Что такое хонингование цилиндров двигателя автомобиля и зачем нужно
Хонингование цилиндров двигателя — это окончательная обработка поверхности с помощью специальных инструментов и является финишной операцией при капитальном ремонте мотора. Расскажем что это такое подробно.
Для чего нужно
Хонингование производят для уменьшения шероховатости стенок цилиндров и, чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя. В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Что такое и его плюсы
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.Плосковершинное хонингование имеет ряд преимуществ. Его задача — тщательная обработка цилиндров двигателя для последующей работы. В результате цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
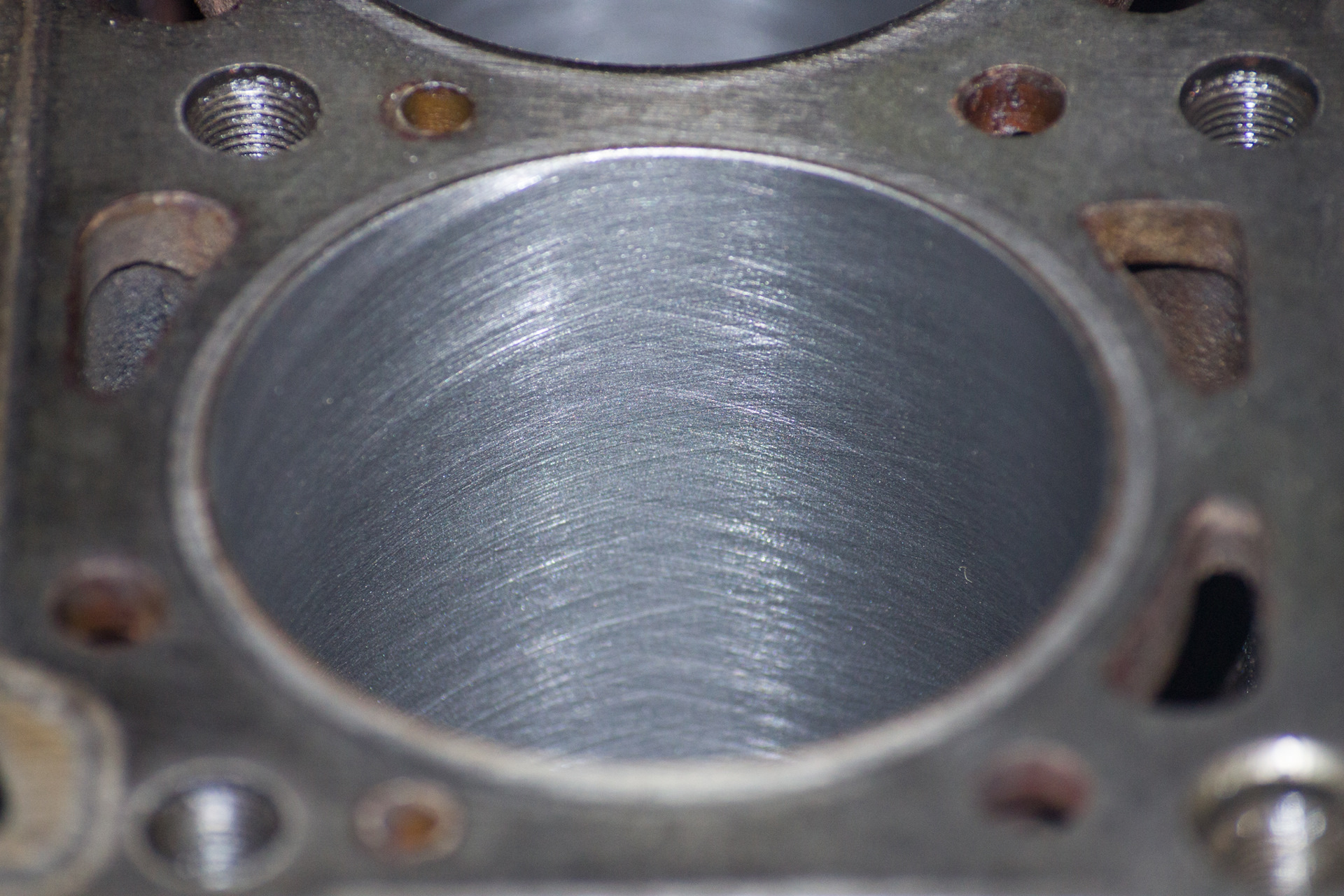
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
Как происходит процесс
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — черновая обработка цилиндров, для которой применяют крупный абразив.Второй этап — окончательная или финишная обработка. В дело вступает мелкозернистый абразив, который дает высокую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса нужно вымыть двигатель. Это позволит удалить металлические стружки и остатки полировочных паст.
Некоторые специалисты проделывает еще одну операцию — финишную чистку абразивной пастой. Она удаляет острые углы и впадины, оставшиеся после процесса хонингования. В результате достигается гладкая поверхность цилиндров двигателя.
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
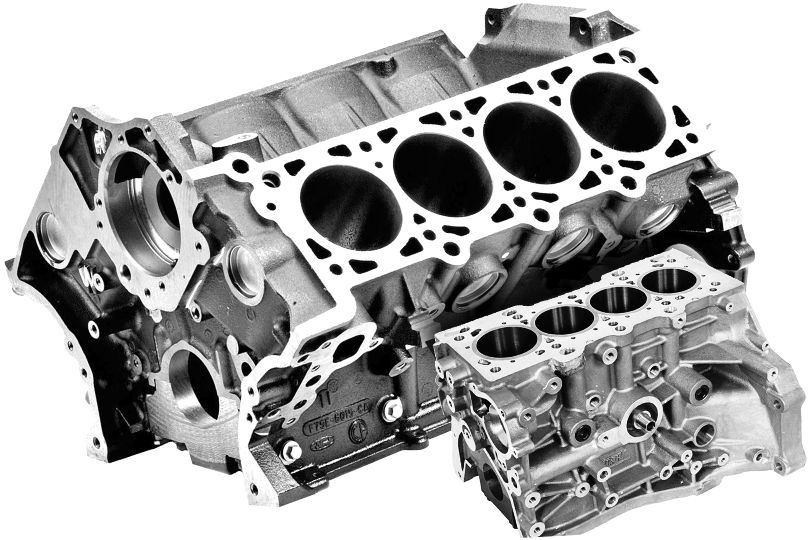
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже.
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров.
 Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра. - По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
 Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.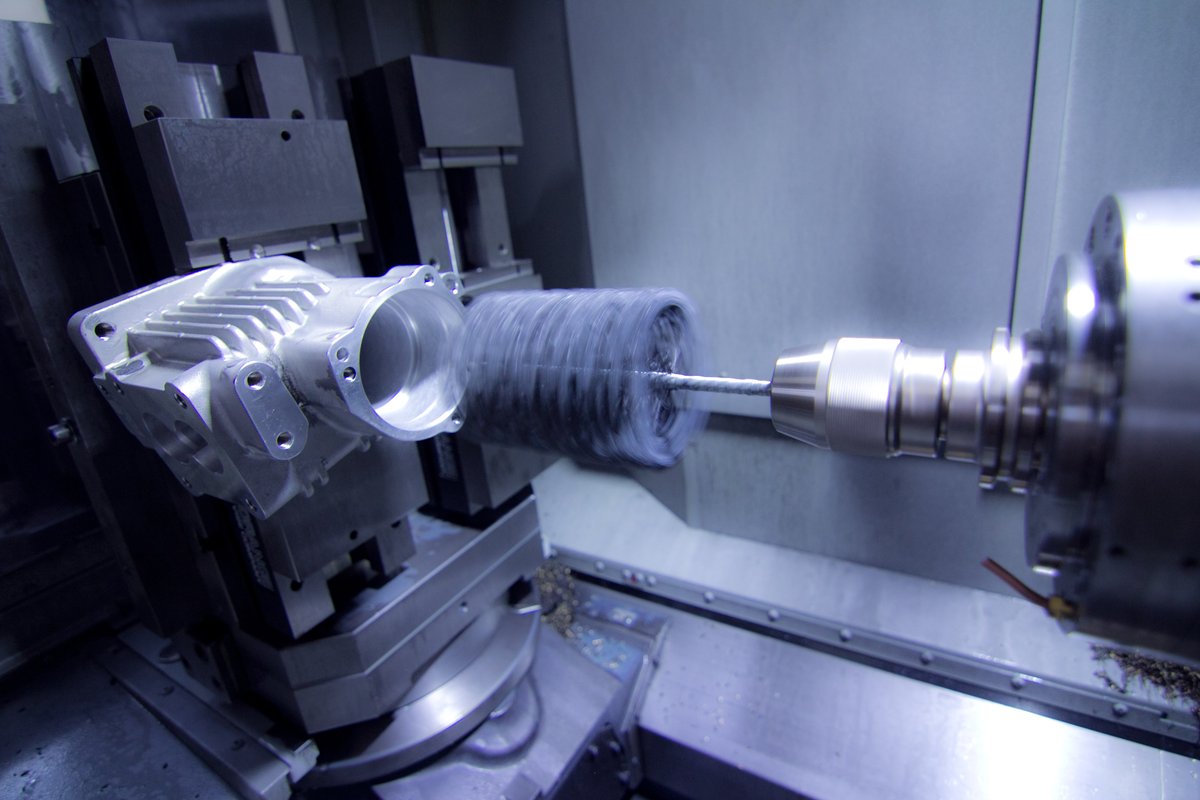
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
 youtube.com/embed/TQidw6egXgs» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/TQidw6egXgs» allowfullscreen=»allowfullscreen»/>Читайте также
Хонинговка хонингование блока цилиндров — abmotors.by
Окончательная, финишная механическая обработка рабочей поверхности гильзы цилиндра, после расточки цилиндра, осуществляется методом хонингования на оборудовании фирмы Rottler модель HP6A производства США. Хонингование, хонинговка цилиндров БЦ — финишная обработка резанием, которая производится при помощи алмазных брусков, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке. При хонинговании происходит вращательное и возвратно-поступательное движения хонинговальной головки, благодаря чему создается специальная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Основные понятия:
Хонингование, хонинговка цилиндров БЦ — финишная обработка резанием, которая производится при помощи алмазных брусков, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке.
При хонинговании происходит вращательное и возвратно-поступательное движения хонинговальной головки, благодаря чему создается специальная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Правильная обработка цилиндров обеспечивает:
- Низкий расход масла
- Высокую компрессию в цилиндрах, небольшие утечки поршневых газов через поршневые кольца.
