Порядок затяжки головки ВАЗ 2110 8 клапанов
Снятие и разборка головки блока цилиндров двигателя ВАЗ-2112.
Порядок протяжки головки блока цилиндров ваз 2110.
головки блока цилиндpов после обкатки автомобиля и чеpез 1000 км пpобега по.
Порядок затяжки болтов головки ВАЗ.
затяжки резьбовых соединений Ваз 2108, Ваз 2109, Ваз 21099, Лада Самара Бол…
Замена прокладки головки блока цилиндров.
Замена прокладки головки блока цилиндров.
Снятие и установка головки цилиндров.

Renault Sandero — Регулировка клапанов.
«Головка цилиндров».
Замена гидрокомпенсаторов своими руками
Схема затяжки.
42.Установите головку на предварительно, блок убедившись
порядок затяжки головки ваз.
Прокладки двигателя у всех ВАЗ.
«Порядок затягивания болтов головки цилиндров»): первый прием — з…
Замена прокладки головки блока цилиндров.
Повторное использование болтов крепления головки блока цилиндров допускаетс.
Момент затяжки болтов 1471065291.
Схема затяжки болтов гбц приора.
2 прием — затяните болты моментом 69,4-85,7 Нм (7,1-8,7 кгс-м).
Момент затяжки.
Замена прокладки и чистка клапанной крышки.
порядок затягивания головки.
Как производится затяжка ГБЦ ВАЗ 2107.
Порядок затягивания болтов крепления головки цилиндров.
затягивание гаек корпусов подшипников распредвала.
Порядок затяжки болтов крепления головки блока цилиндров.
Порядок затяжки болтов головки блока цилиндров д 245
Затяжка ГБЦ и регулировка клапанов Д-245Е3
Проверка затяжки болтов крепления головки цилиндров
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
— снимите колпак и крышку головки цилиндров;
— снимите ось коромысел с коромыслами и стойками;
— динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.
Момент затяжки -220±10 Нм.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Рисунок 1 — Схема последовательности затяжки болтов крепления головки цилиндров
Проверка зазора между клапанами и коромыслами
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60°С) должен быть:
1) впускные клапаны — 0,25 мм;
2) выпускные клапаны — 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
впускные клапаны — 0,25 мм;
выпускные клапаны — 0,45 мм.
Рисунок 2 — Регулировка зазора в клапанах.
Регулировку производите в следующей последовательности:
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
Установка ГБЦ и клапанного механизма Д-245
При необходимости замены седел клапанов следует пользоваться комплектом специальных оправок, показанных на рис. 1.
1.
Установку пружин клапанов и манжет клапана рекомендуется производить с помощью специального приспособления и оправки, показанных на рисунке 2 и 3.
Прокладки головки цилиндров должны быть смазаны с двух сторон графитовой пастой, состоящей из 60 % моторного масла и 40 % графита (по массе). На металлические окантовки отверстий под гильзы должны быть надеты фторопластовые кольца.
Затяжку болтов (гаек) крепления головки необходимо проводить в последовательности, указанной на рис. 4. Момент затяжки — 190…210 Нм.
Штанги толкателей следует установить в отверстия головок цилиндров так, чтобы наконечники штанг вошли в углубления толкателей.
При установке клапанного механизма сферы регулировочных винтов должны быть совмещены с наконечниками штанг.
Гайки шпилек и болты крепления клапанного механизма должны быть затянуты до отказа.
Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле должен быть:
— впускные клапаны — 0,2 +0,05 мм;
— выпускные клапаны — 0,45-0,05 мм.
Регулировку надо производить в следующей последовательности:
провернуть коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулировать зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора).
Затем повернуть коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулировать зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустить контргайку винта на коромысле регулируемого клапана (рис. 5) и, поворачивая винт, установить необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора надо затянуть контргайку.
По окончании регулировки зазора в клапанах поставить колпак крышки головки цилиндров.
Сборочные детали головки дизеля Д-245.12 (рис. 6).
Проверку затяжки болтов крепления головки цилиндров нужно производить после обкатки и через каждые 40тыс. км пробега на прогретом дизеле.
км пробега на прогретом дизеле.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а так же после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазоры клапанов нужно проверять при температуре не более 60°С.
Порядок затяжки головки д 245
Проверка затяжки болтов крепления головки цилиндров
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
– снимите колпак и крышку головки цилиндров;
– снимите ось коромысел с коромыслами и стойками;
– динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.
Момент затяжки -220±10 Нм.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Рисунок 1 – Схема последовательности затяжки болтов крепления головки цилиндров
Проверка зазора между клапанами и коромыслами
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60°С) должен быть:
1) впускные клапаны – 0,25 мм;
2) выпускные клапаны – 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
впускные клапаны – 0,25 мм;
выпускные клапаны – 0,45 мм.
Рисунок 2 – Регулировка зазора в клапанах.
Регулировку производите в следующей последовательности:
– снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
– проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
Двигатели модели Д-245 – это 4-тактные силовые установки, оборудованные 4 цилиндрами, которые размещаются вертикально в ряд. Мотор оборудуется системой непосредственного впрыска, что обеспечивает повышенный уровень сгорания топлива, а соответственно и более высокий КПД. Однако для корректной работы силовой установки требуется своевременная регулировка клапанов двигателя Д-245.
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.
При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.
Регулировка затяжки головки блока цилиндров
Порядок затяжки болтов ГБЦ определяет последовательность и силу, с которой проводится закручивание в резьбовых соединениях болтов маховика. Важно помнить, что момент затяжки ГБЦ должен находиться в пределах 190-210 Нм. При этом гайки шпилек и болты требуется затягивать до отказа.
Процесс регулировки выполняется следующим образом:
- Сначала нужно провернуть коленвал посредством коренных подшипников, а также шатунов пока не перекроются клапаны первого цилиндра. В этот момент впускной в первом цилиндре только открывается, а вот выпускной закрывается.
 После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).
После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора). - После этого проворачивается коленвал на 1 оборот так, чтобы перекрылся 4 цилиндр. В этот момент проводится регулировка 1, 2, 3, а также 5 клапанов.
 После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).
После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).По завершении этого процесса по указанной схеме требуется поставить в первоначальное положение ось коромысел, после чего провести регулировку зазоров клапанов Д-245, присутствующих между ними и коромыслами.
Регулировка клапанов Д-245
Отдельно стоит рассмотреть порядок регулировки клапанов Д-245. До того, как приступать к этому процессу рекомендуется изучить особенности этого узла. Так, распредвал имеет сразу 5 опор, а в движение приводится за счет коленвала, а также шестерней распределения. Специальные 5 втулок применяются в виде подшипников, установленных методом прессовки. При этом фронтальная сделана из алюминия и находится в области вентилятора и оборудована упорным буртом, который отвечает за фиксацию распредвала и предотвращает его осевые сдвиги. Все остальные втулки выполнены из чугуна.
Все остальные втулки выполнены из чугуна.
С целью корректной регулировки клапанов требуется принимать во внимание, что для создания штанг толкателей применяется стальной прут. У него имеется сферическая часть, входящая непосредственно в толкатель. Сам процесс регулировки происходит следующим образом:
- Сначала требуется открутить все гайки, которые фиксируют стойки осей, после чего их самих вместе с пружинами и коромыслами необходимо снять.
- Дальше проводится отвинчивание крепления головки с последующим её демонтажем. Сами клапаны рассухариваются, когда проводится удаление пружин, шайбы, различных уплотнителей, а также тарелки.
- Теперь выполняется притирка клапанов, используя для этого специальные станки либо же стенды. Для этого сначала на фаску запчастей наносят притирочную пасту и дополнительно добавляют стеариновую кислоту.
- Процесс регулировки клапанов (он же притирка) выполняется до того момента, пока не появится сплошная матовая окантовка. При этом её ширина должна составлять не меньше 0,015 см. Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.
 При этом её ширина должна составлять не меньше 0,015 см. Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.
При этом её ширина должна составлять не меньше 0,015 см. Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.По завершении регулировки следует промыть головку цилиндра и сами клапаны. Дальше рабочие элементы смазываются маслом для силовой установки. Процесс притирки возможно провести вручную за счет применения обычных слесарных инструментов. Но в этом случае время, а также трудозатраты на эту операцию существенно повысятся.
Двигатель Д-245 представляет собой дизельную силовую установку, часто применяемую в различной строительной, дорожной либо иной подобной технике.
Для корректной работы при длительной эксплуатации требуется выполнять регулировку клапанов и затяжки ГБЦ.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1. При проведении ремонта двигателя со снятием головки блока цилиндров, при установке головки необходимо использовать новую прокладку. Повторная установка б/у прокладки не допускается.
2. Аккуратно очистить прилегающие поверхности головки и блока цилиндров от имеющихся пригаров уплотнительной массы прокладки, масла, грязи и т.п.
3. Аккуратно прочистить грязь и масло из отверстий для крепежных болтов головки, выполненных в блоке цилиндров.
4. Проверить прилегающие поверхности блока и головки цилиндров на отсутствие повреждений (раковин, трещин, царапин).
5. Проверить выступание опорных буртов гильз цилиндров относительно поверхности блока цилиндров. Выступание буртов гильз должно быть 0,05…0,11 мм.
6. В случае установки новых гильз цилиндров, при замере их выступания гильзы следует прижать к блоку цилиндров болтами крепления головки цилиндров через втулки подходящей длины (100…105 мм) моментом 10…15 Н∙м.
7. Осторожно извлечь из упаковки и установить прокладку на блок цилиндров.
8. Установить головку цилиндров и новые болты крепления.
9. Резьбовую часть болтов, а также опорную плоскость головки болта перед установкой смазать моторным маслом.
10. Вставить болты и завинтить усилием руки. Далее затянуть болты крепления головки цилиндров по схеме следующими этапами:
3.1.3. Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3, Д-245.35Е3. Руководство по эксплуатации. Техническое обслуживание дизеля и его составных частей. Головка блока цилиндров, клапана, стартер, компрессор, генератор, турбокомпрессор — «ВАЖНО ВСЕМ»
Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3, Д-245.35Е3. Руководством по эксплуатации и ремонту силовых агрегатов.
ПРОВЕРКА ЗАТЯЖКИ БОЛТОВ КРЕПЛЕНИЯ ГОЛОВКИ ЦИЛИНДРОВ
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
- снимите колпак и крышку головки цилиндров;
- снимите ось коромысел с коромыслами и стойками;
- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 22, и, при необходимости, произведите подтяжку.
Момент затяжки — 220±10 Н.м.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Рисунок 22 — Схема последовательности затяжки болтов крепления головки цилиндров
ПРОВЕРКА ЗАЗОРА МЕЖДУ КЛАПАНАМИ И КОРОМЫСЛАМИ
Проверка зазора между клапанами и коромыслами.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле ( температура воды и масла не более 60°С) должен быть:
- впускные клапаны — 0,25+0,05-0,10 мм;
- выпускные клапаны — 0,45+0,05-0,10 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
- впускные клапаны — 0,25-0,05 мм;
- выпускные клапаны — 0,45-0,05 мм.

Регулировку производите в следующей последовательности:
- снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
- проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 23 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
1 — винт регулировочный; 2 — щуп; 3 — контргайка.
Рисунок 23 — Регулировка зазора в клапанах.
ПРОВЕРКА СОСТОЯНИЯ СТАРТЕРА ДИЗЕЛЯ
Через каждые 120 тыс. км пробега:
Проверьте затяжку крепежных болтов, при необходимости подтяните их.
Зачистите наконечники проводов к клеммам стартера и аккумуляторной батареи и подтяните их крепления.
Снимите крышку со стороны коллектора и проверьте состояние щёточно-коллекторного узла. Рабочая поверхность коллектора должна быть гладкой и не иметь значительного подгара. Если коллектор загрязнен или имеет следы значительного подгара, протрите его чистой салфеткой, смоченной в бензине. При невозможности устранения грязи или подгара протиркой, зачистите коллектор мелкой шлифовальной шкуркой. При значительных подгарах коллектора, не поддающихся зачистке, проточите коллектор на станке.
Щётки должны свободно перемещаться в щеткодержателях и плотно прилегать к коллектору. При предельном износе щёток, а также при наличии значительных сколов замените их новыми.
Продуйте щёточно-коллекторный узел и крышку со стороны коллектора сжатым воздухом.
Проверьте состояние контактной системы реле стартера. При значительном подгаре зачистите контактные болты и пластину контактную шлифовальной шкуркой или напильником, сняв неровности, вызванные подгаром, не нарушая при этом плоскостности контактных поверхностей медных болтов. При значительном износе пластины и болтов, переверните контактную пластину, а контактные болты разверните на 180°.
Проверьте легкость перемещения привода по валу якоря. При включении и отключении реле привод должен без заеданий перемещаться по шлицам вала якоря.
Удалите с внутренних поверхностей направляющей втулки привода (шлицевой и гладкой), прилегающих к ней частей вала попавшую из картера загрязненную загустевшую смазку с продуктами износа, которая значительно затрудняет осевое перемещение привода по шлицам вала при вводе шестерни в зацепление с зубчатым венцом маховика. На очищенные поверхности нанести тонкий слой смазки ЦИАТИМ-221 (ЦИАТИМ-203, ЦИАТИМ-201).
Состояние шестерни привода и упорных шайб проверьте визуально. Зазор между торцом шестерни и упорными шайбами при включенном положении должен быть 2 — 4 мм.
ОБСЛУЖИВАНИЕ ТУРБОКОМПРЕССОРА
В процессе эксплуатации специального обслуживания турбокомпрессора не требуется, разборка и ремонт не допускаются. Частичная или полная разборка, а также ремонт возможны после съёма турбокомпрессора с дизеля и только в условиях специализированного предприятия.
Надежная и долговечная работа турбокомпрессора зависит от соблюдения правил и периодичности технического обслуживания систем смазки и воздухоочистки дизеля, использовании типа масла, рекомендуемого заводом-изготовителем, контроля давления масла в системе смазки, замены и очистки масляных и воздушных фильтров.
Поврежденные трубопроводы подачи и слива масла, а также воздухопроводы подсоединения к турбокомпрессору должны немедленно заменяться. При замене турбокомпрессора залейте в маслоподводящее отверстие чистое моторное масло по уровень фланца, а при установке прокладок под фланцы трубопроводов не применять герметики.
При возникновении неисправности компрессор следует направить в мастерскую, где квалифицированные специалисты определят причину неисправности и устранят её.
ОБСЛУЖИВАНИЕ КОМПРЕССОРА
В процессе эксплуатации обслуживания компрессора не требуется.
При возникновении неисправности компрессор следует направить в мастерскую, где квалифицированные специалисты определят причину неисправности и устранят её.
Головка цилиндров установка Д-245
При необходимости замены седел клапанов следует пользоваться комплектом специальных оправок, показанных на рисунках.
Установку пружин клапанов и манжет клапана рекомендуется производить с помощью специального приспособления и оправки, показанных на рисунках.
