تحميل расточка цилиндра ЗИД пилот своими руками mp3 — mp4
расточка цилиндра ЗИД пилот своими руками
Тюнинг ЗИД Пилот Гильза
Стартёр на ЗИД пилот 2т неудача
Тюнинг ЗИДа лабораторная по зажиганиям
расточка своими руками РЕЗУЛЬТАТ как должен быть расточен цилиндр
80 кубов на ЗИД 50 Пилот
3 серия Восстановление ЗиД пилот Сборка двигателя
РАСТОЧКА ЦИЛИНДРА СВОИМИ РУКАМИ в ГАРАЖЕ на мотоцикл ДНЕПР МТ
Расточка цилиндра мотоцикла ИЖ планета своими руками станок не нужен
РАСТОЧКА цилиндра своими руками
Хонингование или восстановление геометрии цилиндра без расточки
Расточка цилиндра мопеда
Расточка цилиндра Планеты под 3 ий ремонт
Растачиваем цилиндр под поршень от Хонды Дио
Расточка цилиндра ВОСХОД В домашних условиях
Краткий обзор и моё мнение по двигателю мокика ЗиД Пилот 18
Приспособление для хонинга цилиндров
расточка 139qmb цилиндра
ремонт вилки зид 50 пилот
Процесс расточки цилиндра мотоцикла в виде инструкции, советы по расточке в видео
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Расточка блока цилиндров — технологический процесс
НАШИ УСЛУГИ ПО РАСТОЧКЕ И ГИЛЬЗОВКЕ БЛОКОВ ЦИЛИНДРА
1.
ПРОВЕРКА БЛОКА НА ГЕРМЕТИЧНОСТЬ . Выдавливает антифриз из системы охлаждения – значит, есть трещина в блоке или ГБЦ. Поэтому необходимо проверить сначала головку блока цилиндров, а потом сам блок.
2.
РАСТОЧКА БЛОКА. Необходимость расточки блока обуславливается выработкой в цилиндрах: глубокие задиры, эллипсность, конусность. Как следствие потеря компрессии.
3.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРОВ. Некоторые блоки подразумевают ремонт путем замены или установки гильз. Гильзовка блока цилиндров производится методом охлаждения гильзы в жидком азоте и нагревом самого блока цилиндров. Мы всегда хонингуем цилиндр перед запрессовкой гильз. Это необходимо для лучшей теплоотдачи гильзы и блока, и обязательное условие правильной гильзовки блока цилиндров.
4.
ХОНИНГОВКА ЦИЛИНДРОВ БЛОКА оставляет на стенках блока цилиндров определенные «царапины» с характерным углом наклона рисунка. Благодаря этой сложной операции на стенках блока цилиндров образуется масленая пленка, это снижает износ поршневых колец в разы. Мы СТРОГО соблюдаем технологию и рекомендации разработанные известной мировой фирмой KOLBENSCHMIDT. Хонингование проводится в 3 этапа: сначала черновое, потом чистовое, а затем плосковершинное.
5.
ШЛИФОВАНИЕ БЛОКА ЦИЛИНДРОВ. В результате работы двигателя и его перегрева может деформироваться плоскость, прилегающая к головке БЦ. Это может стать причиной попадания газов в масляную рубашку или охлаждения, а также антифриза в масло и наоборот.
СРЕДНЕЕ ВРЕМЯ РЕМОНТА БЛОКА ЦИЛИНДРОВ СОСТАВЛЯЕТ: расточка — 1-2 дня, гильзовка 2-3 дня, гильзовка V-образного блока 3-5 дней. Дело в том, что для точных измерений блок (желательно с поршнем) должны принять комнатную температуру от +16С до +22С — только это занимает примерно 4-8 часов.
ТОЧНОСТЬ — ЗАЛОГ ПРАВИЛЬНОЙ РАБОТЫ БЛОКА ЦИЛИНДРОВ И ПОРШНЕЙ!
Рассмотрим сегодня обработку самой большой детали в двигателе и самых больших заблуждений при его ремонте, это блок цилиндров и поршневая группа. От этого узла в большей мере зависит ресурс всего мотора в целом. Расточка цилиндров в ремонтный размер требуется при превышении максимально допустимого износа, для каждого двигателя указывается в инструкции по эксплуатации, обычно составляет 0.03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
1. Получить отверстие заданного размера с конусностью и эллипсностью не более 0.01мм.
2. Гарантировать перпендекулярность оси отверстия оси коленвала.
3. Обеспечить необходимую чистоту поверхности с заданным микрорельефом.
Миф первый: блок можно не растачивать, а сразу отхонинговать в размер.
Расточка блока необходима, поскольку цилиндры могут быть изношенны неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, например, к непараллельности осей цилиндров. Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Изначальная причина — качество самого чугуна, исходного материала. Я не делал ни металлографию, ни исследования химического состава, но о снижении качества могу судить по тому, как обрабатывается данный блок. При расточке двух-трех блоков 15-летней давности твердосплавный резец требует заточки после каждых 2–3 блоков. Блоки моложе 7 лет можно растачивать и смену, и две, и три, а инструмент при этом не испытывает никаких затруднений чугунина сейчас стала попроще, помягче. Налицо явное снижение ресурса блока и мотора в целом.
Блоки моложе 7 лет можно растачивать и смену, и две, и три, а инструмент при этом не испытывает никаких затруднений чугунина сейчас стала попроще, помягче. Налицо явное снижение ресурса блока и мотора в целом.
Миф второй: чем зазор меньше тем лучше.
При кажущейся простоте достичь хорошего результата удается далеко не всегда и очень часто по причине одного из самых устойчивых мифов «поршень должен опускаться в цилиндр с небольшим усилием, а вы расточили так, что он туда падает». Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Отечественных производителей много, но проблемы у всех сходные. Первая — плохое качество материала. Практически всегда в сплаве повышенное содержание железа и низкое — кремния. Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Первая — плохое качество материала. Практически всегда в сплаве повышенное содержание железа и низкое — кремния. Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Наиболее типичная операция, выполняемая практически в любой мастерской – расточка цилиндра до следующего ремонтного размера поршня. Расточка блока под установку гильз – уже следующая по сложности операция, при этом необходимо обеспечить требуемый натяг при посадке гильзы не менее 0.04-0.05 мм и чистоту поверхности блока для лучшего теплоотвода, гильзу в блок необходимо садить при помощи жидкого азота, зазор в поршневой увеличить ещё на пару соток, а плоскость блока обработать на фрезерном или шлифовальном станке.
Миф третий: поверхность цилиндра после обработки должна быть гладкой и блестящей.
При ремонте деталей двигателя и, в частности, блока цилиндров нет неответственных операций, однако финишная обработка особенно важна. Хонингование является именно такой финишной операцией, от качества и точности которой во многом зависит ресурс работы двигателя. При ремонте блока цилиндров необходимо выдержать целый ряд допусков формы и расположения поверхностей. Расположение и прямолинейность осей цилиндра осуществляется с помощью расточки, а круглость, цилиндричность, формирование микрорельефа и обеспечение определенной структуры металла на его поверхности достигается только хонингованием.
Хонингование (англ. Honing) — отделочная обработка внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения.
При этом микропрофиль поверхности цилиндра, зависит от характеристик применяемых абразивных брусков и режимов хонингования, в том числе от частоты вращения хонголовки, скорости ее вертикальной подачи, давления брусков на стенки, а также свойств и количества смазки, подаваемой в зону резания.
После расточки для хонингования должно оставаться не меньше 0.08 мм в противном случае остается слой деформированного материала, который негативно сказывается на долговечности поршневой группы, многие расточники пренебрегают этим правилом в силу природной лени или незнания элементарной технологии обработки.
Бруски для хонигования бывают абразивные и алмазные, первых хватает на 30-40 блоков, работать с ними сложнее, но правильнее, алмаз практически вечен, но есть проблема.
Алмаз – мелкая и не очень острая частица, и когда эти частицы плотно друг с другом связаны, для обработки отверстия требуется очень большое давление. Из-за этого алмаз «рвет» поверхность, в зоне резания под воздействием высоких температур образуются твердые частицы которые изнашивают поршень и кольца, а выступающий на поверхность чугуна графит закатывается в глубь образуя так называемую жестяную рубашку, поэтому непосредственно после хонингования с поверхности нужно удалить остатки металла щеткой. По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
Большую часть припуска снимают брусками с относительно крупным абразивом. При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
Обработку продолжают брусками с более мелким абразивом. Микрорельеф поверхности по завершении этапа представляет собой чередование впадин (причем глубина впадин тоже чередуется) и относительно «плоскости» выступов. Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
И так, подведем итоги поверхность цилиндра после РАСТОЧКИ и хонингования абразивными брусками НЕ ДОЛЖНА БЫТЬ ГЛАДКОЙ и главное, ЗАЗОР ДОЛЖЕН БЫТЬ ДОСТАТОЧНЫМ для нормальной работы двигателя.
Картина, как видим, безрадостная — в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры «голыми руками», поэтому нормальный зазор воспринимают весьма своеобразно: «прослабили», поршень ведь «болтается»! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Завершающей операция промывка блока от стружки и остатков абразива. Забудьте о бензине и керосине, промывать следует горячим раствором соды, иначе удалить абразив из поверхности цилиндра невозможно и он будет медленно, но верно изнашивать поршень и кольца. После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
НАШИ ПРЕИМУЩЕСТВА
| СОВРЕМЕННОЕ ОБОРУДОВАНИЕ | |
| Все работы выполняются на дорогом специализированном оборудовании, которое не допускает ошибок | |
| ВЫГОДНЫЕ ЦЕНЫ | |
| Мы предлагаем доступные цены для всех владельцев авто и СТО, поэтому наши услуги востребованы. | |
| ОГРОМНЫЙ ОПЫТ | |
| За время работы нашей фирмы, мастера осуществили починку более тысячи блоков цилиндров. | |
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.
 82.000
82.000
 82.000
82.000Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
Проточка постели коленчатого вала
Шлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Как проверить коленвал? Опытные автомобилисты могут определить характерный стук коленчатого вала на слух, используя медицинский стетоскоп. При плановых ТО можно снять поддон, визуально осмотреть коленчатый вал на предмет трещин и сколов и с помощью щупа выполнить контроль зазоров между полукольцами.

Замер осевых смещений коленвала с помощью щупа
Комплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
Это интересно: Датчик ДПКВ в системе электронного распределения впрыска
Стенд с установленным индикатором часового типа для замера биений коленчатого вала
Индикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Замена коленвала
Итак, как снять коленвал? Для этого потребуется полная разборка двигателя. Для замены необходимо:
- стандартный набор инструментов;
- динамометрический ключ;
- фиксатор коленвала MR 1-233.
Снятие коленвала возможно выполнить после демонтажа двигателя и установки его на ремонтный стенд, узлов ГРМ, оборудования двигателя, ГБЦ, шатунов и поршней.
Схема сборки и установки в блок двигателя коленчатого вала Skoda OCTAVIA TDI 1996-2002 г.в 1,9,1315,17 — болты крепежные, 3 — фланец, передний прижимной, 4 — вкладыш подшипника, 5 — звездочка цепной передачи, 6 — коленчатый вал, 7 — вкладыш подшипника, 8 — полукольца коленвала, 10 — крышка подшипника, 11 — установочный штифт, 12 — колесо датчика, 2 — уплотнительное кольцо (сальник), 14 — маховик и ведущий диск, 16 — промежуточная пластина, 18 — уплотнительная прокладка (с сальником).
Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.
Как правило, первое, с чем сталкиваются автомобилисты, — это течь масла из-под резиновых уплотнений (сальников коленвала). Это широко распространенная проблема на двигателях с пробегом.
 Подтекающий сальник требует замены. В некоторых случаях замена масла на более вязкое поможет остановить течь на какое-то время.
Подтекающий сальник требует замены. В некоторых случаях замена масла на более вязкое поможет остановить течь на какое-то время.
Сальник коленвала требующий замены
Это интересно: Механическая коробка передач, принцип работы
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.
Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Motoproduct
Переборка и ремонт двигателей. Проточка коленвалов от мотоциклов и квадроциклов. Проточка коленвалов от автомобилей. Изготовление шатунных вкладышей. Возможно (не всегда) изготовление коренных вкладышей. Полировка шатуна. Другие работы по двигателям и ремонту.
Стоимость работ:
Переборка двигателя Замена поршневых колец Диагностика коленвала и блока Комплексные работы по ремонту коленвала — 1 уровень (1 шатун) Комплексные работы по ремонту коленвала — 2 уровень (2 шатуна)Комплексные работы по ремонту коленвала — 3 уровень (3-4 шатуна) Изготовление поршня Изготовление поршневых колец Гильзовка одного цилиндра Проточка шатунной шейки коленвала* Проточка коренной шейки коленвала* Изготовление шатунного вкладыша* Изготовление коренного вкладыша* Шлифовка шатуна* *делается только в комплексе работ
от 20 000. 00 р. от 5 000.00 р. 1 500.00 р.от 10 000.00 р. от 14 000.00 р. от 18 000.00 р. от 3 500.00 р. от 2 500.00 р. от 8 000.00 р. индивидуально индивидуально индивидуально индивидуально индивидуально 00 р. от 5 000.00 р. 1 500.00 р.от 10 000.00 р. от 14 000.00 р. от 18 000.00 р. от 3 500.00 р. от 2 500.00 р. от 8 000.00 р. индивидуально индивидуально индивидуально индивидуально индивидуально |
Внимание: мы выполняем работы по ремонту коленвалов только комплексно. Комплекс, как правило, включает в себя проточку коленвала, замеры, а затем изготовление ремонтных вкладышей, ремонт шатуна и восстановление геометрии. Работы по отдельному изготовлению вкладышей по Вашим размерам или отдельной шлифовке шатуна не производятся. Будьте внимательны! Важно: мы можем изготовить новые ремонтные вкладыши и проточить коленвал, что позволит Вам избежать дорогостоящей покупки нового коленвала.
Единые телефоны сервисных : +7 многоканальный +7 ….многоканальный +7 +7 +7 (901) 564-74-72
Режим работы сервисных центров:
| ПН ВТ-ПТ СБ ВС | выходной 12:00-20:00 14-00-18:00 выходной |
Внимание: Вы всегда можете договориться с нами на более позднее принятие или выдачу техники. Вы очень важны нам и мы сделаем всё, чтобы Вам было удобно.
Вы очень важны нам и мы сделаем всё, чтобы Вам было удобно.
Адреса сервисных :
Мотопродукт-Рябиновая г. Москва, ул. Рябиновая, 34а ТО, ремонт, восстановление радиаторов, восстановление пластика и др.
Мотопродукт-Кутузовский г. Москва, Кутузовский проезд, 16 Ремонт амортизаторов, правка рам, восстановление дисков и др.
Мотопродукт-Верейская г. Москва, ул. Верейская, 8/4 Ремонт передних вилок, подготовка для гонок и трека, ремонт и др.
Внимание: на все сервисные центры действует запись, пожалуйста позвоните перед приездом, т.к. на определённые работы может быть очередь.
Сервисные действуют при поддержке голландской компании Yacugar Suspension, итальянской компании Arrow Special Parts, шведской компании Ohlins, словенской компании Akrapovic и сертифицированы для установки запчастей данных производителей.
Ремонт цилиндра двигателя мотоцикла.
Цилиндр ремонтировать или менять?
После определённого пробега (у всех по разному) неизбежно приходит время, когда ваш мотоцикл или автомобиль, ранее такой резвый и приёмистый, становится ленивым при разгоне и не вытягивает на прямой передаче в горку, на которую раньше взлетал пулей. Замена поршневых колец вроде бы помогает, но только на короткое время. Далее, ещё немного поездив, вы обнаруживаете, что дым из выпускных труб становится ещё гуще, одновременно растёт расход топлива, а вместе с ним падает мощность. И становится определённо ясно: цилиндр (или цилиндры) нужно ремонтировать. Но перед ремонтом необходимо тщательно промерить цилиндр, получить данные о его реальных размерах и конфигурации и исходя из этого определить вид ремонта. Кстати о замерах можно почитать и в этой статье, так сказать для общего развития.
Замена поршневых колец вроде бы помогает, но только на короткое время. Далее, ещё немного поездив, вы обнаруживаете, что дым из выпускных труб становится ещё гуще, одновременно растёт расход топлива, а вместе с ним падает мощность. И становится определённо ясно: цилиндр (или цилиндры) нужно ремонтировать. Но перед ремонтом необходимо тщательно промерить цилиндр, получить данные о его реальных размерах и конфигурации и исходя из этого определить вид ремонта. Кстати о замерах можно почитать и в этой статье, так сказать для общего развития.
Впрочем, иногда до замеров дело не доходит, достаточно осмотреть зеркало цилиндра. Если на нём имеются глубокие задиры и вертикальные царапины, а такое можно наблюдать при поломке поршневых или стопорных колец, выпадения стопорных штифтов (на двухтактниках), то цилиндр нужно заменить новым, или расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или задиров, а так же от диаметра имеющегося в наличии поршня. Если нет возможности найти качественный заводской новый поршень(или поршни), то следует воспользоваться полимерным покрытием для поршней, подробно описанным в этой статье.
Если нет возможности найти качественный заводской новый поршень(или поршни), то следует воспользоваться полимерным покрытием для поршней, подробно описанным в этой статье.
Расточка цилиндра. Расточка, это операция проводимая на специальных расточных станках, но её можно сделать и на обыкновенном токарном станке, если у вас например не блок из трёх или четырёх цилиндров (как например на спортбайках), а отдельные цилиндры (например Урал, Днепр, Харлей и т.п.). Она не очень сложна и не требует сверхвысокой квалификации. Главное в этой операции сохранить перпендикулярность оси цилиндра и его основания.
А для осуществления этого необходимо изготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления вашего цилиндра, затем выверить по плоскости резцом и расточить до размера горловины цилиндра. Далее не меняя положения планшайбы в патроне станка, на ней следует закрепить цилиндр, (так как он крепится на картере двигателя), и только после этого растачивать.
Попытки упростить операцию, например провести расточку в трёх или четырёхкулачковых патронах без планшайбы, как правило обречены на провал, так как после такой расточки зеркало цилиндра в тех местах, где его сжимали кулачки, уходит от нужной геометрической формы и становится овальным (или треугольным). А когда патрон станка разжимается, то если цилиндр и не был смят, и в силу своей упругости возвращается в исходное состояние, то в точках зажима обычно после проточки бразуются впадины.
Хонингование. После расточки, чтобы довести поверхность цилиндра до определённого состояния, нужна ещё одна операция, называемая хонингование. То есть создать с помощью хона очень мелкую риску (шероховатость поверхности), которая позволит на стенках цилиндра лучше удерживаться моторному маслу.
На рисунке 1 показан самодельный хон для цилиндров кроссовых мотоциклов объёмом 125 кубиков, но для аппаратов более солидных кубатур, можно изготовить точно такой же хон, но естественно увеличив соответствующий диаметр и длину под свой цилиндр.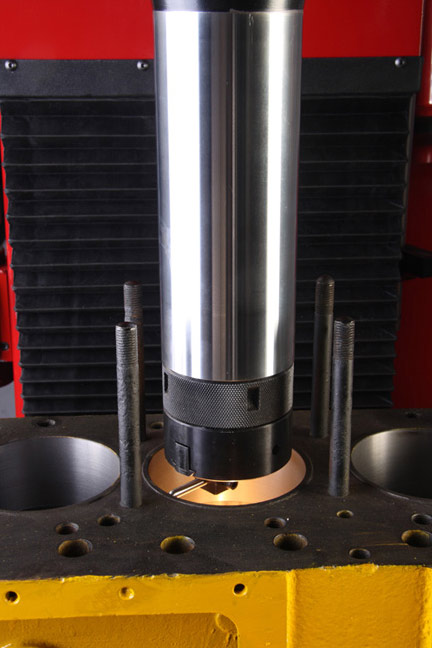 Это деревянная или текстолитовая болванка, диаметром соответствующим диаметру вашего цилиндра (чуть меньше) и длинной вашего цилиндра (чуть больше), которая имеет одно центральное отверстие и четыре вертикальных паза.
Это деревянная или текстолитовая болванка, диаметром соответствующим диаметру вашего цилиндра (чуть меньше) и длинной вашего цилиндра (чуть больше), которая имеет одно центральное отверстие и четыре вертикальных паза.
В пазы вставляем прямоугольные подпружиненные брусочки. Раньше, да и сейчас многие используют алмазные абразивные брусочки (наподобие тех, на которых точат ножи). Но за рубежом от них давно отказались, и используют специальные безабразивные бруски, которые позволяют намного увеличить ресурс отремонтированной поршневой группы. И вам советую их поискать и использовать, а кто хочет подробнее узнать о них и о правильном хонинговании, то очень советую почитать вот эту статью.
