Моменты затяжки основных резьбовых соединений ЗМЗ 402, ЗМЗ–4021, ЗМЗ–4062
Болт крепления крышки распределительных шестерен 11-16 (1,1-1,6)
Гайка крепления крышки распределительных шестерен 12-18 (1,2-1,8)
Гайка крепления крышки коробки толкателей 12-18 (1,2-1,8)
Гайка крепления головки блока цилиндров 85-90 (8,5-9,0)
Болт крепления задней крышки головки блока цилиндров 11-16 (1,1-1,6)
Гайка болта крепления крышки шатуна 68-75 (6,8-7,5)
Гайка крепления маховика 78-83 (7,8-8,3)
Болт крепления шкива коленчатого вала 11-16 (1,1-1,6)
Стяжной болт коленчатого вала (храповик) 170-220 (17-22)
Болт крепления упорного фланца распределительного вала 11-16 (1,1-1,6)
Болт крепления зубчатого колеса распределительного вала 55-60 (5,5-6,0)
Гайка крепления стойки оси коромысел 35-40 (3,5-4,0)
Болт крепления крышки коромысел 4,5-8,0 (0,45-0,8)
Гайка крепления выпускного коллектора к впускной трубе 44-56 (4,4-5,6)
Гайка крепления впускной трубы и выпускного коллектора к головке блока 40-56 (4,0-5,6)
Гайка крепления масляного насоса 18-25 (1,8-2,5)
Болт крепления привода распределителя зажигания 6,0-8,0 (0,6-0,8)
Гайка крепления крышки коренного подшипника 100-110 (10-11)
Гайка крепления масляного фильтра 12-18 (1,2-1,8)
Болт крепления топливного насоса 12-18 (1,2-1,8)
Гайка крепления фильтра тонкой очистки топлива 12-18 (1,2-1,8)
Гайка крепления водяного насоса 18-25 (1,8-2,5)
Болт крепления шкива водяного насоса 12-18 (1,2-1,8)
Болт крепления картера сцепления 28-36 (2,8-3,6)
Гайка крепления картера сцепления 40-56 (4,0-5,6)
Болт крепления нажимного диска сцепления 20-25 (2,0-2,5)
Гайка крепления кронштейна генератора 44-62 (4,4-6,2)
Гайка крепления генератора 44-56 (4,4-5,6)
Свеча зажигания 30-40 (3,0-4,0)
Болт крепления вентилятора 14-18 (1,4-1,8)
Болт крепления крышки коренного подшипника 100-110 (10,0-11,0)
Гайка болта крепления крышек шатунов 68-75 (6,8-7,5)
Болт крепления головки блока цилиндров:
– первый этап 40-60 (4,0-6,0)
– второй этап 130-145 (13,0-14,5)
Болт крепления крышки распределительного вала 19-23 (1,9-2,3)
Стяжной болт коленчатого вала (храповик) 104-128 (10,4-12,8)
Болт крепления зубчатого колеса распределительного вала 56-62 (5,6-6,2)
Гайка крепления впускной трубы 29-36 (2,9-3,6)
Болт крепления передней крышки головки блока цилиндров 22-27 (2,2-2,7)
Болт крепления шкива водяного насоса 22-27 (2,2-2,7)
Болт крепления водяного насоса 22-27 (2,2-2,7)
Болт крепления зубчатых колес промежуточного вала 22-27 (2,2-2,7)
Гайка крепления ресивера к впускной трубе 19-23 (1,9-2,3)
Гайка крепления выпускного коллектора 20-25 (2,0-2,5)
Болт крепления масляного картера 12-18 (1,2-1,8)
при обеспечении герметичности допускается момент 6 Н·м (0,6 кгс·м)
Болт крепления крышки головки блока цилиндров 5,0-8,0 (0,5-0,8)
Болт крепления сальникодержателя 12-18 (1,2-1,8)
Болт крепления топливопровода с форсунками 5,0-8,0 (0,5-0,8)
Болт крепления индуктивных датчиков 5,0-8,0 (0,5-0,8)
Свеча зажигания 31-38 (3,1-3,8)
Болт крепления стартера 67-75 (6,7-7,5)
Гайка крепления кронштейнов генератора 12-18 (1,2-1,8)
Болт крепления нажимного диска сцепления 20-25 (2,0-2,5)
Болт крепления картера сцепления 42-51 (4,2-5,1)
Болт крепления усилителя картера сцепления 29-36 (2,9-3,6)
Болт крепления опоры вилки выключения сцепления 42-51 (4,2-5,1)
Прочие соединения
Гайка хомута регулировочной трубки рулевой тяги 15-18 (1,5-1,8)
Палец нижнего рычага передней подвески 180-200 (18-20)
Гайка оси верхнего рычага передней подвески 70-100 (7,0-10,0)
Гайка пальца резьбового шарнира 120-200 (12,0-20,0)
Болт и гайка крепления оси верхних рычагов 44-56 (4,4-5,6)
Болт крепления колеса 100-120 (10-12)
Болт крепления передней подвески к кузову 125-140 (12,5-14)
Гайка крепления механизма рулевого управления 50-60 (5,0-6,0)
Гайка крепления рулевого колеса 65-75 (6,5-7,5)
Гайка крепления сошки механизма рулевого управления 105-120 (10,5-12)
Болт крепления кронштейна маятникового рычага 50-62 (5,0-6,2)
Болт и гайка крепления рулевой колонки к панели приборов 12-18 (1,2-1,8)
Гайка клина рулевого управления 18-25 (1,8-2,5)
Всасывающий штуцер насоса гидроусилителя рулевого управления 32-40 (3,2-4,0)
Болт-штуцер клапана управления встроенного гидроусилителя рулевого управления 80-100 (8,0-10,0)
Гайка верхнего и нижнего наконечников нагнетательного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)
Гайка верхнего и нижнего наконечников нагнетательного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)
Гайка трубки сливного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)
Болт-штуцер сливного шланга встроенного гидроусилителя рулевого управления 80-100 (8,0-10,0)
Болт крепления поворотного кулака, рычага и кронштейна 80-100 (8,0-10,0)
Ограничитель поворота 80-100 (8,0-10,0)
Гайка крепления оси толкателя педалей тормоза и сцепления 32-36 (3,2-3,6)
Болт крепления тормозного щита заднего тормоза 65-80 (6,5-8,0)
Болт крепления скобы переднего тормоза 110-125 (11,0-12,5)
Болт крепления колесного цилиндра заднего тормоза 8,0-18,0 (0,8-1,8)
Гайка крепления регулятора давления
задних тормозов 8,0-18,0 (0,8-1,8)
Гайка крепления главного цилиндра тормозов 24-56 (2,4-5,6)
Гайка крепления вакуумного усилителя 8,0-18,0 (0,8-1,8)
Болт крепления шлицевой вилки заднего карданного вала 50-56 (5,0-5,6)
Гайка крепления карданного вала к заднему мосту 27-30 (2,7-3,0)
Болт крепления промежуточной опоры к поперечине 12-18 (1,2-1,8)
Гайка крепления коробки передач к картеру сцепления 50-62 (5,0-6,2)
Для остальных резьбовых соединений моменты затяжки следующие:
для М6 — 6–8 Н·м (0,6-0,8 кгс·м)
для М8 — 14–18 Н·м (1,4-1,8 кгс·м)
для М10 — 28–36 Н·м (2,8-3,6 кгс·м)
для М12 — 50–62 Н·м (5,0-6,2 кгс·м)
Вот примерно так выглядит перетянутый болт:)
Яндекс Дзен
Сборка двигателя автомобиля ГАЗ-66, ГАЗ-53
Головка блока цилиндров ГАЗ-53, или ГБЦ, является одной из составных частей двигателя автомобиля ГАЗ-53, и от ее технически исправного состояния напрямую зависит нормальная работа автомобиля.
Головка блока цилиндров ГАЗ-53
Неправильная эксплуатация и использование некачественных жидкостей, а также топлива приводит к выходу этой детали из строя, а машина теряет мощность и потребляет больше горючего. Во многих случаях восстановление поврежденной головки блока возможно, однако связано со значительными как временными, так и финансовыми затратами. Правильная эксплуатация и своевременные профилактически работы позволят продлить время службы ГБЦ на ГАЗ-53.
Устройство ГБЦ
- Основные детали и материал изготовления:
- Основной модуль ГБЦ, для его изготовления используется сплав из алюминия.
- Вставляющиеся клапанные седла, выполненные из устойчивого к высоким температурам чугуна.
- Втулки-направляющие клапанов, материалом для их изготовления служит металлокерамика с медно-графитовыми добавками.
Устройство ГБЦ ГАЗ 53
Стандартный двигатель ГАЗ-53 имеет две головки блока, то есть на четыре цилиндра одного ряда устанавливается одна деталь.
- Крепление к блоку.
Головка блока цилиндров крепится к двигателю посредством вмонтированных в основной модуль шпилек с установленными под ними прочными шайбами. Соответственно, для ее демонтажа необходимо открутить все гайки по кругу и снять с основного блока.
Крепление блока и головки цилиндров
При соединении ГБЦ с блоком между ними устанавливается прокладка, выполненная из пропитанного картона с асбестовыми и графитовыми добавками, а также с армированным внутренним каркасом. Уплотнитель подлежит замене при каждом демонтаже детали.
Надо отметить, что перед началом мероприятий по снятию модуля необходимо ослабить крепление впускной трубы. Это позволит исключить случайные перекосы при затяжке.
- Момент затяжки.
Затяжка гаек при креплении головки к блоку осуществляется в определенной последовательности и с применением динамометрического ключа. Момент затяжки
составляет 73–78 Нм. Нарушение порядка или усилия может привести к преждевременному износу деталей двигателя.
Установка впускного коллектора
Затем устанавливается впускной коллектор и все навесное оборудование. Впускной коллектор устанавливается на резиновые прокладки Его нельзя перетянуть. Ппрокладки выдавятся. Если не дотянуть произойдет утечка охлаждающей жидкости. Да и динамометрический ключ здесь не поможет. Усилие очень слабое. Впускной коллектор лучше протянуть дважды. Предварительно с усилием, не допускающим выдавливание прокладки. Затем дать немного отстоятся. Чтобы резинка заняла свое место. И затем еще раз буквально на пол оборота гайки. Но опять необходимо следить за прокладкой.
Источник
Виды ГБЦ на ГАЗ-53
В зависимости от года выпуска двигателя существует три основных вида головок блока на ГАЗ-53, которые отличаются друг от друга внешним видами, характеристиками степени сжатия и наличия масляных каналов:
- Старого образца (самого раннего выпуска) отличаются большей внешней массивностью и прямыми каналами большого сечения. Имеют низкую степень сжатия — 6,7.
 Они бывают трех типов:
Они бывают трех типов:
 Они бывают трех типов:
Они бывают трех типов:- С масляными каналами.
- Без масляных каналов, где смазывание происходит непосредственно через шпильку.
- Комбинированного типа с двойной системой смазывания.
- Нового образца, отличаются более тонкой конструкцией и зауженными вихревыми каналами, это обеспечивает улучшение показателей экономичности без потери мощности. Степень сжатия — 7,0
- Последних выпусков имеют значительные внешние отличия; как и в предыдущих, узкие вихревые каналы способны работать на более бедной смеси, что так же обеспечивает экономию топлива. Степень сжатия — 7,6
Считается, что наиболее ремонтопригодны, учитывая отзывы мастеров по ремонту, — головки блока старого образца, которые устанавливались также на ГАЗ-66.
Разборка коленчатого вала
Разборка коленчатого вала требуется перед шлифовкой его шеек, и для замены звездочки привода газораспределительного механизма.
Съемником спрессовываем муфту.
Если съемника нет, снимаем ее ударами через латунную оправку.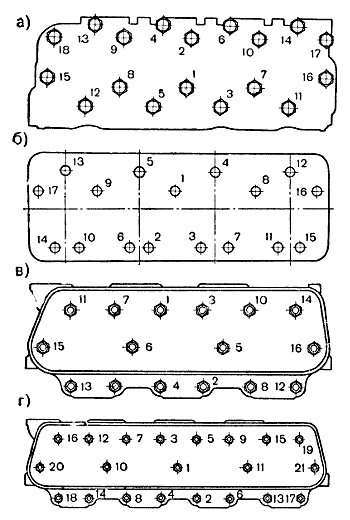
Поддев отверткой, снимаем резиновое кольцо, предварительно выбив шпонку из прорези вала.
Спрессовываем звездочку латунной оправкой и, поддев отверткой, извлекаем шпонку звездочки.
После шлифовки шеек коленчатого вала болтом с головкой “на 14” и законтренными гайками выворачиваем заглушки.
Каналы для прохода масла в коленчатом валу тщательно очищаем от отложений и остатков абразива.
Промываем каналы коленчатого вала керосином, бензином или дизельным топливом и продуваем сжатым воздухом.
Заворачиваем заглушки масляных каналов на место
Бородком раскерниваем кромки заглушек
Собираем вал в обратной последовательности. Запрессовку звездочки и муфты начинаем с установки соответствующих шпонок в паз коленчатого вала.
Основные неисправности ГБЦ и методы устранения
В процессе эксплуатации автомобиля износ его частей неизбежен, поскольку любой металл рано или поздно подвергается коррозии. Алюминий, из которого выполнена головка блока цилиндров, не исключение.
Неисправный ГБЦ ГАЗ 53
Воздействие высоких температур при перегреве двигателя, попадание влаги, использование низкокачественного бензина также негативно влияют на детали двигателя, провоцируя преждевременное старение.
Среди основных неисправностей ГБЦ наиболее типичными являются следующие:
- Вид неисправности Причина Ремонт
- Изменение конфигурации головки блока
- Большой срок эксплуатации
- Значительное перегревание двигателя
- Применение охлаждающей жидкости низкого качества
- Необходимо произвести механическое выравнивание поверхности на фрезерном станке с дальнейшей проверкой работы системы охлаждения
- Появление на внутренней поверхности раковин
- Длительная эксплуатация
- Систематическое попадание влаги
- Наваривание присадочного алюминия в проблемные места с дальнейшим выравниванием фрезером
- Появление трещин на составляющих деталях
- либо на основной части
- Длительная эксплуатация
- Неправильная затяжка крепежных гаек при установке
- Работа двигателя с перегревом Эксплуатация возможна только при незначительных трещинах, в других случаях ГБ или поврежденная деталь подлежит замене
- Износ втулок направляющих клапанов
- Большой пробег двигателя
- Использование некачественного масла
- Подсос топливной смеси в масло
- Замена втулок с обязательной последующей проверкой масла и работы системы охлаждения, а также замена жидкостей при необходимости
Периодическое обслуживание ГБЦ
Для более длительной эксплуатации головок блока цилиндров необходимо периодически производить профилактику, которая в первую очередь выражается в проверке затяжки гаек крепления.
Эту процедуру владелец должен проводить не реже, чем один раз на две-три тысячи пробега двигателя.
Рабочим инструментом при этих действиях должен быть динамометрический ключ, который обеспечит необходимый момент затяжки. Использование обычного инструмента
может привести к преждевременному ремонту. Надо отметить, что усилие при отрицательных температурах должно быть на верхнем приделе допуска, то есть 78 Нм, а при средних положительных — на нижних, 73 Нм.
В промежутке между обслуживанием необходимо контролировать состояние места соединения детали с блоком, чтобы своевременно заметить пробой прокладки, который также неизбежно приведет к дорогостоящему ремонту силового агрегата.
О повреждении уплотнителя говорят следующие признаки:
- Наличие подтеков масла у места соединения деталей.
- Присутствие белой эмульсии на крышке заливки масла или на масляном щупе.
- Выхлопные газы у прогретой машины белого цвета.
- Повышенный расход охлаждающейся жидкости при отсутствии протечек.

В случае обнаружения таких признаков необходимо произвести демонтаж ГБЦ для замены уплотнительной прокладки.
При вскрытии блока желательно произвести визуальный осмотр внутренних частей головки, а также очистку внутренних частей от нагара, оценить износ деталей.
Особое внимание следует уделить шпилькам крепления головки к блоку. При наличии деформации или износа резьбы их необходимо заменить, поскольку в дальнейшем это приведет к ослаблению соединения деталей.
Замена двигателей УМЗ 4216
В случае приобретения «Газели» с неудачным двигателем автовладельцы стремятся избавиться от силового агрегата, заменив его на ДВС другой модели. На замену можно рассматривать много разных вариантов, но чаще всего хозяева коммерческих авто ставят моторы ЗМЗ-405, выбирается именно этот движок по ряду причин:
- заволжский мотор не капризен – хорошо «переваривает» российское топливо, нечасто ломается;
- относительно импортных силовых агрегатов (Cummins, Toyota, Nissan) ЗМЗ-405 стоит недорого;
- при установке ЗМЗ требуется минимум переделок.

На машинах «Газель Бизнес» последнее время штатно устанавливается турбодизель «Камминз», но обладатели машин с УМЗ-4216 этот мотор в качестве замены практически никогда не рассматривают:
- Cummins стоит недешево;
- американский двигатель очень чувствителен к качеству топлива, и если машину заправлять плохой соляркой, «Камминз» может быстро выйдет из строя.
Преимущество ЗМЗ-405 (или 406) еще заключается в том, что на вторичном рынке продается немало подержанных моторов в нормальном, рабочем состоянии, и цена их ниже нового ДВС в несколько раз. Правда, при покупке агрегата б/у нет серьезных гарантий – приходится верить продавцу на слово. Ремонт двигателя УМЗ 4216; Замена ГБЦ ( прокладки ) прокладки Газель. Но даже если 405-й и требует небольшого ремонта (замены цепей или поршневых колец), все равно его покупка вместе с ремонтом обходится значительно дешевле, чем приобретение дорогостоящего импортного движка. Замена прокладки ГБЦ ВАЗ 2110. Еще минус импортного ДВС в том, что если он серийно на «Газель» он не устанавливался, его придется приобретать вместе с коробкой передач или озадачиваться подгонкой по креплению «Газелевской» КПП к новому мотору.
Особенности ремонта ГБЦ
Как проверить степень сжатия?
На снятой ГБЦ необходимо выполнить последовательность действий:
- Закрепить, используя водоотталкивающую смазку, над камерой с клапаном оргстекло с небольшим отверстием.
- Заполнить камеру через отверстие водой, учитывая объем заливаемой жидкости.