Прокладки головки цилиндров должны быть смазаны с двух сторон графитовой пастой, состоящей из 60 % моторного масла и 40 % графита (по массе). На металлические окантовки отверстий под гильзы должны быть надеты фторопластовые кольца.
Затяжку болтов (гаек) крепления головки необходимо проводить в последовательности, указанной на рис. 3. Момент затяжки — 190…210 Нм.
Штанги толкателей следует установить в отверстия головок цилиндров так, чтобы наконечники штанг вошли в углубления толкателей.
При установке клапанного механизма сферы регулировочных винтов должны быть совмещены с наконечниками штанг.
Гайки шпилек и болты крепления клапанного механизма должны быть затянуты до отказа.
Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле должен быть: впускные клапаны — 0,2 +0,05 мм; выпускные клапаны — 0,45-0,05 мм.
Регулировку надо производить в следующей последовательности: провернуть коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулировать зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем повернуть коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулировать зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустить контргайку винта на коромысле регулируемого клапана и, поворачивая винт, установить необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора надо затянуть контргайку. По окончании регулировки зазора в клапанах поставить колпак крышки головки цилиндров.
Проверку затяжки болтов крепления головки цилиндров нужно производить после обкатки и через каждые 40тыс. км пробега на прогретом дизеле.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а так же после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов. Зазоры клапанов нужно проверять при температуре не более 60°С.
Регулировка клапанов Д-245: порядок и пошаговое руководство
Двигатели Д-245 представляют собой мощные 4-тактные установки с 4 расположенными в ряд цилиндрами. Агрегат оборудован системой прямого впрыска. Благодаря этому обеспечивается повышенный уровень сгорания топлива и, соответственно, повышается производительность мотора.
Однако этот двигатель, как и любая другая техника, подвержен периодическим поломкам. Чтобы агрегат работал корректно, требуется своевременно регулировать его клапаны. Обладая определенной теоретической подготовкой, эту процедуру можно провести самостоятельно.
Общая информация о двигателе Д-245
В двигателе используется внутренний турбинный компрессор с корректируемым воздушным потоком. Он дает возможность создавать оптимальную приемистость во время работы (рисунок 1).
Примечание: Этот показатель обеспечивает усиленный параметр крутящего момента, даже если обороты вала находятся на минимальном уровне.
Все моторы данной группы ориентированы на использование в достаточно суровых температурных условиях (от -40 до +40 градусов).
Рисунок 1. Д-245 — мощный мотор, который устанавливают на крупную техникуКак правило, эти мощные агрегаты устанавливают на строительную и дорожную технику, а также крупные колесные трактора, которые используются в сельском хозяйстве.
Регулировка клапанов в моторе
Перед началом самостоятельной регулировки клапанов двигателя Д-245, следует изучить техническое устройство и особенности этой части мотора (рисунок 2).
У вала есть 5 опор, а движение он приводится посредством коленвала и распределительных шестеренок. Вместо рабочих подшипников применяются 5 втулок, помещенные в участки блока.
Рисунок 2. Этапы регулировки клапановФронтальная втулка находится возле вентилятора. Дополнительно она оснащена буртом, который фиксирует распредвал осевых сдвигов. Другие втулки изготовлены из чугуна. Толкатели изготовлены из стали, но также усилены чугуном. Кулаки на распределительном валу имеют небольшой уклон.
Регулировка клапанов в моторах Д-245 проводится в четкой последовательности:
- Сначала снимают колпак с крышки цилиндров и определяют крепление стоек на оси коромысел.
- Далее поворачивают коленвал до перекрытия в первом цилиндре, и регулируют зазоры 4, 6, 7 и 8 клапанах.
- После этого вал поворачивают на один оборот и устанавливают перекрытие возле четвертого цилиндра и регулируют зазоры в первом, втором и третьем клапанах.
Для завершения регулировки контргайку на коромысле клапана опускают и проворачивают винт, чтобы между стержнем клапанам и бойком образовался зазор необходимого размера.
Далее контргайку затягивают и ставят на место колпак крышки цилиндров. После завершения обкатки дополнительно проверяют затяжку болтов головки цилиндра.
Для этого колпак и крышку снимают, убирают ось коромысел и с помощью динамометрического ключа проверяют затяжку болтов крепления головки цилиндров. Если они ослаблены, проводят дополнительную подтяжку.
Советы по притирке клапанов Д-245
У опытных механиков есть несколько секретов, которые помогают провести технологически правильную и качественную притирку клапанов (рисунок 3).
Во-первых, притирать клапаны Д-245 принято на специальных стендах и станках. На фаски деталей наносят специальную пасту, разведенную в дизельном топливе до консистенции жидкой сметаны. Чтобы повысить качество пасты, в нее обычно добавляют олеиновую или стеариновую кислоту.
На фаски деталей наносят специальную пасту, разведенную в дизельном топливе до консистенции жидкой сметаны. Чтобы повысить качество пасты, в нее обычно добавляют олеиновую или стеариновую кислоту.
Во-вторых, необходимо провести качественный демонтаж детали. Для этого сначала отворачивают гайки крепления стоек оси коромысел, а затем демонтируют его вместе с пружинами.
Рисунок 3. Притирку лучше проводить на станкеАналогичным образом отворачивают болты и снимают головку. С клапанов тоже нужно снять дополнительные детали: тарелку пружин, сами пружины с шайбами, уплотнительную манжету и втулки направляющей.
В-третьих, необходимо научиться определять продолжительность притирки клапанов. Ее продолжают до тех пор, пока на фаске седла и фаске самого клапана не появится непрерывный матовый поясок, толщиной минимум 1,5 мм. Любые разрывы или черточки не допускаются, полоска должна быть сплошной и равномерной.
После завершения притирки головку блока и сами клапаны промывают. При сборке стержень клапана обязательно смазывают машинным маслом.
При сборке стержень клапана обязательно смазывают машинным маслом.
В целом, притирку можно проводить как вручную, так и с помощью слесарного оборудования, но трудоемкость ручных работ гораздо выше.
Проверка зазоров
Чтобы двигатель Д-245 работал корректно, проверку частей зазор проводят после каждых 15 тысяч километров пробега. Внеочередной контроль требуется после снятия головки цилиндров или в том случае, если в отсеке с клапанами появился посторонний стук (рисунок 4).
Рисунок 4. Проверка зазоров схематическиОптимальная величина зазора холодного двигателя должна составлять 0,25 мм на впускном клапане и 0,45 мм на выпускном.
Для регулировки зазоров контргайку коромысла конкретного клапана опускают, и начинают проворачивать винт, пока не будет достигнута требуемая величина. Для проверки используют специальный ищущий щуп между бойком стержня. В конце процедуры контргайки затягивают и устанавливают на место колпак крышки.
Затяжку следует проверить после первой обкатки, а в дальнейшем – через каждые 50 тысяч километров пробега при прогретом двигателе. После контрольной обкатки регулируют зазор между клапанами и коромыслом, и затягивают фиксаторы.
После контрольной обкатки регулируют зазор между клапанами и коромыслом, и затягивают фиксаторы.
Детальная пошаговая инструкция по регулировке клапанов Д-245 приведена в видео.
Затяжка болтов головки блока цилиндров д 245
1. При проведении ремонта двигателя со снятием головки блока цилиндров, при установке головки необходимо использовать новую прокладку. Повторная установка б/у прокладки не допускается.
2. Аккуратно очистить прилегающие поверхности головки и блока цилиндров от имеющихся пригаров уплотнительной массы прокладки, масла, грязи и т.п.
3. Аккуратно прочистить грязь и масло из отверстий для крепежных болтов головки, выполненных в блоке цилиндров.
4. Проверить прилегающие поверхности блока и головки цилиндров на отсутствие повреждений (раковин, трещин, царапин).
5. Проверить выступание опорных буртов гильз цилиндров относительно поверхности блока цилиндров. Выступание буртов гильз должно быть 0,05…0,11 мм.
Выступание буртов гильз должно быть 0,05…0,11 мм.
6. В случае установки новых гильз цилиндров, при замере их выступания гильзы следует прижать к блоку цилиндров болтами крепления головки цилиндров через втулки подходящей длины (100…105 мм) моментом 10…15 Н∙м.
7. Осторожно извлечь из упаковки и установить прокладку на блок цилиндров.
8. Установить головку цилиндров и новые болты крепления.
9. Резьбовую часть болтов, а также опорную плоскость головки болта перед установкой смазать моторным маслом.
10. Вставить болты и завинтить усилием руки. Далее затянуть болты крепления головки цилиндров по схеме следующими этапами:
Проверка затяжки болтов крепления головки цилиндров
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
— снимите колпак и крышку головки цилиндров;
— снимите ось коромысел с коромыслами и стойками;
— динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.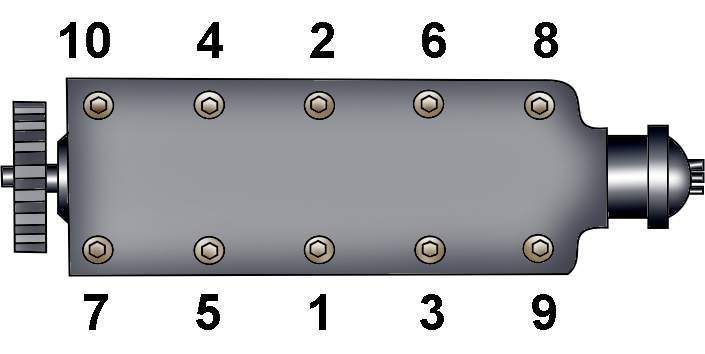
Момент затяжки -220±10 Нм.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Рисунок 1 — Схема последовательности затяжки болтов крепления головки цилиндров
Проверка зазора между клапанами и коромыслами
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60°С) должен быть:
1) впускные клапаны — 0,25 мм;
2) выпускные клапаны — 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
впускные клапаны — 0,25 мм;
выпускные клапаны — 0,45 мм.
Рисунок 2 — Регулировка зазора в клапанах.
Регулировку производите в следующей последовательности:
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
При необходимости замены седел клапанов следует пользоваться комплектом специальных оправок, показанных на рис. 1.
1.
Установку пружин клапанов и манжет клапана рекомендуется производить с помощью специального приспособления и оправки, показанных на рисунке 2 и 3.
Прокладки головки цилиндров должны быть смазаны с двух сторон графитовой пастой, состоящей из 60 % моторного масла и 40 % графита (по массе). На металлические окантовки отверстий под гильзы должны быть надеты фторопластовые кольца.
Затяжку болтов (гаек) крепления головки необходимо проводить в последовательности, указанной на рис. 4. Момент затяжки — 190…210 Нм.
Штанги толкателей следует установить в отверстия головок цилиндров так, чтобы наконечники штанг вошли в углубления толкателей.
При установке клапанного механизма сферы регулировочных винтов должны быть совмещены с наконечниками штанг.
Гайки шпилек и болты крепления клапанного механизма должны быть затянуты до отказа.
Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле должен быть:
— впускные клапаны — 0,2 +0,05 мм;
— выпускные клапаны — 0,45-0,05 мм.
Регулировку надо производить в следующей последовательности:
провернуть коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулировать зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора).
Затем повернуть коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулировать зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустить контргайку винта на коромысле регулируемого клапана (рис. 5) и, поворачивая винт, установить необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора надо затянуть контргайку.
По окончании регулировки зазора в клапанах поставить колпак крышки головки цилиндров.
Сборочные детали головки дизеля Д-245.12 (рис. 6).
Проверку затяжки болтов крепления головки цилиндров нужно производить после обкатки и через каждые 40тыс. км пробега на прогретом дизеле.
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а так же после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазоры клапанов нужно проверять при температуре не более 60°С.
ГРМ и клапаны дизеля Д-245
________________________________________________________________
___________________________________________________________________________
ГРМ и клапаны дизеля Д-245
Распределительный механизм ГРМ Д-245 автомобилей ЗИЛ-5301 Бычок, ГАЗ-3309, МАЗ-4370 Зубренок состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел.
Распредвал – пятиопорный, приводится в действие от коленчатого вала через шестерни распределения. Подшипниками распределительного вала служат пять втулок, запрессованных в расточки блока.
Передняя втулка (со стороны вентилятора) из алюминиевого сплава имеет упорный бурт, удерживающий распредвал Д-245 от осевого перемещения, остальные втулки из специального чугуна.
Толкатели клапанов – стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм). В результате того, что кулачки распредвала изготовлены с небольшим наклоном, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов — стальные, качаются на оси, установленной на четырех стойках. Крайние стойки — повышенной жесткости.
Ось коромысел полая, имеет восемь радиальных отверстий для подвода масла к коромыслам. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Впускные и выпускные клапаны Д-245 изготовлены из жаропрочной стали. Они перемещаются в направляющих втулках, запрессованных в головку цилиндров. Каждый клапан закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики.
Уплотнительные манжеты, установленные на направляющие втулки клапанов, исключают попадание масла в цилиндры дизеля и выпускной коллектор через зазоры между стержнями клапанов и направляющими втулками.
Согласованная работа топливного насоса высокого давления и механизма газораспределения обеспечивается установкой шестерен распределения по меткам в соответствии с рисунком 1.
Рис. 1 — Схема установки шестерен ГРМ двигателя Д-245
1 — шестерня распределительного вала; 2 — промежуточная шестерня; 3 — шестерня коленчатого вала; 4 – шестерня привода топливного насоса.
Основные указания по притирке клапанов дизелей Д-245
Отверните гайки крепления стоек оси коромысел и демонтируйте ось коромысел с пружинами и коромыслами. Отверните болты крепления головки, снимите головку. Рассухарьте клапан, снимите тарелку пружин клапана, пружины клапана, шайбы пружин клапана; с втулки направляющей клапана снимите уплотнительную манжету.
Притирать клапаны на специальных станках или на стендах. На фаски клапанов или на фаски гнезд головки цилиндров нанести пасту, приготовленную из специального состава. Состав разводят в дизельном масле до сметанообразного состояния. Для повышения качества рекомендуется добавлять олеиновую или стеариновую жирную кислоту.
Притирку клапанов Д-245 автомобилей ЗИЛ-5301 Бычок, ГАЗ-3309, МАЗ-4370 Зубренок продолжайте до тех пор, пока на фаске клапана и на фаске седла клапана не появится непрерывный матовый поясок шириной не менее 1,5 мм, разрывы полоски или наличие рисок не допускаются. Допускается разность ширины пояска не более 0,5 мм.
После притирки клапаны и головку блока двигателя рекомендуется промыть. При сборке головки стержень клапана смазать моторным маслом. Притирку клапанов возможно производить вручную, с помощью слесарного приспособления, но трудоемкость операции притирки при этом значительно увеличивается.
