем не менее, если вы собираетесь использовать его для хобби, работая над ваша гоночная машина, мотоцикл и т. д. не позволяйте им запугать вас. С участием практика, вы можете стать опытным.
Для защиты используется аргон, гелий или смеси инертных газов. сварной шов с минимальным образованием дыма или его отсутствием; это очень просто чтобы увидеть СВАРОЧНЫЙ БАССЕЙН. (За исключением алюминия, где лужа довольно плохо видно.)
Tig Torch — Состоит из головки для защиты вольфрама, цанги (втулка для удержания вольфрама) корпус цанги (верно, удерживает цанга), ВОЛЬФРАМА и керамической чашки. Вольфрам несет в себе ток, вызывающий дугу. Отверстия в цанге прямое экранирование газ выходит из керамической чашки и окружает СВАРОЧНЫЙ БАССЕЙН. Другой люди держат факел по-разному.Мне все равно, как ты держишься это до тех пор, пока вы расслаблены и сварной шов выходит нормально! Некоторые факелы имеют воздушное охлаждение, в других используется вода или незамерзание. Если вы используете горелка с жидкостным охлаждением, вам лучше быть очень осторожным, чтобы не настроить ее вниз на горячий кусок металла. Выпустите утечку, и вы можете быть шокированы очень плохо с DC, и если вы используете AC, вы можете проснуться мертвым! Чем меньше факел, тем быстрее он нагревается.
Вольфрам — Это сложно! Он также имеет самую высокую температуру плавления. острие любого металла, только элемент углерод имеет более высокую один. Это делает его хорошим ЭЛЕКТРОДОМ для использования в TIG. Это не расходный тогда как стержневые электроды являются расходными материалами. Они сгорают, когда вы используете их, вольфрам нет. Он переносит дугу и выделяет тепло для ЗАЖИГАНИЯ. сталь. См. TIG.
Если хочешь потянуть хорошо прошу Вольфрам.Это оригинал название вольфрама, потому что он добывается из руды, одна из них называется Вольфрамит. После того, как они спросят, о чем вы, черт возьми, объясните и удивляются их ограниченным знаниям в области металлургии.
Undercut — Это КАРДИНАЛЬНЫЙ ГРЕХ сварочного кузнечика! Врезание в сталь силой дуги оставляет вырез канавка в сварном шве.Если он не залит присадочным металлом, остается ДЕФЕКТ СВАРЯ, который является слабым местом, которое может вызвать совместный провал. Это может привести к материальному ущербу, травмам и даже убыткам. жизни. См. СВАРНАЯ ПОДПИСЬ.
Underfill — ДЕФЕКТ сварного шва, который случается, когда вас нет нанесение достаточного количества НАПОЛНИТЕЛЯ в соответствии со спецификациями сварки.
Подводная сварка — Очень хочется поставить «сварку» под водой »здесь.Либо это делается на самом деле в воде, или в барокамере, которая представляет собой затопленное помещение, где вода был откачан. Если это делается в воде, это обычно в чрезвычайных ситуациях. ремонт, потому что нет возможности сделать красивый сварной шов под водой, хотя вы можете сделать такой, который выдержит.
Вот сайт с отличной статьей на эту тему… http://www.metalwebnews.com/howto/underwater-welding/underwater-welding.pdf
Есть несколько школ подводной сварки, расположенных в разных
области нации. Два хороших, о которых я знаю, посещая или исследуя
:
The Ocean Corporation и Санта-Барбара
Городской Колледж . Есть также во Флориде и Вашингтоне.
Заявите, что я знаю.
Визуальный осмотр — самый простой и фундаментальный СВАРОЧНЫЙ ТЕСТ.После сварки квалифицированный инструктор, инспектор, мастер, прораб и т. д. внимательно осмотрят сварной шов. глядя на это. Будет проверено на «Кардинальный грех». ПОДНЯТИЯ, ПОРИСТИ, НАПОЛНЕНИЯ и др.
Показывает только поверхность, а не то, что внутри. Однако вы можете в значительной степени увидеть, знает ли кто-то, что он делает, визуально осматривая их сварные швы.
Напряжение — это сила, которая заставляет электроны течь через дирижер. (Убедитесь, что вы не станете дирижером, всегда носить перчатки при сварке и оставаться сухими!) когда вы включаете садовый шланг. Вода течет, потому что она перекачивается. Насос подобен вольт, а вода подобна АМПЕРАЖУ.
Деформация — это когда сталь деформируется скручиванием, прогиб или изгиб из-за тепла от сварного шва.Обычно не проблема с толстой сталью, но ГЛАВНАЯ проблема с тонким материалом.
Есть шаги, которые вы можете предпринять, чтобы предотвратить деформацию, например, поставив сталь в зажимном приспособлении, зажимая или немедленно охлаждая после того, как он будет сварен. (Сразу охлаждение нельзя использовать на некоторых металлов и сплавов, потому что это сделало бы их хрупкими.)
Смотрите своими глазами !!! — вот что мы кричим в нашем магазине пусть люди знают, что мы вот-вот зажжем дугу.Ты всегда должен дайте людям знать, прежде чем зажигать дугу, чтобы у них не было ВСПЫШКИ ГОРЕТЬ.
Weave Bead — обычно используется на последней бусине или шапочке сварной шов. Это делается при КОЛЕБАНИИ стержня в широком узоре. вперед и назад, и, по моему опыту, в основном это делается с УТОЧКАМИ 7018.
Weld — хотя определений много, одно мне нравится это соединение или сплавление двух материалов.Это можно сделать с помощью или без присадочного стержня или проволоки и может использовать все виды безумных процессов такие как взрывчатка, давление, лазер и другие. Мой покойный, немеханический брат спрашивал меня, собираюсь ли я использовать перемычки и бенгальские огни «, когда я СВАРКИ ПАЛКУ. Многие думают, сварщика, как какого-то грязного парня, стоящего там с висящей сигарой изо рта. В некоторых случаях так оно и есть, но там существует МНОГО сварочных процессов, и появляются новые инновации. обнаруживают все время.Вы могли работать грязно, черт возьми, на некоторых жирная конвейерная система, опасная, как черт возьми, в воздухе на многоэтажном или в абсолютно чистом, кондиционированном и безопасном авиакосмический магазин. Сварка — это очень разнообразное занятие.
Свариваемость — если металл или сталь можно сваривать, и с каким процессом?
Weld Blanket — Используется для защиты от искр, расплавленной стали и БРЫЗГОВ. от ожогов, рубцов или возгорания окружающих участков, когда сварка или резка.Они сделаны из материала с очень высокой устойчивость к жаре.
Дефект сварного шва — ПОДРЕЗАНИЕ, ПОРИСТОСТЬ, ВКЛЮЧЕНИЕ ШЛАКА И НЕЗАПОЛНЕНИЕ все дефекты, которые могут отрицательно повлиять на сварной шов, обычно вызывают трещина, которая ослабляет его. Слабые сварные швы могут повредить оборудование или материалы, ранить или даже убить.
Сварочный электрод — см. СТЕРЖНИ.
Поверхность сварного шва — находится на противоположной стороне ОТВЕРСТИЯ КОРНЯ верх тарелки.Это то место, где проходит пропуск CAP.
Калибр сварного шва — бывает разных размеров и используется ИНСПЕКТОР по сварке, чтобы проверить размер сварного шва. Измеряет, сколько НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ наносится от КОРНЕВОГО ОТВЕРСТИЯ до СВАРОЧНОЙ ЛИЦЫ.
Сварочный пистолет — В СВАРКЕ ПАЛОЧКОЙ мы используем ДЕРЖАТЕЛЬ ЭЛЕКТРОДА, который называется Стингером в этой области. При сварке FLUX CORED или MIG мы используем пистолет со спусковым крючком на нем.Когда вы нажимаете на курок, это заставляет проволоку подавать и активирует электрическую дугу.
Сварные швы — Внахлест, стык, кромка, угол и тройник — это пять основные сварные швы. Пиво и Стрип — это тоже пара косяков. сварщики знают.
Weld Metal — сплав МЕТАЛЛА НАПОЛНИТЕЛЯ (СТЕРЖЕНЬ или Проволока) и расплавленный РОДИТЕЛЬНЫЙ МЕТАЛЛ, образующий сварку шарик.
