ХОНИНГОВАНИЕ ЦИЛИНДРОВ ДВИГАТЕЛЯ. КАК ПРОВОДИТСЯ И ДЛЯ ЧЕГО НУЖНА ПРОЦЕДУРА? | AutoBlogCar — мото и авто обзоры
AutoBlogCar.Ru – Полезные статьи для автолюбителей | https://autoblogcar.ru/engine/106-topfactordvs.html
Добрый день, сегодня мы узнаем, что называется хонингованием или расточкой блока цилиндров двигателя автомобиля, каковы особенности процесса и как проходит данная процедура. Кроме того, расскажем про то, для чего и когда нужно проводить хонингование блока цилиндров, а также, какой эффект получается по завершению этого «омолаживающего» процесса ключевого узла силовой установки. В заключении поговорим о том, можно ли самостоятельно проводить расточку цилиндров двигателя и почему при капитальном ремонте мотора крайне важно делать хонингование.
Итак, что называется хонингованием или расточкой цилиндров двигателя автомобиля и для чего проводят эту процедуру? Хонингованием, известным в народе понятием, как расточка блока двигателя называется окончательная обработка поверхности стенок цилиндра при помощи специальных инструментов. Процедура расточки является завершающей операцией при проведении капитального ремонта силовой установки транспортного средства. Задача расточки бока цилиндров заключается в уменьшении шероховатости стенок цилиндров, с целью улучшения приработки поршневых колец к поршням мотора. Несомненно, достоинством хонингования является увеличение срока службы двигателя машины после ремонта.
Процедура расточки является завершающей операцией при проведении капитального ремонта силовой установки транспортного средства. Задача расточки бока цилиндров заключается в уменьшении шероховатости стенок цилиндров, с целью улучшения приработки поршневых колец к поршням мотора. Несомненно, достоинством хонингования является увеличение срока службы двигателя машины после ремонта.
Справочно заметим, что в процессе эксплуатации силовая установка находится под сильной нагрузкой и с течением времени изнашивается, что приводит к потере им первозданного состояния. Причем износ двигателя больше всего сказывается на подвижных узлах и деталях мотора, которые со временем теряют свою прочность, а также форму, на примере блока цилиндров. По прошествии определенного пробега, цилиндры двигателя по форме из круглых превращаются в овальные. Такой процесс у автомехаников называется эффектом конусности. Кроме того, со временем на стенках цилиндров мотора могут появляться царапины и задиры, которые легко диагностируются специальным машинным эндоскопом. Все эти симптомы так или иначе ведут к единственному финалу — к капитальному ремонту силовой установки.
Все эти симптомы так или иначе ведут к единственному финалу — к капитальному ремонту силовой установки.
Заметим, что при проведении капитального ремонта двигателя, цилиндры растачивают до определенного размера, который называется первым ремонтным. Хонингование помогает сохранить правильную геометрию цилиндров мотора, то есть из овальной формы их привести к правильной круглой, так сказать первоначальной. Кроме того, сам процесс помогает достичь оптимальной шероховатости стенок цилиндров.
Справочно скажем, что полностью избавиться от шероховатости не получиться, но привести поверхность стенок к оптимальному состоянию при расточке, как правило получается. Как мы отметили ранее, хонингование — это последний или завершающий штрих в обработке при капитальном ремонте двигателя и по сравнению с классическими доводочными операциями, на подобии полирования или притирки того или иного участка поверхности, расточка обладает высокой точностью, а также большой эффективностью.
Самым эффективным способом расточки блока цилиндров по мнению специалистов является плосковершинное хонингование, которое имеет большое количество плюсов. Главная задача такой расточки заключается в тщательной обработке поверхности стенок цилиндров силовой установки для последующей работы.
По завершению данного процесса, цилиндры двигателя быстрее прирабатываются к поршневым кольцам и, следовательно, будет меньший износ деталей мотора. При меньшем износе деталей двигателя, увеличивается эффективность работы всего узла.
Кроме того, благодаря быстрой приработке элементов силовой установки, повышается компрессия в цилиндрах мотора. Все это в итоге ведет к увеличению срока службы силового узла и тем самым удлиняется интервал до следующего капитального ремонта. Также к достоинствам расточки можно отнести сокращение расхода моторного масла и нивелирование прорыва газов в картер двигателя.
Главной особенностью расточки блока двигателя является образование по завершению этого процесса на стенках цилиндров специальной сетки, которая хорошо заметна при детальном осмотре поверхности. Данная сетка на стенках необходима для того, чтобы оптимально удерживать моторное масло в цилиндрах. Благодаря удержанию масла на стенках, повышается обильная смазка деталей двигателя находящихся в постоянном трении друг с другом.
Данная сетка на стенках необходима для того, чтобы оптимально удерживать моторное масло в цилиндрах. Благодаря удержанию масла на стенках, повышается обильная смазка деталей двигателя находящихся в постоянном трении друг с другом.
Как же происходит процесс расточки стенок цилиндров силовой установки? Такой процесс всегда проходит в 2 этапа. К 1-му этапу относят черновую обработку поверхности стенок цилиндров, на которой применяется специальный абразив с крупной зернистостью. На 2-ом этапе наступает окончательная или заключительная обработка стенок цилиндров. На этом этапе в работу вступает уже абразив с мелкой зернистостью, который дает возможность обеспечить высокую точность процесса. Из основных инструментов, которые используются в процессе обработки, главными являются именно абразивы. Как правило, используют керамические и алмазные абразивы.
Керамические абразивы по эффективности немного уступают алмазным. На это имеются вполне объективные причины, например, керамические элементы имеют более короткий срок службы, поэтому и стоят почти в 2 раза дешевле алмазных. По прохождению 2-х этапов обработки стенок цилиндров, необходимо в обязательном порядке тщательно вымыть силовую установку. Мойка двигателя и его основных узлов, необходима для того, чтобы удалить металлические стружки, а также остатки полировочных паст, которые использовались в процессе растачивания.
По прохождению 2-х этапов обработки стенок цилиндров, необходимо в обязательном порядке тщательно вымыть силовую установку. Мойка двигателя и его основных узлов, необходима для того, чтобы удалить металлические стружки, а также остатки полировочных паст, которые использовались в процессе растачивания.
В заключении отметим, что большинство специалистов, которые проводят растачивание стенок блока цилиндров двигателя, по завершению процедуры производят еще одну довольно важную операцию, которая называется финишная чистка при помощи абразивной пасты. Паста отлично убирает и сглаживает острые углы с впадинами, которые могут оставаться после растачивания. В результате применения абразивной пасты достигается идеальная гладкость поверхности стенок цилиндров силовой установки.
AutoBlogCar. Ru – Полезные статьи для автолюбителей | https://autoblogcar.ru/engine/106-topfactordvs.html
Ru – Полезные статьи для автолюбителей | https://autoblogcar.ru/engine/106-topfactordvs.html
Хонингование цилиндров двигателя
Хонингование — это обработка поверхностей благодаря специальным инструментам. Хонингование стали применяется при ремонтах двигателя внутреннего сгорания. Расскажем про хонингование цилиндров двигателя автомобиля при капитальном ремонте — что за процедура и для чего она нужна.
В эксплуатации двигателя сильно изнашиваются и теряют свою начальную форму. Это, относиться к цилиндру двигателей. Возможно, они вначале были круглые, но временем принимают форму овала. Еще на стенках цилиндров двигателей образуются царапины. Эти причины приведут только к одному, к полному ремонту двигателя.
Для того чтобы оставить правильные формы цилиндров двигателя и набрать оптимальную шероховатость применяется хонингование цилиндров двигателя. В сравнении с традиционной доводочной операцией, такой как полирование и притирка нужной поверхности, хонингование имеют большую точность и большую эффективность.
Многие автолюбители после такого кап.ремонта с умилением выбирали своему обновленному железному другу антирадар с видеорегистратором и навигатором — насколько приемистой и мощной становился движок, порой лучше нового заводского и недоработанного.
Плосковершинное хонингование создает немало преимуществ. Основная задача, это тщательные обработки цилиндра двигателя для выполнения последующей работы.
В конечном результате хонингования цилиндр и поршневое кольцо быстро прирабатываются, а это значит, что будет меньше износа деталей, и повышается эффективность самой работы мотора.
Поскольку быстрее прирабатываются детали, и создается повышенная компрессия цилиндров и увеличится срок работы мотора до повторного ремонта. Еще, значительно уменьшится расход моторного масла и сократится прорыв газов.
Следующая уникальность двигателя, это создание на цилиндрах так называемой сетки, её можно заметить только при очень внимательном осмотре. Нужна она только для того, чтобы удержать масло на стенах цилиндра, в таком случае произойдет повышение смазки на трущихся деталях двигателя.
Хонингование цилиндров двигателя
Процесс хонингования двигателей проходит в два этапа. Этап первый, черновые обработки цилиндров, для которых применяются крупные абразивы. Этап второй, это финишная обработка. В дело приходят мелкозернистые абразивы, которые дают точность обработки.
Абразивы для хонингования цилиндра часто применяют керамические и алмазные бруски. Керамические, уступили алмазным по многим причинам, таким как долговечность и меньшая цена алмазных хонингований.
Сейчас большинство фирм обладает оборудованиями с алмазными абразивами. Это намного дешевле и делается лучшая геометрия цилиндров двигателей. А отсюда качество хонингования.
Уже после хонингования требуется тщательно помыть двигатель. Для того чтобы удалить металлическую стружку, также остатки полировочной пасты.
Хонингование цилиндров двигателя это завершающий этап обработки при полном ремонте.
Понравилась статья? Поделись с друзьями в соц.сетях!Хонингование отверстий цилиндров в блоке двигателя
Применимость для следующих годов выпуска и кузовов: 2007, FN1
|
Разрешается хонинговать только поцарапанные или имеющие следы задиров зеркала цилиндров.
|

 Промойте отверстия цилиндров горячим мыльным раствором воды, затем высушите и сразу же смажьте маслом, чтобы исключить коррозию. Запрещено использовать растворитель, поскольку он только размажет частицы абразива по стенкам отверстий цилиндра.
Промойте отверстия цилиндров горячим мыльным раствором воды, затем высушите и сразу же смажьте маслом, чтобы исключить коррозию. Запрещено использовать растворитель, поскольку он только размажет частицы абразива по стенкам отверстий цилиндра.