- Используя стандартные формулы, рассчитать степень сжатия, исходя из объема влитой воды.
Как увеличить степень сжатия?
Для этого необходимо произвести фрезерование поверхности головки блока на величину не более 2,2 мм.
Снятие большего слоя снижает прочность самой головки, делает ее менее устойчивой к деформации, связанной, в частности, со случайным перегревом двигателя.
Как проверить ГБЦ на микротрещины?
Появление трещин, как правило, вследствие длительной эксплуатации двигателя может привести как к потере мощности автомобиля, так и полному выходу двигателя из строй. Поэтому своевременная диагностика позволит решить этот вопрос на раннем этапе.
Проверка осуществляется методом, сходным с проверкой автокамер, путем погружения головки в воду с предварительным накачиванием в нее воздуха и герметизацией отверстий.
Надо заметить, что ремонт головки блока цилиндров является технически сложным процессом, требующим соответствующей квалификации, знаний, а также специального оборудования и инструмента.
Выполнение работ собственными силами целесообразно только при наличии опыта подобных ремонтов, поскольку любое нарушение технологии может спровоцировать выход из строя всего силового агрегата.
В большинстве случаев обращение в профессиональный сервис является более оправданным решением вопроса восстановления ГБЦ.
Таким образом, ГБЦ ГА3-53 в составе двигателя автомобиля имеет несложное устройство, однако требует к себе пристального внимания, поскольку от ее неисправности может пострадать силовой агрегат в целом. Своевременное техническое обслуживание увеличит срок эксплуатации двигателя, а также позволит исключить внезапный выход автомобиля из строя.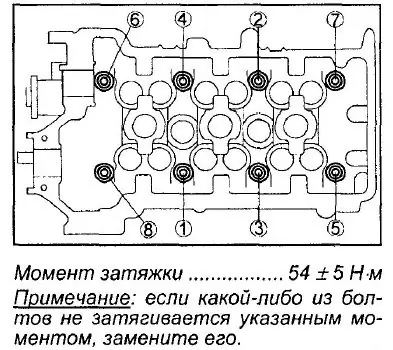
Прогар прокладки гбц на 402. Какую прокладку выбрать?
Здравствуйте!Появилась такая неприятная проблема. Прогорела прокладка между 2м и третьим цилиндром. Со стороны второго цилиндра ровно посерединке. Мотор 402. Так как были сомнения насчет этой гбц, поставил другую. На этой голове прогорело еще быстрее. Проехал километров 300. Тянул динамометрическим ключом в 4 приема. Последняя затяжка 12кг. Прокладка триалли, с зеленым герметиком. До этого с ними таких проблем не было. Проверил выступ гильз над блоком — он есть )) щуп между линейкой и блоком 0.05 не лезет, но просвет видно на всех гильзах. Под гайками затяжки гбц — жигулевские шайбы.
Когда откручивал гайки, все были примерно с одинаковым усилием, явно «слабых» не было.
Термостат на 87 вернет, корпус термостата нового образца, с задросселированым малым кругом.
Как бы внешне — все очень даже нормально.
 Но почему то — не работает как надо ))
Но почему то — не работает как надо ))Вот что мне думается.
1. Поставить прокладку с треугольными отверстиями.
Тут надо пояснить. У меня схема охлаждения такая: На задней стороне гбц стоит «танчик» газелевский с двумя выходами. Из одного штуцера идет ветка в печь, из другого — ож идет на тепловодный маслообменник, из него в тройник (в тройнике стоит штуцер на резьбе). Из сливного отверстия на блоке идет ветка на подогрев 220, и с подогрева идет в газовый испаритель. В подогреве 220 есть шарик, типа обратного клапана — это важно. После газового испарителя стоит тройник, и в него уже заходит с печки и все это в помпу. Думаю переделаю с печкой — сделаю в обход блока, чтобы этой веткой обогрев был только редуктора.
 Хозяин (русский) говорил что не разбирал движку.
Хозяин (русский) говорил что не разбирал движку.2. Либо вместо п.1 поставить прокладку старого образца без герметика. В наших магазинах подобные только УМЗ 417. Визуально доверия не внушают. Окантовка маслоканала каким то ржавым кольцом. И почему то их, маслоканалов, два симметрично. Отверстия для циркуляции ОЖ тоже симметричные, на втором и третьем цилиндре больше раза в два, чем на первом и четвертом.
4. Протянуть сразу после первого прогрева движка. после того, как он остыл.
5. Финальный «протяг» 14 кг — есть сомнения конечно, но на другой движке затянулось и шпильки остались в блоке.
6. Дотянуть еще разок после 500 км.
Может быть что то еще я упустил? Подскажите пожалуйста ))
п.с. Не хочется еще раз попадать на замену масла и на пять литров антифриза.
плюс минус допуск калибровки асфальтового завода
Правильная затяжка гбц змз 402
К двигателям Заволжского завода, которые нуждаются в регулировке клапанов, относятся ДВС ЗМЗ-402 (устанавливались на «Волгах») и ЗМЗ-53 (ЗМЗ
Learn More1325399 — UNECE
3. 4.6 Для целей пункта 3.1.1 f) меры, принятые в целях предотвращения фальсификации и модификации компьютера, контролирующего уровень выбросов, включают возможность обновления программы или Learn More
4.6 Для целей пункта 3.1.1 f) меры, принятые в целях предотвращения фальсификации и модификации компьютера, контролирующего уровень выбросов, включают возможность обновления программы или Learn MoreСП 86.13330.2012
Настоящий свод правил составлен с учетом требований Федеральных законов от 27 декабря 2002 г.n 184-ФЗ «О техническом регулировании», от 29 декабря 2009 г.n 384-ФЗ «Технический регламент о безопасности зданий и сооружений».
Learn MoreРаспоряжение ОАО «РЖД» от 09.11.2016 N 2247
2.6.19. При работе в комплексе с экскаватором запрещается нахождение другой техники в радиусе действия экскаватора плюс 5 метров. 2.6.20.
Learn MoreДаурия — SkySat
Для калибровки съемочной аппаратуры использовали участок пустыни в Сомали размерами 10х10 км, который сняли Pleiades-1A и SkySat-1 минус 7° С (у гидразина плюс 1,7° и это реальная проблема
Learn MoreIndustry Support Siemens
 модуль: %1, строка: %2 Аппаратная/программная Learn More
модуль: %1, строка: %2 Аппаратная/программная Learn MoreОСТ 24.200.02-91
Приведен текст СНиПа «ОСТ 24.200.02-91 Сборочные единицы стальных трубопроводов на Ру Learn More
РАСХОДОМЕРЫ ЭЛЕКТРОМАГНИТНЫЕ 8700 — часть 2
иметь любое значение, соответствующее скорости потока от минус 10 до плюс. 10 м/с (от минус 30 до плюс 30 фут/с), но оно должно, по крайней мере,
Learn MoreРД 153-34.1-003-01
РД 153-34.1-003-01 «Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования»
Learn MoreВсе про антифриз ФФ2 (с. 42) — Ford Focus 2
FAQ по теме «Все про антифриз», редакция от ноября 2013 г. 1. Что залито в систему охлаждения FF2 и FF3?Во все легковые автомобили Ford Focus (FF1, FF2, FF3, а ..
Learn MoreОтветы Mail.ru: что такое «прокат в поле минусовых допусков» ? Как физически это выглядит?
арматура должна быть прокатана в поле минусовых допусков.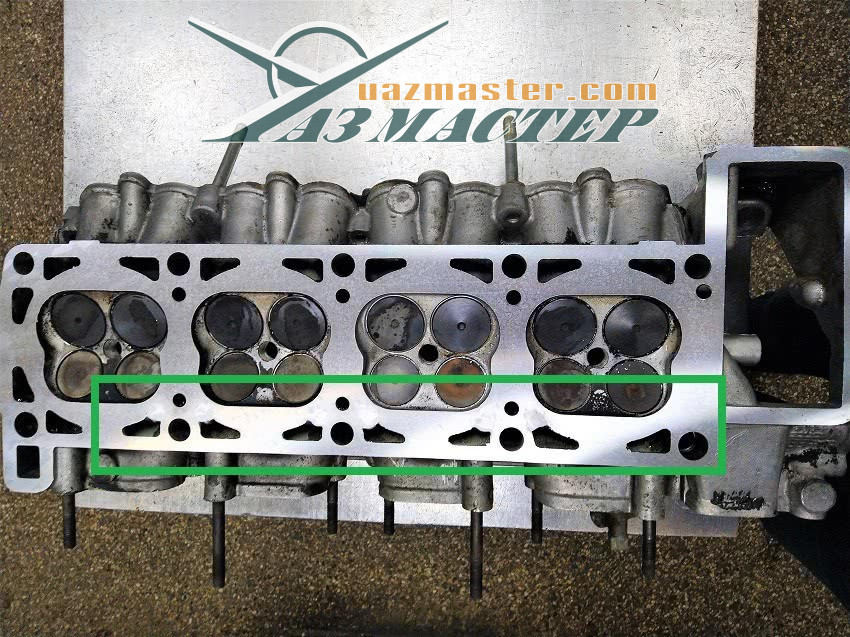 За счет этого потребитель получает возможность при том же весе иметь больше продукции в штуках» + «Мы отпускаем арматуру в тоннах. Если при прокатке используется
За счет этого потребитель получает возможность при том же весе иметь больше продукции в штуках» + «Мы отпускаем арматуру в тоннах. Если при прокатке используется
Осциллограф с1 72 характеристики: Осциллограф С1-72
минус 10°С. до. плюс 40°С; кото рые используются для калибровки коэффициента развертки и к а либровки коэффициента отклонения. Продукция завода включала производство средств связи
Learn MoreЧасто задаваемые вопросы по теме «Сход-Развал» Hunter
Здесь находятся часто задаваемые вопросы технического плана относительно оборудования регулировки углов установки колес. Более специфичные темы, касающиеся инфракрасной и 3d технологии расположены отдельно.
Learn MoreСкачать СТО 030 НОСТРОЙ 2.25.36-2012
3.4 асфальтобетонный завод: Предприятие по изготовлению ас фальтобетонных смесей. 5.2.3 До начала работ по устройству асфальтобетонного покрытия должны быть выполнены все предусмотренные проектом работы.
Learn MoreНеуказанные предельные отклонения — Страница 3
симметричный допуск, рабочий выставил на номинал инструмент. размер уходит в плюса (инстурмент износился, погрешность Для интереса можно посмотреть допуска на инструмент, сверла например делают по h то есть в минус и плюсовой
размер уходит в плюса (инстурмент износился, погрешность Для интереса можно посмотреть допуска на инструмент, сверла например делают по h то есть в минус и плюсовой
Территория Нефтегаз Спецвыпуск № 3 2018
ДЕТЕКТОР МЕТАНА ДЛЯ БЕСПИЛОТНОГО АВИАЦИОННОГО КОМПЛЕКСА,ИННОВАЦИИ В ВИЗУАЛЬНО
Learn MoreДля ручных и автоматических прессов burster
плюс минус плюс минус согласно чертежу согласно ISO 2768-f М6 ~ 300 г CAD-чертежи (3D/2D) для этого датчики могут быть импортированы онлайн непосредственно в ваш САПР. Скачать можно на www.burster.com или
Learn MoreCalaméo — Ts35 2016
Publishing platform for digital magazines, interactive publications and online catalogs. Convert documents to beautiful publications and share them worldwide. Title: Ts35 2016, Author: Александр Куницын, Length: 54 pages, Published: 2017-02-20
Learn MoreПособие инженеру ПТО от «Гастарбайтера» полное версия 6.0
Пособие инженеру ПТО от «Гастарбайтера» полное версия 6. 0 от 2015 года с приложением архива с исполнительной документацией
0 от 2015 года с приложением архива с исполнительной документацией
СТО ЦКТИ 10.004-2007
От минус 20 до 350. Не ограничено. 12ХМ категория 3 по ГОСТ 5520. ГОСТ 5520. От минус 40 до 560. 160. 12МХ по ГОСТ 20072. ТУ 14-1-642. От минус 40 до 540. 160. 10ХСНД в зависимости от категории стали по ГОСТ 19281. ГОСТ 19281. От
Learn MoreГОСТ 7370-2015 от 01.07.2016
При приемо-сдаточных испытаниях испытания на ударный изгиб при температуре минус 60°С (для оценки ударной вязкости kcu⁻⁶⁰ см. 5.3.1.8) выполняют для
Learn Moreплюс минус допуск калибровки асфальтового завода
Плюс-минус — это… Что такое Плюс-минус?
Точилкин и Кудинов решили ужесточить допуски при обработке этих деталей. Раньше допуск составлял плюс-минус 0,005, они же перешли на допуск плюс-минус 0,002 (Н. Российский. Труд и
Learn MoreIndustry Support Siemens
Внутренняя программная ошибка SW_ошибка внутр. модуль: %1, строка: %2 Аппаратная/программная
Learn MoreПлан закупок ТРУ 2020
60 0 90 10 130 1562. 85 203170.5 227550.96. 60 0 90 10 5 14900 74500 83440. 60 0 90 10 5 9140 45700 51184. 60 30 60 10 6 46533.599999999999 279201.59999999998 312705.78999999998
85 203170.5 227550.96. 60 0 90 10 5 14900 74500 83440. 60 0 90 10 5 9140 45700 51184. 60 30 60 10 6 46533.599999999999 279201.59999999998 312705.78999999998
ГОСТ Р 58401.21-2019
4.4 Климатическая камера, способная поддерживать температуру испытания в диапазоне от минус 10 x до плюс 60 °c с точностью 0.5 °c.
Learn MoreРАСХОДОМЕРЫ ЭЛЕКТРОМАГНИТНЫЕ 8700 — часть 2
иметь любое значение, соответствующее скорости потока от минус 10 до плюс. 10 м/с (от минус 30 до плюс 30 фут/с), но оно должно, по крайней мере,
Learn MoreПособие инженеру ПТО от «Гастарбайтера» полное версия 6.0
Пособие инженеру ПТО от «Гастарбайтера» полное версия 6.0 от 2015 года с приложением архива с исполнительной документацией
Learn MoreCalaméo — Ts35 2016
Publishing platform for digital magazines, interactive publications and online catalogs. Convert documents to beautiful publications and share them worldwide. Title: Ts35 2016, Author: Александр Куницын, Length: 54 pages, Published: 2017-02-20
Learn MoreCalaméo — СФЕРА Нефтегаз №3/2012 #31
Publishing platform for digital magazines, interactive publications and online catalogs.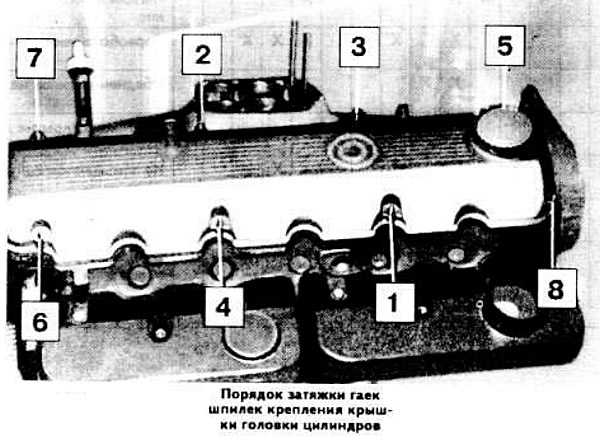 Convert documents to beautiful publications and share them worldwide. Title: СФЕРА Нефтегаз №3/2012 #31, Author: sphereoilandgas, Length: 234 pages, Published: 2017-12-04
Convert documents to beautiful publications and share them worldwide. Title: СФЕРА Нефтегаз №3/2012 #31, Author: sphereoilandgas, Length: 234 pages, Published: 2017-12-04
Официальный сайт ПАО «ТГК-1
Ремонт асфальтового покрытия автодороджного мостового перехода и земляной плотины ГЭС-12 Ручной инструмент фирмы «Гедоре Веркцойге». Ремонт пролётных строений моста ГЭС-12
Learn MoreМетодика калибровки — Страница 2
Коллеги, давайте разделим калибровки для разных потребителей. Для потребителя — производителя (завода) неопределенность пока пустой звук. Производственники пока понимают калибровку как поверку СИ не внесенных в реестр.
Learn MoreТУ 1380-075-05757848-2013
Труба 530×8,О- ТВ Ч-К52-09ГСФ- ТО- ТУ 1380-075-05757848-2013. Труба наружным диаметром 325 мм, толщиной стенки 8,0 мм, выполненная сваркой ТВЧ класса прочности К52 из стали марки 09ГСФ с локальной термообработкой
Learn More1325399 — UNECE
3.4.6 Для целей пункта 3.1.1 f) меры, принятые в целях предотвращения фальсификации и модификации компьютера, контролирующего уровень выбросов, включают возможность обновления программы или
Learn MoreПравильная затяжка гбц змз 402
К двигателям Заволжского завода, которые нуждаются в регулировке клапанов, относятся ДВС ЗМЗ-402 (устанавливались на «Волгах») и ЗМЗ-53 (ЗМЗ
Learn MoreСП 86.13330.2014 Магистральные трубопроводы СНиП III-42-80
Запрещается осуществлять допуск подрядчика к проведению строительно-монтажных работ при отсутствии согласованного и утвержденного ППР. от минус 40°c до 50°c. наличия сертификата завода
Learn MoreРД 153-39.4Р-124-02
Приведен текст СНиПа «РД 153-39.4Р-124-02 Положение о порядке проведения технического
Learn MoreРуководящий документ РД 153-34.1-003-01
Руководящий документ РД 153-34.1-003-01 «Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования» РТМ-1с (утв. приказом Минэнерго РФ от 02.07.2001 n 197)
Learn MoreЗМЗ-406.Замена распределительных валов | AUTOFIZIK.RU / авторемонт
Схема установки и клеймения крышек распределительных валов
I – передняя крышка;
II – вал впускных клапанов;
III – вал выпускных клапанов.
ПОСЛЕДОВАТЕЛЬНОСТЬ ДЕЙСТВИЙ
Снимаем наконечники со свечей зажигания вместе с высоковольтными проводами.
Снимаем катушки зажигания (см. Проверка и замена катушек зажигания). Катушки можно оставить на крышке, отсоединив от них низковольтные провода.
Отсоединяем от карбюратора тросы привода дроссельных и воздушной заслонок (см. Снятие карбюратора).