Проверка затяжки болтов крепления головки блока цилиндров дизеля Д-245
Проверку затяжки болтов крепления головки блока цилиндров Д-245 производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
— снимите колпак и крышку головки цилиндров;
— снимите ось коромысел с коромыслами и стойками;
— динамометрическим ключом проверьте затяжку всех болтов крепления головки блока цилиндров в последовательности, указанной на рисунке 2, и, при необходимости, произведите
подтяжку. Момент затяжки — 220±10 Нм.
После проверки затяжки болтов крепления головки блока цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Рис.2 — Схема последовательности затяжки болтов крепления головки блока цилиндров
Проверка зазора между клапанами и коромыслами двигателя Д-245
Зазоры между клапанами и коромыслами двигателя Д-245 проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60 ºС) должен быть:
— впускные клапаны — 0,25 мм;
— выпускные клапаны — 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
впускные клапаны — 0,25 мм;
выпускные клапаны — 0,45 мм
Регулировку зазора межу коромыслом и клапаном Д-245 производите в следующей последовательности:
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора клапанов отпустите контргайку винта на коромысле регулируемого клапана и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
Регулировка клапанов двигателя Д-245
Двигатели модели Д-245 – это 4-тактные силовые установки, оборудованные 4 цилиндрами, которые размещаются вертикально в ряд. Мотор оборудуется системой непосредственного впрыска, что обеспечивает повышенный уровень сгорания топлива, а соответственно и более высокий КПД. Однако для корректной работы силовой установки требуется своевременная регулировка клапанов двигателя Д-245.
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.
Для корректной работы двигателя требуется регулировка клапанов
Регулировка затяжки головки блока цилиндров
Порядок затяжки болтов ГБЦ определяет последовательность и силу, с которой проводится закручивание в резьбовых соединениях болтов маховика. Важно помнить, что момент затяжки ГБЦ должен находиться в пределах 190-210 Нм. При этом гайки шпилек и болты требуется затягивать до отказа.
Процесс регулировки выполняется следующим образом:
- Сначала нужно провернуть коленвал посредством коренных подшипников, а также шатунов пока не перекроются клапаны первого цилиндра. В этот момент впускной в первом цилиндре только открывается, а вот выпускной закрывается. После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).
- После этого проворачивается коленвал на 1 оборот так, чтобы перекрылся 4 цилиндр. В этот момент проводится регулировка 1, 2, 3, а также 5 клапанов.
По завершении этого процесса по указанной схеме требуется поставить в первоначальное положение ось коромысел, после чего провести регулировку зазоров клапанов Д-245, присутствующих между ними и коромыслами.
Регулировка клапанов Д-245
Отдельно стоит рассмотреть порядок регулировки клапанов Д-245. До того, как приступать к этому процессу рекомендуется изучить особенности этого узла. Так, распредвал имеет сразу 5 опор, а в движение приводится за счет коленвала, а также шестерней распределения. Специальные 5 втулок применяются в виде подшипников, установленных методом прессовки. При этом фронтальная сделана из алюминия и находится в области вентилятора и оборудована упорным буртом, который отвечает за фиксацию распредвала и предотвращает его осевые сдвиги. Все остальные втулки выполнены из чугуна.
Регулировка происходит по особому принципу
С целью корректной регулировки клапанов требуется принимать во внимание, что для создания штанг толкателей применяется стальной прут. У него имеется сферическая часть, входящая непосредственно в толкатель. Сам процесс регулировки происходит следующим образом:
- Сначала требуется открутить все гайки, которые фиксируют стойки осей, после чего их самих вместе с пружинами и коромыслами необходимо снять.
- Дальше проводится отвинчивание крепления головки с последующим её демонтажем. Сами клапаны рассухариваются, когда проводится удаление пружин, шайбы, различных уплотнителей, а также тарелки.
- Теперь выполняется притирка клапанов, используя для этого специальные станки либо же стенды. Для этого сначала на фаску запчастей наносят притирочную пасту и дополнительно добавляют стеариновую кислоту.
- Процесс регулировки клапанов (он же притирка) выполняется до того момента, пока не появится сплошная матовая окантовка. При этом её ширина должна составлять не меньше 0,015 см. Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.
По завершении регулировки следует промыть головку цилиндра и сами клапаны. Дальше рабочие элементы смазываются маслом для силовой установки. Процесс притирки возможно провести вручную за счет применения обычных слесарных инструментов. Но в этом случае время, а также трудозатраты на эту операцию существенно повысятся.
Двигатель Д-245 представляет собой дизельную силовую установку, часто применяемую в различной строительной, дорожной либо иной подобной технике.
Для корректной работы при длительной эксплуатации требуется выполнять регулировку клапанов и затяжки ГБЦ.
Вконтакте
Google+
Регулировка клапанов д 245 — Ремонт своими руками
Дизельные силовые агрегаты Д-245 представляют собой четырехтактные моторы с четырьмя цилиндрами. Двигатели этого типа имеют чаще-всего рядное размещение цилиндров и оснащены непосредственным впрыском смеси и сгоранием топлива в результате сжатия. Дополнительно агрегат улучшает турбинный наддув с охлаждением входящего воздуха.
Содержание:
- Характеристики мотора. Общая информация
- Характеристики
- Модификации
- Регулировка клапанов в моторе Д-245
- Саму регулировку проводите в следующей последовательности
- Проверка зазоров
Характеристики мотора. Общая информация
Использование внутреннего турбинного компрессора с корректируемым воздушным потоком дает возможность создавать оптимальную приемистость при работе двигателя. Данный показатель обеспечивается усиленным параметром крутящего момента даже при минимальной оборотистости вала. Также отработанные газы соответствуют всем требуемым стандартам. —
Все моторы серии ориентированы на работу в темп. условиях до отметки +40 градусов по Цельсию. Главная сфера применения данных дизелей – силовые установки для строительной техники, дорожной техники и колесных тракторов.
Характеристики
Прежде чем изучать регулировку клапанов в Д-245 учитывайте его тех. параметры:
- Производитель – ММЗ.
- Тип – четырехтактный дизельный мотор 4 цилиндра.
- Подача топливной смеси – впрыск.
- Цилиндр диаметром – 110 мм.
- Перемещение поршня – 125 мм.
- Компрессия – 15,1.
- Объем – 4,75 л.
- Охлаждение – жидкостное.
- Оборотистость – 2200 вращений/мин. Средний расход топлива составляет около 230 г/кВтч.
Модификации
Порядок регулировки клапанов идентичен и для других модификаций серии. Среди них также Д-245-06. Двигатель имеет показатели мощности 105 лошадиных сил, четыре цилиндра и свободный атм. впуск. Модель ставится на тракторы МТЗ 100/102. В комплектации мотор оснащен СТ-142Н стартером, генератором, а также компрессором, насосом шестеренчатого типа, помпой и муфтой сцепления.
Данная установка имеет рядное местоположение цилиндров и турбинную систему наддува. Мотор устанавливается на машины МАЗ-4370 и оборудован стартером на 24 вольта, компрессором с турбиной, водяным, масляным и шестеренчатым насосом.
Муфта – однодисковая. Модификация имеет мощность 108 «лошадок» и рядное расположение цилиндров. Монтируется на ЗИЛ 130. Мотор Д-245
оснащен топливным насосом и пневматическим компрессором. В комплектацию ГРМ входят крепежные элементы, шайбы, гайки, толкатели, распредвалы, тарельчатые фиксаторы. —
Регулировка клапанов в моторе Д-245
Прежде чем начать заниматься настройкой клапанов Д-245, необходимо изучить особенности данного узла. Вал имеет 5 опор, в движение приводится путем коленвала и шестеренок распределения. В качестве рабочих подшипников используются 5 втулок, которые помещены в участки блока.
Фронтальная втулка размещается в районе вентилятора и оснащена буртом, фиксирующим распредвал осевых сдвигов, другие же из чугуна. Стальные толкатели наплавлены специальным чугуном, а сферическая поверхность обладает 750 мм радиусом. Кулаки распределительного вала с наклоном.
Для верной регулировки клапанов Д-245, следует учитывать, что штанги толкателей выполнены из стального прутка и имеют сферическую область, которая входит в толкатель. Клапанные коромысла были изготовлены из стали, а ось зафиксирована при помощи 4 стоек. Ось полая, оборудована радиальными отверстиями для доставки масла.
Саму регулировку проводите в следующей последовательности
- Снимите колпак крышки цилиндров и посмотрите крепление стоек в оси коромысел;
- Поверните коленчатый вал до перекрытия в 1 цилиндре и отрегулируйте зазор в 4, 6, а также седьмом и восьмом, затем поверните вал на 1 оборот, установив перекрытие на четвертом цилиндре, отрегулировав зазоры в первом, а также втором, третьем клапанах.
- Для регулировки отпустите контргайку на коромысле клапана и проворачивая винт, сделайте необходимый зазор между бойком и стержнем клапана. После установки зазора как следует затяните контргайку. После окончания регулировки зазора поставьте в клапанах на место колпак крышки цилиндров.
Проверку затяжки болтов головки цилиндров производите по окончании обкатки в следующем порядке:
- Уберите колпак и крышку с головки цилиндров;
- Снимите ось коромысел;
- Динамометрическим ключом проверьте затяжку болтов крепления головки цилиндров, при необходимости, произведите подтяжку.
Проверка зазоров
Проверку клапанов двигателя Д-245 в части зазоров лучше проводить через каждые 15 тыс. км пробега. Также данную процедуру проводят после того, как была снята головка цилиндров, подтягивания болтов ГБЦ, либо после появлении стука в отсеке с клапанами. Величина зазора между торцовой частью клапанного стержня с бойком коромысла на холодном моторе 0,25 мм на впускном, и 0,45 мм выпускном клапане.
Чтобы регулировать зазоры, необходимо отпустить контргайку коромысла корректируемого клапана. Далее, путем проворачивания винта, устанавливается требуемая величина(измеряют при помощи идущего щупа между бойком стержня). После окончания процесса затягиваются контргайки, устанавливается на место колпак от крышки ГБЦ. Затяжку проверяют после обкатки и далее через каждые 50 тысяч километров на прогретом агрегате. После контроля, необходимо регулировать зазор между коромыслом и клапанами, после этого нужно затянуть фиксаторы.
Замена прокладки ГБЦ на Д245 — ГАЗ Валдай, 4.7 л., 2007 года на DRIVE2
Поставили новый расширительный бачок и узрели в нем пузырьки. Расстроились немного. Почитали интернет об экзотических способах камасутры со снятием двигателя, пиления и загибания штанг. Но решили идти традиционным путем. Открутили/спилили болты крепления кабины к раме. Сняли вентилятор и радиатор, отсоединили карданчик рулевого. ТНВД тоже сняли — дефектовать так уж все сразу. Забыли снять шланг с бачка ГУР и сдернули его при подъеме. Подняли зад кабины на 15см поставив домкрат на крестовину кардана, и подложили бруски под задние опоры кабины. Переднюю часть кабины подняли талью и тоже подложили 15 см брусков.
Полный размер
Сняли обвязку топливной и всю тримудень сверху головы. Вытащили штанги 1 и 2го цилиндров, дальние штанги уперлись. Надо конечно было поднять кабину где-то на 30см, но таль была на упоре, надо было городить подпорки под кабину, да и провода уже натянулись. Вообщем поленились. Мешающие штанги приподняли над головой до выхода их из блока и зафиксировали в этом положении пластиковыми стяжками.
Вытащили голову и узрели продутую прокладку на 4-м. Проверили плоскости, посадку клапанов, все помыли и стали собирать. Подвесили штанги 3,4-го на стяжки. Засунуть тяжелую голову в имеющийся тоннель и попасть точно на прокладку оказалось непросто. Промазали сантиметра на полтора, и прокатили голову по прокладке. Забили на это, и как оказалось напрасно. Притянули голову и при проворачивании колена обнаружили клин двигателя — один из цилиндров не доходил до ВМТ пару миллиметров. Поматерились и решили подумать как облегчить себе жизнь. Подобрали трубу, прихватили к ней ушки для тросика и вороток. Передний конец трубы положили на подкапотную панель.
Полный размер
Задний конец трубы положили на доску, прикрученную болтами к штатным креплениям крышки моторного отсека.
Полный размер
Без труда подняли голову и обнаружили сдвинутое фторопластовое кольцо. Зарядили новую прокладку и нежно опустили голову точно на место. Ну а дальше в обратном порядке все собрали.
Вообщем все не так страшно, и времени занимает немного.
Полный размер
Цена вопроса: 2 000 ₽
Моменты затяжки болтов головки автомобиля МАН F2000, F90
Демонтаж головки цилиндра автомобиля МАН F2000 (F90)
- Слить охлаждающую жидкость и собрать в чистой и достаточно большой емкости.
- Демонтировать напорные трубопроводы с топливной форсунки и ТНВД.
- Демонтировать трубопровод для слива масла топлива.
- Демонтировать впускной коллектор.
- Демонтировать выпускной коллектор.
- Демонтировать крышку головки цилиндра.
Указание: На двигателях автомобиля МАН F2000 с наддувом масло через маслосепараторный клапан может попадать во впускной коллектор и стекать на головки цилиндров. Это, как правило, не является причиной для замены уплотнения головки цилиндра. В таких случаях следует подтянуть винты коллектора, по необходимости заменить уплотнения коллектора.
- Отвернуть регулировочные винты клапана назад. Отвинтить стойку оси коромысла. Вытащить штанги толкателя, проверить на перекос и износ в шаровых опорах.
- Ослабить и вывернуть болты головки цилиндра в последовательности, обратной процессу затяжки.
Болт головки цилиндра под форсункой ТНВД (1) может быть вывернут или специальным ключом или после демонтажа форсунки при помощи торцевого ключа.
- Снимите головку блока цилиндров и положите таким образом, чтобы не повредить выступающий конец топливной форсунки (1). Снимите прокладку головки блока цилиндров.
Проверьте головку блока цилиндров на отсутствие трещин.
Примечание: В случае двигателей автомобиля МАН с электронным регулированием впрыска топлива головка цилиндровдля первого цилиндра оснащена игольчатым датчиком перемещения (2).
Перед монтажом
На старых двигателях man:
Для фиксации головок цилиндров в головную поверхность картера вставлены по две фиксаторные гильзы.
Для того, чтобы при забивании гильз предотвратить возможные повреждения (трещины), необходимо следить за правильным положенном шлица гильзы.
Шлиц (стрелки) фиксаторной гильзы должен находиться под углом примерно 90˚ к воображаемой соединительной линии между обеими фиксаторными гильзами головки.
С 1-го квартала 1978 года шлицевые фиксаторные гильзы (1) не используются.
Монтируются гильзы с буртиком (2).
Эти гильзы больше не нуждаются в настройке.
- Почистить резьбовые отверстия в картере и продуть. Почистить уплотнительные поверхности на головке цилиндра и картере.
При повторно обнаруженных негерметичностях
- проверить выступ гильз цилиндра.