- Больший ресурс деталей Цилиндро-Поршневой Группы (ЦПГ), в том числе и самих цилиндров.
- Длительную работоспособность колец и цилиндров, за счет отсутствия задиров на стенках цилиндров, при постоянных и длительных нагрузках.
- Малое время приработки деталей ЦПГ.
- Низкий коэффициент трения скольжения колец при движении в цилиндре.
Что позволяет сделать хонингование?
Хонингование дает возможность эффективно исправлять погрешности формы и поверхности цилиндров БЦ, таких как: конусность, седлообразность, бочкообразность, волнистость.
Весь смысл хонингования, хонинговки цилиндров сводится к одной простой цели – получить качественную поверхность цилиндра, с одной стороны, т.е. сделать её как можно более гладкой, а с другой – максимально шероховатой, чтобы впадины заполнялись возможно большим количеством масла. Улучшение смазки снижает интенсивность износа поршневых колец и цилиндров в паре трения поршневое кольцо – гильза цилиндра.
Нарушения геометрии цилиндров БЦ:
При выполнении операции на оборудовании фирмы Rottler HP6A производства США мы получаем уникальные результаты: размер цилиндра, на установленной производителем длине цилиндра, выдерживается с точностью 0,005мм!!!
Шероховатость поверхности гильзы после хонингования соответствует строго виду топлива:
для бензиновых двигателей Rz=3…6мкм, Ra=0,6…1,0мкм;
для дизельных двигателей Rz=4…8мкм, Ra=0,8…1,2мкм;
Помимо размера, геометрии, шероховатости цилиндра, важный параметр который контролируется — это угол хонинговальной сетки. Угол хон сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей деталей двигателей внутреннего сгорания (Kolbenschmidt, Mahle). При малом угле не удается добиться необходимого профиля поверхности, что ведет к недопустимому «сухому» трению и задиру колец и цилиндров. Большой угол обычно дает возрастание расхода масла. Оптимальное значение угла должно находится в пределах 60..75°. Наше оборудование позволяет нам задавать угол хонинговальной сетки в любых рекомендуемых значениях!!!
Угол хон сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей деталей двигателей внутреннего сгорания (Kolbenschmidt, Mahle). При малом угле не удается добиться необходимого профиля поверхности, что ведет к недопустимому «сухому» трению и задиру колец и цилиндров. Большой угол обычно дает возрастание расхода масла. Оптимальное значение угла должно находится в пределах 60..75°. Наше оборудование позволяет нам задавать угол хонинговальной сетки в любых рекомендуемых значениях!!!
Вскрытие графитовых зерен гильзы цилиндра, путем кранцевания:
При хонинговании чугунных цилиндров необходимо также обеспечивать вскрытие графитовых зерен, на поверхности гильзы цилиндра.
Финишный переход обработки цилиндра хонингованием это — кранцевание (плосковершинное хонингование). Это операция которая создаёт опорную поверхность для поршня и колец, снимая острые вершины микронеровностей, позволяет получить процент вскрытого шарообразного, пластинчатого графита, на поверхности чугунного цилиндра (гильзы цилиндра), не ниже — 20%, что также соответствует качеству мировых лидеров производителей двигателей внутреннего сгорания.
Подведем итог:
Механическая обработка цилиндров (гильз цилиндров) выполненных из чугуна включает в себя восстановление следующих параметров:
Размер цилиндра (по осям X-Y)- отклонение от заданного диаметра не более +0,005мм;
Геометрию цилиндра — взаимное отклонение по осям не более +0,005мм;
Шероховатость поверхности;
Угол хонинговальной сетки;
Наш опыт и оборудование позволяют нам растачивать (расточка) , гильзовать (гильзовка) и хонинговать (хон) блоки цилиндров таких производителей как Subaru (Субару), Porsche (Порше), BMW (БМВ), Audi (Ауди), Volkswagen (Фольксваген), Mercedes (Мерседес), Lexus (Лексус), Toyota (Тойота) и даже Bentley (Бентли)!!!
К примеру в нашей мастерской были выполнены работы по гильзовке , расточке, хонинговке VV12 цилиндрового мотора от Bentley Continental:
Хонингование цилиндров — услуга хонингования поверхностей цилиндров, труб, гидроцилиндров г.
 Новосибирск — ПО Трубное решение
Новосибирск — ПО Трубное решениеНаша компания осуществляет услугу хонингования цилиндров, гидроцилиндров, труб и цилиндров ДВС. Цены на услугу хонингованигования вы можете узнать унаших менеджеров.
Такое название имеет окончательная обработка поверхности мотора, служит завершающей операцией также при его капитальном ремонте. Выполняют её с целью уменьшения шероховатости поверхностей стенок цилиндров, чтобы повысить качество приработки поршневых колец, приработки самим поршней. Метод хонингования может значительно увеличить период службы подвергшегося ремонту двигателя.
В процессе пользования двигатель изнашивается и теряет созданную первоначально форму. Относится это в основном к цилиндрам двигателя. Бывшие круглыми изначально, они со временем обретают овальную форму — так называемый эффект конусности. Задиры и царапины так же образуются на стенках цилиндров двигателя. Здесь востребован капитальный ремонт двигателя.
Чтобы сохранить ранее созданную нормативную форму цилиндров двигателя, вернуть оптимальную шероховатость, производят хонингование, которое обладает большей точностью и эффективностью в сравнении с ранее применявшимися операциями по доводке: полировка, притирка.
После проведения хонингования за счёт быстрой приработки элементов двигателя повышается компрессия в цилиндрах, увеличивается срок эксплуатации до следующего капитального его ремонта, понижается расход моторного масла, прорыв газов в картер также уменьшается.
При такой обработке происходит образование на цилиндрах особой сетчатой структуры, заметной лишь при самом ближайшем рассмотрении. В неё попадает и удерживается больше масла, требуется это для увеличения смазки трущихся деталей.
Технология процесса
На первом этапе ведут черновую обработку всех цилиндров, здесь применяют только крупный абразив. Финишную обработку ведут на следующем этапе работ — применяя мелкозернистый абразив. Абразивами в процессе работ служат алмазные и керамические бруски.
В качестве доводки иногда последним этапом проводят финишную чистку деталей абразивной пастой. Позволяет такое действие удалить все острые углы, зачистить впадины, оставшиеся после обработки. Так достигается значительная гладкость поверхностей цилиндров двигателя.
По завершении процесса требуется тщательно вымыть двигатель. Таким образом будут удалены металлические стружки, смыты остатки полировочных паст.
Преимущества применения:
- не остаётся рваных, острых кромок на деталях конструкции двигателя после обработки;
- отсутствуют деформированные участки;
- восстанавливается глубина и ширина, которые должны быть однородными;
- обеспечивает поршневым кольцам должное хорошее прилегание;
- уменьшается износ двигателя;
- предотвращается сухое трение пар;
- упорядоченная шероховатость позволяет снизить износ деталей.
К самостоятельному ведению обработки цилиндров стоит прибегать лишь тогда, когда нет возможности провести станочную обработку. Проведённая своими руками процедура не позволяет создать правильную упорядоченную шероховатость. Здесь важны амплитуда движения дрели, характер движений, обязательно усилие нажима камней, производимое на стенки цилиндра, гильзы. Довести форму до идеала также трудно.
Довести форму до идеала также трудно.
ДО процесса
После процесса хонингования
Расточка и хонинговка цилиндра Менять или ремонтировать цилиндр ? — СПРАВОЧНИК
Впрочем, иногда до замеров дело и не доходит. Достаточно осмотреть зеркало цилиндра. Если на нем имеются глубокие задиры, вертикальные царапины, а такое наблюдается при поломке поршневых или стопорных колец, выпадении стопорных штифтов,— цилиндр нужно либо заменить новым, либо расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или имеющегося в наличии поршня.
Расточка — операция, проводимая на токарном станке. Она не очень сложна и не требует сверхвысокой квалификации. Главное в ней — сохранить перпендикулярность оси цилиндра и его основания. А для этого нужно прежде заготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления цилиндра, выверить по плоскости резцом и расточить до размера горловины цилиндра. Не меняя положения планшайбы в патроне, на ней следует закрепить цилиндр, так, как он крепится на картере, и только после этого растачивать.
Не меняя положения планшайбы в патроне, на ней следует закрепить цилиндр, так, как он крепится на картере, и только после этого растачивать.
Попытки упростить операцию, провести расточку в трех- или четырехкулачковых патронах без планшайбы, как правило, обречены на провал: после расточки зеркало в тех местах, где его сжимали кулачки, «уходит» от нужной геометрической формы, становится овальным.
Рис. 1. Самодельный хон для цилиндра класса 125 см3: 1 — болванка; 2 — пружина; 3 — абразивный брусок.
После расточки, чтобы довести поверхность цилиндра до зеркального состояния, нужна еще одна операция —хонингование. На рис. 1 показан самодельный хон для цилиндров минских мотоциклов. Это деревянная болванка диаметром 51 мм и высотой 140 мм, имеющая одно центральное отверстие и четыре вертикальных паза. В пазы вставляют прямоугольные подпружиненные абразивные бруски; сквозь отверстие пропускается длинный болт, посредством которого хон закрепляется в патроне сверлильного станка, Аналогично может быть изготовлен хон и для любого другого цилиндра. Если цилиндр закрепить жестко, то любое биение шпинделя приведет к нарушению геометрической формы зеркала. Чтобы этого не произошло, цилиндр нужно только придерживать руками.
Если цилиндр закрепить жестко, то любое биение шпинделя приведет к нарушению геометрической формы зеркала. Чтобы этого не произошло, цилиндр нужно только придерживать руками.
Задав хону частоту вращения 200—220 оборотов в минуту и обеспечивая 30—60 возвратно-поступательных ходов за то же время, постепенно снимают оставленный после расточки незначительный припуск и улучшают поверхность. Для ускорения работы можно в начале ее использовать бруски с зернистостью 150—170, а в конце — 250-400. Во время работы необходимо обильно и непрерывно смачивать бруски и зеркало керосином и периодически контролировать размер.
Вернемся, однако, к началу статьи. Представим, что наш цилиндр не имеет дефектов, видимых невооруженным глазом.