Снимаем решетку и верхнюю панель облицовки радиатора (см. Снятие решетки облицовки радиатора и Снятие верхней панели облицовки радиатора).
Отсоединяем провода от датчиков температуры и давления масла (см. Замена датчиков указателя температуры, Замена датчиков давления масла) отгибаем скобы крепления проводов…
…и снимаем провода с двигателя.
Ослабляем хомут и отсоединяем малый шланг системы вентиляции картера.
Ключом «на 12» отворачиваем восемь болтов крепления крышки головки блока.
Снимаем крышку.
Проворачивая коленчатый вал головкой «на 36», выставляем его в положение ВМТ такта сжатия первого цилиндра, (риска на шкиве коленчатого вала должна совпасть с выступом на передней крышке блока цилиндров,…
…а метки на звездочках распределительных валов должны быть развернуты в противоположные стороны и находиться на уровне верхней кромки головки блока.
ВНИМАНИЕ
о время дальнейшей работы не проворачивайте коленчатый вал.
Для удобства снимаем топливный насос (см. Снятие топливного насоса двигателя ЗМЗ-4063) и, не отсоединяя шлангов, отводим его в сторону (можно оставить топливный насос на крышке).
Ключом «на 12» отворачиваем четыре болта (два нижних — короткие).
Снимаем переднюю крышку головки блока цилиндров…
…и уплотнительную прокладку.
Шестигранным ключом «на 6» отворачиваем два винта…
…и снимаем верхний успокоитель верхней цепи.
Тем же ключом отворачиваем два винта крепления среднего успокоителя.
Ослабляем натяжение цепи на участке около среднего успокоителя, повернув вал выпускных клапанов по часовой стрелке ключом «на 17» за болт крепления звездочки (или ключом «на 30» за четырехгранник выполненный на валу).
Снимаем средний успокоитель.
Удерживая вал выпускных клапанов ключом «на 30», ключом «на 17» отворачиваем болт крепления звездочки.
Снимаем звездочку с вала выпускных клапанов.
Аналогично отворачиваем болт крепления звездочки вала впускных клапанов.
Снимаем эксцентрик привода топливного насоса…
…и звездочку вала впускных клапанов.
Головкой «на 12» отворачиваем четыре болта крепления передней крышки распределительных валов.
Снимаем переднюю крышку…
…и пластиковые вкладыши ограничения осевого перемещения распределительных валов.
Головкой «на 12» последовательно по пол-оборота ослабляем затяжку болтов крепления крышек распределительного вала до тех пор, пока пружины клапанов не перестанут поджимать валы.
Окончательно отворачиваем болты и снимаем крышки.
Снимаем распределительный вал.
Аналогично снимаем второй распределительный вал.
Перед установкой распределительных валов смазываем моторным маслом их опорные шейки, кулачки, а также постели в головке и крышках.
Вал выпускных клапанов устанавливаем штифтом направо (глядя спереди), а впускных — штифтом вверх. При этом валы находятся в устойчивом положении (для наглядности шланг радиатора снят).
Распределительные валы впускных и выпускных валов взаимозаменяемые, но…
ВНИМАНИЕ
Обратите внимание на правильное положение штифтов в отверстиях фланцев распределительных валов.
Каждую крышку устанавливаем на свое место, согласно порядковому номеру, выбитому на ней.
Крышки ориентируем так, чтобы выбитая на них цифра была обращена к наружной стороне головки.
Болты крепления крышек затягиваем моментом 1,9–2,3 кгс.м, после чего…
…поворачиваем вал впускных клапанов так, чтобы его штифт располагался напротив верхней кромки головки блока.
Устанавливаем на валы звездочки с надетой на них цепью, начиная с распределительного вала выпускных клапанов.
При натянутой ветви цепи со стороны среднего успокоителя метка на звездочке должна быть расположена напротив верхней кромки головки блока.
Устанавливаем средний успокоитель на место и ставим вторую звездочку.
Дальнейшую сборку проводим в последовательности, обратной разборке.
ВНИМАНИЕ
После установки гидронатяжителя…
..проверяем совпадение всех меток на шкиве коленчатого вала и звездочках. В противном случае снимаем неправильно установленную звездочку и, переставив ее на одну секцию цепи, устанавливаем заново.
Протяжка ГБЦ ЗМЗ 406 усилие. Повторная протяжка ГБЦ
Затяжка болтов крепления головки блока цилиндров — важная часть ремонтных работ, которой нельзя пренебрегать. Этому вопросу стоит уделить внимание, особенно если речь идет об автомобиле ГАЗ 53. Предлагаем вам узнать, какой момент затяжки ГБЦ ГАЗ 53 и какой порядок затяжки винтов при ремонте.
[Скрыть]
Когда нужно затягивать?
Не каждый автолюбитель осознает важность этого нюанса.И не все водители понимают, что необходимо соблюдать порядок затяжки штифтов. Этот момент важен, и пренебрегать им не рекомендуется. Если вы владелец ГАЗ 53 и неправильно затянули винты ГБЦ, это может вызвать другие неисправности. Соответственно, ремонт двигателя повлечет за собой большие деньги.
Грузовик ГАЗ 53
Десять лет назад процедуру в автомобиле проводили специалисты по техническому обслуживанию автомобиля. В законодательство внесены изменения, согласно которым данная процедура отменена.Теперь закручивание винтов — головная боль автовладельца. В каких случаях это нужно делать?
- Если вы заметили, что из-под ГБЦ течет расходный материал, а именно моторное масло. В некоторых случаях это может быть результатом механического повреждения прокладки головки блока цилиндров. Или прокладка могла просто изнашиваться. Но иногда утечка масла возникает в результате ослабления винтов головки блока цилиндров.
- Если вы разбираете двигатель своего ГАЗ 53. При сборке и установке ГБЦ в любом случае необходимо соблюдать момент и порядок затяжки винтов.Если этого не сделать, то при длительной эксплуатации ГБЦ может произойти ее деформация.
Если вы видите, что болты можно затянуть, значит, это необходимо сделать. Винты головки блока цилиндров можно ослабить произвольно во время эксплуатации автомобиля. Поэтому диагностировать напряжение необходимо каждые 3 тысячи километров.
Обработка и заказ
Наш ресурс советует начинающим автолюбителям подумать, прежде чем затягивать шпильки ГБЦ своими руками.На практике начинающие автомобилисты, не имея опыта, начинают процедуру, не осознавая, насколько печальной она может оказаться. Конечно, в случае неправильных действий. Рассмотрим этот порядок действий на автомобиле ГАЗ 53. Помните, что у каждого отдельного двигателя есть свои нюансы в эксплуатации.
Необходимые инструменты
Если вы уже установили ГБЦ на место, то весь набор инструментов не понадобится. Для затяжки нужно подготовить один инструмент — динамометрический ключ. Он нужен для выполнения работы, так как только с его помощью можно правильно определить момент.В домашних условиях такой инструмент мало у кого, так как он имеет определенную специфику работы. Можно попробовать спросить у мастеров на СТО, но не бесплатно. Если вы решили приобрести себе такой ключ, учтите, что его стоимость составляет не менее 1200 рублей или 350 гривен.
Еще один совет. Иногда непонятливые «автоспециалисты» советуют не использовать динамометрический ключ, а использовать обычный гаечный ключ. Мотивируют это тем, что винты нужно затягивать по максимуму, а покупка динамометрического инструмента — пустая трата денег.Можно сказать, что они не осознают серьезности ситуации. Поэтому, если хотите, чтобы процесс ремонта прошел удачно, запаситесь динамометрическим ключом.
Пошаговая инструкция
Если вы владелец ГАЗ 53, рекомендуем воспользоваться руководством по ремонту автомобиля. Возможно, у двигателя вашего ГАЗ 53 есть определенные нюансы в работе или своя специфика. Приведенная ниже инструкция актуальна для всех ГАЗ 53. Если вы готовы выполнять эти работы, можно приступать. Если вы меняли прокладку или ремонтировали мотор, то соберите его и установите новое уплотнение.
- Осмотрите болты крепления головки блока цилиндров. Они должны быть в идеальном состоянии. Если на винтах имеются механические повреждения или следы деформации, их необходимо заменить. Повторное использование болтов не рекомендуется, но если их состояние идеальное или близкое к нему, то эксплуатация штифтов разрешена. Обратите внимание на резьбу — она должна быть чистой. То же самое и с гнездами для штифтов. Если вы заметили на элементах грязь или металлическую стружку, их необходимо очистить металлической щеткой.
- Штифты необходимо смазать перед затяжкой; для этого подходит моторная жидкость.
- Вставьте винты в отверстия и затяните их в соответствии с порядком, указанным на схеме. Все пальцы необходимо затянуть динамометрическим ключом с моментом 7,3–7,8 кгм. При этом соблюдайте порядок. Если температура в помещении, где вы проводите ремонт, минусовая (ниже -5 градусов), то момент натяжения ГБЦ должен составлять 7,3 кгм. Если он составляет 20 градусов, то момент затяжки должен быть на нижнем пределе.
На этом процесс ремонта затяжки болтов ГБЦ можно считать завершенным.Напомним, во время такого ремонта нужно быть внимательным, несоблюдение нюансов приведет к отрицательному результату. Излишнее затягивание штифтов может вызвать появление микротрещин на корпусе двигателя. Как нетрудно догадаться, это обернется дорогостоящим ремонтом. Потребуется приварить трещины или поменять саму ГБЦ.
Помните, что булавки должны быть хорошего качества. Отсутствие трещин, металлической пыли, деформации — обязательное условие, которого важно придерживаться при таких работах.Если вы не можете точно ответить себе, все ли правильно делаете, не берите протяжку.
Видео «Затяжка штифтов ГБЦ»
Страница 1 из 2
Головка блока снимается с ресивером и выпускным коллектором.
В случае снятия головки блока с двигателя, установленного на автомобиле, необходимо предварительно выполнить операции, указанные в подразделе «Снятие и установка двигателя».
Так же можете посмотреть статью — «Замена прокладки ГБЦ».
Затем отсоедините переднюю трубу глушителя от выпускного коллектора, отсоедините шланг от корпуса дроссельной заслонки, снимите впускную трубу радиатора, снимите генератор.
Снимите распределительные валы.
Ослабьте зажимы 1 и отсоедините шланги 2 и 3 от штуцеров корпуса дроссельной заслонки.
Снимите термостат с корпусом.
Снимите свечи зажигания.
Выкрутите болты 1 крепления головки блока. Снимите болты 1 и шайбы.
Снимите головку блока цилиндров и прокладку головки.
Не вставляйте отвертки или другие инструменты между головкой блока и блоком цилиндров, так как это может повредить поверхность головки блока цилиндров, прилегающую к блоку цилиндров.
Разборка
1. Открутите гайки 1 и снимите экран 5 датчика фаз, кронштейн 2 для подъема двигателя и выпускной коллектор 6.
Снимите прокладки выпускного коллектора. Выкрутите болт 3 и снимите 4-х фазный датчик.
Выкрутить датчики аварийного давления масла 7 и манометр 8.
2. Ослабьте зажим 1 и снимите шланг с штуцера регулятора холостого хода.
Отверните гайки 2 и снимите резервуар 3 с впускной трубы.
Снимите прокладку бачка.
3. Отвинтить гайки 1 и снять впускной патрубок 2 вместе с форсунками и топливопроводом.
Снимите прокладку впускной трубы.
Выкрутите болты 1 и снимите заднюю крышку 2 головки блока.
Снимите прокладку крышки.
Вынуть гидротолкатели 1 для клапанов.
Гидравлические толкатели снимать удобнее с помощью магнита или присоски.
Гидравлические толкатели нельзя менять местами, поэтому перед снятием их необходимо промаркировать, чтобы их можно было установить на место во время сборки.
Гидравлические толкатели следует хранить в том же положении, в котором они находятся на клапанах, чтобы масло не вытекло.
Установите компрессор клапанной пружины на головку блока.
Сжав пружины клапанов инструментом, снимите 2 сухарей клапана.
Затем, постепенно уменьшая давление на ручку устройства, полностью отпустите пружины клапана.
Снимите инструмент с головки блока. Снимите пластину пружины клапана 3. Затем снимите внешнюю и внутреннюю пружины клапана.
Снять уплотнение штока клапана 1.
7. Подцепите отверткой и снимите опорную шайбу 1 с пружин клапана.
8. Снимите вентиль со стороны камеры сгорания.
9. Таким же образом снимите остальные клапаны.
Перед снятием промаркируйте все клапаны, чтобы их можно было переустановить во время сборки.
avtomechanic.ru
Ремонт ГБЦ ЗМЗ-405, ЗМЗ-406
Страница 1 из 2
Ремонтируем ГБЦ при общем ремонте двигателя и при замене прокладки ГБЦ.
Очень важно отремонтировать головку после перегрева мотора. При перегреве могут возникнуть дефекты, которые не видны визуально. Поэтому нужно аккуратно выполнять все операции по ремонту ГБЦ.От этого во многом зависит работа двигателя. А это сэкономит вам ненужные работы и затраты.
Снятие ГБЦ смотрим в статье — «Замена прокладки ГБЦ».
Разборка
1. Отверните гайки 1 и снимите щиток датчика фаз 5, скобу 2 для подъема двигателя и выпускной коллектор 6. Снимите прокладки выпускного коллектора. Выкрутите болт 3 и снимите 4-х фазный датчик. Выкрутите датчики аварийного давления масла 7 и манометр 8. | 2. Ослабьте зажим 1 и снимите шланг с штуцера регулятора холостого хода. Отверните гайки 2 и снимите резервуар 3 с впускного патрубка. Снимите прокладку бачка. |
3. Открутите гайки 1 и снимите впускной патрубок 2 вместе с форсунками и топливопроводом (на фото не показаны). Снимите прокладку впускной трубы. | 4. Выкрутите болты 1 и снимите заднюю крышку 2 головки блока. |
| Снимите прокладку крышки. | 5. Вынуть гидравлические толкатели 1 клапанов. Гидравлические толкатели удобнее снимать с помощью магнита или присоски. |
Гидравлические толкатели нельзя менять местами, поэтому перед снятием их необходимо промаркировать, чтобы их можно было установить на свое место во время сборки. Гидравлические толкатели следует хранить в том же положении, в котором они находятся на клапанах, чтобы из них не вытекало масло. | Если конструкция съемника не предусматривает упора клапана, поместите под него подходящий упор. |
Сжимаем пружины с осушителем. Чтобы пружинная пластина легче отрывалась от сухарей, можно слегка ударить молотком по упорным сошкам сушильной машины. | |
Снимите заглушку с помощью съемника … | |
Подцепите отверткой и снимите опорную шайбу пружины клапана 1. | Переворачиваем ГБЦ и вынимаем клапан, размечая место его установки, чтобы при последующей сборке клапан упал на исходное место. Аналогичным образом снимаем и помечаем остальные клапаны. |
Выдавить изношенные направляющие клапана оправкой. | Выкрутите пробки масляных каналов шестигранным ключом «8». |
авторук.ru
повторная протяжка ГБЦ
И снова здравствуйте 🙂 Однако меня часто спрашивают: «а нужно ли заново протягивать ГБЦ?». Многие считают, что голову надели, затянули и больше не трогают.
За время моей довольно продолжительной работы мотористом, а это уже более четверти века, я на собственном опыте убедился, что если лень протягивать голову через время, отведенное для ее натягивания, потом через некоторое время, а это во многом зависит от стиля вождения водителя и пройденного расстояния, при этом вам придется стрелять.
Обычно прокладка сгорает в течение года, а если человек выезжает на дальние расстояния, то через месяц. Поэтому мой совет такой: с не вытянутой головой далеко ходить нельзя, иначе придется снимать ее в дороге. Но знаете, я заметил, что если оборудование шло прямо с завода, то после набора пробега на протяжку головки слабеют редко. Не исключено, что материал прокладки, которая туда ставится, другой.
Так сколько времени нужно, чтобы тянуть ГБЦ? В среднем через тысячу км.пробег. Об этом написано в инструкции и это подтверждено практикой. В инструкции к так. также написано, что через десять тысяч надо еще раз растянуть или проверить протяжку головы.
Ну в большинстве случаев хватало одной протяжки. Но редко, конечно, но были случаи, что при выгорании прокладки голова была слабой даже после одной протяжки. На мой взгляд, все зависит от материала прокладки ГБЦ, которая сильно дает усадку и совсем не прогибается.
Физика этого явления, а именно ослабления протяжки головки, очевидна. Обычно головки цилиндров алюминиевые, а болты или шпильки по-прежнему стальные. При нагревании алюминия коэффициент расширения больше, чем у стали, а при нагревании двигателя головка расширяется и сжимает прокладку как пресс, а при остывании также отпускает прокладку, и болты есессно ослаблен.
Есть правило: горячий двигатель тянуть нельзя, только холодный.Подскажу список двигателей, которые нужно растянуть из своего опыта, с которым я имел дело, а именно: zmz405,406,409. двигатели ЗМЗ-402, УАЗ 417.421. Двигатели ЗМЗ 511,512,523, ЗИЛ-130, Урал.
Про другие не скажу, но обычно у ВАЗов головы тонут редко. Про иномарки тоже ничего сказать не могу, потому что я их немного присмотрелся и не хочу ни хрена им быть. На этом пока все.
Это еще не все. Чтобы не мучиться многократной протяжкой головки, придется разбирать почти половину двигателя, чтобы убедиться, что он не ослабнет, а иначе это случится.Зависит от материала прокладки. Сразу не угадаешь.
Чтобы головы повторно не растягивали, можно поставить металлический пакет. Вы можете прочитать об этом здесь. И хотя я писал об УАЗ-патриоте, это может относиться ко многим двигателям. Удачи, друзья!