что это такое, как оно выполняется, какие инструменты используются
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней.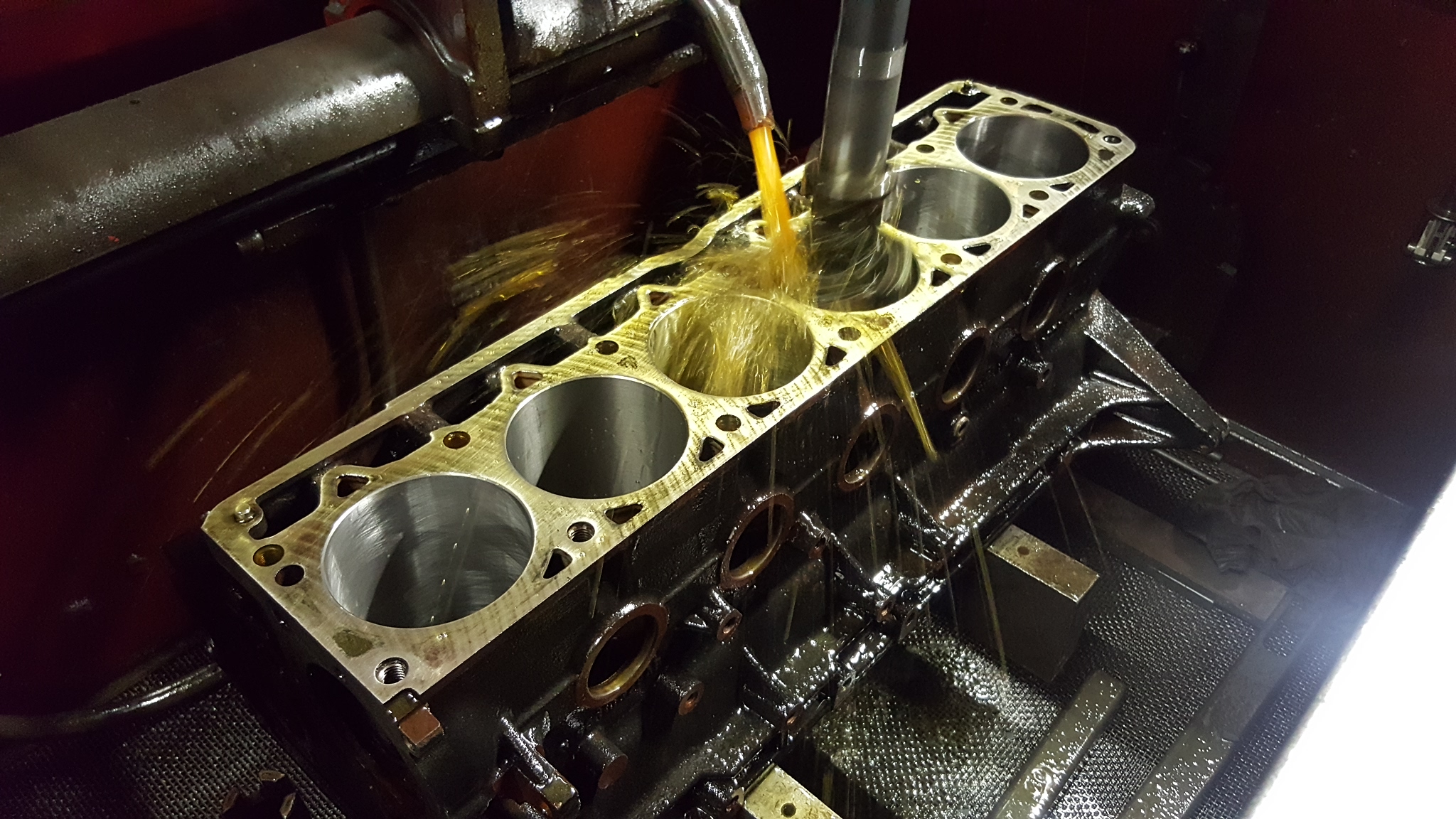 Это заметно продлевает срок эксплуатации отремонтированного мотора.
Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
В качестве смазочно-охлаждающего средства при KS-хонинговании, а также механическом раскрытии алюминия может применяться обычное, имеющееся в продаже хонинговальное масло. Его вязкость должна быть в пределах от низкой до средней
. Высоковязкие (вязкотекучие) хонинговальные масла, а также водо-масляные эмульсии, не должны применяться в сочетании с предлагаемыми здесь обрабатывающими брусками.
Важно!
Качество и состояние смазочно-охлаждающего средства существенно влияет на качество хонингования.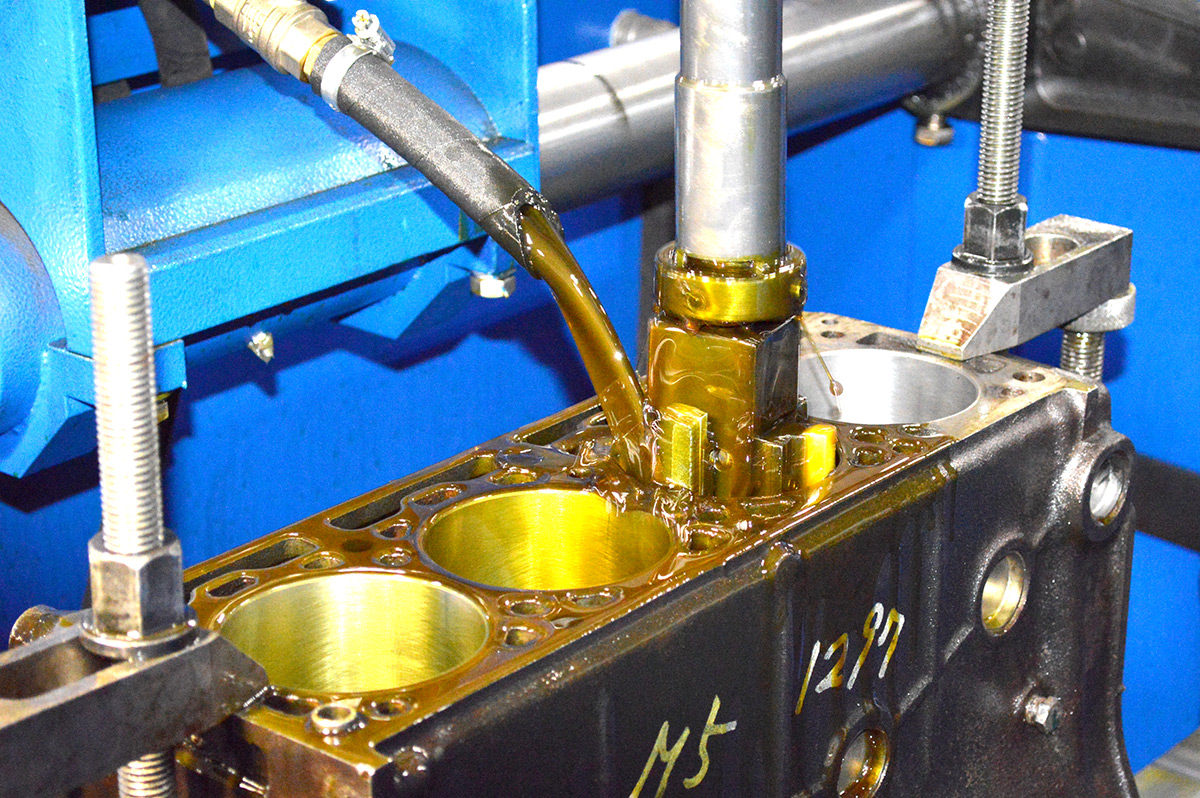 Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Какими должны быть хонинговальные бруски?
При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки
. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия.
Конструкция брусков позволяет добиться самозатачивания алмазов
. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.


Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
 При этом происходит формирование микропрофиля поверхности.
При этом происходит формирование микропрофиля поверхности.Соблюдение перечисленных правил позволяет достичь оптимального результата.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Как обрабатывают отверстия не круглой формы
Характерной особенностью хонинговальных станков является их способность обрабатывать любые поверхности. Это могут быть глубокие или несквозные отверстия, шпоночные пазы, канавки. Также обработке поддаются конические элементы и некруглые отверстия.
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия. Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации. Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.
Расточка, хонингование, гильзовка, фрезерные работы
| Наименование работы по ремонту двигателей иномарок | Ед. изм. | ЦЕНА за ед. руб |
| РАСТОЧКА, ХОНИНГОВАНИЕ. | ||
| Мойка предварительная | БЦ | 566 |
| Демонтаж масляных форсунок | форсунка | 92 |
| Демонтаж масляных форсунок с применением специального инструмента | форсунка | 312 |
| Восстановление микрорельефа поверхности (чугун) | цилиндр | 440 |
| Восстановление микрорельефа поверхности (алюминий) | цилиндр | 508 |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — чугунный БЦ | цилиндр | 1 210 |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — алюминиевый БЦ | цилиндр | 2 420 |
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — БЦ «Субару» | цилиндр | 1 573 |
| ГИЛЬЗОВКА | ||
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — рядный чугунный БЦ | цилиндр | 2 426 |
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — V-образный чугунный БЦ | цилиндр | 3 812 |
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — рядный алюминиевый БЦ | цилиндр | 3 465 |
| Установка “сухой” гильзы (с хонингованием, без цены гильзы) — V-образный алюминиевый БЦ | цилиндр | 4 389 |
| Гильзовка гильзами типа «Darton» | цилиндр | 6 930 |
| Изготовление гильзы (со стоимостью заготовки) | гильза | 2 195 |
| Подгонка «мокрых» гильз по высоте | цилиндр | 2 541 |
| ФРЕЗЕРНЫЕ РАБОТЫ | ||
Обработка плоскости под ГБЦ (паралл. ) ) | цилиндр | 605 |
| Обработка плоскости под ГБЦ (под углом) | цилиндр | 665 |
| Демонтаж напр. втулок, дросселей и штифтов | штифт | От 116 |
| МОТОЦИКЛЫ, КОМПРЕССОРЫ | ||
| Расточка и хонингование цилиндров (включая «плато»- хонингование) — четырехтактного двигателя мотоцикла | цилиндр | От 1 000 |
| Гильзовка с хонингованием, (со стоимостью гильзы) — двухтактного двигателя (с окнами) | цилиндр | 16 500 |
| Гильзовка с хонингованием, (со стоимостью гильзы) — четырехтактного двигателя (без окон) | цилиндр | 8 800 |
Выше указаны цены на ремонт деталей в основном легковых автомобилей. Цена на ремонт деталей грузовых автомобилей – может отличаться в большую сторону.
Цена на ремонт деталей грузовых автомобилей – может отличаться в большую сторону.