Диаметр цилиндра удобнее всего измерять индикаторным нутромером. Измерения производят обязательно в двух крайних поясах, за 10—15 мм от верхнего и нижнего торцов цилиндре, а также в середине хода поршневых колец. В каждом поясе делают два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав их в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Цилиндр стал овальным, бочкообразным и конусным. И вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Стало быть, и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и эллипсность: диаметр в плоскости пальце у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки не стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие цилиндр воспринимает примерно в средней своей части. Если же учесть, что цилиндр двухтактного двигателя в этой зоне весь «продырявлен» впускными, выпускными и продувочными окнами и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной, станет ясно, что именно в этой зоне происходит самое значительное истирание металла: появляется бочкообразность,
Основные причины конусности — воздействие поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и увеличивают давление колец. По мере движения поршня вниз давление газов падает и эта «добавка» к обычной упругости кольца снижается, давление колец на стенки ослабевает, В связи с этим цилиндр в верхней части изнашивается больше, чем в нижней.
Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и увеличивают давление колец. По мере движения поршня вниз давление газов падает и эта «добавка» к обычной упругости кольца снижается, давление колец на стенки ослабевает, В связи с этим цилиндр в верхней части изнашивается больше, чем в нижней.
Ну а что же наши измерения?
Если по их результатам видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125—200 см3 составляет 0,15—0,20 мм, а класса 350 см3 — 0,2—0,25 мм, можно уверенно говорить, что цилиндр нуждается в ремонте.
Что касается конусности, то ее можно определить более простым способом: при помощи любого поршневого кольца. Нужно вставить его в цилиндр и замерить зазор в замке в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на 3,14 — и вы получите общепринятое выражение конусности. Если полуденная вами величина превышает 0,06—0,08 мм (меньшая величина — для меньших кубатур) — цилиндр эксплуатировать больше нельзя. Кстати, таким же способом в край-ном случае можно проводить и все другие измерения цилиндра.
Кстати, таким же способом в край-ном случае можно проводить и все другие измерения цилиндра.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, поскольку абразивы в хоне сидят подвижно и копируют стенки цилиндра. Для устранения этих видов износа существует иной способ ремонта. Он называется притирание.
Часто притирание применяют вместо хонингованчя как окончательную операцию после расточки,, Но можно вообще заменить расточку притиркой. Правда, это растягивает процесс, но дает хорошие результаты.
Рис. 2. Разжимной притир для цилиндра 125 см3 : 1 — корпус; 2 — разрезная втулка; 3 — шайба; 4 — болт; 5 — разрез во втулке.
Рабочий инструмент — разжимной притир (рис. 2). Его корпус 1 обычно делают из стали, втулку 2 — из мелкозернистого чугуна с твердостью НВ 140.
Сначала вытачивают заготовку втулки (ее длина от 100 до 150 мм, в зависимости от объема цилиндре), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. После этого заготовку либо разрезают вдоль оси одним сквозным проходом ножовки (фрезы, см. рис. 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (рис. 3). После этого изготовляют корпус, на наружном торце которого сверлят отверстие и нарезают резьбу под болт М12— М14, как показано на рис. 2, или оставляют хвостовик и на нем нарезают резьбу, как это показано на рис. 3. Втулку надевают на корпус, закрепляют болтом и окончательно протачивают под размер цилиндра минус 0,1 мм. Притирку можно вести в сверлильном станке.
После этого заготовку либо разрезают вдоль оси одним сквозным проходом ножовки (фрезы, см. рис. 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (рис. 3). После этого изготовляют корпус, на наружном торце которого сверлят отверстие и нарезают резьбу под болт М12— М14, как показано на рис. 2, или оставляют хвостовик и на нем нарезают резьбу, как это показано на рис. 3. Втулку надевают на корпус, закрепляют болтом и окончательно протачивают под размер цилиндра минус 0,1 мм. Притирку можно вести в сверлильном станке.
Рис. 3. Пример притира с четырьмя разрезами.
На наружную поверхность втулки наносят притирочную пасту — абразивный порошок в смеси с маслом и надевают цилиндр. Как и в случае с хонингованием, цилиндр нельзя закреплять — нужно только придерживать руками. Обороты шпинделя, как правило, составляют 50—80 в минуту, вертикальные перемещения — 30—60 в минуту. Время от времени полезно цилиндр переворачивать — это обеспечивает более равномерную обработку. Притирочную пасту часто приходится готовить самому — истирая один о другой два одинаковых абразивных бруска. О зернистости мы уже говорили выше. Заканчивают обработку полировочными пастами и пустой ГОИ.
Притирочную пасту часто приходится готовить самому — истирая один о другой два одинаковых абразивных бруска. О зернистости мы уже говорили выше. Заканчивают обработку полировочными пастами и пустой ГОИ.
Когда в процессе работы притир начнет свободно вращаться в цилиндре, болт или гайку следует подтянуть настолько, чтобы это вращение стало тугим. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя накопившуюся грязь и продукты обработки По окончании работы цилиндр тщательно промывают керосином и теплой водой с мылом. Контроль ведется непосредственно по поршню, под который притирается цилиндр.
В. ХАЛЬНОВ, инженер
Хонингование в Екатеринбурге | «СТК МОТОРС»
Хонинговка цилиндров
Хонингование цилиндров — это финальный процесс обработки во время ремонта блока цилиндров двигателя. По сравнению с традиционно применяемыми финишными операциями (полировкой и притиркой поверхности) хонинговка стенок цилиндров обеспечивает высокую точность и достижение требуемых параметров шероховатости.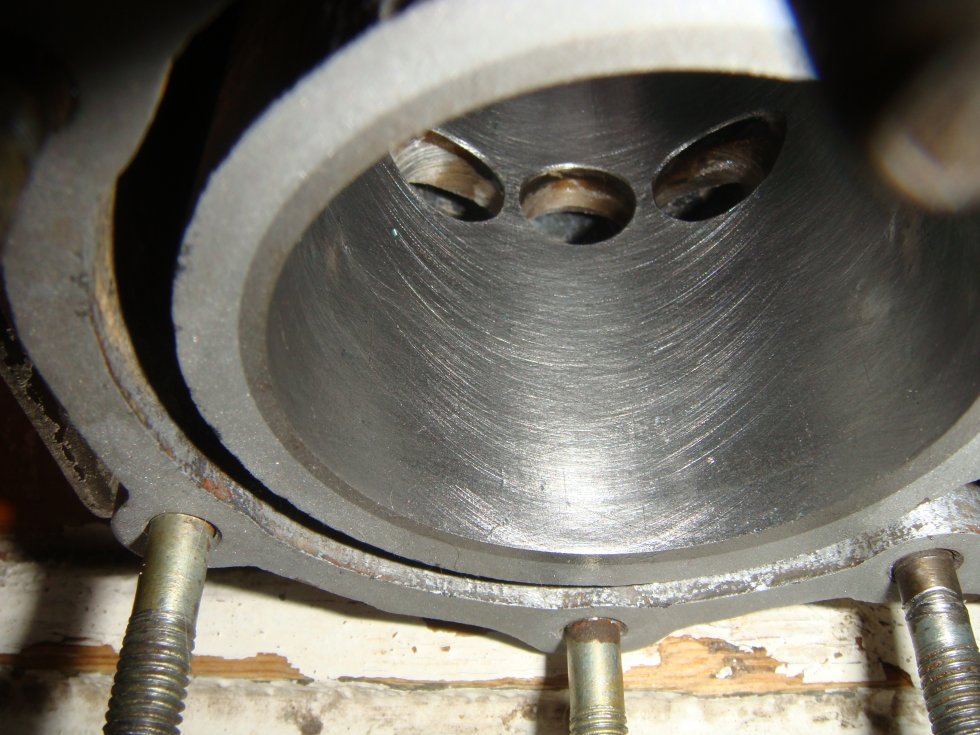 В связи с этими особенностями, для процедуры окончательной обработки цилиндров необходимо использовать современное высокоточное оборудование и привлекать высококвалифицированных специалистов.
В связи с этими особенностями, для процедуры окончательной обработки цилиндров необходимо использовать современное высокоточное оборудование и привлекать высококвалифицированных специалистов.
Этот процесс производят в несколько этапов:
- при помощи крупного абразива снимается большая часть припуска, при этом происходит формирование основной геометрии цилиндра;
- хонинговка продолжается, но уже при помощи более мелкого абразива, пока не будет достигнут заданный тепловой зазор в паре поршень-цилиндр.
Хонингование гильз
Естественный износ деталей силового агрегата приводит к тому, что они теряют свою первоначальную форму. Прежде всего, это относится к гильзам: стенки гильзы искривляются и принимают бочкообразную или конусообразную форму, а поперечное сечение цилиндров делается овальным. Кроме того, на стенках цилиндров часто образуются задиры и царапины.
Эти факторы отрицательно влияют на состоянии блока цилиндров:
- компрессия ухудшается;
- увеличивается расход масла и горючего;
- двигатель не работает на полную мощность.
Чтобы его восстановить, нужен капитальный ремонт. Если его не сделать своевременно, то плохое состояние гильз может отразится на состоянии других узлов двигателя и придется не только ремонтировать блок, но и проводить более дорогие мероприятия и даже заменять весь кривошипно-шатунный механизм. Поэтому целесообразно произвести хонингование гильз цилиндров.
Применение хонингования дает возможность сократить обкатку блока цилиндров в несколько раз. Хорошие результаты дает алмазное хонингование. Ведь расточка является серьезным вмешательством и после нее нужна длительная обкатка. В результате происходит уменьшение износа других деталей блока. Кроме этого наблюдается повышение компрессии и снижение расхода масла. В картер двигателя поступает меньше отработанного газа.
Специалисты «СТК Моторс» дают гарантии качественного и оперативного восстановления блока цилиндров. Звоните нам прямо сейчас!