газ.ру
Моменты затяжки основных резьбовых соединений ЗМЗ 402, ЗМЗ-4021, ЗМЗ-4062
Стопорный болт крышки привода ГРМ 11-16 (1.1-1.6) Стопорная гайка крышки привода ГРМ 12-18 (1.2-1.8) Гайка крепления крышки блока толкателя 12-18 (1.2-1,8) Гайка крепления головки цилиндров 85-90 (8,5-9,0) Болт крепления задней крышки головки цилиндров 11-16 (1,1-1,6) Гайка болта крышки шатуна 68-75 (6,8-7,5) Гайка маховика 78-83 (7,8 -8.3) Болт крепления шкива коленчатого вала 11-16 (1.1-1.6) Стяжной болт коленчатого вала (храповик) 170-220 (17-22) Болт крепления упорного фланца распределительного вала 11-16 (1.1-1.6) Болт крепления шестерни распределительного вала 55-60 ( 5.5-6.0) Гайка крепления вала коромысла 35-40 (3.5-4.0) Болт крышки коромысла 4.5-8.0 (0.45-0.8) Гайка выпускного коллектора к впускной трубе 44-56 (4.4-5.6) Гайка крепления впускной трубы и выпускного коллектора к головке блока 40-56 (4,0-5,6) Гайка крепления масляного картера 12-15 (1,2-1,5) Гайка крепления масляного насоса 18-25 (1,8 -2,5) Зажигание Болт крепления привода распределителя 6,0-8,0 (0,6-0,8) Гайка крепления крышки коренного подшипника 100-110 (10-11) Гайка крепления масляного фильтра 12-18 (1,2 -1,8) Болт крепления топливного насоса 12-18 (1,2-1,8) Тонкая Гайка крепления топливного фильтра 12-18 (1,2-1,8) Гайка крепления водяного насоса 18-25 (1,8-2,5) Болт крепления шкива водяного насоса 12-18 (1,2-1,8) Болт крепления картера сцепления 28-36 (2.8-3.6) Гайка крепления картера сцепления 40-56 (4,0-5,6) Болт крепления нажимного диска сцепления 20-25 (2,0-2,5) Гайка крепления кронштейна генератора 44-62 (4,4-6,2)
Гайка крепления генератора 44-56 ( 4.4-5.6) Свеча зажигания 30-40 (3,0-4,0) Болт крепления вентилятора 14-18 (1,4-1,8)
Болт крышки коренного подшипника 100-110 (10,0-11,0) Гайка болта крышки шатуна 68-75 (6,8- 7.5) Болт маховика 72-80 (7,2-8,0) Болт крепления головки блока цилиндров:
— первая ступень 40-60 (4,0-6,0) — вторая ступень 130-145 (13.0-14,5) Болт крепления крышки распределительного вала 19-23 (1,9-2,3) Стяжной болт коленчатого вала Вал (трещотка) 104-128 (10,4-12,8) Болт шестерни распредвала 56-62 (5,6-6,2) Гайка впускной трубы 29-36 (2,9 -3.6) Болт крепления передней крышки головки блока цилиндров 22-27 (2.2-2.7) Болт крепления шкива водяного насоса 22-27 (2.2-2.7) Болт крепления водяного насоса 22-27 (2.2-2, 7) Болт крепления шестерен промежуточный вал 22-27 (2.2-2.7) Гайка крепления ресивера к впускной трубе 19-23 (1.9-2.3) Гайка крепления выпускного коллектора 20-25 (2.0-2,5) Болт крепления масляного картера 12-18 (1,2-1,8) при обеспечении затяжки допускается крутящий момент 6 Нм (0,6 кгс · м)
Болт крепления крышки головки блока цилиндров 5,0-8,0 (0,5-0,8) при соблюдении герметичность, допускается крутящий момент 3 Нм (0,3 кгс · м). 1.8) Болт крепления топливопровода с форсунками 5,0-8,0 (0,5-0,8) Болт крепления индукционных датчиков 5,0-8,0 (0,5-0,8) Свеча зажигания 31-38 (3,1-3,8) Болт крепления стартера 67-75 ( 6.7-7.5) Гайка крепления кронштейна генератора 12-18 (1.2-1.8) Болт крепления прижимного диска сцепления 20-25 (2, 0-2.5) Болт крепления корпуса сцепления 42-51 (4.2-5.1) Монтажный болт усилителя корпуса сцепления 29-36 (2.9-3.6) Монтажный болт опоры вилки сцепления 42-51 (4.2-5.1)
Прочие соединения
Хомут трубки рулевой тяги гайка 15-18 (1,5-1,8) Штифт переднего нижнего рычага 180-200 (18-20) Гайка оси переднего верхнего рычага 70-100 (7,0-10,0) Гайка-болт резьбового соединения 120-200 (12,0-20,0) Болт и гайка оси верхних рычагов 44-56 (4.4-5.6) Болт крепления колеса 100-120 (10-12) Гайка фланца ведущей шестерни задней оси 160-200 (16-20) Болт крепления передней подвески к кузову 125-140 (12.5-14) Гайка крепления рулевого механизма 50-60 (5,0-6,0) Гайка крепления рулевого колеса 65-75 (6,5-7,5) Гайка крепления сошки рулевого механизма 105-120 (10,5-12) Болт для крепления кронштейна маятника 50-62 (5,0-6,2) Болт и гайка для крепления рулевой колонки к панели приборов 12-18 (1,2-1,8) Гайка клина рулевого механизма 18-25 (1,8-2,5) Всасывающий патрубок насоса гидроусилителя 32- 40 (3.2-4.0) Клапан управления штуцером встроенного гидроусилителя 80-100 (8.0-10.0) Верхняя и нижняя гайка наклона Встроенные фитинги для шлангов гидроусилителя рулевого управления 44-62 (4.4-6.2) Гайка верхнего и нижнего наконечников напорного шланга встроенного гидроусилителя рулевого управления 44-62 (4.4-6.2) Гайка сливной трубки встроенного гидроусилителя рулевого управления 44-62 (4.4-6.2) Гайка для соединения наконечника напорного шланга и шлангов гидроцилиндра раздельного гидроусилителя 32-40 (3,2-4,0) Болт-штуцер сливного шланга встроенного гидроусилителя 80-100 (8,0-10,0) Болт крепления поворотного кулака, рычага и кронштейна 80-100 (8,0-10,0) Упор поворота 80-100 (8,0-10,0) Гайка крепления оси толкателя педали тормоза и сцепления 32-36 (3.2-3.6) Болт крепления заднего тормозного щита 65-80 (6,5-8,0) Болт крепления суппорта переднего тормозного механизма 110-125 (11,0-12,5)
Болт крепления тормозного цилиндра заднего колеса 8,0-18,0 (0,8-1,8) Регулятор давления заднего тормоза Стопорная гайка 8,0-18,0 (0,8-1,8) Стопорная гайка главного тормозного цилиндра 24-56 (2,4-5,6) Стопорная гайка вакуумного усилителя 8,0-18,0 (0,8-1,8) Болт крепления шлицевой вилки заднего карданного вала 50-56 (5,0-5,6) Гайка крепления карданного вала к задней оси 27-30 (2,7-3,0) Гайка крепления поперечины промежуточной опоры к кузову 27-30 (2.7-3.0) Болт крепления промежуточной опоры к поперечине 12-18 (1,2 -1,8) Гайка для крепления коробки передач к картеру сцепления 50-62 (5,0-6,2)
Для других резьбовых соединений моменты затяжки равны следующие:
для M6 — 6-8 Нм (0,6-0,8 кгс · м) для M8 — 14-18 Н · м (1,4-1,8 кгс · м) для M10 — 28-36 Н · м (2,8-3,6 кгс · м) для М12 — 50 –62 Н · м (5,0-6,2 кгс · м)
Так выглядит перетянутый болт 🙂
gaz-autoclub.ru
Замена распредвалов двигателя ЗМЗ-406
Стр. 1 из 2
1.Снимите наконечники свечей зажигания вместе с высоковольтными проводами, катушками зажигания (можно только разъединить разъемы, оставив их на клапанной крышке), трос дроссельной заслонки и, отсоединив провода от датчиков системы смазки и охлаждения, снимите жгут проводов. от кронштейнов крышки головки блока цилиндров.
2. Сливаем охлаждающую жидкость и снимаем верхние шланги радиатора и датчик массового расхода воздуха вместе с воздуховодами.
7. Головкой на 36 выставляем коленвал в положение ВМТ такта сжатия первого цилиндра, поворачивая его за болт крепления шкива (риск на шкиве коленвала должен совпадать с выступом на передней крышке блока цилиндров, а метки на звездочках распределительных валов — по верхним краям головного блока).
8. Ключом на 12 отверните четыре болта и снимите переднюю крышку головки блока. 9. Снимите верхний гидронатяжитель (см. Снятие и установка гидронатяжителей). | 10. Используя шестигранный ключ на 6, отверните два винта и снимите верхний демпфер цепи. |
11. Открутив два винта шестигранным ключом, снимите демпфер средней цепи. | 12.Ключом на 17 откручиваем болт крепления звездочки выпускного распредвала, удерживая вал ключом на 30. |
13. Снимите звездочку. Аналогичным образом снимаем звездочку со второго распредвала. | 14. Ключом на 12 отверните четыре болта крепления передней крышки распределительного вала. Последовательно на пол-оборота ослабляем затяжку болтов крышки распредвала до тех пор, пока клапанные пружины не перестанут давить на валы и откручиваем болты. |
автомеханик.ru
Снятие и ремонт ГБЦ двигателя ЗМЗ 406
Сливаем охлаждающую жидкость из системы (см. «Замена охлаждающей жидкости»). Снимаем шланги с патрубков термостата или снимаем термостат
(см. «Проверка и замена термостата»). Отсоединяем колодку проводов от датчика положения распредвала
(см. «Проверка и замена датчика положения распределительного вала»). генератор с его верхним кронштейном (см. «Снятие генератора»).Если демонтируем ГБЦ двигателя ЗМЗ 406 для ремонта или замены, то сначала снимаем впускной коллектор (см. «Замена прокладки впускного коллектора») и выпускной коллектор (см. «Замена прокладок выпускного коллектора»). Если работа выполняется по другому назначению (например, нужно заменить прокладку ГБЦ), то головку можно снять в сборе с впускным коллектором и выпускным коллектором. Снимаем распредвалы (см. «Снятие распредвалов»). Шестигранником «12» откручиваем десять винтов крепления ГБЦ двигателя ЗМЗ 406.
и выверните винты.
Вытаскиваем шайбы из саморезов.
Вынимаем гидроподъемники (см. «Замена гидроподъемников»). отметив их расположение в головке блока цилиндров. Снимаем головку блока цилиндров.
и его прокладка.
Тщательно очищаем сопрягаемые поверхности ГБЦ и блока цилиндров от нагара, остатков старой прокладки и герметика. Крепление линейки к плоскости сопряжения ГБЦ.
с помощью набора щупов проверяем плоскостность ГБЦ. Если плоскостность превышает 0,05 мм, плоскость головки должна быть восстановлена механической обработкой, однако, если плоскостность превышает 0,1 мм, головка не подлежит ремонту.
Ключом на 10 отверните восемь болтов.
снять заднюю крышку ГБЦ с прокладкой.
Устанавливаем осушитель на ГБЦ. Если упор клапана не предусмотрен конструкцией осушителя, подложите под тарелку клапана деревянную колодку.Осушителем сжимаем пружины клапана. Чтобы пружинная пластина легче отрывалась от сухарей. наносим легкие удары молотком по упорным сошкам сушильного агента.
Пинцетом вытащите два сухаря и плавно отпустите пружины.
Снимите верхнюю пластину и две пружины клапана.
Снимите колпачок слингера с помощью съемника.
и снимите опорную шайбу.
Переворачиваем ГБЦ двигателя ЗМЗ 406 и вынимаем клапан, размечая место его установки, чтобы при последующей сборке клапан упал на исходное место.Аналогичным образом снимаем и помечаем остальные клапаны. Открутите пробки масляных каналов шестигранником на «8».
Для притирки клапанов.
наносим притирочную пасту на фаску клапана и устанавливаем клапан в соответствующую направляющую втулку ГБЦ двигателя ЗМЗ 406.
Закрепляем притирочный аппарат и на ножке клапана.
Прижав клапан к седлу, поверните его попеременно в обоих направлениях.
Продолжаем притирку до тех пор, пока уплотнительная кромка клапана полностью по всей ширине и длине не станет матовой и чистой.
Фаска на седле клапана должна выглядеть так же.
Протираем тряпкой остатки пасты с клапана и седла.
Точно так же шлифуем и остальные клапаны. Перед сборкой ГБЦ ЗМЗ 406 на керосине или солярке промываем головку, очищаем масляные каналы от отложений. Затем протираем поверхности чистой тряпкой и продуваем каналы сжатым воздухом.
Собираем и устанавливаем ГБЦ ЗМЗ 406 в обратной последовательности.Уплотнения стержней клапана заменены на новые. Перед установкой клапанов смажьте их штоки моторным маслом.
Удалить остатки масла и охлаждающей жидкости из резьбовых отверстий блока цилиндров для винтов крепления головки.
Нанести герметик на стыковочную плоскость передней крышки блока цилиндров (в зоне соприкосновения с прокладкой головки).
Прокладка ГБЦ двигателя ЗМЗ 406 заменена на новую. Устанавливая ГБЦ на блок, следите за тем, чтобы она «садилась» на установочные втулки.Перед установкой винтов крепления ГБЦ смажьте их резьбовую часть моторным маслом. Затягивайте винты динамометрическим ключом в два этапа, соблюдая последовательность их затяжки. Предварительно затяните их с моментом 50 Нм, затем окончательно — 140 Нм. Порядок затяжки болтов крепления ГБЦ
Установив все снятые детали и агрегаты, заливаем охлаждающую жидкость и заменяем масло в двигателе
Капитальный ремонт ГБЦ ЗМЗ 406, 405, 409 на газ.
Ремонт ГБЦ
note2auto.ru
Протяжка ГБЦ своими руками »АвтоНоватор
Как мы уже выяснили, ГБЦ является одним из важнейших узлов двигателя. Если вы чувствуете себя уверенно и умеете пользоваться слесарным инструментом, то протяжка цилиндра Головка не составит труда.Осталось решить для чего и как нарисовать ГБЦ.
Когда нужна протяжка ГБЦ
Может не все автолюбители знают, но современные автомобили не нуждаются в профилактической протяжке ГБЦ.
Раньше протяжка ГБЦ была обязательным пунктом первого ТО, потом ситуация изменилась. Даже относительно современные ВАЗовские двигатели. Протяжка ГБЦ сегодня в основном требуется для старых моделей двигателей ВАЗ, УАЗ, Москвич и др.
Основная причина, которая наталкивает владельца автомобиля на мысль о необходимости протяжки ГБЦ, — это «мокрота» на стыке головки и блока. Это указывает на существующую утечку масла.
Причин может быть несколько.Самые традиционные: выход из строя прокладки ГБЦ, коробление ГБЦ в результате незаметного для вас перегрева двигателя или изначально неправильно затянутые болты ГБЦ. Если у вас в автосервисе появилась «капиталка».
Как вытащить болты ГБЦ
Из исследования. Это из изучения Пособия по ремонту вашего автомобиля, желательно оригинального. Именно там производитель указывает все, что нужно для затяжки ГБЦ.Но нужно знать:
- порядок (схему) затяжки болтов крепления ГБЦ;
- какой крутящий момент требуется;
- какие болты используются для затяжки ГБЦ.
Болты для затяжки ГБЦ — это особый разговор. Дело в том, что в современных двигателях используются болты с особыми характеристиками для ГБЦ. Так называемые «пружинные» болты, которые в силу своих свойств после первоначального затягивания на заводе не нуждаются в дополнительных.
Более того, при попытке вытащить болты ГБЦ из-за «текучести» металла они будут растягиваться. В результате можно получить поломку болта.
При ремонте ГБЦ необходимо устанавливать безусадочные прокладки. Это избавляет от необходимости тянуть болты крепления головки блока цилиндров.
Но, если вы уже решили, что протяжка болтов ГБЦ вам крайне необходима, то делать это нужно «мануалом» от производителя и с помощью динамометрического ключа.Движение в движении, цифра в цифру. Самодеятельность по принципу «резерв» здесь не нужна.
Контроль затяжки ГБЦ
Чтобы душа оставалась спокойной, и как только вы решите протянуть болты головки блока цилиндров, существует метод контроля момента затяжки болтов ГБЦ. Естественно с помощью динамометрического ключа.
К болту прилагается момент, равный моменту отрыва болта. После начала поворота нужно контролировать момент старта.Если не увеличился, значит все в порядке, болт начал растягиваться.
Если момент начинает увеличиваться, это означает, что болт не достиг предела текучести. Здесь нужно затягивать болт ГБЦ до стабилизации момента затяжки.
Проверяя затяжку болтов крепления головки блока цилиндров, обратите внимание на два момента. Если к болту приложен крутящий момент 20 кг / см, но предел текучести не достигнут, то болт необходимо заменить, так как он имеет повышенную прочность.
Если в момент затяжки болта вы увидели, что момент уменьшается, значит, болт разрушен, и он обязательно требует замены.
Такие требования к болтам ГБЦ объясняются просто: они работают в режиме постоянного нагрева — охлаждения.
Удачи, и пусть затяжка болтов ГБЦ своими руками пройдет хорошо.
Установить крышку шатуна. Цифры, нанесенные на крышке шатуна и нижней головке шатуна, должны совпадать и находиться на одной стороне.Таким же образом устанавливаем остальные поршни в блок цилиндров. Затяните гайки болтов крышки шатуна моментом 68-75 Нм.
Прокручиваем коленвал за маховик. Движение должно быть плавным, но сопротивление вращению увеличится (по сравнению с вращением коленчатого вала без шатунов).
Установка масляного насоса с новой прокладкой …
Заворачиваем болты его крепления (момент затяжки 25-40 Нм).
Заворачиваем болт кронштейна масляного насоса с моментом 7-10 Нм.
Вращая коленчатый вал, установите метку звездочки коленчатого вала напротив метки совмещения блока цилиндров.
Сборка привода масляного насоса
(см. «Разборка привода масляного насоса»), смазав приводные шестерни, втулки промежуточного вала и сам вал моторным маслом. Установка нижнего демпфера цепи Перед установкой окуните обе цепи в моторное масло.
ВНИМАНИЕ
При установке звездочки нижнего натяжителя цепи следите за тем, чтобы метки на звездочках коленчатого и промежуточного валов совпадали с соответствующими метками на блоке цилиндров (см. «Разборка механизма газораспределения»).
Меняем сальник в передней крышке блока цилиндров (см. «Замена переднего сальника коленвала») и устанавливаем крышку с новой прокладкой и кронштейном генератора.
Установить гидравлический натяжитель нижней цепи (см. «Снятие и установка гидронатяжителей»).
