Точечная сварка своими руками из микроволновки – схема, видео, фото
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило.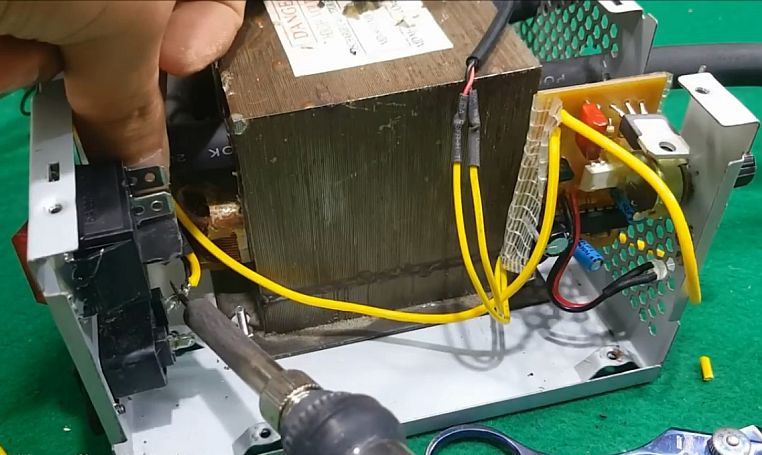 Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу.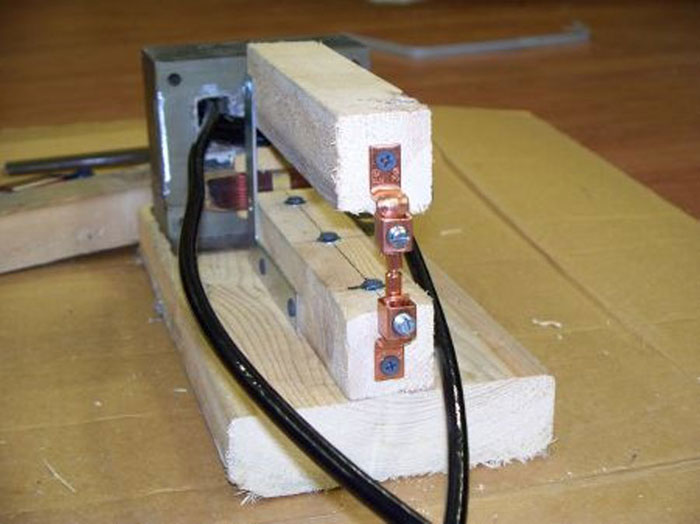
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.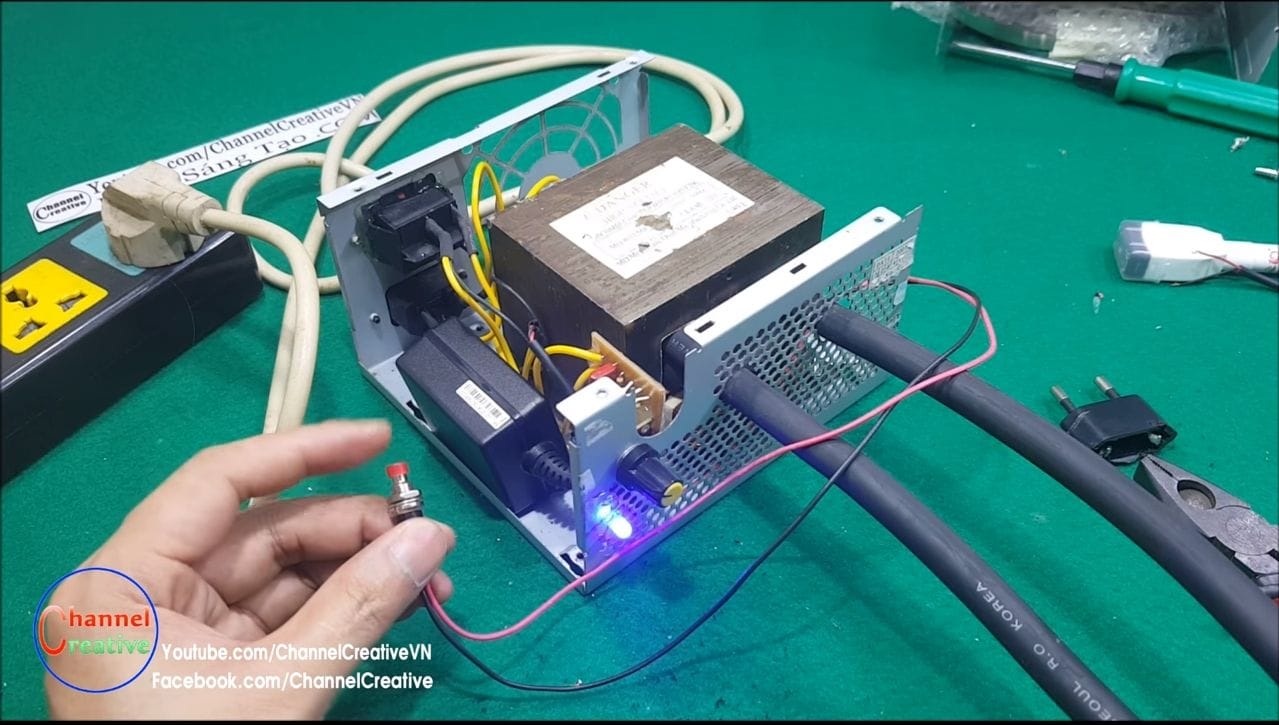
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости.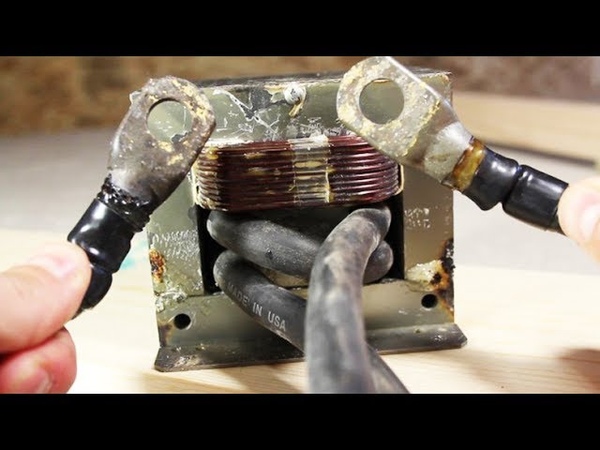 А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Точечная сварка своими руками из аккумулятора и сварочника
Главной сложностью при изготовлении точечной сварки своими руками является сборка источника тока. Он должен выдавать импульсы высокой силы тока от 1000А.
Он должен выдавать импульсы высокой силы тока от 1000А.
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины.
Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
 Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды.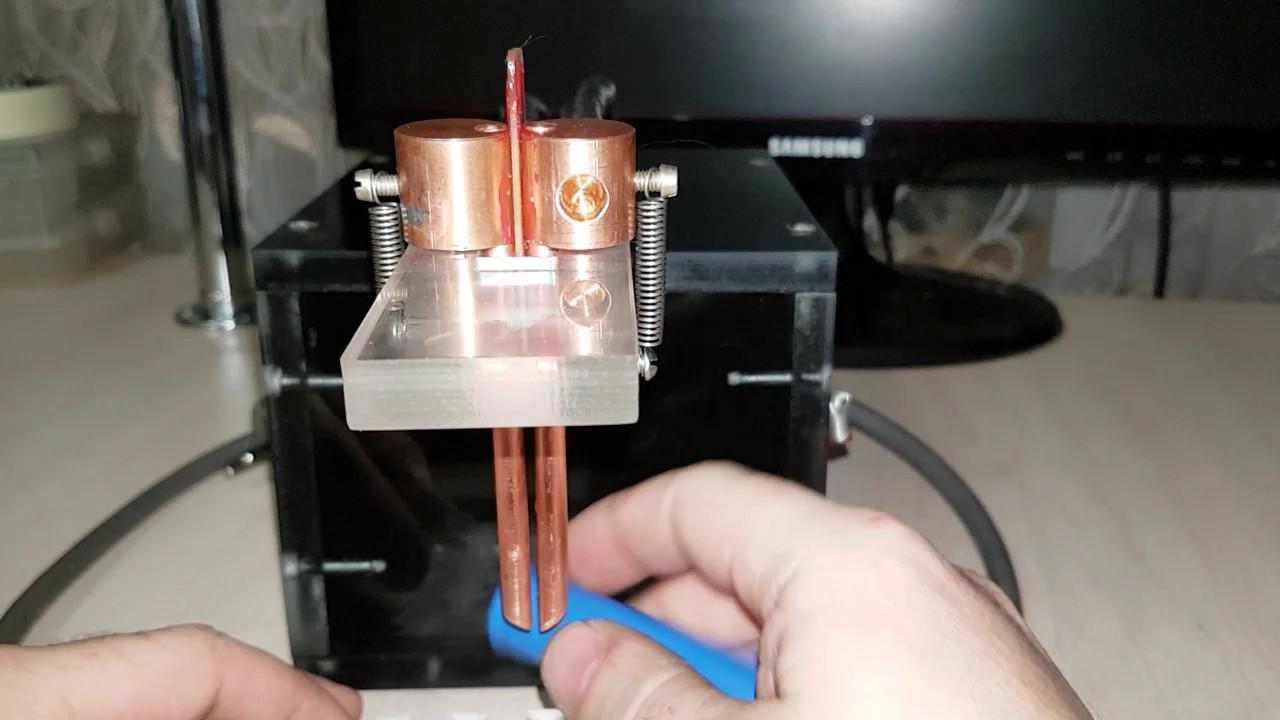 Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм2, закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись.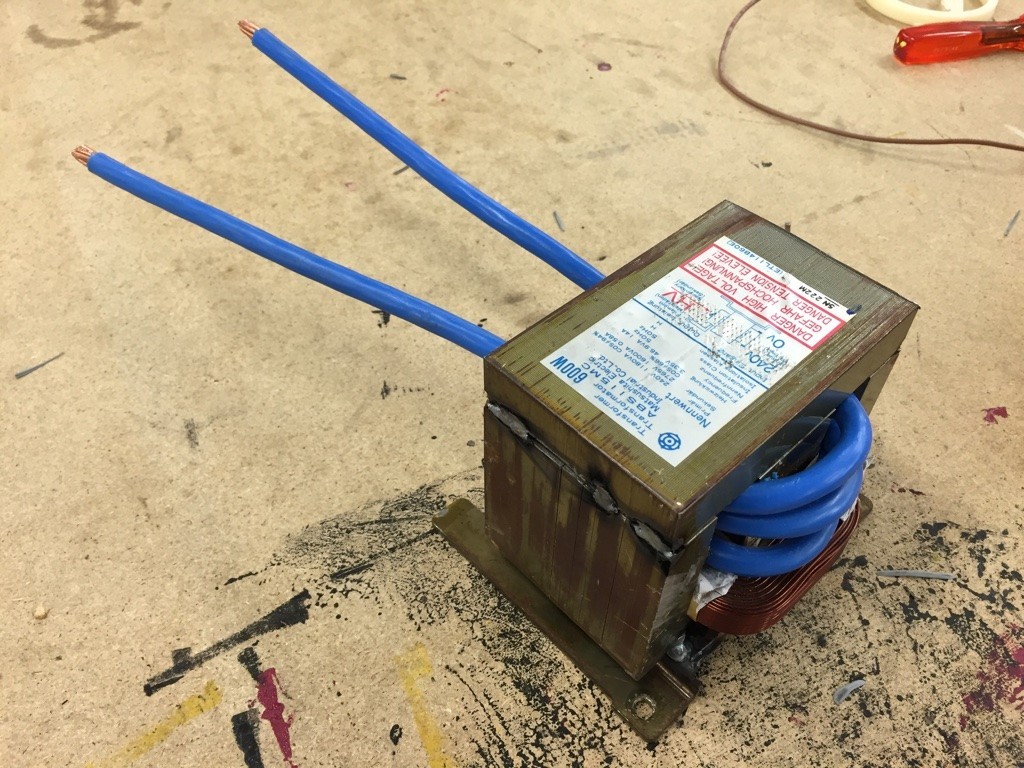 Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.

Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т. д.).
д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.![]()
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Точечная сварка своими руками | Строительный портал
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику.
 Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.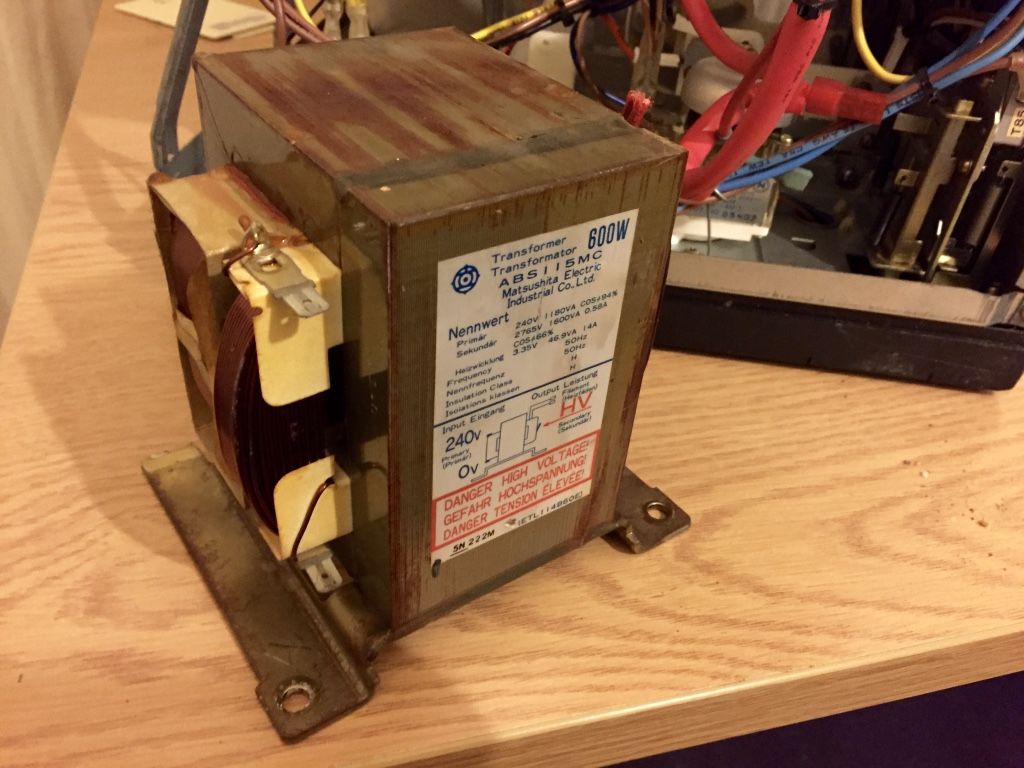
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Как делается точечная сварка своими руками и что нужно знать
Изготавливается точечная сварка своими руками буквально за несколько часов. Это не высокотехнологический механизм, который должен собираться только на заводе и скоро вы в этом убедитесь! Сейчас мы соберем аппарат, технические характеристики которого не будут уступать показателям купленного товара!
Собираем трансформатор
Самой важной деталью, сердцем любого электроприбора такого типа является трансформатор, с помощью которого мы будет получать необходимое напряжение. Коэффициент трансформации должен быть очень большим, поэтому сразу обращаем свое внимание на мощные и объемные микроволновые печи – именно там можно раздобыть необходимый элемент. Мощность должна быть около 1 кВт – это идеальный вариант, но, при отсутствии такового, подойдет и на 700-800 Вт. В микроволновке трансформатор повышающего типа, выдает до 4 кВт для питания магнетрона. Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.
Шаг 1Достаем трансформатор из микроволновки.
Не стоит ее сразу разбирать при помощи молота – она нам пригодится целиком. Откручиваем основу, снимаем все крепления, достаем.
Шаг 2Сбиваем вторичную обмотку.
Нам надо только первичная (это та, что внутри, на ней провод намного толще и его меньше). Можно сделать это зубилом, молотком, ножовкой, даже высверлить углы электрической дрелью – чем угодно, лишь бы результат был тот, что надо. Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
Шаг 3Наматываем вторичную обмотку.
Нам надо получить в результате ток около 1000 А, поэтому идем на рынок и покупаем провод диаметром от 1 см. Он дорогой, но без него никак не обойтись. Если хотите сэкономить – покупайте его пучком, а не один цельный – на ход дела это не влияет.
Шаг 4Делаем 2-3 витка.
Делаем 2-3 витка вторичной обмотки, на выходе получаем около 2В. Чем больше всунете в окно, тем больше напряжение будет, хотя после 3 витков в окне уже не остается места. Если нужен мощный аппарат, тогда можно разобрать еще 1 микроволновку или найти дополнительный трансформатор и соединить 2 вместе. Можно будет работать с металлом до 5 мм толщиной.
Шаг 5Проверяем направление обмоток.
При помощи вольтметра проверяем направление обмоток, а также наличие коротких замыканий. Если таковых не прослеживается, можно переходить к дальнейшим работам.
Шаг 6Проверить силу тока.
При соединении 2 и более трансформаторных обмоток надо проверить на выходе силу тока. Если она будет более 2000 А – уменьшайте ее. Это приведет к перепадам напряжения сети и вы просто не отобьетесь от соседей, которые будут бегать с жалобами на вас.
Теперь трансформатор можно считать готовым. Осталось просто промерять все амперметром, проследить короткие замыкания, просмотреть все соединения.
Делаем электроды
Здесь все проще пареной репы. Электроды покупаем на металлоломе или рынке, для этого подойдут прутики из меди диаметром от 1.5 см. Главное запомнить принцип – диаметр электрода не должен быть меньше диаметра провода и все. Если сварка ваша слабая, тогда можно уничтожить 2 паяльника и взять с них жала – идеальные и стойкие электроды, которые прослужат долго!
Провод, который подходит к электроду, должен иметь минимальную длину, чтобы уменьшить потери тока. Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата.
Единственное преимущество болтовых соединений – электроды можно будет удалить быстро, а так придется полностью перепаивать. Делают это часто при интенсивной эксплуатации, поэтому есть смысл скреплять именно так. Болты и гайки проще купить медные – результат будет намного лучше. Самодельная контактная сварка получится «веселая», снять электрод можно за минуту, вместо того, чтобы полдня их паять.
Управление процессом и «инфраструктура»
Сюда можно отнести рычаг и выключатели. Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством.
Лучше всего начало плеча рычага вытянуть из стола, чтобы упор был именно на него, а не на аппарат (подходит для стационарных сварочных устройств). Длина ручки должна быть около 60 сантиметров с креплением на ¾ снизу, чтобы плечо на зажим было равно не менее как 1:10. Тогда, при оказании 2 кг на ручку, вы будете давить до 20 кг на металл, прислоняющийся к рабочей поверхности.
Что касается выключателя, то здесь все просто: ставим его на первичную обмотку, поскольку на вторичной обмотке будет очень большой ток, сопротивление выключателя будет мешать работать аппарату. Можно вынести рычаг на ручку – оригинально и очень практично. Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.
Точечная сварка самодельная уже готова и теперь достаточно просто испытать ее в работе, чтобы проверить всю правильность сборки. Она подойдет для сваривания металла толщиной до 2-3 миллиметров при использовании трансформатора на 1 кВт и до 5 мм при последовательном соединении двух и более!
Как сделать простую, точечную сварку своими руками.
Иногда возникает потребность в точечной сварки, в основном я её применяю, когда нужно соединить деталь с тонкой жестянкой или там, где металл для сварки слишком тонкий.
Самая основная деталь, этой поделки, является трансформатор от микроволновой печи.
Самое первое, что потребуется сделать это убрать вторичную обмотку этого трансформатора, то есть берём простую ножовку по металлу и просто обрезаем с одной стороны обмотку.
Отверткой аккуратно подковыриваем и удаляем остатки вторичной обмотки, работать нужно аккуратно, чтобы не повредить первичную обмотку. Можно взять деревянную палочку и тихонько бить по ней молотком, чтобы выбить остатки обмотки из корпуса трансформатора.
Далее, после того, как убрали вторичную обмотку, нужно взять толстый, мягкий провод длиной около метра и сделать из него 1 виток вторичной обмотки.
Затем я вырезал 2 пластины размером 6 на 4, с одного бока по центру просверлил в них отверстия, а потом согнул, то есть сделал из них уголки, из фото я думаю будет понятнее…
Уголки приклеил прямо к трансформатору клеем, а сам трансформатор приклеил к куску оргалита размером 30 см на 12.
Далее, нашел дощечку, размером два сантиметра на два, длиной сантиметров 20-25, отступил от края 2 см и просверлил в ней отверстие. Затем, болтиком закрепил дощечку к нашим уголкам.
Отступив ещё сантиметров 15, в дощечки просверлил еще 2 отверстия, рядом друг с другом в них будем вставлять концы проводов.
Теперь, что касается концов проводов.
Нужно взять медный, жесткий провод диаметром 4 мм и отрезать от него 10 см. Снять изоляцию полностью и разрезать пополам, чтобы у нас получилось 2 отрезка по 5 см.
Теперь нужно взять 1 отрезок и засунуть сантиметра на 2 — 3 во внутрь гибкого провода, а гибкий провод, что останется накрутить на жесткий, тем самым у наc должен получиться жесткий наконечник провода, который будет являться контактом. Такую же процедуру проделываем и с другим концом провода. Как на фото.
Затем я эти 2 контакта (конца провода) вставил в проделанные отверстия на дощечке и их приклеил суперклеем.
Также ещё нам понадобится выключатель, фиксированный или не фиксированный — это не важно, главное чтобы он был компактный. Его я также приклеил суперклеем и припаял к нему провода.
Введите электронную почту и получайте письма с новыми поделками.
Подключите его нужно так, чтобы он просто включал наш трансформатор, то есть ставим его в обрыв первичной обмотки.
Места пайки просто залил горячим клеем.
Теперь остается испробовать наш аппарат, для этого кладём 2 детали, которые нужно спаять друг с другом, прижимаем к ним контакты
и включаю выключатель на 1 — 2 секунды (в зависимости от толщины материала).
Припаивает прекрасно, пассатижами очень трудно оторвать.
Вот такое получилось простое, но в то же время удобное и нужное приспособление. Всем добра.
Точечная сварка своими руками — Точечная сварка
Уж проще некуда. Я понял про какой споттер идет речь.трансформаторный
Судя по всему если и делать самодельный, то только из точечной машины возможно.
Из ПА на сколько я понимаю, не получится. В точечных установках виток вторичной обмотки выполнен в виде одного витка.
Следовательно количество первички совсем дургое.О чем я говорил, это приварка метизов. Этими аппаратми как раз и работали автосервисы. Только в одном из видео при приварке метиза получили дырку после отрыва последнего. Так собственно, если правильно подобрать режим, то все так же будет (отрыв метиза без последствий для основного металла). Но метизы будут вылетать на раз-два. Именно особенность в этой конструкции — звездчка. Это точечное косание к приваремой поверхности. И дергать надо перпендикулярно, впротивном случае отрыв будет и вытягивания металла не произойдет.Еще отличительной способностью — подогрев металла… Мда.Конденсаторы в моем случае являются эммитацией вторичной обмотки. Т.е. через небольшой трансформатор происходит заряд конденсаторов. Напряжение регулируется за счет тиристора установленного во вторичке. Поэтому ток вторички образуется не за счет трансформатора, а именно за счет конденсаторов. За счет этого можно уменьшить габариты установки. И я думаю, что на конденсаторную сварку можно применить этот пистолет (как в кино с ударным механизмом). Но не будет возможности реализовать подогрев металла.И еще хочу обратить внимание на звездочку. Она должна быть заточена в острие с небольшим притуплением. Как раз в одном из видео и произошла проблема с приваркой, когда не происходит качественного контакта.
По теме применения ПА и других источников… Я сейчас не припомню, какой характеристикой должен обладать ПА, РАДС, контактная сварка.Возможно я ошибаюсь. Здесь должен быть источник с крутопадающей характеристикой. За счет этого возможно резкое наростание и резкое падение тока. В ПА источник с пологопадающей характеристикой для поддержания стабильности горения дуги. Если не прав, то надеюсь меня подкорректируют.