- при помощи лекальной линейки проверить уплотнительные поверхности картера и головки цилиндра на ровность или перекос.
Головки блока цилиндров с нарушением плоскостности могут быть прошлифованы до 1 мм на плоскошлифовальном станке.
Перед этим необходимо измерить выступ топливных форсунок с тем, чтобы после шлифования головки блока снова можно было правильно выставить форсунки путём использования уплотнительных колец соответствующей толщины.
При шлифовке уплотнительных поверхностей следует учесть достаточную глубину микронеровности.
Для этого следует обязательно соблюдать указания по монтажу, смотрите раздел «Технические характеристики»
Соблюдать правильную компоновку, гильза цилиндра — уплотнение головки цилиндра
При обновлении уплотнений головки цилиндра на двигателях автомобилей ман D 25.. с толстостенными втулками (внешний диаметр гильз цилиндра как на двигателях D 28..) следует обязательно следить за тем, чтобы использовались уплотнения головки цилиндра двигателей D 28..
Если на двигателях D 25.. с толстостенными втулками используются такие же уплотнения, как на двигателях со стандартными втулками, при затягивании болтов головки цилиндра может произойти обрыв буртика втулки и вырывание фланцы камеры сгорания из уплотнения.
Монтаж головки цилиндра автомобиля MAN
- Уложить «всухую» новое уплотнение головки цилиндра с учетом перфорации. Установить головку цилиндра.
Внимание! Старые прокладки, которые уже устанавливались, не ставить! Устанавливать только новые прокладки!
Указание: Для того, чтобы предотвратить возможный перекос между головками цилиндров и коллекторами, рекомендуется действовать следующим образом:
- Установить уплотнения головки цилиндра и головку цилиндра.
- Смазать болты головки цилиндра по резьбе моторным маслом.
- Смазать опору головки болта монтажной пастой «Optimoly White Т».
- Ввернуть болты на несколько витков.
- Смонтировать калибровочную линейку с отшлифованной поверхностью на стороне выхлопа отработанных газов.
- Момент предварительной затяжки 20 Нм.
- Подтянуть болты головки цилиндра согласно предписанию.
- Отвинтить калибровочную линейку.
- Подтянуть впускной и выпускной коллекторы с предписанным предварительным моментом.
Схема затяжки болтов головки цилиндра автомобиля man
- Затянуть болт головки цилиндра (6) под форсункой ТНВД при помощи специального ключа.
1. Сторона впуска; 2. Сторона выхлопа отработанных газов.
Подтягивание и последующее затягивание болтов головки цилиндра man смотрите в раздело «Технические характеристики».
Для лучшего уплотнения от протечки масла под давлением вместо уплотнений головок цилиндров с фланцевым уплотнением (1) имеются уплотнения с кольцом Viton (2).
Последние варианты уплотнений можно найти в перечне запчастей.
- Вставить штанги толкателей, при этом следить за тем, чтобы каждая штанга толкателя попадала в упор толкатели клапана.
- Установить стойку оси коромысла.
- Слегка подтянуть крепежные винты, и выправить ось коромысла по клапанам.
- Подтянуть крепежные винты с предписанным крутящим моментом
уплотнения с кольцом Viton (2)
- Отрегулировать зазор клапанов.
- Установить крышку головки цилиндра с новым уплотнением «всухую»
- Затянуть крепежные винты с предписанным крутящим моментом.
- Смонтировать трубопровод для слива масла топлива.
- Смонтировать напорные трубопроводы на форсунках и ТНВД, затянуть специальным ключом [4] до предписанного значения.
- Смонтировать выпускной коллектор.
- Смонтировать впускной коллектор.
- Смонтировать трубопровод системы жидкостного охлаждения, залить охлаждающую жидкость.
- Прокачать топливную систему.
- Подтянуть болты головки цилиндра.
Указание: Па двигателях автомобилей ман с системой EDC (электронное регулирование дизеля) для деаэрации (прокачки) топливной системы всегда должно быть включено зажигание.
Проверка головки цилиндра на трещины
В зависимости от условий эксплуатации на различных этапах пробега автомобилей ман могут возникать трещины перемычки клапана (1).
В основном эти трещины не имеют большого значении. В основном они продолжаются только до глубины канавки для кольца седла клапана и не приводят к негерметичности.
При принятии решения о дальнейшей эксплуатации головки цилиндра с трещинами перемычки клапана, проводится проверка по следующим критериям:
- Если в перемычке появляется микроскопическая трещина, головка может эксплуатироваться дальше без дополнительной проверки, даже если трещина проходит от кольца седла впускного клапана до кольца седла выпускного клапана.
- Если появляется раскрытая трещина с незначительным прогибом перемычки в сторону цилиндра, необходимо демонтировать выпускной клапан, и проверить кольцо седла выпускного клапана на трещины.
Трещины в кольце седла также показываются в секторе перемычки.
Если трещины на кольцо седла клапана отсутствуют или есть только одна трещина, головка может эксплуатировали дальше.
Если имеются две или более трещины кольца седла клапана, головку следует заменить.
3. Если на перемычке клапана имеются несколько расположенных рядом или частично пересекающихся трещин, то по причине опасности сколов головку следует заменить без учета присутствия или отсутствии трещин кольца седла клапана.
Если трещина перемычки клапана снова видна под кольцами седла клапана — в впускном или выпускном канале, головку цилиндра следует заменить.
Если на основании головки цилиндра имеются трещины, которые проходят между форсуночным отверстием и седлом впускного или выпускного клапана, головку цилиндра также следует заменить.
Затягивание / подтягивание болтов головки цилиндров автомобилей МАН
Уплотняющее действие прокладки головки цилиндра в основном зависит от того, действительно ли будет достигнуто и сохраниться необходимое преднапряжение болтов головки цилиндра.
При затягивании болтов головки цилиндра следует использовать градуированные динамометрические ключи. При окончательной затяжке торсионными ключами предписанный момент затяжки должен удерживаться не менее 5 секунд. При использовании «защелкивающихся» динамометрических ключей болты или гайки следует затягивать медленно, так как иначе установленный момент затяжки, но передается полностью на винт или гайку.
При затягивании и подтягивании болтов или гаек головки цилиндра следует действовать следующим образом:
учитывать оснастку болта, угол повороты или крутящий момент.
Затягивание болтов головки цилиндра автомобиля МАН
«Затягивание» представляет собой первоначальное затягивание смонтированных и еще не затянутых болтов после ремонта — например, замены прокладки головки.
Болты головки цилиндра затягиваются при холодном двигателе автомобиля МАН, картер должен быть чуть теплым или холодным.
- Перед установкой болтов головки цилиндра их следует смазать по резьбе — не в резьбовом отверстии — и на опоре головки болта. При крепеже гайками следует смазать резьбу резьбового стержня и опорную поверхность гайки.
Применение MoS2 содержащих масел или присадок не допускается!
При несмазанных болтах или гайках значительная часть момента затяжки преобразуется я трение и не способствует преднапряжению болтов.
Исключение: На двигателях типового ряда D 25.. и D 28.. с болтами с затяжкой по углу поворота опорная поверхность головок болтов покрывается монтажной пастой Optimol White Т номер 09.16012.0117, резьба болта смазывается аналогично другим болтам.
- Слегка приложить болты или гайки головки цилиндра для фиксации головок цилиндров.
- Выправить отдельные головки цилиндров путем установки калибровочной линейки или впускного/выпускного коллектора.
- Поступенчато затянуть в правильной последовательности с предписанным крутящим моментом или углом поворота.
Внимание! При слишком сильном предварительном затягивании отдельных болтов или гаек готовка цилиндраперетягивается. При дальнейшем, соответствующем предписаниям затягиваем перетяжка не устраняется!
- После затягивания болтов головки отрегулировать зазор клапанов.
Подтягивание болтов головки цилиндра автомобиля МАН
«Подтягивание» представляет собой подтягивание уже смонтированных и уже затянутых болтов при первой службе техобслуживания или после профилактического ремонта при пробеге 1 000 км и 20 000 по 30 000 км.
Болты головки цилиндра подтягиваются при холодном двигателе, картер должен быть чуть теплым или холодным.
При подтягивании винтов с затяжкой по крутящему моменту
- ослабить по одному винту или гайке в предписанной последовательности,
- смазать опорную поверхность винта или гайки,
- затянуть с предписанным крутящим моментом окончательной затяжки.
После подтягивания проверить зазор клапанов.
При подтягивании болтов головки цилиндра с затяжкой по углу поворота автомобиля МАН
- ослабить болты, подтянуть на предписанный угол поворота в необходимой последовательности.
Подтягивание болтов головки цилиндра на новых автомобилях МАН или новых и обменных двигателях
Новые двигатели автомобилей МАН серии D 25../ D 28.. больше не поставляются с болтами с затяжкой по крутящему моменту, а только с болтами с затяжкой по углу поворота.
На заводе болты с затяжкой по углу поворота подтягиваются первый раз.
При этом на двигателе автомобиля МАН размещается специальная наклейка.
Болты с затяжкой по крутящему моменту
Двигатели, которые оснащаются на заводе болтами с затяжкой по крутящему моменту; обозначаются на одной из крышек головки цилиндра соответствующей наклейкой.
Подтягивание этих болтов головки цилиндра не допускается.
Затягивание болтов головки цилиндра после ремонта
Метод затяжки по крутящему моменту по схеме затягивания 1
- Предварительная затяжка 10 Нм
- Предварительная затяжка 50 Нм
- Предварительная затяжка 100 Нм
- Окончательная затяжка 220 Нм
- Отрегулировать зазор клапанов.
Схема затягивания 1 Сторона впуска / форсунка ТНВД
Сторона выпуска
Подтягивание болтов с затяжкой по крутящему моменту
Боты с затяжкой по крутящему моменту подтягиваются один раз при холодном двигателе. (холодный = картер чуть теплый или холодный)
Подтягивание по схеме I
— не ранее одночасовой поездки под нагрузкой
— не позднее пробега 1000 км
- В предписанной последовательности ослабить по одному болту или гайке
- Смазать опорную поверхность болта или гайки маслом
- Затянуть с предписанным крутящим моментом окончательной затяжки
- Проверить зазор клапанов
Внимание! Болты с затяжкой по крутящему моменту перед подтягиванием ослабляются. Болты с затяжкой по углу поворота перед подтягиванием не ослабляются.
Указание: Рядные двигатели автомобилей МАН D 25.. с продольным картером и поперечным картером I изготовлялись с «короткими» болтами с затяжкой по крутящему моменту.
Рядные двигатели с поперечным картером II изготовлялись с «длинными» болтами с затяжкой по крутящему моменту, за исключением указанных на странице 3 номеров двигателей.
На всех рядных двигателях серии D 25../ D 28.. болты головки цилиндра (с затяжкой по крутящему моменту), детали MAN № 51.90020.0216; .0217; .0218 были заменены болтами с затяжкой по углу поворота, детали MAN № 51.90020.0266; .0269: .0270.
Двигатели типов D 2866 К. Т и L — оснащались этими болтами с самого начала производства серии.
Болты с затяжкой по углу поворота
Начиная с номеров двигателей для:
рядных двигателей без наддува D 25.. /D 28.. (со свободным впуском)
с двигателя № ххх4750001 хххх
рядных двигателей с наддувом D 25../D 28.. (турбодвигатели)
с двигателя № ххх4729001хххх,
все двигатели серии D 25../D 28.. изготавливались с болтами с затяжкой по углу поворота Подтягивание болтов головки цилиндра на новых и обменных двигателях
Схема затягивания 2 Сторона впуска форсунки ТНВД
Сторона выпуска
Первое подтягивание:
Болты с затяжкой по углу поворота первый раз подтягиваются на заводе после обкатки и обозначаются на одной из крышек головок цилиндров наклейкой 51.97801.0211.
Второе подтягивание:
При первой службе техобслуживания U 2 (согласно контрольному перечню SD 333)
20 000 по 30 000 км.
или F 2 (согласно контрольному перечню SD 334)
20 000 по 45 000 км,
болты с затяжкой по углу оборота подтягиваются второй раз согласно приведенной рядом схеме.
- Из исходного состоянии дотянуть болты на 90˚ (1/4 оборота).
Предварительное ослабление болтов не допускается!
Подтягивать только четыре обозначенных болта! Температура двигателя не имеет значения.
Болты с затяжкой по углу поворота
Затягивание болтов головки цилиндра после ремонта
- Перед установкой болтов головки цилиндра их следует смазать по резьбе (не в резьбовом отверстии) моторным маслом.
- Покрыть опорную поверхность головки болта монтажной пастой «Optimoly White Т»
Применение MoS2 — содержащих масел или присадок не допускается!
Метод затяжки по углу поворота по схеме затягивания 1
- Предварительная затяжка 10 Нм
- Предварительная затяжка 80 Нм
- Предварительная затяжка 150 Нм
- Предварительная затяжка 90˚
- Окончательная затяжка 90˚
Отрегулировать зазор клапанов.
Подтягивание болтов головки цилиндра
Болты с затяжкой по углу поворота подтягиваются два раза.
Двигатель может быть как холодным, так и разогретым.
Обратить внимание на различие схем затяжки при первом и втором подтягивании!
Первое подтягивание:
- Подтянуть по схеме 1
- нс ранее одночасовой поездки под нагрузкой
- не позднее пробега 1000 км
- Из исходного состояния дотянуть винты на 90˚ (1/4 оборота).
- Предварительное ослабление винтов не допускается!
- Температура двигателя не имеет значения.
- Проверить зазор клапанов.
После первого подтягивания болтов головки цилиндра наклеить на одну из крышек клапанов соответствующую наклейку.
Удалить наклейку с перечеркнутым динамометрическим ключом — если имеется.
Второе подтягивание:
При первой службе техобслуживания
U 2 (согласно контрольному перечню SD 333).
20 000 по 30 000 км
или F 2 (согласно контрольному перячню SD 334)
20 000 по 45 000 км
болты с затяжкой по углу поворота подтягиваются второй раз согласно приведенной на предыдущей странице схеме 2.
- Из исходного состояния дотянуть болты на 90˚ (1/4 оборота).
- Предварительное ослабление болтов не допускается!
- Подтягивать только четыре обозначенных болта!
- Температура двигателя не имеет значения.
- После второго подтягивания болтов головки цилиндра следует удалить наклейку .0211 и наклеить вместо этого наклейку 51.97801.0212.
Специальный инструмент для затягивания болтов головки цилиндра автомобилей МАН F2000
Для затягивания и подтягивания болтов головок цилиндров используется специальный ключ.
С данным специальным ключом болты головки цилиндра становятся доступными без демонтажа форсунок и коромысел.
Повторное использование болтов головки цилиндра
Болты с затяжкой по крутящему моменту могут быть использованы повторно, если на них не обнаружено механических повреждений.