Полный прайс на работы по ремонту деталей иномарок
Прайс на работы по ремонту деталей
Получить более подробную информацию по ремонту деталей двигателя можно по телефону +7 (495) 287 15 87
Растачивание, хонингование и балансировка вашего двигателя
Модификация и перестройка двигателей является большим увлечением для людей, которые любят высокопроизводительные автомобили, и тех, кто хочет вдохнуть новую жизнь в любимые автомобили. Работа с механической мастерской для обработки некоторых из более сложных частей модификации и восстановления двигателя вашего автомобиля гарантирует, что работа будет выполнена правильно, поскольку механики в этих мастерских имеют профессиональную подготовку и нужные инструменты, компоненты и автомобильные аксессуары для обеспечения точности нужный. Это особенно важно, когда дело доходит до расточки, хонингования и балансировки двигателя.
Это особенно важно, когда дело доходит до расточки, хонингования и балансировки двигателя.
Растачивание двигателя предполагает использование станков для расширения и сужения цилиндров. С точки зрения производительности, сверление двигателя может дать вам больше мощности и крутящего момента, поскольку это изменит рабочий объем двигателя. Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше воздуха и топливной смеси за один оборот, что приводит к более мощному сгоранию.
Объем двигателя играет важную роль в определении мощности и крутящего момента вашего двигателя и его экономии топлива. В общем, чем больше рабочий объем вашего двигателя, тем большую мощность он может создать. Меньший рабочий объем может привести к большей экономии топлива.
На самом деле для расчета смещения используется математическое уравнение:
Объем двигателя = π / 4 * диаметр цилиндра * ход * количество цилиндров.
Рабочий объем — это лишь один из факторов, влияющих на мощность вашего двигателя.Другие факторы включают подачу топлива, расположение клапанного механизма, принудительную индукцию и системы зажигания. В некоторых странах автомобили облагаются налогом в зависимости от объема двигателя.
Растачивание производится также при ремонте двигателей механиками. С годами эксплуатации цилиндры двигателя изнашиваются, так как напряжения трения вызывают износ. Растачивание цилиндров двигателя помогает очистить их от мусора, который может накапливаться за годы эксплуатации.
Растачивание двигателя лучше доверить профессиональным механикам, так как неудачная работа может привести к серьезным проблемам.Если отверстие проделать неправильно, это может привести к детонации в двигателе.
Пуск двигателя — еще один метод увеличения рабочего объема. Ход двигателя позволяет получить больший рабочий объем, чем растачивание, но также требует большой точности при выборе подходящих автомобильных аксессуаров и запчастей.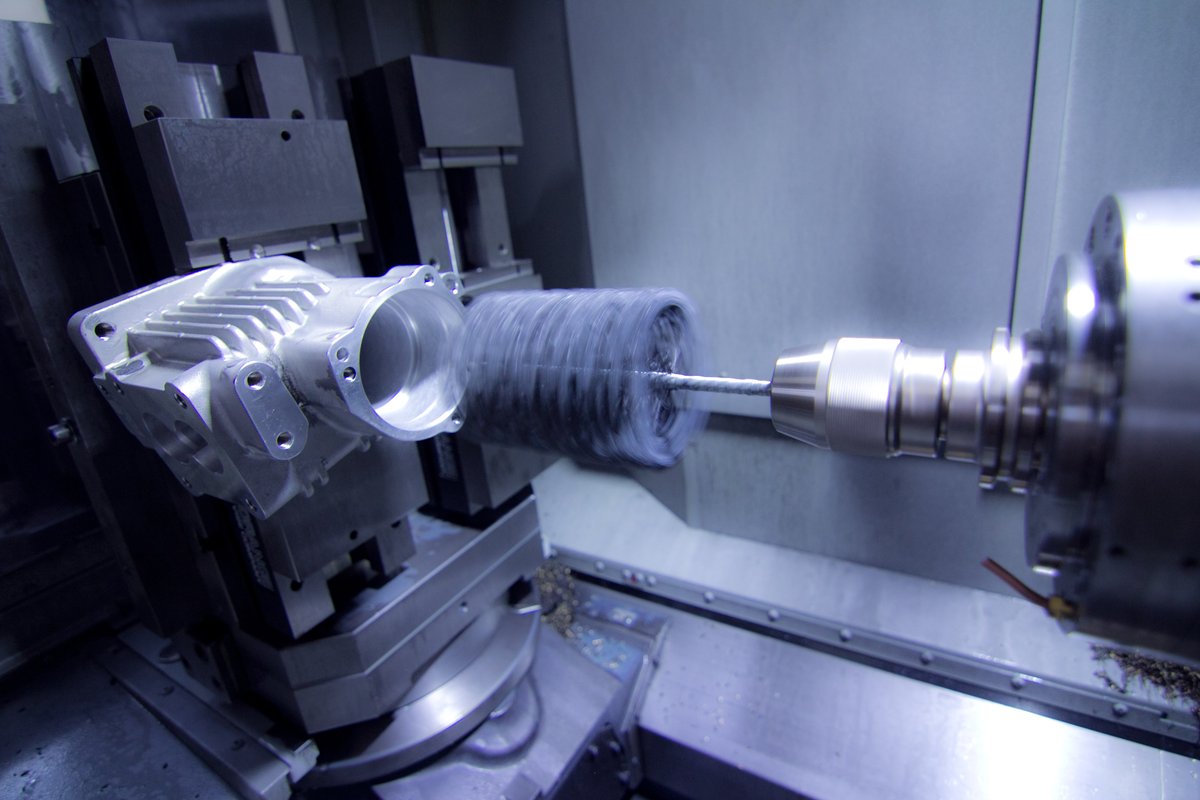
При такте двигателя механик изменит расстояние, на которое поршень проходит в отверстии цилиндра. Увеличивая расстояние, на которое поршень проходит в цилиндре, механик может увеличить рабочий объем двигателя.Пуск двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
ХонингованиеХонингование включает использование абразива для создания прецизионной поверхности на куске металла. Хонингование используется в самых разных областях, например, при чистовой обработке цилиндров автомобильных двигателей.
При хонинговании цилиндров механики используют вращающийся инструмент, снабженный абразивом, для удаления металла изнутри цилиндра. Хонингование цилиндра помогает довести внутреннюю поверхность цилиндра до определенного диаметра и формы.Хонингование выполняется после растачивания, чтобы сгладить неровности поверхности цилиндра, вызванные растачиванием.
Абразивы, обычно используемые при хонинговании, включают карбид кремния и оксид алюминия. Эти абразивы недорогие и универсальные. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механики больше любят эти абразивы, потому что они могут удерживать режущую кромку дольше, чем другие формы абразивов.
Эти абразивы недорогие и универсальные. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механики больше любят эти абразивы, потому что они могут удерживать режущую кромку дольше, чем другие формы абразивов.
Очень важно правильно отточить. Плохая хонинговальная работа может привести к неправильной посадке поршневых колец, которая будет препятствовать потоку масла, а также к некоторым другим негативным последствиям.
Хонингование затруднено. Среднестатистический механик по теневому дереву не имеет инструментов или технических навыков, чтобы воспроизвести заводскую отделку цилиндра. В некоторых частях страны, где проводятся испытания на выбросы, это может быть проблемой, поскольку неправильно отточенные цилиндры могут привести к тому, что автомобиль не пройдет проверку на выбросы.
Балансировка Балансировка двигателя — еще одна важная часть восстановления или модификации двигателя. Баланс вашего двигателя влияет на многие аспекты его работы, в том числе на его:
Баланс вашего двигателя влияет на многие аспекты его работы, в том числе на его:
- Долговечность
- Производительность
- Мощность
- Топливная эффективность
- Шум
- Вибрация
- Воздействие на окружающую среду
Короче говоря, балансировка вашего двигателя уравновешивает возвратно-поступательные и вращающие силы, возникающие в вашем двигателе, что позволяет ему работать более плавно и пользоваться большей полезностью и долговечностью.Многие люди не осознают, что их автомобили приводятся в движение за счет мини-взрывов в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять воздействием этих реакций.
Одна из основных задач балансировки двигателя — это выравнивание веса различных деталей. Механики должны уравнять вес поршней, пальцев, колец, шатунов, болтов шатунов и подшипников, чтобы уравновесить силы, действующие на коленчатый вал автомобиля.
При балансировке двигателя механики точно взвешивают детали, чтобы определить, какой поршень и шток самые легкие.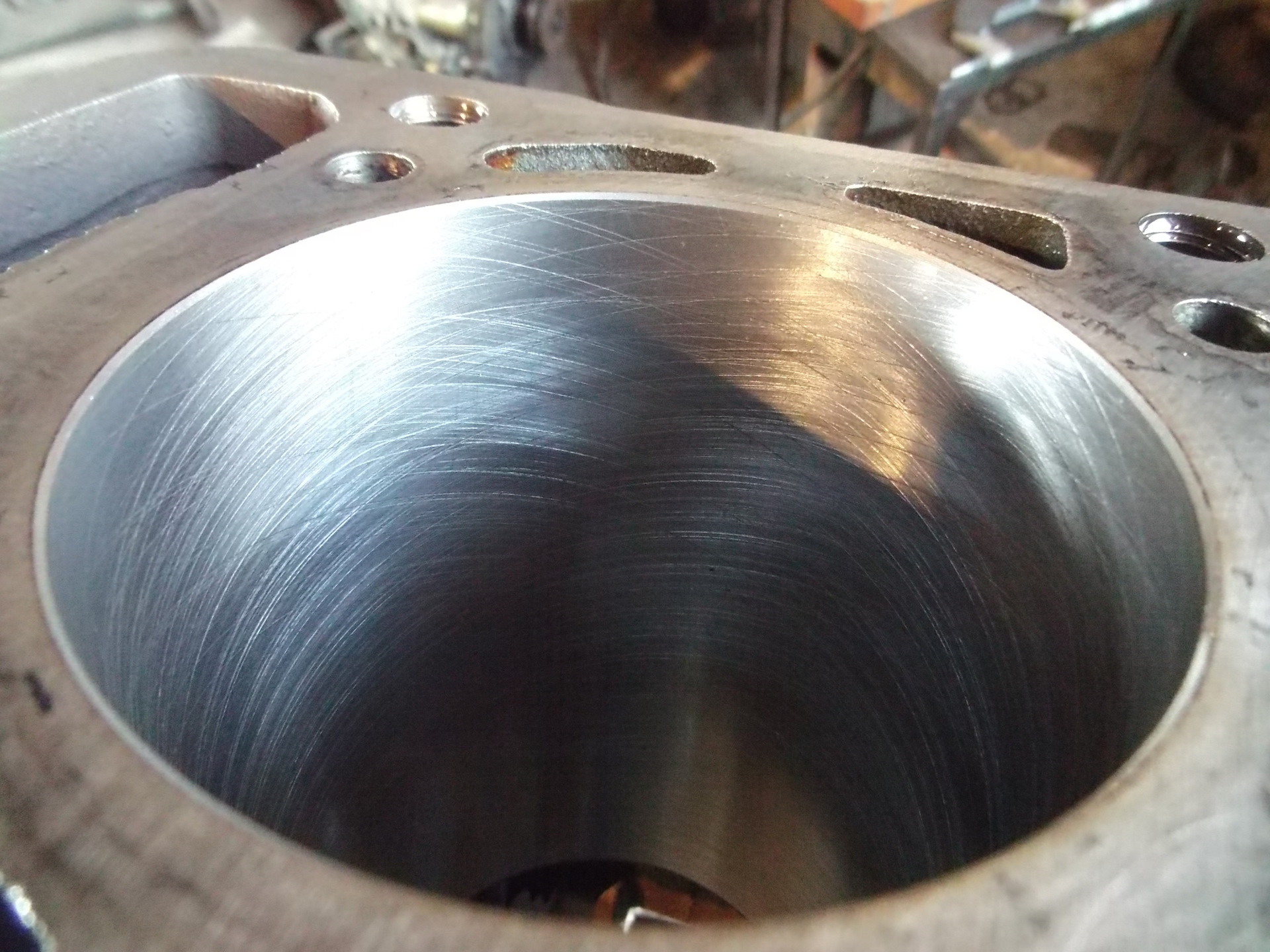 Затем механики обрабатывают другие штоки и поршни, чтобы они были равны самому легкому в наборе.