ни чего страшного не представляется.Какой источник вы испольщовали?Всем привет что касается спотера и изготовления его в домашних условиях могу помочь задавайте вопросы сам имею уже опробованный образец все не так страшно как представляется
Какие регулировки вы применяете и чем реализованы? (т.е. ток возможно либо ступенчато регулировать либо за счет тиристора, а вот время сварки вы чем реализовываете (таймером или проще))
Из какого материалла звездочку реализовывали?Из какого материалла организован стрежень подогрева (из угля или др.)?
Какая минимальная масса возможна? те образцы что в видео — желательно только катать . А вот споттер на конденсаторах довольно легкий. кг 7-10 приблизительно. Транс на торе довольно тяжеллый, на все же не большой и поэтому терпимо.
Точечная сварка своими руками
О методе сварки слышали даже дети. Однако не все знают, что существует множество видов сварочных процессов с разными источниками энергии, без которых невозможно обойтись. Есть один вид сварки. чаще всего используется DIY — точечная сварка. Качество сварного шва зависит от приобретенного опыта, который в основном заключается в поддержании необходимой длительности импульса тока на основе визуального наблюдения за точкой сварного шва.
Содержание:
- Процедура
- Точечная сварка Точечная сварка
- Требования к электродам
- Самодельный сварочный аппарат
- Схема сборки аппарата
- основной блок
- Конструкция электродов
- Органы управления
Процедура Точечная сварка применяется в промышленности и в быту. В промышленности точечная сварка применяется для сварки стальных заготовок разных марок, цветных сплавов и металлов разной толщины, профильных деталей (швеллеры, двутавры, уголки) и пересекающиеся стержни.В домашних условиях самодельная точечная сварка
незаменима при ремонте бытовой техники, различных работах с кабелем или ремонте алюминиевой посуды. Процесс точечной сваркисостоит из нескольких этапов. Сопрягаемые детали на месте устанавливаются между электродами и прижимаются друг к другу, после чего эта деталь нагревается до состояния пластичности и подвергается пластической деформации.
При использовании автоматизированного оборудования в промышленных условиях частота сварки часто достигает 600 точек в минуту.Для качественной точечной сварки в домашних условиях рекомендуется поддерживать неизменной скорость движения электрода и обеспечивать определенное давление и контакт деталей.
Детали, нагретые из-за прохождения сварочного тока в виде коротких импульсов, которые различаются примерно от — 0,01 до 0,1 секунды, в зависимости от условий сварки. Такие импульсы отвечают за расплавленный металл в области электродов и образующие общую жидкую сердцевину детали, диаметр которой составляет 4 — 12 мм.
После того, как импульс тока прекратит действие элементов, элементы будут удерживаться в течение некоторого времени, смогут охладить расплавленную сердцевину и кристаллизоваться. Как и все процессы, технология точечной сварки характеризуется преимуществами и недостатками.
К ее достоинствам можно отнести механическую прочность точечной сварки и высокий КПД, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечить целостность сварного шва.
Точечная сварка
Время нагрева варьируется от тысячных долей до нескольких десятков секунд в зависимости от мощности аппарата и условий сварки.При сварке стальных изделий, склонных к закалке и растрескиванию, например углеродистой стали, рекомендуется увеличивать время нагрева после медленного охлаждения металла.
сварка аустенитной нержавеющей стали рекомендуется наоборот, непродолжительный нагрев. Это принято делать для предотвращения риска нагрева внешней поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозийной защиты. свойства металла наружного слоя.
определенное давление между электродами обеспечивает надежный контакт в стыках. Значение давления зависит от типа и толщины соединяемых частей основного металла. Уровень давления после нагрева важен, так как его величина отвечает за в металле шва мелкозернистая структура, а прочность мест соединения становится идентичной прочности основного металла.
С зажимными частями во время прохождения сварочного импульса может обеспечить образование вокруг расплавленной сердцевины уплотнительного пояса, который предотвращает разбрызгивание расплавленного материала из зоны сварки.Для улучшения кристаллизации расплавленного металла рекомендуется с небольшой задержкой разжимать электроды после того, как пошла импульсная сварка. Требования
ЭлектродыЭлектроды, которые используются для точечной сварки своими руками, должны обеспечивать прочность в диапазоне рабочих температур, высокую теплопроводность и электрическую проводимость, а также простоту обработки.
соответствуют аналогичным требованиям специальной бронзы с включением кадмия и кобальта, холодно-электролитической меди, медных сплавов с хромом и сплавов на основе вольфрама.
Медь по показателям электропроводности и теплопроводности значительно превосходит бронзу и ее сплавы, но по износостойкости хуже в 5-7 раз. Поэтому для изготовления электродов лучшим сплавом служит сплав типа EV, который представляет собой почти чистую медь, которая присутствует в составе около 0,7% хрома и около 0,4% цинка.
Для уменьшения износа электродов, используемых для точечной сварки, рекомендуется их интенсивное охлаждение водой.Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен быть в 2-3 раза больше толщины самого тонкого элемента соединения.
Самодельный
сварщику для точечной сварки в домашних условиях нужно сделать специальный аппарат. Самодельные сварочники имеют самые разные конфигурации — от небольших переносных моделей до достаточно габаритных аппаратов для точечной сварки. В домашних условиях принято использовать настольный вариант, применяемый для сварки деталей. черные и цветные металлы.
Схема сборочного устройства
Сборочный узел объемной схемы — небольшие контуры точечной сварки, содержащие минимальное количество необходимых деталей. толщиной 0,2 миллиметра или металлической проволокой, их можно варить.
Перед производством аппаратов для точечной сварки необходимо вспомнить закон Джоуля-Ленца, когда электрический ток проходит через провод, количество тепла, которое выделяется в проводнике, прямо пропорционально сопротивлению проводника, т.е. квадрат тока и время, в течение которого ток течет по проводнику.Это означает, что если ток был 1000 ампер, плохо выполненное соединение и тонкие провода потеряют мощность примерно в 10 000 раз больше, чем при электрическом токе 10 ампер. Следовательно, качеством схемы нельзя пренебрегать.
Основа всей работы данного агрегата заключается в создании электрического импульса, сварке 2 кусков металлических деталей. Для этого понадобится небольшой трансформатор, подключенный к нижней обмотке заготовки, а к вторичной — электрод.
Не подключайте трансформатор с питанием напрямую от этого специального мостового выпрямителя с тиристорами.Для создания необходимого импульса на машину нужно дополнительно установить еще один источник, состоящий из еще одного мостового выпрямителя и трансформатора. Электрический ток будет собираться в конденсаторе, который служит коллектором и создателем импульса.
Для загрузки импровизированного аппарата точечной сварки нажмите кнопку на рукоятке пистолета «Импульс», отвечающую за размыкание цепи конденсатора-резистора, провоцирующего их разряд через электрод. точечная сварка, чтобы понять, как это делается правильно.Тиристор
в этой схеме будет выступать в роли катода, замыкая мостовой выпрямительный трансформатор №1. Пока конденсатор полностью разряжен, тиристор находится в открытом состоянии. Затем отпускают «импульс», и конденсатор снова заряжается. И все будет повторяться по той же схеме.
Если вам нужен более мощный аппарат для точечной сварки, вы можете сделать это своими руками с помощью тех же деталей и узлов: полупроводникового тиристора, сварочного трансформатора и таймера.Однако потребность в этом более мощном трансформаторе. Определенные узлы должны иметь совершенно разные характеристики.
основной блок
самый простой в изготовлении сварочный аппарат с фиксированным током индикатора переменного тока. Управление рабочим процессом осуществляется путем изменения длительности электрического импульса — с помощью таймера или переключателем вручную.
Основным элементом любого оборудования для точечной сварки является силовой трансформатор, который имеет большой коэффициент трансформации, обеспечивающий большой сварочный ток.Лучше всего использовать этот прибор серийного производства, например, ОСМ — 1.
Первичную обмотку трансформатора оставить без изменения, помните, что она должна содержать не менее 200 витков. Заменить вторичную обмотку на более мощную, это рекомендуется использовать проволоку ПТ Н — 50 или SEW 2 / 1.9.
Также как трансформатор можно сделать трансформатор из СВЧ. Такие трансформаторы отличаются большой емкостью и доступностью. Кроме того, цена точечной сварки будет невысокой.Одного трансформатора СВЧ хватит на самодельный точеный сварочный аппарат, который будет сваривать только стальные листы толщиной 1 миллиметр.
Если вам нужна более мощная машина, вы можете использовать два или более трансформатора. Если есть два одинаковых трансформатора, их можно объединить в один источник питания для работы с толстым металлом. Аналогично, вы можете подключить и более двух трансформаторов, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения, в результате чего мигают лампочки, срабатывают предохранители и вызывают жалобы соседей.Поэтому мощность самодельной точечной электросварки обычно ограничивается значениями, обеспечивающими сварочный ток в пределах 1000-2000 А. Недостаток тока можно компенсировать увеличением времени цикла сварки.
конструкция
электроды Применяются электроды из медных стержней. Чем толще электрод, тем лучше. Хорошо, если диаметр электрода не меньше диаметра проволоки. пайка наконечников большой мощности.Периодически рекомендуется подрывать электроды, так как они теряют форму. Электроды со временем полностью изнашиваются и требуют замены.
Длина провода, идущего от трансформатора к электроду, должна быть минимальной. Помните, что это должно быть минимальное количество подключений, потому что каждое подключение приводило к потере мощности. На обоих концах кабеля желательно поставить медь. клеммы для подключения к электродам и установки точечной сварки.
припаиваем наконечники к проводу, также это припаянные провода.Дело в том, что точка соприкосновения со временем и, возможно, при первом запуске, происходит окисление меди, что приводит к увеличению сопротивления и большим потерям мощности, поэтому ваша машина точечной сварки может и прекращает сварку.
За счет большого диаметра наконечника провода и провода их легко паять, но эту проблему можно смягчить путем покупки луженого паяльного жала. Неспаянные соединительные клеммы и электроды тоже создают сопротивление и окисляются, но по мере необходимости съемные электроды, то каждый раз при замене старых наконечников отпаивать и паять новые неудобно.Закрепите нижний электрод
и изолируйте его крепежными болтами и шайбами, щеками и изолентой. Для фиксации электродов в держателе можно использовать два винта или латунные шайбы. Держатели с электродами распускают пружину в исходное положение. Сварщик самодельный. Сеть аппарата точечной сварки подключается через автоматический выключатель, рассчитанный на ток не менее 20 ампер.
Органы управления
Только элементы управления — переключатель и рычаг. Сила сжатия между электродами должна быть достаточной для обеспечения контакта частей между электродами.Помните, что у более толстых листов, которые вы свариваете, сила сжатия должна быть больше. Излишнее давление в подручных устройствах можно создать зажимом — рычагом и рычагом-винтом. Могут быть и другие методы, требующие другого оборудования.
Переключательдолжен быть установлен в цепи первичной обмотки, так как вторичная цепь большого тока присутствует, и переключатель дополнительно создает сопротивление. Переключатель в положении рычажного зажимного механизма должен быть установлен на плече, который будет способен одной рукой надавить на рычаг и включить ток.Вторая рука приклеит сварные детали.
выключен и сварочный ток необходим только на сжатых электродах, иначе возникает сильная искра, которая приводит к горению электродов. Рекомендуется использовать аппарат принудительного охлаждения с вентилятором. Если вентилятор не требуется, постоянно следить за температурой трансформатора, электродов, проводов и делать перерывы во избежание перегрева.
Таким образом, сегодня купить сварочный аппарат — небольшая проблема. В любом специализированном магазине можно найти аппарат для точечной сварки разной мощности от разных производителей.Однако далеко не все устройства соответствуют требованиям, которые предъявляются к бытовым мастерам. И чтобы собрать такое устройство самостоятельно, достаточно просто спросить, как сделать точечную сварку, подготовить схему устройства, узлов и деталей для сборка и пайка.