Сварной шов — Изготовлен при нанесении присадочного металла на пластина или соединение при перемещении по длине РОДИТЕЛЬСКОГО МЕТАЛЛА. В в некоторых случаях достаточно одного прохода, а в других требуется несколько проходов. Все зависит от того, над чем вы работаете.
Сварочная ванна — см. СВАРНАЯ ЛУЧА.
Сварные позиции — в конструкционной стали есть плоские, горизонтальные, Вертикальные и потолочные.
Угловые швы выполняются на тройнике:
1F = плоское сопряжение, 2F = горизонтальное сопряжение, 3F = вертикальное сопряжение,
и 4F филе сверху
На листе выполняются швы с разделкой кромок:
1G = плоская канавка, 2G = горизонтальная канавка, 3G = вертикальная канавка,
и 4G = Overhead Groove.
Символ сварного шва — — это рисунок на СИМВОЛЕ СВАРКИ, который указывает, какой тип сварного шва необходимо выполнить.т.е. скругление, нахлест, стык и т. д.
http://files.aws.org/technical/errata/A2.4errata.pdf
Сварочный сертификат — документов, показывающих, какие испытания / процедуры прошел сварщик. Многие люди уделяют слишком много внимания «сертификации». Возможно, вы сможете пройти тест на 100% в контролируемой среде. Это совсем другая игра с мячом, чем подниматься на 30 этажей в воздух, когда холодный ветер дует вам в шею, когда вы стоите на луче шириной 2 дюйма!
Существует множество различных сертификатов и несколько различных учреждений, которые их предлагают, например…
- Американское общество сварщиков — конструкционная сталь.
- Американское общество инженеров-механиков — котлы и сосуды под давлением.
- Американский институт нефти — нефте- и газопроводы
Процедура сварки — Как они этого хотят. Указанный на чертежах или примечаниях к сварщику как WPS или Спецификация процедуры сварки, он рассказывает вам, как подготовить соединение, какой процесс его сваривать, размер и размеры самого сварного шва, сколько проходов и какой вид отделки. буду иметь.т.е. стружка и щетка, машинная шлифовка или полировка.
Символ сварки — (см. Также символ сварного шва) — Показывает, какой тип сварного шва, где он будет, размер и размеры.
На нем есть стрелка, указывающая, где на стыке будет сварной шов, контрольная линия, где находится СИМВОЛ СВАРЯ, и «хвост» для информации о самом сварном шве.
Техника сварки — — это способ сварки. Для разных сварных швов используются разные методы.Для СВАРКИ ПЛОЧКОЙ с использованием 6010 вы КАЧАЕТЕ УДОЧКУ либо по кругу, либо в режиме «взбить и сделать паузу», когда вы вбиваете стержень в СВАРОЧНЫЙ БАССЕЙН и из него. Это радикальная техника по сравнению с техникой 7014, которую вы постоянно тащите с небольшим окостенением.
Некоторые инструкторы будут настаивать на использовании ТОЛЬКО их техники. Мне все равно, если вы будете стоять на голове и полоскать горло арахисовым маслом, пока у вас все получится. Если ваша техника обеспечивает надежную сварку, то меня это устраивает.
Проволочная щетка — Действительно важный инструмент как для предварительной, так и для последующей очистки сварного шва.В сварке «Чистота — это благочестие», ОСОБЕННО в сварке MIG. Mig не работает, если на металле есть краска, ржавчина или грязь. Хотя STICK и FLUXCORE могут прожечь краску, ржавчину и грязь, все же желательно иметь чистую поверхность, если это вообще возможно. Чем чище поверхность, тем выше ваши шансы на получение хорошего, чистого и надежного шва.
Существуют ручные щетки, щетки для ручных шлифовальных машин и щетки для настольных шлифовальных машин.
После прохождения важно хорошо его почистить, особенно если вы собираетесь пройти по нему еще один проход.
Если вы показываете свой сварной шов своему инструктору или сдаете его для сертификационного испытания, в ваших интересах правильно очистить сварной шов. Чем лучше вы его очистите, тем лучше будет выглядеть!
Процедура сварки — AWS — это «подробные методы и практические приемы, включая все процедуры сварки, используемые при производстве сварного изделия». Когда я впервые начал сварку и читал подобные определения, я думал: «Что за? Кто? Где? Ты что, издеваешься надо мной? »
Итак, вот мой перевод… «как ты собираешься делать сварку».”
В чертежахесть процедуры сварки, в которых указывается, какой процесс, а также какое количество, толщину, ширину и длину сварного шва требуется.
На большой работе суперинтендант проводит сварочные процедуры с главным мастером, который будет выполнять это с мастером, который будет выполнять это вместе со сварщиком.
В цехе проработает это бригадиром со сварщиками.
Сварочная лужа — или СВАРОЧНАЯ БАССЕЙНА — это расплавленный металл, образующийся во время сварки.Его можно сделать путем плавления только РОДИТЕЛЬНОГО МЕТАЛЛА, РОДИТЕЛЬСКОГО МЕТАЛЛА в сочетании с МЕТАЛЛОМ-НАПОЛНИТЕЛЕМ или, в основном, МЕТАЛЛА-ЗАПОЛНИТЕЛЯ в ПОВЕРХНОСТИ.
Он должен быть защищен от атмосферных загрязнений с помощью газовой защиты, создаваемой либо потоком ЭЛЕКТРОДА, либо ЗАЩИТНЫМ ГАЗОМ.
Размер сварного шва — Да, кузнечик, размер сварного шва имеет значение. Размер сварного шва указан на СИМВОЛЕ СВАРКИ и не должен быть больше или меньше требуемого.
Символ сварного шва — находится на СИМВОЛЕ СВАРКИ и указывает, какой тип сварного шва будет выполняться. Я нашел хороший сайт, иллюстрирующий это и символы сварки: http://www.tpub.com/steelworker1/29.htm
.Испытание сварного шва — При сварке существует визуальных испытаний , разрушающих испытаний и неразрушающих испытаний при сварке. В сварке нужно проявлять себя чаще и труднее, чем в любой другой профессии.
Визуальный тест — см. ВИЗУАЛЬНЫЙ ОСМОТР.
Разрушающий тест — При сварке конструкций две сваренные вместе пластины затем разрезаются на полоски-купоны, обычно шириной 1 ½ дюйма. ЛИЦЕВАЯ и КОРЕННЯЯ стороны пластины отшлифованы заподлицо.
Они сгибаются на зажимном приспособлении, с двух торцевых сторон и с двух сторон корня, и если они сгибаются без трещин, ПОРИСТИЧНОСТИ или ВКЛЮЧЕНИЯ ШЛАКА, вы получите свою работу.
Фотография с сайта http: // www.wtti.edu/coupons.html
Если на них есть трещины, пористость или включения шлака… продолжайте движение.
Неразрушающий контроль — используется, когда нецелесообразно проводить разрушающий тест или получить полное представление о сварном шве. Существует несколько типов, таких как рентгеновские тесты, тесты с использованием магнитных частиц, ультразвука и жидкого проникающего красителя.
Рентген показывает практически ВСЕ части сварного шва. Если есть ЧТО-ТО совсем не так, он появится! Сварные швы, выполненные в соответствии с рентгеновскими кодами, имеют нулевой допуск.Это означает, что вам лучше сваривать безупречный КАЖДЫЙ шов, КАЖДЫЙ раз!
За годы работы сварщиком конструкций в профсоюзе металлургов я тестировал на стройплощадках тесты на разрушающий изгиб или рентгеновские лучи. Сделано много других тестов, но здесь я описываю только эти два. Вы можете найти больше о других методах тестирования в большинстве сварочных журналов или поискать их в сети.
Это Список условий сварки представлен вам компанией Keen Ovens, лидером в области сварочного хранения. Духовки.
Что такое холодная сварка? (Преимущества, недостатки и приложения)
Перед тем, как холодная сварка сможет соединить два или более металлов вместе, необходимо удалить оксидные слои с поверхностей материалов. Большинство металлов (при нормальных условиях) имеют оксидный слой на поверхности, который образует барьер, препятствующий связыванию атомов металла. После удаления этого оксидного слоя металлы можно спрессовать вместе под высоким давлением, чтобы создать металлургические связи.Оксидный слой можно удалить с помощью металлической щетки, обезжиривания или других химических или механических методов.
После очистки металлы можно сжимать, но материалы должны быть пластичными и не должны подвергаться сильному упрочнению. В результате для холодной сварки часто предпочтительны более мягкие металлы.