Болты с затяжкой по углу поворота .0268; .0269; .0270 осознанно подвергаются перегрузке за предел текучести при затягивании и получают при каждом затягивании сохраняющееся наращивание. Поэтому эти болты могут применяться повторно только в том случае, когда не превышается размер «L max» см. следующую страницу.
Кроме того, болты должны отличаться безукоризненной поверхностью, что означает закрытое фосфатирование, отсутствие пятен ржавчины. Начинающие покрывайся коррозией, поврежденные или растянутые свыше максимального предела болты должны немедленно, например ударами молотка по резьбе, делаться непригодными к дальнейшему применению и утилизироваться.
Болты с затяжкой по углу поворота в смонтированном положении распознаются по символу угла поворота (А) на головке болта.
Использовавшиеся в переходный период болты с затяжкой по углу поворота .0234; .0235; .0236 с максимальным размером «L», который больше на 1 мм, могут быть израсходованы в ассортименте.
Обзор болтов головки цилиндра
Проверка давления сжатия (компрессии) автомобилей МАН F2000
- Проверить зазор клапанов автомобиля ман F2000, по необходимости отрегулировать.
- Разогреть двигатель, чтобы температура охлаждающей жидкости достигла примерно 60 — 80˚ C˚.
- Демонтировать форсунки ТНВД.
- Начиная с 1-го цилиндра:
- Вложить новое уплотнительное кольцо, и вставить муфту устройства контроля компрессии давления [38], затянуть перекидную гайку специальным ключом [4].
- Навинтить устройство контроля компрессии давления с удлинителем на муфту.
- Вставить контрольный лист в самописец компрессии давления.
- Стартером прокручивать двигатель до тех пор, пока стрелка самописца компрессии давления не достигнет предела амплитуды.
ВНИМАНИЕ!: Аккумуляторные батареи должны быть полностью заряжены.
Подключить самописец компрессионного давления к следующему цилиндру, проверить все цилиндры, как описано выше.
Демонтировать устройство контроля компрессионного давления.
Обработать контактные места корпуса форсунки средством «Never Seeze» для автомобилей ман
Смонтировать корпус форсунки с форсункой и новыми уплотнительными кольцами.
Подключить напорные и маслосливные трубопроводы.
Указание: При смонтированном напорном трубопроводе перекидная гайка может быть подтянута ключом в виде разрезанной накидной головки.
что такое момент затяжки болтов крепления ГБЦ, схема и последовательность
Ремонт ГБЦ нельзя назвать простой процедурой, для которой необходимы определенные навыки и некоторый опыт. Для ремонта нужны специальные инструменты. Как правило, во время этих работ меняется прокладка и регулируется момент затяжки ГБЦ: ВАЗ 2109 в нашем случае. Чтобы регулировка была выполнена правильно, нужно неукоснительно следовать инструкции. При грамотном подходе, вы благополучно проведете регулировку, добившись желаемого результата.
Основная масса сегодняшних авто не нуждаются в подтяжке болтов головки, но на ВАЗ 2109, она требуется хотя бы для прохождения ТО.
Если начала скапливаться влага в тех местах, где соприкасается блок с цилиндрами, то это верный признак того, что требуется неотложная подтяжка болтов. Влага в вышеупомянутых местах это признак утечки смазки. Основные причины затяжки болтов это:
Закручиваем болты правильно
Любое резьбовое соединение рассчитано на определённый момент затяжки. Он регламентирован отраслевыми стандартами качества, например, «ОСТ 37.001.050–73 Затяжка резьбовых соединений. Нормы затяжки» и руководящими документами заводов-изготовителей транспортных средств. Иностранные производители используют другие стандарты, но в основном они сходны с отечественными. Приведённая ниже информация будет излагаться, опираясь на российские стандарты.
До какой степени можно затягивать резьбовые соединения
Почему важно выдерживать правильный момент затяжки? Только грамотное затягивание обеспечит надёжную фиксацию детали, с одной стороны, и предотвратит повреждение резьбы и/или самой детали — с другой стороны.
Рассмотрим, что произойдёт при превышении момента затяжки на примере болта с гайкой:
- Немедленная деформация резьбы. Из-за слишком большого прилагаемого усилия происходит деформация и срыв резьбы на детали. Болт или гайка не подлежит дальнейшей эксплуатации, кроме того, возникнут определённые сложности при попытке открутить гайку для замены. Скорее всего, придётся воспользоваться дрелью или пилой по металлу, чтобы срезать гайку.
- Повреждение металла, скрытое от глаз. Может показаться, что гайка затянута правильно, однако из-за превышения предела текучести в болте или гайке происходят необратимые изменения: деформация, нарушения кристаллической решётки металла. Такой случай особенно опасен, так незаметен сразу, но через какое-то время трещина болта может привести к печальным последствиям.
Затяжка болтов головки блока цилиндров динамометрическим ключом
Пределом текучести называют механическую характеристику материала, характеризующую напряжение, при котором деформации продолжают расти без увеличения нагрузки. Обозначение σт.
Единица измерения — Паскаль [Па] либо кратные [МПа].
Это важный параметр, с помощью которого рассчитываются допустимые напряжения для пластичных материалов.
После прохождения предела текучести в металле образца начинают происходить необратимые изменения, перестраивается кристаллическая решётка металла, появляются значительные пластические деформации.
Wikipedia
Если же, напротив, недотянуть гайку с соответствующим моментом, через некоторое время она просто открутиться, что также может привести к нежелательным последствиям. Поэтому настоятельно рекомендуется затягивать резьбовые соединения не «со всей силы», не от руки, а с умом, используя специальное оборудование.
Это интересно: Размер колеса автомобиля
Момент затяжки и порядок затяжки болтов ГБЦ
Разным моделям двигателей требуются различные усилия для затяжки головки блока. Имеются различия и в порядке затягивания болтов крепления. Все эти сведения указаны в паспорте двигателя. Ещё раз подчеркнём важность правильного выполнения затяжки и соблюдения величины её момента.
Порядок затяжки болтов крепления ГБЦ
Начинается затяжка крепления ГБЦ всегда со средних болтов. Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
Предельные крутящие моменты для болтов
Закручиваем болты правильно
Любое резьбовое соединение рассчитано на определённый момент затяжки. Он регламентирован отраслевыми стандартами качества, например, «ОСТ 37.001.050–73 Затяжка резьбовых соединений. Нормы затяжки» и руководящими документами заводов-изготовителей транспортных средств. Иностранные производители используют другие стандарты, но в основном они сходны с отечественными. Приведённая ниже информация будет излагаться, опираясь на российские стандарты.
До какой степени можно затягивать резьбовые соединения
Почему важно выдерживать правильный момент затяжки? Только грамотное затягивание обеспечит надёжную фиксацию детали, с одной стороны, и предотвратит повреждение резьбы и/или самой детали — с другой стороны.
Рассмотрим, что произойдёт при превышении момента затяжки на примере болта с гайкой:
- Немедленная деформация резьбы. Из-за слишком большого прилагаемого усилия происходит деформация и срыв резьбы на детали. Болт или гайка не подлежит дальнейшей эксплуатации, кроме того, возникнут определённые сложности при попытке открутить гайку для замены. Скорее всего, придётся воспользоваться дрелью или пилой по металлу, чтобы срезать гайку.
- Повреждение металла, скрытое от глаз. Может показаться, что гайка затянута правильно, однако из-за превышения предела текучести в болте или гайке происходят необратимые изменения: деформация, нарушения кристаллической решётки металла. Такой случай особенно опасен, так незаметен сразу, но через какое-то время трещина болта может привести к печальным последствиям.
Затяжка болтов головки блока цилиндров динамометрическим ключом
Пределом текучести называют механическую характеристику материала, характеризующую напряжение, при котором деформации продолжают расти без увеличения нагрузки. Обозначение σт.
Единица измерения — Паскаль либо кратные .
Это важный параметр, с помощью которого рассчитываются допустимые напряжения для пластичных материалов.
После прохождения предела текучести в металле образца начинают происходить необратимые изменения, перестраивается кристаллическая решётка металла, появляются значительные пластические деформации.
Если же, напротив, недотянуть гайку с соответствующим моментом, через некоторое время она просто открутиться, что также может привести к нежелательным последствиям. Поэтому настоятельно рекомендуется затягивать резьбовые соединения не «со всей силы», не от руки, а с умом, используя специальное оборудование.
В каких случаях необходима затяжка головки цилиндров
Конструкция движков постоянно совершенствуется, срок службы увеличивается, а объем работ по обслуживанию силовых агрегатов уменьшается. Моторы, выпущенные после 2010 года, уже не нуждаются в периодической протяжке болтов крепления головки. Для более ранних моторов проводить такую операцию рекомендуют при каждом очередном ТО. При длительной эксплуатации машины иногда появляются следы протечек моторного масла или охлаждающей жидкости. В таком случае необходимо немедленно подтянуть крепеж ГБЦ, иначе может потребоваться серьезный ремонт мотора. Причинами появления протечек может быть перегрев силового агрегата и несоблюдение порядка затягивания болтов.
Когда усилие затягивания крепежных винтов движка ниже рекомендованных, может произойти прогорание прокладки, которое повлечет за собой демонтаж головки с последующей заменой поврежденной детали. Отмечены случаи, когда ремонтники не соблюдают порядок и момент затяжки ГБЦ, поэтому водители со стажем проводят проверку состояния болтов при пробеге 1 тыс. км после ремонта мотора.
Момент затяжки болтов (усилие)
Момент затяжки болтов для каждого автомобиля разный (в виду конструктивных особенностей). Для конкретного автомобиля есть своя таблица моментов затяжки креплений. В следующем разделе рассмотрим усилия крепежа ГБЦ на примере «вазовской» головки.
Порядок затяжки резьбовых соединений
Процедура затяжки болтов осуществляется в полном соответствии с требованиями производителя к определённому виду двигателя. Вся информация содержится в технической документации к автомобилю.
Правильный порядок затяжки болтов головки блока цилиндров
В случае с автомобилем ВАЗ 2107, к примеру, затяжка креплений ГБЦ осуществляется в два этапа:
- Предварительным моментом 33,3–41,16 Н·м (3,4–4,2 кгс·м) болты 1–10;
- Окончательным моментом 95,94–118,38 Н·м (9,79–12,08 кгс·м) болты 1–10 и моментом 30,67–39,1 Н*м (3,13–3,99 кгс*м) болт 11.
Регулировка момента затяжки болтов
Для того чтобы выполнить все правильно и избежать ошибок нужно строго придерживаться определенных правил и соблюдать порядок выполнения.
Подтяжку нужно проводить только специальным динамометрическим ключом, который позволяет осуществлять контроль за моментом подтяжки.
Динамометрический ключ
Сначала, при помощи динамометрического ключа, ставим держатель в нулевое положение. Это означает, что данные устройства, равны моменту исходной позиции. Затем, нужно посмотреть на показатель прибора при старте крепежа. Вращая держатель, следим за показателями. Если момент не изменился, то это означает, что крепеж может поддаваться растяжению и это нормально, так и должно быть. Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Во время работы автомобиля, болты, которыми закреплена головка блока цилиндров, все время испытывают различные воздействия. Постоянно происходит их нагрев и остывание, что со временем приводит к разрушению структуры крепежей.
Для всех силовых агрегатов имеются конкретные правила, которых необходимо придерживаться при работе:
- Строго следуйте тем данным, которые указаны в практическом руководстве к ВАЗ 2109.
- Регулировка проводится только динамометрическим ключом. Применение иного приспособления не позволит выполнить правильно эту работу.
- Используйте, лишь исправные болты.
Комплект болтов для замены
- Начиная работать, обязательно проверьте, в каком состоянии находятся держатели.
- Строго придерживайтесь показателей момента затяжки, рекомендованных изготовителем.
Наиважнейшие данные касающиеся регулировки, есть в аннотации к каждому конкретному авто. Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Так как, головка блока цилиндров ВАЗ 2109 непростой узел, то необходимо проводить ремонтные работы лишь при абсолютной уверенности в своих действиях. Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора, немедленно проведите его диагностику. Это позволит избежать более дорогостоящих ремонтных работ.
Необходимые инструменты
- динамометрический ключ;
- штангенциркуль или линейка.
Схема затяжки
Схема затяжки ГБЦ такая же, как и на традиционных моделях и начинать нужно с центра. Проходит в четыре приёма.
Схема по которой должна проходить протяжка ВАЗ 2109
- затяжка моментом 2,0 кгс/м
- затяжка моментом 7,5 — 8,5 кгс/м
- доворачиваем на 90 градусов.
- повторно доворачиваем на 90 градусов.
Чтобы было понятней опишем подробней этой процесс:
- С помощью динамометрического ключа затягиваем болты в указанной на рисунке последовательности до 2,0 кг/см.
- Потом проходимся по второму кругу и дотягиваем до 8 кгс*м.
- Далее докручиваем на 90 градусов.
- Проходим по второму кругу, докручивая еще на 90 градусов.
Правильная подтяжка
Внимание! На 16-ти кл силовых агрегатах болты можно использовать повторно, но если их длина не более 95 миллиметров.
В ином случае он меняется. Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми.
На своем автомобиле вы выполняете работы с ГБЦ
Опрос
- Самостоятельно
- Помогает знакомый
- Только на СТО
Загрузка …
Стандартные моменты затяжки болтов головки блока цилиндров
Чтобы знать наверняка, с каким усилием затягивать конкретное резьбовое соединение, можно использовать следующие данные.
Это интересно: Разные варианты тюнинга: что регистрировать, а что – нет?
Таблица: моменты затяжки соединений в зависимости от диаметра резьбы
| Номинальный диаметр резьбы | Размер «под ключ» головки, болта (гайки), мм | Шаг резьбы, мм | Классы прочности по ГОСТ 1759–70 | ||||
| Болт | |||||||
| 5.8 | 6.8 | 8.8 | 10.9 | 12.9 | |||
| Гайка | |||||||
| 4;5;6 | 5;6 | 6;8 | 8;10 | 10;12 | |||
| 6 | 10 | 1 | 0,5 | 0,8 | 1,0 | 1,25 | 1,6 |
| 8 | 12 — 14 | 1,25 | 1,6 | 1,8 | 2,5 | 3,6 | 4,0 |
| 10 | 14 — 17 | 1,25 | 3,2 | 3,6 | 5,6 | 7,0 | 9,0 |
| 12 | 17 — 19 | 1,25 | 5,6 | 6,2 | 10,0 | 12,5 | 16,0 |
| 14 | 19 — 22 | 1.5 | 8,0 | 10,0 | 16,0 | 20,0 | 25,0 |
| 16 | 22 — 24 | 1,5 | 11,0 | 14,0 | 22,0 | 32,0 | 36,0 |
| 18 | 24 — 27 | 1,5 | 16,0 | 20,0 | 32,0 | 44,0 | 50,0 |
| 20 | 27 — 30 | 1,5 | 22,0 | 28,0 | 50,0 | 62,0 | 70,0 |
| 22 | 30 — 32 | 1,5 | 28,0 | 36,0 | 62,0 | 80,0 | 90,0 |
| 24 | 32 — 36 | 1,5 | 36,0 | 44,0 | 80,0 | 100,0 | — |
Виды ключей для правильной затяжки резьбовых соединений
Затяжка резьбового соединения должна делаться с таким усилием, чтобы исключить:
- неплотное прилегание сопрягаемых поверхностей скрепляющихся деталей;
- срыв ниток резьбы;
- механическое разрушение тела болта;
- проворачивание граней у гайки или головки болта;
- разрушение гравёрных шайб.