Смотрите также: гильзовка блока цилиндров
Инструменты Flex-Hone для цилиндров, инструменты для цилиндров, Flex-Hone
Цилиндровый инструмент
Когда дело доходит до сохранения целостности вашего оборудования, нет ничего лучше инструмента Flex-Hone®.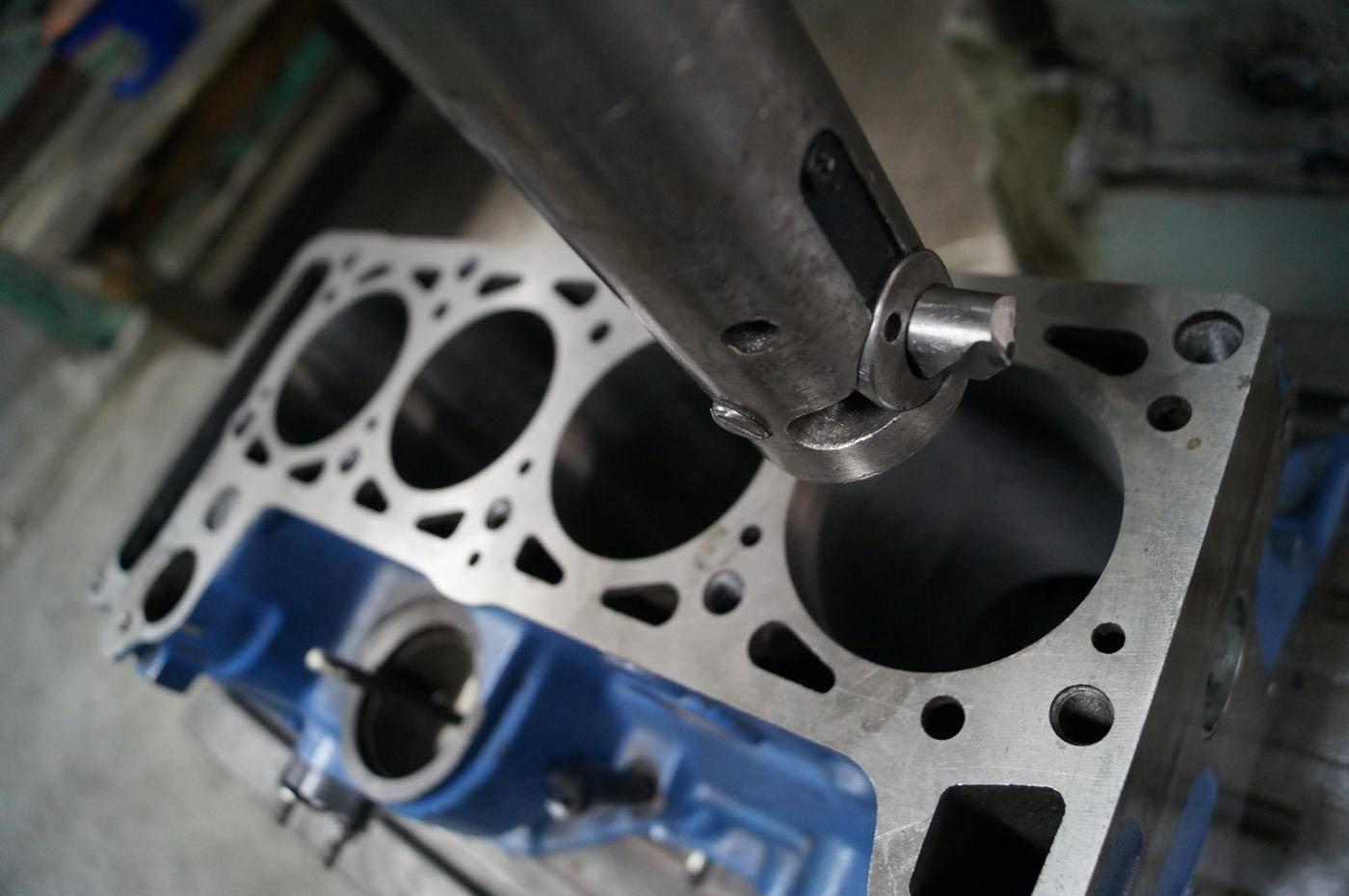 Этот упругий инструмент создает поверхность плато за счет мягкого режущего действия. Созданная гладкая поверхность не содержит фрагментов, аморфного или смазанного металла от предыдущих операций. Когда именно вам понадобится эта гладкая поверхность?
Этот упругий инструмент создает поверхность плато за счет мягкого режущего действия. Созданная гладкая поверхность не содержит фрагментов, аморфного или смазанного металла от предыдущих операций. Когда именно вам понадобится эта гладкая поверхность?
Инструмент абразивного цилиндра для удаления глазури
Для сохранения или восстановления характеристик двигателя необходим инструмент для чистовой обработки цилиндров.В бензиновых или дизельных двигателях поршни перемещаются вверх и вниз внутри двигателя, сохраняя при этом герметичное уплотнение через поршневые кольца. Со временем это движение к стенке цилиндра создает гладкую поверхность. Если стенки цилиндра слишком гладкие, смазочное масло в двигателе не будет прилипать к поверхности. Кроме того, при разрыве вновь установленных поршневых колец должен происходить небольшой износ между кольцами и стенкой цилиндра, чтобы кольца правильно прилегали и обеспечивали газонепроницаемое уплотнение. Если стенки цилиндра будут слишком гладкими, кольца не будут сидеть должным образом, а вместо этого они будут «скользить» по поверхности.
Если стенки цилиндра будут слишком гладкими, кольца не будут сидеть должным образом, а вместо этого они будут «скользить» по поверхности.
Цилиндрический хонинговальный инструмент может обеспечить оптимальную чистовую обработку при удалении глазури. С помощью инструмента Flex-Hone® механик может разобрать двигатель и удалить глазурь с цилиндров. Этот инструмент создает перекрестную штриховку под углом 45 градусов крошечных канавок в стенке цилиндра и восстанавливает рабочие характеристики двигателя.
Цилиндрический инструмент для удаления заусенцев в поперечном отверстии
В результате обработки металлов появляются выпуклые частицы и стружка, известные как «заусенцы».Цилиндры для снятия заусенцев важны для качества, эстетики, функциональности и бесперебойной работы рабочих частей. Кроме того, удаление заусенцев важно для безопасности, потому что даже небольшая выемка увеличивает вероятность травмы или ненужной задержки производства. Эти проблемы могут стоить компаниям денег, но их можно легко предотвратить с помощью цилиндрического чистового инструмента.
Эти проблемы могут стоить компаниям денег, но их можно легко предотвратить с помощью цилиндрического чистового инструмента.
Инструмент Flex-Hone с различными типами абразивных материалов, зернистостью и диаметрами может создать требуемый результат: чистую гладкую поверхность.В Brush Research Manufacturing мы являемся экспертами в создании этого плато, потому что мы первыми разработали эту концепцию. С помощью нашего инструмента Flex-Hone® вы сможете насладиться преимуществами оптимальной поверхности ваших цилиндров. Свяжитесь с дистрибьютором сегодня, чтобы узнать, как наш инструмент Flex-Hone может помочь легко, быстро и эффективно продлить срок службы вашего оборудования.
Engine Hone, Flex-Hone & reg, Инструмент для чистовой обработки абразивного цилиндра
Хонингование двигателя
Отделка цилиндра для снятия остекления и др.
Когда дело доходит до поддержания качества и производительности вашего двигателя, на рынке нет лучшего инструмента, чем Flex-Hone®.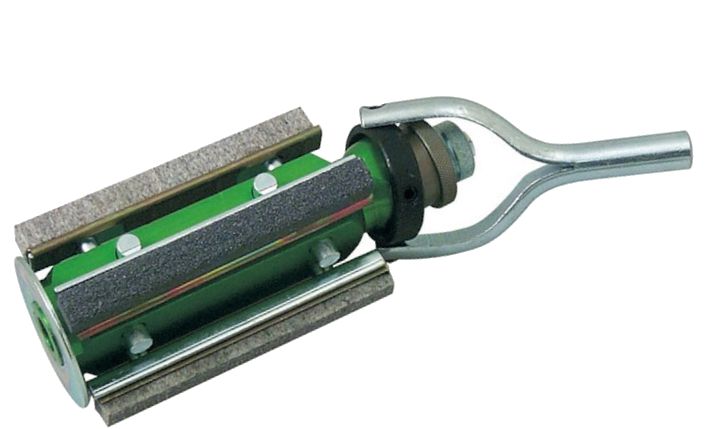 Этот инструмент известен как идеальный метод удаления остекления и отделки стенок цилиндров. Штриховка, которая естественным образом создается при использовании инструмента, является идеальной обработкой плато, необходимой для увеличения удержания масла и продления срока службы вашего двигателя. Использование Flex-Hone снизит значения Ra, Rpk и Rvk и увеличит площадь подшипника, что дает преимущества меньшего удара, меньшего трения и лучшей уплотнительной поверхности для поршневых колец. Brush Research — изобретатель и производитель инструмента Flex-Hone.Мы первыми разработали концепцию финиша плато. Вам нужны инструкции по Flex-Hone? У вас возникли проблемы с выбором подходящего инструмента? Вы ищете местного дилера Flex-Hone®? BRM рада помочь вам любым возможным способом, чтобы сделать ваш проект реконструкции успешным. Пожалуйста, свяжитесь с BRM, позвонив в нашу службу поддержки клиентов напрямую или написав нам электронное письмо. Удачного хонингования!
Этот инструмент известен как идеальный метод удаления остекления и отделки стенок цилиндров. Штриховка, которая естественным образом создается при использовании инструмента, является идеальной обработкой плато, необходимой для увеличения удержания масла и продления срока службы вашего двигателя. Использование Flex-Hone снизит значения Ra, Rpk и Rvk и увеличит площадь подшипника, что дает преимущества меньшего удара, меньшего трения и лучшей уплотнительной поверхности для поршневых колец. Brush Research — изобретатель и производитель инструмента Flex-Hone.Мы первыми разработали концепцию финиша плато. Вам нужны инструкции по Flex-Hone? У вас возникли проблемы с выбором подходящего инструмента? Вы ищете местного дилера Flex-Hone®? BRM рада помочь вам любым возможным способом, чтобы сделать ваш проект реконструкции успешным. Пожалуйста, свяжитесь с BRM, позвонив в нашу службу поддержки клиентов напрямую или написав нам электронное письмо. Удачного хонингования!
Зачем нужны хонинговальные инструменты — Flex-Hone @ reg; Разница?
Инструмент Flex-Hone может создать идеальную отделку для удаления глазури. Этот гибкий инструмент, часто известный как «отбойник глазури», удаляет глазурь или гладкую поверхность с изношенной стенки цилиндра. Как происходит остекление? В бензиновых или дизельных двигателях поршни перемещаются вверх и вниз внутри двигателя, сохраняя при этом герметичное уплотнение через поршневые кольца. Со временем это движение к стенке цилиндра создает гладкую поверхность. Если стенки цилиндра будут слишком гладкими, кольца не будут сидеть должным образом, а вместо этого они будут «скользить» по поверхности. Гладкие стенки цилиндра также будут препятствовать прилипанию масла к стенкам, вызывая другие проблемы.