Процесс холодной сварки вызывал механические проблемы на первых спутниках и других космических аппаратах, поскольку этот процесс не исключает относительного движения между соединяемыми поверхностями.Это означает, что адгезия, истирание и заедание могут накладываться друг на друга, поэтому, например, холодная сварка и истирание могут происходить одновременно. Однако, с другой стороны, возможность плавить металлы вместе без жидкой или расплавленной фазы позволяет астронавтам быстро и эффективно работать вне космического корабля для выполнения любых необходимых ремонтных работ.
Холодная сварка также может выполняться в наномасштабе, с демонстрациями, показывающими, что монокристаллические ультратонкие золотые нанопроволоки (с диаметром менее 10 нм) могут быть соединены за секунды посредством механического контакта.Результаты оказались почти идеальными, с той же ориентацией кристаллов, электропроводностью и прочностью, что и остальная нанопроволока. Такое высокое качество сварки достигается за счет наноразмерных размеров образца, механической поверхностной диффузии и ориентированных механизмов крепления. Холодная сварка в наномасштабе была продемонстрирована для соединения золота с серебром и серебра с серебром.
Объясняя, как работает холодная сварка, Ричард Фейнман в своих «Лекциях Фейнмана» отметил: «Причина такого неожиданного поведения в том, что, когда все соприкасающиеся атомы имеют одинаковый вид, атомы не могут« знать » что они в разных кусках меди.Когда есть другие атомы, в оксидах и смазках и в более сложных тонких поверхностных слоях загрязняющих веществ между ними, атомы «знают», когда они находятся в разных частях ».
Холодная сварка впервые была признана явлением в 1940-х годах, но история методов холодной сварки уходит корнями в гораздо более далекую историю.
Археологи нашли инструменты бронзового века, которые были соединены с помощью холодной сварки, но первый научный эксперимент по этому методу не проводился до 1724 года, когда преподобный Джон Теофил Дезагульерс использовал два свинцовых шара, чтобы проверить концепцию, удерживая их вместе и скручивая, при этом Он заметил, что они держатся вместе.Дальнейшие испытания показали, что образовавшаяся связка имеет ту же прочность, что и основной металл.
Холодная сварка имеет ряд преимуществ по сравнению с другими сварочными процедурами, в том числе:
1. Нет HAZ
Холодная сварка не создает зоны термического влияния (HAZ), что значительно снижает риск негативных химических или механических изменений соединяемых основных материалов.
2. Прочные, чистые сварные швы
Холодная сварка позволяет получить чистые сварные швы, прочность которых равна прочности самого слабого из основных материалов.Этот процесс сварки не приводит к образованию хрупких интерметаллических соединений на стыках.
3. Соединение разнородных материалов
Разнородные металлы, которые сложно соединить с помощью других технологий, например алюминий и медь, можно соединить с помощью холодной сварки.
4. Сварка алюминия
Холодная сварка показывает свои преимущества не только при соединении меди с алюминием, но и при сварке алюминия серий 2ххх и 7ххх, что невозможно при использовании других технологий сварки металлов.
Несмотря на то, что холодная сварка дает некоторые заметные преимущества, она также имеет ограничения. Эти недостатки в большинстве случаев затрудняют рассмотрение холодной сварки в качестве основного метода соединения. Однако, как показано выше, в некоторых случаях холодная сварка все же может быть полезной. К проблемам и проблемам холодной сварки относятся:
1. Чистота
Основная проблема холодной сварки заключается в том, что материалы должны быть чистыми и не содержать оксидов для получения удовлетворительного сварного шва.Это может быть трудно достичь, а также дорого и сложно управлять в условиях крупносерийного производства.
2. Типы материалов
Существуют ограничения на типы материалов, которые можно сваривать холодной сваркой, поскольку металлы должны быть пластичными и не должны подвергаться тяжелым процессам закалки. Кроме того, с помощью этого метода нельзя соединять металлы, содержащие углерод в любой форме.
3. Форма материала
Неровности на металлических поверхностях могут затруднить их соединение, даже если были приняты все остальные меры.Холодная сварка требует, чтобы материалы имели правильную форму и не имели неровностей поверхности. Самая прочная холодная сварка достигается с плоскими ровными поверхностями.
Несмотря на все проблемы, которые ставит технология, холодная сварка находит широкое применение в различных отраслях промышленности.
Чаще всего этот метод применяется для сварки проволокой, где тепловая энергия может быть проблемой. Холодная сварка может обеспечить быстрое и прочное соединение проволоки и обычно используется с алюминием, латунью 70/30, медью, золотом, никелем, серебром, сплавами серебра и цинком.
Холодная сварка также хороша для соединения разнородных металлов, которые иначе сложно сваривать. Этот метод особенно полезен для соединения меди и алюминия, он также позволяет соединять вместе сварку алюминия серий 2ххх и 7ххх.
Холодная сварка, используемая в таких отраслях, как авиакосмическая и автомобильная, часто применяется для стыковых соединений или соединений внахлест.
Какие металлы можно сваривать холодным способом?
Металл для холодной сварки должен быть пластичным, но этот метод обычно используется для соединения алюминия (включая несвариваемые марки, такие как серия 7XXX), латунных сплавов 70/30, меди, цинка, серебра и серебряных сплавов, никеля и золота, особенно как провода.
Холодная сварка также может использоваться для соединения металлов, таких как нержавеющая сталь, под большим давлением.
Металлы, содержащие углерод, нельзя сваривать холодным способом.
Насколько сильна холодная сварка?
Холодная сварка может обеспечить такое же прочное соединение, как и сами основные материалы, если условия правильные. Как упоминалось выше, это означает, что металлы должны быть пластичными, очищенными от оксидов на поверхности и в идеале иметь правильную форму. Материалы не могут быть сильно закаленными или содержать углерод.
Несмотря на эти факторы, при холодной сварке можно получить одни из самых прочных сварных швов.
Холодная сварка постоянна?
Холодная сварка позволяет создавать прочные сварные швы при правильных условиях. Если все сделано правильно, то соединение может быть отменено только при повреждении заготовок. Однако, если холодная сварка не выполняется в правильных условиях, соединения могут выйти из строя.
Холодная сварка — это уникальная технология склеивания, позволяющая создавать очень прочные соединения без использования тепла.Он использовался с бронзового века, но по-настоящему научился понимать его только в 16 веке.
Несмотря на то, что с холодной сваркой возникают проблемы, при правильном выполнении она может связывать разнородные материалы и даже некоторые «несвариваемые» сорта алюминия. Холодная сварка, обычно используемая для соединения проволоки, также находит применение в таких отраслях, как авиакосмическая и автомобильная.
Часто задаваемые вопросы по теме (FAQ)
Все о сварочной вспышке или дуговом глазу | 2016-04-12
Вспышка — это болезненное воспаление роговицы, прозрачной ткани, покрывающей переднюю часть глаза.Вспышка ожога возникает при воздействии яркого ультрафиолетового (УФ) света. Это может быть вызвано всеми типами ультрафиолетового излучения, но чаще всего его источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».
Ожоги от вспышки похожи на солнечный ожог в глазах и могут повлиять на оба глаза. Ваша роговица может восстановиться за один-два дня и обычно заживает, не оставляя шрамов. Однако, если вспышку ожога не лечить, может начаться инфекция. Это может быть серьезно и может привести к некоторой потере зрения.
Симптомы вспышки ожога
Симптомы включают:
- боль, которая может быть легкой или очень сильной, обычно начинается через несколько часов после происшествия
- налитые кровью глаза
- светочувствительность
- слезящиеся глаза
- затуманенное зрение
- ощущение, что что-то попадает в глаза.
Причины вспышки ожога
Вы можете получить ожог от вспышки после воздействия ультрафиолета.Источники включают:
- сварочная горелка
- прямые солнечные лучи
- отражение солнца от воды или снега
- лампа для загара в солярии
- некоторые типы ламп, например галогенные или фотографические прожекторы.
Диагностика вспышки ожога
Для постановки диагноза требуется осмотр глаз, который может включать:
- Обезболивающие капли — врач может использовать глазные капли, чтобы обезболить глаза. Эти капли действуют достаточно долго, чтобы исследовать глаза, и их не следует использовать более нескольких раз.
- Осмотр — проверяются глаза на предмет повреждений.