Закручиваем и привязываем верхнюю цепь ГРМ к кронштейну генератора. Наносим силиконовый герметик на плоскость сопряжения блока цилиндров (для крепления поддона картера), на стыки передней и задней крышек с блоком цилиндров.
Установить масляный поддон (момент затяжки болтов крепления масляного поддона 12-18 Нм, а гаек 11-16 Нм).
Установить усилитель картера сцепления. Надеваем шкив на носк коленвала и затягиваем болт храповика с моментом 104-128 Нм.
Установить головку блока цилиндров (см. «Снятие и ремонт головки блока цилиндров»).
Установить диски и картер сцепления (см. «Замена ведомого и ведущего дисков»).
Установить стартер (см. «Снятие стартера»).
Устанавливаем насос охлаждающей жидкости (см. «Замена насоса охлаждающей жидкости»), генератор (см. «Снятие генератора»), натяжной ролик с натяжителем (см. «Замена натяжного ролика ремня привода вспомогательных агрегатов»).*
Дальнейшая сборка двигателя ЗМЗ 406 проводится в последовательности, обратной разборке.
Предварительная затяжка;
Выдержка не менее 1 мин 15 сек;
Вращение на угол 90
Болты крепления головки цилиндров к крышке цепи
Болты крепления крышки распределительного вала
Стяжной болт коленвала
170-220 (17,0-22,0)
Болты крепления звездочки распределительного вала
Болты крепления звездочки промежуточного вала
2.Прочие соединения:
Заглушки грязеуловителя коленчатого вала
Болты крепления держателя уплотнения
Болты нижней направляющей цепи
Болты средней и верхней направляющей цепи
Опорные болты натяжителя цепи
Болты рычага натяжителя цепи
Болты крышки гидравлического натяжителя
Болты крепления передней и задней крышек ГБЦ
Болты крепления масляного поддона
Гайки крепления масляного поддона
Болты усилителя сцепления
Присоединение масляного фильтра
Болты крышки привода масляного насоса
Имя соединения | Количество подключений | Момент затяжки, Нм (кгс · м) |
Корпус термостата к винтам с головкой блока цилиндров | ||
Винты и гайки для крепления кожуха цепи и водяного насоса | ||
Болт крепления водяного насоса к крышке цепи | ||
Гайки крепления выпускного коллектора | ||
Гайки крепления впускной трубы | ||
Гайки крепления ресивера | ||
Болты крепления крышки клапана | ||
Стопорный винт натяжителя ремня автоматического привода вспомогательных агрегатов | ||
Хомуты охлаждающего шланга | 3,9-6,0 (0,39-0,6) | |
Болты крепления картера сцепления | ||
Болт опоры вилки сцепления | ||
Болт крепления стартера | ||
Гайки для крепления генератора к верхнему и нижнему кронштейнам | ||
Гайка стопорная на валу генератора | ||
Свеча зажигания | ||
Гайки крепления катушки зажигания | ||
Гайка крепления датчика детонации | 20 0.5 (2,0 0,05) | |
Датчик температуры охлаждающей жидкости | ||
Датчик аварийного давления масла | ||
Винты крепления дроссельной заслонки | ||
Винты крепления топливопровода с форсунками | ||
Болт датчика синхронизации | ||
Болт датчика фазы | ||
Детали с конической резьбой, не указанные в списке: | ||
Имя соединения | Количество подключений | Момент затяжки, Нм (кгс · м) |
Название подшипника | Обозначение | Количество, шт. |
Носок первичного вала КПП (в маховике): | ||
Шарик однорядный с глубоким желобом с двумя щитками или | 402.1701031 (6203ZZ.P6Q6 / US9) | |
Шарик однорядный радиальный с двусторонним уплотнением | 402.1701031-01 (6203.2RS.P6Q6 / US9) или 402.1701031-02 (6203.2RS2.P63Q6 / U.C30) | |
Натяжной рычаг со звездочкой в сборе с подшипником | ||
Механизм автоматического натяжения приводного ремня агрегатов в сборе с роликом с подшипником |
Имя | Обозначение | Количество, шт. |
Сальник коленвала передний | ф. «Рубена», Чехия | |
Сальник коленвала задний | 406.1005160-03, ООО ВЕЛКОНТ, Кирово-Чепецк или 2108-1005160, ОАО «Балаковорезинотехника», г. Балаково или 4062.1005160 * (546.941), ф. «Элринг», Германия или 4062.1005160-01 * (03055VOOA), ф.«Рубена», Чехия | |
Уплотнение водяного насоса | 40522.1307020 * (94412) ф. «MTU», Италия |
Колпачок масляного дефлектора впускных и выпускных клапанов в сборе | 406.1007026-03 * (648.32G) ф. «Рубена», или 406.1007026-04 * (2108-1007026-02), ОАО «ВЕЛКОНТ», г. Кирово-Чепецк | |
Кольцо носка коленчатого вала | 406.1005044 * (038-044-36-2-2 ГОСТ 18829-79) |
Метод балансировки | Допустимая неуравновешенность, г см, не более | Как устранить дисбаланс | |
Коленчатый вал | динамический | в самолетах, проезжающих через крайние коренные шейки | Просверливание отверстий ¯ 14 мм на глубину не более 25 мм в радиальном направлении от противовесов.Пересечение отверстий и выход на поверхность концов противовесов не допускаются |
Рис. 3.6. Балансировка коленчатого вала: — база для установки коленвала на машину; — зажим | |||
Шкив — демпфер коленчатого вала | Статический | Просверливание отверстий ¯ 10 мм на глубину не более 12 мм с учетом конуса сверла в диске демпфера в радиальном направлении на расстоянии 10 мм.5 мм от задней плоскости. Расстояние между осями отверстий не менее 18 мм | |
Рис. 3.7. Балансировка шкива демпфера: 1 — шкив демпфера; 2 — оправка; 3 Устройство статической балансировки | |||
Маховик с ободом | Статический | Просверливание отверстий Ø 14 мм на глубину не более 12 мм с учетом конуса сверла на стороне, противоположной насадке сцепления, радиусом 115 мм.Просверлите не более 10 отверстий. Расстояние между осями не менее 18 мм | |
Рис. 3.8. Балансировка маховика: 1 — маховик; 2 — оправка; 3 — устройство статической балансировки | |||
Нажимной диск сцепления в сборе | Статический | 50 — при проверке 15 — при балансировке | Установка балансировочных грузов в отверстия фланца обсадной колонны или просверливание во фланце обсадной колонны диаметром 273 отверстий Ø 9 мм между отверстиями для грузов |
Диск сцепления в сборе | Статический | 30 — при проверке 15 — при балансировке | Установка балансировочных грузов |
Обозначение | Имя |
Съемник шкива-демпфера коленвала | |
Инструмент для запрессовки шестерни и ступицы на коленчатый вал | |
Съемник звездочки и втулки коленчатого вала | |
Инструмент для запрессовки звездочки коленчатого вала | |
Оправка для запрессовки сальников | |
Устройство для сушки и сушки клапанов | |
Клещи для снятия и установки поршневых колец Ø 95.5 мм | |
Оправка для обжима поршневых колец Ø 95,5 мм | |
Ключ для масляного фильтра | |
Инструмент для центровки диска сцепления | |
Держатель для запрессовки манжетных уплотнений |
Обозначение | Имя |
Инструмент для снятия и установки шкива демпфера коленчатого вала и снятия звездочки коленчатого вала | |
Набор оправок для запрессовки сальников клапанов | |
Ключ для масляного фильтра | |
Адаптер для приспособления 6999-7697 для установки шкива демпфера коленчатого вала | |
Инструмент для снятия подшипника переднего конца вала КПП с маховика | |
Съемник подшипника переднего конца вала КП с маховика (вместе с инструментом 6999-7810) | |
Хомут для сжатия пружины клапана | |
Адаптер для зажима 6999-7931 для сжатия пружины клапана |
Обозначение | Имя |
Съемник масляного фильтра |
Приложение 7
Фирменное наименование и обозначение | Частота изменения | Заправляемый объем в продукт | Примечание | |||
Основная | Дубликат | Иностранный | Основная марка | Копирование Ая марка | ||
Топливо: | Бензин неэтилированный 91… 93 RON (RON — )октановое число по исследовательскому методу) | |||||
«Регулярный Евро-92» ГОСТ Р 51866 | «Премиум 95 евро» или «Супер Евро-98» ГОСТ Р 51866 | |||||
Масло моторное по СТО AAI 003: | Моторное масло по SAE J 300, API 2 : | Сухой двигатель, кроме заправочный объем радиатора | Диапазон температур применения: | |||
SAE 0W-30, API SL | от минус 30 ° С до плюс 20 С | |||||
SAE 0W-40, API SL | от минус 30 ° С до плюс 25 С | |||||
SAE 5W-30, API SL | от минус 25 ° С до плюс 20 С | |||||
SAE 5W-40, API SL | от минус 25 ° С до плюс 35 С | |||||
Страница не найдена — Stephenson Equipment
Hoffer Paving (Джо и Джоуи Хоффер) с их асфальтоукладчиком «Stars & Stripes» Stephenson Equipment и асфальтоукладчиком LeeBoy’s Stars & Stripes 8520B поднял более 25 тысяч для кампании Фонда Гэри Синиза по борьбе с COVID-19, четверг, 16 июля 2020 г., в штаб-квартиру Stephenson Equipment в Гаррисбурге, штат Пенсильвания, асфальтоукладчик «Stars & Stripes» был доставлен компании Hoffer Paving на пожертвование в размере 25 150 долларов США.00 был представлен в поддержку Фонда Гэри Синиза.
Было проведено небольшое социально дистанционное мероприятие, на котором собрались друзья и семья Stephenson Equipment, которые сделали возможным создание первого в мире асфальтоукладчика LeeBoy в тематике Stars & Stripes. С лидерами отрасли собрались службы быстрого реагирования, ветераны, медицинские работники, пожарные и полиция. «Мы хотели объединить героев нашего сообщества», — сказал Чарли Уолш, исполнительный вице-президент по продажам и маркетингу Stephenson Equipment. «Благодаря нашему пожертвованию на поддержку кампании по оказанию чрезвычайной помощи в связи с коронавирусом COVID-19, проводимой Фондом Синиз, мы хотели провести это небольшое мероприятие, чтобы не только отметить доставку асфальтоукладчика и пожертвование, но и дать первым респондентам возможность рассказать о том, как это пандемия влияет на их повседневный рабочий день.”
Конгрессмен США и отставной бригадный генерал Национальной гвардии Скотт Перри получил известие о мероприятии по доставке и захотел присутствовать на нем. Перри выступил на мероприятии: «Если вы меня знаете, вы знаете, что я люблю оборудование. Обычно, когда вы видите асфальтоукладчик, он покрыт асфальтом, это прекрасная возможность увидеть этот красивый асфальтоукладчик в чистоте». «Мы ценим лидерство Стивенсона, усердную работу Hoffer Paving и Фонда Гэри Синиза».
Компания Hoffer Paving, базирующаяся в Аннвилле, штат Пенсильвания, впервые услышала об асфальтоукладчике Stars & Stripes от Скотта Шатца, территориального менеджера Стивенсона в их районе.На мероприятии были представлены брусчатки Hoffer, и Линда Хоффер, выступая на мероприятии, упомянула своего мужа Джо, который начал бизнес в 2002 году, их сына Джоуи, второго поколения компании, и их сотрудников, «чья самоотверженность и упорный труд сделали Hoffer Paving что это сегодня ». Она также добавила: «Для нас большая честь, что Stephenson Equipment предложила нам асфальтоукладчик LeeBoy Stars & Stripes. Мы были основаны в 2002 году, и Stephenson является нашей компанией по производству оборудования с самого начала, а LeeBoy — нашим любимым асфальтоукладчиком.”
Стивенсон был дилером LeeBoy в течение почти 30 лет, и два лидера отрасли уже объединились, как это раньше, еще в 2016 году вместе они собрали и пожертвовали 100000 долларов Американскому онкологическому обществу в рамках своего проекта Pink Paver Project. Кристи Харрис, директор по маркетингу LeeBoy, присутствовала на мероприятии вместе с менеджером по северо-восточной территории LeeBoy Джимом Харкинсом. Кристи отметила это; «Когда Стивенсон рассказал нам об этом начинании, мы с гордостью сказали« да »».
Еще не поздно сделать пожертвование. Если вы или ваша компания хотели бы участвовать в этом захватывающем проекте «Звезды и полосы», посетите страницу пожертвований и внесите свой вклад, чтобы общая сумма выросла!
Чтобы сделать пожертвование, перейдите по адресу: https: // donate.garysinisefoundation.org/StephensonandLeeBoy. Подарки могут быть сделаны в честь / в память о человеке или организации, установив флажок посвящения во время процесса онлайн-пожертвования.
В связи с продолжающимся распространением коронавируса (COVID-19) по стране Фонд Гэри Синиза предоставляет гранты службам быстрого реагирования, нуждающимся в средствах индивидуальной защиты, при ответах на обращения в службу поддержки COVID-19. Фонд также оказывает финансовую помощь медицинским работникам, военнослужащим, ветеранам, службам быстрого реагирования и их семьям, пострадавшим от нового коронавируса.
Двигатели Ford 335 серии V8 (351C, 400, 351M) — он мог быть соперником, часть 1
(Часть 1 посвящена истории и конструкции двигателей 335-й серии.Часть 2 содержит подробную информацию о конкретных вариантах моделей 351C, 351M, 400 и австралийских 351C и 302C).
В американской автомобильной промышленности с 1950-х по 1970-е годы преобладали двигатели V8 с верхним расположением клапанов с высокой степенью сжатия. Каждая из «большой тройки», AMC и независимые производители выпускали многочисленные версии этих двигателей V8 с конца 1940-х годов вплоть до 1970 года. Хотя у General Motors было больше семейств двигателей, чем у других производителей, Ford был на втором месте. Учитывая, что большинство двигателей Ford были разделены между подразделениями, довольно удивительно, что в период с 1952 по 1970 год Ford выпустил восемь двигателей V8 различных конструкций.Последним двигателем V8 с верхним расположением клапанов Ford в этот период был двигатель 335-й серии, выпущенный в 1970 модельном году как 351 Cleveland, за которым последовали 400-й в 1971 году и 351M в 1975 году.
Как и На набережной Терри Мэллоя , серия 335 «могла бы стать соперником» при других обстоятельствах. Он представлял собой одни из лучших инженерных и дизайнерских достижений Ford, но никогда не раскрыл своего полного потенциала. В году на набережной года Терри Мэллой стал жертвой своего брата, который убедил его упасть в драке, в то время как двигатели 335-й серии стали жертвой неудачного выбора времени и резкого сдвига в автомобильной промышленности.Когда-то 351C был довольно легендарным, особенно среди энтузиастов Ford, но с течением времени его легендарная загадочность несколько потерялась в песках времени. Сегодня большинство энтузиастов Ford предпочитают обычные малоблочные двигатели Windsor.
Особенности Ford 351W. Он был представлен в 1969 модельном году.
Хотя у Ford было много семейств двигателей, к 1967 модельному году у него не было ничего из набирающего популярность диапазона V8 среднего размера.В середине 1966 года Билл Гей был назначен главным инженером моторно-литейного производства. Его первыми обязанностями было увеличение 289 кубических сантиметров до 302 кубических сантиметров и разработка новой версии малолитражного Ford среднего размера. Билл Гей выбрал Джорджа Стиррата, чтобы курировать проект двигателя среднего размера. Стиррат решил, что лучше всего увеличить водоизмещение малоблочного Ford с наименьшими возможными затратами. С отверстием 4 дюйма в блоке с расстоянием между отверстиями 4,380 дюйма размер цилиндра уже был близок к максимальному.В результате увеличение хода на ½ дюйма по сравнению с 302, с 3,0 до 3,5 дюймов, было определено как лучшее решение. Чтобы приспособиться к этому длинному ходу, потребовалось увеличить высоту деки блока на 1,28 дюйма, а коренные шейки коленчатого вала были увеличены до 3 дюймов для увеличения прочности.
Этот новый двигатель, названный 351 (но фактически имеющий рабочий объем 352 куб. См), должен был производиться на заводе № 1 Windsor Engine, отсюда и название — 351 Windsor. Модель 351W была добавлена к модельному ряду Ford в 1969 модельном году и предлагалась в вариантах 2V (для 2-вентури карбюратора на 2 барреля) и 4V (для 4-вентури карбюратора на 4 барреля).
Это блок мощностью 351 Вт (вверху) и блок 302 (внизу). Обратите внимание на дополнительную высоту колоды блока 351W.
Ранние прогнозы производства показали, что завод в Виндзоре не сможет удовлетворить спрос. Было принято решение расширить производство 351 двигателя на заводе № 2 в Кливленде, и что эти 351 двигатель, построенный в Кливленде, претерпят ряд конструктивных улучшений. Некоторые исторические источники предполагают, что 351W был промежуточным звеном, чтобы удержать Ford до тех пор, пока не будет разработан полностью новый двигатель среднего размера.Возможно, именно поэтому компания Ford решила, что модели 351, производимые на заводе в Кливленде, нуждаются в улучшении конструкции.
Завод по сборке двигателей 351C на Кливлендском моторном заводе №2.
В начале 1968 года Билл Гей поручил Джорджу Стиррату возглавить проект 351 Cleveland. Стиррат выбрал Джо Мукуру для работы с ним. Это было где-то в то время, когда этот проект только зарождался, когда высшее руководство постановило, что этот новый двигатель среднего размера, построенный в Кливленде, должен иметь минимальный рабочий объем 335 кубических дюймов с возможностью расширения, так эта серия двигателей получила свое название.
Мукура и Штиррат имели разные идеи о том, как построить новый двигатель. Каждый придумал свой дизайн головок блока цилиндров. Конструкция Mucura, получившая название 335-M, имела большие свободно проточные порты и клапаны со скошенными клапанами, как и более крупные двигатели Ford 385-й серии. В конструкции Стиррата, получившей название 335-S, использовалась головка блока цилиндров с встроенными клапанами, аналогичная модели 351W, но с более крупными портами и клапанами. Из двух дизайнов — Продажи, Маркетинг и Планирование продукта — больше всего отдали предпочтение дизайну Mucura.Он был более инновационным и более привлекательным для публики, поскольку имел более высокий потенциал производительности. Стиррат и Билл Гей также были впечатлены дизайном Mucura, поэтому было решено выбрать дизайн Mucura.