Затем механики обрабатывают другие штоки и поршни, чтобы они были равны самому легкому в наборе.
Затем оцениваются вращающиеся и возвратно-поступательные грузы изолированно друг от друга. После того, как веса были определены, на каждой шейке штанги собираются грузики, имитирующие весь вращающийся вес и половину возвратно-поступательного веса. Затем коленчатый вал помещается на балансир двигателя и вращается.
В некоторых случаях механики будут пытаться перебалансировать коленчатый вал, чтобы минимизировать вибрации и гармоники в определенном диапазоне оборотов.
Опять же, важно, чтобы работу по балансировке выполнял квалифицированный специалист с соответствующими инструментами, чтобы обеспечить очень точную работу по балансировке двигателя, особенно если вы проводите повышение производительности своего автомобиля.
Быстро развивающийся рынок запасных частей для автомобилей Ремонт двигателей и другие послепродажные работы — это быстро развивающаяся отрасль в США.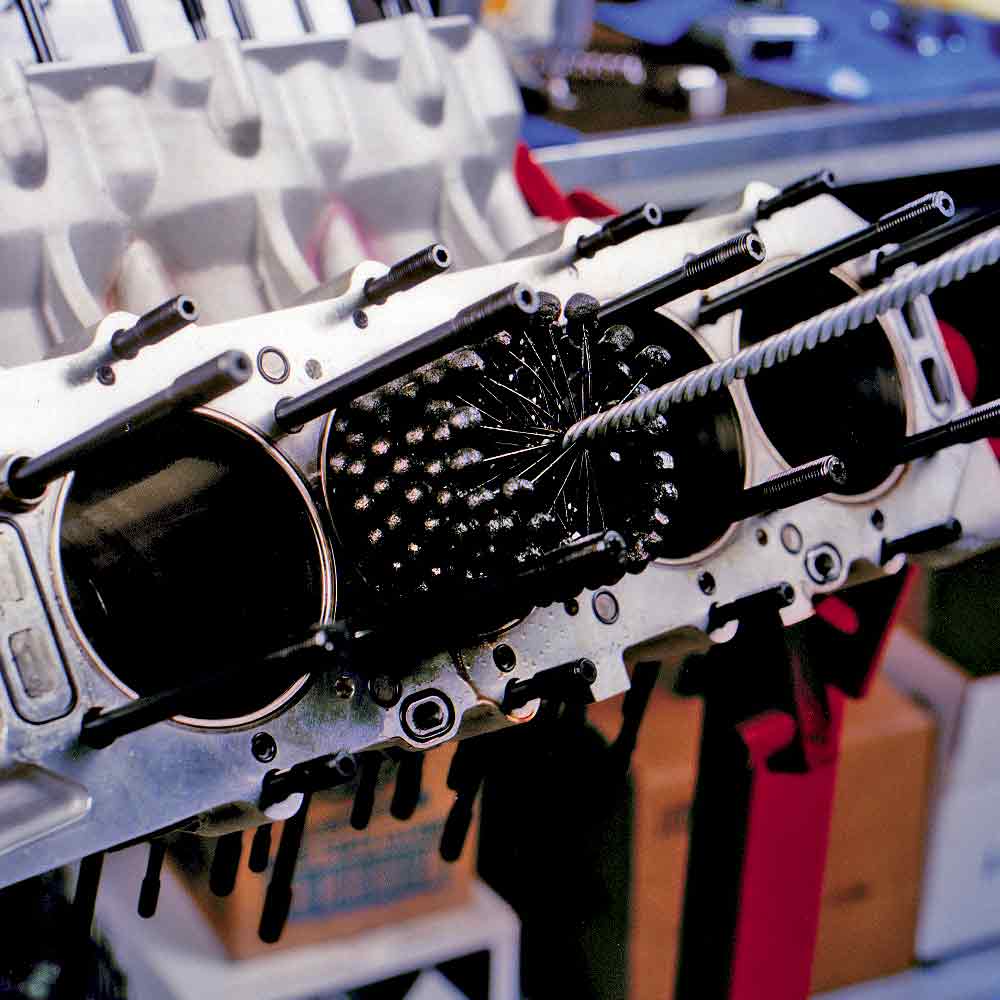 Американцы любят свои автомобили, и им нравится персонализировать их с помощью уникальных функций или повышать их производительность с помощью двигателя и других модификаций.В США рынок запчастей для автомобилей оценивается примерно в 318,2 миллиарда долларов и насчитывает более 4 миллионов человек.
Американцы любят свои автомобили, и им нравится персонализировать их с помощью уникальных функций или повышать их производительность с помощью двигателя и других модификаций.В США рынок запчастей для автомобилей оценивается примерно в 318,2 миллиарда долларов и насчитывает более 4 миллионов человек.
Среди автолюбителей существует сильное движение «сделай сам», но многие из даже самых упорных мастеров своими руками работают с механическими цехами и другими профессиональными механическими мастерскими для выполнения самых сложных автомобильных работ.
При выборе механической мастерской для ремонта или модернизации двигателя обязательно задавайте следующие вопросы:
Является ли этот магазин надежным поставщиком услуг по ремонту или модернизации двигателей, которые мне нужны? Как его профессиональная репутация в обществе? Если многие из ваших друзей и соседей не могут сказать ничего хорошего о механике, с которым вы собираетесь вести дела, примите это как предупреждение. Репутация — это все в этом бизнесе. Магазины, которые делают хорошую работу, получают хорошие отзывы из уст в уста.
Репутация — это все в этом бизнесе. Магазины, которые делают хорошую работу, получают хорошие отзывы из уст в уста.
Есть ли в этом магазине подходящие инструменты для работы? Обычным людям может быть немного сложно это оценить. Возможно, стоит потратить время на то, чтобы поговорить с магазином, который вы планируете, узнать, какие инструменты они используют, а затем провести небольшое исследование.
Кажется, персонал заинтересован в его работе? Автолюбители обычно могут отличить, когда их механик разделяет их энтузиазм, а когда они просто делают работу.Механики, которые с энтузиазмом относятся к вашему проекту, с большей вероятностью приложат к нему немного дополнительных усилий.
Team C Performance Center предоставляет автозапчасти и механический цех с полным спектром услуг для автолюбителей в районе Лос-Анджелеса. Компания Team C Performance работает с 1978 года и предлагает сотни высокопроизводительных автозапчастей и автомобильных аксессуаров от более чем 150 производителей. Механический цех может помочь вам с расточкой, хонингом, настилом, изменением размеров штоков, работой с клапанами, полным ремонтом двигателя и многим другим.Посетите сегодня, чтобы узнать, как Team C Performance Center может помочь вам создать автомобиль, о котором вы всегда мечтали.
Механический цех может помочь вам с расточкой, хонингом, настилом, изменением размеров штоков, работой с клапанами, полным ремонтом двигателя и многим другим.Посетите сегодня, чтобы узнать, как Team C Performance Center может помочь вам создать автомобиль, о котором вы всегда мечтали.
Источники
1. https://itstillruns.com/bore-out-engine-cylinder-7500753.html
2. http://www.enginebuildermag.com/2002/11/the-smooth-science-of-cylinder-honing/
3. http://www.autocare.org/Secondary.aspx?id=77&gmssopc=1
Пресс-центр Chevrolet — США
DETROIT — Chevrolet Camaro ZL1 Coupe 2012 года разгоняется от 0 до 60 миль в час за 3 секунды.9 секунд и может достичь максимальной скорости 184 миль в час. Начиная с 54 995 долларов США, включая подвеску Performance Traction Management и Magnetic Ride, ZL1 обеспечивает уровень производительности и технологий суперкара по цене спортивного автомобиля.
«От оригинального Camaro до нынешнего Corvette ZR1, Chevrolet имеет долгую историю поставок автомобилей мирового класса, которые превосходят своих конкурентов по цене в несколько раз», — сказал Крис Перри, вице-президент по глобальному маркетингу Chevrolet. «ZL1 не исключение.Очень мало автомобилей любой ценовой категории, которые могут сравниться по мощности, характеристикам и гусеничным характеристикам с Camaro ZL1 ».
«ZL1 не исключение.Очень мало автомобилей любой ценовой категории, которые могут сравниться по мощности, характеристикам и гусеничным характеристикам с Camaro ZL1 ».
По цене 54 995 долларов, включая стоимость доставки 900 долларов, ZL1 выгодно отличается от гораздо более дорогих автомобилей:
Базовая цена | Мощность | Момент | Магнитная направляющая | |
Camaro ZL1 | 54 995 долларов США | 580 | 556 | Стандартный |
Audi R8 GT | 196 800 | 560 | 398 | Стандартный |
Maserati GranTurismo | $ 122 800 | 405 | 339 | Не доступен |
Mercedes SLS AMG | 185 750 долл. | 565 | 479 | Не доступен |
Характеристики суперкара
Сердце Camaro ZL1 — 6-цилиндровый двигатель с наддувом.Двигатель 2L имеет рейтинг SAE и имеет мощность 580 лошадиных сил (432 кВт) и мощность 556 фунт-футов. крутящего момента (754 Нм), что делает его самым мощным серийным Camaro за всю историю.