- Краситель — врач может нанести вам оранжевый краситель в глаза. Это показывает любые повреждения, когда используется специальный синий свет. Краска безвредна и смывается слезами.
Лечение внезапного ожога
Лечение внезапных ожогов может включать:
- Расширяющие капли — иногда их используют для расслабления глазных мышц, что, в свою очередь, облегчает боль и позволяет глазам отдохнуть и заживить.Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней.
- Одевание — ваши глаза могут быть покрыты мягкой повязкой, чтобы дать им отдых и дать им возможность зажить. Не водите машину с повязкой на глазу.
- Антибиотики — вам могут посоветовать использовать в домашних условиях капли или мазь с антибиотиком, чтобы остановить инфекцию. Следуйте советам врача относительно того, как часто использовать предписанные глазные капли или мазь. Вам также могут дать легкие противовоспалительные капли на основе стероидов.
- Обзор — через 24–48 часов вы будете проверены, чтобы убедиться, что ваши глаза заживают. Некоторые проблемы, например заражение, проявляются не сразу. Если возникнут серьезные проблемы, вас направят к офтальмологу (офтальмологу)
- Глазные капли и мази от внезапного ожога
Общие рекомендации по использованию глазных капель и мазей:
- Вымойте руки перед тем, как дотронуться до глаз.
- Положите палец на щеку и опустите нижнее веко.
- Наклоните голову назад и капните жидкость за нижнее веко.
- Для мази нанесите небольшое количество мази по внутренней стороне нижнего века. Убедитесь, что сопло не касается глаза.
- Вам нужно продолжать лечение, пока ваши глаза не заживут.
- Храните все капли и мазь в холодильнике в недоступном для детей месте.
Позаботьтесь о себе дома после внезапного ожога
Предложения включают:
- Принимайте обезболивающие, например парацетамол, ибупрофен или кодеин.Проверьте упаковку на правильную дозу. Боль может длиться около суток.
- Не надевайте контактные линзы, пока глаза не заживут.
- Носите солнцезащитные очки, если ваши глаза чувствительны к свету.
- Используйте искусственные слезы или лубриканты, чтобы избавиться от дискомфорта в глазах. Вы можете купить эти продукты без рецепта в большинстве аптек.
- По совету врача важно вернуться на обследование.
Обратитесь за неотложной медицинской помощью при внезапном ожоге
Вам следует обратиться к врачу или обратиться в ближайшее отделение неотложной помощи, если у вас есть симптомы, в том числе:
- помутнение зрения, которое не связано с глазными каплями или мазью
- усиливающиеся блики
- усиливающаяся боль
- если вы по какой-то причине беспокоитесь о своих глазах.
Предотвращение мгновенного ожога
Профилактика лучше всего. Предложения включают:
- Защитите роговицу от ультрафиолетового излучения, надев защитные очки с покрытием.
- При сварке всегда надевайте маску сварщика. Убедитесь, что очки изготовлены по австралийским стандартам и полностью закрывают глаза.
- Солнцезащитные очки должны защищать как от UVA, так и от UVB излучения. Проверяйте этикетку при покупке солнцезащитных очков.
Куда обратиться за помощью
- В экстренных случаях звоните по телефону Triple Zero (000) в Канаде или по телефону 9-1-1 в США.С.
- Ваш врач
- Отделение неотложной помощи ближайшей к вам больницы
- Офтальмолог
- Провизор
- Оптометрист
- WorkSafe Victoria Тел. (03) 9641 1444 или 1800 136 089 (бесплатно) — по общим вопросам
- Служба экстренной помощи WorkSafe Victoria Тел. 13 23 60 — для сообщения о серьезных чрезвычайных ситуациях на рабочем месте, семь дней, 24 часа
Что нужно запомнить
- Ожоги от вспышки похожи на солнечный ожог глаза и могут повлиять на оба глаза.
- Ожог от вспышки возникает при воздействии яркого ультрафиолетового света.
- При правильном уходе роговица обычно заживет сама, не оставив шрамов.
Источник: WorkSafe Victoria, Британская Колумбия, Канада
Часто задаваемые вопросы о сертифицированных сварщиках: Часто задаваемые вопросы: Сертификация: Американское общество сварки
Кто может стать сертифицированным сварщиком AWS?
Программа «Сертифицированный сварщик AWS» открыта для всех, кто обладает способностями к сварке.Поскольку тест строго основан на результатах, предварительных курсов или сертификатов перед тестированием не требуется. Если вы можете выполнять сварку, необходимую для прохождения теста, вы имеете право стать сертифицированным сварщиком AWS.
Зачем становиться сертифицированным сварщиком AWS?
Программа «Сертифицированный сварщик AWS» предназначена для предоставления «передаваемых» квалификационных данных профессиональным сварщикам, продемонстрировавшим уровень квалификации, востребованный в отрасли.Волонтеры, представляющие все отрасли сварочной отрасли, пришли к единому мнению о том, какие навыки должен продемонстрировать сертифицированный AWS сварщик. Это означает, что ваши учетные данные отражают потребности отрасли.
Что означает «передаваемый»?
«Передаваемый» означает, что ваша сертификация AWS не ограничена определенной работой, работодателем или местоположением. Во Флориде то же самое, что и в Орегоне, Миннесоте или любом другом штате, даже за границей.Это потому, что вы удовлетворительно выполнили требования стандарта, принятого на национальном и международном уровнях. Кроме того, AWS создала и ведет Национальный реестр сварщиков AWS. Несмотря на то, что сертифицированным сварщикам AWS выдается квалификационная карточка, реестр часто используется опытными работодателями для проверки сертификации AWS или подрядчиками, ищущими сварщиков. Если по какой-то причине вы не хотите быть включенными в Национальный реестр AWS, у вас есть возможность не быть включенным в список.
Какие у меня варианты сертификации?
Программа сертифицированного сварщика AWS позволяет вам протестировать процедуры, используемые в производстве конструкционной стали, нефтепроводов, листового металла и сварки на нефтеперерабатывающих заводах. Кроме того, существует возможность тестирования в соответствии со спецификациями сварки, предоставленными компанией или не соответствующими нормативным документам. Чтобы узнать, какая аккредитованная испытательная лаборатория удобна для вас, и получить дополнительную информацию о ваших возможностях, посетите веб-сайт AWS или позвоните в AWS по телефону (800) 443-WELD, доб.273.
Как мне «продемонстрировать» свои навыки?
В день вашего запланированного приема в аккредитованном AWS испытательном центре вы нанесете прочный сварной шов, который будет проверен сертифицированным AWS инспектором по сварке (CWI). Ваша способность правильно соблюдать Спецификацию процедуры сварки, выбранную из доступных приложений QC7, включает в себя сборку, сборку и размещение.
Что произойдет, если я не пройду тест с первого раза?
Если вы не пройдете тест, вы можете повторить его в любое время.Лучше всего обсудить это с представителем аккредитованного AWS Test Facility, который поможет вам назначить новую дату тестирования.
Когда я получу карту?
Хотя вы узнаете, прошли ли вы тест сразу, AWS получит ваше приложение, результаты тестирования и регистрационный взнос в течение двух недель после демонстрации ваших навыков. (Это может быть разное; уточните в выбранной вами аккредитованной тестовой лаборатории AWS.) Вы должны получить свою карту сертификации и форму обслуживания из отдела сертификации AWS в течение четырех-шести недель.
Как долго действует моя сертификация?
СертификацияAWS остается в силе до тех пор, пока вы отправляете форму подтверждения сертификации каждые шесть месяцев в соответствии с Кодексом принятия, регулирующим ваш тест. Посетите страницу Certified Welder на сайте AWS, чтобы узнать о ценах на продление. Пока вы можете подтвердить (попросить вашего работодателя подписать форму), что вы по-прежнему выполняете ту же сварку, на которую вы первоначально тестировали, ваша сертификация будет по-прежнему действительна.
Что делать, если я допущу истечение срока действия сертификата?
Допускается 60-дневный административный период продления. В это время срок действия вашего сертификата истек. Если форма поддержки будет получена в течение этого времени и требования для продления были выполнены, ваша сертификация будет продлена с даты истечения срока ее действия. Дополнительная плата за просрочку платежа в размере 50 долларов будет активом, если Техническое обслуживание будет отправлено после истечения срока его действия.
Например,
- Сертификация выдана 1 июня 2017 г. Срок действия сертификата
- истекает 1 декабря 2017 г.