Этот гибкий инструмент, часто известный как «отбойник глазури», удаляет глазурь или гладкую поверхность с изношенной стенки цилиндра. Как происходит остекление? В бензиновых или дизельных двигателях поршни перемещаются вверх и вниз внутри двигателя, сохраняя при этом герметичное уплотнение через поршневые кольца. Со временем это движение к стенке цилиндра создает гладкую поверхность. Если стенки цилиндра будут слишком гладкими, кольца не будут сидеть должным образом, а вместо этого они будут «скользить» по поверхности. Гладкие стенки цилиндра также будут препятствовать прилипанию масла к стенкам, вызывая другие проблемы. Самым распространенным способом установки новых поршневых колец является обкатка. Важно, чтобы между кольцами и стенкой цилиндра происходил небольшой износ для правильной посадки колец и обеспечения газонепроницаемого уплотнения. Используя конус для двигателя, создайте угол заштриховки крошечных канавок в стенке цилиндра под углом 45 градусов. Эти канавки создают перекрестную штриховку маслосодержащего материала, а также создают надлежащее трение, необходимое для правильной посадки колец.
Угол штриховки — это очень обсуждаемая и неверно интерпретируемая тема, когда обсуждается хонингование цилиндров.Штриховка, создаваемая Flex-Hone®, является результатом зависимости скорости хода от числа оборотов в минуту. Оптимальный угол штриховки обычно составляет 45 градусов. Большинство OEM-производителей и производителей колец предлагают угол царапин в схеме штриховки от 27 до 45 градусов. Этот угол измеряется от поверхности настила. Угол штриховки должен быть одинаковым по всему цилиндру. Если угол штриховки слишком большой, стенки цилиндра не будут удерживать достаточное количество масла, чтобы способствовать процессу посадки колец, в результате чего кольца перекачивают масло и вращаются слишком быстро.Это часто приводит к повышенному износу колец и кольцевых канавок. Слишком малый угол штриховки может вызвать эффект дребезжания, когда кольцо проходит над впадиной. Это предотвращает попадание в кольцо достаточного количества масла, что приводит к чрезмерному износу кольца, временному разрыву кольца и возможности дымления двигателя без посадки кольца.
Другие области применения для заточки двигателей
Инструмент Flex-Hone® стал обычным решением для чистовой обработки других компонентов двигателя, таких как отверстия коренных подшипников, туннели шатуна шатуна, отверстия или туннели распределительного вала, направляющие клапана, отверстия подъемника, отверстия гидравлического подъемника, дюбели прокладки головки и трубки водяного насоса. .Помимо компонентов двигателя, инструмент Flex-Hone можно также использовать для тормозных цилиндров, главных цилиндров сцепления и тормоза, а также тормозных роторов. Инструменты Flex-Hone — идеальное решение для многих ваших потребностей в обслуживании автомобильных цилиндров. Вы можете спросить себя, требуется ли покрытие Flex-Hone для всех этих компонентов. Некоторые утверждают, что это не так. Покрытие Flex-Hone® увеличит срок службы компонентов двигателя и продлит срок службы компонентов за счет уменьшения трения, уменьшения нагрева и удержания масла там, где это необходимо.Разве это не похоже на то, о чем идет большинство перестроек? Вам решать.
Для получения дополнительной информации о приложениях инструментов Flex-Hone посетите блог Flex-Hone!
Top End Refresh: Часть вторая | Bennett’s Performance Cylinder Honing
Освежение верхней части мотоцикла может значительно продлить срок его службы. У нас есть Road King 95-го года с пробегом в 60 000 миль, который требует некоторого ухода.
В прошлом месяце мы познакомили вас с первой частью этой серии из трех частей, в которой мы удалили верхнюю часть Road King 95-го года, передав головки блока цилиндров Branch-O’Keefe для изменения формы камеры сгорания головок, что увеличивает степень сжатия, и порт и полировка головок, благодаря чему воздух течет более свободно и ненавязчиво.
В этом месяце для второй части мы направились в Bennett’s Performance, чтобы отточить цилиндры, чтобы принять новые поршни Harley с плоским верхом на + 0,005 дюйма (пять тысячных дюйма по сравнению со стандартным). Владелец мотоцикла наткнулся на этот комплект поршня Harley с плоским верхом (поршни, зажимы, кольца и штифты из литого алюминия с тефлоновым покрытием; около 150 долларов США) в своем гараже, поэтому поршни JIMS + 0,005 дюйма с плоским верхом, которые должны были использоваться изначально, не были не нужно.
Владелец мотоцикла наткнулся на этот комплект поршня Harley с плоским верхом (поршни, зажимы, кольца и штифты из литого алюминия с тефлоновым покрытием; около 150 долларов США) в своем гараже, поэтому поршни JIMS + 0,005 дюйма с плоским верхом, которые должны были использоваться изначально, не были не нужно.
Обычно расточка цилиндра (чаще всего выполняется на станке, называемом расточной оправкой, но также может выполняться на токарном или фрезерном станке с подходящими насадками) должна происходить при использовании как минимум +0.По словам Эрика Беннета, владельца Bennett’s Performance, поршни 010 дюймов или больше. В этом случае растачивание может потенциально удалить слишком много материала для этого проекта, но когда Эрик растачивает цилиндр, он использует расточную оправку в автомобильном стиле Kwik-Way с прикрепленной к мотоциклу треугольной пластиной, чтобы удалить тысячные доли дюйма материала. из баллона за считанные минуты. Станок похож на сверлильный станок в том, что он опускается в цилиндр с помощью фрез с покрытием из нитрита титана, чтобы очень точно и аккуратно удалить желаемое количество материала. Как только желаемое количество материала удалено через расточную оправку, начинается хонингование.
Как только желаемое количество материала удалено через расточную оправку, начинается хонингование.
Хонингование — это в основном процесс очистки только что просверленного цилиндра. Поскольку Эрику нужно было удалить всего 0,005 дюйма с цилиндра, хонингование было необходимо только для этого случая, а поскольку хонинговальный станок удаляет материал, одновременно создавая необходимый узор штриховки внутри стенок цилиндра, он по сути убивает двух зайцев одним выстрелом.
Хонингование — это инструмент, состоящий из нескольких тонких абразивных шликеров (изобразите насадку для взбивания торта на миксере), которые вращаются с помощью дрели для придания гладкости внутренней поверхности цилиндра.В зависимости от области применения доступны различные шлифовальные станки для грубого шлифования, но в данном случае Эрику понадобился только шлифовальный станок с зернистостью 280. Хон перемещается вверх и вниз внутри цилиндра, чтобы создать узор штриховки. Это очень важно, потому что штриховка создает пики и впадины, где масло задерживается внутри впадин для смазки поршней и поршневых колец, а пики помогают при посадке колец для предотвращения потребления масла и образования дыма. По словам Эрика, если бы у вас не было штриховки, вы бы сжигали масло.Беннетт берет 100 долларов за заточку цилиндров. На расточку и хонингование стоит 200 долларов.
По словам Эрика, если бы у вас не было штриховки, вы бы сжигали масло.Беннетт берет 100 долларов за заточку цилиндров. На расточку и хонингование стоит 200 долларов.
Следите за тем, как Эрик Беннетт демонстрирует пошаговый процесс правильной заточки цилиндра. Если вы пропустили выпуск в прошлом месяце, войдите на сайт hotbikeweb.com, чтобы получить полную версию статьи.
Источники
Эндрюс Продактс
(847) 759-0190 | andrewsproducts.com
Производительность Беннета
(562) 498-1819 | bennettsperformanceinc.com
Филиал-О’Киф
(562) 597-2850 | branchokeefe.com
Cometic
(800) 752-9850 | cometic.com
JIMS
(805) 482-6913 | jimsusa.com
Что такое процесс хонингования и что определяет каждая операция и преформы станка?
Хонинговальные станки — это инструменты для шлифования металлов и обработки с использованием твердого инструмента и скоропортящихся абразивных камней для исправления
.
- Диаметр
- Форма
- Обработка поверхности
- Позиционные допуски отверстий
Процесс хонингования был разработан для обеспечения идеальной геометрии отверстия, контроля размера, окончательной обработки поверхности и структурирования поверхности.Процесс хонингования обеспечивает окончательную калибровку и создает желаемый рисунок отделки на внутренней части трубок или отверстий цилиндров. Окончательная обработка осуществляется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Почему именно хонингование?
Экономичный метод обработки для:
- Снятие приклада
- Генерация требовательна
- Допуски отверстий
- Полировка отверстий
- Обработка отверстий практически из любого материала, такого как: напыление, CGI, керамика и т. Д.
 Д.
Д.Определить хонингование (процесс):
Процесс хонингования обеспечивает окончательную калибровку и создает желаемый рисунок отделки на внутренней части трубок или отверстий цилиндров. Окончательная обработка осуществляется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Хонинговальные станки выполняют три операции
Во-первых, это процесс снятия припуска, при котором разрушенный металл удаляется до основного металла.
Во-вторых, создается рисунок отделки, чтобы обеспечить наилучшую поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонингование обеспечивает исключительно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Однопроходное хонингование выполняется с помощью алмазного абразивного хонинговального инструмента с расточной оправкой.Этот тип хонинговального инструмента производит прямое, круглое и неконусное отверстие за один проход инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленвала двигателя и отверстий кулачка. Поскольку размер достигается за один проход, на готовой детали нет перекрестной штриховки. Регулируемый однопроходный инструмент расширяет точильные камни конусом, аналогичным стандартным инструментам. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни увеличиваются только до размера.Другое отличие состоит в том, что хонинговальный инструмент длиннее, чем стандартный инструмент, а суперабразивное покрытие равно длине инструмента. Однопроходный хон сужается примерно на семь дюймов и имеет окончательное сечение 2,5 дюйма. Смотрите фотографию на следующей странице. У однопроходного инструмента нет расширения хона в процессе, станок необходимо остановить, чтобы отрегулировать инструмент.
У однопроходного инструмента нет расширения хона в процессе, станок необходимо остановить, чтобы отрегулировать инструмент.
Когда выбирать инструмент за один проход?