Сквозь отверстие бруска пропускаем длинную шпильку или болт, за который устройство крепится в патроне обыкновенного сверлильного станка. Затем закрепив хон в патроне, устанавливаем цилиндр на станину (плиту) сверлильного станка, но не закрепляем его. Если цилиндр закрепить жёстко, то любое, даже незначительное биение шпинделя станка приведёт к нарушению геометрической формы зеркала. Что бы этого не произошло, цилиндр нужно только придерживать руками при работе.
Что бы этого не произошло, цилиндр нужно только придерживать руками при работе.
Задав хону частоту вращения 200 — 220 оборотов в минуту и обеспечивая от 30 до 60 возвратно-поступательных ходов за минуту, постепенно снимаем оставленный после расточки незначительный припуск и одновременно улучшаем поверхность. Для ускорения работы можно вначале использовать бруски с зернистостью 150 — 170, а под конец работы перейти на брусочки зернистостью 250 — 400. Во время работы нужно обильно и непрерывно смачивать бруски и зеркало цилиндра керосином(для отвода продуктов износа), а так же периодически контролировать размер.
Но вернёмся к началу ремонта. Предположим, что наш цилиндр не имеет дефектов, видимых невооружённым глазом. Диаметр цилиндра удобнее всего измерять индикаторным нутромером и подробнее о нём можно прочитать здесь. Измерения проводим обязательно в трёх поясах, за 10,15 мм от верхнего и нижнего торцов цилиндра и ровно посередине. И в каждом из этих поясов делаем по два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав из в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Это значит, что цилиндр стал овальным, бочкообразным и конусным и вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Значит и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и появляется элипсность (овал) у изношенного цилиндра: диаметр в плоскости пальца у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки на стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие нагрузки цилиндр воспринимает примерно в средней части, а если учесть, что цилиндр например двухтактного двигателя в средней зоне ещё и весь «продырявлен» впускными, выпускными и продувочными окнами, и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной(целой) площади (поверхности), становится ясно, что именно в этой зоне происходит самое значительное истирание металла и появляется бочкообразность.
Основные причины конусности цилиндра — это воздействие (трение) поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и изнутри увеличивают давление поршневых колец. По мере движения поршня вниз, давление газов падает и эта добавка (давление газов) к обычной упругости кольца снижается, давление колец на стенки цилиндра ослабевает. Из за этого цилиндр в верхней части изнашивается больше, чем в нижней.
Вернёмся опять к нашим измерениям и решим, что же делать с цилиндром? Если по результатам измерений видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125 — 200 см³ составляет 0,15 — 0,20 мм, для класса 350 см³ составляет 0,20 — 0,25 мм, и для класса 500 -650 см³ составляет 0,20 — 0,30 мм, то можно уверенно сказать, что цилиндру необходим ремонт.
Что касается конусности цилиндра, то её можно определить более простым способом — при помощи поршневого кольца. Вставьте его в цилиндр и замерьте с помощью набора щупов зазор в замке кольца, вставляя его попеременно в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на число 3,14 и вы получите общепринятое выражение конусности. Если полученная вами величина превышает 0,06 — 0,08 мм (меньшая величина для мопедов), то цилиндр так же нуждается в ремонте.
Вставьте его в цилиндр и замерьте с помощью набора щупов зазор в замке кольца, вставляя его попеременно в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на число 3,14 и вы получите общепринятое выражение конусности. Если полученная вами величина превышает 0,06 — 0,08 мм (меньшая величина для мопедов), то цилиндр так же нуждается в ремонте.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, потому что абразивные брусочки в хоне сидят подвижно (подпружинены) и копируют неравномерно изношенные стенки цилиндра. Для устранения этих видов износа существует другой способ ремонта, который называется притирание.
Притирание часто применяют вместо хонингования как окончательную операцию после расточки. Но можно вообще заменить расточку притиркой, правда это растягивает процесс ремонта, но даёт хорошие результаты. Для этой операции рабочий инструмент — разжимной притир показан на рисунке 2 . Его корпус 1 обычно изготавливают из стали, а втулку 2 из мелкозернистого чугуна с твёрдостью НВ 140. Сначала нужно выточить заготовку втулки и её длинна примерно от 100 до 150 мм (зависит от объёма цилиндра), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. Далее заготовку либо разрезают вдоль оси одним сквозным проходом ножовки или фрезы (см. рисунок 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (см. рисунок 3).
Сначала нужно выточить заготовку втулки и её длинна примерно от 100 до 150 мм (зависит от объёма цилиндра), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. Далее заготовку либо разрезают вдоль оси одним сквозным проходом ножовки или фрезы (см. рисунок 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (см. рисунок 3).
После этого нужно изготовить корпус (конус), на наружном торце которого сверлим отверстие и нарезаем резьбу под болт М12 — М 14, как показано на рисунке 2, или оставляем хвостовик и на нём нарезаем резьбу, как это показано на рисунке 3. Далее втулку надеваем на конус, закрепляем болтом и окончательно протачиваем под размер вашего цилиндра минус 0,1 мм. Притир для вашего цилиндра готов и теперь, как только ваш цилиндр износится, притир всегда будет готов к работе. Притирку можно вести на сверлильном станке.
На наружную поверхность втулки наносим притирочную пасту — это абразивный порошок в смеси с маслом(сейчас продаются готовые пасты для притирки клапанов).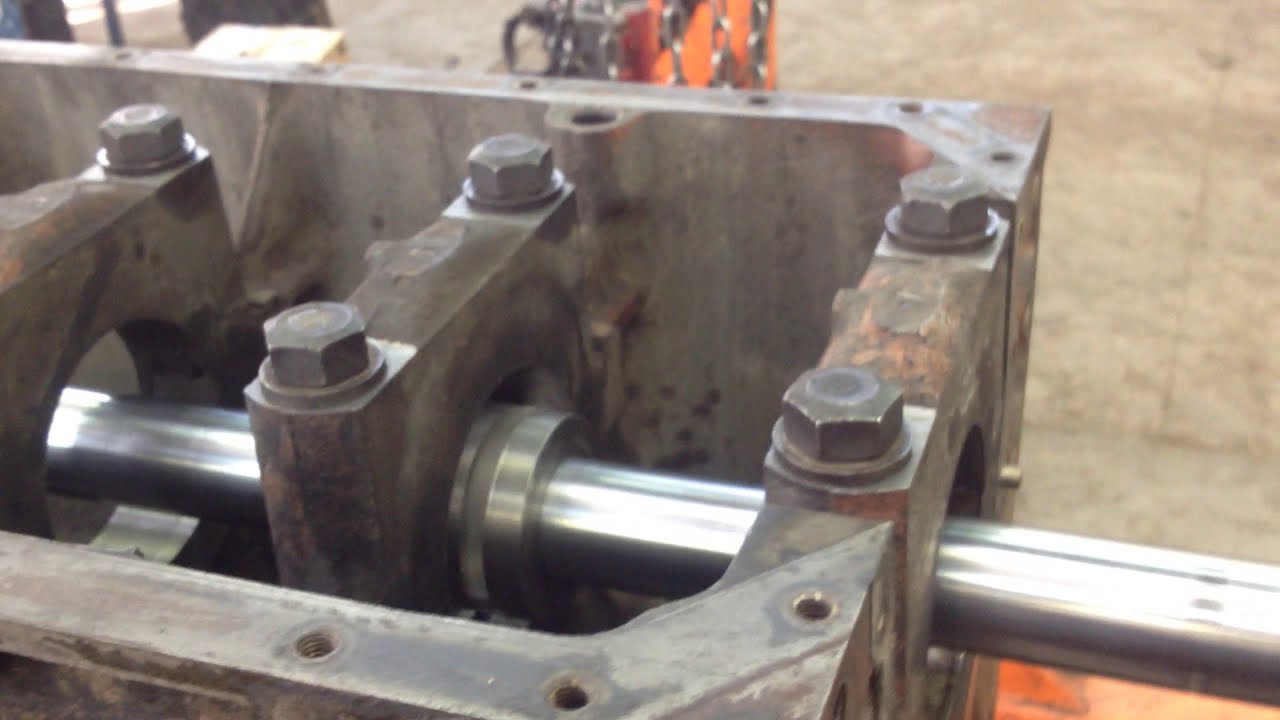 Затем надеваем цилиндр на притир, зажатый в патроне сверлильного станка. Как и в случае с хонингованием, цилиндр нельзя закреплять жёстко, нужно только придерживать руками. Обороты шпинделя устанавливаем всего 50 — 80 в минуту, а вертикальные перемещения притира делаем 30 — 60 в минуту. Время от времени цилиндр советую переворачивать, это обеспечит более равномерную обработку. Притирочную пасту, как я уже говорил, можно купить готовую, и она годится в конце работы, так как сильно мелкая (имею введу для клапанов), а на начальном этапе, чтобы увеличить скорость обработки нужно использовать абразивную пыль покрупнее — зернистостью 150 — 170. Её можно сделать самому, истирая абразивные брусочки один об другой. Заканчиваем обработку мелкими полировочными пастами.
Затем надеваем цилиндр на притир, зажатый в патроне сверлильного станка. Как и в случае с хонингованием, цилиндр нельзя закреплять жёстко, нужно только придерживать руками. Обороты шпинделя устанавливаем всего 50 — 80 в минуту, а вертикальные перемещения притира делаем 30 — 60 в минуту. Время от времени цилиндр советую переворачивать, это обеспечит более равномерную обработку. Притирочную пасту, как я уже говорил, можно купить готовую, и она годится в конце работы, так как сильно мелкая (имею введу для клапанов), а на начальном этапе, чтобы увеличить скорость обработки нужно использовать абразивную пыль покрупнее — зернистостью 150 — 170. Её можно сделать самому, истирая абразивные брусочки один об другой. Заканчиваем обработку мелкими полировочными пастами.
Когда в процессе работы вы почувствуете, что притир начинает свободно вращаться в цилиндре, то болт или гайку на притире нужно подтянуть настолько, чтобы вращение стало немного тугим, думаю принцип понятен. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя продукты обработки и накопившуюся грязь, а так же периодически проверять диаметр цилиндра измерительным инструментом или новым поршнем, под который притирается цилиндр.
По окончании работы цилиндр тщательно промываем вначале бензином или соляром, затем керосином или тёплой мыльной водой. После промывки водой, цилиндр нужно сразу высушить феном и смазать зеркало маслом. После сборки мотора с новой поршневой, естественно её нужно обкатать (как обкатать машину читаем тут).
Ну а если кто то захочет поменять гильзу в своём цилиндре, то как это сделать советую почитать вот тут.
Вот вроде бы и всё. Как видно из выше описанного, сделать ремонт цилиндра двигателя самостоятельно, не пользуясь услугами сервиса, не так уж и сложно, удачных всем поездок.
Расточка цилиндра скутера — Обработка резанием
просто получается конус.

При растачивании любого отверстия у Вас наблюдаются отклонения от геометрии(конусность)?
Если растачивали только неглубокие, то попробуйте глубокое и желатьельно похожего материала. Чугун, так называемый «маслота». Просто чугун не подойдет, твердость не та. Да и окон перепускных нет, соответственно не будет ударных нагрузок на резец(естественно только у 2х тактников). Они в свою очередь влияют на то как деталь будет пытаться отжать резец от нужного размера. Возможно в этом виноват люфт гайка-винт. Попробуйте зафиксировать поперечную подачу. Если конусность осталась, то причина может быть в передней бабке. Лечится естественно, но тянет за собой настройку задней бабки.
Но это при условии что у Вас жестко закрепленная деталь, которая не «играет» на входе.
Нормально(жестко) установленный цилиндр (Никаих патронов. Только планшайба, или фланцевое крепление на оправке вместо патрона), расточенный массивным резцом (диам. ~30мм) на настроенном станке, при глубине расточки около 150мм дает 1-3 сотки конусности. Что компенсируется хонингованием цилиндра. Естественно это укладывается в норматив ЗАВОДА-ИЗГОТОВИТЕЛЯ. Зазор также определяет ЗАВОД, а не блоги «бывалых».
Что компенсируется хонингованием цилиндра. Естественно это укладывается в норматив ЗАВОДА-ИЗГОТОВИТЕЛЯ. Зазор также определяет ЗАВОД, а не блоги «бывалых».
П.С. Никасиль наноситься только на алюминий. потому что родственен ему. Не «порвет» при нагреве. Даже на жигуле с водяным охлаждением зазор делается не менее 4 соток. На воздушниках значительно больше. При высокой форсировке (большой нагрев) зазор еще более увеличивается и может достигать жа 10 соток!!! Яркий пример тому алюминиевый цилиндр с никасилем от MALOSSI.
Руководство по проведению расточки блока цилинров в домашних условиях, видео
Головка блока цилиндров, как и любой другой узел транспортного средства, периодически должна проходить процедуру диагностики и обслуживания. Что представляет собой расточка блока цилиндров? Зачем она делается и как ее осуществить своими руками в домашних условиях? Об этом с фото и видео вы сможете узнать в нашей статье.
Что такое расточка и зачем она нужна?
Расточка блока цилиндров осуществляется в случае их износа. Как известно, не все каналы изнашиваются одновременно и равномерно.
Как известно, не все каналы изнашиваются одновременно и равномерно.
С целью установления степени износа данных элементов ГБЦ эксперты производят оценку всей системы, которая позволяет определить параметры цилиндров:
- Расточка блока цилиндров делается в том случае, если первоначальные размеры компонентов изменились на пол-миллиметра в ВМТ (верхней мертвой точке) поршневого кольца. Здесь речь идет именно о кольце, а не о самом поршне.
- Если зафиксировано изменение размера на 1/3 миллиметра в точке контакта юбки самого поршня, а также стенке цилиндра.
Таким образом, если при диагностике было зафиксировано изменение параметров до размеров, указанных выше, то расточка просто необходима. В противном случае дефекты могут увеличиваться, что негативно отразиться на функционировании транспортного средства. Хуже такого исхода событий может быть только появление дефекта в виде ступеньки в верхней части цилиндра. Из-за этого выходят из строя поршневые кольца, соответственно, и посадочные места для них.
При несвоевременной расточке ГБЦ проблема будет развиваться и сопровождаться сильным стуком из-под капота. Собственно, и сам двигатель будет работать некорректно — вы будете чувствовать постоянную вибрацию, которая будет усиливаться при увеличении оборотов. В результате этого поршневые кольца не смогут корректно прилегать к стенкам непосредственно канала цилиндра. А это, в свою очередь, чревато тем, что выхлопные газы начнут попадать в картер, соответственно, будет нарушена компрессия мотора. Как результат — двигатель будет «кушать» масло, при чем огромными порциями.
По этим причинам поршневые кольца при регулярных ударах о стенки каналов со временем просто развалятся, при чем на маленькие части. Естественно, ни о каком восстановлении и речи быть не может, но хуже то, что они поцарапают и стенки цилиндров. В таких случаях ни гильзовка блока цилиндров, ни расточка, ни даже капремонт уже не сможет спасти мотор. К слову, гильзовка блока цилиндров может осуществляться методом замены или установки гильз в блоки, но сейчас не об этом.
Своевременная расточка ГБЦ дает возможность восстановить геометрию компонентов. Кроме того, при правильной расточке можно обеспечить необходимое положение сопряженных элементов относительно друг друга. Ведь в данном случае произвести только лишь правильную геометрию компонентов будет недостаточно, чтобы обеспечить равномерное положение всех элементов. Также важно обеспечить должную и равномерную сносность всех цилиндров, иначе это чревато не только деформированием деталей, но и появлением трещин и изгибов.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Видео «Расточка в домашних условиях»
Как сделать расточку дрелью — смотрите на видео.
- Шлифовка головки блока цилиндров в гаражных условиях: ожидания и реалии
- Ремонт головки блока цилиндров от «А» до «Я»
- Пропала компрессия в цилиндре, как решить проблему?
Комментарии и отзывы
Спасибо большое за детальную инструкцию!
Иван Иванович Баранов
Опыт работы на СТО:
Посмотреть все ответы
Avtozam.com — ваш помощник в ремонте и обслуживании авто
Использование вами данного веб-сайта означает ваше согласие с тем, что вы используете его на свой страх и риск.
Материалы: http://avtozam.com/dvigatel/grm-kshm-gbc/rastochka-bloka-tsilindrov-svoimi-rukami/
Однажды наступает тот печальный момент, когда у двигателя внутреннего сгорания пропадает компрессия. Вялость автомобиля и черный дым из выхлопной трубы – верные тому признаки. Чаще при таком исходе ничто уже не может помочь. Единственный выход – расточка блока цилиндров.
И хотя производители регламентируют пробег без капитального ремонта ДВС около 200 тыс. км, а то и больше, но реальность диктует свои правила. Все зависит, во-первых, от стиля вождения, а он у многих не идеален, во-вторых, от качества бензина, масла, металла двигателя и прочих факторов, которые тоже оставляют желать лучшего.
Итак, расточка блока цилиндров нужна, когда:
- налицо потеря компрессии, разборка ДВС показывает превышение нормированного зазора между поршневыми кольцами и стенками двигателя;
- в редких случаях ее делают для повышения мощности нормально работающего ДВС.
Надо сразу отметить, что расточка блока цилиндров делается своими руками только в одном случае – наличие необходимого оборудования, а также обладание достаточным опытом. Во всех остальных ситуациях мы рекомендуем проводить самостоятельно лишь демонтаж, разборку, сборку и монтаж поршневого агрегата, а расточку изношенного блока доверять профессионалам. Далее разберем эту операцию более подробно.
- ключи гаечные;
- головки с воротком;
- молоток;
- втулка, оправка;
- микрометр, нутромер, штангенциркуль;
- станок и расточные головки.
Процесс осуществляется так.
- Прежде всего, демонтируют двигатель с автомобиля. Об этом процессе можно почитать в соответствующих руководствах.
- С ДВС снимается клапанная головка, поддон картера и боковые крышки.
- Ключом «36» прокручивается коленвал так, чтобы гайки шатунов максимально выдвинулись.
- Далее отворачиваем крепления крышки шатуна первого и четвертого цилиндров, извлекаем крышки.
- Шатун с поршнем выталкиваются наружу деревянной частью молотка. Аналогично поступаем с остальными поршнями.
- Раскрутив коренные подшипники, снимаем коленчатый вал.
- Извлекаем вкладыши с шатунов и крышек.
- Снимаем кольца с поршней.
- Выбиваем поршневые пальцы втулкой меньшего диаметра.
- Далее производим замеры износа каждого диаметра под поршень. Замеры делаются на четырех местах, расположенных от верхней плоскости на расстояниях 5 мм, 15 мм, 50 мм, наконец, 90 мм. Превышение износа выше 0,15 мм говорит о необходимости механической обработки.
- Переходим к мехобработке посредством станка. Определяем, какой из пяти уровней размеров надо выдержать, если сделать расточку у ВАЗ 2106, от этого будет зависеть цена операции, если все же решили отдавать агрегат мастерам сервиса. Предел каждого уровня выше на 0,01 мм. Если у первого уровня А предел 79,01 мм, то у пятого Е – 79,05 мм. При износе выше пятого уровня возможна обработка под установку гильз, но этот вариант нынче применяется крайне редко.
- Станок должен быть координатно-расточным либо вертикально-расточным. Лучше всего использовать координатно-расточной станок, поскольку у него отдельные приводы по каждой координате, а также компьютерное управление. Однако если используется такой дорогостоящий станок для расточки блока цилиндров, то цена операции повышается. При работе необходимо соблюсти параллельность кругов, а главное, правильно выбрать базовую поверхность для обработки. Тонкости же процесса знакомы лишь человеку, для которого токарно-фрезерные работы – это не пустой звук.
- После обработки агрегата осуществляется сборка двигателя с новыми поршнями, кольцами и пальцами, подобранными по группе размеров. Поршни подбираются так, чтобы гарантированный зазор со стенкой агрегата составлял 0,05 мм. Надо учитывать, что юбка поршня овальная, а вверху его есть конусность. Поэтому точный размер определяется перпендикулярно пальцу на уровне 52,4 мм от плоскости днища. Нагрев головку шатуна горелкой, надеваем поршень на шатун. Палец запрессовываем оправкой. Он должен остаться неподвижным при нагрузке 4000 Ньютон. При этом размер пальца подбирается под поршень. Цветная метка на торце пальца показывает соответствующую размерную группу. Разбег каждой группы – 0,004 мм. Предельный диаметр у первой – 21,974 мм, а предельный диаметр у последней, третьей группы – 21,982 мм.