- В период административного продления с 1 декабря 2017 г. по 1 февраля 2018 г. взимается штраф в размере 50 долларов США за просрочку платежа.
- После 1 февраля 2018 г. сварщик должен повторно пройти тест, чтобы восстановить сертификат.
Каким образом мой работодатель получит статус сертифицированного сварщика AWS?
Ваш работодатель и тысячи аналогичных компаний по всей стране могли бы сэкономить миллионы долларов, которые сейчас тратятся на постоянное повторное тестирование сварщиков.Получение сертификата также говорит вашему работодателю, что вы серьезный профессионал и ценный член команды. Сертификация AWS также должна поставить вас в авангард новых сотрудников.
Что такое «испытательная лаборатория, аккредитованная AWS»?
Испытательная лаборатория или объект могут получить национальную аккредитацию, подав заявку и выполнив все требования стандарта AWS QC4. Настоящий Стандарт гарантирует, что эта лаборатория или объект отвечает основным требованиям к оборудованию и его калибровке, процедурам и высококвалифицированному персоналу.Требования QC4 обеспечивают контроль качества испытаний сварщиков для промышленности.
Что значит тестировать на ATF?
Это означает, что вы пройдете испытания на соответствие высочайшим отраслевым стандартам и станете высококвалифицированным сварщиком.
Необходимые сварочные инструменты | DoItYourself.com
Если вы станете опытным сварщиком, то вы действительно сможете расширить свой набор навыков и открывать новые возможности в будущем.Хотя поначалу сварка может показаться пугающей, каждый сварщик должен иметь под рукой определенные инструменты, которые упростят задачу. От зажимов до металлических файлов — вот все, что вам нужно для хорошо укомплектованного сварочного инструментария.
Сварочная тележка
Проверьте сварочные инструменты на Amazon.
Сварочные аппараты с механизмом подачи проволоки тяжелые и могут достигать веса 75 фунтов. Инвестирование в сварочную тележку или ее создание повысит вашу мобильность и в долгосрочной перспективе спасет вашу спину.
Угловая шлифовальная машина
Хорошая сварка — это всегда подготовка металлической поверхности.Для более грубых материалов угловая шлифовальная машина может помочь сгладить, выровнять и скошить сварные швы. Просто не забудьте приобрести угловую шлифовальную машину, мощность которой достаточна для очистки обрабатываемых вами материалов.
Рулетка
Вам всегда нужно правильно измерить и отрезать металлические заготовки перед сваркой. Для этой цели отлично подойдет качественная рулетка, хотя для максимальной точности вам следует подумать о добавлении стальной линейки и линейки.
Зажимы и угольники
При сварке двух металлических частей вместе набор качественных струбцин для резки под углом поможет сохранить все в безопасности.Если деталь сместится во время сварки, вы потеряете много времени на повторную центровку и шлифовку металла для нового сварного шва. Кроме того, используйте магнитный квадрат, чтобы углы были прямыми.
Зажимы заземления
Зажимы заземления защитят вас от нежелательного поражения электрическим током. Эти типы зажимов также защитят вашего сварщика от скачков напряжения и упростят запуск дуговой сварки. Зажимы самого высокого качества изготовлены из меди и должны постоянно находиться в контакте с обрабатываемой деталью.
Проволочная щетка
Проволочная щетка отлично подходит для удаления брызг и шлака после завершения сварки. Вы также можете использовать отбойный молоток для больших работ по очистке.
Сварочные клещи
Сварочные клещи используются для обрезки проволоки из горелки. Вы также можете использовать их для удаления скопившихся брызг с сопла сварочного пистолета.
Шлем с автозатемнением
При дуговой сварке важно защитить глаза, так как свет может обжечь глаза и нанести необратимый ущерб.Раньше сварщики полагались на постоянно затемненные каски. Единственная проблема со старой настройкой заключается в том, что с опущенным козырьком ничего не видно. Шлемы с автоматическим затемнением решают эту проблему, затемняя только при обнаружении вредного света.
Сварочные перчатки
При сварке выделяется много тепла, которое может обжечь руки без надлежащих средств защиты. Вам также следует подумать о том, чтобы надеть старую рубашку с длинным рукавом, чтобы защитить руки от брызг. Выберите рубашку, которую вы больше не носите, так как она повредится при сварке.
Огнетушитель
Никогда не знаешь, когда случится чрезвычайная ситуация, и всегда лучше быть готовым к худшему. Включите небольшой огнетушитель в свой ящик для сварочных инструментов на случай, если возникнет проблема с искрой. Это не только защитит ваш дом от пожара, но и спасет вам жизнь.
Твердосплавная кромка или шило
Создание линий реза — важная часть процесса сварки. В зависимости от материала, который вы свариваете, это можно сделать с помощью шила или твердосплавной палочки.Хорошая линия реза поможет вам сваривать более прямые и четкие линии.
Электроды
В зависимости от свариваемого материала вам понадобятся разные электроды. Если вы выполняете сварку MIG, то у вас должна быть под рукой проволока различной толщины для различных работ. Более толстая проволока используется для более тяжелых материалов.
Одежда
Защита открытых участков кожи — важнейшая мера безопасности при сварке. Когда возникают случайные искры и брызги, никогда не бывает весело, а некоторые виды одежды более подвержены возгоранию.Чтобы избежать возгорания, лучше всего подойдет кожаная одежда. Сюда входят кожаные фартуки, рукава, нагрудники и перчатки.
Уровни
Хороший уровень торпеды или стандартный уровень поможет убедиться, что заготовка расположена вертикально и ровно. Маленькие уровни отлично подходят для большинства ситуаций, хотя вы получите большую точность на более высоком уровне.
Металлические напильники
Набор металлических напильников удобен в местах, недоступных для угловой шлифовальной машины. Эти файлы могут снимать заусенцы с поверхностей и выравнивать острые металлические поверхности.
Когда вы совершаете покупки по ссылкам на нашем сайте, мы можем получать комиссионные бесплатно для вас.
TIG против сварки MIG — что мне подходит?
Сварка в среде инертного газа (MIG) и сварка в среде инертного газа вольфрама (TIG) — это два уникальных процесса сварки, использующих разные методы и дающие разные результаты. Важно знать, что требуется для каждого типа сварки и какой из них лучше подходит для ваших нужд.
Мы хотим помочь вам понять, какой вид сварки лучше всего подходит для вас.В Fairlawn Tool, Inc. мы стремимся предоставлять решения, отвечающие вашим потребностям. Сравнение плюсов и минусов сварки TIG и MIG поможет вам принять обоснованное решение о том, какой тип вам следует выбрать.
Сварка TIG и сварка MIG
ГорелкиTIG и MIG создают электрическую дугу между материалом и электродом во время сварки. При этом металл плавится, и присадочный материал может соединиться с ним. Оба процесса сварки требуют чистых и прозрачных поверхностей для достижения наилучших результатов.Убедитесь, что вы смахнули щеткой всю грязь или мусор перед началом сварки.
Оба метода сварки нагревают металлы до жидкого состояния. Затем они используют присадочный материал для соединения металлов. Итак, как эти две техники по-разному влияют на этот процесс?
При сваркеTIG используется вольфрамовый электрод, который пропускает ток через металлы, которые вы хотите соединить. После того, как электрод нагреет металлы и они станут жидкими, сварщик вручную окунет присадочный материал в лужу, и две детали начнут соединяться.
Сварка TIG требует использования обеих рук, поскольку горелка и присадочный материал отделены друг от друга. Однако для успешной сварки TIG не требуется присадочный материал. Сварщики TIG также имеют ножную педаль для управления количеством электричества, которое подается на горелку. Некоторые сварочные швы в процессе дуговой сварки образуют брызги. Сварка TIG не оставляет брызг и обеспечивает более чистую поверхность.
СваркаMIG включает подачу металлической проволоки, соединенной с электродом, который объединяет ваш проект.Эта проволока пропускает присадочный материал через горелку к расплавленному металлу. MIG использует сварку коротким замыканием. Когда образуется сварочная лужа, инертный газ выходит из пистолета и защищает лужу от других элементов в атмосфере. В результате инертный газ действует как экран, позволяющий сваривать металлы.
Сегодня процесс MIG более распространен, чем сварка TIG. Сварку MIG легче освоить и она намного быстрее.