Однопроходные хонинговальные станки, также называемые финишной обработкой отверстий, выбираются для множества применений, в которых есть особые потребности, связанные с хонингованием полостей:
- Хонинговальный станок малого диаметра (обычно в пределах 2 дюймов)
- Производство в больших количествах
- Сниженная стоимость детали
- Сокращение времени простоя при смене инструмента
- Точность воспроизведения для допусков на размер, таких как размер отверстия, округлость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и CBN).
- Для постоянного удаления стружки из зоны хонингования требуется высокая скорость / объем СОЖ.
- Для однопроходного хонингования можно использовать СОЖ на масляной или водной основе, хотя масло является наиболее распространенным.

Процесс хонингования за один проход ограничен типами и объемами удаляемого материала.В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на гильзе инструмента. Таким образом, процесс однопроходного хонингования лучше всего подходит для операций хонингования, при которых образуется относительно небольшое количество стружки, например, прерывистых отверстий или отверстий небольшой длины. Он наиболее успешен (но не ограничивается только этим) при хонинговании чугуна и порошковых металлов.
Применения, в которых требуется хонингование большой длины материала, небольшие количества и / или требующие удаления большого количества материала, не подходят для однопроходного хонингования.Скорее всего, для них лучше всего использовать обычное хонингование. Во многих случаях обычное хонингование может также обеспечить отличную размерную геометрию для этих типов применений.
Почему Хонинговальные станки / системы?
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продукции для всех требований хонингования. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для небольших производственных цехов.Мы также предлагаем услуги по восстановлению и модернизации существующих машин. Мы предоставляем нашим клиентам полностью спроектированные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для небольших производственных цехов.Мы также предлагаем услуги по восстановлению и модернизации существующих машин. Мы предоставляем нашим клиентам полностью спроектированные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков / систем позволяет затачивать отверстия станков диаметром от 0,25 до 30 дюймов и длиной отверстия до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут быть выполнены с ручным управлением или полностью автоматизированы.Основными целями компании Barnes Stroke Honing & Finishing Systems являются инновации и обслуживание клиентов. Компания постоянно исследует и разрабатывает новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что нашим клиентам предоставляется самое современное производство и контроль.
Почему однопроходные хонинговальные станки / системы?
Линия однопроходного хонинговального / чистового станкаBarnes подходит для различных операций однопроходного хонингования.Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для удовлетворения требований производства небольших объемов в самых маленьких механических цехах. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить потребности самых требовательных компаний в большом объеме производства. Наши однопроходные хонинговальные станки спроектированы и изготовлены с учетом минимальных требований к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки от детали к детали.
Цилиндр Hone для старинных мотоциклов Honda
Деталь: Цилиндр Hone для Honda CB175, CL175, SL175 / CB200, CL200 / CB350, CL350, SL350 / CB360, CL360, CJ360 / CB450, CL450, CB500T / CB500K, CB550K CB550F / Motor .
Зачем вам это нужно: хонингование цилиндра — обязательный инструмент для надлежащего капитального ремонта двигателя или ремонта верхней части на Honda CB175 / CB200 / CB350 / CB360 / CB450 / CB550. Это инструмент, о котором не знает большинство производителей двигателей-любителей. Хонинговальная головка для цилиндров в виде шариков предназначена для полировки поверхности стенок цилиндров. Это разрушит всю образовавшуюся глазурь и оставит свежую поверхность для установки новых поршневых колец. Если вы измерили свои цилиндры, и они находятся в пределах заводского предела обслуживания, указанного в заводском руководстве по обслуживанию Honda CB350 / CB360 / CB450 / CB550, тогда вы можете отточить и установить новый комплект поршневых колец.Головки цилиндров продаются индивидуально, выберите подходящий размер для двигателя, над которым вы работаете.
Это инструмент, о котором не знает большинство производителей двигателей-любителей. Хонинговальная головка для цилиндров в виде шариков предназначена для полировки поверхности стенок цилиндров. Это разрушит всю образовавшуюся глазурь и оставит свежую поверхность для установки новых поршневых колец. Если вы измерили свои цилиндры, и они находятся в пределах заводского предела обслуживания, указанного в заводском руководстве по обслуживанию Honda CB350 / CB360 / CB450 / CB550, тогда вы можете отточить и установить новый комплект поршневых колец.Головки цилиндров продаются индивидуально, выберите подходящий размер для двигателя, над которым вы работаете.
Нам нравится сначала измерять все в двигателе (с помощью микрометра, щупов с телескопической стрелкой и индикатора внутреннего диаметра), чтобы сначала увидеть, в каком состоянии находятся цилиндры. Это позволяет нам определить, в каком направлении двигаться при восстановлении. Обычная реакция на восстановление заключается в том, что все цилиндры должны быть расточены, что не соответствует действительности.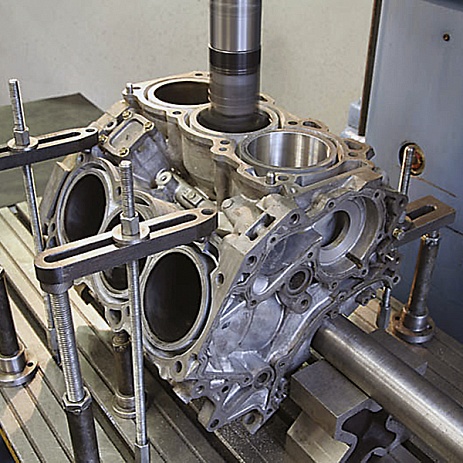 Часто в цилиндре остается больше ресурса, чем предполагалось изначально, и все, что требуется, — это заточка с последующим новым комплектом поршневых колец.
Часто в цилиндре остается больше ресурса, чем предполагалось изначально, и все, что требуется, — это заточка с последующим новым комплектом поршневых колец.
Совет по установке: смажьте цилиндр и хонинговальную головку моторным маслом перед использованием. Эта вещь создает беспорядок, поэтому надевайте защитные очки и соответствующую одежду. Процесс хонингования выполняется очень быстро, быстрее, чем многие думают, скорость сверления должна быть около 800 об / мин. Общее время для каждого цилиндра изначально должно составлять около 30 секунд, в зависимости от результатов первого сеанса может быть использовано больше времени. Каждый проход в одном направлении должен занимать около 1/2 секунды, при этом примерно 1/3 хона выступает за каждый конец цилиндра при каждом проходе.Последние 5 секунд процесса должны иметь повышенную скорость хода. Никогда не останавливайте хонингование внутри цилиндра; всегда запускать и снимать во время вращения хона. Свеже отточенные цилиндры следует промыть горячей мыльной водой и тщательно высушить, чтобы не допустить образования ржавчины. Чистая белая тряпка или бумажное полотенце не должны собирать остатки процесса хонингования; постирать, пока цилиндр не пройдет проверку чистым полотенцем.
Чистая белая тряпка или бумажное полотенце не должны собирать остатки процесса хонингования; постирать, пока цилиндр не пройдет проверку чистым полотенцем.
Замечательный хонинговальный станок для цилиндров для точного хонингования Местное послепродажное обслуживание
Первоклассный хонинговальный станок для цилиндров , представленный на Alibaba.com предлагают образцовый метод повышения эффективности хонингования. Они входят в впечатляюще обширную коллекцию, содержащую несметное количество разнообразного оборудования этой категории. У них есть отличительные черты, такие как размеры и производительность. Таким образом, покупатели из разных сфер деятельности найдут наиболее подходящий хонинговальный станок для цилиндров , отвечающий их поставленным целям.
Цилиндрический хонинговальный станок , представленный на строительной площадке, безупречен благодаря своим захватывающим характеристикам, повышающим эффективность. Они поставляются с полностью регулируемыми шпинделями и возможностью работать с разной скоростью для достижения желаемых результатов. Они имеют повторяющиеся и точные ходовые движения, которые способствуют отличной производительности и соответствуют целям пользователей, в то время как гидравлические двигатели хода делают процесс легким. Они совместимы с различными материалами и продуктами, что делает их применимыми для калибровки и создания желаемых шаблонов отделки для различных труб и цилиндров.
Они поставляются с полностью регулируемыми шпинделями и возможностью работать с разной скоростью для достижения желаемых результатов. Они имеют повторяющиеся и точные ходовые движения, которые способствуют отличной производительности и соответствуют целям пользователей, в то время как гидравлические двигатели хода делают процесс легким. Они совместимы с различными материалами и продуктами, что делает их применимыми для калибровки и создания желаемых шаблонов отделки для различных труб и цилиндров.
На сайте Alibaba.com в первоклассном хонинговальном станке используются невероятно прочные материалы, которые выдерживают все силы, с которыми они сталкиваются при работе.Это делает их очень прочными, обеспечивая при этом максимальную производительность на протяжении всего срока службы. Они производятся известными мировыми брендами и ведущими производителями оригинального оборудования. Это означает, что они соответствуют строгим стандартам качества и безопасности, что делает их идеальными для пользователей, которым нужна максимальная эффективность.
Изучая сайт Alibaba.com, покупатели откроют для себя удивительные варианты хонинговального станка с цилиндром . Выбирая наиболее подходящие, они достигнут своих целей по эффективности, не выходя за рамки своего бюджета.Покупка их на сайте дает впечатляющие преимущества, такие как экономия времени, денег и энергии в сочетании с высококачественной продукцией. Эти преимущества делают их достойными каждого вложенного в них цента.
Galloway Engines
«Последний штрих» — статья, опубликованная в журнале. В статье подчеркивается важность плоской отделки отверстий цилиндров.
ОТДЕЛКА НАКОНЕЧНИКА
В этой статье мы обсудим важность правильного угла перекрестной штриховки и хорошей обработки плато в отверстиях цилиндров.
Хонингование блока Chev LS1 с использованием процесса моделирования крутящего момента.