LSA оснащен нагнетателем в стиле Рутса с эффективным четырехлопастным ротором и компактным промежуточным охладителем. ZL1 также имеет стандартную двухрежимную выхлопную систему с вакуумными клапанами в выхлопных трубах для улучшения выхлопа на низких скоростях, так как а также свободно текущая система для максимальной производительности.
Мощность передается на задние колеса через шестиступенчатую механическую или автоматическую коробку передач.С любой коробкой передач Camaro ZL1 демонстрирует впечатляющие характеристики:
Руководство | Автомат | |
0-60 миль / ч (с начала качения) | 4. | 3.9 секунды |
1/4 мили (с начала качения) | 12,1 с при скорости 119 миль / ч | 12.0 сек при 119 миль / ч |
Максимальная скорость | 180 миль / ч | 184 миль / ч |
Максимальный боковой захват | 1,0 г | 1,0 г |
 0 секунды
0 секунды «Разгон от 0 до 60 занимает менее четырех секунд, а максимальная скорость превышает 180 миль в час, по мощности и ускорению Camaro ZL1 может соперничать со многими суперкарами», — сказал Аль Оппенгейзер, главный инженер Camaro.«И лошадиные силы — это только половина дела, поскольку наиболее важным показателем потенциала ZL1 является прохождение Нюрбургринга за 7: 41,27. Это отличное свидетельство мощности, торможения, сцепления и баланса Camaro ZL1, а также всесторонних характеристик ZL1, который устанавливает планку для сегмента спортивных автомобилей ».
Эксклюзивные технологии для гусениц
Чтобы обеспечить такие всесторонние характеристики, Camaro ZL1 стандартно поставляется с несколькими технологиями, поддерживающими гусеницы, которые являются эксклюзивными для этого сегмента.
Например, Camaro ZL1 — первый спортивный автомобиль, оснащенный системой Magnetic Ride третьего поколения. В этой усовершенствованной системе подвески используется бесклапанное демпфирование и технология магнитно-реологической жидкости (MR) для изменения жесткости подвески в соответствии с дорожными и дорожными условиями.
«Традиционные системы подвески в какой-то момент ставят под угрозу качество езды для сцепления с дорогой и контроля кузова», — сказал Оппенгейзер. «Благодаря магнитной системе управления движением мы можем предложить клиентам лучшее из обоих миров: комфортную езду, которая делает ZL1 подходящим для повседневного использования, и невероятно точный контроль тела, который делает ZL1 таким приятным на трассе. ”
”
Также в стандартную комплектацию Camaro ZL1 входит система Performance Traction Management, которая объединяет магнитный контроль плавности хода, контроль запуска, контроль тяги, электронный контроль устойчивости и реакцию рулевого управления с электроусилителем для повышения производительности. Впервые технология была представлена на Corvette ZR1. Благодаря Performance Traction Management функция управления пуском (только механическая коробка передач) автоматически регулирует крутящий момент двигателя для наилучшего разгона без чрезмерного пробуксовки колес. Когда водитель нажимает на дроссельную заслонку до пола, система поддерживает заданную скорость двигателя до тех пор, пока водитель не отпускает сцепление.Затем система модулирует крутящий момент двигателя 1000 раз в секунду, чтобы максимально увеличить тяговое усилие. Точно так же на дороге водитель может использовать полный газ при выходе из поворота, а Performance Traction Management автоматически управляет динамикой ускорения, чтобы максимизировать скорость на выходе в зависимости от доступного сцепления с дорогой.
Кроме того, Camaro ZL1 был спроектирован так, чтобы его можно было использовать на заводе, включая охладитель заднего дифференциала, интегрированный охладитель масла двигателя и трансмиссии, а также каналы охлаждения тормозов в качестве стандартного оборудования.Таким образом, ZL1 предлагает множество технологий и функций, недоступных в Ford Shelby GT500 2012 года:
Camaro ZL1 | 2012 GT500 | |
Магнитная направляющая | Стандартный | Не доступен |
Performance Traction Management | Стандартный | Не доступен |
Заводские радиаторы двигателя и трансмиссии | Стандартный | Опция, устанавливаемая дилером |
Заводские каналы охлаждения тормозов | Стандартный | Опция, устанавливаемая дилером |
Заводской кулер заднего дифференциала | Стандартный | Опция, устанавливаемая дилером |
Дополнительные функции и опции
В салоне Camaro ZL1 стандартные кожаные сиденья со вставками из замшевой микрофибры и передние сиденья с подогревом и электрорегулировкой. Стандартные технологии включают аудиосистему Boston Acoustics® с девятью динамиками; Возможность подключения по USB и Bluetooth; и помощь при парковке сзади с дисплеем камеры заднего вида, встроенным в центральное зеркало заднего вида.
- Camaro ZL1 доступен в шести вариантах:
- Шестиступенчатая АКПП с управлением TapShift стоит 1185 долларов.
- 20-дюймовые светлые алюминиевые диски в пакете стоит 470 долларов
- Электро люк на крыше стоит 900 $
- Stripe в пакете 470 долларов
- Карбоновая вставка на капоте с открытым переплетением — $ 600
- Комплект замши, включая замшевые вставки из микрофибры на рулевом колесе, ручке переключения передач и чехле переключения передач, стоит 500 долларов.
Camaro ZL1 Coupe поступит в продажу весной 2012 года, как модель 2012 года.Camaro ZL1 Convertible поступит в продажу летом 2012 года, как модель 2013 года. Цены на Camaro ZL1 Convertible будут объявлены позже.
О Chevrolet
Компания Chevrolet, основанная в Детройте в 1911 году, отмечает свое столетие в качестве глобального автомобильного бренда с годовым объемом продаж около 4,25 миллиона автомобилей в более чем 140 странах. Chevrolet предлагает потребителям экономичные, безопасные и надежные автомобили, отличающиеся высоким качеством, выразительным дизайном, динамичными характеристиками и стоимостью.В портфолио Chevrolet входят такие культовые автомобили с высокими характеристиками, как Corvette и Camaro; надежные и долговечные пикапы и внедорожники, такие как Silverado и Suburban; и отмеченные наградами легковые автомобили и кроссоверы, такие как Sonic, Cruze, Malibu, Equinox и Traverse. Chevrolet также предлагает «безопасные для газа» решения, в том числе Cruze Eco и Volt. По оценкам EPA, Cruze Eco предлагает шоссе на 42 мили на галлон, в то время как Volt предлагает 35 миль электрического движения без бензина и дополнительные 344 мили бензина с увеличенным запасом хода.Большинство новых моделей Chevrolet предлагают технологии безопасности, защиты и удобства OnStar, в том числе функции громкой связи OnStar, автоматическое реагирование на сбой и замедление движения угнанного автомобиля. Более подробную информацию о моделях Chevrolet, топливных решениях и наличии OnStar можно найти на сайте www. chevrolet.com.
chevrolet.com.
Паровое хонингование двигателя: полное руководство
Паровое хонингование двигателя: полное руководство
Представьте, что вы только что купили старый мотоцикл, который хорошо ездит и потрясающе выглядит.Однако двигатель выглядит не так хорошо, и вы решаете его почистить.
Прежде чем использовать какое-либо чистящее средство, подумайте о паровой хонинге двигателя. Так вы сможете восстановить двигатель, не повредив его.
Продолжайте читать, чтобы узнать больше о технологиях парового хонингования.
Что такое паровое хонингование?
Хонингование паром носит множество названий, например, пароструйная или мокрая. Как бы вы это ни называли, технология очищает и обрабатывает поверхности. Он включает в себя смешивание воды с абразивным материалом и взрывы двигателя с помощью этой комбинации.
При струйной очистке смесь находится под давлением, поэтому она может лучше очищать и отделывать поверхность двигателя. Таким образом, двигатель станет еще чище и ярче, чем раньше. Технология — отличная альтернатива другим методам очистки и отделки.
Таким образом, двигатель станет еще чище и ярче, чем раньше. Технология — отличная альтернатива другим методам очистки и отделки.
Это похоже на сухую струйную очистку, но есть некоторые преимущества, например, более легкое очищение поверхностей. Эта технология также позволяет очищать поверхности равномерно, поэтому вам не нужно беспокоиться о ретуши.
Зачем использовать паровое хонингование на двигателе?
Если вам необходимо очистить или отремонтировать двигатель, технологии парового хонингования — отличный выбор.Эта технология особенно полезна, когда речь идет о восстановлении старых двигателей мотоциклов. Использование такой технологии, как сухая струйная очистка, может быть слишком жестким и может привести к удалению следов и следов на двигателе.
Это может снизить стоимость при перепродаже, если вы планируете его продать. А если нет, это может изменить внешний вид двигателя. Хонингование паром — гораздо лучший метод очистки и ремонта старых двигателей.
Вам не нужно использовать какие-либо химические вещества или отходы, и вы можете подготовить поверхность двигателя для нового покрытия.Хонингование двигателя паром также может уменьшить количество пыли, образующейся при его очистке.
Он очищает потоком, а не ударами, и вы можете очистить и обезжирить поверхности за один прием. Вы также можете использовать более мелкий абразив, не повредив двигатель.
Лучшие абразивы для использования
При хонинге двигателя паром следует подумать, какие абразивные материалы можно использовать. Абразив — это материал с твердыми кристаллами, который добывается природой или производством. Примеры включают оксид алюминия, гранат, стекло и даже алмазы.
Выбор лучших абразивов для ваших нужд может зависеть от того, насколько гладкой или шероховатой вы хотите получить конечную поверхность. Они могут проникать в металлы и сплавы, делая поверхность настолько чистой и блестящей, насколько вам нужно.
При выборе правильной технологии парового хонингования следует учитывать, как должен выглядеть двигатель. Таким образом, вы сможете выбрать лучший абразив для работы.
Таким образом, вы сможете выбрать лучший абразив для работы.
Круглый носитель
Круглые среды включают абразивные материалы с круглой поверхностью, и они могут быть отличным вариантом для очистки и осветления двигателя.Вы также можете использовать паровое хонингование для удаления накипи с поверхностей с помощью круглой среды.
Примеры в этой категории включают стеклянные шарики, керамические материалы и дробь из нержавеющей стали. Стекло находится примерно в середине шкалы твердости Мооса, примерно от 4,5 до 6,5 из 10. Это означает, что стеклянные шарики могут быть хорошим абразивом, но не слишком жесткими.