Точечная сварка из СВЧ своими руками: инструкция по изготовлению
В домашнем хозяйстве часто требуется аппарат для точечной сварки, но его сложно купить из-за высокой цены. Между тем ничего сложного в этом нет, и можно сделать прибор своими руками.Основа сварочного аппарата — трансформатор. Для личных нужд точечную сварку можно сделать из микроволновки своими руками. Чтобы лучше понять устройство, сначала нужно понять, как оно работает.
Принцип работы аппарата для точечной сварки
Между электродами помещаются металлические детали из меди или латуни, которыми они прижимаются друг к другу. После этого через них пропускают электрический ток, нагревая место сварки докрасна. Детали становятся пластичными, и на границе раздела образуется жидкая ванна диаметром около 12 мм.Под действием давления происходит сварка стыка.
Подача тока и разогрев происходят в виде импульса, после чего детали остаются зафиксированными в одном положении до тех пор, пока они немного не остынут.
Представив себе принцип работы, проще разобраться, как делать точечную сварку самому.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность сцепления;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизировать процесс в производственной среде.
Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Требования к аппарату для сварки
- Возможность изменения длительности процесса.
- Создание значительного давления в месте сварки с максимумом в конце нагрева.
- Наличие электродов с высокой электрической и теплопроводностью. Для этого подходят электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта.Медь и ее сплав марки EV наиболее доступны домашнему мастеру. Площадь контакта рабочего конца электрода должна быть в 2-3 раза меньше размера сварного шва.
Изготовление сварочного аппарата своими руками
Из описания принципа работы становится понятно, что ручная точечная сварка в первую очередь должна обеспечивать нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппарата разная, и нужно представлять, для каких целей будет использоваться подручное устройство.
Детали для производства: трансформатор
- ;
- изолированный провод диаметром 10 мм;
- электродов; Переключатель
- ;
- наконечников;
- болтов;
- подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).
Устройства делаю в основном настольные. Портативные устройства широко используются и зачастую не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние закрепляются на концах сварочных клещей, изолированных друг от друга.Их проще всего сделать из деревянных брусков вместе с корпусом из фанеры.
Двигается только верхняя часть руки, а нижняя прикрепляется к основанию. Усилие сжатия требуется обеспечить как можно больше, особенно когда нужно сваривать толстые листы металла. Для этого понадобится мощный рычаг. Он должен быть подпружинен, чтобы электроды в исходном состоянии были открыты. В домашних условиях желательно обеспечить давление не более 30 кг. Рукоять может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, так, чтобы плечо было 1:10.В промышленности используются пневматические и гидравлические устройства для необходимого прессования деталей с регулируемым усилием.
На ручке удобно вывести выключатель. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Устройство также управляется магнитным пускателем через ножную педаль. Вторичная обмотка и корпус трансформатора заземлены.
Трансформатор в сборе
Когда микроволновая точечная сварка выполняется самостоятельно, основной частью устройства является трансформатор мощностью 700–1000 Вт.Чем он выше, тем лучше. Трансформатор от СВЧ имеет сварную конструкцию. Ему нужно снять только вторичную обмотку, не повредив первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать новую вершину первичной обмотки, из проволоки диаметром не менее 1 см. отверстие между сердечником и первичной обмоткой. Аппарат на 1 кВт подходит для сварки пластин толщиной 3 мм.
Точечная сварка из СВЧ своими руками создает ток во вторичной обмотке до 2 тыс. А.При его большем значении будут заметны скачки напряжения в сети и в квартире это может негативно сказаться на работе электронных устройств. В частном доме можно использовать более мощный прибор.
Как разобрать микроволновку — не проблема. Важно, чтобы трансформатор давал необходимую мощность. Часто для его увеличения используют два одинаковых преобразователя напряжения, которые соединены параллельно друг другу. Для этого создается схема точечной сварки из двух одинаковых вторичных обмоток с подключением одноименных выводов на входе и выходе.При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также увеличится вдвое. Важно не перепутать выводы, чтобы не произошло короткого замыкания. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном включении вторичных обмоток суммируются выходные напряжения каждой из них. При этом следует избегать ошибочного подключения в противофазе. Для этого к выходу подключают нагрузку и измеряют переменное напряжение с помощью вольтметра.
Трансформаторы прикреплены к основанию корпуса и заземлены.
Изготовление электродов
Для изготовления электродов проще всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически разъедать. В них просверливается отверстие, через которое болты соединяются с проводами вторичной обмотки.
Требования к электродам:
- Прочность при рабочей температуре;
- простота обработки;
- высокая теплопроводность и электрическая проводимость.
Этим требованиям в наибольшей степени удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод закреплен, а верхний прикреплен к плечу. Важно обеспечить их надежную изоляцию.
Устройство подключается к сети автоматическим выключателем на 20 А.
Подключение проводов
Провода, подключаемые к электроду, должны быть как можно меньшего размера.Они припаяны к медным наконечникам. Отдельные жилы провода также спаиваются между собой, так как при большом токе точки контакта могут окисляться и теряться мощность. Обжимать наконечники не рекомендуется, так как в точках соприкосновения возникает дополнительное сопротивление.
Контактная сварочная техника
Сварка производится только после нажатия на электроды, иначе они могут обжечься. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- усилие прижима электродов;
- форма и размер электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и через короткое время после него. В этом случае металл успевает кристаллизоваться, и соединение получается более прочным.
Охлаждение устройства желательно вентилятором. Необходимо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разминки — перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается экспериментально.Обычно это несколько секунд. Листовой материал преимущественно соединяется, но могут присутствовать и стержни.
Режим сварки бывает жестким и мягким. В первом случае прикладывается большой ток и создается большая сила сжатия с короткой длительностью импульса (не более 0,5 с). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим характеризуется большей длительностью импульса. Он больше подходит для домашних условий, где не всегда удается добиться необходимой мощности.Свариваются заготовки из обычных углеродистых сталей.
Давление, плотность тока и размер пятна сварки зависят от диаметра контактной поверхности электрода.
В домашних конструкциях аппаратов для точечной сварки величина тока обычно не регулируется. Основное внимание уделяется продолжительности нагрева, а контроль осуществляется путем изменения цвета деталей. Если требуется регулировка напряжения, можно использовать лабораторный автотрансформатор, подключенный на входе.Чтобы при большом токе обмотка не продувала его при замкнутом колесе, используются устройства с ступенчатой регулировкой напряжения.
Использование точечной сварки
Контактная сварка в домашних условиях необходима для мелкого ремонта, когда необходимо соединить небольшие листы металла. Он используется для замены электроинструментов, ноутбуков и подобного оборудования, чтобы снизить затраты на замену батарей. Высокая скорость процесса не дает деталям перегреваться.
Заключение
Выбор аппаратов для точечной сварки на рынке велик, но их стоимость остается высокой.К тому же сложно найти подходящие варианты. Устройство можно изготовить самостоятельно, а все необходимое найдется дома или в мастерской. Точечная сварка из СВЧ, собранная вручную, работает надежно и обеспечивает необходимый мелкий ремонт деталей при правильном подборе всех параметров. Здесь важно понимать, для каких целей он сделан.
лучших сварщиков точечной сварки | Аккумуляторы и портативные портативные устройства
Точечная сварка или контактная точечная сварка — это процесс сварки, используемый для сварки листового металла путем приложения тепла и давления с помощью электрического тока через электрод из медного сплава.
Существуют разные типы аппаратов для точечной сварки, аппараты для точечной сварки аккумуляторов 18650 отличаются от ручных аппаратов для точечной сварки. У аппаратов для точечной сварки отжимного типа есть большие металлические электродные губки, которые проходят по обе стороны от металлических листов, создавая тепло и давление в небольшом месте, чтобы сварить их вместе. В аппаратах для точечной сварки батарей электроды расположены на одной стороне и обычно используются для подключения аккумуляторов 18650.
Лучшие ручные точечные сварочные аппараты
1. Профессиональный портативный аппарат для точечной сварки Stark
Лучший портативный ручной точечный сварочный аппарат
Узнать последнюю цену |
Наш лучший выбор — ручной точечный сварочный аппарат Stark.Этот сварочный аппарат сконструирован так, чтобы быть портативным и быстро создавать прочные точечные швы. Ручка наверху позволяет легко переносить его, а однофазная конструкция позволяет добавить листовой металл и просто нажать на рычаг, и сварка будет выполнена за секунды. Он доступен как на 120 В, так и на 220 В. Чтобы использовать 220 В, вам понадобится розетка на 220 В. Если у вас есть только стандартный бытовой блок питания, вам понадобится 120 В. Цена очень похожа, поэтому мы предпочитаем модель 220 В, если у вас есть возможность, потому что она имеет немного дополнительной мощности.
Устройство на 120 В имеет электрический ток 13,5 А, весит 27 фунтов и может сваривать комбинированный лист толщиной до 1/8 дюйма (1,5 мм + 1,5 мм). Это идеальный вариант для домашних сварщиков-любителей, выполняющих легкие работы. Рабочий цикл составляет 50% при 1,5 кВА, что нормально.
Устройство на 240 В имеет электрический ток 16 А, весит 27,5 фунтов и может сваривать до 3/16 дюйма общей толщины. Это идеально, если вам нужно немного больше энергии и иметь приличную мастерскую с напряжением 220 В. Рабочий цикл составляет 50% при 2,5 кВА.
2.Tooluxe RIDGE10915L 115V Аппарат для точечной сварки
Узнать последнюю цену |
RIDE10915L — еще один компактный ручной точечный сварочный аппарат. У него есть ручка сверху, которая помогает переносить его, однако при весе 34 фунта его может быть довольно сложно носить с собой.Его очень просто использовать, все, что вам нужно сделать, это надавить на листовой металл и нажать на рычаг, и вы можете мгновенно выполнить точечную сварку. Он работает от питания 115 В и имеет входную мощность 6,6 кВт с рабочим циклом 30% при 6,6 кВт. Он сваривает до толщины в 12 г в сочетании (1,0 мм + 1,0 мм) и имеет глубину горловины 7 дюймов. Он также поставляется с запасной парой сварочных наконечников на тот случай, когда вам понадобится их заменить. Он тяжелее и менее мощный, чем 120-вольтовый блок Stark, но при этом обеспечивает хорошие сварочные швы, поэтому его стоит учитывать в зависимости от цены.
Лучший аппарат для точечной сварки батарей
1. SUNKKO 709A Аккумуляторный аппарат для точечной сварки
Лучший аккумулятор для точечной сварки 18650
Узнать последнюю цену |
709A — это аппарат для точечной сварки, предназначенный для сварки аккумуляторов 18650, 14500 и других литиевых аккумуляторов.Он может сваривать чистый никель максимальной толщиной 0,2 мм и максимальной толщиной 0,35 мм для стали с никелевым покрытием. Эта модель доступна по разумной цене, потому что это базовый блок, но он выполняет свою работу. Он включает в себя ножную педаль, которая помогает улучшить вашу точность и характеристики. Он также имеет выбор от 2 до 18 сварочных импульсов и регулировку сварочного тока от 1 до 8, чтобы вы могли адаптировать свои характеристики при сварке более толстых никелевых полос. В целом это доступный и простой аппарат для точечной сварки, который без проблем сваривает ваши батареи.
Как работает точечный сварочный аппарат с отжимом
Ручной аппарат для точечной сварки обжимного типа прост в использовании, вам нужно будет выполнить всего несколько основных шагов.
- Начните с выравнивания кусков листового металла в том положении, в котором вы хотите, чтобы они сварились. Лучше всего зажать металл на месте, чтобы он не менял своего положения. Убедитесь, что металл чистый, на поверхности нет жира, краски или оксидов.
- Затем вы должны убедиться, что электроды находятся прямо на одной линии, когда они прижаты друг к другу.
- Установив электроды и закрепив листовой металл, воспользуйтесь кнопкой или педалью для генерации тока через электроды из медного сплава и приложите давление к области сварного шва, сжав электроды вместе. При этом выделяется тепло, которое плавит металл и сплавляет его, образуя сварное соединение.
- Когда металлические листы будут точно соединены, отпустите электроды и переставьте их в следующем месте, которое вы хотите сваривать, и повторяйте предыдущие шаги, пока не выполните все точечные сварные швы.