Любой материал, из которого сделан блок (головка цилиндров, крепёжные болты), имеет свой предел прочности. Именно наименьший предел прочности самого слабого звена в узле крепления определяет наибольшее усилие затяжки. Самое слабое звено в креплении головки блока цилиндров — болты (шпильки) и резьба в отверстиях блока. Их слабость определяется не столько прочностью материала их изготовления, сколько несопоставимыми размерами (диаметром) с габаритами, массой блока и головки цилиндров. Понятно, что для разрушения солидного чугунного блока или массивной дюралевой головки нужно приложить гораздо больше усилий, чем для разрыва тонкого болта, сделанного из высокопрочной легированной стали.
Какое усилие нужно прикладывать
Пороговое или предельное значение прочности ответственных деталей обычно даётся в паспортных данных двигателя. Там же приводятся значения максимальных усилий затяжки болтов крепления ГБЦ. Для выполнения затяжки с требуемым усилием служат специальные динамометрические ключи.
По способу регулирования и индикации динамометрические ключи делятся на следующие категории:
- Нерегулируемые с постоянным моментом затяжки. Они применяются для затяжки ГБЦ на конвейерах при сборке двигателей. Их достоинства — высокая надёжность.
- Регулируемые на предельный момент затяжки. Это так называемые трещотки с возможностью установки определённого момента затяжки. При достижении этого усилия трещотка срабатывает, и дальнейшее закручивание становится невозможным. Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
- Со шкалой и стрелкой. Таким ключом можно вести затяжку резьбовых соединений с разными усилиями. Главные условия: нужно много свободного места и возможность удобного наблюдения за шкалой. Входит в набор инструментов слесарей-мотористов.
- Цифровая индикация в компактном приборе, измеряющем приложенное усилие. Очень точный, надёжный, удобный в работе инструмент. С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
- Комбинация выставляемого усилия затяжки с контролем по цифровой или стрелочной индикации. Такие ключи защищают резьбу от прикладывания чрезмерного усилия затяжки, одновременно позволяя контролировать величину момента с помощью прибора индикации.
Фотогалерея: виды динамометрических ключей
Нерегулируемые динамометрические ключи используются на производстве Регулируемые трещоточные динамометрические ключи часто входят в состав профессиональных наборов для затяжки ГБЦ Стрелочные динамометрические ключи имеют шкалу и стрелку Циферблатные динамометрические ключи надёжны и удобны в работе Комбинированные динамометрические ключи позволяют контролировать усилие затяжки и не превышать его
Общие правила затяжки креплений головки блока
У головок разных моделей двигателей параметры порядка и момента затяжки ГБЦ сильно отличаются друг от друга. Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
- Затяжка головки блока ведётся согласно схеме, разработанной производителем двигателя.
- Момент затяжки болтов крепления или гаек также определён производителем и отражён в инструкции по эксплуатации этого легкового автомобиля.
- Затяжка ведётся исправным и калиброванным динамометрическим ключом.
- Болты крепления или шпильки с гайками используются в идеальном состоянии без повреждения резьбы и тела болта или шпильки. Резьба должна быть чистой, без зазубрин и заусенцев.
- Свою специфику имеют болты для затяжки головки блока типа TTY. У них указывается не момент силы, а установочный градус. Нужные сведения содержатся в инструкции по эксплуатации силового агрегата.
- В глухих отверстиях в блоке под болты ничего не должно находиться. Маслом следует поливать резьбу болта, а заливать смазку в «слепое» гнездо не рекомендуется.
- Перед использованием болтов следует произвести контрольную проверку их состояния. Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять.
- Прокладку головки блока для замены нужно покупать только оригинальную, потому что она не даёт усадки.
Как сделать динамометрический ключ своими руками
Чтобы самостоятельно смастерить необходимый всем механикам инструмент, нужно знать его устройство. В принципе, конструкция динамометрического ключа проста. Это накидной ключ или четырёхгранник под головку с воротком, в который встроен динамометр.
Динамометрический ключ несложно сделать своими руками
Для работы вам понадобятся:
- вороток;
- ручной динамометр с пределом взвешивания 35–40 кг;
- удлинитель;
- таблица предельных усилий для затяжки крепления ГБЦ.
Усилие затяжки в таблице приводится в Нм (Ньютон-метрах), а динамометр измеряет вес в кг. Поэтому сначала нужно разобраться с числами.
Длина воротка постоянна. Её легко измерить. Если в таблице предельное усилие равно 30 Нм, а длина воротка равна 0,3 м, то усилие, показываемое динамометром, должно равняться 30 : 0,3 = 100 Н.
Один кг равняется 10 ньютон. Следовательно, прибор должен фиксировать усилие, равное 10 кг.
Чтобы сделать усилие меньше, нужно длину воротка увеличить. Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
Регулировка момента затяжки болтов
Для того чтобы выполнить все правильно и избежать ошибок нужно строго придерживаться определенных правил и соблюдать порядок выполнения.
Подтяжку нужно проводить только специальным динамометрическим ключом, который позволяет осуществлять контроль за моментом подтяжки.
Динамометрический ключ
Сначала, при помощи динамометрического ключа, ставим держатель в нулевое положение. Это означает, что данные устройства, равны моменту исходной позиции. Затем, нужно посмотреть на показатель прибора при старте крепежа. Вращая держатель, следим за показателями. Если момент не изменился, то это означает, что крепеж может поддаваться растяжению и это нормально, так и должно быть. Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Во время работы автомобиля, болты, которыми закреплена головка блока цилиндров, все время испытывают различные воздействия. Постоянно происходит их нагрев и остывание, что со временем приводит к разрушению структуры крепежей.
Для всех силовых агрегатов имеются конкретные правила, которых необходимо придерживаться при работе:
- Строго следуйте тем данным, которые указаны в практическом руководстве к ВАЗ 2109.
- Регулировка проводится только динамометрическим ключом. Применение иного приспособления не позволит выполнить правильно эту работу.
- Используйте, лишь исправные болты.
Комплект болтов для замены
- Начиная работать, обязательно проверьте, в каком состоянии находятся держатели.
- Строго придерживайтесь показателей момента затяжки, рекомендованных изготовителем.
Наиважнейшие данные касающиеся регулировки, есть в аннотации к каждому конкретному авто. Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Так как, головка блока цилиндров ВАЗ 2109 непростой узел, то необходимо проводить ремонтные работы лишь при абсолютной уверенности в своих действиях. Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора, немедленно проведите его диагностику. Это позволит избежать более дорогостоящих ремонтных работ.
Необходимые инструменты
- динамометрический ключ;
- штангенциркуль или линейка.
Схема затяжки
Схема затяжки ГБЦ такая же, как и на традиционных моделях и начинать нужно с центра. Проходит в четыре приёма.
Схема по которой должна проходить протяжка ВАЗ 2109
- затяжка моментом 2,0 кгс/м
- затяжка моментом 7,5 — 8,5 кгс/м
- доворачиваем на 90 градусов.
- повторно доворачиваем на 90 градусов.
Чтобы было понятней опишем подробней этой процесс:
- С помощью динамометрического ключа затягиваем болты в указанной на рисунке последовательности до 2,0 кг/см.
- Потом проходимся по второму кругу и дотягиваем до 8 кгс*м.
- Далее докручиваем на 90 градусов.
- Проходим по второму кругу, докручивая еще на 90 градусов.
Правильная подтяжка
Внимание! На 16-ти кл силовых агрегатах болты можно использовать повторно, но если их длина не более 95 миллиметров.
В ином случае он меняется. Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми.
Порядок и контроль затяжки ГБЦ
При выполнении затяжки следует делать это равномерно, без лишних усилий и спешки.
Перед началом работы нужно приготовить следующие инструменты и расходные материалы:
- динамометрический ключ с насадкой, которая будет соответствовать головке болта;
- небольшое количество моторного или любого другого масла;
- ветошь.
Независимо от конструкции силового агрегата, будь то 402, 406 двигатель или даже G4EE, 4B12, затягиваться ГБЦ будет всегда одинаково. Винты крепления будут расположены параллельно относительно камер сгорания. Инструкция по эксплуатации подскажет, с каким усилием затягивать головку блока цилиндров.
Порядок выполнения работы будет примерно таким:
- Крепежные болты смазывают небольшим количеством масла.
- Устанавливают их на своё место и заворачивают рукой, насколько получится.
- Далее понадобиться специальный динамометрический ключ. С его помощью производят затяжку с усилием, равным примерно 1-2 кгс*м, согласно схеме для данного мотора.
- На следующем этапе усилие доводят до 5-8 кгс*м (при этом следуют рекомендациям производителя автомобиля).
Через небольшой промежуток времени операцию повторяют 1-2 раза, поворачивая болты примерно на четверть оборота. После пробега около 500-1000 км проверяют степень затяжки, но не для всех типов силовых агрегатов. Если применяются пружинные болты, такая операция не потребуется.
Правильный порядок затяжки
Существует определенный порядок затяжки болтов, почти на всех автомобилях он одинаковый – от центра головки к ее краям, крест на крест. Так, например, первыми затягиваются два центральных болта правого и левого рядов, затем два болта, находящиеся слева от центральных, затем два справа от центральных, потом два болта находящиеся слева в обоих рядах и завершают порядок болты находящиеся справа в обоих рядах.
Важно помнить, что крепеж всегда выполняется в три — четыре подхода:
- Первый подход – усилие 3-4 кгс.
- Второй подход – усилие 7 кгс.
- Третий подход – усилие 9 кгс.
- Последний подход – усилие 11,5 – 12 кгс.
Какой из способов затяжки крепежей лучше?
Каждый из способов затягивания резьбовых соединений ГБЦ обладает своими плюсами и минусами. Использование динамометрического ключа позволяет добиться точных результатов без повреждения деталей и болтов, которые могут привести к выходу двигателя из строя. Второй метод — без динамо-ключа — широко используется в народе благодаря своей простоте, доступности и отсутствию необходимости приобретать дорогостоящий ключ. Несмотря на то что профессиональные механики советуют прибегать только к первому способу, производители автомобилей в технических руководствах нередко советуют использовать комбинированный метод. Суть его заключается в том, что при моментах затяжки свыше 8–10 кг*м велика вероятность стопроцентной ошибки даже с использованием смазочных материалов, поэтому крепежи сперва затягивают динамо-ключом до указанных значений, а потом доворачивают по углу. На практике такой способ оказывается самым эффективным, поскольку болт докручивается до характерного щелчка, гарантирующего полное соблюдение момента силы.
Одной из важных частей двигателя является головка блока цилиндров. Правильная затяжка болтов, определение момента и порядок работ обеспечивают бесперебойную работу ГБЦ и силового агрегата автомобиля.
Какая последовательность затяжки болтов крепления головки блока цилиндров? — Mvorganizing.org
Какая последовательность затяжки болтов крепления головки блока цилиндров?
Обычно болты с обычной головкой затягиваются крест-накрест в три этапа, на одну треть, две трети, а затем до конечного момента затяжки. Стяжные болты затягиваются в последовательности «крутящий момент плюс угол».
Что произойдет, если вы не затянете в соответствии со спецификацией?
Недостаточный крутящий момент В качестве альтернативы вибрации двигателя могут привести к откручиванию болта или гайки и смещению натяжителя.Это, в свою очередь, приведет к неправильному натяжению ремня и, в конечном итоге, к повреждению ремня и / или двигателя.
Что произойдет, если затянуть болт слишком сильно?
Каждый, кто когда-либо работал с крепежом, случайно испортил один из них. Один из самых вредных способов сделать это — перетянуть или затянуть крепеж. Это может привести к зачистке винтов, срезанию головок винтов и повреждению предварительно нарезанной резьбы.
Как проверить, не перетянут ли болт?
Проверка движения: После затяжки болта используйте инструмент для измерения крутящего момента, чтобы отметить затянутый болт и изделие / заготовку.Приложите дополнительную силу в направлении затяжки, пока не заметите движение. Запись показаний покажет остаточный крутящий момент, первоначально приложенный к соединению.
Плохо ли перезатягивать болты?
Когда вы перетягиваете более 15% от рекомендованного, что в данном случае составляет около 95 футов / фунт, вы в основном превращаете крепление в резиновую ленту. Некоторые застежки растянутся, и крутящий момент будет неравномерным. Добавьте тепла и давления, и прокладка головки будет ударами, и головка может даже покоробиться.
Можно ли болты с динамометрической головкой?
Для некоторых типов может потребоваться повторная затяжка болтов головки. А если нужно, сделайте это. При необходимости повторно затяните болты, пока двигатель теплый. Но если вы используете алюминиевые головки цилиндров, вам следует подождать, пока ваш двигатель полностью остынет, до повторной затяжки.
Что происходит, когда вы перетягиваете двигатель?
При перетягивании болта натяжение может: Раздавить монтажный материал. Сократите срок службы болта, приложив к нему слишком большое усилие.Повреждение нитей из-за превышения их несущей способности.
Можно ли подтянуть протекающую прокладку головки блока цилиндров?
Если вы заметили просачивание, вы можете попробовать подтянуть болты, но если что-то попадет между прокладкой и поверхностью блока или головки, может быть слишком поздно спастись от установки новой прокладки головки. Современные прокладки головки блока цилиндров не имеют этой проблемы и не требуют повторной затяжки.
Остановит ли утечка затяжка болтов с головкой?
Он срабатывает один из 10 раз, большинство болтов с головкой затянуты правильно, но иногда что-то уходит от этого, так что вам может повезти — попробовать стоит.Но не затягивайте слишком сильно, иначе вы обрежете прокладку и ухудшите ситуацию.
Почему моя новая прокладка головки блока цилиндров протекает?
Видите ли, утечки из прокладки головки блока цилиндров могут быть вызваны перегревом двигателя. Когда металлические детали двигателя становятся слишком горячими, они могут деформироваться и разбухать, что может привести к их отрыву от прокладок и уплотнений, что приведет к утечкам.
В каком порядке вы затягиваете болты головки блока цилиндров? — Mvorganizing.org
В каком порядке вы затягиваете болты крепления головки блока цилиндров?
Обычно болты с обычной головкой затягиваются крест-накрест в три этапа, на одну треть, две трети, а затем до конечного момента затяжки.Стяжные болты затягиваются в последовательности «крутящий момент плюс угол». В разных двигателях используются похожие, но разные последовательности и спецификации.
Что такое последовательность крутящего момента?