Сталь немного тверже, с рейтингом от 5 до 8,5 по шкале Мооса. Твердость керамики может зависеть от керамического материала и размера, но это также хороший исходный материал.
Пластиковые угловые носители
Пластиковые угловые носители — это еще один тип абразива, который можно использовать для снятия краски. Вы также можете использовать их для устранения зазоров на пластиковых деталях и для удаления вспышек различных типов. Эти абразивные материалы особенно хорошо работают в системе, которая начинается с влажного абразива с последующей струйной очисткой только водой.
Эти абразивные материалы особенно хорошо работают в системе, которая начинается с влажного абразива с последующей струйной очисткой только водой.
Затем вы можете использовать сушилку для очистки двигателя. Поскольку носитель пластиковый, он намного мягче, чем другие абразивные материалы, поэтому хорошо, если материал двигателя будет мягче или если вам не нужна такая тщательная очистка.
Использование небольших кусочков пластика для очистки и отделки поверхности может быть отличным выбором для вашего первого хонингования паром своими руками на вашем собственном станке. Вам не нужно беспокоиться о том, что материал будет слишком грубым, и при необходимости вы можете переключиться на другой носитель.
Угловая абразивная среда
Пластиковые угловые носители мягче, а угловатые — более твердые. Это идеальный выбор для струйной обработки закаленных поверхностей с большим количеством ржавчины или других проблем. Вы также можете использовать его для удаления жира и поверхностей с большим количеством накипи.
Примеры материалов с угловатой зернистостью включают стальную крошку, стеклянную крошку, карбид кремния и оксид алюминия. Как уже упоминалось, сталь и стекло находятся в середине шкалы Мооса, поэтому они имеют примерно среднюю твердость. Оксид алюминия имеет рейтинг 9, а карбид кремния — 9,2.
Оба этих материала могут удалить большое количество окалины и грязи, и они являются одними из самых твердых материалов. Если вы пробовали другие средства для парового хонингования, которые не помогли, попробуйте оксид алюминия или карбид кремния.
Мелкая угловая абразивная среда
Подраздел материалов с угловой зернистостью, ребристая среда с угловой зернистостью не имеет другого диапазона твердости. Но носитель меньше по размеру и может глубоко проникнуть в поверхность двигателя, чтобы очистить и закончить его.
Мелкозернистый материал с угловой зернистостью — отличный вариант для очистки пор с поверхностей или удаления накипи. Это может помочь вам подготовить поверхность к нанесению покрытия или просто использовать ее как есть.
Однако мелкий носитель может быть не лучшим вариантом для более гладких поверхностей.Вам не нужно использовать резкий абразив, поэтому вы можете приберечь его для двигателей, которым действительно требуется что-то серьезное.
Применения для парового хонингования
Хонингование двигателя паром имеет множество применений. Хотя все это вращается вокруг двигателя, вы можете сделать больше, чем просто очистить двигатель или его детали.
В зависимости от используемого абразива, при паровом хонинговании вы можете получить столько деталей, сколько захотите. Если вы хотите очистить двигатель мотоцикла, которым вы владеете, или обновить промышленный двигатель, вы можете использовать паровое хонингование.
Хотя вам следует учитывать такие факторы, как стоимость камеры парового хонингования, вы должны убедиться, что используете лучший метод для двигателя. Подумайте, как можно применить паровое хонингование к двигателю.
Очистка
Если вы когда-либо пытались очистить двигатель, вы не одиноки. Тратить время на протирание двигателя может раздражать, особенно если у вас несколько двигателей, которые вам нужно очистить.
Тратить время на протирание двигателя может раздражать, особенно если у вас несколько двигателей, которые вам нужно очистить.
Хонингование двигателя паром позволяет сэкономить много времени. Вы можете взорвать двигатели и очистить их, не протирая каждый уголок и трещину.Если у вас много закаленных поверхностей, вы даже можете выбрать более абразивный материал, для обработки которого не потребуется больше времени.
Даже если у вас нет тонны остатков, хонингование двигателя паром может быть эффективным способом очистки и обслуживания вашего оборудования. Тогда вам больше не придется использовать более жесткие абразивные материалы.
Подготовка покрытия
Хотя покрытие двигателя не является обычным явлением, это вариант. Если вы хотите покрасить двигатель, сначала следует использовать паровое хонингование, чтобы подготовить поверхность.Хонингование двигателя паром избавит от всего на поверхности, видимого или невидимого.
Если вы попытаетесь очистить его самостоятельно, вы можете пропустить более мелкие частицы, застрявшие на двигателе. В таком случае новый слой краски может не прилипнуть к двигателю, поэтому вам придется снова обработать его паром и повторить весь процесс.
В таком случае новый слой краски может не прилипнуть к двигателю, поэтому вам придется снова обработать его паром и повторить весь процесс.
Но паровое хонингование двигателя, уже покрытого краской, также может помочь. Вы можете использовать струю, чтобы очистить двигатель от любой краски, чтобы вы могли начать с нуля.
Производство
Если вам нужно производить двигатели, вы также можете использовать паровое хонингование.Хонингование паром двигателя, который вы производите, может улучшить его внешний вид, когда придет время его продавать.
Хотя двигатели не обязательно должны быть всегда красивыми, может быть проще продать двигатель, который выглядит чистым и блестящим. Некоторые люди считают, что естественное предпочтение глянцевой поверхности является инстинктивным. Одна из теорий гласит, что между глянцевыми поверхностями и необходимостью пить воду существует связь.
Требуются дополнительные исследования, но они показывают, что люди предпочитают более глянцевый вид. Если вы можете использовать для этого паровое хонингование, вам будет легче продавать двигатели.
Если вы можете использовать для этого паровое хонингование, вам будет легче продавать двигатели.
Реставрация
Если у вас старый двигатель, не нужно выбрасывать его только из-за его внешнего вида или возраста. Вы можете восстановить его механически с помощью нового аккумулятора или других деталей двигателя. И вы можете сделать то же самое с внешним видом с помощью парового хонингования.
Использование подходящих абразивов при паровом хонинговании может сделать ваш старый двигатель похожим на новый. Вы можете сэкономить много денег на его замене, и вы все равно можете получить от него хорошие впечатления.
Независимо от того, продаете ли вы двигатели или нет, возможность их восстановить может быть захватывающим моментом.Таким образом вы сможете продлить срок их службы и дольше наслаждаться своей старой поездкой.
Преимущества парового хонингования
Если вы рассматриваете паровое хонингование или пескоструйную очистку или что-то подобное, возможно, вы захотите узнать о преимуществах.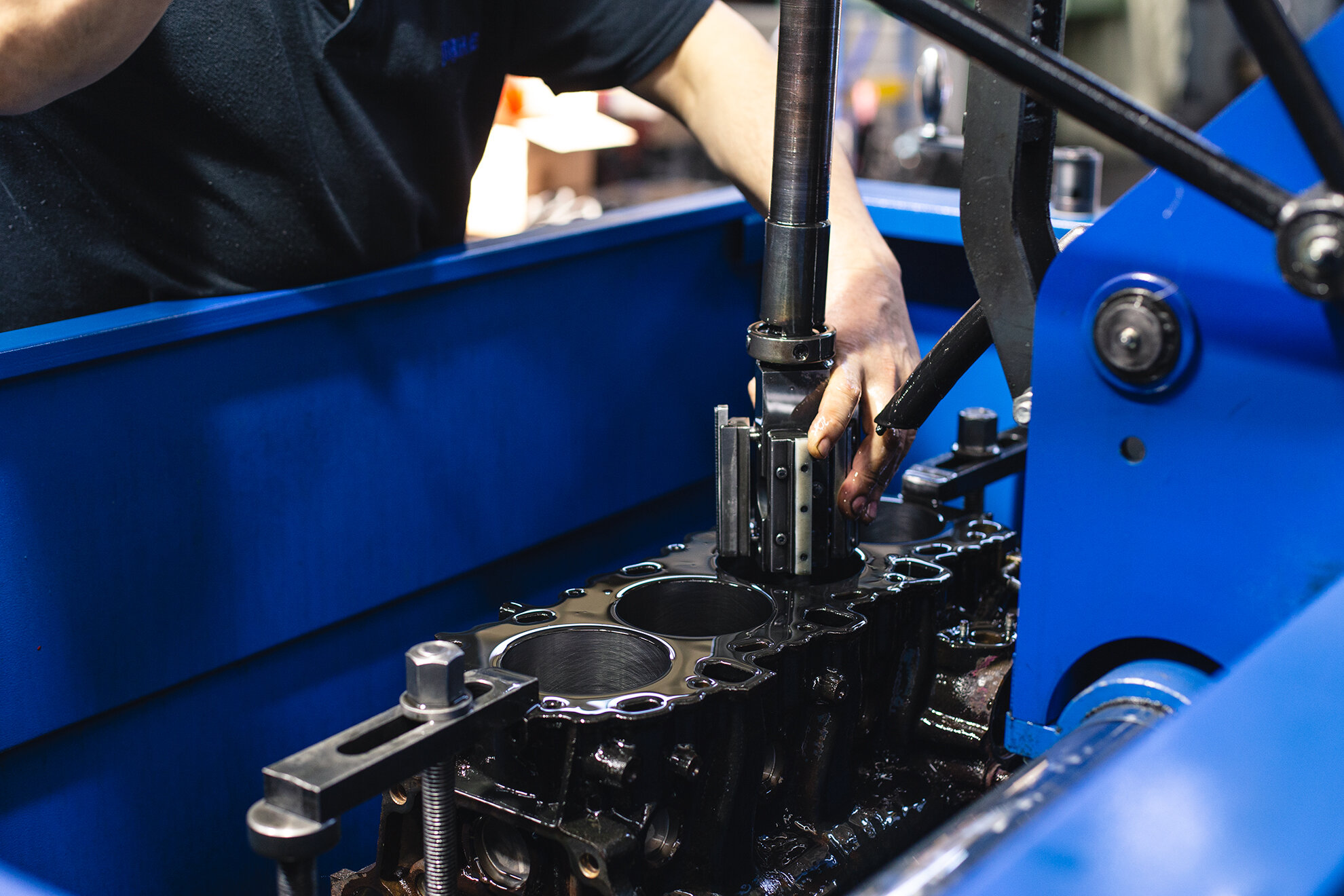 Хонингование паром имеет множество преимуществ перед пескоструйной очисткой или другими методами.
Хонингование паром имеет множество преимуществ перед пескоструйной очисткой или другими методами.