- Надеваем новые кольца на поршни. Всего должно быть по три специальных кольца – верхнее компрессионное, второе компрессионное и маслосъемное. Зазор у замка кольца не должен превышать 0,45 мм. Каждое кольцо внутри своей канавки тоже должно «сидеть» с зазором. Средняя его величина составляет около 50 мкм.
- Вставляем вкладыши шатунов, смазываем, одеваем крышки на шпильки, затягиваем гайки с паспортным усилием.
- Последним этапом производится полная сборка поршневого агрегата и монтаж его на автомобиль.
Надо сказать, что расточка у ВАЗ 2109 осуществляется аналогично и цена на операцию примерно такая же, как у «шестерки».
Что делать на станке
- вертикально-расточной или координатно-расточной станок;
- расточная головка и оправка;
- хонинговальная головка и оправка.
Весь процесс, как делают расточку блока цилиндров на станке своими руками, можно изучить по видео. Мы же кратко изложим технологию по пунктам.
- Агрегат устанавливают вертикально на стол станка.
- Настраивают станок, находят центр окружности, задают параметры.
- Производят расточные операции на медленной скорости.
- Производят хонингование.
Последнее является доводочной операцией при обработке двигателя. Хонингование создает мелкую сеточку на поверхности для движения колец поршней, этакую заданную шероховатость поверхности, как результат – удержание масла, то есть улучшенная смазка в процессе работы ДВС. В итоге уменьшается трение и повышается компрессия.
Однако в ряде случаев можно обойтись и без хонингования. В каждом конкретном случае нужно определять, смогут ли хонингование сделать квалифицированно? Если нет, то лучше вообще не начинать.
Цена доработки агрегата
В то же время цены на расточку блоков, скажем, в Екатеринбурге значительно меньше. А вот работа в Нижнем Новгороде обойдется по среднему показателю почти как в Москве.
Приближенные цены для ВАЗ указаны в таблице ниже.
Кстати, расточка в ремонтный размер блока цилиндров в Челябинске стоит чуть дешевле, чем у соседей. А расточка дефектного блока в Брянске стоит примерно, как в Красноярске.
В любом случае, изложенная информация должна помочь автолюбителям определиться, как сделать операцию для ДВС своего автомобиля.
Автор материала: Думченков Михаил
- Новинки авто 2017
- Джипы
- Кроссоверы
- Тест-драйвы
Есть вопросы по ремонту автомобиля? Задайте их в разделе консультаций, для этого нажмите на ссылку ниже.
Задать вопрос автомеханику
Лучшие цены и условия на покупку новых авто
Автомобили представлены ведущим салоном РОССИИ
Материалы: http://daciaclubmd.ru/repair/engine/rastochka-bloka-cilindrov
Ко мне на блог часто приходят вопросы касательно силового агрегата, а именно его расточки. Новичкам не совсем понятно — зачем вообще происходит этот процесс, что он дает и сколько раз можно делать. Лично я, когда то сам лично перебирал мотор, нам приходилось точить блок и после этого «гильзовать», все это было на моем МОСКВИЧЕ 2140. В современных же реалиях при совершенно другом уровне смазывающих и охлаждающих жидкостей, такие ремонты ОЧЕНЬ редки, сейчас это делается больше для тюнинга, однако все по порядку …
Для начала небольшое определение
Расточка блока – это процесс физической проточки стенок цилиндров двигателя (на специальных станках) для восстановления правильной (почти идеальной) геометрической формы.
Делается при капитальных ремонтах мотора, либо для тюнинга в основном для увеличения мощности.
Как я писал раньше (лет так 20 – 30 назад), основная задача это был ремонт. Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.
Справедливости ради, иногда залегают компрессионные кольца, тут также упадет компрессия и повалит дым, однозначно нужно будет вскрывать мотор и разбираться
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.
Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.
Вторая причина – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.
ПОЭТОМУ алюминиевые моторы – зачастую не протачиваются, многие мастера их называют одноразовыми! Потому что нельзя снимать прочный верхний слой в цилиндрах
Он проще, чем кажется на первый взгляд. ОДНАКО своими руками сделать у вас вряд ли что-то получится. Двигатель разбирается полностью, РАСТАЧИВАТЬ на машине не получится. Блок снимается и крепится на станину специального станка, причем крепят его по уровню!
Если процесс расточки выполняется для ремонта, то есть присутствует большой износ (образовался эллипс), тогда производится ряд измерений, при помощи микрометрических стрелочных приборов — сколько нужно снимать со стенок. И ВООБЩЕ ВОЗМОЖНО ЛИ ЭТО или сразу же нужно настраиваться на «ГИЛЬЗОВКУ».
Далее на вертикально – расточном станке выполняются работы. ЗАПОМНИТЕ НУЖНО ИСКАТЬ высококвалифицированного мастера с хорошим оборудованием, а не которое разваливается на части и не может держать нужный ТОЧНЫЙ размер.
Далее мастер набивает — либо зеркало внутри цилиндра, либо делает хонингование (это финишная обработка стенок, чтобы убрать все риски и задиры, для того чтобы стенки и кольца быстрее притерлись друг к другу), делается сначала крупным абразивом, затем мелким. И у того и у другого метода есть свои поклонники, какой из них выбрать дело каждого, споры не утихают до сих пор.
И заключительный этап это сборка. Уже под ремонтные размеры покупаются запчасти, а именно поршни, кольца все это в последующем устанавливается, подсоединяется к коленчатому валу и собирается двигатель целиком.
Все так просто когда нет необходимости гильзования, а вот тут то не все так просто.
И в чугунных и алюминиевых блоках, есть такое понятие как «ГИЛЬЗОВКА», то есть устанавливаются специальные гильзы – это цилиндрические (как правило — чугунные) полые части похожие на большой кусок трубы.
Они запрессоваются в блок мотора под температурой и прочно сидят на своем месте. Основное назначение сделать мотор прочнее (в случае с алюминиевым вариантом), придать конструкции ремонтопригодность, увеличить ресурс. Гильзы могут быть из высокопрочного легированного серого чугуна, а также из обычного (стоит отметить варианты с тонкими стальными гильзами такое тоже есть, пример — машины фирмы ISUZU), есть и алюминиевые варианты, но они не так часто распространены.
Большим плюсом является то — что при износе гильзы, она как бы берет весь удар на себя. Вы ее просто вытаскиваете (вытачиваете), ставите ремонтную, или даже такую же по размерам. Меняете поршни и кольца (скорее всего, нужен будет ремонт). И мотор опять работает в штатном режиме.
Однако есть двигатели, которые не «гильзуются» с заводов как алюминиевые, так и чугунные. Если чугунный блок мы можем расточить, а также «прогильзовать» вариантом серого чугуна — поставить поршни больше (или такие е же) и кататься дальше — потому как нет разницы теплового расширения металла. То вот алюминий из-за своей сложной технологии изготовления такому зачастую не подвластен. Возникает справедливый вопрос – а можно ли поставить в него гильзы?
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
- При отливке на заводе устанавливаются тонкостенные тонкие чугунные гильзы, толщина стенки 2 – 3 мм. Такие варианты получили название «сухие с чугунными гильзами». Расточка такого варианта допустима, причем под них выпускаются ремонтные поршни и кольца. Устанавливаются на такие машины как – VOLVO, Land Rover, HONDA, SUBARU, NISSAN, SUZUKI и некоторые другие.
- Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.
- Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.
«Сухие гильзы» и SILUMAL достаточно ремонтнопригодны, то есть если у вас упала компрессия в виду износа от большого пробега, то вы легко можете снять 0,5 – 1 мм поставить ремонтную поршневую группу и кататься дальше. ТАКЖЕ для некоторых вариантов SILUMAL производители выпускают ОРИГИНАЛЬНЫЕ алюминиевые гильзы, нужны они, когда расточка будет больше 1мм. Правда стоимость их просто зашкаливает до 200 ЕВРО за одну, зато исключительное соотношение металлов и возможность полного восстановления (также в некоторых случаях можно купить одну штуку в один цилиндр). ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
НА этом заканчиваю, думаю было полезно ИСКРЕННЕ ВАШ АВТОБЛОГГЕР
Материалы: http://avto-blogger.ru/dv/rastochka-bloka-cilindrov.html
Все о расточке блока цилиндров своими руками
Головка блока цилиндров, как и любой другой узел транспортного средства, периодически должна проходить процедуру диагностики и обслуживания. Что представляет собой расточка блока цилиндров? Зачем она делается и как ее осуществить своими руками в домашних условиях? Об этом с фото и видео вы сможете узнать в нашей статье.
Что такое расточка и зачем она нужна?
Снятая головка блокаРасточка блока цилиндров осуществляется в случае их износа. Как известно, не все каналы изнашиваются одновременно и равномерно.
С целью установления степени износа данных элементов ГБЦ эксперты производят оценку всей системы, которая позволяет определить параметры цилиндров:
- Расточка блока цилиндров делается в том случае, если первоначальные размеры компонентов изменились на пол-миллиметра в ВМТ (верхней мертвой точке) поршневого кольца. Здесь речь идет именно о кольце, а не о самом поршне.
- Если зафиксировано изменение размера на 1/3 миллиметра в точке контакта юбки самого поршня, а также стенке цилиндра.
Таким образом, если при диагностике было зафиксировано изменение параметров до размеров, указанных выше, то расточка просто необходима. В противном случае дефекты могут увеличиваться, что негативно отразиться на функционировании транспортного средства. Хуже такого исхода событий может быть только появление дефекта в виде ступеньки в верхней части цилиндра. Из-за этого выходят из строя поршневые кольца, соответственно, и посадочные места для них.
При несвоевременной расточке ГБЦ проблема будет развиваться и сопровождаться сильным стуком из-под капота. Собственно, и сам двигатель будет работать некорректно — вы будете чувствовать постоянную вибрацию, которая будет усиливаться при увеличении оборотов. В результате этого поршневые кольца не смогут корректно прилегать к стенкам непосредственно канала цилиндра. А это, в свою очередь, чревато тем, что выхлопные газы начнут попадать в картер, соответственно, будет нарушена компрессия мотора. Как результат — двигатель будет «кушать» масло, при чем огромными порциями.
Извините, в настоящее время нет доступных опросов.По этим причинам поршневые кольца при регулярных ударах о стенки каналов со временем просто развалятся, при чем на маленькие части. Естественно, ни о каком восстановлении и речи быть не может, но хуже то, что они поцарапают и стенки цилиндров. В таких случаях ни гильзовка блока цилиндров, ни расточка, ни даже капремонт уже не сможет спасти мотор. К слову, гильзовка блока цилиндров может осуществляться методом замены или установки гильз в блоки, но сейчас не об этом.
Своевременная расточка ГБЦ дает возможность восстановить геометрию компонентов. Кроме того, при правильной расточке можно обеспечить необходимое положение сопряженных элементов относительно друг друга. Ведь в данном случае произвести только лишь правильную геометрию компонентов будет недостаточно, чтобы обеспечить равномерное положение всех элементов. Также важно обеспечить должную и равномерную сносность всех цилиндров, иначе это чревато не только деформированием деталей, но и появлением трещин и изгибов.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Видео «Расточка в домашних условиях»
Как сделать расточку дрелью — смотрите на видео.
Сколько стоит расточка двигателя и цилиндра? [2021]
Растачивание — это инженерный процесс, при котором цилиндры двигателя расширяются. С помощью машин инженеры расширяют и сужают цилиндры двигателя. Это увеличивает общий рабочий объем двигателя.
Математическое выражение для расчета смещения,
«Объем двигателя = π / 4 * диаметр цилиндра² * ход * количество цилиндров».
Увеличение рабочего объема приводит к увеличению мощности и крутящего момента двигателя.Рабочий объем также определяет топливную экономичность вашего двигателя. Итак, для скучного процесса необходим общий баланс.
Для этого нужно посетить механический цех. Без механического цеха тут не обойтись.
Сколько стоит расточка двигателя и цилиндраСколько стоит расточка цилиндра?
Растачивание цилиндра — это кропотливая работа с использованием современного оборудования. Это требует надлежащего опыта и заботы. Это не то, что вы делаете сами, если у вас нет опыта в этом.
Стандартная стоимость расточки цилиндра составляет около 250 долларов. Таким образом, качественное растачивание может стоить 40-50 долларов за такт для четырехтактного двигателя и 50-60 долларов за отверстие для двухтактного двигателя.
В двухтактном двигателе для снятия фаски требуется больше времени. Вот почему стоимость больше, чем у четырехтактного. Фактическая стоимость будет варьироваться в зависимости от ряда факторов. Давайте посмотрим на стоимость расточки цилиндров автомобиля и мотоцикла по отдельности.
Сводная информация о стоимости растачивания цилиндров
Вот подробные сведения обо всех средних затратах на растачку цилиндров для двухтактных, четырехтактных двигателей и растачивание мотоциклов
| Средняя стоимость растачивания | 250 долларов |
| Стоимость двухтактного и четырехтактного двигателя | 50-60 долларов США, 40-50 долларов США (за отверстие) |
| Растачивание автомобиля (V8, V6, Inline 6) Стоимость | 275 долларов США, 245 долларов США, 230 долларов США |
| Стоимость растачивания мотоциклов | 75 долларов США |
| Хонингование (V8, V6, Inline 6) Стоимость | 130 долларов США, 125 долларов США, 125 долларов США |
Сколько стоит расточка двигателя: Ориентировочная стоимость расточки цилиндров автомобиля
Расточка в автомобильном цилиндре более дорогая из двух.Это повысит общую производительность автомобиля. Растачивание также необходимо для процесса восстановления двигателя. Итак, какова стоимость расточки двигателя?
Сводка затрат на растачивание двигателя
Существует 3 типа затрат на расточку двигателя, например, двигатель V8, V6 и двигатель Inline 6.
| Стоимость расточного двигателя «V8» | 275 долларов США |
| Стоимость расточного двигателя «V6» | 245 долларов США |
| Стоимость двигателя «Inline 6» | 230 долларов США |
Стоимость расточки цилиндров мотоцикла
Стоимость расточки мотоциклетных цилиндров отличается от стоимости расточки автомобильных цилиндров.Двигатели мотоциклов относительно небольшие, а дизайн и конструкция также отличаются от двигателей автомобилей. У них поршни разного размера.
Расточка придает мотоциклу больше мощности и топливной экономичности. Мотоцикл обычно идет с двух- или четырехтактным двигателем. Стоимость расточки и хонингования цилиндров примерно одинакова.
Хонингование, расточка и установка поршня и колец будет стоить 75 долларов за отверстие. Стоимость расточки, хонингования и установки крюка на «Харлей Дэвидсон» также составляет 75 долларов за отверстие.
Затраты на хонингование цилиндров
Насколько можно заточить цилиндр? Здесь мы перечислили полный прайс-лист на хонинговальные цилиндры
.| Растачивающий двигатель «V8» | $ 130 |
| Расточный двигатель «V6» | $ 125 |
| Расточный двигатель «Inline 6» | $ 125 |
Зачем растачивать цилиндр?
Цилиндры двигателя не относятся к типу деталей, которые часто меняют или ремонтируют.Это самые важные части двигателя. Расположенная в самой глубине эта часть придает автомобилю реальную мощность. На самом деле им не уделяют много внимания годами.
После многих лет эксплуатации отверстия повреждаются, что влияет на общие характеристики автомобиля. Это также приводит к тому, что автомобиль потребляет больше топлива, чем обычно.
Преимущества расточки двигателя
Причиной этого повреждения является постоянное трение поршней и отверстий. Головки цилиндров вместе со стенками цилиндров тоже могут быть повреждены.Так что для оптимизации работы двигателя расточка абсолютно необходима.
Автомобиль будет работать лучше с улучшенными цилиндрами. Расточка увеличит мощность, крутящий момент и общую топливную экономичность двигателя. Также при восстановлении автомобиля делается расточка, чтобы привести машину в естественное состояние. Вот почему так важно скучать.
Что необходимо учитывать перед растачиванием цилиндра
При расточке цилиндра следует помнить об определенных вещах.Это поможет вам принимать более правильные решения.
- Не уходи и не скучно, если в этом нет крайней необходимости. Не забывайте делать горячее танкование вовремя.
- Найдите квалифицированного специалиста и при необходимости потратите дополнительные деньги. Это основная часть двигателя вашего автомобиля, поэтому вам нужно проявлять максимальную осторожность.
- Не слишком увлекайтесь мощностью. Постарайтесь добиться сбалансированной оптимизации мощности и эффективности.
- Угадайте математику правильно. Это поможет добиться максимальной оптимизации.
- Будьте осторожны с подшипниками кулачка. Кулачковые подшипники помогают клапанам работать эффективно.
Баланс мощности и КПД
Чем больше рабочий объем вашего двигателя, тем большую мощность вы получите. Но дело не всегда в силе. Вы должны знать диаметр отверстия и передаточное число и проводить сбалансированную оптимизацию. Ход — это расстояние, на которое поршень проходит в отверстии по вертикали.
Вы можете оптимизировать диаметр цилиндра и ход поршня для различных уровней производительности.Например, в двигателях автомобилей F1 используется очень маленький рабочий объем с более широкими отверстиями и меньшими ходами. Эта настройка оптимизирует двигатель, чтобы вывести как можно больше мощности.
Вы знаете почему! Ведь гонка — это сила и скорость. Вы можете выбрать разные настройки. Выбирай с умом! Кроме того, узнайте , как можно турбонаддувить автомобиль, чтобы разогнаться ?
Stroking Vs Boring — Растачивание двигателя увеличивает мощность в лошадиных силах?
Не существует универсального решения, какой из них лучше.Инженеры постоянно экспериментируют с конструкцией двигателя, чтобы оптимизировать производительность. В общем, как бы то ни было! Какой из них лучше?
Обычно мы видим, что чем длиннее ход, тем больше времени требуется поршням для достижения повторения. Это увеличивает время движения поршня и, как правило, означает меньшее перемещение. Конечная цель — добиться большего смещения для большей мощности.
Но есть еще кое-что, нужно учитывать такие вещи, как смазка. Эти меняют и все усложняют.Поршень, движущийся с такой большой скоростью, делает это намного труднее. Итак, я говорю, чтобы этим занимались профессионалы.
Мы можем просто пойти к инженеру и усадить то, что мы хотим от движка, и он / она соответствующим образом оптимизирует его.
Руководство по расточке двигателя и цилиндра
- Не сокращайте путь. Не торопитесь и создайте прочный фундамент.
- Получите горячую заправку. Горячее танкование увеличивает производительность и дает хороший вид.
- Выровняйте отверстие в соответствии с вашими оптимальными требованиями к производительности.
- Завершите процесс хонингования качественной чистовой обработкой.
- Укладывайте блок с особой осторожностью, в противном случае это может вызвать нарушения, такие как сжатие и утечки охлаждающей жидкости.
- Завершите процесс растачивания и хонингования и проверьте наличие неровностей.
Поделитесь своим мнением по теме «Цены на расточку цилиндров» , которую мы обсуждали сегодня в разделе комментариев.
Вот еще статьи, которые могут вам понравиться
Сколько стоит покраска колесных дисков?
Сколько стоит починить задний фонарь?
Сколько стоит покраска бампера?
Сколько стоит зачистка царапины в автомобиле?
Сколько стоит установка дополнительного порта в автомобиле?
для создания больших двигателей LS • Двигатель LS DIY
Изготовители двигателей так часто сравнивают блок двигателя с фундаментом дома, что эта аналогия превратилась в банальное клише.Однако для этого есть веская причина, поскольку каждый компонент двигателя прикреплен к блоку. Напряжения внутреннего сгорания могут привести к деформации блока, плохому уплотнению кольца и потере мощности; в более серьезных ситуациях они могут разделить блок пополам. К счастью, заводские блоки LS чрезвычайно прочные и могут выдержать множество злоупотреблений с очень небольшими модификациями. Задуманная с самого начала как алюминиевая конструкция, инженеры GM применили несколько инноваций, чтобы обеспечить долговечность блока.Когда блок Gen III помещается рядом с блоком Gen I, улучшения в дизайне Gen III кардинально меняются. Наиболее заметны ребра жесткости, проходящие по всей длине блока и масляного поддона. Точно так же основные колпачки с шестью болтами фиксируют коленчатый вал на месте, а болты с головкой ввинчиваются в основные перемычки, что еще больше снижает изгиб блока.