Выбирая, какой из двух сварочных процессов выбрать, вы можете увидеть, что они имеют свои сходства и различия.В следующем разделе мы более подробно рассмотрим, чем они отличаются. Для будущих сварочных работ вы можете предпочесть одно другому.
В чем разница между методами сварки TIG и MIG?
TIG и MIG — это разные виды сварки, которые имеют ситуативные преимущества и недостатки. Чтобы найти лучший для вас способ, посмотрите на цели вашего проекта и на то, что вам нужно сделать для достижения этого конечного продукта. Примите во внимание ваш опыт в сварке, с какими материалами вы работаете, сколько времени у вас есть на проект и ваш бюджет.
Некоторые различия между сваркой TIG и MIG включают:
- Техника: Основное различие между этими методами заключается в используемой технике. Сварка TIG требует, чтобы сварщик одной рукой подавал на сварной шов отдельный присадочный материал, а другой работал с горелкой. При сварке MIG проволочный электрод непрерывно пропускается через горелку с катушкой для создания сварного шва.
- Сложность: При сварке TIG вы должны держать сварочную горелку в одной руке, а присадочный материал — в другой, что затрудняет работу неопытных пользователей.Метод непрерывной подачи проволоки MIG делает его более простым в обращении, чем TIG.
- Толщина объекта: MIG может сваривать более толстые металлы быстрее, чем TIG. Если металл, который вы используете, тонкий, лучшим вариантом может стать TIG.
- Типы металлов: Сварочные работы MIG с большинством типов металлов. Вы можете использовать алюминий, нержавеющую сталь и низкоуглеродистую сталь. Сварка TIG также совместима с этими металлами, но лучше работает с материалами более тонкой толщины.
- Скорость: TIG — более медленный метод, но обеспечивает более высокий уровень детализации.MIG — это более быстрый метод сварки, что делает его идеальным для проектов, требующих более высокой производительности.
- Размер проекта: Размер вашего проекта может определить, какую форму сварки выбрать. Сварные швы TIG лучше подходят для тонких металлов и небольших проектов, потому что они обеспечивают точные и чистые сварные швы. Сварные швы MIG хорошо подходят для больших проектов с толстыми металлами, которые требуют более длительных непрерывных прогонов.
- Контроль: Сварщики TIG должны иметь опыт работы с синхронизацией и балансировкой материалов в обеих руках.MIG, как правило, легче контролировать, и он лучше подходит для начинающих.
- Стоимость: TIG — более дорогой метод, чем сварка MIG.
- Внешний вид: Многие любят сварку TIG за ее чистую и красивую поверхность. Этот вид сварки часто используется в художественных и декоративных целях из-за привлекательного внешнего вида.
- Оборудование: Оборудование также выполнено иначе. Сварные швы TIG и MIG имеют уникальную конструкцию и компоненты, которые подходят для их конкретных задач.
Компоненты сварки TIG и MIG
Основное различие между этими двумя формами дуговой сварки заключается в используемом оборудовании. Поскольку они оба подходят к сварке разными методами, оборудование должно быть разным, чтобы приспособиться к этим изменениям. В следующих разделах будут показаны различные компоненты, используемые при сварке TIG и MIG.
Компоненты для сварки TIG
Вот основные компоненты сварки TIG:
- Питание: Источник может быть переменного или постоянного тока.У некоторых сварщиков есть переключатель для выбора предпочтительного электрического тока. Источник питания переменного тока лучше работает с металлом, например, с алюминием. Источник питания постоянного тока даст сильную дугу, но заготовку следует предварительно очистить, чтобы газовая защита работала.
- Горелка: Горелки для сварки TIG могут иметь самые разные конструкции. У некоторых может быть переключатель включения / выключения и управление на ручке, или педаль может управлять этими командами.
- Ножная педаль: Управляет подачей электричества на резак.Когда вы сильнее нажимаете на педаль, количество электричества увеличивается, и дуга становится горячее. Это ускоряет процесс сварки, но вам нужно знать, как справиться с дополнительным нагревом и скоростью.
- Электрод и газовая защита: Угол наклона вершины электрода формирует дугу, которая образует сварочную ванну. В перерывах между сварками нужно следить за тем, чтобы он был в хорошем состоянии. Сопло горелки требует газовой линзы для потока газа, чтобы защитить дугу и сварочную ванну. Форсунки бывают разных размеров, чтобы обеспечить различное газовое покрытие.Обычно это аргон.
- Присадочный материал: Присадочные стержни бывают разных материалов и размеров. Стержень должен соответствовать материалу, который вы свариваете, а толщина материала определяет размер присадочного стержня.
- Опорные стержни: Они помогают охладить зону сварного шва быстрее, чем если бы вы дали ему остыть самостоятельно. Вы зажимаете подкладные стержни к задней части свариваемой детали. Несущий стержень может быть изготовлен из меди или алюминия для отвода тепла. Также доступны опорные стержни с водяным охлаждением, в которых холодная вода циркулирует через стержень для ускорения процесса охлаждения.
Компоненты для сварки MIG
ДляMIG-сварка и TIG-сварка используют разное оборудование для достижения схожих целей. В следующем списке описаны компоненты для сварки MIG:
- Питание: Источником обычно является постоянный ток с постоянным напряжением.
- Проволока: Система подачи проволоки должна работать плавно, чтобы ваша сварка была равномерной. Системы подачи включают прижимные ролики, пушпульные и катушечные.
- Электрод: В зависимости от вашего проекта вам понадобится правильный диаметр и состав для сварки MIG.
- Горелка: Сварочная горелка подает газ, который защищает дугу и сварочную ванну и передает сварочный ток на проволоку. Горелки могут иметь воздушное или водяное охлаждение. Горелки с воздушным охлаждением обычно дешевле и легче, чем резаки с водяным охлаждением. Они используют проходящий газ для охлаждения сопла. Они подходят для более легких сварочных работ. Пистолеты с водяным охлаждением предпочтительны, когда сварщик использует большой ток и выполняет тяжелые работы.
- Трубопровод: Кабелепровод должен быть коротким и прямым, чтобы подача могла происходить без проблем.
- Присадочный металл: Он проводит электрический ток для плавления электрода, но также усиливает то, что вы сварили.
- Защита от газа: Газ, защищающий сварочную ванну и дугу, обычно состоит из аргона и двуокиси углерода.
Каковы плюсы и минусы сварки TIG и MIG?
Помня о своем проекте, учитывайте плюсы и минусы сварки TIG и MIG, чтобы принять решение.
Возможно, вы склоняетесь к определенной технике сварки, но знание преимуществ и недостатков поможет вам принять более осознанное решение о том, что поможет вам достичь своей цели и выполнить лучшую сварочную работу для вашего проекта.
Профи для сварки TIG
Вот некоторые из преимуществ сварки TIG, которые могут подойти для вашего следующего проекта:
- Точность: Сварка TIG более точна и имеет более высокое общее качество, чем сварка MIG.
- Более чистый процесс: Процесс TIG чище и лучше для окружающей среды.
- Не требуется присадочный материал: Сварка TIG не требует присадочного материала.
- Большой контроль: Используемая педаль позволяет ножным блоком управления регулировать подвод тепла.
- Минимальные затраты на техническое обслуживание: При сварке MIG в процессе сварки расходуется сварочный электрод, но это не относится к сварке TIG. Электроды не нуждаются в таком уходе, хотя их нужно чистить между использованиями.
Консервы для сварки TIG
СваркаTIG — отличный вариант для определенных сценариев, но перед выбором следует учесть некоторые факторы. Вот несколько общих соображений при сварке TIG:
- Расходы: Стоимость сварки TIG выше, чем сварка MIG, поскольку это более медленный процесс и низкая скорость наплавки.Скорость наплавки измеряется в фунтах в час наплавки при определенном сварочном токе.
- Необходимость чистой поверхности: Сварочную поверхность необходимо тщательно очистить перед использованием этого метода.
- Большая сложность: Сварка TIG требует более опытного оператора, поскольку сварочные швы сложнее выполнять.
- Больше времени: Этот метод требует больше времени на подготовку и процесс сварки.
Профи для сварки MIG
Многие сварщики могут найти MIG как лучший вариант для своих нужд. Изучите следующий список профессионалов, чтобы убедиться, что этот процесс сварки соответствует вашим требованиям:
- Более короткое время: MIG создает сварные швы за более короткое время.
- Меньше затрат: этот процесс не так дорог, как сварка TIG, а необходимое оборудование более доступно.