Как работает аккумуляторная точечная сварка
Если вы хотите сварить вместе много литий-ионных аккумуляторов 18650 для проекта, над которым вы работаете, вам лучше всего использовать точечный сварочный аппарат. Если вы спаяете ячейки, вы легко можете их испортить. Основное отличие аккумуляторного точечного сварочного аппарата от сварочного аппарата обжимного типа заключается в том, что оба электрода касаются одной и той же стороны металлического листа, и он обычно сваривает гораздо более тонкий металл.
Преимущества точечной сварки
Повышенная производительность
Если вы много работаете с листовым металлом в своей мастерской, вы, вероятно, немного устанете делать электрозаклепки.Вы будете просверливать отверстия, выравнивать детали, сваривать, а затем завершать сварку. В какой-то момент вы начнете задумываться, стоит ли покупать точечную сварку.
Аппараты для точечной сварки— действительно отличный инструмент, если вы хотите быстро сварить листовой металл, вы можете выполнить сварку буквально за секунды. Все, что вам нужно, это плоские, тонкие и чистые металлические листы, точечный сварочный аппарат и электричество, и вы можете летать, выполняя сварные швы.
Малая зона термического влияния
Одним из преимуществ точечной сварки является то, что площадь термического влияния остается очень маленькой, поскольку энергия может быть доставлена в точку менее чем за 1 секунду.Если вы свариваете автомобильные кузова, вам нужно, чтобы зона термического влияния была как можно меньше, чтобы не нарушить структурную целостность стали. Сварочные аппараты для точечной сварки очень эффективно вырабатывают тепло, поэтому время сварки и зона термического влияния значительно сокращаются по сравнению со сваркой MIG или TIG. Вот почему точечная сварка широко применяется в автомобилестроении и кузовном ремонте.
Без расходных материалов
Точечная сварка — это удобно и недорого, поскольку не используются расходные материалы, такие как присадочный металл или сварочный газ.Для точечной сварки требуется только тепло, выделяемое электрическим током и давлением, так что пока у вас есть источник питания, все в порядке.
Как предотвратить разбрызгивание и прилипание электрода
Если ваш электрод прилипает или на вас появляются брызги, существует ряд возможных причин.
- Несоосность электродов: убедитесь, что концы электродов идеально выровнены, когда вы их сжимаете. Наконечники должны прикасаться к металлическому листу под прямым углом.
- Загрязненная рабочая поверхность: Прилипание электрода может произойти, если поверхность металла содержит оксиды, жир, краску или грязь.Убедитесь, что металл чистый.
- Загрязнение наконечника электрода: Электроды могут загрязняться при сварке оцинкованной стали. Перед точечной сваркой очистите наконечник электрода, чтобы предотвратить прилипание электрода.
- Плохие условия: если у вас слишком высокий сварочный ток или вы держите сварной шов дольше, чем рекомендуется, это может вызвать брызги сварного шва. Всегда соблюдайте правильные параметры.
Какие металлы можно сваривать точечной сваркой?
Сталь— лучший металл для точечной сварки, потому что она имеет низкую теплопроводность и высокое электрическое сопротивление, в том числе нержавеющую, низкоуглеродистую и оцинкованную.Для оцинкованной стали требуется более высокий ток, и наконечник электрода необходимо будет заменить или зачистить, поскольку он может загрязняться. Сплавы никеля и титана также можно сваривать точечной сваркой. Точечная сварка не подходит для алюминия или медных сплавов, таких как бронза.
Безопасность для точечной сварки
Точечная сварка более безопасна, чем другие типы сварки, в которых используется дуга и выделяется больше тепла, например, сварка MIG, TIG и Stick, поскольку отсутствуют ультрафиолетовые лучи, которые могут повредить кожу и глаза, если их оставить открытыми.Однако точечная сварка может вызвать искры, поэтому вы должны соблюдать все инструкции в руководстве и проявлять осторожность. Как правило, вы должны носить защитные очки, кожаный фартук, сварочные перчатки, защитную маску и сварочные рукава. Ручные точечные сварочные аппараты также могут быть довольно тяжелыми, поэтому будьте осторожны, чтобы не уронить их на ногу.
На что обращать внимание при установке точечной сварки
Толщина металла
Ключевым моментом при покупке аппарата для точечной сварки является понимание толщины свариваемого листового металла.Аппараты для точечной сварки лучше всего подходят для тонкого листового металла. Точечная сварка сжатием обычно позволяет сваривать листы толщиной от 0,5 до 3 мм (от 0,020 до 0,118 дюйма). С ручными моделями, обрабатывающими до 2 листов плотностью 16 га. Аппараты для точечной сварки аккумуляторных батарей обычно сваривают от 0,03 до 0,2 мм.
Цена
Аппараты для точечной сварки— очень экономичный инструмент при частом использовании, вам не нужны расходные материалы и вы можете сэкономить много времени на сварку. Для аппаратов точечной сварки батарей цена может быть невысокой, если вы хотите сварить только один комплект 18650, потому что цена не сильно отличается от покупки новой батареи.Однако, если вы думаете, что сможете собрать больше батарей, то это того стоит.
Напряжение
Аппараты для точечной сварки могут быть 220В или 110В. Блоки на 220В более мощные, но в мастерской нужна розетка на 220В. Если у вас есть только стандартные бытовые блоки питания на 110 В, вам понадобится модель на 110 В.
Что такое точечная сварка? Тщательное понимание
0Последнее обновление: 21 июня 2021 г.
Точечная сварка, также известная как контактная сварка сопротивлением, считается одним из старейших видов сварки.Сварщики считают этот метод наиболее эффективным при соединении двух или более металлических листов. Техника включает приложение огромного давления, тепла и электрического тока через металлические листы. Таким образом вы устраните сопротивление металлических листов, ведущее к сплавлению.
На протяжении многих лет точечная сварка находила применение в различных секторах экономики. Такие предприятия, как автомобилестроение в обрабатывающей промышленности, используют точечную сварку листового металла.По окончании обшивки сварной шов используется для изготовления кузовов автомобилей.
Как работает точечная сварка?
Во-первых, давайте разберемся в этапах процесса точечной сварки. Вот обзор.
1. Выравнивание деталей и металлических листов
Перед началом сварки все детали и металлические листы выравниваются соответствующим образом. Это очень важно, так как после того, как листы будут сварены, их невозможно будет отсоединить.Неправильное выравнивание заготовок может заставить вас повторить процедуру заново, используя новые металлические листы.
2. Нажимные электроды
Процесс подачи электродов включает выбор подходящих электродов для сварки ваших деталей. Большинство сварщиков предпочитают использовать электроды из чистой тугоплавкой меди из-за их повышенной способности противостоять окислению и сохранять тепло. Эти электроды также идеальны, поскольку они содержат части молибдена (Mo). Известно, что МО имеет высокую температуру плавления, достаточную для предотвращения расслоения.
3. Пропускание тока через электроды
В этом процессе вы должны расположить электроды в их правильных обозначенных местах. Наступите на блокнот на вашем сварочном аппарате, чтобы произвести необходимый электрический ток. Пошаговый режим будет генерировать электрический ток высокого напряжения. Затем ток течет через электроды и металлические стержни в металлические листы. В результате сопротивления металла электрическому току выделяется тепло, плавящее металлический лист, и образуется сварной шов.
Выделяемое тепло ограничивается только областью контакта между электродом и сварным швом. Прижимайте электроды к металлическим листам с разумной силой, чтобы получить качественный выход. На стадии выдержки отключите ток, поддерживая давление, чтобы сваренный самородок остыл.
Тип детали, с которой вы будете работать во время точечной сварки, будет определять тип и количество используемого тока. Например, время, необходимое для протекания тока, определяется толщиной заготовки.После того, как все листы будут точно сварены, снимите и переставьте электроды, чтобы подготовиться к новому сеансу сварки.
Материалы, используемые при точечной сварке
Существуют различные виды сырья для точечной сварки. Помимо металлических, вы можете использовать сталь, никелевые сплавы, титан и проволочную сетку. Сталь широко используется в автомобильной промышленности из-за ее высокого электрического сопротивления и плохой проводимости. Автомеханики предпочитают низкоуглеродистую сталь высокоуглеродистой, потому что она не трескается.
Точечная сварка может быть затруднена из-за различных факторов. К наиболее распространенным относятся использование оцинкованной стали и алюминия. Эти материалы требуют высокого уровня электрического тока для сварки и более длительного времени сварки, в отличие от стали.
Другой фактор — неподходящая толщина сварочного материала. Для точечной сварки необходимо использовать материалы толщиной около 3 мм. Если вы используете листы разных размеров, всегда поддерживайте соотношение 3: 1, чтобы получить качественные сварные швы.
Кредит: Fusionstudio, Shutterstock
.Параметры точечной сварки
1. Сила электродов
Сила электродов — это количество энергии, необходимое для соединения или плавления ваших металлических листов. Чем выше количество энергии, тем больше тепла будет произведено. В этом случае инженерам следует проявлять особую осторожность, чтобы не ухудшить качество сварного шва.
Иногда необходимо увеличивать сварочный ток для увеличения сварочного усилия.Убедитесь, что увеличение находится на умеренном уровне, чтобы уменьшить образование брызг между листами и электродами. В случае образования брызг электроды прилипнут к металлическим листам и испортят окончательный сварной шов.
Точечная сварка также требует приложения минимального давления. Минимальное давление помогает сохранить электрический ток и тепло, выделяемое металлическими листами и электродами. При приложении большого давления образуется небольшое пятно, которое снижает проникающую способность сварного шва.
2.Время сжатия
Время сжатия, также называемое запрограммированным временем сжатия, представляет собой разницу между приложением начального усилия электрода и начального тока к заготовке. Этот параметр работает за счет стабилизации сварочного наконечника перед подачей на него электрического тока. Пропуск этого шага может привести к изгибу, преждевременному износу электрода или изгнанию межфазной границы.
Увеличение продолжительности сжатия необходимо для получения качественных сварных швов. С другой стороны, это расширение также может привести к увеличению эксплуатационных расходов и уменьшению количества сварных швов за сеанс.Ограничение времени сжатия может привести к выталкиванию металла или получению некачественных сварных швов. Перед началом сварки убедитесь, что вы заранее запрограммировали время сжатия. Программирование осуществляется от источника питания, чтобы обеспечить эффективную стабилизацию силы электрода.
3. Время сварки
Время сварки — это продолжительность подачи электрического тока на заготовки или металлические листы. Это время обычно рассчитывается с использованием циклов линейного напряжения. Однако точно рассчитать время сварки сложно.Это в значительной степени зависит от активности, проводимой вокруг места сварки.
При определении времени сварки следует учитывать следующие факторы:
- Используемый тип и сила тока должны обеспечить качественный сварной шов
- Убедитесь, что время сварки очень короткое
- При сварке толстых листов необходимо время сварки, чтобы образовался самородок большого диаметра
- Выберите параметры, снижающие вероятность износа электродов
- Изменить продолжительность сварки во время автоматической правки наконечника и поддерживать постоянное значение контактной поверхности электрода
4.Время удержания
Время удержания — это период после сеанса сварки. В это время электроды остаются прикрепленными к металлическому листу, чтобы постепенно охладить зону сварки. После затвердевания расплавленной массы удалите сваренные детали с поверхности сварки перед началом нового сеанса.
Превышение времени выдержки приведет к излишнему распространению тепла по сварному шву. Это распространение тепла может вызвать нагрев электродов и их износ. Высокоуглеродистые материалы требуют небольшого времени выдержки.В таких материалах появляются трещины, и они становятся хрупкими при длительной выдержке. Удаление электродов до затвердевания самородков может привести к разрыву сварных швов или получению слабых сварных швов.
Кредит: Прафан Джампала, Shutterstock
Применение точечной сварки
1. Производство электроники
Точечная сварка широко используется для производства таких изделий, как газовые датчики, солнечные панели, переключатели, высоковольтные кабели и печатные платы.Известно, что этот метод имеет высокое электрическое сопротивление, что делает его идеальным для изготовления сложных и хрупких электронных предметов.