Этот технический совет взят из полной книги «КАК ЗАРЯДИТЬ И ДВИГАТЕЛИ GM LS-СЕРИИ С ТУРБОНАДДУВОМ». Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете.Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://lsenginediy.com/engine-block-options-for-building-big-inch-ls-engines/
По мнению инженеров GM, эти элементы конструкции были включены для сведения к минимуму деформации цилиндра, тем самым максимизируя экономию топлива и долговечность при одновременном снижении выбросов. Что касается хот-роддеров, прочный блок обеспечивает отличную основу для получения надежной мощности. Все заводские блоки LS имеют общий 4.Расстояние между отверстиями 400 дюймов, высота деки 9,240 дюйма и диаметр главного подшипника 2,559 дюйма.
Малый блок Gen III / IV имеет такое же расстояние между отверстиями 4,400 дюйма, угол наклона цилиндров 90 градусов и отверстия подъемника 0,843 дюйма, что и двигатель Gen I, но на этом сходство заканчивается. Блоки LS имеют более высокие деки и приподнятые отверстия под кулачки, чтобы выдерживать более длинные ходы. Самый длинный ход GM, когда-либо использовавшийся в производстве малолитражных Chevy, составлял 3,750 дюйма; для сравнения, GM смог набить 4.000-дюймовый шатун в Gen IV LS7. (© GM Corp.)
В дополнение к сдерживанию сильных сил, связанных с внутренним сгоранием, блок должен также противостоять нагрузкам, создаваемым на его внешней стороне опорами двигателя, когда он качается из стороны в сторону при ускорении, замедлении и в поворотах. Стандартные и неоригинальные блоки LS включают ребра жесткости между бобышками опоры двигателя, чтобы минимизировать прогиб.
За последние несколько лет мы стали свидетелями появления на рынке нескольких блоков из железа, алюминия и даже заготовок для вторичного рынка.Помимо непревзойденной прочности, многие из последних отливок послепродажного обслуживания могут похвастаться приподнятыми положениями кулачков, раздвинутыми направляющими масляного поддона и очень толстыми стенками цилиндров, которые увеличивают рабочий объем и упрощают процесс сборки двигателя с большим дюймовым ходом. Тем не менее, для среднестатистической уличной / уличной сборки двигателя всегда возникает соблазн попытаться забить этот идеальный блок на свалке, и в этой главе описывается, на что следует обращать внимание. Некоторые из лучших блоков двигателя предлагаются непосредственно от GM Performance Parts, так как завод использует несколько алюминиевых и железных блоков с большим диаметром отверстия в легковых и грузовых автомобилях.Выбор правильного блока для вашего приложения — это всего лишь первый шаг. В этой главе также описываются процедуры обработки коротких блоков, которые имеют решающее значение для каждой сборки производительности.
Заводские алюминиевые и железные блоки легко идентифицируются по меткам, нанесенным на переднюю или заднюю часть блока, которые обозначают их смещение. Здесь показан блок объемом 6,2 л. Чугунные блоки с малым диаметром отверстия имеют маркировку «4,8 л / 5,3 л», потому что они используются в двигателях 4800 и 5300 Vortec.
СкучатьРегулировка хода двигателя для увеличения рабочего объема — это двусторонний подход, который включает увеличение диаметра отверстия и удлинение хода коленчатого вала.Тем не менее, основная часть увеличения рабочего объема происходит за счет установки кривошипа с длинным плечом, а увеличение диаметра отверстия оказывает менее существенное влияние. Например, двигатель грузовика Vortec объемом 6,0 л имеет внутренний диаметр 4 000 дюймов и ход поршня 3,622 дюйма. Увеличение диаметра канала ствола до 4,030 дюйма при сохранении хода штока приводит к увеличению рабочего объема с 364 до 370 кубических сантиметров. С другой стороны, стандартный диаметр цилиндра 4.000 дюймов в сочетании с коленчатым валом с ходовым механизмом на 4.000 дюймов дает рабочий объем 402 кубических сантиметра. Это не умаляет важности большего диаметра цилиндра, но его преимущества играют решающую роль в общей динамике двигателя, которая выходит далеко за рамки незначительного увеличения рабочего объема.
Когда впускной клапан открывается, он приближается к внешней половине стенки цилиндра. Следовательно, воздух, поступающий в канал через впускной канал, имеет тенденцию скапливаться к стенке цилиндра, что может ухудшить воздушный поток. Плоские углы клапана, используемые в архитектуре Gen III / IV, частично нивелируют этот эффект, но, тем не менее, это важное соображение. Хотя есть точка уменьшения отдачи, большие отверстия обычно помогают снять кожух с впускных клапанов, что, в свою очередь, улучшает поток воздуха через головки цилиндров.Более того, поскольку большие отверстия увеличивают расстояние между стенкой цилиндра и лицевой стороной клапана, они позволяют устанавливать клапаны большего диаметра, дополнительно увеличивая поток воздуха в точках высокого подъема. В конечном итоге толщина стенки цилиндра и расстояние между отверстиями блока ограничивают максимальный размер отверстия. Хотя расстояние между центрами отверстий блока не может быть изменено, как заводские, так и вторичные блоки LS предлагаются с различной толщиной стенок цилиндров. Как правило, блоки с более толстыми стенками, которые могут вместить большее отверстие, имеют более высокую цену.Тем не менее, выбор самого большого диаметра вашего кошелька обычно приносит дивиденды в лошадиных силах.
За исключением LS7 и LS9, в производственных блоках используются главные колпачки из порошкового металла. Одним из недостатков конструкции блока с глубокой юбкой является то, что она препятствует потоку давления в картере от одного пролета к другому. Чтобы улучшить поток, GM спроектировала дыхательные окна по бокам основных крышек.
Болтыподходят для серийных двигателей, но качественные основные шпильки — хорошая идея для любого двигателя с высокими рабочими характеристиками.Стандартные отверстия под болты имеют размер 7/16 дюйма, но их можно увеличить до 1/2 дюйма, если на повестке дня стоят шпильки большего размера.
Стандартные главные колпачки из порошкового металла исключительно прочные и могут безопасно выдерживать более 1000 л.с. Для дополнительной страховки за пределами этой точки такие компании, как Pro-Gram и Callies, предлагают заглушки примерно за 500 долларов.
Завод алюминиевых блоковСвидетельством ошеломляющих темпов разработки двигателей LS является то, что малоблок Gen III больше не производится, а Gen IV уже заменил его.Механически два поколения блоков похожи на 99 процентов, и почти все компоненты взаимозаменяемы между ними. За исключением блока 5,3 л, основное различие между ними заключается в том, что в блоках поколения IV используются сиамерные стенки цилиндров, которые могут вмещать отверстия большего диаметра.
Хотя GM производит почти вдвое больше двигателей серии LS из железа, чем из алюминия, все еще существует множество вариантов с алюминиевым блоком. С 1997 года GM произвела 5 штук.3L, 5.7L, 6.0L, 6.2L и 7.0L версии алюминиевых малогабаритных блоков LS. Общей чертой всех алюминиевых блоков LS является их превосходная долговечность. Хотя традиционалисты, выросшие на железных моторах Mouse, могут иметь некоторые оговорки относительно прочности этих устройств, алюминиевые блоки LS могут легко выдерживать более 700 л.с. Многие фабричные блоки преодолели эту отметку.
Несмотря на то, что очень сложно сломать стандартные колпачки, они начинают двигаться на отметке в 1000 л.с.Для борьбы с этим в блоки LS7 и LS9 встроена втулка, расположенная внутри двух внутренних основных отверстий для болтов.
LS1 / LS6
Отлитый из алюминия 319-T5 с использованием процесса полупостоянной формы, оригинальный 5.7L LS1 резко отличался от своего предшественника Gen I. Как и большинство серийных алюминиевых двигателей, малые блоки Gen III / IV включают в себя железные гильзы, которые либо отлиты, либо запрессованы в отверстия цилиндров. Это обеспечивает твердую поверхность для скольжения поршней, потому что алюминий слишком мягкий и без гильзы изнашивается очень быстро.К сожалению, это ограничивает максимальное внутреннее отверстие до 0,010 дюйма. С маленьким отверстием диаметром 3,900 дюйма, используемым в блоках LS1 и LS6, даже с ходом 4,125 дюйма это ограничивает рабочий объем до 396 кубических сантиметров. До того, как GM выпустила блок LS2 с сиамским диаметром 4 000 дюймов, единственным вариантом увеличения рабочего объема, превышающего 400 кубических сантиметров, была установка в блок гильз большего размера. Хотя это позволяет использовать отверстия диаметром до 4,125 дюйма, процесс наложения рукавов является чрезвычайно трудоемким и дорогостоящим. Он включает в себя удаление втулок приклада (а иногда и частей алюминиевого блока, которые удерживают втулки на месте), нагрев блока и затем вдавливание больших втулок на место.Более того, процедура имеет тенденцию искажать блок, поэтому после этого необходимо снять напряжение. Самым большим недостатком замены гильзы на блок является стоимость, так как стоимость деталей и работ может превышать 2500 долларов.
Масляные каналы на задней стороне малого блока Gen I необходимо заблокировать набором заглушек. Чтобы упростить процесс сборки, в заводских двигателях LS вместо этого используется одиночная блокирующая пластина. Блоки вторичного рынка обычно поставляются с собственными пластинами для конкретного применения.
Установочные втулки, используемые на LS7 и LS9, работают достаточно хорошо, но они не так надежны, как цельные установочные штифты на переборках.Процесс их установки включает просверливание небольшого отверстия между внутренним и внешним отверстиями для болтов, а затем запрессовку каждого дюбеля на место. Стоимость этого, включая выравнивание, составляет около 500 долларов.
Кривошипы Stroker увеличивают угловатость шатунов, поскольку они качаются из стороны в сторону в отверстиях цилиндров. Это может привести к контакту болтов штока с блоком прямо под цилиндрами. Блоки вторичного рынка имеют гораздо больше места в этой области, но с производственных блоков необходимо удалить часть металла с помощью шлифовального станка, чтобы создать достаточный зазор.
Кривошипы Stroker увеличивают угловатость шатунов, поскольку они качаются из стороны в сторону в отверстиях цилиндров. Это может привести к контакту болтов штока с блоком прямо под цилиндрами. Блоки вторичного рынка имеют гораздо больше места в этой области, но с производственных блоков необходимо удалить часть металла с помощью шлифовального станка, чтобы создать достаточный зазор.
Кроме того, специальная техника, необходимая для повторного втулки алюминиевого блока, не является чем-то, с чем могут справиться все механические цеха, и если ее не использовать должным образом, это может привести к серьезным проблемам с надежностью.В первые дни строительства модернизированных LS1 и LS6 блоки с повторно установленными втулками часто страдали от утечек охлаждающей жидкости и вздутых прокладок головки блока цилиндров из-за плохого уплотнения цилиндра. Несмотря на то, что правильно смонтированный блок может надежно поддерживать большое количество лошадиных сил, введение GM в 2005 году заводских блоков с большим отверстием Gen IV сделало замену рукава на отливку LS1 / LS6 очень необычной, неэкономичной и непрактичной. Примерно по той же цене, что и замена гильзы на блок LS1 / LS6, любители хот-родеров могут приобрести блок LS7 диаметром 4,125 дюйма непосредственно в GM Performance Parts.Аналогичным образом, 4000-дюймовый блок LS2 стоит 1100 долларов. Если вы наткнетесь на очень дешевый сердечник LS1 или LS6 и не планируете взломать отметку 400 ci для вашего проекта строкера, то, возможно, будет целесообразно создать его. Однако, если вашей целью является максимальный кубический дюйм, есть блоки по гораздо более разумной цене как от GM, так и от вторичного рынка.
Маленькие блоки Gen I полагаются на кулачковую кнопку или ограничитель, зажатый между кулачковой шестерней и носиком распределительного вала. Это предотвращает движение кулачка вперед на высоких оборотах.GM начала использовать фиксирующие пластины в LT1 и LT4, и эта тенденция перешла в конструкцию Gen III / IV.
LS2
Энтузиасты коллективно обрадовались, когда GM выпустила блок Gen IV LS2 в Corvette 2005 года. Как и малогабаритный блок 400 Gen I, LS2 имеет конструкцию с отверстием сиамского типа, которая исключает прохождение охлаждающей жидкости между соседними цилиндрами. Это позволяет устанавливать в блок гильзу цилиндра большего размера, в результате чего диаметр отверстия увеличивается с 3.От 900 до 4.000 дюймов. В сочетании с ходом 4000 дюймов блок LS2 обеспечивает 402 куб. Дальнейшее увеличение хода до 4,125 дюйма увеличивает рабочий объем до 415 кубических сантиметров. Хотя он обозначен как блок Gen IV, очень мало отличает его от конструкции Gen III. Изменения включают пересмотренные масляные галереи для обеспечения активной деактивации цилиндров, датчики детонации, которые были перемещены из впадины подъемника в сторону блока, и перемещение датчика положения распределительного вала с задней части двигателя на переднюю крышку привода ГРМ.
Привлекательность блока LS2 добавляет тот факт, что его диаметр отверстия достаточно большой, чтобы быть совместимым с головками цилиндров L92 с прямоугольными отверстиями от GM. Хотроддерам не потребовалось много времени, чтобы понять, что соединение блока LS2 с головками L92 позволило создать двигатель, доступный по цене и простой в сборке с выдающимся потенциалом мощности. Блок LS2, доступный всего за 1100 долларов от дисконтных дистрибьюторов GMPP, предлагает большой кубический дюйм по разумной цене.Блок LS2 также используется в L76, поэтому точнее называть его блоком для производства алюминия объемом 6,0 л. Для применений, требующих использования алюминиевого блока GM с замененными рукавами, использованный LS2 является идеальным кандидатом, так как это самый дешевый блок с сиамским отверстием и его можно найти на свалках менее чем за 500 долларов. Благодаря последним инновациям в технологии изготовления рукавов, блок LS2 может вмещать отверстие диаметром 4,190 дюйма с набором сухих втулок Darton и отверстие диаметром 4,200 дюйма с рукавами мокрого типа Darton.
Удаление заусенцев с острых краев блока не является обязательным шагом для большинства уличных двигателей, но оно действительно снимает напряжение с частей блока, чтобы предотвратить образование трещин.Меньше острых краев также означает меньше порезов и царапин на руках.
6,2 л
После алюминиевых блоков LS, доллар за доллар, трудно превзойти заводской блок GM 6.2L. Развивая достоинства блока LS2 на один шаг вперед, 6.2L может похвастаться такой же сиамской конструкцией стенок цилиндра, но с увеличенным диаметром 4,065 дюйма. В сочетании с ходом 4,125 дюйма этот блок с большим диаметром цилиндра доводит общий рабочий объем до 428 Ки. Добавьте сюда тот факт, что его можно купить совершенно новым за очень разумные 1400 долларов через GMPP, и неудивительно, что 6.Блок 2L — одна из самых популярных основ ходового мотора LS. Блок был представлен в L92 Cadillac Escalade 2007 года, но с тех пор он был установлен в Corvettes C6 с двигателем LS3, а также в Camaros пятого поколения с двигателями LS3 и L99.
Самая большая разница между блоком Gen IV и более ранним блоком Gen III заключается в способности Gen IV поддерживать оборудование, необходимое для смещения по требованию (DOD). Эта функция используется в некоторых двигателях LS для отключения четырех из восьми цилиндров двигателя для увеличения расхода топлива.В системе используется сборка масляного коллектора подъемника (LOMA), установленная вместо стандартной плиты подъемника с выемкой. Четыре электрических соленоида в LOMA подают давление масла на подъемники на цилиндрах 1, 4, 6 и 7, что заставляет их разрушаться и оставаться закрытыми, когда кулачки перемещаются по подъемникам. Пересмотренные масляные каналы и дополнительное пространство, необходимое для LOMA, побудили переместить датчики детонации из впадины подъемника по бокам блока и переместить датчик положения распределительного вала с задней части двигателя вперед.(© GM Corp.)
LS7
Для тех, кто ищет максимальный рабочий объем, упакованный в легкий алюминиевый корпус, блок LS7 — самый лучший вариант. Используя запрессованные чугунные гильзы цилиндров вместо литых, GM удалось увеличить диаметр отверстия LS7 до 4,125 дюйма. Даже в стоковой отделке такое большое отверстие в сочетании с ходом 4000 дюймов дает 427 кубических сантиметров, как у большого блока. Переместите блок дальше до 4,125 дюйма, и вы получите классные 441 ci. Дополнительным усилением блока LS7 являются основные стальные заглушки с шпонками.Однако атрибуты блока LS7 имеют жесткую цену, так как он продается за 3000 долларов через дистрибьюторов GMPP. Кроме того, несмотря на то, что он способен поддерживать мощность 700 л.с., существует риск растрескивания тонких гильз цилиндра при превышении этого показателя. Если вы настаиваете на отверстии диаметром 4,125 дюйма или больше в алюминиевом блоке при таком уровне мощности, более надежной альтернативой является повторная втулка блока 6,0 л или 6,2 л с гильзами из ковкого чугуна, поставляемыми на вторичный рынок, которые почти в три раза прочнее, чем гильзы серого чугуна GM.
Блоки LS имеют традиционную схему расположения болтов колокола с шестью болтами, но с небольшим поворотом. В серийных блоках LS отверстие под болт в правом верхнем углу (стрелка) отсутствует, и оно заменено другим отверстием в самом верху шаблона, которого нет в блоках поколения I. Следовательно, трансмиссии, предназначенные для любого двигателя, крепятся как к двигателям LS, так и к двигателям Mouse, но с отсутствующим одним из болтов. В блоках для вторичного рынка, таких как GMPP LSX, обычно просверлены все семь отверстий и нарезана резьба.
Открытие отверстия не только увеличивает рабочий объем, но и создает дополнительное пространство для больших клапанов и улучшает поток в головке блока цилиндров, перемещая стенку цилиндра дальше от клапанов. Чтобы установить головки цилиндров с большими впускными клапанами размером 2,165 дюйма, как в отливках L92, GM пришлось увеличить диаметр цилиндра до 4,065 дюйма.
LS9 / LSA
При мощности 638 л.с. LS9 с наддувом является самым мощным из когда-либо производившихся двигателей GM.Чтобы выдержать суровые условия принудительной индукции, инженеры определили, что тонкие стенки цилиндра блока LS7 не будут соответствовать их стандартам прочности. Решение заключалось в усилении существующего блока 6,2 л, используемого в L92 и LS3, чьи более толстые стенки цилиндра обеспечивали большую жесткость. Чтобы еще больше уменьшить деформацию блока, блок LS9 отлит из более прочного алюминиевого сплава 319-T7 и имеет более крупные переборки. Поскольку Corvette ZR1, LS9 создан для мощности, производится в относительно небольших объемах, найти блок LS9 на вторичном рынке маловероятно.Однако он предлагается через GMPP за 3300 долларов. Блоки LSA, используемые в Cadillac CTS-V, очень похожи на LS9, но имеют железные главные колпачки вместо стальных заготовок. GM оценивает блок LSA на 100 л.с. меньше, а продается он за 2400 долларов.
Сборка подъемника, используемая в двигателях DOD, состоит из корпуса, состоящего из двух частей, внутренняя часть подъемника которого скользит внутри внешней части. Во время нормальной работы подпружиненный штифт фиксирует внутренний корпус на месте. Когда DOD активирован (слева), соленоиды, установленные в LOMA, разблокируют штифт посредством давления масла, и сила клапанной пружины заставляет внутреннюю часть подъемника разрушаться.Когда DOD и давление масла в соленоидах деактивируются (справа), пружины в верхней и нижней части внутренней втулки подъемника толкают ее вверх, а подпружиненный штифт фиксирует ее на месте. В двигателях DOD кулачки можно менять местами, если высота подъема клапана ограничена 0,550 дюйма. Чтобы установить больший кулачок, можно полностью исключить DOD с помощью крышки подъемника LS2 и стандартных подъемников LS. (© GM Corp.)
C5R
Если деньги не имеют значения, то блок C5R — это лучшая отливка из алюминия GM.Разработанный для заводской программы гонок на выносливость C5R GM, этот блок доказал свою надежность на престижных площадках, таких как LeMans и Daytona. Хотя его цены в 7000 долларов достаточно, чтобы заставить любого ахнуть, на эти деньги можно купить блок, который может безопасно поддерживать более 900 л.с. Он отлит из алюминиевого сплава 356-T6M с использованием процесса горячего изостатического давления, при котором блок помещается в вакуумную камеру для удаления пористости и загрязнений, а затем в процессе термообработки создается давление 30 000 фунтов на квадратный дюйм с помощью азота.В результате получается блок с исключительной целостностью материала, долговечностью и прочностью. По всему блоку залиты дополнительные ребра жесткости, чтобы придать конструкции дополнительную жесткость. Имея ту же высоту деки, расстояние между отверстиями и диаметр корпуса главной шейки, что и другие блоки LS, C5R полностью совместим со всем стандартным оборудованием Gen III / IV. Он может вместить 4,160-дюймовое отверстие, что дает 449 ci в сочетании с 4,125-дюймовым ходом поршня. Другие меры по укреплению включают основные стальные колпачки с шпонками и 4340 стальных шпилек, которые входят в комплект поставки блока.