Последовательность затяжки болтов или последовательность моментов затяжки определяется в процедуре затяжки с моментом затяжки. Фланцевые соединения затягиваются с помощью динамометрического ключа (ручного или гидравлического). Усилие зажима, возникающее во время затяжки, превышает 75% от испытательной нагрузки крепежа.
Следует затянуть гайку или болт?
На этот вопрос нет простого ответа, поскольку в некоторых случаях вполне допустимо затягивать головку болта, удерживая гайку на месте.В других ситуациях допустимо затянуть гайку. Все зависит от области применения и состояния обрабатываемого продукта или материала.
Какой крутящий момент можно приложить вручную с помощью отвертки?
Динамометрические отвертки могут работать с крутящим моментом от 6 дюймов унций (0,04 Н⋅м) до как минимум 27 Нм. Хотя ни один инструмент не покрывает весь диапазон, доступны диапазоны с низким, средним и высоким крутящим моментом. Динамометрические отвертки и динамометрические ключи имеют схожие цели и механизмы.
Насколько сильно затянуть вручную?
Ручная затяжка в среднем составляет около 2 футов на фунт. 7 футов на фунт — это намного больше, чем ручная затяжка.
Насколько плотно при 4 нм?
5 нм составляет приблизительно 45 дюймов / фунт (дюйм-фунт) или 3 фут / фунт (фут-фунт). ОЧЕНЬ МАЛЕНЬКИЙ МОМЕНТ!
Какой крутящий момент может создать человек с помощью гаечного ключа?
Используя стандартный гаечный ключ на болте или гайке, величина силы, приложенной на расстоянии одного фута от центра болта, может быть выражена как сила в фут-фунтах. Чтобы приложить крутящий момент 100 фут-фунт к болту, используйте гаечный ключ, длина которого достаточна для захвата 2 фута.от центра болта потребуется 50 фунтов.
Какой крутящий момент может приложить человек?
Обычная человеческая рука может легко приложить силу 100 Н. так что вы можете принять F = 100N для своих расчетов.
Какой крутящий момент может выдержать храповик?
, если у вас есть высококачественные инструменты, обычно можно получить 200–230 фунтов на отбойном стержне 3/8, но вы, скорее всего, будете использовать трубку-читер, чтобы добавить пару футов рычага. Если вы сделаете то же самое с храповым механизмом, он, вероятно, сломается при весе 200 фунтов.при большом количестве зубов (90–100).
Какую максимальную силу может применить человек?
Общие правила предполагают, что ручное усилие не должно превышать 45 Ньютонов. С другой стороны, можно выдержать силу 4 кг за 10 секунд, 2 кг за 1 минуту и одну треть максимальной силы за 4 минуты ». Эта информация может быть полезна при проектировании машин, которые взаимодействуют с людьми, особенно с руками.
Сколько может толкнуть человек?
«Рабочая сила» одного человека определяется как здоровые 200 фунтов.человек с хорошей силой верхней части тела может толкать или тянуть 100 фунтов. горизонтальной силы в течение очень короткого периода времени. Горизонтальная сила (толкание / тяга), необходимая для перемещения тележки, нагруженной 1500 фунтов.
Следует ли смазать болты с головкой?
Да, при установке болты с головкой нужно слегка смазать маслом. Вы не хотите, чтобы отверстия были заполнены маслом или чем-то еще, а только слегка смажьте резьбу и головки. Затягивание болта такого размера всухую даст неточный и недостаточный крутящий момент из-за трения головки болта о поверхность головки.
Следует ли затягивать болты головки блока цилиндров?
Для некоторых типов может потребоваться повторная затяжка болтов головки. А если нужно, сделайте это. При необходимости повторно затяните болты, пока двигатель теплый. Но если вы используете алюминиевые головки цилиндров, вам следует подождать, пока ваш двигатель полностью остынет, до повторной затяжки.
Что произойдет, если вы не укажете крутящий момент?
В случае недостаточного крутящего момента все удары испытывает шпилька или сам болт, вызывая срезание.В качестве альтернативы, вибрация двигателя может привести к отвинчиванию болта или гайки, что приведет к смещению натяжителя.
Можно ли повторно использовать крутящий момент для снятия болтов с головкой?
Почему нельзя повторно использовать болты с крутящим моментом до предела текучести. После растяжения они не так прочны, как раньше. Следовательно, они не могут обеспечить такое же усилие зажима и могут сломаться или срезаться при повторном использовании. Поскольку в процессе затяжки болты постоянно растягиваются, существует риск их поломки при повторном использовании.
Могут ли болты с головкой под головку Honda поддаваться крутящему моменту?
Да, они также называются «Torque To Yield» или TTY.Это означает, что они были спроектированы так, чтобы растягиваться, когда они превышают предполагаемое значение кручения после установки, вместо того, чтобы ломаться или удерживаться для другого потенциального повреждения двигателя в ситуации избыточного давления.
В чем преимущество крутящего момента для деформации болтов?
Болты с крутящим моментом до предела текучести Достигнув этой зоны, они поддерживают более точный и постоянный уровень зажимного усилия по всей сопрягаемой поверхности между головкой и блоком. Болты растягиваются до предела упругости, и во многих случаях растяжение приближается к пределу упругости болта, постоянно растягивая его.
Сколько раз можно использовать крутящий момент, чтобы затянуть болты?
Что такое болт с крутящим моментом до предела текучести? Это одноразовая застежка, которая предназначена для растяжения в процессе затяжки (установки). Из-за этого растяжения нарушается целостность болта. Эти болты не могут и не должны использоваться повторно из-за напряжения, вызванного болтом во время его первой установки.
Какой метод крутящего момента до предела текучести?
Крутящий момент для деформации крепежа (TTY) или растягивающегося болта — это крепежный элемент, который затягивается до состояния, превышающего упругость, и поэтому подвергается пластической деформации, вызывая постоянное удлинение.
Почему растягиваются болты с головкой?
Болты с растянутой головкой Болты предназначены для растягивания, когда вы затягиваете их на место, и когда вы их снимаете, они возвращаются в исходное положение. Из-за этого многие болты со стандартной головкой можно использовать более одного раза, если они не были растянуты за точку возврата пружины.
Как узнать, растянут ли болт?
обычно, если в спецификациях сказано при установке — «затяните до xx футов фунтов, а затем на 1/4 оборота», то это растяжной болт.
Спецификация и установка болтов TTY
Основание для болтов
Болты эластичны по своей природе, что означает, что в пределах их диапазона упругости они будут растягиваться при увеличении нагрузки на болт. Пока болт не подвергается напряжению, превышающему его испытательную нагрузку (максимальная нагрузка, которую болт может выдержать и при этом вести себя эластично), он вернется к своей исходной длине после снятия крутящего момента. Однако обычные болты могут быть проблемой, когда они используются на алюминиевых головках, учитывая, что скорость расширения этого типа головки может растягивать типичные болты выше их предела текучести.Этого можно избежать, разработав и предложив более совершенные крепежные детали, соответствующие этим условиям.
Традиционно крутящий момент является расчетным числом. Эта спецификация крутящего момента применяет надлежащую зажимную нагрузку к соединению с учетом трения, создаваемого резьбой и нижней стороной головки болта. Современные двигатели требуют более высоких зажимных усилий (из-за повышенного давления сгорания), чего нельзя достичь с помощью обычных болтов малого диаметра, которые обычно используются в этих двигателях.К сожалению, использование болта большего диаметра не является ответом, поскольку чем больше он болт, тем меньше он будет растягиваться. Помните, что растяжение болта — это то, как мы получаем максимальную зажимную нагрузку.
Болты определения крутящего момента до предела текучести
Используемые многими производителями, особенно в двигателях с алюминиевыми головками и в сочетании с прокладками головки из многослойной стали (MLS), болты с головкой T-T-Y (крутящий момент-предел текучести) спроектированы так, чтобы растягиваться в пределах контролируемой зоны текучести. Достигнув этой зоны, они поддерживают более точный и постоянный уровень прижимной силы по всей поверхности сопряжения головки с блоком.Болты растягиваются до предела упругости, и во многих случаях растяжение приближается к пределу упругости болтов, постоянно растягивая его.
Достижение точной зоны текучести (для максимального усилия зажима) достигается путем затяжки болтов до определенного крутящего момента, а затем поворота болтов на заранее определенное количество градусов. Поворот болтов на заданное количество градусов и размещение крепежа в зоне текучести будет учитывать «разброс нагрузки зажима» или отклонения из-за таких условий, как тип сборочной смазки, состояние резьбы болта и отверстия под болт, а также качество поверхности крепежа.
Искусство затяжки болтов | РТС
Для некоторых это может быть очевидным, но для тех, кто не знает, что это избавит вас от много головной боли в будущем, правильная затяжка болтов важна для правильного уплотнения прокладок и распределения давления затяжки, чтобы избежать утечек; в большинстве случаев, если вы не затягиваете в правильном порядке, прокладка обычно будет герметизировать, потому что она новая, но почти всегда выходит из строя до того, как правильно установленная прокладка начинает разрушаться.
Если вы работаете с чем-то, у которого есть несколько болтов, ключ состоит в том, чтобы затянуть болт, противоположный тому, который вы только что закончили затягивать .
Возьмем, к примеру, последовательность затяжки болтов крепления головки блока цилиндров для 6-цилиндрового двигателя M20 в E30.
По последовательности чисел вы можете видеть, что, начиная с нижнего центра, вы идете в противоположную сторону, затем, когда вы идете к внешней стороне, вы следуете тому же процессу, и интуитивно я думаю, вы можете понять, что голова будет сжиматься равномерно, если вы будете следовать этому процесс.
Но это еще не все, вы все равно не хотите чрезмерно затягивать одну конкретную точку, прежде чем затянуть остальные одинаково. Вот почему во многих случаях затяжку болтов необходимо производить поэтапно. Возьмем тот же м20, вот этапы:
до 1989 года m20 собирались с помощью болтов с шестигранной головкой, затем болтов с шестигранной головкой, где использовались, если вы работаете с двигателем, вы должны заменить болты с шестигранной головкой болтами с шестигранной головкой (болты с шестигранной головкой и все болты с головкой в любом случае используются один раз). Процедура затяжки объясняет, что на первом этапе вы следуете последовательности затяжки, показанной на рисунке 1, и затягиваете все болты до 22 фунт-футов, затем вы начинаете последовательность заново, начиная с положения 1, и выполняете этап 2, поворачивая каждый болт на 90 градусов, наконец. Третий этап — снова начиная с позиции 1, вы снова затягиваете каждый болт на 90 градусов.поэтому в конце затяжки всех болтов каждый болт будет затянут на 22 фунта-фунта + 180 градусов, но так, чтобы он был приложен равномерно.
Это относится не только к двигателям e30, m20 или просто двигателям, это относится ко всему, что имеет несколько точек крепления, начиная от трансмиссии и заканчивая термостатами.
Чтобы еще больше упростить, вот как каждый должен затягивать свои колесные гайки / болты.
Эта запись была опубликована 29 января 2011 г. в 18:10 и размещена в рубрике «Сделай сам, интересное».Вы можете следить за любыми ответами на эту запись через канал RSS 2.0.
Болты с головкой затяжки — The Boston Globe
Q. Несколько лет назад инженер-механик сказал мне, что лучший способ отрегулировать эль в вашей машине для максимальной экономии топлива — это повернуть регулятор температуры вверх и оставить вентилятор на высоком уровне. Логика говорит, что вентилятор потребляет меньше энергии для работы, чем компрессор, и, увеличивая температуру, компрессор не должен работать так тяжело.
Но теперь я думаю, что когда вы повышаете температуру, горячий воздух из двигателя смешивается с холодным воздухом из эля. Так компрессор включен или выключен, или он переменный?
A. Сначала второй вопрос: некоторые автомобили просто постоянно включают и выключают компрессор, чтобы поддерживать правильное давление хладагента и, следовательно, соответствующее охлаждение. Другие используют компрессоры с переменной производительностью, а третьи используют дроссельный клапан в линии хладагента.
В некоторых автомобилях, особенно с автоматическим контролем температуры, используется воздух, нагретый в сердечнике нагревателя, для смешивания с холодным воздухом из испарителя для регулирования температуры выходящего воздуха. Если это звучит неэффективно, это так.
При охлаждении автомобиля вентилятором расходуется меньше топлива, чем при его охлаждении холодным воздухом с приводом от компрессора. Таким образом, оставив двигатель вентилятора на высоком уровне, вы должны потреблять меньше энергии. В целом, я действительно не думаю, что это будет иметь большое значение.
Q. Я решил заменить прокладку головки блока цилиндров на моем Ford Escort.Когда я пошел в магазин автозапчастей, продавец настоял, чтобы мне понадобились новые болты с головкой. Я думаю, он пытается сократить счет на 30 долларов.
A. Я проверил цену вашего комплекта болтов, и указанные вами 30 долларов кажутся разумными. Большинство счетчиков запчастей не работают по заказу, так что этот парень действительно дает вам правильный совет.
В вашем Escort, как и во многих современных автомобилях, используется другой тип болта с головкой, чем мы привыкли. В старые добрые времена болт с головкой, как и большинство ответственных крепежных деталей, постепенно затягивался в два или три этапа до нужного момента.Использование динамометрического ключа позволило усилию зажима между головкой и блоком сжать прокладку головки настолько, чтобы герметизировать ее, не деформируя ее.
Потом были головки из алюминиевого сплава, прикрученные к чугунным блокам. Поскольку это разные металлы, блок и головка расширяются и сжимаются с разной скоростью, что значительно усложняет работу с прокладкой головки. Проблема в том, что обычная затяжка недостаточно точна. Затягивание болта растягивает его, одновременно стягивая головку и блок. Эти болты упруго деформируются и возвращаются к своим первоначальным размерам при ослаблении.Трение между головкой болта, его шайбой и головкой блока цилиндров неодинаковое. Два болта, затянутые с одинаковым моментом затяжки, могут иметь сильно различающееся усилие зажима.
Ваши одноразовые болты с головкой предназначены для затяжки по другому критерию, а именно, за пределами их точки пластической деформации, точки, в которой они растягиваются и не возвращаются к своей исходной длине при ослаблении.
Эти болты с головкой нужно затягивать совершенно по-другому. Обычно обычные болты с головкой затягиваются крест-накрест в три этапа, до одной трети, двух третей, а затем до конечного момента затяжки.Стяжные болты затягиваются в последовательности «крутящий момент плюс угол».
В разных двигателях используются похожие, но разные последовательности и спецификации. Вот процедура для вашего конкретного эскорта.
Сначала затяните все болты в последовательности, указанной в руководстве по ремонту, с усилием от 30 до 44 фут-фунтов. Затем ослабьте их в той же последовательности на пол-оборота. Снова затяните их последовательно до 30–44 фунт-футов. Затем снова последовательно поверните все болты на 90 градусов. Затем снова поверните их все по порядку на последние 90 градусов.