2. Сплавление гвоздей
Значительная часть населения не знает, что точечная сварка является одним из методов соединения валков гвоздей. Приварка стальной проволоки к гвоздям обычно выполняется на высоких скоростях с использованием магазинов для пневматических пистолетов для гвоздей. Чтобы увеличить количество изготавливаемых гвоздей, сварщики могут использовать круги для сварки швов. Использование этих кругов гарантирует производительность 1200 гвоздей в минуту.
Перед тем, как приступить к сварке гвоздей, убедитесь, что применяемый электрический ток точный. Сосредоточение вашего электрического тока должно быть в основном в точке, где гвоздь находится под сварочным колесом. Сосредоточение внимания на электрическом токе приведет к точной фиксации гвоздей в готовности к сварке.
3. Автомобильная промышленность
Точечная сварка широко известна в автомобилестроении, поскольку ее стоимость невелика и она легко доступна. Этот метод также является быстрым и обеспечивает эффективный и простой способ сварки листового металла для производства автомобилей.Производители также могут извлечь выгоду из небольшого количества времени, потраченного на этот метод, и разработать больше автомобилей в смену, что приведет к максимальному увеличению прибыли.
Точечная сварка требует особых навыков. Этот метод может эффективно использоваться элементарным обученным персоналом или запрограммированными роботами, что обеспечивает плавность производственного процесса.
4. Стоматология
Точечная сварка применяется в зуботехнических лабораториях для нескольких процедур. Метод используется для нагрева или ремонта ортодонтических материалов с помощью электропайки.Ортодонт может использовать точечный сварочный аппарат для отжига проволоки, используемой для крепления зубных имплантатов.
5. Производство аккумуляторов
Электрическое сопротивление используется для точечной приваривания лент к никель-металлогидридным, литий-ионным аккумуляторам или никель-кадмиевым элементам при производстве аккумуляторов. Точечной сваркой прикрепляются тонкие никелевые ленты к клеммам аккумулятора. Этот метод предпочтительнее обычного процесса пайки, поскольку он предотвращает частый нагрев батареи.
Преимущества использования точечной сварки
Известно, что точечная сварка дает короткие результаты.Во время точечной сварки выделяемого тепла достаточно для равномерного и быстрого последовательного склеивания двух металлических листов. Несмотря на оперативность метода, заготовки никогда не деформируются.
Точечная сварка — один из старейших и широко известных видов сварки. Этот метод хорошо известен и легко применим при сварке различных тонких металлов, таких как никель и нержавеющая сталь. Поскольку этот метод прост для понимания и применения, он широко используется в нескольких секторах, таких как авиация, автомобилестроение, строительство и строительство.
Точечная сварка имеет высокую совместимость, эффективность и однородность. По сей день все заинтересованные стороны в точечной сварке проделали большую работу, чтобы проверить и доказать, что этот метод является лучшим.
Сварка методом электрического сопротивления требует минимальных затрат энергии и электроэнергии. Этот метод обеспечивает гораздо более эффективный способ использования электричества и энергии, чем другие методы сварки, такие как MIG и TIG.
Точечная сварка сокращает производственные затраты инженеров, поскольку он относительно дешев в эксплуатации.Этот процесс также позволяет использовать роботов, увеличивающих производственные мощности. По этой причине точечная сварка легко сочетается с другими сложными методами производства, особенно в таких областях, как сборочная линия производства.
Недостатки сварки трением
- Требуется большая рабочая зона
Точечная сварка не может выполняться в небольшом или ограниченном рабочем пространстве. Метод предполагает использование большого количества тепла и вредных газов.Таким образом, этот метод требует, чтобы у вас была большая и хорошо вентилируемая рабочая зона.
Сварочные пистолеты, используемые при точечной сварке, тяжелые и требуют большой прочности при их использовании. Такие характеристики делают метод очень опасным, особенно для пожилых сварщиков. Большое количество тепла, выделяемого во время сварки, может вызвать серьезные ожоги при контакте с кожей сварщика.
Сварщики также всегда находятся рядом с опасными испарениями и искрами, которые представляют значительный риск для их здоровья. К другим рискам, представляемым сварщикам, относятся аварии и травмы, особенно рук и пальцев.
- Точечная сварка может быть слабой
Точечная сварка не подходит для сварки более толстых материалов. Окончательный сварной шов будет низкого качества, так как точечный шов не будет проплавлен должным образом. Из-за этого недостатка проекты, выполненные с помощью точечной сварки, легко распадаются, и вам нужно регулярно ремонтировать их.
Часто задаваемые вопросы
1. Можно ли точечной сваркой толстых материалов?
Точечная сварка в основном используется для соединения тонких материалов толщиной около 3 миллиметров.При сварке компонентов разных размеров убедитесь, что соотношение толщины не превышает 3: 1. Прочность окончательного сварного шва будет зависеть от количества и размера каждого материала. Конечный продукт должен иметь диаметр точечной сварки от 3 мм до 12,5 мм.
2. Можно ли сваривать алюминий точечной сваркой?
За прошедшие годы сварочная промышленность постепенно перешла от использования стали к использованию алюминия. Эта замена произошла во многих приложениях, таких как автомобилестроение, где вес является важным компонентом.Большинство сварщиков предпочитают использовать трехфазную электроэнергию для точечной сварки и производства легких алюминиевых изделий.
Большое количество электроэнергии, необходимое для такой сварки, делает точечную сварку наиболее подходящим методом. Время цикла, в течение которого при точечной сварке подается электрический ток, составляет 0,1 секунды или меньше.
3. Как работает машина для точечной сварки?
Сварка сопротивлением связана с сопротивлением материала протеканию тока. В этом процессе окончательный сварной шов формируется за счет сочетания давления, времени и тепла.Сопротивление материала вызовет образование локализованного тепла для плавления материалов. Свариваемые детали обычно удерживаются давлением наконечников электродов и клещей.
Наконечники электродов и клещи также работают как проводники, по которым течет электрический ток во время цикла сварки. Продолжительность сварки обычно определяется несколькими факторами. Эти факторы включают:
- Толщина материала
- Площадь поперечного сечения контактных поверхностей сварочного наконечника
- Тип и величина тока
Заключение
Точечная сварка лучше всего применяется, когда требуются сварные швы небольшого поперечного сечения.Сварщики также могут повторять этот метод столько раз, сколько захотят. Им нужно только проверить размер заготовки. Повторная точечная сварка повысит прочность сварного шва и продлит его срок службы. Армирование гарантировано высокой стабильностью метода. Сварщики также могут улучшить качество сварки, задав условия брызг, близкие к параметрам сварки.
Кредит предоставленного изображения: Nordroden, Shutterstock
Как стать профессиональным сварщиком и сколько вы можете заработать
0Последнее обновление: 4 мая 2021 г.
Представьте, что вы пылаете с постоянным потоком электрического тока, проходящего через кончики ваших пальцев, чтобы соединить то, что когда-то было отдельными кусками металла, в шасси гоночного автомобиля.Сварка: это моя работа.
Типичный американский сварщик зарабатывает 54 000 долларов в год и любит свою работу. Сварка, конечно, не для всех, но если вы не боитесь небольшого количества тепла, любите пачкать руки и стремитесь создавать вещи, которые влияют на сообщества во всех уголках мира, это отличный выбор карьеры для вас.
Есть несколько рабочих мест, на которые можно легко попасть (без необходимости получения степени), которые так хорошо оплачиваются и предоставляют такой широкий спектр возможностей.От мужчин в белых халатах в чистых заводских резервуарах для сварки TIG до бесстрашных женщин, свисающих с моста, сшивающих укрепляющую скобу, до любящего воду подростка, разбогатевшего под подводной сваркой, — диапазон огромен. Но как попасть в эту ценную сделку?
Исследования
Если вам действительно интересно, вы начинаете в правильном месте. Чтобы начать профессиональную сварку, первым делом нужно изучить ее. Я случайно попал в сварочную позицию, не разбираясь в сварке, наткнувшись на компанию, которая думала, что я сварщик.Семь лет спустя это окупилось для меня в значительной степени, но из-за отсутствия начальных знаний это потребовало гораздо больших потерь, чем следовало бы.
Если вы хотите успешно окунуться в мир сварки, изучение общих основ того, какие есть возможности и что в них вовлечено, поможет вам быстро попасть в лучшую для вас позицию.
Для начала узнайте о различных отраслях сварки и используемых в них материалах. Сварщик изготавливает (сваривает) три основных металла.Некоторые люди становятся универсальными сварщиками, приобретая опыт во всех областях, но самые успешные специализируются в одной области.
Сварочные материалы
1. Сварка стали
Это самая широкая область. В него легче всего попасть, и у него, безусловно, больше всего возможностей. В этой области используются все виды сварочной дисциплины. Это, как правило, более грязная работа, и в ней вы найдете широкий спектр сварщиков, от высококвалифицированных профессионалов до фермеров, устанавливающих заборы в захолустье.
2. Сварка нержавеющей стали
Сварка нержавеющей стали — это более специализированный процесс. Сваривать этот металл труднее, но после освоения он считается наиболее приятным материалом для тех, кто с ним справляется. Сваривать нержавеющую сталь нет ярлыков, поэтому это сложно. Либо вы сварите его правильно, и он получится потрясающе, либо вы сварите его неправильно, и он станет ужасным беспорядком. Для хороших сварщиков нержавеющей стали есть много работы, но в эту область труднее попасть.
Изображение предоставлено: CC0 Public Domain, Max Pixel
3. Сварка алюминия
Это еще одна более специализированная область. Этот вид сварки считается наиболее сложным, но я убежден, что это только потому, что он менее распространен и сильно отличается от сварки стали и нержавеющей стали. Немного попрактиковавшись, его можно освоить так же быстро, как и любой другой вид сварки. Большинству западных городов нужны сварщики алюминия, но для них меньше рабочих мест.
Изображение предоставлено: Джеймс Халлидей, Flickr
4.Прочие материалы
Люди сваривают и другие материалы, такие как чугун, пластик и различные типы сплавов, но это самая маленькая область сварщиков. Большинство людей, за исключением сварщиков пластмасс, начинают с других видов металлов и вместе с ними изучают свой сплав или сварку чугуна.
Изображение предоставлено: Сантери Виинамяки, Викимедиа
Начать изучение особенностей
Как только вы выясните, с каким типом металла вы хотите работать, начните изучать, как вы его свариваете.Чем больше вы узнаете, тем лучше. Можно многому научиться, но наиболее важно понимать, как сваривается материал и почему. Это называется сварочной дисциплиной.
Существует три основных дисциплины: MIG, TIG и SMAW (также известная как дуговая сварка). Есть также несколько менее распространенных дисциплин, таких как трение, газовая и безгазовая MIG, а также некоторые другие более специализированные виды, в которые мы не будем вдаваться.
Изображение предоставлено специалистом по сварке, Викимедиа
Сталь сваривается во всех областях.MIG, TIG и Stick являются наиболее распространенными, но не существует типа сварочной стали, от которой не освобождались бы. С другой стороны, нержавеющая сталь и алюминий в основном свариваются MIG- и TIG-сваркой, тогда как другие сплавы обычно сваривают в газовой среде.
Изучив основы материала, который вы хотите сваривать, начните изучать детали одной из основных дисциплин, например, MIG-сварка стали (наиболее распространенная сварка стали) или TIG-сварка нержавеющей стали (любимая большинством людей сварка нержавеющей стали). Узнайте, как это выполняется, и ознакомьтесь с принципами, процессом и терминологией, относящейся к этому виду сварки.
Изучение этих основ поможет вам подготовиться к получению практического опыта. Если вы планируете изучать сварку в учебном центре, это все равно будет полезно перед началом курса, чтобы убедиться, что вы идете в правильном направлении, прежде чем тратить деньги на обучение. Вы будете благодарны за фору, если все же решите совершить сделку. Как уже говорилось, изучению сварки нет конца, поэтому чем больше вы узнаете на раннем этапе, тем более успешными вы добьетесь.
Практический опыт
Вся теория, которую вы изучаете перед сваркой, значительно поможет вам, но не то, что дает практический опыт.Однако прежде чем приступить к делу, обратите внимание на то, что сварка опасна. Возможно, вы видели, как кто-то сваривает, и это выглядит так же безопасно, как выпечка. Помните, что сварка, скорее всего, основана на обширных знаниях и опыте.