5,3 л
Хотя большинство блоков LS 5,3 л изготовлены из чугуна, GM производит алюминиевые версии для LS4, LM4 и L33. Как и железные блоки объемом 5,3 л, алюминиевые блоки имеют одинаковое отверстие диаметром 3,780 дюйма. В отличие от своих железных аналогов, которые можно просверлить до 3,900 дюйма, металлические вкладыши в алюминиевых блоках объемом 5,3 л можно открыть только на 0,010 дюйма. Это сильно ограничивает потенциал смещения, и, следовательно, они не являются популярными основами для сборок с ходоками. Кроме того, они стоят почти столько же, сколько алюминиевые блоки большего диаметра на рынке бывших в употреблении, что дает еще одну причину, по которой их следует избегать.
Было выпущено несколько версий блока LS1 / LS6, но все они очень похожи. GM пересмотрела масляные галереи в задней части блока в 1999 году, а в 2001 году в основных перемычках были отлиты новые дыхательные отверстия, чтобы улучшить поток газов через картер. (© GM Corp.)
Завод железных блоковКонечно, легко соблазниться легким алюминиевым блоком, но заводское чугунное литье, используемое в грузовиках и внедорожниках GM, предлагает наибольшую отдачу от всех существующих блоков Gen III / IV.Хотя они называются двигателями Vortec, двигатели грузовиков GM имеют ту же архитектуру Gen III / IV, что и их стабильные собратья, обозначенные LS. Следовательно, почти все компоненты двигателей легковых и грузовых автомобилей GM взаимозаменяемы. Единственным недостатком железных блоков Vortec является то, что они весят примерно на 70 фунтов больше, чем алюминиевые отливки. Тем не менее, они все еще на 30 фунтов легче, чем малые блоки первого поколения, и этот дополнительный вес дает существенно более прочный блок, который практически неразрушим. Некоторые производители двигателей утверждают, что блоки Vortec прочнее священного блока C5R, и энтузиасты часто с большим успехом доводят их до отметки в 1000 л.с.Эти факторы сделали железные блоки Vortec чрезвычайно популярными в системах с азотом и принудительной индукцией. Лучше всего то, что эти железные блоки составляют часть стоимости сопоставимого алюминиевого блока, поскольку GM производит вдвое больше двигателей из железа Gen III / IV, чем алюминиевых двигателей.
Для алюминиевого строкера с большим дюймовым комбо сложно превзойти стоимость блока LS2 с диаметром 4 000 дюймов и блока 6,2 л с диаметром 4,065 дюйма. Оба могут вмещать более 400 кубических сантиметров, а их большие отверстия делают их совместимыми с головками цилиндров новейшего производства и послепродажного обслуживания.LS2 продается по GMPP за 1000 долларов, а блок 6.2L стоит 1400 долларов. (© GM Corp.)
GM производит железные моторы Vortec в конфигурациях 4,8 л, 5,3 и 6,0 л. Блок 6.0L, используемый в LQ4, LQ9 и LY6, наиболее популярен среди хот-роддеров. Он имеет диаметр отверстия 4000 дюймов и может быть куплен совершенно новым за 800 долларов. Он может безопасно вмещать 4,030-дюймовое отверстие и подходит для 421 ci в сочетании с 4,125-дюймовым ходом. Тем не менее, многие хот-роддеры предпочитают придерживаться стандартной 4.Диаметр отверстия составляет 000 дюймов, поэтому на стенках цилиндров остается много мяса для будущих ремонтов. С другой стороны, большинство алюминиевых блоков LS не предлагают такой роскоши. Для дальнейшего повышения их стоимости, осторожные покупки на местных свалках или в Интернете могут помочь найти полные бывшие в употреблении длинные блоки 6,0 л за 1000 долларов, что составляет небольшую часть стоимости алюминиевого двигателя LS.
Благодаря вместительному 4,125-дюймовому внутреннему диаметру LS7, GM смогла оснастить двигатель огромными 2,200-дюймовыми впускными клапанами. Такое большое отверстие достигается за счет толщины стенок цилиндра, поэтому, если в планах требуется заменить заводской алюминиевый блок, отливка LS2 является более доступной альтернативой.(© GM Corp.)
Главные колпачки из стальной заготовки, используемые в блоке LS7, имеют увеличенные окна для улучшенной вентиляции картера, что, по утверждению GM, снижает насосные потери. GMPP была так довольна их производительностью, что компания скопировала их дизайн в блоке LSX. (© GM Corp.)
Для экономных хотродеров, которых не интересуют максимальные кубические дюймы, железный блок диаметром 3,780 дюйма, используемый в двигателях Vortec объемом 4,8 л и 5,3 л, является идеальной основой для экономичной сборки.Хотя маленькие цилиндры блока могут показаться огромным недостатком, они имеют достаточную толщину стенок, чтобы открыть их до 3 900 дюймов. Это означает, что блок совместим с множеством стандартных поршней LS1 со стандартным диаметром цилиндра и может обеспечить 396 кубических сантиметров в сочетании с ходом поршня 4,125 дюйма. Полные длинные блоки 4,8 л и 5,3 л продаются на рынке бывших в употреблении за 500 долларов, а голые блоки можно купить еще дешевле. Учитывая, что GM производит больше 4,8-литровых и 5,3-литровых двигателей Vortec, чем любой другой малоблочный LS, свалки будут заполнены этими недорогими драгоценными камнями в течение очень долгого времени.
Блоки вторичного рынкаКакими бы хорошими ни были серийные блоки GM, существует практический предел их мощности и рабочего объема. Потребность в блоках Gen III / IV для вторичного рынка возникла рано, так как непрерывный прогресс в технологии головки блока цилиндров означал, что жесткость блока и недостаток кубических дюймов часто были ограничивающими факторами при производстве мощности. К счастью, такие компании, как World Products, Dart и GM Performance Parts, все активизировали свои собственные блоки вторичного рынка.
Некоторые из характеристик, которые обычно предлагаются послепродажными блоками, включают улучшенную прочность литья, более крупные картеры, утолщенные стенки цилиндров, каналы для приоритетной смазки, более длинные гильзы цилиндров, приподнятые отверстия распределительных валов и более высокую высоту деки. Все это равносильно дополнительному зазору для движущихся частей, повышенной прочности, а также большей мощности и потенциалу перемещения. В некоторых блоках также предусмотрены два дополнительных отверстия для болтов в головке вокруг каждого цилиндра — в положении «12 часов» и «6 часов» — для улучшения зажимного усилия и уплотнения прокладкой при использовании с головками цилиндров с шестью болтами.Кроме того, блоки послепродажного обслуживания обычно декорируются и выравниваются перед отгрузкой, поэтому единственная машинная работа, которая им требуется, — это растачивание (при желании) и чистовая шлифовка. По сути, это позволяет тратить деньги на оборудование, а не на рабочую силу. Для комбинаций двигателей LS с объемом двигателя около 500 кубических сантиметров и мощностью более 1000 л.с. идеальной основой для удержания всего на месте является блок вторичного рынка, а также прокладка при использовании с головками цилиндров с шестью болтами. Кроме того, блоки послепродажного обслуживания обычно декорируются и выравниваются перед отгрузкой, поэтому единственные машинные операции, которые им требуются, — это растачивание (при желании) и чистовая шлифовка.По сути, это позволяет тратить деньги на оборудование, а не на рабочую силу. Для комбинаций двигателей LS с объемом двигателя около 500 кубических сантиметров и мощностью более 1000 л.с. блок послепродажного обслуживания является идеальной основой для удержания всего на месте.
Некоторые люди чесали в затылках, когда GM сообщила, что LS9 будет меньше по рабочему объему, чем LS7, но инженеры определили, что стенки цилиндров LS7 слишком тонкие, чтобы выдерживать 638 л.с. и выдержать строгие заводские испытания на долговечность.Решение заключалось в использовании блока с внутренним диаметром 4,065 дюйма меньшего размера, что позволило получить более толстые стенки цилиндров. (© GM Corp.)
LSX Bowtie
Разработанный с помощью легенды NHRA Pro Stock Уоррена Джонсона, блок GM Performance Parts LSX Bowtie поддерживает более 2500 л.с. и стоит 2200 долларов. Эта прочная отливка из чугуна может вмещать 4,250-дюймовое отверстие и доступна с высотой деки 9,260 или 9,720 дюйма. Версия с короткой колодой может проглотить 4.Ход поршня 250 дюймов, а версия с высокой декой может работать с ходом 4500 дюймов, что дает значения рабочего объема 482 и 511 Ки соответственно. Как и блок LS7, LSX оснащен стальными главными крышками с шпонками. Другие изменения включают усиленный туннель распредвала, два дополнительных отверстия для болтов в головке на цилиндр и приоритетные главные масляные галереи, которые направляют масло в основные подшипники перед подъемниками и распределительным валом. Для сравнения: стандартное масло направляет масло к кулачку и подъемникам перед магистралью.
В семействе LS модель Vortec 5.Алюминиевый блок 3L часто считается наименее желанным блоком для гребца. Он отлично работает со стандартными автомобилями, для которых он был разработан, но его тонкие гильзы цилиндра и крошечный диаметр отверстия делают его плохим выбором в качестве основы для двигателя. (© GM Corp.)
Поскольку для производства тысяч лошадиных сил часто требуется очень специализированное оборудование, LSX можно соответствующим образом адаптировать для таких целей. Интегрированные монтажные отверстия позволяют прикрепить переднюю пластину двигателя к блоку, а отверстия подъемника могут быть увеличены до 1.060 дюймов для бронзовых втулок или более крупных подъемников. Точно так же туннель кулачка можно просверлить, чтобы разместить 60-миллиметровый сердечник кулачка, а отверстия под болты головки можно увеличить для шпилек 0,5 дюйма. Кроме того, передние отверстия для подачи масла могут быть заблокированы или ограничены для улучшения смазки при работе механического кулачка, а передняя часть блока может быть обработана для установки синхронизатора с ременным приводом.
Для максимальной гибкости конечного пользователя в настройке размеров отверстия и хода блок LSX покидает литейный завод с 3.Диаметр цилиндра 880 дюймов. Это позволяет производителям двигателей растачивать блок до желаемого диаметра. Тем не менее, GMPP также предлагает две версии блока LSX с короткой декой, которые полностью скучны и отточены. Эти блоки доступны с диаметром отверстия 4,065 или 4,185 дюйма, и они имеют диаметр 9,240 дюйма. По сравнению с серийным литьем, единственным недостатком LSX является вес: блоки с короткой платформой составляют 225 фунтов, а блоки с высокой платформой — 250 фунтов. С другой стороны, если вы производите достаточно лошадиных сил, чтобы оправдать такой прочный блок, несколько лишних килограммов не сильно повлияют на производительность.
RHS
Многие хот-роддеры были застигнуты врасплох, когда компания, наиболее известная производством головок блока цилиндров послепродажного обслуживания, объявила, что разрабатывает новую отливку блока, но гоночный блок LS от Racing Head Service — очень впечатляющая работа. При весе в 119 фунтов, что всего на волосок больше, чем у серийного блока LS7, алюминиевое литье RHS обеспечивает исключительную прочность в легком корпусе.
Хотя компания не публикует официальную оценку мощности, ее гоночный блок LS доказал свою надежность в двигателях мощностью более 2000 л.с.Доступный с высотой деки 9,240 и 9,750 дюймов, блок RHS отлит из алюминия A357-T6 и усилен структурными ребрами жесткости по всей поверхности. Хотя ее максимальный размер отверстия ограничен 4,165 дюйма, версия с высокой платформой оснащена гильзами длиной 6,380 дюйма, которые могут выдерживать ход поршня 4,600 дюйма и 501 кубический дюйм. В блоке RHS со стандартной декой используются более короткие 5,870-дюймовые гильзы цилиндров, но он по-прежнему может выдерживать давление до 449 ci. Для облегчения установки длинноходных кривошипов в блоке RHS в нижней части картера есть выемки для увеличения зазора между болтами штока, а отверстия под кулачки приподняты.386 дюймов. В дополнение к использованию приоритетной основной смазки, боковой масляный канал был перемещен за борт блока. Это не только обеспечивает дополнительный зазор в штоке, но и упрощает подключение масляной системы с сухим картером, так как проход имеет резьбу для подачи -12AN.
Когда дело доходит до абсолютной прочности, железный блок Vortec 6.0L является лучшим соотношением цены и качества среди всех стандартных блоков и блоков вторичного рынка. Поскольку блок Gen III изначально был спроектирован как отливка из алюминия, он имеет большое ребро жесткости для уменьшения прогиба.Отливайте тот же дизайн из железа, и в результате получается блок, который весит на 70 фунтов больше, но может выдерживать более 1000 лошадиных сил. На высоких уровнях мощности железные блоки обычно обеспечивают более качественное кольцевое уплотнение, чем алюминиевые блоки. Лучше всего то, что подержанный блок Vortec 6.0L можно купить менее чем за 500 долларов. (© GM Corp.)
Поддерживают конкурентоспособность блока: отверстия под кулачок, которые можно увеличить до 60 мм, отверстия подъемника, способные вместить подъемники 1,060 дюйма, основные стальные крышки из заготовок и приспособления для шестиболтовых головок цилиндров.RHS включает в себя основные шпильки ARP с гоночным блоком, и, при необходимости, отверстия для основных шпилек могут быть открыты до 0,500 дюйма. Чтобы уменьшить сопротивление воздуха, основные окна крышки были переработаны, и, как и блок LS9, блок RHS может быть оснащен поршневыми масляными распылителями. Хорошо понимая, что блок RHS понравится как энтузиастам стрит / стриптиз, так и заядлым гонщикам, инженеры снабдили его монтажными отверстиями, совместимыми с креплениями в стиле Gen I / II и Gen III / IV, а также пластиной двигателя. Отливка такого калибра стоит недешево, и цена на блокировку RHS составляет 4900 долларов.Он доступен в виде отверстия 4,100 дюйма, которое требует как расточки, так и хонингования, отверстия 4,120 или 4,160 дюйма, которое требует только чистового хонингования, или полностью обработанного узла в отверстиях 4,125 или 4,165 дюйма, готовых к окончательной сборке прямо сейчас. коробки.
Одним из самых больших преимуществ блоков вторичного рынка перед производственными блоками является их распределенные направляющие масляного поддона. Это позволяет им воспринимать длинные ходы без необходимости шлифовать их для получения зазора. Даже с 4.Ход 500 дюймов, шатуны освобождают этот правый блок, оставляя свободное место.
World Products Warhawk
На протяжении десятилетий World Products выпускала блоки для вторичного рынка премиум-класса, поэтому выход компании на рынок LS был естественным. Блок Warhawk отлит из алюминия 357-T6 с высотой палубы 9,240 и 9,800 дюймов. Имея вес 133 фунта, он предоставляет хот-роддерам еще одну легкую альтернативу для больших кубических дюймов.
При максимальном диаметре ствола 4,155 дюйма, Warhawk со стандартной декой может иметь ход 4,125 дюйма, а вариант с высокой декой — до 4,500 дюймов. Это дает максимальные значения водоизмещения 447 и 488 Ки соответственно. Как и в большинстве блоков послепродажного обслуживания, в Warhawk используется приоритетная основная смазка, основные стальные колпачки с шпонками и два дополнительных отверстия для болтов в головке на цилиндр. Кроме того, кулачковые отверстия Warhawk могут быть увеличены до 60 мм, а в его картере предварительно сделаны выемки до 4 мм.Ход 250 дюймов. Чтобы оставаться на уровне 1500 л.с., на котором он рассчитан, блок Warhawk имеет значительно более прочные стенки цилиндров, чем у стандартных блоков. В конструкции водяной рубашки по периметру используется гильза из ковкого чугуна толщиной 0,080 дюйма (при внутреннем диаметре 4,125 дюйма), окруженная блочным материалом толщиной 0,300 дюйма. В производственном блоке LS7 используются гильзы толщиной 0,070 дюйма, заключенные в материал блока 0,170 дюйма. Блок Warhawk доступен в незавершенной форме с отверстиями диаметром 3,990 и 4,115 дюйма и стоит 4500 долларов.World Products также предлагает полностью обработанные версии с отверстиями 4,000, 4,030, 4,125 и 4,155 дюйма по цене от 4900 долларов.
При весе 250 фунтов железный блок LSX с высокой декой GMPP не является легким. Преимущество всей этой массы в том, что это, пожалуй, самый прочный блок послепродажного обслуживания. Он может выдерживать более 2500 л.с., а его толстые стенки цилиндра могут быть расточены до 4,250 дюйма. (© GM Corp.)
ERL
Один из самых уникальных блоков на рынке — Super Deck II LS2 от ERL.Компания начинает с заводского литья LS2, прикрепляет заготовки из алюминиевых заготовок к поверхностям палубы, а затем повторно устанавливает гильзы на блок с гильзами из ковкого чугуна Darton. Это увеличивает высоту деки с 9,240 до 10,200 дюймов, что позволяет установить ход поршня в 4,500 дюйма. В сочетании с максимальным диаметром отверстия 4.200 дюймов, комбинированный дает 500 кубических сантиметров. С точки зрения надежности вклинивание плиты настила между блоком и головками кажется безумным, но эта установка оказалась чрезвычайно прочной и долговечной в гонках с мощностью более 2000 л.с.ERL осталась безупречной, разработав крошечные четырехцилиндровые импортные гоночные двигатели, многие из которых производят более 1000 л.с., поэтому она кое-что знает о творческой модификации производственных блоков с пластинами настила для дополнительных кубических дюймов.
Darton, которые в три раза прочнее стандартных, и плиты настила ERL, которые удерживают их на месте, делают возможным продвижение такой большой мощности через модифицированный производственный блок. Конструкция плиты настила прикладывает зажимное давление прямо к верхней части гильз цилиндра, а не к поверхности деки, и болты головки затягиваются.Это направляет давление на меньшую площадь поверхности, что приводит к увеличению силы зажима. Ферменная конструкция плиты настила также передает нагрузки под поверхностью настила и между отверстиями цилиндров. Кроме того, ERL расширяет отверстия под болты головки до 0,500 дюйма, добавляет дюбели к переборкам коренных подшипников и заменяет стандартные железные основные крышки на стальные заготовки. Результатом всего этого является чрезвычайно прочный блок с превосходной прочностью и уплотнением прокладки головки блока цилиндров. Для тяжелых условий эксплуатации с принудительной индукцией компания рекомендует использовать меньший 4.125-дюймовое отверстие для увеличения толщины стенок цилиндра.
Как и многие конкурирующие блоки, блок LSX имеет два дополнительных отверстия для болтов в головке блока цилиндров, окружающих каждый цилиндр. У некоторых головок для вторичного рынка есть выступы, которые подходят к двум дополнительным отверстиям, но у производственных головок нет. Это не проблема, потому что необязательно использовать дополнительные отверстия, и производственные головки все равно будут прикручиваться. Другой вариант — приварить выступы к производственным головкам так, чтобы они совпадали с отверстиями для болтов.
Система Super Deck II продается в виде готовой короткоблочной сборки под ключ за 14 900 долларов США. Если вы предоставите собственное ядро LS2, ERL снизит общую сумму на 1000 долларов. В эту цену входит блок ERL, коленчатый вал Callies, полная внутренняя балансировка, поршни Wiseco, кольца, подшипники, основные крышки заготовок, основные шпильки, отверстия подъемника с втулками, переходные пластины впускного коллектора, более длинные шпильки и толкатели, а также кулачок, изготовленный по индивидуальному заказу. заявление. Все, что вам нужно добавить, это головки цилиндров, впускной коллектор и масляный поддон.ERL предлагает размеры отверстий от 4.000 до 4200 дюймов и адаптирует сжатие к любому выбранному вами соотношению.
Дротик
Без сомнения, алюминиевый блок LS от Dart является самым интересным и экзотическим на рынке. Он превращен из цельной заготовки из цельной алюминиевой заготовки 6061 в форму блока Gen III / IV. Это эквивалентно блоку из алюминия 7075, но с показателем удлинения в пять раз выше, чем у литого алюминия.Поскольку блок Dart обрабатывается на станке с ЧПУ, а не изготавливается из литейной формы, он может быть настроен на любой размер высоты деки, отверстия, туннеля кулачка, отверстия подъемника и корпуса главной шейки. Обладая способностью поддерживать мощность более 3000 л.с., этот блок, очевидно, предназначен только для самых экстремальных применений, где малая масса имеет первостепенное значение, а стоимость не имеет значения. Следовательно, в зависимости от варианта, цена блока LS заготовки Dart колеблется от 7000 до 9000 долларов.