И последнее замечание: я бы попросил кого-нибудь, кто знает головки блока цилиндров Escort, взглянуть на вашу. Если он деформируется, он просто быстро снова взорвет прокладку головки.
Майк Аллен — старший редактор журнала Popular Mechanics. Вопросы следует отправлять по электронной почте на адрес [email protected].
© Авторское право 2008 г., газета «Глобус».
Устанавливаю новый …
Снятие головки блока цилиндров Отсоедините провод массы аккумуляторной батареи, затем слейте охлаждающую жидкость из радиатора и блока цилиндров.
На моделях с турбонаддувом снимите турбонагнетатель. На карбюраторных моделях снимите воздушный фильтр. На моделях без турбонаддува с впрыском топлива отсоедините шланг воздухоочистителя от воздухоочистителя.
Отсоедините выхлопную трубу от выпускного коллектора.
Отсоедините все электрические разъемы, топливопроводы, вакуумные шланги, шланги выхлопных газов и нагревателя от впускного коллектора, карбюратора (при наличии) и головки блока цилиндров. На карбюраторных моделях снимите топливный насос.
Снимите масляный щуп, распределитель, свечи зажигания и впускной шланг радиатора, затем отсоедините впускной шланг воды отопителя от впускной трубы водонагревателя.
Отсоедините привод круиз-контроля (при наличии), трос акселератора и заземляющий провод двигателя от головки блока цилиндров. Отсоедините трос дроссельной заслонки, если он есть, от головки блока цилиндров.
Снимите модулятор вакуума системы рециркуляции ОГ и кронштейн с головки блока цилиндров (при наличии).
На моделях с впрыском топлива снимите болты, снимите воздухозаборную камеру и корпус дроссельной заслонки.
На моделях с впрыском топлива снимите демпфер пульсаций и отсоедините топливный шланг от топливопровода.
На моделях с впрыском топлива отсоедините шланг перепуска воздуха от воздушного клапана и снимите воздушный клапан с впускного коллектора.
На моделях с впрыском топлива снимите клапан дополнительного воздуха.
На моделях с турбонаддувом с впрыском топлива отсоедините шланг маслоохладителя от впускного коллектора.
На автомобилях с усилителем рулевого управления снимите приводной ремень, болты и шкив. Выкрутите крепежные болты насоса гидроусилителя рулевого управления и переместите насос в сторону. Не отсоединяйте шланги насоса рулевого управления с гидроусилителем.
Снимите ремень заземления и крышку головки блока цилиндров.
Провернуть коленчатый вал до тех пор, пока цилиндр № 1 не установится на такт сжатия ВМТ.Нанесите контрольные метки на цепь привода ГРМ и звездочку распределительного вала.
Снимите полукруглую пробку, болт звездочки распределительного вала и ведущую шестерню распределителя и кулачок привода топливного насоса на карбюраторных моделях или ведущую шестерню распределителя и упорную пластину на моделях с впрыском топлива.
Снимите звездочку распределительного вала и приводную цепь с распределительного вала, оставив нижнюю часть цепи зацепленной на нижней звездочке. Выкрутите болт крышки цепи привода ГРМ из передней части головки блока цилиндров. Перед снятием болтов с головкой необходимо удалить болт крышки цепи привода ГРМ.
Рис. 45 Последовательность снятия болтов крепления головки блока цилиндров. Двигатели 22R, 22R-E и 22R-TE
Постепенно ослабьте и снимите болты головки блока цилиндров в два или три этапа, как показано на Рис. 45.
Снимите узел коромысла с головки блока цилиндров, затем снимите головку блока цилиндров. Если узел коромысла трудно снять, можно вставить монтировку спереди или сзади узла коромысла для облегчения отделения.
Снять впускной коллектор.
Снимите клапан системы рециркуляции ОГ и выпускной коллектор, если они не снимались ранее.
Снимите подвески двигателя, ремни заземления и заднюю крышку головки блока цилиндров.
Рис. 3 Измерение осевого зазора распределительного вала на двигателе с верхним распредвалом. Типичный
Используя подходящий циферблатный индикатор, расположенный на передней части головки блока цилиндров, измерьте осевой зазор распределительного вала, рис. 3. Стандартный осевой зазор распределительного вала составляет 0,0031-0,0071 дюйма с максимальным зазором 0,0098 дюйма. Если измерение превышает максимальный зазор, замените головку блока цилиндров.
Снимите болты крышек подшипников распредвала, затем крышки подшипников и распредвал.
Установка головки блока цилиндров
Установите распределительный вал в головку блока цилиндров, затем установите крышки подшипников в пронумерованном порядке от передней части головки блока цилиндров стрелками вперед. Установите болты крышки подшипника и затяните с усилием 14 фунт-футов.
Поверните распределительный вал, чтобы установить установочный штифт в сторону от головки блока цилиндров.
Установите заднюю крышку головки блока цилиндров, подвески двигателя и заземляющие ремни.
Установите впускной коллектор, клапан рециркуляции ОГ и выпускной коллектор.
Нанесите подходящий герметик на место пересечения крышки привода ГРМ и передней части блока цилиндров, затем установите новую прокладку головки блока цилиндров.
Если звездочка распределительного вала была снята с цепи привода ГРМ, установите звездочку в цепи, совместив контрольные метки, сделанные во время снятия. Установите головку блока цилиндров на блок цилиндров.
Рис. 46 Последовательность затяжки болтов крепления головки блока цилиндров. Двигатели 22R, 22R-E и 22R-TE
Установите коромысло в сборе, затем постепенно затяните болты головки цилиндров в три этапа в последовательности, показанной на рис. 46, до 58 фут-фунтов.
Установить болт крышки цепи привода ГРМ. Затяните болт до 9 футов.фунты.
Убедитесь, что установочный штифт распредвала направлен вверх. В противном случае поверните распределительный вал по мере необходимости, чтобы установить центрирующий штифт вверх.
Удерживая натяжение звездочки распределительного вала и цепи привода ГРМ, проверните коленчатый вал, чтобы убедиться, что цилиндры № 1 и 4 находятся в ВМТ.
Установите звездочку распределительного вала и цепь на распределительный вал. Если цепь привода ГРМ кажется слишком короткой, проверните коленчатый вал вперед и назад, одновременно подтягивая цепь и звездочку.
Установить ведущую шестерню распределителя и болт.Затяните болт с усилием 58 фунт-футов.
Отрегулируйте зазоры клапанов, см. «Клапаны, Регулировка», чтобы узнать о процедуре.
Установить полукруглую пробку, прокладку и крышку головки блока цилиндров.
Установите болты насоса гидроусилителя рулевого управления, шкив и приводной ремень. Затяните болты 33 фунт-сила-футов.
Для завершения установки выполните шаги с 1 по 12 в обратном порядке.
https://www.2carpros.com/kpages/auto_repair_manuals_alldata.htm
понедельник, 1 апреля 2019 г., 17:49 (Объединено)
Болтовое крепление фланца — момент затяжки, предварительный натяг, процедуры затяжки, последовательность затяжки, динамометрические ключи, подготовка, затяжка фланца
Чтобы получить герметичное фланцевое соединение, необходима правильная установка прокладки, болты должны быть подобраны с учетом правильного натяжения болта, а общая прочность болта должна быть равномерно распределена по всей поверхности фланца.
При затяжке с крутящим моментом (приложение предварительного натяга к крепежу путем поворота гайки крепежа) может быть реализовано правильное натяжение болта.
Правильная затяжка болта означает максимальное использование упругих свойств болта. Для хорошей работы болт должен вести себя как пружина. В процессе затяжки болт подвергается осевому предварительному натяжению. Эта растягивающая нагрузка, конечно, равна и противоположна силе сжатия, прилагаемой к собранным компонентам.Ее можно обозначить как «затягивающая нагрузка» или «растягивающая нагрузка»
.www.enerpac.com
Динамометрический ключ
Динамометрический ключ — это общее название ручного инструмента для завинчивания, который используется для точной настройки усилия затяжки, например гайки или болта. Он позволяет оператору измерять вращающую силу (крутящий момент), приложенную к болту, чтобы его можно было согласовать со спецификациями.
Ручной и гидравлический ключ
Для выбора правильной техники затяжки фланцевых болтов требуется опыт.Успешное применение любой техники также требует квалификации как инструментов, которые будут использоваться, так и бригады, которая будет выполнять работу. Ниже приведены наиболее часто используемые методы затяжки фланцевых болтов.
- Ручной гаечный ключ
- Гайковерт ударный
- Ключ молотковый
- Гидравлический динамометрический ключ
- Ручной балочный и динамометрический ключ с редуктором
- Гидравлический натяжитель болтов
Потеря крутящего момента
Потеря крутящего момента присуща любому болтовому соединению.Комбинированные эффекты ослабления болта (примерно 10% в течение первых 24 часов после установки), ползучесть прокладки, вибрация в системе, тепловое расширение и упругое взаимодействие во время затяжки болта способствуют потере крутящего момента. Когда потеря крутящего момента достигает предела, внутреннее давление превышает сжимающую силу, удерживающую прокладку на месте, и возникает утечка или выброс.
Ключом к уменьшению этих эффектов является правильная установка прокладки. За счет медленного и параллельного соединения фланцев при установке прокладки и выполнения минимум четырех проходов затяжки болтов с соблюдением правильной последовательности затяжки болтов достигается сокращение затрат на техническое обслуживание и повышение безопасности.
Также важна правильная толщина прокладки. Чем толще прокладка, тем выше ее ползучесть, что, в свою очередь, может привести к потере крутящего момента. На стандартных фланцах с выступом ASME обычно рекомендуется прокладка толщиной 1,6 мм. Более тонкие прокладочные материалы могут выдерживать более высокую нагрузку на прокладку и, следовательно, более высокое внутреннее давление.
Смазка снижает трение
Смазка снижает трение во время затяжки, уменьшает выход из строя болта во время установки и увеличивает срок службы болта.Изменение коэффициентов трения влияет на величину предварительной нагрузки, достигаемой при определенном крутящем моменте. Более высокое трение приводит к меньшему преобразованию крутящего момента в предварительную нагрузку. Значение коэффициента трения, предоставленное производителем смазочного материала, должно быть известно, чтобы точно установить требуемый крутящий момент.
Смазку или противозадирные составы следует наносить как на опорную поверхность гайки, так и на наружную резьбу.
Последовательность затяжки
На первом проходе слегка затяните первый болт, затем переместите прямо поперек или на 180 градусов для второго болта, затем поверните на 1/4 оборота по окружности или на 90 градусов для третьего болта и прямо поперек для четвертого.Продолжайте эту последовательность, пока все болты не будут затянуты.
При затяжке фланца с четырьмя болтами используйте крест-накрест.
Последовательность затяжки
Крепление подготовительного фланца
Во фланцевом соединении все компоненты должны быть правильными, чтобы обеспечить герметичность. Самая частая причина негерметичных соединений с прокладками — неправильный монтаж.
Перед тем, как начать процесс крепления, выполните следующие предварительные шаги, чтобы избежать проблем в будущем:
- Очистите поверхности фланца и проверьте наличие рубцов; поверхности должны быть чистыми и без дефектов (заусенцев, ямок, вмятин и т. д.).
- Осмотрите все болты и гайки на предмет повреждений или коррозии резьбы. При необходимости замените или отремонтируйте болты или гайки.
- Удалите заусенцы со всех резьб.
- Смажьте резьбу болта или шпильки и поверхность торца гайки, прилегающую к фланцу или шайбе. В большинстве случаев рекомендуется использовать закаленные шайбы.
- Установите новую прокладку и убедитесь, что прокладка правильно отцентрирована. НЕ ИСПОЛЬЗУЙТЕ старую прокладку повторно и НЕ используйте НЕСКОЛЬКО прокладок.
- Проверьте центровку фланца ASME B31.3 Технологический трубопровод:
… поверхности фланцев должны быть параллельны в пределах 1/16 дюйма на фут диаметра, а отверстия для болтов фланца должны быть выровнены с максимальным смещением в пределах 1/8 дюйма. - Отрегулируйте положение гаек, чтобы убедиться, что 2-3 витка резьбы видны над верхом гайки.
Независимо от того, какой метод затяжки используется, всегда должны выполняться указанные выше проверки и приготовления.
Замечание (я) автора …
Мой собственный опыт использования … Динамометрических ключей
- В прошлом я собрал сотни герметичных фланцевых соединений от NPS 1/2 до NPS 24 и больше.Поэтому я редко использовал динамометрический ключ.
На практике «обычные» фланцевые соединения труб почти никогда не собираются с помощью динамометрического ключа. Самыми сложными соединениями для меня всегда были «маленькие», а затем особенно тип с выпуклым лицом выше класса 300 (высота RF = примерно 6,4 мм).
Относительно поверхности фланца фланца NPS 1/2 меньше, чем, например, фланца NPS 6, и вероятность перекоса, на мой взгляд, намного больше.
На практике я регулярно сталкиваюсь с фланцевыми соединениями, где центровка выходит за пределы допуска.Если просто соблюдать порядок затяжки, механик будет не очень занят. Возможно, нужно начинать с шестого болта вместо первого. При сборке фланца смотрите внимательно, это очень важно и очень вероятно способствует герметичности соединения
Неправильные фланцевые соединения — слишком короткие болты!
Что ты умеешь?
- На рисунке показан фланец с неправильным болтовым креплением, потому что два болта слишком короткие, и гайки не полностью прилегают к болтам.Это означает, что соединение может быть не таким прочным, как должно быть. Фланцы сконструированы таким образом, что вся комбинация гайка-болт выдерживает усилия, действующие на фланец. Если гайка навинчена на болт только частично, соединение может быть недостаточно прочным.
- Если ваша работа включает сборку оборудования, сборку фланцевых труб, привинчивание крышек люков или других болтовых соединений к оборудованию или сборку другого оборудования, помните, что работа не будет завершена, пока все болты не будут правильно установлены и затянуты.
- Некоторое оборудование требует специальных процедур затяжки болтов. Например, вам может потребоваться динамометрический ключ, чтобы правильно затянуть болты в соответствии со спецификацией, или затянуть болты в особом порядке. Убедитесь, что вы следуете правильной процедуре, используете правильные инструменты и что вы должным образом обучены процедуре сборки оборудования.
- Проверяйте трубы и оборудование на предмет правильно закрепленных болтов фланцев в рамках проверок безопасности вашего предприятия. В качестве простого руководства, болты, которые не выходят за пределы гаек, должны быть проверены мастером или инженером по трубопроводам.
- Если вы заметите на своем заводе неправильно закрепленные фланцы, сообщите о них, чтобы их можно было отремонтировать, и убедитесь, что требуемый ремонт завершен.
- Перед запуском осмотрите новое оборудование или оборудование, которое было повторно собрано после технического обслуживания, чтобы убедиться, что оно правильно собрано и правильно закреплено болтами.