Естественно, цилиндры необходимо расточить и отточить — оптимально с установленной пластиной крутящего момента, чтобы дублировать деформирующее воздействие, которое головки цилиндров оказывают на отверстие после их затяжки. Отверстие должно быть цилиндрическим, чтобы кольца могли равномерно уплотняться по окружности, и оно также должно иметь параллельные стенки, не конусные сверху вниз, это делается с помощью комбинации растачивания и хонингования.Процесс хонингования следует за растачиванием и выполняется в автоматическом хонинговальном станке с использованием брусков разных сортов для прорезания штриховки на стенках каждого цилиндра Отверстие должно быть цилиндрическим, чтобы кольца могли равномерно уплотняться по окружности, и оно также должно иметь параллельные стенки, не конусные сверху вниз, это делается с помощью комбинации растачивания и хонингования.Процесс хонингования следует за растачиванием и выполняется в автоматическом хонинговальном станке с использованием брусков разных сортов для прорезания штриховки на стенках каждого цилиндра | Более близкое изображение пластины для моделирования крутящего момента, используемой для воспроизведения искажения, возникающего при установке головки блока цилиндров, основные крышки также устанавливаются и натягиваются. |
Угол заштрихованного отверстия цилиндра определяет скорость вращения кольца и его способность способствовать правильному перемещению масла вверх и вниз по стенке цилиндра.В большинстве общих прикладных блоков используется угол 45 градусов (включительно), который измеряется как половина угла от горизонтальной плоскости. В некоторых приложениях сегодня угол наклона достигает 60 градусов, а в некоторых высококлассных гоночных приложениях — даже 30 градусов. Для более длинных отверстий цилиндров с более длинными ходами обычно требуется более крутой угол, так как это способствует миграции масла в верхнюю часть цилиндра, что, в свою очередь, обеспечивает надлежащую смазку. Для более коротких мазков иногда используется меньший угол. Чаще всего в сегодняшних гоночных двигателях и рабочих характеристиках наблюдается что-то в диапазоне 32-45 градусов — в зависимости от конкретного применения.Иногда слишком плоский угол штриховки может вызвать вибрацию колец при прохождении над ним, что приведет к потере кольцевого уплотнения. Слишком крутой угол может вызвать чрезмерную миграцию масла, что приведет к выравниванию колец и проблемам с расходом масла. Одна из наиболее распространенных проблем, о которой мы сегодня слышим, — это то, что производители колец называют наложением перекрестной штриховки.
В некоторых приложениях сегодня угол наклона достигает 60 градусов, а в некоторых высококлассных гоночных приложениях — даже 30 градусов. Для более длинных отверстий цилиндров с более длинными ходами обычно требуется более крутой угол, так как это способствует миграции масла в верхнюю часть цилиндра, что, в свою очередь, обеспечивает надлежащую смазку. Для более коротких мазков иногда используется меньший угол. Чаще всего в сегодняшних гоночных двигателях и рабочих характеристиках наблюдается что-то в диапазоне 32-45 градусов — в зависимости от конкретного применения.Иногда слишком плоский угол штриховки может вызвать вибрацию колец при прохождении над ним, что приведет к потере кольцевого уплотнения. Слишком крутой угол может вызвать чрезмерную миграцию масла, что приведет к выравниванию колец и проблемам с расходом масла. Одна из наиболее распространенных проблем, о которой мы сегодня слышим, — это то, что производители колец называют наложением перекрестной штриховки.
Накладывание перекрестной штриховки происходит, когда угол перекрестной штриховки значительно изменяется от верха к низу цилиндра. Эти углы должны быть одинаковыми сверху вниз в отверстии цилиндра.Как правило, неравные углы создаются оператором станка из-за несоответствия скорости хода. Сложение перекрестной штриховки также может быть результатом слишком долгого пребывания (без движения вверх или вниз), когда вы пытаетесь сделать отверстие круглым, а затем не возвращаться назад по области, чтобы удалить круглые разрезы, созданные жилищем. Визуально кажется, что цилиндр имеет углы, идущие во всех направлениях, многие из которых образуют круговой узор. Вы также увидите узор, сложенный поверх узора, и этот узор выглядит нечетким — почти так, как будто он не в фокусе.Такой тип рисунка почти всегда приводит к тому, что двигатель горит синим дымом, поскольку кольца не могут должным образом удалить излишки масла со стенок цилиндра.
Эти углы должны быть одинаковыми сверху вниз в отверстии цилиндра.Как правило, неравные углы создаются оператором станка из-за несоответствия скорости хода. Сложение перекрестной штриховки также может быть результатом слишком долгого пребывания (без движения вверх или вниз), когда вы пытаетесь сделать отверстие круглым, а затем не возвращаться назад по области, чтобы удалить круглые разрезы, созданные жилищем. Визуально кажется, что цилиндр имеет углы, идущие во всех направлениях, многие из которых образуют круговой узор. Вы также увидите узор, сложенный поверх узора, и этот узор выглядит нечетким — почти так, как будто он не в фокусе.Такой тип рисунка почти всегда приводит к тому, что двигатель горит синим дымом, поскольку кольца не могут должным образом удалить излишки масла со стенок цилиндра.
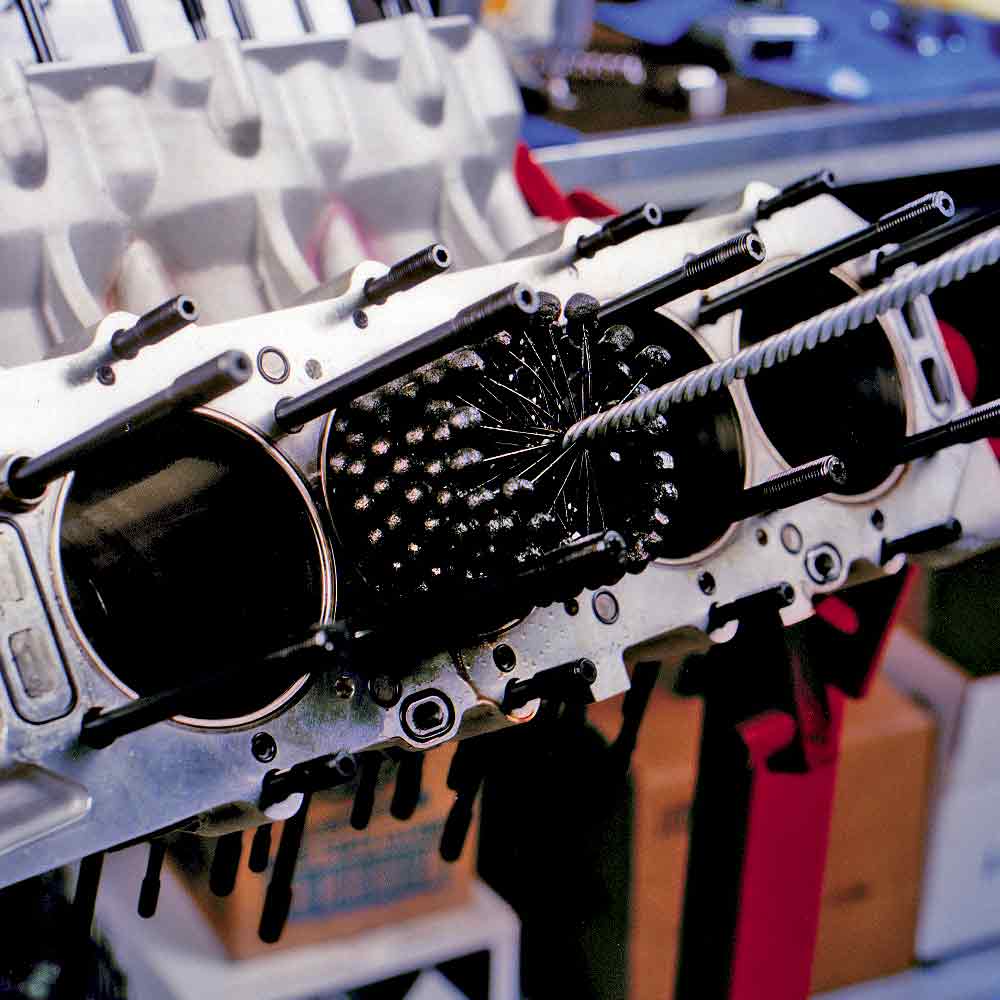
Sunnen CV-616 автоматическая цилиндрическая хонинговальная головка. | В периоды максимального вакуума в двигателе такая сложенная структура также может способствовать чрезмерному перемещению масла по стенке цилиндра. Недавно у нас был такой пример с двигателем, который в конечном итоге был доставлен нам.У владельца двигателя была именно эта проблема с непоследовательной штриховкой, и независимо от того, какой тип кольца или натяжение масляного кольца он использовал, проблема не могла быть решена. В то время, когда блок был первоначально обработан, он хонинговался на старом ручном хонинговальном станке с гидроусилителем. После разборки он прислал мне фотографии цилиндров, и мы все согласились, что у нас есть образец цилиндра, точно такой, как описано выше. Затем он заново заточил отверстия на своем недавно приобретенном автоматическом хонинговальном станке Sunnen и снова собрал их с такими же кольцами — поскольку он заявил, что они выглядят великолепно и не видит в них ничего плохого.После повторной сборки проблема исчезла; двигатель был сух, как кость, и немного прибавил в мощности. Дело в том, что правильная отделка цилиндра может сделать или сломать проект двигателя. Недавно у нас был такой пример с двигателем, который в конечном итоге был доставлен нам.У владельца двигателя была именно эта проблема с непоследовательной штриховкой, и независимо от того, какой тип кольца или натяжение масляного кольца он использовал, проблема не могла быть решена. В то время, когда блок был первоначально обработан, он хонинговался на старом ручном хонинговальном станке с гидроусилителем. После разборки он прислал мне фотографии цилиндров, и мы все согласились, что у нас есть образец цилиндра, точно такой, как описано выше. Затем он заново заточил отверстия на своем недавно приобретенном автоматическом хонинговальном станке Sunnen и снова собрал их с такими же кольцами — поскольку он заявил, что они выглядят великолепно и не видит в них ничего плохого.После повторной сборки проблема исчезла; двигатель был сух, как кость, и немного прибавил в мощности. Дело в том, что правильная отделка цилиндра может сделать или сломать проект двигателя. |
Крупный план хонинговальной головки Sunnen с филаментными камнями финальной стадии. |
Правильная обработка плато также имеет решающее значение. Помните, что кольца уплотняют масло, удерживаемое стенкой цилиндра. Какая поверхность уплотнения и удержание масла у штифта? Немного.Плато обеспечивает надлежащую опорную поверхность для уплотнения кольца. Думайте об этом как о подшипнике на коленчатом валу — достаточная подача масла позволяет подшипнику не касаться поверхности кривошипа и позволяет ему правильно выполнять свою работу. Если масла недостаточно, произойдет контакт металла с металлом, и мы знаем, чем это закончится. Неправильная смазка колец приводит к преждевременному износу колец и отверстий и ухудшает уплотнение колец.