- Точность: при сварке MIG легче получить точное соединение.
- Очистительный процесс: этот метод позволяет получить чистый сварной шов, требующий минимального обслуживания после сварки.
Сварка MIG
Когда дело доходит до сварочных процессов, вы всегда найдете как плюсы, так и минусы. Вот некоторые аспекты сварки MIG, которые следует учитывать перед тем, как выбрать ее для своих сварочных проектов:
- Прочность меньше: MIG обычно не такой прочный, как сварка TIG.
- Меньшая надежность: Надежность этого метода сварки может быть проблематичной из-за таких факторов, как пониженная стабильность дуги и обратный прогорание проволоки.
- Опасности: Сварка MIG может привести к образованию сильного дыма и дыма и потенциально искр.
- Ржавчина: Этот метод может вызвать образование отложений ржавчины.
- Требуемая толщина: При работе с тонкими материалами сварочные швы MIG могут потенциально прожечь металл.
- Экологические ограничения: Этот метод трудно использовать на открытом воздухе из-за присутствия газов.
- Требования к различным материалам: MIG может сваривать многие металлы, но каждый из них имеет особые требования к проволоке и газам.
Когда мне следует использовать сварку TIG и MIG?
Использование сварки TIG и MIG может стать важным отличием вашего проекта, который выведет его на новый уровень. Вы можете значительно сократить время и усилия, затрачиваемые на его изготовление, а также улучшить качество и долговечность конечного продукта.
Знание типов проектов, для которых подходят сварочные швы TIG и MIG, может помочь вам решить, какой тип сварного шва вам следует использовать в своих собственных усилиях.
Применения для сварки TIG
Если у вашего проекта есть определенные потребности или характеристики, лучшим выбором может быть сварка TIG.Вот некоторые из лучших примеров и приложений, чтобы выбрать его для вашего следующего сварочного проекта:
- Вы свариваете более тонкие металлы: Если в вашем проекте используется более тонкий металл или металл меньшего размера, то TIG — лучший вариант. Лучше для точных сварных швов, которые сделают ваш проект отличным и не требуют очистки.
- У вас хорошая зрительно-моторная координация и вы прошли практику: Сварка TIG — это трехэтапный процесс, при котором вам необходимо иметь сильную зрительно-моторную координацию.Это тонкая техника, требующая практики и терпения. Педаль позволяет более точно контролировать температуру.
- Вы работаете с легкодоступными углами: Хотя сварщикам нравится использовать ножную педаль для сварки TIG, этот метод может не работать, когда вы пытаетесь сваривать меньшие площади под неправильными углами. Для них рассмотрите возможность использования кончика пальца, чтобы вы могли получить эти углы и правильно сварить их.
- Вы свариваете подходящие металлы: TIG может работать с разными видами металлов, такими как алюминий и медь, но не с чугунным чугуном.
- Вы свариваете короткие тиражи: Короткие технические швы лучше всего подходят для сварки TIG. Более длинные пробеги могут быть сложнее и дороже.
- Вы беретесь за деликатный или художественный проект: Если ваш проект представляет собой что-то вроде ящика для инструментов или раковины, TIG — лучший вариант. TIG также лучше всего работает с произведениями искусства, такими как декоративные конструкции и автомобильные проекты. Когда имеет значение окончательный внешний вид вашего проекта, вы можете выбрать сварку TIG.
Применения для сварки MIG
Для успеха вашего проекта могут потребоваться уникальные возможности сварки MIG.Рассмотрите возможность выбора сварки MIG, если ваш проект включает следующие сценарии и требования:
- Вы свариваете более толстые или большие куски металла: Если в вашем проекте используются более толстые и большие куски металла, для которых потребуется много сварочных работ, MIG — это вариант для вас. Наполнитель, который непрерывно подается на катушку, соединит ваши части вместе, чтобы получить конечный продукт, который вы хотите. Этот вид сварки может потребовать некоторой шлифовки или сглаживания после процесса сварки.
- Вам нужен более плавный процесс с меньшим количеством дефектов: Непрерывный характер MIG снижает вероятность неисправности, поскольку вам не нужно беспокоиться о повторном запуске и остановке.
- Вы работаете под сложными углами или вам нужна свободная рука для большего контроля: сварочные швы MIG оснащены триггерами, которые контролируют работу и позволяют свободной рукой прихватывать или удерживать материалы определенным образом, чтобы они могли правильно сваривать.
- Вам нужно сваривать более длинные тиражи: сварочные швы MIG подходят для более длительных производственных циклов, потому что ими легче управлять, и они работают быстрее, чем сварочные швы TIG.
- Вы новичок в сварке: сварка MIG лучше подходит для крупных проектов, поскольку с ней легче справиться и с ней можно выполнять более длинные сварные швы.
Безопасность при сварке
Независимо от выбранного вами процесса сварки, вы должны быть в безопасности. Независимо от того, доверяете ли вы профессионалу, который занимается этим 30 лет, или впервые занимаетесь сваркой, меры безопасности должны быть вашим главным приоритетом. Все сварщики должны носить защитное снаряжение для предотвращения серьезных травм.
Вот обзор того, в какую защиту вам следует инвестировать, а также почему это важно:
- Face: Сварочная маска защитит ваши глаза и лицо от излучения, искр, яркого света и ожогов, которые могут возникнуть в результате сварки. Если вы видите открытую кожу на части головы или шеи, наденьте огнестойкий чехол под шлем.
- Глаза: Во время сварки нельзя носить контактные линзы. Контактные линзы могут собирать частицы пыли и химикаты из воздуха и вызывать раздражение глаз.
- Уши: Надевайте наушники, чтобы предотвратить потерю слуха из-за шума сварки. Если вы носите беруши, убедитесь, что они огнестойкие.
- Легкие: При сварке выделяется много дыма и оксидов, которые опасны при вдыхании. Респиратор сохранит здоровье легких.
- Кожа: Прикрывайте открытые участки кожи огнеупорной одеждой. Обязательно закрывайте карманы и снимайте наручники с брюк, потому что они могут собирать искры. Брюки должны закрывать голенище ботинок, чтобы искры не попали в них и не повредили ногу или ступню.
- Руки и ноги: Надевайте изолированные огнестойкие перчатки и резиновую обувь, чтобы защитить себя от поражения электрическим током или ожогов. Перчатки должны полностью закрывать предплечья.
Кроме того, убедитесь, что сварной шов наклонен таким образом, чтобы образовавшиеся искры брызнули от вас. Перед сваркой снимите все украшения и убедитесь, что ваша одежда не из синтетических материалов. Они легко воспламеняются, а это значит, что вы подвергаете себя ненужному риску ожога.
Сделайте инструмент Fairlawn вашим профессионалом в области сварки TIG и MIG
Компания Fairlawn Tool, Inc. гордится тем, что поставляет вам все материалы, необходимые для успеха. Мы предоставим вам непревзойденный опыт в области сварочных работ и других услуг по обработке металлов для таких отраслей, как сельское хозяйство, телекоммуникации, строительство и др.
Если вашей компании требуются средние и крупные заказы на сварку для выполнения вашего проекта, мы — решение для вас. Мы предоставляем качественные услуги с беспрецедентными результатами.Наши сварочные услуги и возможности обязательно удовлетворят ваши потребности. Начни проект своей мечты прямо сейчас! Позвоните нам, чтобы узнать больше или назначить консультацию для вашего следующего проекта.
Последнее обновление 2 апреля 2021 г.
Можете ли вы сварить без сварщика? (Варианты использования)
Любители, которым нравится строить и работать над своими домашними проектами, могут время от времени сталкиваться с проектами, в которых вам нужно соединить два куска металла вместе, но у вас нет сварщика.Сварка может потребовать некоторой практики, не говоря уже об оборудовании и расходных материалах, необходимых для выполнения одной работы, просто не стоит затрат. Может быть, вы знаете кого-то, кто мог бы сварить проект за вас, но вы очень рады, что проект просто будет завершен. Вам повезло, потому что мы были там до того, как задали себе тот же вопрос.
Можно ли сваривать без сварщика? Нет, если вы хотите расплавить и соединить вместе два куска металла, которые должны иметь прочную связь. Но есть несколько хороших альтернатив соединению металла в зависимости от проекта, над которым вы работаете, и во многих случаях они отлично работают!