Ожоги, дуговые глазки и поражение электрическим током — обычное явление в сварочном мире, особенно для начинающих. Не ныряйте и не думайте, что вы уйдете невредимым. Будьте осторожны и начинайте сварку только с кем-нибудь, у кого есть опыт.
Изображение предоставлено: летчик 1-го класса Диллон Уайт, Медицинская служба ВВС
Хотя принципы сварки черно-белые, и их не так сложно изучить, выполнение ручной сварки — это уникальный навык, требующий развития.Он основан на ощущении, звуке и виде процесса сварки, а это не то, что нужно уловить в одночасье. Наряду с тем, чтобы рядом был кто-то из соображений безопасности, когда вы найдете способ получить опыт, попросите кого-нибудь либо посмотреть, либо осмотреть позже, чтобы дать вам совет о том, что правильно, а что неправильно.
Сварочный шов может обмануть неопытный глаз. Плохой сварной шов может выглядеть очень похоже на хороший сварной шов, с небольшими отличиями во внешнем виде. Внутреннее качество сварного шва, которое имеет значение для прочности, невидимо для глаз и может быть определено только опытным сварщиком.Убедитесь, что кто-то, кто хорошо сваривает, может критиковать вас.
Практика
Как только вы наберетесь опыта, вы начнете осваивать его. Время, которое требуется на сварку, варьируется от человека к человеку, от полного рабочего дня до нескольких недель подряд. Но то, что вы можете сделать несколько последовательных сварных швов, которые выглядят так же красиво, как работа профессионалов, которые вам помогали, не означает, что вы теперь хороший сварщик. Обеспечить стабильное качество сварных швов относительно легко, но существуют различные типы сварочных позиций, разная толщина материала и ряд условий, в которых вы будете их выполнять.
Все они требуют различных навыков и дальнейшего понимания, а некоторым из них требуется время, чтобы усвоить их. Они требуют разной толщины проволоки, разных настроек сварщика, регулировки газа, скорости сварки и предварительной подготовки к сварке. Потратьте как можно больше часов на то, чтобы практиковать как можно больше разнообразия в своей конкретной области, чтобы стать всесторонне развитым для выполнения работы.
Изображение предоставлено: летчик 1-го класса Стюарт Брайт, база ВВС Барксдейл
Первое задание
Когда вы приобретете некоторые знания и опыт, у вас есть два основных способа получить первую сварочную работу.
1. Начни лакеем
Ваше местоположение поможет определить, насколько это жизнеспособно. Я из Новой Зеландии, поэтому найти работу без опыта относительно легко, поэтому это отличное место для начала. В большинстве мастерских есть несколько молодых людей, которые убирают и выполняют основные задачи в магазине. Это идеальный вариант для тех, кто без опыта ищет место для сварки. Вы можете вдыхать все, что делает сварочный цех, пока вы развиваете свои навыки во время обеденного перерыва, после работы или на основной оплачиваемой работе, которую они вам начинают давать.
2. Начни как ученик
Чтобы начать подмастерье, требуется больше опыта. Обычно это должность, которую могут получить только люди, прошедшие курс обучения сварке. Это наиболее распространенный и простой способ начать сварку. Это стоит денег на начальное обучение, но обычно обеспечивает стабильное будущее, давая вам необходимую квалификацию для работы в любой точке мира.
Сертификаты
Сертификация— важная часть вашей карьеры, когда у вас есть работа, или даже до того, как вы устроитесь на работу, если вам трудно найти работу.Необходимая сертификация зависит от типа выполняемой вами сварки и страны, в которой вы находитесь. Некоторые виды сварки не требуют сертификации, но почти все компании предпочтут сертифицированного потенциального сотрудника.
Мы также написали здесь руководство о том, как начать свой сварочный бизнес с нуля.
Как получить сертификат?
- Пройдите программу обучения сварщика, чтобы узнать особые требования для сертификации.
- Изучите правила сварки для теоретического теста.
- Практикуйте требуемые методы сварки, которые вы будете проверять.
- Пройдите теоретический и практический тест. Если вы потерпите неудачу, вам придется перебронировать и попробовать еще раз. Если вы сдадите экзамен, вы останетесь сертифицированным на всю жизнь до тех пор, пока ваш работодатель каждые шесть месяцев будет предоставлять доказательства того, что вы выполняете сварку в соответствии с тем же стандартом, который требует тест.
Щелкните ссылку, чтобы узнать больше о сертификации сварки в вашей стране:
США
Канада
Новая Зеландия
Австралия
Южная Африка
Англия
Сколько можно сделать на сварку?
Люди имеют широкий диапазон доходов в зависимости от различных факторов, в том числе от того, в какой стране вы находитесь, от вашего опыта, области сварки и ваших сертификатов.Сварщики на Филиппинах могут зарабатывать менее 10 000 долларов США в год, тогда как некоторые американские сварщики-подводники могут зарабатывать до 300 000 долларов в год.
Ниже приведены несколько примеров средних зарплат в различных областях сварки для США, Новой Зеландии и Англии благодаря статистике PayScale. Учтите, что опытным сварщикам платят гораздо больше.
Данные о средней заработной плате сварщиков, собранные через https://www.payscale.com/
Общий
Как видите, сварщик — отличный выбор профессии для тех, кто любит немного тепла и пачкать руки.Даже ручные щелчки в костюмах могут насладиться тонким мастерством сварки нержавеющей стали TIG. Это не для всех, но тем, кто принимает это, нравится.
Подумайте о том, чтобы прыгнуть в себя, чтобы проложить путь к безграничным возможностям в самых разных областях.
Изображение предоставлено: летчик 1-го класса Колби Хардин, база ВВС США МакКоннелл
Безопасность при сварке — Точечная сварка, Inc.
Безопасность сварщиков сопротивлением стала основным приоритетом в последние 10-20 лет. Из-за того, что между электродами существует точка защемления, было разработано множество решений (некоторые с разной степенью успеха).Ниже мы перечислим некоторые из наиболее распространенных.
Unitrol SoftTouch существует уже много лет. Только недавно он стал доступен как отдельная система. Это означает, что для установки SoftTouch Control вам не нужен контроль сварки Unitrol.
Эта система Защищает от защемлений с помощью пассивной системы. Его не нужно настраивать при каждой новой сварочной установке (как того требуют некоторые системы). Устанавливается на любой сварочный аппарат.
Он работает, поддерживая низкое усилие на электроде (ниже 50 фунтов на фут) до тех пор, пока не станет безопасным приложение полного сварочного усилия.
С некоторыми типами приварных гаек система Soft-Touch может даже использоваться как система проверки приварных гаек (система проверки гаек [NVS]).
Эта система с пассивным резервированием была принята OSHA на производственных предприятиях по всей стране.
Нажмите здесь, чтобы узнать больше
КАК ЭТО РАБОТАЕТ: После включения электроды начинают закрываться при НИЗКОЙ СИЛЫ.Система UNITROL TOUCH SENSOR определяет, когда электроды замыкаются на свариваемом металле или рядом с ним. Если препятствие обнаружено до закрытия, электроды вернутся в полностью открытое положение.При изменении силы сварки или расстояния между электродами настройка SOFT TOUCH не требуется. Система регулируется в полевых условиях (фиксируемые настройки), так что сила между электродами для продвинутой части хода остается достаточно низкой, чтобы избежать серьезных травм пальцев оператора. Для сварщиков пресса это даже снизит силу между электродами до значительно меньшего, чем собственный вес плунжера.
- БЕЗОПАСНЫЕ СИСТЕМЫ: Если переключатель датчика уже замкнут, когда сварочный аппарат запускается, электрод даже не начнет двигаться, и на дисплее будет показано, какой вход датчика закрыт в это время.
- Если провода датчика от системы SOFT TOUCH отсоединились или имеют плохой контакт, электроды замыкаются под действием небольшого усилия, а затем возвращаются после короткой настраиваемой на месте задержки (1-99 циклов).
КАКОЕ ОБОРУДОВАНИЕ НЕОБХОДИМО: Чтобы эта система работала, вам нужно будет добавить 5-ходовой электромагнитный клапан с внешним управлением, челночный клапан и систему точного регулятора давления к существующей 4-ходовой системе с внешним управлением (или прямого действия) соленоидный клапан.Unitrol предлагает три комплекта для легкой установки:
- ОЗУ БОЛЬШОГО ВЕСА: Этот комплект # 9181-34W используется на: ПРЕСС-СВАРКЕ, у которых собственный вес (с отсоединенным от сварочного аппарата воздухом) превышает 50 фунтов. Комплект предварительно смонтирован на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
- ЛЕГКИЕ РАМКИ: Этот комплект # 9181-34Y используется на:
- ПРЕССОВЫЕ СВАРКИ, у которых собственный вес (с отсоединенным от сварочного аппарата воздухом) составляет менее 50 фунтов или которые не падают под собственным весом.
- СВАРОЧНЫЕ СТАНКИ ROCKER ARM Комплект предварительно смонтирован на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
- ЛЕГКИЕ ГРАВИТАЦИОННЫЕ РАМКИ: Этот комплект # 9181-34H используется на:
- ПРЕССОВЫЕ СВАРОЧНЫЕ МАШИНЫ, которые имеют собственный вес (с отключенным от сварочного аппарата воздухом) менее 50 фунтов и плавно опускаются под действием силы тяжести. Комплект предварительно смонтирован на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
РЕЗЕРВНЫЙ ДАТЧИК: Вы также можете добавить свой собственный бесконтактный переключатель или систему LVD, настроенную для включения переключателя, когда электроды находятся на расстоянии менее ”от системы. РЕШЕНИЕ не включит клапан высокого давления до тех пор, пока оба металла не будут обнаружены и бесконтактный переключатель не будет закрыт. Это часто бывает полезно в тех случаях, когда свариваемые детали не являются плоскими до процесса сварки.
Более простая настройка:
- Нет калибровки пользователем, НИКОГДА.Просто установите и включите питание.
- Universal: работает с инверторами MFDC других производителей и 1-фазным блоком управления переменным током. Замените два съемных реле для использования с напряжением электромагнитного клапана 115 В переменного тока или 24 В постоянного тока.
- Всегда готов к защите: не требует калибровки даже при включении питания, смене материала или смене инструмента.
- Мгновенно настраивается на сварщика: не останавливает производство для повторной калибровки. Автоматически компенсирует изменения положения переключателя ответвлений трансформатора или сдвиги напряжения в сети.
- Новый вид: удобный для чтения рабочий дисплей. Показывает, что именно происходит. Может быть установлен с любой стороны корпуса.
- поддерживает SOFT TOUCH RETRACT: просто добавьте дополнительную пневматическую систему RETRACT с концевым выключателем HEAD DOWN для полной защиты.
- Полное электрическое резервирование: все входы и выходы требуют замыкания как электромеханических, так и твердотельных резервных компонентов для полной безопасной работы. Самоконтроль выходного реле для предотвращения любой операции в случае обнаружения неисправности.
Как всегда, UNITROL SOFT TOUCH:
- Не может быть обойден.
- Провода датчика всегда свободны от производственной зоны: провода датчика подключаются к выходу вторичной обмотки сварочного аппарата. Никогда не нужно перемещать провод датчика ближе к электродам для сварочного аппарата любого типа.
- Fast Release: Электроды закрываются при небольшом усилии и отпускаются менее чем за полсекунды, если между электродами не обнаруживается металл.
- Электроды закрываются без начальной задержки: электроды начинают двигаться одновременно с запуском управления сваркой.Скорость закрытия не зависит от давления сварки.
- Работает с переключателем предела глубины плашки: для резервированной системы, требующей как целостности электродов, так и замыкания переключателя предела глубины плашки.
Кнопки на ладони — это, пожалуй, самые старые доступные устройства безопасности. Кнопки стали более технологичными, и они стали более надежными, но по сути они остаются значительной частью протоколов безопасности на многих объектах. Однако у ладонных кнопок есть один часто фатальный недостаток; вы должны отпустить деталь, чтобы начать сварку.В случае наличия большого количества инструментов и машин на рабочем месте, бывают случаи, когда просто непрактично строить приспособление для каждой детали, которую вы используете в своем станке.