После этого решения Штиррат и Мукура были переназначены. Билл Гей продолжал курировать проект 335-й серии. У Гая была дополнительная цель — упростить сборку двигателя и улучшить контроль качества. Впускной коллектор был переработан, чтобы он был сухим, то есть через него не проходила охлаждающая жидкость.Это уменьшило нагрев впускного коллектора и возможные утечки охлаждающей жидкости. Также была переработана сложная крышка привода ГРМ 351W, которую было трудно запечатать. Инженеры расширили отливку блока цилиндров, чтобы закрыть цепь привода ГРМ. Это позволило бы сделать крышку цепи привода ГРМ простым и более дешевым куском плоского стального листа. Удлинитель блока позволил соединить переходник охлаждающей жидкости в блок двигателя.
В самом двигателе по-прежнему использовалось то же расстояние между отверстиями 4,380 дюйма, что и в малом блоке Ford, из которого он развился, однако новая конструкция позволила немного снизить высоту палубы до 9 дюймов.2 дюйма по сравнению с высотой деки 351W 9,48 дюйма. Нижняя часть двигателя имела конструкцию с короткой юбкой, как и двигатель Windsor, но крышки коренных подшипников и переборки были увеличены и значительно усилены. Этот более прочный нижний конец позволил уменьшить диаметр коренного подшипника до 2,75 дюйма с 3 дюймов, используемых на модели 351 Windsor.
Крышки коренных подшипников серии 335 были значительно прочнее, чем у предыдущей конструкции. Крышки с 4 болтами использовались на некоторых высокопроизводительных моделях 351C.
Интересно, что после того, как Мукура ушел из проекта 335-й серии, он стал участвовать в проекте двигателя Boss 302.Он решил взять с собой свою многоугольную головку «Кливленд» и использовать ее на двигателе Boss 302. Конструкция головки Cleveland могла быть легко модернизирована до 302, потребовалось только изменить каналы охлаждающей жидкости. По сути, публика смогла получить «превью» грядущего 351C с представлением Boss 302.
В Boss 302 использовались головки, которые были практически идентичны 351-4V, с небольшими изменениями для приспособления к другой системе охлаждения.Другие отличия включали небольшие камеры сгорания объемом 58 куб. См и большие впускные клапаны 2,23 дюйма. Эти головки были выпущены на Boss 302 примерно за 6 месяцев до выпуска 351C-4V.
Регулярное производство 351C началось в июле 1969 года, а двигатель 1970 модельного года был представлен на автомобилях Ford и Mercury. Модель 351C обычно заменяла 351W (за некоторыми исключениями) в моделях промежуточного класса и в линейках автомобилей с пони-карами. Он предлагался в двух вариантах: 351C-2V и 351C-4V.Сравнивая 351W 1969 года и 351C 1970 года, оказалось, что 351C вызвала много шумихи за небольшую отдачу. Оба двигателя 2V имели одинаковую мощность 250 л.с., а мощность 300-сильного 351C-4V была всего на 10 лошадиных сил больше, чем у 351W-4V. Эксплуатационные испытания того времени показали, что два двигателя работали очень похоже. Так что же такого особенного в этом двигателе? Все это было выполнено в современной конструкции головки блока цилиндров. Эти головки дали 351C значительный потенциал мощности и, возможно, дали ему наибольший потенциал мощности среди всех двигателей V8 того времени.
«Область сжатия» способствует образованию застойных карманов в этой области, поскольку она наиболее удалена от свечи зажигания и защищена от фронта пламени. Пиковая «гашение» выталкивает эту топливовоздушную смесь из этой области в клиновидную камеру сгорания. Обратите внимание на гораздо больший угол наклона клапана по сравнению с головками серии 335.
Многие двигатели V8 того времени, включая собственные двигатели Ford Windsor, использовали клиновидную камеру сгорания. Ford пошел другим путем с двигателями 335-й серии, используя гораздо более мелкую многоугольную камеру сгорания, с клапанами, наклоненными как в горизонтальном, так и в продольном направлении.В отличие от клиновой камеры сгорания, этот тип камеры очень эффективен и не имеет застойных карманов за пределами основной камеры сгорания, которые приводят к несгореванию топлива / воздуха. Камера сгорания серии 335 способствует превосходной турбулентности воздушно-топливной смеси, что приводит к высокоэффективному процессу сгорания всей топливно-воздушной смеси.
Chrysler «Poly» имели такую же конструкцию неглубокой камеры сгорания, как и двигатели серии 335. В отличие от Фордов 335-й серии, он имел более простое расположение клапанов из-за более простой системы клапанов.
Ford начал экспериментировать с многоугольными камерами сгорания в начале 1960-х годов и обнаружил, что они дают широкую пологую кривую крутящего момента. Он не выдавал максимальной пиковой мощности, но давал самый высокий средний крутящий момент. Однако Ford не был первым, кто использовал этот тип камеры сгорания. Камера сгорания 335-й серии была похожа по конструкции на полисферическую камеру Крайслера.
Головки с открытой камерой по сравнению с головками с закрытой камерой — ни одна из них не является клиновидными камерами сгорания.Камеры сгорания имеют почти очень мелкую полусферическую конструкцию.
Ford произвел две версии камер сгорания 335-й серии. Сначала была открытая головка камеры, которая представляла собой неглубокую открытую камеру сгорания. Второй головкой была закрытая камера, в которой объем камеры сгорания был уменьшен с небольшими зонами гашения по обе стороны от клапанов. Широкая неглубокая камера сгорания головок серии 335 создает отличную турбулентность, и никакая часть камеры сгорания не защищена от фронта пламени.Область закалки использовалась только для уменьшения объема камеры сгорания для увеличения степени сжатия , а не для увеличения производительности, как при использовании с клиновой камерой.
Впускные и выпускные клапаны серии 335 были расположены под «полифункциональными» углами, чтобы максимально увеличить размер клапана и минимизировать сужение порта.
Распространено заблуждение, что ГБЦ 335-й серии с открытой камерой с ее отсутствием гашения более подвержены детонации. Так обстоит дело с клиновидными камерами сгорания, однако инженеры Ford и другие опытные эксперты по двигателям 335-й серии согласны с тем, что головки с открытой камерой не более подвержены детонации, чем головки с закрытой камерой.Это снова результат использования неглубоких камер сгорания с термической эффективностью, используемых в головках обоих типов. У каждой камеры сгорания есть свои преимущества. Закрытые камеры имеют более быстрое сгорание при более низких оборотах по сравнению с открытыми камерами. Это приводит к увеличению мощности на низких оборотах, но не улучшает мощность на средних и высоких оборотах. Клапаны открытых камер имеют меньшую защиту, что улучшает поток воздуха при малой высоте подъема клапана от 0,100 до 0,300 дюйма по сравнению с головками закрытых камер.Этот улучшенный воздушный поток наблюдается во всем диапазоне оборотов.
В большинстве двигателей серии 335 использовались нерегулируемые штампованные коромысла, которые удерживались стопорным болтом и опорой. Эта конструкция была заимствована у двигателя Ford 385-й серии.
Другой отличной конструктивной особенностью этих головок были многоугольные клапаны. Клапанный механизм и расположение клапанов были по существу такими же, как у двигателей Ford 385-й серии, и очень похожи на большой блок Chevrolet «дикобраз».Многоугольная компоновка клапанов позволила 351C использовать клапаны и порты гораздо большего размера, чем в типичном двигателе этого размерного класса. Впускные и выпускные патрубки были спроектированы с учетом высокого расхода и небольшого ограничения. Наклон впускного клапана к впускному отверстию и выпускного клапана к выпускному отверстию позволил инженерам максимизировать воздушный поток через порт. Эта компоновка соответственно увеличила пространство для клапанов, что позволило устанавливать клапаны очень большого размера.
Впускные порты головок 4 В (вверху) по сравнению с впускными портами 2 В (внизу)
В отличие от предшествующей модели 351W, модель 351 Cleveland имела уникальные головки блока цилиндров для каждого варианта карбюратора.В двигателях на 2 барреля использовалась головка «2V», а в двигателях на 4 барреля использовалась головка «4V». Головки 2V имели большие порты и клапаны, чем 351W, но у 4V были совершенно массивные порты. Они были самыми большими портами среди всех двигателей малого объема того времени, и в них использовались огромные впускные / выпускные клапаны размером 2,19 дюйма / 1,71 дюйма. С двумя размерами порта и двумя конструкциями камеры сгорания было несколько вариаций головок серии 335.
Выхлопные отверстия 2 В (вверху) и выхлопные отверстия 4 В (внизу)
Как мы видели, головки цилиндров двигателей 335-й серии отличались высокими характеристиками, большими наклонными клапанами, массивными портами и камерами сгорания с отличным тепловым КПД.Так в чем же причина того, что Ford сделал так, чтобы серийные автомобили были ориентированы на производительность? Во время разработки двигателя Форд активно участвовал в автоспорте. Инженеры, которые разработали этот двигатель, использовали весь свой прошлый опыт, полученный от Fords Motorsports, для разработки того, что они считали двигателем Ford с максимальными характеристиками. Головки блока цилиндров 4V были разработаны как современная гоночная головка, которую приручили для серийных двигателей. Головки 4V были способны производить 500 л.с. в конфигурациях NASCAR и даже больше в гонках Pro Stock.Даже более консервативные головки 2V работали очень хорошо и могли подавать достаточно воздуха, чтобы питать двигатель мощностью 400 л.с.
351C-4V могли вытеснить всех конкурентов.
Чтобы понять, насколько хорошо работают эти головки блока цилиндров, сравните их с другой хорошо известной головкой блока цилиндров того времени. Малогабаритный двигатель Chevrolet был известен своей высокой частотой вращения и свободно вращающейся головкой. Головки «двугорбые» долгое время считались лучшими производственными отливками Chevrolet.Хотя они текли хорошо, головки 351C-4V текли значительно лучше. В приведенной ниже таблице вы можете видеть, что даже неэффективные головки на 2 В примерно равны головке Chevrolet, в то время как головка на 4 В намного лучше.
Все инженерные разработки, вложенные в этот двигатель, дорого обошлись. В результате для экономии денег были модернизированы и другие аспекты двигателя. Одной из областей, в которой инженеры Ford определили экономию средств, была система смазки. В отличие от семейства малых блоков Ford, имевшего три основных масляных галереи, двигатели серии 335 были сокращены до двух.Эта система смазки в первую очередь направляет большую часть масла в подшипники кулачка и не уделяет первоочередного внимания коренным подшипникам двигателя. Были и другие двигатели, которые использовали аналогичные системы смазки, и в большинстве случаев, когда серийные двигатели использовались, этого было достаточно. Однако высокопроизводительные варианты 351C были настроены для работы на высоких оборотах, и именно тогда эта система смазки могла показывать слабость, что приводило к нехватке масла в сети и, возможно, к выходу из строя подшипников.
В системе смазки двигателя серии 335 не уделялось первоочередного внимания смазке коленчатого вала.
Эта проблема усугублялась еще и тем, что отверстия подъемника имели чрезмерные зазоры, что приводило к вытеканию излишка масла из отверстий подъемника. Эта утечка масла может вызвать кавитацию масла из-за движения подъемника, что может препятствовать потоку масла в сеть. Тем не менее, производители двигателей на протяжении многих лет находили различные решения для масляной системы, и эти двигатели можно сделать очень надежными в высокопроизводительных приложениях с высокими оборотами.
Это Ford Gran Torino Sport 1972 года выпуска Бада Мура, на котором использовался 351C, чтобы преодолевать большие препятствия, используемые другими командами.Хотя эта машина не победила, она была конкурентоспособной. Это ознаменовало начало перехода NASCAR на малоблочные двигатели. В автомобилях NASCAR Мура использовался усиленный гоночный блок цилиндров Ford с сиамскими цилиндрами, обеспечивающими внутренний диаметр 4,080 дюйма. Он фактически вытеснил 366 кубических сантиметров и выдавал почти 500 л.с.
Все двигатели серии 335 использовали тонкостенное литье. В результате стенки цилиндра стали тоньше обычных. Из-за этого, как правило, внутренний диаметр 0,040 дюйма является максимальным для любых двигателей серии 335, хотя и в некоторых случаях.060 дюймов может быть достигнуто, если сначала проверить блок. В очень мощных и гоночных приложениях стенки цилиндров могут быть недостаточно прочными. Однако для гонок NASCAR Ford отлил более прочные блоки цилиндров с более толстыми стенками цилиндров, в том числе один вариант с сиамскими цилиндрами.
Двигатель Ford 400 конца 1970-х годов
К 1971 модельному году Ford почти полностью исключил двигатель Ford FE из своей автомобильной линейки. В то время как 385-я серия пришла на смену более крупным итерациям FE, Ford нуждался в чем-то, чтобы заменить 390 FE V8.Поэтому было решено, что более крупная версия модели 351C на 400 куб. См может восполнить этот пробел. Использование меньшего 351C в качестве основы привело бы к более компактному и легкому двигателю, чем 390 FE.
Блок Ford 400 против 351C. Обратите внимание на дополнительную высоту колоды спереди и сзади блока 400. В блоке 400 также используется более крупная схема расположения болтов раструба. Было несколько литых моделей 400 с меньшими колоколами в стиле 351C, но они очень редки.
Для создания 400 у Ford были ограниченные возможности.Поскольку 400 должен был быть основан на 351C, у него было такое же расстояние между отверстиями 4,380 дюйма. Диаметр 4 дюйма оставил мало места для дальнейшего расширения. Поэтому было решено, что ход будет увеличен до 4 дюймов, чтобы создать 400 (который фактически сместил 402 ci). Чтобы приспособиться к этому увеличенному ходу, Ford пришлось увеличить высоту платформы более чем на 1 дюйм до 10,297 дюйма, что было очень близко к высоте платформы серии 385. Такое увеличение высоты палубы позволило использовать более длинные шатуны, чтобы у модели 400 было такое же соотношение штанги к ходу, что и у 351C.Однако это также означало, что между двигателями было меньше деталей. Это также привело к тому, что 400 был немного выше, шире и тяжелее, чем 351C. По этим причинам многие не включают 400 в семейство 351C. Реальность такова, что 351C и 400 имеют одинаковую базовую конструкцию и, очевидно, принадлежат к одному семейству. Ford создал модель 400 из 351C так же, как 351W из модели 302.
Интересно, что Chevrolet также создал двигатель 400 куб.Малогабаритный блок Chevrolet имеет расстояние между отверстиями 4,40 дюйма, что почти идентично Ford 351C. Так что места для увеличения диаметра ствола было мало. Однако Chevrolet решила увеличить диаметр цилиндра до 4,125 дюйма, используя сиамерные цилиндры, и тогда для получения 400 кубических сантиметров потребовался только ход поршня 3,75 дюйма. Даже с более коротким ходом 3,75 дюйма он не мог поддерживать такое же соотношение штанги к ходу, как у 350, без увеличения высоты деки. Поэтому Chevrolet пошла на компромисс с соотношением штока к ходу хода и использовала более короткий шток в 400.Это обеспечило большую взаимозаменяемость деталей по сравнению с Ford 400.
Коленчатые валы 351M, 351C и 400. Обратите внимание на большие коренные шейки коленчатых валов 351M и 400.
Чтобы приспособиться к более длинному ходу поршня 4 дюйма, Ford усилил нижнюю часть подшипника 400, увеличив размер основного подшипника до 3 дюймов в диаметре. Ford также использовал поршневой палец немного большего размера, уникальную трехточечную опору двигателя (в отличие от двухточечной опоры на 351C) и более крупный патрубок раструба двигателей 385-й серии.Эти изменения означали, что наряду с увеличенным блоком цилиндров в модели 400 использовались уникальные штоки и поршни, толкатели, коленчатый вал и соответствующие подшипники / крышки, впускной коллектор (из-за дополнительной ширины), выпускные коллекторы (из-за дополнительной высоты) и двигатель. монтирует. Остальные части двигателя были взаимозаменяемы с 351C.
Все автомобили Ford 400 были двигателями с низкими характеристиками, и почти все имели конструктивные недостатки из-за попыток Ford соответствовать стандартам выбросов. Таким образом, 400 уже давно разрисовывался как двигатель для якоря от смога, хотя это совсем не так.Хотя не было никаких вариаций с высокими характеристиками, двигатель имеет те же конструктивные преимущества, что и 351C, с преимуществом дополнительного рабочего объема. Однако есть ряд недостатков, которые не позволяют широко использовать его в качестве высокопроизводительного двигателя.
На этой диаграмме показано измерение зазора палубы. У Ford 400 клиренс на палубе был вдвое больше, чем у 351C. Это привело к тому, что для 400-го потребовалась очень мягкая настройка для предотвращения детонации.
Компания Ford пошла на один важный компромисс в конструкции, чтобы снизить степень сжатия в этом двигателе.Комбинация поршней с плоским верхом и тех же головок цилиндров, что и у 351C-2V, обеспечивала неприемлемо высокую степень сжатия для обычного топлива. Поэтому инженеры просто увеличили зазор деки (переместили поршень дальше вниз в цилиндр в верхней мертвой точке), чтобы добиться нормального, экономичного для топлива сжатия 9: 1. Конечным результатом стал чрезмерный зазор, вдвое больший, чем у 351C, и это уменьшило большую часть головок блока цилиндров и отличную турбулентность. Это вызвало некоторый застой в камере сгорания, и в результате произошла детонация при небольшой настройке.Этот шаткий замер зазора палубы оставался у 400 на протяжении всего производства.
До недавнего времени единственным решением для исправления этого чрезмерного зазора было использование поршней, изготовленных по индивидуальному заказу, или изменение поршней 351C для работы с шатуном 400. Сегодня вторичный рынок предлагает поршни с надлежащими зазорами на деке, которые также повышают степень сжатия.
A 400 может использовать головки 4V с воздухозаборником 351C, но необходимы проставки для компенсации дополнительной ширины двигателя, как показано здесь.
Высокопроизводительные головки 4V также могут использоваться на 400, однако нет впускного коллектора, который подходит для больших портов, или выпускных коллекторов, предназначенных для учета дополнительной высоты палубы.Для этих проблем есть послепродажные решения, но они недешевы.