Независимо от того, нужно ли вам проводить взрывные работы регулярно или время от времени, вы всегда должны выбирать лучший метод. Хотя эти другие процессы могут работать, они не такие точные и щадящие, как паровое хонингование.
Прежде чем выбрать правильный метод для следующей задачи, рассмотрите несколько преимуществ парового хонингования двигателя.
Более чистая обработка поверхностей
Хонингование двигателя паром может привести к более качественной отделке поверхностей. Технология позволяет вам выбрать лучший абразив для работы, чтобы вы могли получить столько деталей, сколько захотите. Если вам нужно очистить что-то мягкое, вы можете использовать пластиковые угловые носители.
Но если вы хотите получить действительно чистую отделку, вы можете выбрать носитель для тонких углов.Или вы можете выбрать что-то среднее, например носитель с угловой зернистостью или круглый носитель.
Независимо от того, какую среду вы выберете, добавление воды может помочь средству прилипнуть к поверхности, чтобы очистить и отполировать ее. Затем убедитесь, что вы очистили его как можно лучше.
Мягче, чем сухая струйная очистка
Хонингование паром, также известное как мокрая струйная очистка, является более щадящим вариантом, чем сухая струйная очистка. Эти два метода почти одинаковы, за исключением использования воды в паровом хонинговании. Добавление воды помогает защитить поверхности от абразивов, поэтому они не такие жесткие, как могли бы.
Вода может увлажнять поверхность и действовать как амортизатор. Абразивы по-прежнему могут попасть на поверхность и выполнять свою работу, но вы можете использовать их на более мягких поверхностях двигателя.
Когда вы уберете воду, абразивные материалы будут настолько жесткими, насколько это возможно. В некоторых случаях это может помочь вам очистить двигатель, если на нем много отложений. Однако это серьезно сказывается на вашем двигателе.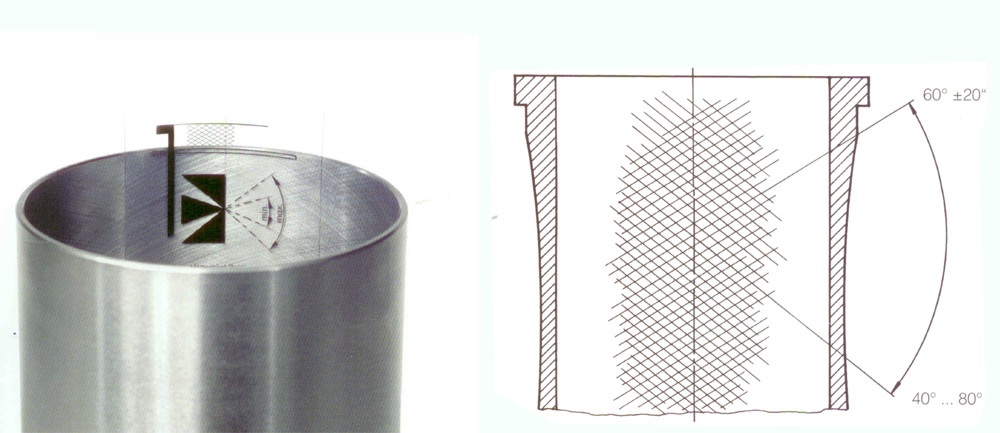
Экономично
Еще одно преимущество парового хонингования двигателя заключается в том, что оно более доступно, чем некоторые другие варианты.Во-первых, это снижает расход абразивов, поэтому вы можете продлить их срок службы или использовать их на большем количестве двигателей.
Вода также может снизить выбросы пыли вокруг машины. Так воздух станет чище, и вам будет легче дышать. Для этого вам даже не понадобится тонна воды.
Сейф
Поскольку он улавливает пыль и не требует большого количества абразивов, хонингование двигателя паром также является более безопасным. Вы можете делать это внутри в контролируемой среде, и вам не понадобится тонна средств индивидуальной защиты (СИЗ).
Он также может защитить вас от возгорания пыли, собирая пыль. Вы можете использовать паровое хонингование сколько угодно для очистки и отделки двигателей, и вам не нужно так сильно беспокоиться о безопасности.
Паровое хонингование двигателя
Хонингование двигателя паром — отличный способ очистить и закончить новый двигатель или восстановить старый. Хотя вы можете использовать другие методы очистки, они могут быть более жесткими и менее эффективными.
Хотя вы можете использовать другие методы очистки, они могут быть более жесткими и менее эффективными.
Если вам нужно очистить один двигатель или несколько, подумайте о хонинговании паром.Тогда вы сможете мгновенно улучшить внешний вид двигателя.
Вы готовы начать паровое хонингование двигателя? Купите оборудование для парового хонингования сегодня.
(PDF) Освоение искусства хонингования цилиндров
© 2020 SAE International. Все права защищены. Никакая часть данной публикации не может быть воспроизведена, помещена в поисковую систему или передана в любой форме и любыми средствами, электронными, механическими, фотокопировальными, записывающими или иными способами без права собственности. письменное разрешение SAE International.
Позиции и мнения, высказанные в этой работе, принадлежат автору (авторам), а не SAE International. Ответственность за содержание работы
несет исключительно автор (ы).
ISSN 0148-7191
7
ОСВОЕНИЕ ИСКУССТВА ЗАТОЧКИ ЦИЛИНДРОВ
Выводы
За последние десятилетия в области точного сверления отверстий
произошел значительный прогресс. Современные хонинговальные станки, инструменты
Современные хонинговальные станки, инструменты
, компьютеризированные системы контроля и измерения
были разработаны, которые предлагают высокую производительность и позволяют от одного до
соответствовать жестким допускам на геометрию отверстий с минимальным вмешательством оператора
.Также был достигнут серьезный прогресс в нашем понимании
влияния топографии поверхности на трение и износ двигателя
, открыв новые пути к оптимизации трибологии двигателя
.
Ссылки
1. Schibisch, DM, Friedrich, U., «Supernish-Technologie, Die
Bibliothek der Technik», 222, Moderne Industrie, 2001.
2. Жмуд, Б., Томаник, Э. ., «Оптимизация поршня / внутреннего диаметра
Трибология: роль характеристик поверхности, пакета колец и смазки
», в Proc.Int. Коллоквиум по трибологии, Эсслинген,
Германия, 28-30 января 2020 г.
3. Йоханссон С., «Подход к снижению потерь на трение
в тяжелых дизельных двигателях
с помощью инженерных работ». Кандидат наук. Кесис, Технологический университет Чалмерса,
Кандидат наук. Кесис, Технологический университет Чалмерса,
Гетеборг, Швеция, 2012 г., ISBN 978-91-7385-713-0.
4. Сёдертелл, М., Хербст, Х., Ларссон, Р., и Альмквист, А.,
«Влияние на трение конструкции поршневого кольца, цилиндр
Шероховатость гильзы и свойства смазки», Трибология
International 116: 272, 2017.
5. Юсу, М., Мезгани, С., Демирчи, И., и Эль Мансори, М.,
«Вклады гладкости и плоскостности в движение —
в трении и износе стратифицированного винтового оползня. и Plateau
Хонингованные гильзы цилиндров, ”Износ 332, 2 014.
6. Жмуд, Б., «Текущие достижения в области смазочных материалов для картера», в
European Base Oil & Lubricants Summit, Роттердам, e
Нидерланды, 20-21 ноября 2019 г.
7. Schütz, M ., Долл, Г., Уолтнер, А., и Кеммлер, Р., «e
Новый бензиновый двигатель Mercedes-Benz 3,0 л V6 DI с Twin
Turbo», MTZ Worldwide, 74:18, 2013 г.
8. Флорес, Г. , Винс, А., Вайблингер, М., Механическая обработка и
, Винс, А., Вайблингер, М., Механическая обработка и
Характеристика функциональных поверхностей отверстий цилиндров
с термическим покрытием, в Ча, Южная Каролина, Эрдемир, А., Технология нанесения покрытий
для Приложения для транспортных средств, Springer, 2015, 149.
9. Рисе, К., Шоргель, М., Бартель, Д., Карпущевски, Б.и
Вельцель, Ф., «Resource-Ecient Piston Ring / Cylinder Liner
Pairing», Industrial Lubrication and Tribology 71: 154, 2019.
10. Жмуд, Б., «Работа в процессе производства». in of Engine
Components by using the Triboconditioning® Process »,
Wahab, MA: FFW 2018, LNME, 671-681, 2019.
11. Берг, М., Бродманн, Б., Лемель, Ф., Жмуд Б., «Использование решенного рассеяния света Angle-
, рентгеновской флуоресцентной спектроскопии
и измерения вихретоковой проводимости для поверхностного
Мониторинг состояния в механохимическом процессе отделки поверхности
», в Proc 20th International Colloquium
Трибология, Штутгарт, Германия, 12-14 января 2016 г.
12. Хоэн Т., Шмид Дж. И Штумпф В., «Меньше износа и масла
Расход за счет спирально-скользящего хонингования двигателей с помощью
Deutz», MTZ Worldwide 70: 4 6, 20 09.
13. Юсу, М., Мезгани, С., Демирчи, И., и Эль Мансори, М.,
«Вклады гладкости и плоскостности в движение —
в трении и износе стратифицированного винтового оползня. и Plateau
Хонингованные гильзы цилиндров, ”Износ 332, 2 014.
14. Жмуд, Б., Томаник, Э., Грабон, В., Шорр, Д., Бродманн,
Б., «Оптимизация трибологии поршня / внутреннего диаметра: роль
характеристик поверхности, кольцевого уплотнения и смазки», в Proc.
SAE PFL 2020 (в печати).
15. Берле, П. Einuss spanender Endbearbeitungen mit
geometrisch unbestimmten Schneiden auf tribologische
Funktionsächen im Motorenbau sowie auf Reibung und
Verschleiß, Диссертация. Universität Kassel, 2009.
16.Карпущевски Б., Велцель Ф., Рисе К. и Шоргель М.,
«Снижение трения на рабочей поверхности цилиндра
двигателей внутреннего сгоранияпутем чистовой обработки»,
Процедуры CIRP 45: 87, 2016.
Контактная информация
Борис Жмуд, к.э.н., доц. Проф.
Телефон: +46 70 9371310
Загружено из SAE International Борисом Жмудом, воскресенье, 13 сентября 2020 г.