Кнопки на ладони не закрепляются (это означает, что их нельзя закрывать скотчем… старый промышленный обходной предохранитель). Часто они инфракрасные и обнаруживают только ваши руки (поэтому отвертка не начнет сварку). Работают в перчатках. Кнопки обычно устанавливаются на оборудование или на переносную подставку.
Физические щитки обычно используются вместе со световыми занавесками и / или кнопками на ладони. Обычно они состоят из алюминиевых профилей и прозрачного поликарбонатного листа. Необходимо, чтобы они были изготовлены по индивидуальному заказу для каждого приложения, поскольку неограниченное количество деталей и размеров сделало бы «стандартную защиту» непригодной для использования в большинстве ситуаций.
Физические охранники должны быть указаны после инженерного исследования вашего диапазона запчастей.
Световые завесы чаще всего используются при наличии физической защиты и когда на одной машине сваривается большое количество одинаковых деталей.Они предотвращают попадание рук оператора в зону сварки во время сварки. Они безопасны и эффективны. Световые завесы могут вызвать проблемы с крупными деталями или листовым металлом. Как и кнопки на ладони, световые завесы часто требуют, чтобы оператор положил деталь в гнездо или приспособление. Это может быть непрактично для небольших партий деталей.
Световые завесы также должны быть указаны после инженерного исследования ваших деталей.
Защитные двери подобны гаражным воротам, которые быстро открываются и закрываются.У них часто есть окно из прозрачного винилового пластика. Они обычно используются с автоматическими станциями сварки MIG / TIG. Они работают очень похоже на световые завесы, но обеспечивают физическую защиту вместо невидимого светового луча. Физическая дверь может обеспечить дополнительную защиту от искр, возникающих в процессе сварки. У них часто есть датчики, чтобы убедиться, что сама дверь не создает точки защемления. Двери могут иметь тот же недостаток, что и световые завесы, в том, что они требуют крепления или гнезда для удержания свариваемых деталей.Они не являются экономичной заменой светлым занавескам. Для каждого заказа требуется индивидуальная конфигурация.
Защитные дверитакже должны быть указаны после инженерного исследования ваших деталей.
Автоматическая дверца безопасности для машин Gortite® VF
Коврики безопасности
— это чувствительные к давлению защитные изделия, предназначенные для обнаружения людей на чувствительных поверхностях. Эти маты имеют две токопроводящие пластины, которые разделяются непроводящими сжимаемыми разделителями.Эти маты можно разместить перед загрузочной станцией оборудования. Если оператор присутствует, машина не будет работать. У них есть тот же недостаток, что они не могут удерживать деталь.
Коврики безопасноститакже заказываются в соответствии с требованиями заказчика и должны быть указаны после инженерного исследования ваших деталей.
Настольная точечная сварка своими руками. Сварочный аппарат своими руками или точечная сварка в домашних условиях
В радиолюбительской практике контактная сварка применяется нечасто, но все же случается.А когда приходит такой случай, а делать хороший и большой аппарат для точечной сварки нет ни желания, ни времени. А если так сделаешь, то на холостом ходу будет кататься, так как следующего использования может не наступить.
Например, вам нужно соединить несколько батарей вместе. Соединяются тонкой металлической лентой, без пайки, так как батареи вообще паять не рекомендуется. Для таких целей я покажу вам, как собрать несложный аппарат для точечной контактной сварки своими руками за 30 минут.
- Нам нужен трансформатор переменного тока с вторичным напряжением 15-25 Вольт. Грузоподъемность значения не имеет.
- Конденсаторы. Я взял 2200 мкФ — 4 штуки. Возможно больше, в зависимости от мощности, которую вам нужно получить.
- Любая кнопка.
- Провода.
- Проволока медная.
- Диодная сборка для выпрямления. Вы также можете использовать один диод для однополупериодного выпрямления.
Схема аппарата для точечной контактной сварки
Работа аппарата очень проста.При нажатии кнопки, которая установлена на сварочной вилке, конденсаторы заряжаются до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Чтобы сварить металлы, соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате которого проскальзывает искра и металлы свариваются.Сборка сварочного аппарата
Спаяем конденсаторы между собой.
Изготавливаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. А к проводам припаиваем, места пайки изолируем изолентой.
Корпус заглушки представляет собой алюминиевую трубку с пластиковой заглушкой, через которую будут выходить сварочные провода. Чтобы выводы не проваливались, приклеиваем их на клей.
Еще заглушку ставим на клей.
Припаиваем провода к кнопке и прикрепляем кнопку к вилке.Обматываем все изолентой.
То есть к сварочной вилке идут четыре проволоки: две для сварочных электродов и две для кнопки.
Собираем прибор, припаиваем вилку и кнопку.
Включите, нажмите кнопку зарядки. Конденсаторы заряжаются.
Замеряем напряжение на конденсаторах. Он примерно равен 30 В, что вполне приемлемо.
Пытается сваривать металлы. В принципе терпимо, учитывая то, что я взял не совсем новые конденсаторы.Лента держится очень хорошо.
Но если вам нужен более мощный, то вы можете модифицировать схему вот так.
Первое, что бросается в глаза — это большее количество конденсаторов, что значительно увеличивает мощность всего аппарата.
Далее вместо кнопки — резистор сопротивлением 10-100 Ом. Решил, что хватит поиграться с кнопкой — все заряжается само за 1-2 секунды.Плюс кнопка не заедает. Ведь мгновенный ток заряда тоже приличный.
И третий — дроссель в вилочной цепи, состоящий из 30-100 витков толстого провода на ферритовом сердечнике. Благодаря этому дросселю мгновенное время сварки будет увеличено, что повысит ее качество, а также продлит срок службы конденсаторов.
Конденсаторы, используемые в таком аппарате контактной сварки, обречены на преждевременный выход из строя, поскольку такие перегрузки для них нежелательны.Но на несколько сотен сварных швов их более чем достаточно.
Посмотреть видео о сборке и тестировании
В быту точечная сварка применяется реже, чем дуговая сварка. Бывают случаи, когда без него сложно обойтись, но если брать во внимание цену таких устройств, то целесообразность их приобретения ставится под сомнение. В этом случае можно найти другой выход, и разобрать на примере, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать такое устройство несложно.Но для начала нужно разобраться в особенностях его работы.
Как работает контактная сварка
Это термомеханический вид сварки. Перед началом работы свариваемые детали располагаются в нужном положении. Далее каждая их часть закрепляется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий через электроды, нагревает детали, и в этом месте образуется сплав. Он соединительный элемент двух частей.Аппараты этого типа в производстве обладают высокими характеристиками. Они способны сделать 600 сварных точек за минуту.
Но для того, чтобы поверхности нагрелись и начали плавиться, на них подается огромный электрический ток. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от типа легированных металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
В этом случае поверхности расплавленного металла образуют между собой сварочную каплю, которая должна затвердеть.Для этого некоторое время держите свариваемые детали сжатыми. Расплавленная капля в этот момент образует своего рода кристаллическую решетку.
Давление играет важную роль в этом процессе. Он предотвращает растекание расплавленной капли по площади деталей, таким образом удерживаясь вместе в одной точке. Усилие обжатия постепенно снижают, тогда сварка лучше схватывается. Эта работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором.Это удаляет элементы коррозии и другие оксидные пленки. В результате получается качественный шов.
Самодельные конструкции устройств
Рассмотрим устройство точечной сварки на примере. Подготовим радиоэлементы и другие детали:
- Преобразователь электрический;
- Кабель медный с диаметром поперечного сечения не менее 10 мм;
- Электроды медные;
- выключатель;
- Несколько наконечников;
- Болты;
- Жилье.
Сборка аппарата
Это основные детали дизайна. Теперь рассмотрим схему изготовления точечного сварочного аппарата. В Интернете их довольно много. И у каждого свой набор радиодеталей. Но главное сходство всех схем — простота и небольшая мощность.
Следовательно, самодельные устройства подходят только для небольших домашних работ. Они смогут сваривать тонкие листы железа или жилы проволоки.Для печатной платы потребуются следующие элементы:
- Переменный резистор — 100 Ом;
- Конденсатор — 1000мКФ, от 25В;
- Тиристор;
- Пара диодов — D232A;
- Несколько диодов — Д226Б;
- Предохранитель — F (плавкий).
Следующим этапом сборки сварочного аппарата своими руками является конструирование трансформатора ТР1. В основе — утюг Ш50, необходимая толщина пластин 70мм.Конструкция имеет две обмотки. На первичной обмотке используется провод ПЭВ2 сечением 0,8 мм. Затем наматывается 300 витков.
Вторичная обмотка сделана из многожильного медного кабеля сечением 4 мм. Количество витков не превышает 10.
Для второго трансформатора TR2 ручной работы не требуется. Его можно заменить любым слабым преобразователем на 5-10В. Его вторичная обмотка должна иметь на выходе не более 5-6В.На третьей обмотке должно выходить до 15В.
Сделав эту сборку, вы можете получить устройство мощностью до 500А. Длительность импульса не будет превышать — 0,1 сек, но только при совпадении значений сопротивления и конденсатора с указанными на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2 мм, а также стальную проволоку диаметром 0,3 мм.
Типы самодельных аппаратов для точечной сварки различаются в основном мощностью.Некоторые модели могут обеспечивать силу тока до 2000 А, что позволяет сваривать стальные листы толщиной до 1,1 мм и стальную проволоку диаметром до 3 мм.
Точечная сварка своими руками фото
С помощью этого простого сварочного аппарата вы можете резать тонкие металлы, сваривать медную проволоку и гравировать металлические поверхности.Другие применения можно найти без проблем. Такой мини-сварочный аппарат может питаться напряжением 12-24 В.
Сварочный аппарат основан на высоковольтном высокочастотном преобразователе. Построен по принципу блокирующего генератора с глубокой трансформаторной обратной связью. Генератор генерирует кратковременные электрические импульсы, которые повторяются через относительно большие промежутки времени. Тактовая частота находится в диапазоне 10-100 кГц.
Коэффициент трансформации этой схемы будет от 1 до 25. Это означает, что если вы подадите на схему напряжение 20 В, то на выходе должно быть около 500 В.Это не совсем правда. Ведь любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30 000 В! Поэтому, если разобрать любую импульсную китайскую зарядку, вы увидите припаянный резистор параллельно выходному конденсатору. Это сетевая нагрузка, без резистора выходной конденсатор быстро разрядится из-за перенапряжения или, что еще хуже, взорвется.
Поэтому внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини-сварочного аппарата
Необходимые данные:
- Трансформатор самодельный, процедура изготовления описана ниже.
- Резисторы — 0,5-2 Вт.
- Используемый транзистор был FP1016, но его трудно найти из-за его специфики. Его можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или КТ829 при изменении полярности блока питания. Также подойдет другой транзистор с коллекторным током 7 А, напряжением коллектор-эмиттер 150 В и большим коэффициентом усиления (составной транзистор).
Производство трансформаторов
Трансформатор намотан на кусок ферритового сердечника от магнитолы.- Коллекторная обмотка — 20 витков провода 1 мм.
- Базовая обмотка — 5 витков с поводом 0,5-1 мм.
- Обмотка высокого напряжения — 500 витков с шагом 0,14-0,25 мм.
Собираем цепь. Если все работает нормально, все должно запуститься без проблем. Поскольку рабочая частота генератора превышает частоту звука, писка во время работы вы не услышите, поэтому не прикасайтесь руками к выходу трансформатора.
Запустите генератор напряжением 12 В и при необходимости увеличьте.
Дуга зажигается с расстояния 1 см, что указывает на напряжение 30 кВ. Высокая частота предотвращает разрыв горящей дуги, в результате чего дуга горит очень стабильно. При использовании медного электрода в тесном контакте с другим электродом образуется плазменная среда (медная плазма), в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
Режем лезвие бритвы дугой.Сплавляем медную проволоку толщиной до 1 мм.
В качестве электрода использовалась толстая медная проволока. Его зажимают в деревянной спичке, так как сухое дерево также является хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его как больших размеров, так и мощности.