Кольца по своей природе плато за цилиндр при нормальной работе — мы часто называем это «посадкой» колец.Обработка плато происходит после того, как кольца стирают все острые части и заусенцы на поверхности отверстия, оставляя небольшие плоские участки (плато) между более глубокими надрезами.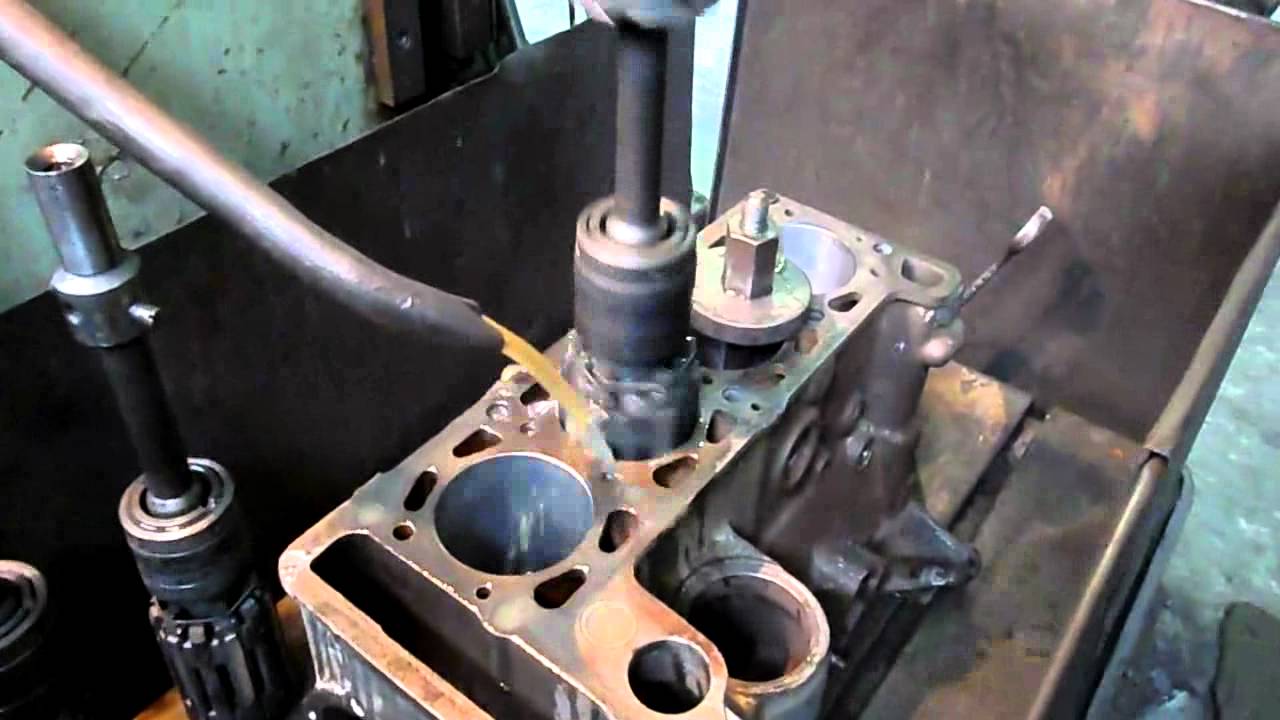 В обычном блоке для легковых автомобилей с ремнями безопасности по Бриннелю 160-170 посадка происходит довольно быстро, сама по себе и предоставляет машинисту довольно широкий выбор вариантов отделки, которые можно разрезать на стенке цилиндра. Современный гоночный блок или втулка может иметь твердость от 210 до более 300 по Бриннелю, и хотя кольцо в конечном итоге изнашивает эту поверхность до плато, это может занять тысячи километров или сотни часов, и никто не хочет ждать. что.Этот длительный период обкатки приводит к чрезмерному прорыву газа и другим проблемам с контролем масла.
В обычном блоке для легковых автомобилей с ремнями безопасности по Бриннелю 160-170 посадка происходит довольно быстро, сама по себе и предоставляет машинисту довольно широкий выбор вариантов отделки, которые можно разрезать на стенке цилиндра. Современный гоночный блок или втулка может иметь твердость от 210 до более 300 по Бриннелю, и хотя кольцо в конечном итоге изнашивает эту поверхность до плато, это может занять тысячи километров или сотни часов, и никто не хочет ждать. что.Этот длительный период обкатки приводит к чрезмерному прорыву газа и другим проблемам с контролем масла.
Рис. 1 — увеличенная диаграмма чистовой обработки после расточки. Рис. 2 — увеличенная диаграмма после первого этапа хонингования, показывающая создание впадин для удержания масла. Рис. 3 — увеличенная диаграмма после заключительного этапа хонингования, показывающая правильную чистоту плато | Идеальная отделка стенки цилиндра состоит из рисунка царапин по поверхности отверстия. Традиционные методы хонингования имеют тенденцию к образованию острых или складчатых выступов (см. Рис. 1 и 2), что не идеально. Во время процесса приработки эти пики изнашиваются или отламываются и действуют как абразивные вещества в моторном масле, способствуя преждевременному износу цилиндров. Кроме того, точность зазора между поршневым кольцом и отверстием меняется, поскольку кольцо больше не соприкасается с вершиной пика.Сложенный материал также имеет тенденцию собираться в впадинах, ограничивая доступное пространство для сбора масла и, следовательно, препятствуя смазке колец. |
При плоском хонинговании достигается другая поверхность. Вершины, образовавшиеся во время первоначального хонингования, сглаживаются и не имеют острых точек и складок, что исключает поломку (см. | |
 Под увеличением эти царапины образуют серию пиков и впадин. Поршневые кольца движутся вверх и вниз по выступам, а впадины действуют как масляные резервуары для смазки цилиндра.
Под увеличением эти царапины образуют серию пиков и впадин. Поршневые кольца движутся вверх и вниз по выступам, а впадины действуют как масляные резервуары для смазки цилиндра. Рис. 3) и способствует максимальному уплотнению кольца. Это создает чистые желоба для оптимальной смазки.
Рис. 3) и способствует максимальному уплотнению кольца. Это создает чистые желоба для оптимальной смазки. Еще одна вещь, на которую следует обратить внимание, — это цвет цилиндра — он должен быть ярким и блестящим, никогда не быть темным или тусклым, т. Е. Полированным. Цилиндры, которые были отполированы в процессе хонингования, дают очень непостоянные результаты уплотнения. Полировка оставляет очень рваную и складчатую поверхность. Микроскопические выступы на стенке цилиндра были скручены, а не срезаны, и создают всевозможные проблемы с уплотнением колец, включая длительное время посадки (если оно вообще возникает), потерю контроля над маслом и чрезмерный прорыв.
Поверхность следует измерять с помощью измерителя шероховатости поверхности, называемого профилометром. Этот инструмент, на мой взгляд, является важным инструментом, и ни один моторный цех не должен обходиться без него. Никто не стал бы шлифовать коленчатый вал без подходящего микрометра для измерения шейки, не так ли? Без надлежащих инструментов проверки мы просто догадываемся, и эти предположения обычно далеки от фактической текстуры поверхности. Консистенция может быть серьезной проблемой для сегодняшних очень твердых блоков и гильз, когда используются ручные хонинговальные станки старого типа.
Консистенция может быть серьезной проблемой для сегодняшних очень твердых блоков и гильз, когда используются ручные хонинговальные станки старого типа.
| Конечная цель — добиться правильного рисунка штриховки и угла, а также желаемой отделки плато, подходящей для каждого отдельного двигателя для оптимальной производительности. Это можно сделать только с помощью подходящих инструментов и подходящего измерительного оборудования. | Увеличенное изображение фактической шлифовки с хорошей штриховкой и плато. |
Galloway Engines выражает признательность и благодарность за использование информации в их статье «Finishing Touch».
Что происходит
СТРАХОВАЯ СИЛА ШЕННОНА PALOOZA
Часто задаваемые вопросы
Как узнать, нуждается ли мой двигатель в ремонте?
Контрольные признаки того, что ваш двигатель требует внимания, — это то, что он потерял производительность или эффективность, он сильно дымит или издает необычный шум. Однако автомобилю не обязательно иметь эти симптомы, чтобы получить выгоду от модернизированного двигателя.Полный и комплексный ремонт вашего двигателя увеличит мощность, топливную экономичность и продлит срок службы вашего автомобиля.
Однако автомобилю не обязательно иметь эти симптомы, чтобы получить выгоду от модернизированного двигателя.Полный и комплексный ремонт вашего двигателя увеличит мощность, топливную экономичность и продлит срок службы вашего автомобиля.
Вы снимаете и устанавливаете двигатели?
Galloway Engines — это мастерская высокоточной обработки, занимающаяся обработкой и ремонтом двигателей. Это гарантирует, что мы являемся специалистами в своей области и выполняем только качественную работу высочайшего стандарта. Мы можем организовать демонтаж и установку двигателя или обратиться за этой услугой в ваш регулярный сервисный центр.
Могу ли я поставлять запасные части самостоятельно?
Да. Вы можете предоставить свои собственные новые детали, если вы предпочитаете конкретную торговую марку. Тем не менее, наши цены на запчасти очень конкурентоспособны, а наши высокие стандарты гарантируют, что только качественные запчасти подходят для любой работы. У нас есть связи со многими австралийскими и международными компаниями, что позволяет нам иметь доступ к источникам запчастей по всему миру.
Предоставляете ли вы гарантию?
На любой продукт с хорошей репутацией предоставляется гарантия, подтверждающая его качество.Galloway Engines не исключение. Мы даем полную гарантию на все наши работы. Свяжитесь с нами для получения дополнительной информации об условиях нашей гарантии.
Почему я должен использовать двигатели Galloway?
Galloway Engines поставляет качественные двигатели, которые полностью отремонтированы в соответствии с оригинальными спецификациями производителей и соответствуют австралийским стандартам AS4182 для бензиновых двигателей и AS4427 для дизельных двигателей. Наше современное оборудование обеспечивает качественную и точную работу, а наша команда специализированных технических специалистов уделяет большое внимание деталям.Это гарантирует, что вы получите лучшую работу.
Можете ли вы отремонтировать любой двигатель?
Да. Будь то двигатель Caterpillar от гигантской землеройной машины или небольшой трехцилиндровый двигатель Suzuki, у нас есть оборудование, способное удовлетворить ваши потребности.