Ford 400 выигравший Джона Каасе
В результате этих препятствий, 400 не был слишком популярен как двигатель с высокими рабочими характеристиками, и за пределами толпы грузовиков конца 70-х годов интерес к двигателю невелик. Тем не менее, те, кто потратил время на постройку 400 Ford, могут создать очень мощный двигатель. У него нет такой высокой скорости вращения, как у 351C, но он имеет преимущество в виде более надежной кривой крутящего момента.Фактически, производитель двигателей Джон Каасе выиграл несколько соревнований Engine Masters Competition с Ford 400, обойдя традиционные двигатели для маслкаров, такие как Small-block Chevrolet, Ford Boss 429 и Ford FE 427.
В моделях 351M и 400 используются практически все детали, за исключением коленчатого вала и поршней.
Модель 351C производилась на рынке Северной Америки только 5 лет. Он был снят с производства после 1974 года и был заменен высокой палубой 351M, которая была разрушена 400. В 351M использовался тот же блок, что и в 400, что означало, что произошло гораздо большее совместное использование частей, что позволило сократить расходы.
Австралийские модели 302C и 351C
В 1971 году австралийский Ford начал производить 351C на своем заводе в Джилонге вместе с короткоходным вариантом с небольшим рабочим объемом 302 кубических дюйма. Названный 302C, это был разрушенный 351C, который имел тот же канал ствола и сток, что и 302 V8, но использовал архитектуру двигателя 335-й серии.
К началу 1980-х годов производство двигателей 335-й серии прекратилось в обеих странах. Как и у Терри Маллоя, у этого двигателя был огромный потенциал, чтобы стать великим, легендарным двигателем, но этого просто не произошло.Разработанный как двигатель с высокими рабочими характеристиками, к 1971 году автомобильная промышленность начала резко переходить от производительности к стремлению соответствовать постоянно ужесточающимся стандартам выбросов. Это привело к тому, что к этим двигателям почти сразу же применили скомпрометированные инженерные решения, просто чтобы позволить Ford соблюдать стандарты выбросов. В это время Ford также отошел от автоспорта, избавившись от необходимости инвестировать в высокопроизводительную технику.
Двигатель 335-й серии действительно ненадолго оказался на солнце у энтузиастов Ford как 351C-4V, но в конечном итоге его превзойдет малоблочный двигатель Ford, который оставался в производстве дольше и пользовался гораздо большей послепродажной поддержкой.Мы смогли мельком увидеть величие этого семейства двигателей в Boss 351, но в конечном итоге большинство двигателей этого семейства были довольно обычными исполнителями, обремененными низкой компрессией и элементарным контролем выбросов. Представьте, что вы оцениваете Chevy или любой другой двигатель V8 того времени только по его вариациям 1970-х годов? Следите за обновлениями во второй части этой серии, в которой более подробно обсуждаются конкретные варианты двигателей 335-й серии.
Динамометрический ключ? Какая последовательность затяжки болтов ГБЦ
Обратите внимание на довольно серьезный и очень важный момент из обслуживания механизма станка в целом и его узлов по отдельности.Если уверенность в исправности фрагментов, соединений, узлов двигателя, то нет возможности чувствовать себя на дороге в состоянии полной защиты от различных ситуаций.
Не только ваша собственная жизнь, но даже уровень безопасности многих других людей, которым приходилось одновременно находиться в дороге с вами, является ключом к качеству настройки автомобиля. Головка блока цилиндров в этом случае может называться основной деталью двигателя.
Протяжка ГБЦ
Профессиональный автомеханик и водитель, у которых за плечами немало сотен километров, смогут внедрить удобный для переноски GBC.Для этого потребуются определенные навыки, набор сантехнического инструмента, терпение и желание обслужить собственный автомобиль своими руками.
От чего зависит необходимость изготовления протяжки:
- Прежде всего, законодательная необходимость в техническом осмотре.
- Вторым очень важным поводом автомобилисты считают появление влаги, которая скапливается в креплении головки и блока цилиндров. Такое явление характерно для течи масла.
- При перегреве двигателя голова может сильно расколоться, что тоже требует ремонта.
- Нестандартные затяжные болты или требуется замена прокладок.
Значительное удобство можно назвать еще одной новинкой современной индустрии. автомобильная промышленность. Сегодняшняя версия автомобильных моторов не требует протяжки. Тем не менее, на наших дорогах еще много старых ваз, москвичей, узовов, которым не обойтись без такого состояния обслуживания и столь ответственного техпроцесса.
Поэтому владельцам этих уважаемых моделей необходимо знать некоторые моменты траты и их особенности.
Заказ протяжки
В этом ролике вам будет показана схема затяжки GBC .. Рекомендуем к просмотру!
Овладение всеми тонкостями этой технологии требует исключительно того, чтобы ваш автомобиль был на дороге надежным и безопасным. Такой порядок операций нужно соблюдать исключительно для того, чтобы аккуратно отрезать саму головку и непосредственно блок цилиндров.
Во избежание появления различных искажений чрезмерное напряжение металлических осколков следует разбирать по следующим правилам.
Производим стабилизацию болтов за два момента:
- Первый подход — затянуть болты 1 — 10 моментом 3,5 — 4,1 кгс * м.
- Специалисты рассматривают работу с такими же болтами, но с затяжкой на 10,5 — 11,5 кгс * м.
- Последний момент третий — затяжка болта 11, момент 3.5 — 4,0 кгс * м.
Проведение этих несложных манипуляций с помощью сантехнического инструмента позволит вашему автомобилю стать надежным спутником в дороге. При затяжке головки в ВАЗ 2108 — 09, модель САМАРА порядок и последовательность затяжки соответствуют классическим приемам, только в четыре раза справа.
Все этапы полностью аналогичны, за исключением удвоения болтов до уровня 90 0.
Основные принципы
Внешне эта процедура довольно проста, но при этом необходимо учитывать следующее.После затяжки нужно провести контрольный осмотр. Для этого требуется динамометрический ключ. КПП выглядит следующим образом.
Если после достаточно сильного приложения болт начал растягиваться, это означает, что все механические моменты проведены в точном соответствии с технологическим режимом.
- При приложении к болту момента величиной 20 кгсм, а текучесть не была достигнута, болт следует заменить, он из металла повышенной прочности.
- При появлении значительного обжатия болта следует подумать о его полной замене, так как он полностью разрушается.
- Остальные нюансы данной технологической процедуры описаны только в инструкциях к конкретной марке станка.
В этой ситуации самое пристальное внимание следует обратить на уровень и состояние всех болтов, особенно если это уже достаточно серьезный и долго эксплуатируемый механизм. Государственные стандарты категорически запрещают ремонт и использование старых, бывших в употреблении соединительных конструкций.
При этом всегда можно принести болты рессоры, то есть те, которые уже требуют замены. Рассматривая возможности самостоятельного ремонта автомобиля, необходимо руководствоваться основными принципами эксплуатации, с которыми подразумевается инструктивный материал.
Только благодаря совету профессионального автомобилиста или консультации, полученной на сайте производителя, вы всегда можете потратить носилки GBC собственного железного помощника.
Главное, что требуется в дороге — это комфорт и состояние уверенности в любимой машине и собственных силах.
И еще раз привет 🙂 Однако часто спрашиваю — «Нужна ли повторная прошивка GBC?». Многие считают, что он голову поставил, подтянул и больше ее не трогал.
В процессе своей довольно долгой работы автомобилистом, а это больше четверти века, я позаботился о том, чтобы если вам лень протянуть голову через положенное для протяжки время, то через некоторое время и это зависит от манеры мотора. Водитель и расстояние, проезжаемые одновременно, должны быть удалены.
Обычно прокладка горит круглый год, а.и если человек на дальние расстояния едет, то через месяц. Поэтому мой совет: с расстегнутой головой нельзя далеко ходить, а иначе придется стрелять в дорогу. Но знаете, я заметил, если техника пришла прямо с завода, то через пробег на протяжку головы слабеют редко. Не исключено, что кладочного материала, который туда еще кладется.
Так на сколько нужно протянуть ГБЦ? В среднем тысяча км.Бегать. Так написано в инструкции и это подтверждено практикой. В инструкции по так- же написано, что через десять тысяч нужно растянуть или проверить растяжку головы.
Ну в большинстве случаев хватало одной прошивки. Но редко конечно, но были случаи, что при сгорании прокладки голова была слабой даже после одной протяжки. На мой взгляд все зависит от материала колодок gBC, который очень сидит, а какой совсем не кажется.
Физика этого явления, а именно ослабление протяжки головки очевидна.Обычно головки блока цилиндров изготавливаются из алюминия, а болты или стилеты по-прежнему стальные. Когда алюминий нагревается, коэффициент расширения больше, чем у стали, и когда двигатель нагревается, расширяющаяся головка сжимает прокладку как пресс, а когда она остывает, она также освобождается, и прокладка уже закрыта, и болты цесессино ослаблены.
Есть правило: горячий Двигатель растягивать нельзя, только холодный. Я подскажу вам список двигателей, которые нужно растянуть, исходя из вашего опыта, с которым я имел дело, а именно: ZMZ405.406 409. Двигатели ЗМЗ-402, УАЗ 417 421. Двигатели ЗМЗ 511 512 523, ЗИЛ-130, Урал.
Про других не скажу, но обычно головы ВАЗа врут редко. Про иномарки тоже ничего не могу сказать, потому что не хотел их перебирать, но и спрашивать не хочу. Это все.
Итак, какой мы пришли к выводу? Но что! протянуть во времени! А потом сжечь до прокладки Hujam!
Нет, не все. Чтобы не мучиться с перетяжкой головы, при этом приходится разбирать почти половину двигателя, чтобы убедиться, что он не сломался, но иногда такое бывает.Зависит от материала укладки. Сразу и не догадываюсь.
Чтобы голову повторно не растягивать, можно поставить металлический баллон. О том можно почитать. И хотя я писал об УАЗ-Патриот, это может относиться ко многим двигателям. Удачи, друзья!
Головка блока цилиндров (ГБЦ) обеспечивает герметизацию камеры сгорания, а также является основой газораспределительного механизма. Во время работы на ССС влияние высокой температуры, сильной вибрации и других факторов.При неправильной затяжке болтов ГБЦ возможна потеря герметичности камеры сгорания, тушение прокладки или растрескивание корпуса этой детали.
Какие силы действуют на GBC при работе мотора
Любой моторный режим приводит к неравномерному нагреву головы. Области, расположенные над камерами сгорания, нагреваются намного сильнее, чем остальная часть тела, поэтому возникает тепловое напряжение. Чем выше обороты двигателя или наибольшая нагрузка на него, тем больше разница в нагреве различных участков этой детали.В некоторых областях температурное расширение алюминия, из которого изготовлен корпус этой детали, настолько велико, что увеличивается давление на прокладку между головкой и блоком цилиндров. Поэтому через определенный промежуток времени необходимо повторить момент затяжки саморезов, иначе вероятность прокладки больше.
Какие силы действуют на GBC во время винта
Прокладка, которая устанавливается между блоком цилиндров и GBC, имеет определенную толщину, которая уменьшается во время затяжки.Несмотря на общую жесткость, алюминиевый корпус этой детали при затяжке деформируется на тысячи миллиметров, поэтому проводить ее необходимо от центра к краям. В этом случае можно компенсировать прогиб ее поверхности (подошвы). Когда головка лежит на блоке цилиндров, давление на каждой части ее подошвы одинаково. По мере раскрутки давление в местах установки болтов (шурупов) увеличивается, что приводит к V-образной деформации подошвы. Чтобы этого не произошло, необходимо строго соблюдать последовательность действий.Если порядок затяжки нарушен или сила (момент) не соответствует мотору, увеличивается вероятность ремонта прокладки двигателя и двигателя.
Правильный порядок затяжки
Независимо от типа двигателя процедура затяжки GBC всегда одинакова. Любая голова задерживается двумя рядами винтов, идущих параллельно камерам сгорания. Порядок отверстий — от первого до последнего цилиндра, справа и слева относительно первого цилиндра, в ряду. Вот правильный порядок завинчивания:
Некоторые мастера предпочитают другой порядок.Сначала затягиваются 2 центральных болта (момент такой же, как описано выше), затем винты слева и справа в одном ряду, затем еще и в другом ряду. Затем продолжайте закручивать оставшиеся болты в том же порядке. А другой порядок закручивания головы такой же по эффективности, поэтому каждый выбирает то, что ему нравится лично. Главное — обеспечить правильное усилие при затяжке. Поворачивая все болты GBC, они начинают задерживаться в том же порядке. Момент должен быть 3-4 кгс.м. Затем, соблюдая тот же порядок, еще раз подтянуть с усилием 7-8 кгс.м. Максимальный момент зависит от марки и модели автомобиля, поэтому перед началом работ необходимо внимательно прочитать инструкцию по ремонту вашего автомобиля. В противном случае велик риск повреждения головки или блока цилиндров.
На некоторых автомобилях можно повторно использовать болты GBC, убедившись, что их длина соответствует рекомендуемым значениям. На других машинах желательно каждый раз использовать новые детали.
Для правильной затяжки используйте динамометрический ключ
Если длина шурупа больше, чем необходимо, он будет тянуться ко дну колодца.Попытка его затянуть приведет к тому, что головка болта отломится или он выдавит резьбу в колодце. В любом случае придется разбирать мотор, менять прокладку и, скорее всего, восстанавливать колодец. Это будет стоить намного дороже, чем новый набор саморезов.
Через 300-700 км пробега (в зависимости от типа и модели двигателя) необходима протяжка GBC .. Во время этого пробега высокие температуры и вибрация привели к сжатию прокладки, поэтому необходимо снова затянуть болты.Обычно достаточно повернуть каждый болт 1-2 раза на 90 градусов, ориентируясь на показания динамометрического ключа, чтобы не превысить момент. Порядок затяжки такой же, как и раньше.
Выход
Теперь вы знаете, как затягивается ГБЦ и какие ошибки допускаются при этой операции. Поможет в самостоятельном ремонте и обслуживании автомобиля.
При любом виде ремонта часто приходится иметь дело с откручиванием и закручиванием всевозможных болтов и гаек, что несложно сделать, но сам процесс компенсации может немного нервничать.Этот факт не исключение и в случае проведения ремонтных работ в двигателе автомобиля. Казалось бы, вот эта затяжка болтов головки блока цилиндров (ГБЦ) сняла и зацепила, однако, оказывается, не все так просто. Не каждый автовладелец осознает важность правильного выполнения этой процедуры, и это может сказаться на стабильности хорошей работы. силовой агрегат. Вот мы сегодня с вами и узнаем, почему водитель знает процедуру затяжки GBC, какие особенности этой технологии и каких правил следует придерживаться при выполнении работ.
1. Почему знание Правил затяжки GBC так важно для водителя?
Основная масса автомобилистов даже не задумывается о необходимости соблюдения последовательности и регулировки крутящего момента ГБЦ. Однако все мы должны понимать, что при использовании неподходящей технологии этого процесса можно легко получить сбои в работе двигателя робота. Этот вопрос, вопреки мнению некоторых автовладельцев, не является рентабельным, в связи с чем необходимо уделить внимание более глубокому изучению, особенно если, зачастую, вы сами занимаетесь всем ремонтом, без посторонней помощи. сотни специалистов.
Что касается периодичности процесса затяжки, то чаще всего к нему прибегают, когда хотят предотвратить появление влаги или конденсата в местах соединения блока цилиндров и его головки, т.е. на стыках . Также не будет лишним в случае обнаружения протечек (одна из самых частых причин) или при проведении автовладельцем ремонта мотора, включая замену прокладок двигателя внутреннего сгорания. Еще одна возможная причина затяжки и регулировки ГБЦ, может быть нарушение конструкции блока цилиндров или, когда вследствие перегрева двигателя сильно забита ГБЦ, что также потребует соответствующего ремонта.
Конечно, если у вас есть лишние деньги, мне не о чем беспокоиться. Достаточно просто подъехать на ближайшую сотню, и там ее сотрудники сделают все, что им нужно (или даже что-то не нужно, главное больше денег презирать). Ну те, кому еще интересна эта тема, должны знать: Прежде чем разбираться с особенностями порядка блока блока блока, необходимо рассмотреть особенности параметров этого процесса для разных моделей машины.
Если вы, например, уже проделывали подобные действия на себе, не стоит считать себя профи, потому что при работе с CFC современными иномарками эти знания и опыт могут вообще не пригодиться. Процессы затяжки и затяжки болтов блоков блоков выполняются в строгом соответствии с требованиями производителя, которые указаны в технической документации по ремонту и обслуживанию каждого отдельного двигателя.
Обычно такие знания начисляются при необходимости их замены или ремонта силового агрегата, а поскольку это случается не так часто, то на практике они должны быть относительно редкими.Однако некоторые мастера после ремонта головки блока рекомендуют выровнять момент затяжки через
тысячи километров пробега.2. Общие особенности технологии затяжки КБС различных моделей двигателей
Процесс затяжки GBC, а также другие ремонтные вмешательства в его работу (например, опрессовка) имеет свои особенности и параметры для каждой модели. Поэтому выполнение всех действий лучше доверить квалифицированным рабочим, имеющим определенные навыки и практику затяжки болтов КТС.
Надо сказать, что данные профилактической протяжки деталей, которая была так популярна в прошлые десятилетия и применялась в основном на двигателях отечественных автомобилей (после проведения капремонта силового агрегата или головки блока цилиндров) сегодня уже не актуальны. На выпускаемых современных автомобилях для крепления головки блока используйте самозатягивающиеся (пружинные) болты и после первой затяжки повторять действие не имеет смысла.
Причем, поскольку конструкция этих деталей не предусматривает исполнения, то такое действие может только навредить качеству болтов.Соответственно, если раньше выполнение протяжки было обязательной составляющей любого осмотра, то в наше время этот пункт применим разве что к устаревшим моделям ваз, газов и москвичей.
3. Основные правила затяжки
Как уже было сказано, параметры и характеристики процесса затяжки GBC в разных моделях двигателей существенно различаются. Однако есть ряд общих правил, которые можно использовать при работе с любым из них. К ним относятся следующие позиции:
Использование заводом-изготовителем порядка (схемы) затяжки болтов крепления ГБЦ и крутящего момента усилие является обязательным условием качественного ремонта.
При затяжке GBC необходимо использовать только хороший и проверенный динамометрический ключ. Обычный гаечный ключ для этих целей не подходит. Также не стоит полагаться на личный взгляд и надеяться на мышечную память.