Блок RHS отличается исключительной прочностью в легком алюминиевом корпусе.Для максимального контроля качества RHS проверяет все свои блоки с помощью компьютерной томографии перед их отправкой.
Версия блока RHS с высокой декой имеет очень длинные 6,380-дюймовые рукава, которые могут выдерживать ход поршня 4,600 дюймов. В нижней части цилиндров имеются выемки для увеличения зазора под болт штока. Это в значительной степени олицетворяет концепцию траты денег на оборудование, а не на рабочую силу.
Как и большинство блоков послепродажного обслуживания, литая часть RHS имеет выступающие отверстия под кулачки, которые можно увеличить до 60 мм.Большее отверстие в туннеле кулачка имеет двоякое преимущество. Во-первых, он позволяет шлифовать кулачок на сердечнике большего диаметра, чтобы уменьшить изгиб кулачка при высоких оборотах и высоком давлении пружины клапана. Во-вторых, он также предоставляет дополнительное пространство для размещения кулачков с большим подъемом лепестков.
МашиностроениеПрикручивание компонентов нижнего конца премиум-класса к блоку при некачественной работе станка — лучший способ испортить стопку деталей. Несмотря на то, что правильный выбор деталей имеет решающее значение для достижения поставленных целей по производительности, качественная работа машины не менее важна.Последствия плохой работы машины варьируются от чрезмерного расхода масла до снижения долговечности и снижения выработки мощности до катастрофического отказа двигателя.
Блок World Products Warhawk отлит из алюминия 357-T6 и весит 133 фунта. Он предлагается с высотой деки 9,240 и 9,800 дюймов с различными диаметрами ствола. Компания оценивает мощность блока в 1500 л.с. (Фото любезно предоставлено World Products)
По сути, оплата счета машиниста представляет собой оплату труда наличными, а не материальным продуктом, поэтому энтузиасты, естественно, не решаются это делать.Однако попытка скупить копейки на этапе механической обработки при сборке строкера может обречь двигатель на гибель до того, как начнется процесс сборки. Есть большая вероятность, что наименее дорогой механический цех в городе не выполняет работу наилучшим образом, но, с другой стороны, нет никаких гарантий, что жесткая механическая обработка позволяет купить качество. Именно здесь в игру вступает опыт местного сообщества хот-роддинга, который поможет вам найти уважаемый магазин. Естественно, знание того, что влекут за собой различные процедуры обработки, поможет вам определить, какие из них необходимы для сборки вашего двигателя, и сделает оплату за них более приемлемой.
Подготовка блока
Блоки вторичного рынка, новые блоки производства и блоки бывшие в употреблении — все они имеют разные потребности в обработке. Если вы просто обновляете двигатель, который, как вы знаете, в остальном находится в хорошей форме, или начинаете с совершенно нового блока, вы можете немедленно приступить к более серьезным операциям, таким как растачивание и укладка террасы. Однако, если вы спасли свой блок на свалке, обязательно проверьте его на наличие трещин, если только вы не планируете потратить тысячи долларов на обработку лома.Два недорогих и эффективных способа гарантировать отсутствие трещин в блоке — это магнитное плавление и испытание давлением. Магнафлюкс включает в себя замачивание блока в люминесцентном растворе, который выявляет трещины под флуоресцентным светом. Аналогичным образом, герметизация водяных рубашек и испытание под давлением каналов для охлаждающей жидкости может выявить внутренние трещины и проблемы пористости, которые трудно заметить при магнитофлюксе.
Блок ERL Super Deck II начинается как стандартная отливка LS2. Затем ERL удаляет стенки цилиндра приклада, вдавливает набор мокрых втулок Darton и закрывает их алюминиевой пластиной настила из заготовок, которая увеличивает высоту платформы до 10.200 дюймов. ERL усовершенствовала этот изящный трюк на импортных четырехцилиндровых двигателях малого рабочего объема.
В дополнение к увеличению высоты деки пластина деки ERL также усиливает верхнюю часть отверстий цилиндров. Хотя некоторые могут усомниться в долговечности блока, основанного на заводской отливке LS2, Super Deck II отлично справляется со многими гоночными моторами с мощностью около 2000 л.с.
Большинство заводских железных блоков LS могут безопасно обрабатывать отверстие диаметром 0,030 дюйма, а втулки в стандартных алюминиевых блоках обычно можно растачивать.010 дюймов без задоринки. Тем не менее, заводские процедуры литья не идеальны, поэтому акустическая проверка стенок цилиндров на достаточную толщину всегда является хорошей идеей, особенно с блоками, которые уже были перфорированы. Посылая звуковые волны в отверстия с помощью ручного зонда и считывая, как быстро они отражаются назад, звуковые контролеры могут определять толщину в любой заданной части стенки цилиндра. Наиболее важными областями для проверки являются основные упорные поверхности, а именно внутренняя стенка на стороне цилиндров со стороны водителя и внешняя стенка со стороны пассажира.Производители послепродажного обслуживания публикуют максимально рекомендуемые диаметры стволов для своих блоков, которые не должны превышаться, но поскольку некоторые хот-роддеры всегда бросают кости и пробуют, звуковая проверка является обязательной для тех, кто предпочитает игнорировать их советы.
После того, как вы определили, что блок прочный, его тщательная очистка не только сделает его красивым, но и упростит работу. Наиболее распространенный метод очистки блока — это горячая цистерна, при которой блок погружается или промывается под давлением в щелочном щелочном растворе для удаления жира и грязи.В большинстве случаев он работает достаточно хорошо, но не всегда полностью очищает водяные рубашки, нагар, ржавчину или окалину в сильно изношенных блоках. В таких случаях термическая очистка, когда блок обжигается примерно до 700 градусов, чтобы сжечь все загрязнения, является более эффективной альтернативой. Следующим этапом термической очистки является очистка блока носителем для удаления всего нагара, что также снимает напряжение с блока. Наконец, блок переворачивают, чтобы удалить всю металлическую дробь, оставляя после себя необработанное чугунное покрытие.
Расточка
По мере того, как мили набегают на двигатель, стенки цилиндров изнашиваются, принимая форму, которая уже не является идеально цилиндрической. К счастью, почти каждый производственный блок отлит с дополнительным материалом, который можно увеличить или просверлить, чтобы снова выровнять цилиндры без нарушения целостности блока. Поскольку заводские алюминиевые блоки LS имеют относительно тонкие гильзы цилиндров, часто бывает более практичным просто отшлифовать их до 0,005 дюйма. Точно так же блоки заводского изготовления не требуют очистки ствола и готовы к запуску после быстрой заточки.Блоки вторичного рынка, с другой стороны, бывают разных конфигураций. Некоторым требуется только чистовая заточка, другие уже готовы к работе, а необработанные отливки имеют отверстия меньшего размера, которые можно увеличить до желаемого размера.
Для увеличения высоты настила требуются более длинные шпильки с головкой, которые ERL включает в себя свои блоки. Отверстия для болтов также увеличены до 0,500 дюйма.
Растачивание блока не слишком сложно, но все же требует хорошего оборудования и квалифицированных рук.Расточная оправка хороша ровно настолько, насколько хорош ее оператор, и независимо от того, установлен ли блок прямо в приспособлении, он сверлит отверстие прямо вниз. Для более старых машин, которые регистрируют поверхность деки, очень важно убедиться, что поверхность полностью плоская, прежде чем начинать растачивание. Хотя с ними все в порядке, у них больше права на ошибку. Предпочтительным методом является использование расточного станка, который фиксирует осевую линию коленчатого вала, прикрепляя его к отверстиям коренных подшипников.Это гарантирует, что отверстия цилиндра перпендикулярны кривошипу.
Цилиндрыобычно растачиваются с точностью до нескольких тысячных дюйма от их окончательного диаметра отверстия, а затем оттачиваются в соответствии со спецификациями. Расточная оправка Rottler FA является одной из самых популярных в отрасли, и наиболее важным этапом ее настройки является центрирование консоли расточной оправки внутри стенки цилиндра. Это достигается путем выравнивания зазора между тремя пальцами, выходящими из прутка, с помощью щупа.Для установки ширины пропила используется очень точный индексирующий инструмент для установки глубины резца.
Хонингование
Растачивание очищает и выпрямляет стенки цилиндра путем удаления материала, а при хонинговании сглаживаются отверстия, обеспечивая гладкую поверхность для движения поршней и колец. Окончательная отделка позволяет кольцам правильно уплотняться, а также определяет величину трения, оказываемого на возвратно-поступательный узел.
Как правило, гонщики в поисках незначительного увеличения мощности предпочитают сверхгладкое покрытие, чтобы уменьшить сопротивление кольцу.Однако это не обязательно лучший подход для уличного паровоза. Хотя заточенное отверстие кажется гладким на ощупь, на самом деле отделка представляет собой серию мелких выступов и впадин. Поскольку впадины удерживают масло, более гладкая поверхность уменьшает глубину впадин. Большая часть износа двигателя происходит при холодном пуске, поэтому у уличных двигателей, которые испытывают обычные тепловые циклы, нужно жертвовать плавностью хода во имя долговечности. Здесь в игру вступает опыт вашего машиниста, поскольку песчинка камней, которые он использует, зависит от предполагаемого использования вашего двигателя.
Поскольку блоки цилиндров расположены под углом 90 градусов, перемещение головок вверх также перемещает их дальше друг от друга. Чтобы компенсировать это, ERL предоставляет переходные пластины для заготовок, которые заполняют зазор, который в противном случае существовал бы между головками цилиндров и впускным коллектором.
Когда-то считавшимся экзотическим, но в настоящее время распространенной практикой, является процесс прикручивания торсионной пластины к поверхности деки во время хонингования. Этот процесс имитирует деформацию, которую испытывает блок, когда головка цилиндра прикручивается на место, и это просто еще одна мера, используемая для того, чтобы отверстия были как можно более круглыми.Другая процедура, которая становится все более распространенной при строительстве уличных двигателей, — это хонингование на плато, или хонингование в несколько этапов. Как следует из названия, сначала используется начальный камень для хонингования, а затем несколько камней с более мелкой зернистостью на разных этапах сглаживают выступы на поверхности. В результате получается гладкая поверхность с более глубокими впадинами, которые улучшают удержание масла и смазку поршней и колец. В наши дни почти все двигатели работают на плато, и механики, как правило, в некоторой степени скрытны о том, какие камни они используют, которые варьируются от цеха к цеху.
В отличие от большинства блоков, которые отливаются из литейных форм, заготовка Dart 6061 изготавливается на станке с ЧПУ из цельной алюминиевой заготовки. В результате его критические размеры могут быть сопоставлены практически с любой конфигурацией.
Однако до сих пор ведутся споры относительно горячего хонингования. Он включает в себя нагрев хонинговального масла примерно до 200 градусов для имитации расширения блока при рабочей температуре. Как и в случае использования торсионных пластин, идея состоит в том, чтобы сделать отверстия как можно более круглыми, но мнения неоднозначны относительно того, дает ли это какие-либо преимущества.
Профнастил
Чтобы обеспечить надлежащее уплотнение головки блока цилиндров, поверхность блока часто покрывают или украшают, чтобы обеспечить гладкую, ровную поверхность для уплотнений и головок блока цилиндров. Как и в случае с растачиванием, очень важно, чтобы дека обрабатывалась перпендикулярно средней линии коленчатого вала. Поскольку в большинстве производственных блоков поршни находятся ниже платформы в ВМТ, высота платформы часто уменьшается для улучшения закалки и повышения степени статического сжатия.Если в планах предусматривается возможное повторное использование блока для будущих ремонтов, поршни следует оставить на несколько тысячных дюйма ниже поверхности палубы. Таким образом остается достаточно материала для последующих процедур настила.
Скорость резания расточной оправки зависит от того, сколько металла удаляется за один раз. При большем внутреннем диаметре стержень опускается медленнее, чем при меньшем внутреннем диаметре, и наоборот. Растачивание блока на 0,030 обычно занимает 40 минут.
На протяжении многих лет Sunnen HBS-2100 является отраслевым стандартом для настилов блоков.
Процесс настила начинается с размещения основных несущих переборок блока на стержне из стали квадратного сечения. Перед началом резки по поверхности деки в многочисленных точках проводят индикатор с круговой шкалой, чтобы убедиться, что она полностью плоская. Установка режущей головки на место требует деликатного прикосновения и большого опыта. Его опускают до тех пор, пока он не коснется поверхности деки, после чего машина приступит к работе.
Центровка-растачивание и хонингование
Основные принципы растачивания и хонингования аналогичны принципам стандартного растачивания и хонингования, но для основных крышек, а не для стенок цилиндров.Существует большая разница. Растачивание цилиндра — это обычная процедура восстановления, но поскольку кривошип работает на комплекте подшипников, центрирование требуется только для блоков, которые подверглись серьезному износу или имеют вращающиеся подшипники. Процесс влечет за собой удаление материала с сопрягаемой поверхности основных крышек, затягивание их до требуемого значения при снятом коленчатом валу, растачивание основных седел с точностью до нескольких тысячных долей дюйма от требуемого внутреннего диаметра и хонингование их остальной части. путь. Это гарантирует, что отверстия коренных подшипников совпадают от крышки к крышке, и исключает заедание кривошипа.
Во время процесса хонингования в наши дни стандартной практикой является привинчивание упорной пластины к поверхности деки, чтобы имитировать напряжение, которое головки цилиндров и болты оказывают на блок. В зависимости от размера отверстия и длины цилиндра машинист может установить частоту вращения и время выдержки хонинговального вала. Он шарнирно закреплен на нескольких универсальных шарнирах, что позволяет расположить его прямо в отверстии. Во время процесса хонингования слесарь позволяет блоку охлаждаться каждые 10-15 минут, чтобы предотвратить его деформацию.
Первый шаг в хонинговании заключается в установке регулировочных шайб под окончательный размер отверстия. Для максимальной точности машинист может выбирать между различными зернистыми камнями в зависимости от желаемой отделки.
Во время процесса настила скорость вращения ножа и скорость, с которой нож перемещается по деке спереди назад, регулируются вручную. После каждого смахивания индикатор с круговой шкалой используется для отслеживания прогресса, и весь процесс занимает около часа.
Главные крышки в большинстве серийных двигателей LS не удерживаются на месте установочными штифтами, поэтому они имеют тенденцию смещаться со временем. Даже в этом случае использованные блоки, которые не подвергались частым злоупотреблениям, обычно требуют только выравнивания-хонингования, и многие механики также любят выравнивать-хонинговать новые блоки.
Выравнивание-растачивание выполняется с помощью расточного приспособления Sunnen, которое присоединяется к хонинговальному станку Sunnen CH-100. Они являются отраслевым стандартом для растачивания и хонингования. Приспособление может быть сконфигурировано так, чтобы соответствовать схеме расположения болтов колокола практически любого двигателя, а расточная оправка скользит внутри пары втулок, которые находятся внутри передней и задней части сети, чтобы обеспечить прямолинейность.Штанга вращается с заданной скоростью, и машинист вручную прикладывает давление, чтобы определить, насколько быстро растачиваются крышки. Глубина фрезы устанавливается путем измерения со стороны блока магистрали, а колпачки растачиваются в несколько этапов до тех пор, пока они не станут на 0,0025 дюйма от окончательного диаметра основного отверстия. В результате процесса обычно остаются полосы шрапнели по краям шляпок, которые необходимо аккуратно снять фаску резаком. Чем больше подшипник контактирует с сетью, тем больше тепла он может рассеять в блоке, поэтому очень важна гладкая и ровная поверхность.Оператор регулирует натяжение камней с помощью дискового переключателя, и он может увеличивать давление небольшими приращениями, чтобы медленно достичь желаемого конечного диаметра. Процесс обычно занимает от 1 до 11 ⁄2 часа, и, если все будет сделано правильно, линия раздела между колпачком и блоком будет едва заметна.
Написано Барри Ключиком и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга.Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Подготовка блока двигателя к гонкам — основные процедуры
Вы когда-нибудь разбивали расходы, связанные с созданием нового гоночного двигателя? Или даже восстановить старый двигатель? Если вы были удивлены тем, сколько стоит просто подготовка блока к сборке, вы, конечно, не одиноки. Новые гонщики особенно часто удивляются тому, сколько времени уходит на подготовку нового блока двигателя, чтобы он был готов к гонкам.«В конце концов, — говорят они, — это новый блок, или он работал нормально, пока мы не взяли его для восстановления, — разве все это действительно необходимо?»
В этом месяце мы собираемся взглянуть на все «вещи», которые входят в подготовку блока, прежде чем к нему будет прикреплена первая часть. От чистки до расточки цилиндров и замерзания свечей: что важно, без чего можно обойтись (правда, немного) и что можно сделать самому?
Просмотреть все 7 фотографийКогда дело доходит до подготовки блока двигателя, большинство задач можно разделить на две категории.Называйте их как хотите, но их легко резюмировать, называя их «Основы» и «Дополнительная миля». Основы — это те процессы обработки, которые действительно должны выполняться только для того, чтобы двигатель работал нормально. Эти процессы включают растачивание и хонингование цилиндров, выравнивание хонинговальной магистрали и настил блока. Дополнительная миля включает в себя действия, которые позволяют выжать из двигателя все до последней капли доступной мощности. Эти задачи также увеличивают долговечность. К ним относятся правильная индексация отверстий подъемника, определение высоты туннеля кулачка относительно средней линии кривошипа и даже полировка масляных каналов.Независимо от того, потратите ли вы деньги на процедуры Extra Mile, решать вам, но если вы участвуете в гонках в более низких классах, вы обычно можете обойтись без них. Если вы участвуете в гонке с запасным блоком, часто не хватает дополнительного материала для исправления ошибок с помощью дополнительной обработки, поэтому вы просто должны сделать все возможное, используя то, что у вас есть. По мере прохождения процедур мы предполагаем, что имеем дело с новым блоком. Мы будем упоминать об этом специально, когда меняются критерии для восстановленного блока. Кроме того, спасибо KT Engine Development из Конкорда, Северная Каролина, за то, что они поделились с нами большей частью своего прайс-листа для этой статьи.
Не позволяйте названию вводить вас в заблуждение. Мы называем это «Основы», но это не значит, что процедуры обязательно просты. Вы можете собрать двигатель самостоятельно, но почти каждый из нас должен полагаться на слесаря, который позаботится о резке блока. Найдите кого-нибудь, кому вы доверяете, который выдержит самые жесткие допуски к вашему блоку. В конечном итоге это окупится.
Очистка Да, это необходимый шаг, даже если вы используете новый блок. Новые блоки часто могут иметь литейный шлак в трещинах и щелях, и это становится большой серьезной проблемой, если его не удалить перед сборкой.Это шаг, который вы определенно можете сделать самостоятельно. Если блок новый, все, что вам нужно, — это шланг для воды и множество щеток, чтобы все тщательно оттереть. Однако, если вы чистите реконструкцию, работа усложняется. Вам необходимо использовать горячую воду и очиститель, способный удалить жир и сажу, которая накапливается повсюду. Когда вы закончите, не забудьте нанести на все поверхности тонкий слой WD-40 или другого легкого масла, как только поверхность высохнет, чтобы предотвратить ржавчину.
Посмотреть все 7 фотографийПроизводители двигателей обычно берут около 120 долларов за очистку блока, и большинство гонщиков считают, что деньги потрачены не зря, чтобы избежать неприятностей. Изготовители двигателей обычно используют мягкую кислотную или щелочную промывку либо в горячем баке, либо в струйном опрыскивателе. Независимо от того, решите ли вы сделать это самостоятельно или поручите свою моторную мастерскую выполнять эти обязанности, убедитесь, что заглушки замораживания и галереи удалены заранее, чтобы все, что спрятано за ними, могло вылезти наружу. После завершения всех процессов обработки блок необходимо снова очистить, чтобы избавиться от накопившихся машинных масел и металлических осколков, оставшихся после резки.
Звуковые испытания и испытания под давлением Нет смысла выполнять машинную работу с блоком, который может даже оказаться непригодным для использования. Вот почему разумно испытать блок звуком, прежде чем прилагать к нему много усилий. Звуковое тестирование может быстро и легко определить толщину стенок цилиндра. Это важно даже для нового блока, потому что сдвиг сердечника может привести к тому, что одна сторона стенки цилиндра станет слишком тонкой. Производитель двигателей Питер Гилд из PME Engines говорит, что ему нравится видеть толщину стенок цилиндра не менее 0.275 дюймов. Акустический тестер также способен обнаружить блок, который слишком далеко ушел, чтобы его можно было восстановить заново.