Один из наших методов для простых проектов DIY с использованием металла, не требующего несущей способности, — это JB Weld, указанный здесь на Amazon.Это недорого, и в этой статье мы покажем вам проект, в котором мы его использовали.
Альтернативы сварке металла?В этой статье я расскажу о нескольких различных способах соединения металла (многие из них мы уже использовали) без обучения и без необходимости вкладывать средства в сварочное оборудование и расходные материалы. Обязательно прочитайте всю статью, потому что у нас есть 2 недорогих варианта сварки, если вы планируете добавить возможность сварки в домашних условиях.
Почему пайка вместо сварки?Пайка похожа на сварку, потому что она включает использование тепла для соединения двух металлических частей вместе.Процесс довольно простой и менее затратный, чем сварка.
Существует множество различных методов пайки с использованием горелки с присадочным стержнем и / или флюсом в зависимости от типа используемого паяльного стержня. Мы использовали пайку во всех типах проектов, и для большинства работ все, что вам нужно, — это флюс общего назначения с присадочным стержнем на основе серебра. Имейте в виду, что определенные стержни будут работать только с определенными металлами, и вам могут понадобиться кислород и ацетилен.
Вот хороший набор для пайки, резки и других проектов для DIY’er.В комплекте есть все необходимое, включая инструкции и даже очки.
Вы можете приобрести присадочный пруток с флюсом или без него и приступить к пайке. Это относительно недорого по сравнению со сваркой, но имеет свои ограничения. Пайка — это процесс нагрева присадочного металла до температуры более 840 градусов по Фаренгейту для соединения двух металлических частей вместе. Это почти как металлический клей. После завершения проекта обязательно дайте ему полностью остыть перед использованием, иначе он может легко потрескаться.
Какие металлы можно паять?Пайка похожа на пайку, но в основном используется для электроники и печатных плат. Как и пайка, флюс также необходим для получения хорошей связи, флюс уменьшает количество оксидов, образующихся при нагревании металла. Медь, олово и латунь очень легко склеиваются при пайке. Поэтому, если у вас есть проект, над которым вы работаете с одним из этих металлов, пайка может быть для вас хорошим вариантом.
Но вот проблема с пайкой.
Если ваш проект включает в себя железо, нержавеющую сталь, сталь или алюминий, вам следует рассмотреть один из других альтернативных вариантов, перечисленных в этой статье, поскольку пайка не будет подходящим вариантом.
Клепка металлическая другой вариантЗаклепка — металлическая застежка. Заклепка — это еще один способ соединения двух металлических частей или другого материала с помощью заклепки. Он имеет цилиндрическую стойку с головкой, которая вставляется в пробиваемое или просверленное отверстие.
Заклепка соединяет две смежные поверхности вместе, соединяя части вместе.Прямая металлическая деталь соединяется через детали, которые скрепляют детали вместе. Если вы решили использовать заклепку в одном из своих проектов и хотите, чтобы она оставалась постоянной, вам понадобится прочная заклепка. Заклепки хороши только как временное решение.
Клепка позволяет металлу гибкость при изменении температуры, что полезно для кораблей и самолетов. Это более прочный, чем монтаж оборудования, но не такой постоянный, как сварка. В зависимости от того, над чем вы работаете, подходящим вариантом может быть клепка.Если вам нравится возиться в своей мастерской, создание новых клепок может быть хорошей альтернативой, особенно если вы работаете над прототипами новой идеи.
Быстро и эффективно для соединения двух металлов?
Сварка JB работает?JB Weld — отличный вариант для соединения металла с металлом, это двухкомпонентная эпоксидная система холодной сварки. Эпоксидная смола затвердевает, когда окружающая температура становится достаточно высокой. После отверждения его нельзя отвердеть, поэтому он считается очень прочным клеем.JB Weld имеет предел прочности на разрыв 3960 фунтов на квадратный дюйм и хорошо зарекомендовал себя для многих различных типов проектов.
JB Weld можно использовать для соединения сломанных деталей, разнородных деталей, длинных тонких деталей, а также для заполнения отверстий. Некоторые люди упоминали на форумах, что с помощью JB Weld можно исправить негерметичные трубы.
Чтобы использовать JB Weld, вы должны убедиться, что поверхность, на которую вы наносите, чистая и шероховатая. Ацетон — отличный вариант для очистки поверхности. Не забывайте следить за тем, чтобы поверхность ни в коем случае не была жирной.При перемешивании используйте бумажную тарелку и несколько палочек для мороженого, чтобы смешать растворы. Тщательно смешайте равное количество отвердителя и смолы, иначе результат может быть плохим.
Сварное оборудование JB и используемое оборудованиеНа изображении выше мы использовали 2 различных метода, обсуждаемых в этой статье, для соединения двух разных металлов без сварки. Мы сварили центральную стойку, а для всего остального использовали гайки, болты и резьбовую трубу. Это наша подставка, которую мы сделали для хранения и сжигания нашего шведского пожарного бревна (проверьте его здесь) , который используется уже более десяти лет и до сих пор остается прочным!
Конечно, JB Weld или металлический клей и другие клеи не создадут такую прочную связь, как при сварке, но они все равно могут быть отличным вариантом быстрого исправления для определенных проектов.
Когда следует выполнять точечную сварку?В процессе точечной сварки используются два медных электрода, которые скрепляют листовой металл.
Листовой металл небольшой толщины намного легче приваривать точечной сваркой. Более толстый листовой металл сложнее сваривать точечной сваркой, потому что у электрического тока, испускаемого двумя медными электродами, больше места для протекания.
Пока электрический ток, излучаемый двумя медными электродами, достаточно силен, металл плавится.После этого должно быть место, где соединяются две металлические детали или листы.
Связь, которая создается, довольно сильна. Он примерно такой же прочный, как и соединение, созданное при обычной сварке.
Использование оборудования для соединения металлаОборудование, такое как гайки, винты и болты, можно использовать для соединения листов металла. Отверстия нужно будет просверлить или пробить пару листов металла.
Основное преимущество аппаратной сборки заключается в том, что это быстрое решение.Это также доступно и непостоянно, как сварка.
Плохая часть аппаратной сборки заключается в том, что она не так долговечна, как другие процессы, такие как сварка или точечная сварка.
Как сваривать металл в домашних условияхИтак, если все альтернативные идеи, перечисленные в этой статье для соединения двух металлов без использования сварщика, вам не подойдут, вы всегда можете подобрать недорогой сварочный аппарат, который выполнит эту работу.
Если вы хотите начать сварочные работы самостоятельно, но у вас ограниченный бюджет, вот наши рекомендации, чтобы начать сварку по дешевке.
Недорогой сварочный аппарат, вариант № 1
Список основных сварочных аппаратов и инструментов для домашних сварочных работ:
· Basic Arc Welder — Stick Welder, переносной, работающий от напряжения 110/220 вольт или того, что некоторые называют Buzz Box (дешевле всего купить). Или ознакомьтесь с нашими рекомендациями по сварке для начинающих здесь.
· Электроды
· Защитный козырек и прозрачный козырек
· Угловая шлифовальная машина
· Зажимы рабочие
· Сварочная маска с автозатемнением
· Перчатки
· Отбойный молоток
· Soapstone и Измерительная лента
· Респиратор и Беруши
· Угольник для магнитной сварки
· Проволочная щетка и Плоскогубцы
Сделайте свой собственный вариант сварщика # 2
Сделайте свой собственный сварочный аппарат с ременным приводом из некоторых автомобильных запчастей (генератора и других материалов).Вы удивитесь, что можно сварить с помощью этого самодельного сварочного аппарата. Ознакомьтесь с нашими планами для сварщиков DIY здесь.
Поначалу может показаться, что это много, но вы можете собрать некоторые использованные инструменты и купить новую недорогую палку. Они универсальны и могут сваривать большинство вещей, кроме тонкого листового металла, например, кузовных работ. Ознакомьтесь с другой статьей нашего блога — Сварка в вашем гараже , чтобы получить более подробный обзор различных типов сварщиков и другие советы
Заключение
Любители, которым нравится создавать и работать над проектами дома, могут захотеть опробовать некоторые из альтернативных вариантов сварки, которые мы перечислили и использовали сами.Многие из них отлично работают в зависимости от вашего проекта.
Не забывайте оставаться в безопасности, пробуя что-то новое. Кроме того, если у вас есть какие-либо комментарии, советы или предложения по альтернативам, которые вы использовали, поделитесь ими в разделе комментариев ниже.
.