Сменный цилиндр Болты цилиндра должны быть в безупречном состоянии. (Обязательное требование !!!) . Применять старые или обрезанные детали — категорически не рекомендуется. Также не забудьте проверить состояние и чистоту резьбы перед затяжкой.Что касается «пружинных болтов», то они одноразовые и при повторном использовании уже не будут обеспечивать необходимое усилие затяжки, что чревато появлением протечек масла из-под прокладки головки.
При использовании болтов типа TTY (используемых в основном на алюминиевых головках) категорически запрещается проводить какие-либо тряски или подвешивание. Этот тип болтов не имеет отношения к моменту усилия затяжки, так как он затягивается в соответствии с установленной степенью. Более подробная информация должна быть предоставлена в инструкции производителя.
Покупая прокладку для GBC, обратите внимание на спецификации производителя, в которых обычно указывается, какой момент усилия затяжки можно приложить относительно данного типа прокладки. Эти данные очень важны, так как результатов по крутящему моменту двигателя не должно быть, сильно расходится с данными, касающимися момента затяжки прокладки.
При наличии «глухого» отверстия под болт крепления ГБЦ старайтесь не заливать масло, сливая его до затягивающей головки, иначе болт не дойдет до конца.Если это сквозное отверстие, а вторым концом оно уходит в систему охлаждения, то перед закручиванием болта смажьте резьбу пластиковым герметиком.
При выполнении болтов крепления ГБЦ (примем именно такое решение) обратите внимание на то, что двигатель с чугунной головкой выпускается при минимальной температуре около 800 (так называемой «на горячем»), а двигатель с алюминиевым ГБЦ — на холоде.
Момент затяжки ГБЦ ВАЗ 2112 (16 клапанов) очень важен, так как деформация возникает при неравномерной установке головки.Это приводит к тому, что после разборки от поверхности головки блока уйдет не менее 2 мм. Если соблюдать все моменты затяжки, голову точить не придется, а если нужно, то не более четверти миллиметра.
Конструкция головы
Чтобы гидротерапевты работали в штатном режиме, масло стекает из системы смазки. Поставляется по специальным каналам в блоке KBS и GBC. По этим каналам проходит масло и для смазки шек на распределительных валах.В канале есть клапан, с которым масло сверху не сливается после заглушки двигателя. Это позволяет поддерживать работу системы в штатном режиме до полной остановки.
Распределительные валы
При ремонте головки необходимо проверить состояние распредвалов. При сборке соблюдайте инструкцию и соблюдайте момент затяжки ГБЦ ВАЗ-2112 (16 клапанов). На «Приоре» такой мотор установлен — он достаточно мощный, имеет отличные характеристики и не требует частого ухода.Два распредвала приводят впускной и выпускной клапаны.
Распределительные устройства вращаются в специальных домкратах, которые находятся в прямой головке. Отличие распредвалов в том, что на впуске небольшой салон. Он находится возле самой первой опоры. Чтобы не происходило осевое перемещение, есть упорные бордюры — они есть по обе стороны от передней опоры. Впереди на обоих распредвалах самодостаточные сальники.
Порядок ремонта
- Приспособление для сжатия пружин клапанов.Можно использовать как «магазинную», так и самодельную. Главное, чтобы работать было комфортно.
- Устройство для выдавливания маслостойких крышек.
- Оправка в виде трубки для установки колпачков.
- Ключи на «10», шестигранники, пинцет и отвертки.
Выполните такие манипуляции:
- Проведите все действия по снятию головного и распределительного валов.
- Снимите все клапаны с помощью специального приспособления.
- Снимите масляные колпачки для похудения.
- Сдвиг клапана замена и тиканье.Менять клапана нужно, если есть поломки — прогары, нарушение геометрии. Обязательно расписаться, на каких домкратах делает вентиль — иначе нарушится герметичность.
- Собрать все механизмы привода клапанов — гидротерапевты, пружины, закрепить крошкой.
Все действия по сборке узла производятся в обратной последовательности, только нужно учитывать одну особенность: придерживаться рекомендуемых значений момента затяжки ГБЦ ВАЗ-2112 (16 клапанов). На фото указана последовательность затяжки.
Как затянуть болты крепления кубика
Обязательно ознакомьтесь со схемой, приведенной в статье. Для того, чтобы затянуть болты, необходимо выполнить несколько простых действий:
- Установить новую прокладку головки блока, надеть ее на центрирующие втулки.
- Установите головку и отодвиньте болты ее крепления.
- Взять затяжку с моментом 20 Н * м. Если шкала в «кгс / м», то поделите на 10.
- При втором подходе нужно доверять все болты по схеме на 90 градусов.
- Для третьей цели они распяты еще на 90 градусов.
Нельзя использовать болты, длина которых составляет 95 мм и более. В целом процедура довольно простая, но требуется динамометрический ключ — без него выдержать правильный момент затяжки ГБЦ ВАЗ-2112 (16 клапанов) не получится.
Двигатель417-й модели: особенности, технические характеристики
УМЗ 417 — двигатель, специально созданный для внедорожников Ульяновского автомобильного завода: УАЗ-469 и УАЗ-452.Этот агрегат заменил двигатель 414-й модели.
Общие сведения о двигателе
Двигатель УМЗ-417 (фото внизу) имеет классическое вертикальное, рядное расположение группы цилиндров. По своему типу мотор относится к четырехтактным агрегатам с карбюраторной системой принудительной подачи топлива. Охлаждение мотора также организовано традиционно для ДВС и представляет собой заполненный жидкостью замкнутый контур, циркуляцию которого обеспечивает специальный насос. Моторное масло к агрегатам агрегата подается под давлением с дальнейшим разбрызгиванием.
Двигатель УМП-417: Технические характеристики
- Количество цилиндров (шт.) — 4.
- Объем (см. Куб) 2445.
- Диаметр одного цилиндра 92,0 мм.
- Высота хода поршня 92,0 мм.
- Степень сжатия 7,0.
- Общее количество клапанов (шт.) — 8 (по паре на каждый цилиндр).
- Тип синхронизации — OHV.
- Мощность двигателя (при частоте вращения коленчатого вала 4 тыс. Об / мин) 92 л.от.
- Значение крутящего момента 172Нм, при 2200 об / мин.
- Рекомендуемый тип бензина — A 76.
- Расход топлива (л / 100 км): городской режим — 14,5, проселочная дорога — 8,4, смешанный режим — 10,6.
- Масло 5,8 л. (первый залив, следующий — 5 литров).
- Норма расхода масла на дым 100 г на 1 тыс. Км.
- Масса двигателя (кг) — 166.
- Рабочий ресурс — 150 тыс. Км.
Особенности двигателя по сравнению с предшественниками
Прежде всего, следует отметить, что двигатель 417-й модели, который УАЗ начал выпускать в 1989 году, практически аналогичен силовому агрегату из Заволжья. — ЗМЗ-402, производство которого началось в 1981 году.Устанавливается на автомобили серий «Волга» и «Газель». И отличия друг от друга не очень значительны.
Поэтому говорить о том, что УМП-417 получил совершенно новую ГБЦ, по сравнению с УМП-414, можно только с натяжкой, так как она похожа на головку ЗМЗ-402, но по сравнению со «старым» Оазом. двигателя, степень сжатия увеличилась с 6,7 до 7.
Реальные изменения коснулись механизма газораспределения. В первую очередь установили новый распредвал и выпускной клапан (диаметр капота увеличился с 44 мм до 47 мм), при этом впускные клапаны остались прежними (36 мм).Кроме того, была изменена форма выпускного коллектора, который теперь представлял собой схему 4-1, то есть четыре патрубка от цилиндров сходились в один.
Сам блок отлит из алюминия, гильзы — из чугуна. В двигателе 417-й модели они посажены через прокладки из маслостойкой резины — это одно из слабых мест этого мотора, так как общая прочность агрегата снижена. Кстати, у ЗМЗ-402 прокладки на медные гильзы. Кроме того, на УМЗ-417 более ранних выпусков ребра жесткости не предусматривались, они появились позже.
Еще одно отличие ЮМЗ от ЗМЗ в том, что на нем есть специальное крепление для масляного фильтра ВАЗ (ВАЗ-2101).
Коленчатый и распредвалы, поршни с кольцами, толкатели клапанов и шатуны у двигателя 417-й модели такие же, как и на ЗМЗ-402. Гильзы цилиндров у них различаются, ведь посадка за счет прокладок разная. Маховик у двигателя ЮМЗ больше в диаметре и тяжелее по массе, колокол, соответственно, тоже имеет большие размеры.
Еще одним слабым местом двигателя является набивка: если в ЗМЗ она закладывается в специальные пазы в блоке цилиндров и крышке коленчатого вала, то на УМЗ она наматывается на ось и сверху обжимается стальными пластинами. что снижает герметичность стыка.
Двигатель УМЗ-417: отзывы владельцев
Если проанализировать отзывы владельцев УАЗа, на котором установлен 417-й двигатель, в целом они отмечают уникальную надежность агрегата. Двигатель может оставаться в рабочем состоянии даже после сильного перегрева. Его реальный рабочий ресурс намного выше заявленного заводом, при этом двигатель неприхотлив и может неплохо работать как на плохом бензине, так и на некачественном масле.
Но есть и минусы:
- Если двигатель ЗМЗ качает водяную помпу антифриза в блоке цилиндров, и выбирает из ГБЦ, то в УМЗ и подачу, а выбор идет из головки, как следствие, мотор остывает неравномерно и часто перегревается.
- Поскольку выпускной коллектор выполнен по схеме 4-1, то на средних и высоких оборотах двигатель, как говорится, «не тянет».
- Для заявленной мощности слишком большой расход бензина.
- Утечка масла через негерметичность и даже через сам агрегат (низкое качество литья корпуса, приводящее к образованию крупных пор, приводит к образованию микроканалов, по которым масло может поступать как наружу, так и в охлаждающую жидкость).
- Отсутствие качественных запчастей.
- Необходимость регулировки тепловых зазоров в клапанах.
Модификации двигателя
УМЗ-417.10 — устанавливается на УАЗ-3151. Мощность — 92 л. от. Двигатель рассчитан на бензин А 76.
УМЗ-4175.10— имеет повышенную компрессию — 8,2. Мощность — 98 л. от. Бензин — Аи 92. Устанавливался на автомобили серии «Газель».
УМП-4178.10 — в качестве доработки получил новый впускной коллектор, для карбюратора двухкамерный.
УМП-4178.10.10. — разработан для линейки УАЗ. Для модернизации в нем была использована головка блока от ЮМЗ-421, а асбестовая набивка коленвала заменена на сальник.
Техническое обслуживание двигателя
Известно, что своевременное техническое обслуживание двигателя позволяет значительно продлить срок его службы. Поэтому масло в двигателе, чтобы продлить ему жизнь, нужно менять каждые 10 тысяч км. В картере и маслоохладителе 5,8 л, неподвижный остаток при последующей замене 0.5-1 л. Вместе с маслом меняется и фильтр (подходит от ВАЗ-2101).
Регулировку тепловых зазоров на клапанах проводить через каждые 15 тыс. Км.
% PDF-1.6 % 3342 0 объект > эндобдж xref 3342 940 0000000016 00000 н. 0000028259 00000 п. 0000028447 00000 п. 0000028493 00000 п. 0000028688 00000 п. 0000028956 00000 п. 0000029415 00000 п. 0000030256 00000 п. 0000033680 00000 п. 0000034067 00000 п. 0000063629 00000 п. 0000064061 00000 п. 0000064356 00000 п. 0000064460 00000 п. 0000064569 00000 п. 0000064630 00000 п. 0000064787 00000 п. 0000064894 00000 п. 0000065106 00000 п. 0000065340 00000 п. 0000065586 00000 п. 0000065777 00000 п. 0000065937 00000 п. 0000066135 00000 п. 0000066282 00000 п. 0000066490 00000 н. 0000066690 00000 н. 0000066833 00000 п. 0000066980 00000 п. 0000067174 00000 п. 0000067346 00000 п. 0000067570 00000 п. 0000067790 00000 п. 0000067937 00000 п. 0000068103 00000 п. 0000068337 00000 п. 0000068485 00000 п. 0000068632 00000 п. 0000068866 00000 п. 0000069043 00000 п. 0000069198 00000 п. 0000069340 00000 п. 0000069590 00000 п. 0000069762 00000 п. 0000069961 00000 п. 0000070113 00000 п. 0000070243 00000 п. 0000070406 00000 п. 0000070544 00000 п. 0000070725 00000 п. 0000070933 00000 п. 0000071145 00000 п. 0000071306 00000 п. 0000071466 00000 п. 0000071626 00000 п. 0000071809 00000 п. 0000071929 00000 п. 0000072096 00000 п. 0000072226 00000 п. 0000072420 00000 н. 0000072639 00000 п. 0000072805 00000 п. 0000073035 00000 п. 0000073181 00000 п. 0000073315 00000 п. 0000073465 00000 п. 0000073684 00000 п. 0000073824 00000 п. 0000073982 00000 п. 0000074149 00000 п. 0000074277 00000 п. 0000074411 00000 п. 0000074569 00000 п. 0000074703 00000 п. 0000074853 00000 п. 0000074997 00000 п. 0000075169 00000 п. 0000075349 00000 п. 0000075557 00000 п. 0000075777 00000 п. 0000075995 00000 п. 0000076195 00000 п. 0000076347 00000 п. 0000076511 00000 п. 0000076723 00000 п. 0000076869 00000 п. 0000077143 00000 п. 0000077277 00000 п. 0000077439 00000 п. 0000077647 00000 п. 0000077795 00000 п. 0000077999 00000 н. 0000078187 00000 п. 0000078349 00000 п. 0000078513 00000 п. 0000078705 00000 п. 0000078883 00000 п. 0000079007 00000 п. 0000079219 00000 п. 0000079383 00000 п. 0000079605 00000 п. 0000079777 00000 п. 0000079957 00000 н. 0000080133 00000 п. 0000080315 00000 п. 0000080479 00000 п. 0000080647 00000 п. 0000080828 00000 п. 0000081050 00000 п. 0000081264 00000 п. 0000081485 00000 п. 0000081631 00000 п. 0000081779 00000 п. 0000081962 00000 п. 0000082148 00000 п. 0000082322 00000 п. 0000082516 00000 п. 0000082746 00000 н. 0000082906 00000 п. 0000083060 00000 п. 0000083228 00000 п. 0000083374 00000 п. 0000083572 00000 п. 0000083762 00000 п. 0000083948 00000 н. 0000084138 00000 п. 0000084284 00000 п. 0000084456 00000 п. 0000084608 00000 п. 0000084816 00000 п. 0000084992 00000 п. 0000085146 00000 п. 0000085308 00000 п. 0000085482 00000 п. 0000085632 00000 п. 0000085806 00000 п. 0000085978 00000 п. 0000086134 00000 п. 0000086402 00000 п. 0000086674 00000 п. 0000086930 00000 п. 0000087150 00000 п. 0000087332 00000 п. 0000087532 00000 п. 0000087676 00000 п. 0000087838 00000 п. 0000087998 00000 н. 0000088234 00000 п. 0000088472 00000 п. 0000088674 00000 п. 0000088856 00000 п. 0000089036 00000 н. 0000089202 00000 п. 0000089308 00000 п. 0000089426 00000 п. 0000089670 00000 п. 0000089786 00000 п. 0000089938 00000 н. 00000
00000 п. 0000000000 п. 00000 00000 п. 00000
00000 п. 00000 00000 п. 00000 00000 п. 0000000000 н. 00001
SEC.gov | Превышен порог скорости запросов
Чтобы обеспечить равный доступ для всех пользователей, SEC оставляет за собой право ограничивать запросы, исходящие от необъявленных автоматизированных инструментов. Ваш запрос был идентифицирован как часть сети автоматизированных инструментов за пределами допустимой политики и будет обрабатываться до тех пор, пока не будут приняты меры по объявлению вашего трафика.
Укажите свой трафик, обновив свой пользовательский агент, включив в него информацию о компании.
Чтобы узнать о передовых методах эффективной загрузки информации с SEC.gov, в том числе о последних документах EDGAR, посетите sec.gov/developer. Вы также можете подписаться на рассылку обновлений по электронной почте о программе открытых данных SEC, включая передовые методы, которые делают загрузку данных более эффективной, и улучшения SEC.gov, которые могут повлиять на процессы загрузки по сценарию. Для получения дополнительной информации обращайтесь по адресу [email protected].
Для получения дополнительной информации см. Политику конфиденциальности и безопасности веб-сайта SEC.Благодарим вас за интерес к Комиссии по ценным бумагам и биржам США.
Код ссылки: 0.5dfd733e.16381.8498e4f
Дополнительная информация
Политика безопасности в Интернете
Используя этот сайт, вы соглашаетесь на мониторинг и аудит безопасности. В целях безопасности и обеспечения того, чтобы общедоступная услуга оставалась доступной для пользователей, эта правительственная компьютерная система использует программы для мониторинга сетевого трафика для выявления несанкционированных попыток загрузки или изменения информации или иного причинения ущерба, включая попытки отказать пользователям в обслуживании.
Несанкционированные попытки загрузить информацию и / или изменить информацию в любой части этого сайта строго запрещены и подлежат судебному преследованию в соответствии с Законом о компьютерном мошенничестве и злоупотреблениях 1986 года и Законом о защите национальной информационной инфраструктуры 1996 года (см. Раздел 18 USC §§ 1001 и 1030).
Чтобы обеспечить хорошую работу нашего веб-сайта для всех пользователей, SEC отслеживает частоту запросов на контент SEC.gov, чтобы гарантировать, что автоматический поиск не влияет на возможность доступа других пользователей к SEC.содержание правительства. Мы оставляем за собой право блокировать IP-адреса, которые отправляют чрезмерное количество запросов. Текущие правила ограничивают пользователей до 10 запросов в секунду, независимо от количества машин, используемых для отправки запросов.
Если пользователь или приложение отправляет более 10 запросов в секунду, дальнейшие запросы с IP-адреса (-ов) могут быть ограничены на короткий период. Как только количество запросов упадет ниже порогового значения на 10 минут, пользователь может возобновить доступ к контенту на SEC.губ. Эта практика SEC предназначена для ограничения чрезмерного автоматического поиска на SEC.gov и не предназначена и не ожидается, чтобы повлиять на людей, просматривающих веб-сайт SEC.