Если у вас есть замораживающие пробки, рекомендуется также испытать блок под давлением перед началом крупных проектов. Испытание под давлением проводится путем заполнения водяных рубашек и последующего добавления давления воздуха, чтобы увидеть, есть ли какие-либо трещины или утечки. Оба эти процесса следует повторить после того, как вся работа с машиной будет сделана, чтобы убедиться, что вы не отрезали слишком много. Многие механики говорят, что они видели ситуации, в которых кусок литейного шлака, который был выбит во время одной из процедур резки, открывал точечное отверстие в водяной рубашке.Единственный способ уловить это — окончательная проверка давления перед сборкой двигателя.
Выравнивание-хонингование основных отверстий Выравнивание основных отверстий для шейки кривошипа должно быть первой выполняемой операцией механической обработки, потому что в идеале любая другая операция обработки должна проводиться за пределами центральной линии кривошипа. Поскольку кривошип не находится в блоке, эта точка определяется отверстием корпуса. Когда это будет сделано, колпачки должны быть правильно установлены на блок и затянуты на место.Также рекомендуется прикрутить старый корпус масляного насоса на место, чтобы имитировать создаваемое искажение.
Процесс центровки основных отверстий обеспечивает правильность внутреннего диаметра корпуса отверстия и идеальное совмещение всех отверстий, что исключает чрезмерный износ подшипников на высоких или низких точках. Хороший машинист раскручивает блок на 180 градусов во время процесса и пропускает хонингование через отверстия в противоположном направлении за несколько проходов. Это обеспечивает идентичность всех отверстий и отсутствие провисания расточной оправки.Обычно эта процедура стоит 225 долларов.
Посмотреть все 7 фотографийРастачивание и хонингование Растачивание — это процесс отрезания металла твердосплавным режущим инструментом. Хонингование почти такое же, за исключением того, что используется камень, и вы имеете дело с гораздо меньшими приращениями.
Растачивание и хонингование — это не просто вырубка отверстий цилиндров до большего размера. Вы должны убедиться, что каждый цилиндр является идеально круглым и прямым (перпендикулярно средней линии кривошипа). При расточке блока машинист должен использовать приспособление, которое устанавливает блок на седла кривошипа, и другое приспособление, которое определяет правильное место для каждого цилиндра (обычно пластина B-H-J Bor-Tru).Это может помочь исправить несоосность отверстия цилиндра на заводе. Обычно отверстия просверливаются в пределах примерно 0,005 или 0,006 дюйма от конечного диаметра.
Последняя часть материала остается нарочно для удаления в процессе хонингования. При правильном хонинговании отверстия остается мелкая штриховка впадин, в которых скапливается масло. Идеально гладкая стенка цилиндра очень быстро изнашивает кольца. Что касается гонок, убедитесь, что ваш машинист установил динамометрическую пластину перед хонингованием. Тормозная пластина имитирует растяжение, вызванное затягиванием головки блока цилиндров на место.Кроме того, вы должны использовать прокладку головки между блоком и тормозной пластиной, чтобы должным образом имитировать напряжение, вызванное головкой блока цилиндров. Прокладка головки должна быть того же типа, что и в окончательной сборке. Гилд говорит, что он видел отклонения, вызванные хонингованием с использованием прокладки головки блока цилиндров стандартного состава, а затем построением двигателя с прокладкой из многослойной стали (MLS). Обычно хонингование выполняется серией постепенно более мелких камней (обычно трех) и занимает некоторое время. Вот почему процесс расточки и хонингования цилиндров может стоить 300 долларов и более.
При ремонте, если двигатель не был поврежден, часто можно обойтись легкой повторной хонинговкой, которая удаляет всего 0,0005 дюйма. Этого достаточно, чтобы протравить стенки цилиндра, но удаляет так мало, что вам не нужно увеличивать размер поршня.
Посмотреть все 7 фотографийУкрашать блок Профнастил — это процесс обрезки части блока, с которой сопрягаются головки цилиндров. Это важно по нескольким причинам. Во-первых, часто бывает необходимо удалить какой-то материал с этой части блока, чтобы «выровнять» головки блока цилиндров.Палуба блока должна быть перпендикулярна средней линии коленчатого вала. В V-8 деки с обеих сторон блока расположены под углом 90 градусов друг к другу. Блок также должен быть украшен, чтобы обеспечить хорошую ровную поверхность, чтобы можно было добиться хорошего уплотнения прокладкой.
Наконец, блок часто необходимо декорировать, чтобы достичь нужной высоты настила. Высота деки — это расстояние от центральной линии кривошипа до поверхности деки. Обычно высота платформы устанавливается всего на несколько тысячных долей выше верхней части поршня, когда она находится в ВМТ.Манипулирование высотой настила блока помогает добиться сжатия, а также обеспечивает надлежащую зону закалки. Закалка — это когда поршень находится в пределах от 0,060 до 0,045 дюйма от деки головки (включая толщину прокладки). Правильная зона закалки способствует хорошему движению смеси воздух / топливо и более эффективному сгоранию. Каждый раз, когда вы меняете высоту платформы, вы также должны убедиться, что остается достаточный зазор между поршнем и клапаном. Кен Траутман из KT Engine Development говорит, что укладка нового блока обычно стоит около 175 долларов.
Выровняйте-проточите / затачивайте туннель кулачка Туннель кулачка должен быть выровнен-расточен или, по крайней мере, отточен на новом блоке по тем же причинам, что и основные колпачки / седла. Однако, как только он будет правильным, этот процесс обычно не требуется повторять. В отличие от основных цапф, где детонация может вызвать деформацию, отверстия кулачков не испытывают слишком большого напряжения. При ремонте туннель кулачка следует отточить, если имеется подшипник вращающегося кулачка.
Многие производители двигателей по возможности используют распределительные валы увеличенного размера, чтобы снизить вероятность его прогиба.Это требует увеличения отверстий кулачков даже больше, чем обычно. То же самое верно, если вы собираетесь установить подшипники роликовых кулачков. Хонингование отверстий кулачка обычно стоит около 40 долларов или около того, но если вам требуется, чтобы механик увеличил диаметр отверстия на 0,010 или более, ожидайте, что цена подскочит ближе к 75 долларам.
Как указывалось ранее, шаги в категории «Дополнительная миля» не помешают вашему двигателю работать, но в некоторой степени помогут вам получить преимущество. Это может быть мощность, повышенная долговечность или небольшая разница в управляемости вашего автомобиля.Эти процессы недешевы, поэтому, если вы участвуете в гонках более низкого класса, вы, вероятно, найдете более эффективные способы потратить свои деньги. Однако, если вы участвуете в гоночной серии, где конкуренция является жесткой, эти процессы могут быть необходимы, чтобы не отставать от лучших автомобилей.
Посмотреть все 7 фотографийЦентровка клапанного механизма Фактически это включает два шага — правильное расположение отверстий под кулачки и подъемных отверстий, — но они работают рука об руку. Ранее мы упоминали растачивание и хонингование туннеля кулачка, которое делается для обеспечения правильного размера отверстий и их совмещения друг с другом.Выравнивание клапанного механизма делает еще один шаг вперед, гарантируя, что центральная линия распределительного вала находится на правильном расстоянии от средней линии кривошипа. Это может быть немного отключено на серийно выпускаемых блоках и может повлиять на синхронизацию кулачка.
Правильное выравнивание отверстия подъемника обычно достигается с помощью приспособления B-H-J, которое работает почти так же, как и приспособление, которое центрирует отверстия цилиндра. Если отверстие подъемника не выровнено, многие производители двигателей могут развернуть его, вставить втулку, а затем заново прорезать отверстие подъемника в нужном месте.Это может помочь в нескольких областях. Во-первых, улучшенное выравнивание подъемника и выступов кулачка помогает обеспечить их надлежащий износ, что является проблемой при использовании сегодня высоких жесткости пружины. Во-вторых, при проектировании кулачка предполагается, что подъемники находятся в правильных местах. Если они отклонены на один или два градуса, они будут контактировать с распределительным валом в точке, отличной от предполагаемой проектировщиком, и заставят события открытия и закрытия клапана произойти либо раньше, либо позже, чем предполагалось.Это, конечно, будет стоить вам энергии.
Очистить масляные галереи Масляные галереи уже должны быть проверены и очищены от любых препятствий во время процедуры очистки. Примеры препятствий включают металлическую стружку от процессов механической обработки, литейный шлак, куски дроби (если блок подвергался дробеструйной очистке) и просто неопознанный мусор. Удаление заусенцев или полировка галерей — это еще один шаг вперед. Чтобы жизненно важное моторное масло легко стекало в нужные места с минимальными усилиями перекачки, многие производители двигателей полируют галереи.Проще всего это сделать с помощью куска наждачной бумаги или мелкой наждачной бумаги, прикрепленной к длинному тонкому стержню. Подбросьте стержень электродрели и вращайте наждачное полотно, перемещая его по всей длине галереи. Если эта процедура проводится, ее следует делать перед окончательной очисткой блока.
Молния Молния блока не добавляет ни мощности, ни прочности, но может сделать вас быстрее на трассе. Питер Гилд говорит, что вы можете легко удалить от 5 до 6 фунтов из стандартного блока, не жертвуя при этом долговечностью.Сюда входит профилирование основных зазоров и шлифовка ненужных выступов. Вы можете сделать кое-что из этого с помощью кофемолки, но помните, что это тяжелая работа с небольшими результатами. Снятие веса с двигателя позволяет вам переместить большую часть его на рельсы рамы, где вы можете отрегулировать его положение для улучшения управляемости, но большая часть того, что вы удаляете, уже довольно низка. Тем не менее, это может быть полезно, если у вас проблемы с получением достаточного веса в процентах от задних шин.
Просмотреть все 7 фотографийВ этой статье предполагается, что вы используете незавершенный блок, который требует механической обработки, прежде чем он будет готов к сборке.Некоторые производители, такие как Dart, Brodix и World Products, предлагают уже обработанные блоки двигателя. В большинстве случаев они обрабатываются в соответствии со стандартными спецификациями. Некоторые производители позволяют выбирать из списка опций. Это хороший выбор, если вы предпочитаете выполнять большую часть работы самостоятельно или у вас нет поблизости автомастерской. Некоторые оставляют окончательное хонингование, чтобы оно соответствовало вашему окончательному размеру поршня, но другие подготавливают двигатель, поэтому все, что вам нужно сделать, это промыть его и начать предварительную сборку.Если вы выберете этот вариант, убедитесь, что вы уверены в своей способности проверить все критические зазоры, чтобы детали, которые вы собираете в свой блок, соответствовали правильным допускам.
Установка гильз цилиндров | KnowYourParts
Поврежденные и изношенные блоки цилиндров из чугуна и алюминия давно ремонтируются с использованием сухих гильз. Установка ремонтной втулки часто может спасти блок, если цилиндр имеет чрезмерный износ конуса или имеет трещины, царапины или другие повреждения, а также растачивание поврежденного цилиндра.Аналогичным образом, чтобы восстановить цилиндры до новых размеров, все цилиндры в блоке могут быть заменены втулками, если все цилиндры сильно изношены.
Основным преимуществом использования втулок перед растачиванием цилиндров и установкой поршней и колец увеличенного размера является экономия средств за счет отсутствия необходимости замены поршней и колец. Кроме того, многие блоки слишком тонкие, чтобы надежно выдерживать растачивание без втулок. И если мы говорим об алюминиевом блоке со встроенными железными втулками, обработка исходных втулок и установка новых (мокрых или сухих) может быть единственным способом сохранить (или изменить) блок.
Рабочие характеристики
Для высокопроизводительных применений муфты также имеют ряд преимуществ. Смещение блока цилиндров ограничено расстоянием между центрами отверстий и толщиной отливки. Если блок представляет собой отливку с толстыми стенками, вы можете увеличить рабочий объем двигателя, растачивая цилиндры для увеличения размера и / или используя кривошип. Шатуны Stroker популярны, потому что требуют меньшего количества модификаций. Кривошипы с длинным ходом хороши для низкого крутящего момента, но конфигурация с коротким ходом и большим отверстием под квадрат лучше для высоких оборотов.Следовательно, если вы создаете двигатель с высокими рабочими характеристиками, вы можете захотеть увеличить размер отверстия, а не полагаться на увеличенный ход для создания большей мощности.
Если вы устанавливаете сухие гильзы в блок для увеличения рабочего объема, вы можете удалить только определенное количество металла, прежде чем у вас закончится блок для поддержки больших гильз цилиндра. Один из способов преодолеть этот предел — выполнить преобразование мокрой муфты. Имеющиеся цилиндры подвергаются механической обработке и на их место устанавливаются мокрые гильзы.Установка требует значительных модификаций блока и точной обработки с ЧПУ, чтобы он мог работать с мокрыми втулками, но результаты того стоят. Поскольку охлаждающая жидкость находится в прямом контакте с внешней стороной рукава, мокрые рукава обычно могут выдерживать гораздо более высокие мощность и тепловые нагрузки. Следовательно, вы получаете повышенную прочность и надежность, а также больший рабочий объем. Комплекты для переоборудования мокрых гильз доступны для некоторых импортных двигателей последних моделей, а также для отечественных двигателей V8.
Советы по установке сухих рукавов
Одно из наиболее важных решений, которые вам придется принять при установке сухих рукавов, — это то, какой размер посадки с натягом подходит для конкретного применения.Алюминиевые блоки имеют большее тепловое расширение, чем блоки из чугуна, поэтому они обычно требуют большей посадки с натягом, чтобы муфты не двигались. Итак, сколько помех вам нужно?
Ответы будут зависеть от того, кого вы спрашиваете. Разные поставщики гильз давали нам разные рекомендации. Согласно одному из них, для большинства алюминиевых блоков обычно требуется посадка с натягом от 0,003˝ до 0,004˝ между безфланцевыми втулками и блоком, чтобы втулки оставались на месте. Если в блок можно установить втулку с фланцем, то натяг может вообще не понадобиться.
Другой сказал, что посадка с натягом от 0,0015˝ до 0,003˝ — это все, что вам нужно для большинства алюминиевых блоков, и если вы выйдете намного дальше 0,004˝, вы, вероятно, исказите блок. Деформация отверстия — это плохо, потому что оно препятствует тому, чтобы отверстие получилось круглым, когда вы его затачиваете. Это препятствует хорошему уплотнению колец и допускает потери при продувке и сжатии; ни один из них не является хорошим для выбросов или производительности.
Один поставщик сказал, что они полностью изменили свое мнение о посадке с натягом для некоторых применений в алюминиевых двигателях.Втулки можно установить с минимальным натягом (от 0,0005˝ до 0,001˝) и зафиксировать на месте с помощью анаэробного герметика. На нижнюю треть цилиндра наносится герметик, такой как Loctite 518, чтобы удерживать его на месте и предотвращать миграцию масла вверх между нижним концом втулки и блоком. Все, что попадает между муфтой и блоком (будь то масло, нагар или даже воздух), может помешать хорошей теплопередаче.
Для чугунных блоков с водяным охлаждением общая рекомендация по установке сухих безфланцевых втулок — использовать ок.0015˝ до .002˝ посадки с натягом. Один из способов упростить установку гильзы при одновременном улучшении теплопередачи — слегка заточить цилиндр с помощью песчинок №280 после того, как он будет расточен для установки втулки. Более гладкая отделка внутри отверстия улучшит контакт металла с металлом между втулкой и блоком, когда втулка вставлена на место.
На некоторых двигателях небольшого рабочего объема с воздушным охлаждением (например, мотоциклетных и небольших двигателей) может потребоваться дополнительная посадка с натягом, поскольку цилиндры работают при более высоких температурах.Мы слышали о производителях двигателей, которые использовали посадку с натягом от 0,006˝ до 0,008˝, чтобы гарантировать, что втулки останутся на месте.
Еще нужно иметь в виду, что если вы устанавливаете гильзу только на один поврежденный цилиндр в блоке для его ремонта, втулка может несколько исказить соседние цилиндры, особенно если вы используете большую посадку с натягом. В результате могут возникнуть проблемы с уплотнением колец, потери на сжатие и прорыв в соседних цилиндрах.
Использование торсионных пластин при расточке и хонинговании блока — один из способов минимизировать или исправить деформацию отверстия цилиндра.Фактически, пластины против проворачивания могут потребоваться на многих тонкостенных блоках (с муфтами или без них) для достижения действительно хорошей обработки отверстия, круглой и прямой. Установите упорную пластину и прокладку головки на блок, а затем затяните болты головки в соответствии со спецификациями перед хонингованием.
Измерение интерференции
Чтобы точно определить величину натяга, вам нужны два измерения: средний внешний диаметр (OD) втулок и средний внутренний диаметр (ID) отверстий в блоке.Для измерения этих размеров вам потребуется точный микрометр с внешним диаметром и микрометр с внутренним диаметром или калибр внутреннего диаметра.
Измерьте размер рукава сверху, посередине и снизу. Запишите числа. Затем поверните втулку на 90 градусов и повторите измерение. Усредните вместе все эти числа, чтобы рассчитать средний наружный диаметр втулки.
Затем проделайте то же самое с отверстием. Измерьте верхнюю, среднюю и нижнюю часть, затем поверните калибр или микрофон ID на 90 градусов и повторите. Опять же, усредните числа вместе.Размеры внутреннего диаметра отверстия должны быть меньше размеров внешнего диаметра втулки, чтобы обеспечить посадку с натягом.
Вычтите средний внутренний диаметр отверстия из внешнего диаметра втулки, чтобы определить посадку с натягом.
Простая установка
Старый способ установки сухой втулки заключался в том, чтобы поместить ее в отверстие, положить деревянный брусок поверх втулки и затем вбить его в блок молотком. Возможно, это сработало много лет назад, когда размеры и зазоры не так важны, как сегодня, но такая процедура установки не имеет места в сегодняшних механических цехах.
Рекомендуемый способ установки втулок — охлаждение или замораживание втулок и предварительный нагрев блока. Помещение рукавов в бытовую морозильную камеру обычно приводит к уменьшению их внешнего диаметра примерно на 0,002˝. Упаковка их сухим льдом или опрыскивание жидким азотом приведет к еще большей усадке, обычно около 0,003˝ или около того. Это часто позволяет рукавам сразу же вставлять их с минимальными усилиями или без них, что снижает риск повреждения или деформации рукавов. Небольшой предварительный нагрев блока примерно до 120 градусов также немного откроет отверстия, что упростит установку.Если вам нужно приложить усилие, чтобы вставить втулку на место, не ударяйте по ней молотком, а используйте оправку, чтобы вдавить ее.
Вот еще один совет для производителей мощных двигателей: снимите напряжение с блока после наложения рукавов, установив блок на вибростол и дав ему встряхиваться с высокой частотой в течение 15–30 минут. Криогенная обработка блока (замораживание до минус 300 градусов по Фаренгейту ниже нуля в длительном медленном цикле замораживания и оттаивания) — еще один метод, который может снять напряжение с блоков и уменьшить деформацию блока.
Чистовая обработка цилиндров
После установки втулок внутренняя часть цилиндра может быть обработана в соответствии со спецификациями. Для правильной посадки и уплотнения колец требуется отделка, которая обеспечивает хорошую опору для колец, удерживает масло и не требует длительного периода приработки. Для большинства двигателей поздних моделей и двигателей с высокими характеристиками это означает выход на плато.
Обработка отверстия плато — это то, что в конечном итоге образуют все типы колец, когда они полностью установлены на место, поэтому чем ближе отверстие может быть предварительно обработано до состояния плато, тем меньше изнашиваются кольца и цилиндры при обкатке двигателя, тем лучше кольца будут запечатаны с самого начала, и тем дольше они прослужат.
Для колец из молибдена можно использовать двухэтапный процесс хонингования для достижения плато. Сначала отшлифуйте обычным абразивным материалом на основе карбида кремния с зернистостью # 280. Затем коротко коснитесь отверстий абразивным камнем №400 или несколько раз нанесите на них шлифовальный инструмент или кисть с абразивным нейлоном.
Если цилиндры хонингованы алмазными камнями, вы можете обработать отверстия более мелким алмазом, мелкозернистым абразивным абразивом или щеткой.
Если вы не наносите плато на цилиндры, хонингование камнями из карбида кремния зернистостью # 220 хорошо работает с обычным чугуном или хромированными кольцами.Используйте абразивные камни №280 для колец с молибденовым покрытием или абразивные камни от №320 до №400 для молибденовых колец, если двигатель строится для гонок или гонок.
После заточки цилиндров не забудьте очистить их теплой мыльной водой и щеткой, чтобы удалить весь хонинговальный и металлический мусор. Это часто упускаемый из виду шаг, который может в спешке испортить новый набор колец.