Плоское хонингование — это классическая процедура, применяемая в настоящее время для чистовой обработки поверхности гильзы цилиндра.Он обеспечивает правильную конечную морфологию поверхности и зависит, среди прочего, от условий обработки, настроек инструмента. Таким образом, можно изменять параметры шероховатости, чтобы обеспечить требуемое трибологическое поведение, на которое может приходиться до 97% расхода смазочного масла [1] и 45% общих механических потерь [2]. Первоначально рекомендовалась очень гладкая структура поверхности цилиндра. Однако это состояние показало высокую износостойкость в период обкатки, хотя шероховатые поверхности обеспечивают высокую стойкость к заклиниванию.Виман [3] обнаружил, что сопротивление заеданию гильз цилиндров пропорционально высоте шероховатости поверхности. Последующие исследователи, сосредоточившиеся на определении оптимальной геометрической структуры цилиндра, рекомендовали процесс грубого хонингования с последующим точным хонингованием, процедуру, при которой одно распределение Гаусса накладывается на другое. Такой подход называется хонингованием на плато. Santochi и Vignale [4] обнаружили, что хонингование на плато значительно сокращает дорогостоящий период приработки, поскольку полученная поверхность напоминает поверхность приработки.Отшлифованная поверхность цилиндра обеспечивает одновременно скользящие свойства гладкой поверхности и отличную способность удерживать масло на пористой поверхности. Однако Дженг [5] сообщил, что, хотя поверхности с плато характеризуются более коротким периодом приработки, они имеют меньшее сопротивление схватыванию по сравнению с гауссовыми поверхностями с таким же стандартным отклонением по высоте.
Важность процесса хонингования при чистовой обработке гильз цилиндров для достижения удовлетворительных параметров двигателя и предотвращения задиров в настоящее время хорошо осознается, но не до конца понятна [2].Например, общеизвестно, что увеличение маслоудерживающей способности за счет углубления впадин в профиле плато гильзы цилиндра приводит к снижению механических потерь [4, 6–9]. Механизм, лежащий в основе этого снижения механических потерь при меньшей высоте шероховатости, можно объяснить на модифицированной кривой Штрибека [10] как следствие явлений прорыва и кавитации [11]. С другой стороны, такая микроструктура профиля плато приводит к повышенному расходу смазочного масла и выбросам сажи и частиц (твердых частиц), оксидов углерода [монооксида углерода (CO), диоксида углерода (CO 2 ) в выхлопных газах], и углеводороды (УВ) [6, 12].Толщина масляной пленки, давление и объем масляного прорыва напрямую зависят от ширины и глубины хонинговальных царапин и расстояния между ними [13]. Некоторые модели трения и потока масла через шероховатость поверхности гильзы обсуждаются Jocsak et al. [14], включая рабочие параметры бензиновых и дизельных двигателей в зависимости от высоты шероховатости гильз цилиндров, распределение их координат, угол штриховки при хонинге и свойства смазочного масла.
Благодаря многочисленным результатам трибологических исследований и тенденции к производству двигателей с высоким отношением мощности к массе, уменьшенные в размерах двигатели часто оснащаются новыми современными технологиями, такими как регулируемое срабатывание клапана (VVA) или регулируемая степень сжатия ( VCR) [15] появился ряд новых подходов в технологии хонингования плато.Одним из них, отличающимся гладкой поверхностью и уменьшенной глубиной выемок базового хонингования, является хонингование с суппортом [16]. Основные цели при разработке этой технологии заключались в снижении износа, потерь на трение и расхода смазочного масла при сохранении производительности, сопоставимой с производительностью обычного хонингования на плато, и достижении высокой степени надежности самого процесса, а в условиях массового производства — длинного инструмента. срок службы, минимальная деформация отшлифованных поверхностей, т. е. минимальные дислокации в пограничном слое, и создание однородной и согласованной поверхности по всему отверстию цилиндра.Сопротивление истиранию может быть достигнуто путем изменения геометрии основных хонинговальных канавок [17]. Параметры наилучшего соотношения материалов поверхности гильзы цилиндра с точки зрения расхода масла и выбросов вредных выхлопных соединений были оценены как для чугунных гильз [18], так и для гильз из алюминиевых сплавов [19].
Дальнейшая модификация процедуры хонингования салазками состоит в увеличении угла хонингования за счет уменьшения скорости вращения хонинговального инструмента. Хонингование с направляющими / спиральными зубьями под углом хонингования 140 ° является следующим шагом к сокращению выбросов и увеличению интервалов замены масла [20].Различные испытания на долговечность, проведенные на серийных шестицилиндровых двигателях с гильзами из стандартного серого чугуна, доказали преимущества винтового хонингования: (1) износ в зоне реверсирования был снижен примерно на 40% по сравнению с предыдущим производственным процессом хонингования; (2) длительный расход масла был снижен на 50% и оставался очень стабильным в течение всего времени обкатки, со значениями от 0,04 до 0,05% от расхода топлива [21]. Хотя процесс винтового хонингования дороже, чем хонингование с скольжением, сравнительно новое исследование, проведенное на возвратно-поступательном тестере, показало, что в целом такие сглаженные поверхности отверстия вызывают меньший износ кольца и отверстия [22].
Дополнительная обработка поверхности может улучшить трибологические свойства скользящих элементов. Наиболее распространенным подходом является введение специфической текстуры на скользящую поверхность, включающую плоские и гладкие поверхности, прерываемые местными углублениями [23]. Для создания регулярных микролунок на скользящих поверхностях используются различные производственные технологии, включая лазерное текстурирование, механическую обработку, текстурирование ионным пучком и методы травления. Эти микролунки (также известные как масляные карманы, отверстия, ямки, ямки и полости) могут уменьшить трение, обеспечивая подъем в качестве микрогидродинамического подшипника и выступая в качестве резервуара для смазки, тем самым повышая сопротивление заеданию.Отверстия также могут служить ловушкой для остатков износа при скольжении.
Лазерное текстурирование на поверхности цилиндра может использоваться для минимизации риска полировки отверстия, особенно в зоне разворота цилиндра [24]. Полировка отверстия происходит при удалении топографии гильзы цилиндра [25]. Этот процесс приводит к нехватке смазки в дополнение к сварке и переносу материала между скользящими поверхностями и приводит к истиранию поверхностей и возможному выходу из строя двигателя [26]. Golloch et al.[27] описывает трибологическое сравнение между обычной поверхностью гильзы и гильзой с лазерной структурой, в которой они измеряют износ, толщину масляной пленки и силу трения. Их результаты показывают, что с точки зрения трибологических характеристик поверхность гильзы с лазерной структурой работает лучше, чем обычная поверхность с плоскостным хонингованием, что приводит к снижению расхода топлива и износа на 25%.
Влияние прямоугольных лунок с плоским дном на трение параллельных поверхностей исследовалось экспериментально и при моделировании [28].Положительный эффект впадин в снижении трения для параллельных поверхностей наблюдался в диапазоне больших скоростей скольжения, больших нагрузок и более гладких поверхностей. Наличие таких углублений на параллельных поверхностях может, в частности, снизить коэффициент трения для случаев с меньшим отношением толщины пленки к шероховатости ( h / Rq ), небольшой шероховатостью или большей нагрузкой. Более того, эти авторы обнаружили, что в одних и тех же условиях продольные поверхности ведут себя лучше, чем поперечные, в плане снижения трения.В случае большего отношения толщины пленки к шероховатости ( h / Rq ), большей шероховатости или меньшей нагрузки изменение коэффициента трения для параллельных поверхностей из-за эффекта ямочки зависит от совокупного влияния эти факторы.
Положительный эффект масляных карманов в снижении потерь на трение проявляется даже в случае износостойких поверхностей, особенно гильз цилиндров, покрытых алмазоподобным углеродом (DLC) или Nikasil. Rahnejat et al. [29] протестировали три различные конфигурации гильз цилиндра: (1) стандартная штриховка под углом 25–35 ° к горизонтальной плоскости, покрытая Никасилом; 2) стандартный штрихованный никасил с лазерным травлением; (3) лайнер из DLC.Они заметили, что гильза с лазерной гравировкой показывала постоянное улучшение характеристик до 4,5% по сравнению со стандартной гильзой, при этом максимальное преимущество возникало при частоте вращения двигателя при максимальном крутящем моменте.
Costa et al. [30] исследовали влияние топографии поверхности на толщину смазочной пленки для возвратно-поступательного скольжения узорчатых плоских стальных поверхностей по цилиндрическим контртелам в условиях гидродинамической смазки. Они использовали образцы круглых углублений, канавок и шевронов, в то время как частичное покрытие площади, глубина, ширина и ориентация скольжения относительно текстуры систематически менялись.Они обнаружили, что шевронные узоры были наиболее эффективными для увеличения толщины гидродинамической пленки, в то время как канавки были наименее эффективными.
Совершенно другой подход, но тот, который явно улучшает эффективность двигателя и износостойкость поршневых цилиндров (P – C), касается текстурирования поверхности поршневых колец с помощью лазерной обработки. Целью экспериментальных исследований, выполненных Etsion и Sher [31] на дизельном двигателе, было оценить положительное влияние текстуры поверхности поршневых колец на расход топлива и состав выхлопных газов.Лазерное текстурирование улучшает сопротивление заеданию гладких поверхностей, особенно при небольшой скорости скольжения и высоких нагрузках, а также при низкой вязкости масла [32]; как таковой, этот метод является предпочтительным подходом для формирования поверхностей поршневых колец и гильз цилиндров, особенно в зоне поворота колец.
Топографию поверхности можно контролировать с помощью контактных или бесконтактных (оптических) инструментов в двух (2D) или трех (3D) измерениях. Двухмерные контактные методы, обычно трудоемкие и не такие мощные, как трехмерные оптические, могут вносить некоторые ошибки из-за эффектов морфологической фильтрации [33].Тем не менее источники неопределенности двумерных измерений достаточно хорошо известны и могут быть устранены. 2D-методы контакта также обеспечивают высокую доступность к измерительной поверхности, гибкость и нормализацию. 3D-параметры гораздо более информативны, но они часто коррелируют внутренне и с некоторыми адекватными 2D-параметрами [34]. Современные конфокальные микроскопы и интерферометры белого света обеспечивают обилие трехмерной информации о топографии поверхности гильзы цилиндра. Данные, полученные с помощью этих инструментов, используются в морфологических алгоритмах, таких как преобразование водораздела, для обнаружения и разделения функционально значимых структур, которые могут быть описаны набором структурных параметров.Статистический анализ этих параметров обеспечивает функциональную характеристику всей измеряемой поверхности. Расчет углов хонингования показывает возможности, предоставляемые этим гибким методом оценки поверхности.
Иногда множественные отражения от масляных пленок или поверхностных покрытий могут стать проблемой при оптических исследованиях.