Мокрая гильза для дизельного двигателя
Если вы ремонтируете дизельный или промышленный двигатель с мокрыми гильзами, посадка с натягом не является проблемой.Большинство таких лайнеров представляют собой простую установку со скользящей посадкой, и многие из них предварительно обработаны в соответствии со спецификациями. Тем не менее, вы должны уделять пристальное внимание состоянию расточенных отверстий в блоке, чтобы вкладыши поддерживались должным образом, особенно если двигатель ранее ремонтировался. Если цековка, поддерживающая фланец гильзы, повреждена или корродирована, ее необходимо будет заново обработать, чтобы должным образом поддержать гильзу.
Используйте тип смазки для уплотнений, указанный производителем. Использование неправильного типа смазки может вызвать набухание уплотнения, что помешает правильной установке вкладыша.
Если старые футеровки имеют сильный налет извести или накипи снаружи, необходимо очистить рубашки охлаждения в блоке, а также остальную часть системы охлаждения. Все, что прилипает к внешней стороне лайнера, может препятствовать передаче тепла.
Для многих дизельных двигателей последних моделей требуются гильзы цилиндров с индукционной закалкой из высокопрочного чугуна или другого типа из высококачественного износостойкого сплава железа. Более дешевые материалы не выдержат и, скорее всего, приведут к быстрому износу и преждевременному выходу из строя.Лайнер хорошего качества должен легко прослужить 500 000 миль или более в грузовике повышенной проходимости класса 8.
Выступ гильзы также должен быть правильным для правильного уплотнения прокладки головки блока цилиндров. Если одна гильза цилиндра находится выше гильзы в соседних цилиндрах, это может повлиять на герметичность.
6.0 Короткий блок Комплект «Сделай сам»
Описание
ДАННЫЙ КОМПЛЕКТ ПРОДАЕТСЯ НА ОСНОВЕ ВАС ПЕРВЫХ ОТПРАВЛЕНИЙ ВАШЕГО ЯДРА. МЫ ЗАКАЗЫВАЕМ ВСЕ НАШИ ДЕТАЛИ ДЛЯ СБОРНЫХ ДВИГАТЕЛЕЙ.
Если у вас есть какие-либо вопросы относительно этой политики, позвоните нам @ 901.553.9847 или напишите по адресу [email protected]
Выполнение работ по вашему CORE :
(ОБРАБОТАНО НА ЧПУ И СИНЯЯ ПЕЧАТЬ С ОТВЕРСТИЕМ, ЦИФРОВОЙ, АЛМАЗНО-ОТТОЧНОВАННОЙ, НА ПОВЕРХНОСТИ, С ЛИНЕЙНЫМ ОТВЕРСТИЕМ, Согласование веса поршня, Согласование веса штока
Все веса и меры записаны. Диаметр поршня измеряется с точностью до 0,0001 дюйма и соответствует диаметру цилиндра
.Измеренные и зарегистрированные зазоры поршневых колец
Масляные зазоры в главном и стержневом двигателях измерены с точностью до ближайшего.0001 ″
Блок цилиндров имеет поверхность с шероховатостью Ra 20 или выше, что превышает заводские спецификации как по плоскостности, так и по гладкости уплотняемой поверхности блока и головки.
Отверстия цилиндров расточены по синему цвету на истинных 90 градусах от центральной линии коленчатого вала до алмазного шлифования с точностью до 0,0002 дюйма для точного зазора между поршнем и отверстием цилиндра.
Основное отверстие (линейное отверстие) для коленчатого вала соединено с отверстием для точного совмещения коленчатого вала в блоке двигателя.
ОБРАБОТКА / ПРОВЕРКА ВКЛЮЧАЕТ:
Станок / Осмотр блока, отверстия и хонингования на соответствие поршневому комплекту
Поверхность деки
Осмотр / полировка распредвала
Осмотр / полировка коленчатого вала
Осмотр шатунов
Установить стопорные заглушки
Установить подшипники кулачка Заглушки для камбуза
Снятие фаски с отверстиями цилиндра
(Если вы покупаете этот комплект без головок, высота стержня клапана и рецессия клапана должны соответствовать блоку.)
КОМПЛЕКТАЦИИ:
Кольцо всасывающей трубки
Прокладка нижнего масляного поддона
Прокладка верхнего масляного поддона
Уплотнения станины
Прокладка задней крышки
Основное заднее уплотнение
Главный подшипник и подшипник штока
Поршни и кольца
Подъемник
Доставка ядра к нам является платной.Вам будет выставлен счет за доставку обратно, как только двигатель будет готов к отправке вам.
Информация о гарантии:
ВСЕ наборы для самостоятельной сборки не имеют гарантии, так как вы являетесь сборщиком. Мы предоставим вам руководство по установке двигателя в сборе в ваш автомобиль. Мы предполагаем, что, поскольку вы покупаете этот комплект, вы обладаете достаточной квалификацией и опытом для самостоятельной сборки и не предоставляете вам никаких спецификаций или инструкций по сборке.
Увеличьте рабочий объем двигателя с помощью расточки.
«Насадки буровые»
Вы можете увеличить мощность двигателя, увеличив его мощность.
Это довольно сложный процесс, требующий серьезных исследований и подготовки.
Если только вы не хотите повторять свои шаги и идти другим путем на полпути к работе.
У некоторых участников TorqueCars.com были перебаррены двигатели, и это действительно кажется хорошим способом увеличить мощность.
Однако есть несколько вещей, которые мы должны принять во внимание.
Цилиндры являются основной частью любого двигателя, в них происходит сжатие и сгорание.
Двигатель объемом 1 литр имеет объем цилиндра, равный 1 литру (0,25 литра на цилиндр в 4-цилиндровом двигателе — он заполнен топливом и воздухом). Затем смесь сжимается для воспламенения и сгорания внутри цилиндра.
Степень сжатия — еще один ключевой элемент в двигателе, и если она слишком высока, вы можете вызвать детонацию двигателя, также известную как детонация, так что это еще один фактор, который необходимо учитывать при увеличении объема цилиндров двигателя.
Увеличьте объем цилиндра и выходную мощность вашего двигателя с помощью переточки.
Цилиндр обычно состоит из чугунного блока, но в некоторых двигателях, изготовленных из алюминия, имеется стальная гильза, например, в двигателях, впервые разработанных Alfa Romeo.
В этой статье мы говорим в первую очередь о чугунных блоках, поскольку они имеют больше возможностей для увеличения объема цилиндров.
По сути, чем больше вы начнете, тем больше будет выигрыш в мощности.
Если у вас есть алюминиевый блок, вы можете установить немного более тонкий вкладыш, и единственным другим вариантом будет комплект строкера, о котором компания Torccar будет более подробно расскажет в следующих статьях.
Высверливание чугунного блока до большего размера увеличит объем цилиндра.
Очевидно, что с цилиндром большего диаметра вам нужно будет сопоставить его с поршнем большего диаметра.
Хотя это звучит как простая работа, вы должны выполнить сверление, сохраняя концентричность, чтобы они обрабатывались параллельно центральной линии кривошипа и на той же высоте деки.
Не забывайте всегда прорезать штриховку на стенке цилиндра, чтобы облегчить прилегание поршневых колец и поддержать хорошую степень сжатия.
Не пытайтесь выполнить расточку самостоятельно с помощью фрезы, так как вы не получите достаточно хорошей отделки — это создаст следы вибрации, в то время как надлежащий кондукторный сверлильный станок будет работать с точностью до одной тысячной, а затем закончить с точным хонингованием.
Блоки часто похожи. Двигатели 1600, 1800 и даже 2000 имеют одинаковый блок, но внутренний размер цилиндра отличается.
В случае этих двигателей расточка до большего размера и установка поршней от двигателя большего размера эффективно увеличит рабочий объем цилиндра двигателя.
В некоторых редких случаях единственная разница между двигателем большего размера заключается в форме, размере и профиле поршней.
После расточки цилиндра измерьте объем камеры и обработайте головки, чтобы сбалансировать их, а также удалите весь материал, необходимый для получения правильной степени сжатия.
Не удивляйтесь, если вам не удастся получить поршни, соответствующие выбранному вами размеру расточки, если вы не выполнили предварительное исследование.
В соответствующем механическом цехе вам подскажут, какие размеры цилиндра лучше всего подходят для какого поршня, и они также проведут стресс-тесты, чтобы определить максимальное количество или расточку, с которыми может справиться блок.
Другой способ увеличения объема двигателя — использование строкера. Кривошип в наборе хода позволяет увеличить ход двигателя, тем самым увеличивая объем цилиндра.
(Поршень с более низким сжатием также увеличивает камеру сгорания в ВМТ, но требует других изменений для увеличения мощности.) Обычные комплекты увеличивают объем двигателя Subaru 2.0 или Skyline до 2,5 литров.
Комбинация гребного комплекта с расточкой максимально увеличивает доступную мощность, если все сделано правильно.
FYI: cc’c двигателя регулируется диаметром цилиндра x ходом x количеством цилиндров
Если на вашем двигателе царапины в цилиндре и низкая компрессия, вы можете подумать о переточке двигателя, и пока вы работаете с ним, вы можете расточить его до большей мощности и установить новые поршни, соответствующие большему диаметру.
При разборке двигателя всегда заменяйте болты головки цилиндров и болты штока. Болты крышки коренных подшипников на новые заменять не нужно.Также стоит заменить заглушки сердечника (которые выскакивают при замерзании двигателя).
Когда двигатель будет снят с машины, воспользуйтесь возможностью и замените его новыми деталями. (Когда двигатели остаются без охлаждающей жидкости и моторного масла более чем на несколько дней, коррозия может стать реальной проблемой).
Даже при покупке двигателя на свалке или замене двигателя TorqueCars порекомендует сначала разобрать его, заменить изношенные детали и восстановить его, чтобы впоследствии избежать проблем.
Как минимум заменить пробки сердечника, прокладку головки блока цилиндров и болты головки блока цилиндров.
Пока они выключены, у вас есть возможность осмотреть двигатель на предмет повреждений и заранее решить, будет ли рентабельным переточка, переделка кривошипа и новые поршни.
За дополнительную плату вы сэкономите много хлопот позже, когда двигатель сломается.
С урезанным двигателем у вас есть фантастическая возможность для настройки и вы можете сэкономить небольшое состояние, если сделаете все модификации двигателя одновременно.
Так что обратите внимание на балансировку двигателя, установку больших клапанов, обработанную газом головку, молния кривошипа и даже более легкий маховик и сцепление, поскольку большая часть этого потребует много человеко-часов на демонтаж и повторную перестройку двигателя.
Затем запустите двигатель на низких оборотах и при езде с высокими нагрузками, например, на холмах и ускорении, замените масло и фильтр через 200 миль, а затем через 500 миль и 3000 миль, чтобы избавиться от металлических фрагментов, которые будут собираться в масле и преждевременно. износить двигатель.
(Не используйте какие-либо присадки к маслу в этот период обкатки или в течение первых 9000 миль, так как они остановят процесс отложения.)
Почему бы не присоединиться к нам на форуме, чтобы обсудить все аспекты тюнинга автомобилей с нашими постоянными экспертами и энтузиастами?
ПОЖАЛУЙСТА, ПОМОГИТЕ: МНЕ НУЖНЫ ВАШИ ПОЖЕРТВОВАНИЯ, ЧТОБЫ ПОКРЫТЬ РАСХОДЫ НА РАБОТУ ЭТОГО САЙТА И ПОДДЕРЖАНИЕ ЕГО РАБОТЫ. Я не беру с вас за доступ к этому веб-сайту, и это экономит большинство читателей TorqueCars 100 долларов каждый год — , но мы НЕ ПРИБЫЛЬНЫ и даже не покрываем наши расходы.Чтобы мы продолжали работать, ПОЖАЛУЙСТА, Пожертвуйте здесь
Эта статья написана мной, Уэйнном Смитом, основателем TorqueCars, и я ценю ваши отзывы и предложения. Эта запись была находится в разделе «Модификации двигателя», «Тюнинг». Вы можете оставить отзыв ниже или присоединиться к нашему форуму, чтобы подробно обсудить эту статью и модификацию автомобиля с нашими участниками.
Если вам понравилась эта страница , поделитесь ею с друзьями, напишите ссылку на своем любимом форуме или используйте параметры закладок, чтобы сохранить ее в своем профиле в социальной сети.
Посмотрите видео ниже на нашем новом канале YouTube.Обратная связь
Пожалуйста, используйте наш форум , если вы хотите задать вопрос о настройке , и обратите внимание, что мы не продаем запчасти или услуги, мы просто интернет-журнал.
Помогите нам улучшить, оставьте предложение или подсказку
Сколько стоит гофрировка блока цилиндров? — MVOrganizing
Сколько стоит заглушить блок цилиндров двигателя?
Мы продаем гильзу переделку по цене 2750 $.00, что включает в себя юстировку и хонингование сети. Если вы хотите, чтобы он наскучил, а отделка была доведена до нужного размера, это будет стоить на 250 долларов дороже. Итого за блок с рукавами Darton, готовый к стирке и сборке, составляет 3000 долларов, что составляет примерно половину цены единственного другого варианта.
Сколько стоит расточка блока цилиндров?
Услуги механического цеха BES
| • Балансировка • Шлифование кривошипа • Двигатель Dyno | • Поточный стол • Отвод головки • Изготовление воздухозаборника из листового металла | |
|---|---|---|
| Блок расточки и хонингования | Хонинговальный блок | |
| V8: | $ 290 | $ 140 |
| V6: | $ 260 | $ 130 |
| Рядный 6: | $ 240 | $ 130 |
Стоит ли переделывать двигатель?
Вполне вероятно, что восстановление двигателя может сэкономить вам деньги по сравнению с заменой двигателя в зависимости от проблемы двигателя, с которой вы столкнулись, и стоимости деталей, необходимых для ремонта.В зависимости от ситуации перестройка двигателя может сэкономить до половины того, что вы потратили бы на замену двигателя.
СКОЛЬКО стоит расточка и гильза в цилиндр?
СЛИВКА ЦИЛИНДРОВ, РАССТОЯНИЕ, ХОНИРОВАНИЕ И ПОКРЫТИЕ
| Название продукта | Модель | Цена |
|---|---|---|
| Расточка цилиндра (каждый) | 1052300 | 72,00 $ |
| Дополнительная плата за растачивание цилиндра для сверхбольших отверстий (каждый) | 1052301 | 20 долларов.00 |
| Хонингование цилиндра (каждый) | 1052200 | 38,00 $ |
| Поставляемая гильза для повторного выхода цилиндра (запрессованная в гильза) | 1052400 | 0,00 руб. |
Сколько стоит гильза для цилиндра?
Custom Engine Shop Дайте или возьмите 200 долларов за рукав.
Можно ли заглушить треснувший цилиндр?
Поврежденные и изношенные блоки цилиндров из чугуна и алюминия давно ремонтируются с использованием сухих гильз.Установка ремонтной втулки часто может спасти блок, если цилиндр имеет чрезмерный износ конуса или имеет трещины, царапины или другие повреждения, а также растачивание поврежденного цилиндра.
Можно ли надеть алюминиевый блок?
При установке втулки в алюминиевый блок цилиндров может начаться потенциальная проблема. В алюминиевом блоке тепло может отводиться от алюминиевого блока цилиндров, но не передается должным образом от чугунной втулки в алюминиевое отверстие.
Можно ли растачивать только один цилиндр?
Растачивание одного цилиндра вполне приемлемо.
У всех двигателей есть гильзы?
Нет, не все цилиндры имеют гильзы или гильзы. Рекомендуется, чтобы двигатель был построен без гильз, а цилиндр был отлит из одного и того же твердого блока металла.
Почему алюминиевые блоки цилиндров иногда заливают вокруг стальной втулки?
Почему алюминиевые блоки цилиндров иногда заливают вокруг стальной втулки? Стальная втулка не изнашивается так быстро из-за трения поршня. Алюминий легче и быстрее рассеивает тепло.Масляное кольцо удаляет излишки масла со стенок цилиндра и направляет масло к поршневому пальцу и картеру.
Почему блоки двигателя не из стали?
LOL. Чугун используется для изготовления блоков цилиндров из-за содержания углерода. В нем больше углерода, чем в стали, быстрорежущей инструментальной стали, и он может быть тверже, чем некоторые титановые сплавы. Содержание углерода в стали делает ее твердой.
Как называется нижняя половина блока цилиндров?
блок-картер
Что обычно крепится на блоке двигателя?
* Головка блока цилиндров: крепится болтами к деке блока и закрывает верхнюю часть цилиндров.Прокладка головки герметизирует поверхность блока и головки для предотвращения утечки масла, охлаждающей жидкости и давления.
Какие детали прикреплены к передней части двигателя?
Термины в наборе (24)
- Передний двигатель. состоит из частей, которые крепятся к передней части двигателя.
- Гармоническая вибрация.
- Демпфер вибрации — Гармонический балансир.
- Инерционное и резиновое кольцо.
- Двухмассовый гармонический балансир.
- Шкив коленчатого вала.
- Привод распредвала.
- Шестерни ГРМ.
Какие типы конструкции двигателя наиболее распространены?
Рядные двигателиявляются наиболее распространенной формой двигателей и используются в большинстве хэтчбеков и небольших семейных автомобилей.
Какие бывают 2 типа двигателей?
В широком смысле мы можем разделить двигатели на две категории: двигатели внутреннего сгорания и двигатели внешнего сгорания. Двигатель внутреннего сгорания: сгорание топлива происходит внутри системы двигателя.
Какие бывают 3 типа двигателей?
Классические электрические двигатели бывают трех типов: магнитные, пьезоэлектрические и электростатические. И, конечно же, привод Duracell. Магнитный, как и тамошняя батарея, наиболее часто используется из трех.
Какой тип автомобильного двигателя лучше всего?
Победители этого года:
- 5,0 л DOHC V-8 (Ford Mustang GT)
- Топливный элемент / электрическая силовая установка мощностью 130 кВт (Honda Clarity)
- 2.0L VTEC с турбонаддувом DOHC 4-цил.
- 3,0 л с турбонаддувом DOHC V-6 (Infiniti Q50)
- 2,0 л с турбонаддувом DOHC 4-цил.
- 3,3 л с турбонаддувом DOHC V-6 (Kia Stinger)
- 2,5 л Atkinson DOHC 4-цил. / HEV (Toyota Camry Hybrid)
Какой двигатель у Тойоты лучший?
От заводского форсированного Mk IV Supra до силовой установки легендарного гоночного автомобиля GT-One — это лучшие двигатели Toyota.
- 4A-GE рядный четвертый.
- 3S-GTE Рядный Четвертый.
- 4U-GSE / FA20 Flat-Four.
- 1ЛР-ГУЭ В-10.
- 7M-GTE Рядная шестерка.
- 2ZZ-GE Рядная четверка.
- Р36В В-8.
- 3M Inline-Six.
Какие автомобильные двигатели служат дольше всего?
Рейтинг: самые долгоживущие автомобильные двигатели
- Ford Windsor V8: 1961-настоящее время (58 лет)
- Rolls-Royce L-Series: 1959-2020 (61 год)
- Rolls-Royce L-Series: 1959-2020 (61 год)
- Chevrolet Small Block: 1955-настоящее время (64 года)
- Chevrolet Small Block: 1955-настоящее время (64 года)
- Volkswagen Type 1: 1938-2003 (65 лет)
- Volkswagen Type 1: 1938-2003 (65 лет)
V12 лучше, чем V8?
ДвигателиV8 меньше двигателей V12, что делает их более эффективным выбором в условиях ограниченного пространства в автомобиле.Двигатели V8 также обеспечивают лучшую экономию топлива по сравнению с двигателями V12, поскольку они потребляют меньше газа из-за меньшего количества цилиндров, чем двигатель V12.
Какая максимальная мощность у автомобиля?
Девять самых мощных серийных автомобилей в продаже
- Добро пожаловать в список очень мощных автомобилей, которые вы действительно можете купить.
- Koenigsegg Regera — 1479 л.с.
- Bugatti Chiron — 1479 л.с.
- Rimac Concept S — 1384 л.с.
- Nio EP9 — 1341 л.с.
- Dodge Demon — 840 л.с.
- Ferrari 812 Superfast — 789 л.с.
- Lamborghini Aventador S — 740 л.с.
На каких машинах стоит v16?
В то время как некоторые из них довольно известны, другие остались почти неизвестными.
- 1930 Кадиллак серии 452.
- 1931 Мармон Шестнадцать.
- 1938 Cadillac Series 90.
- 1932 г. Бесподобный V-16.
- Cadillac Sixteen 2003 года выпуска.