Своими силами проверяем зазор между поршнем и цилиндром » АвтоНоватор
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.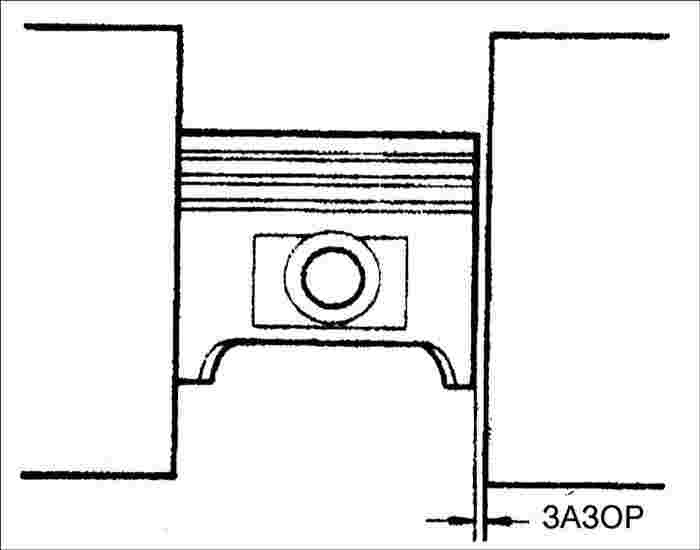
Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.
Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.
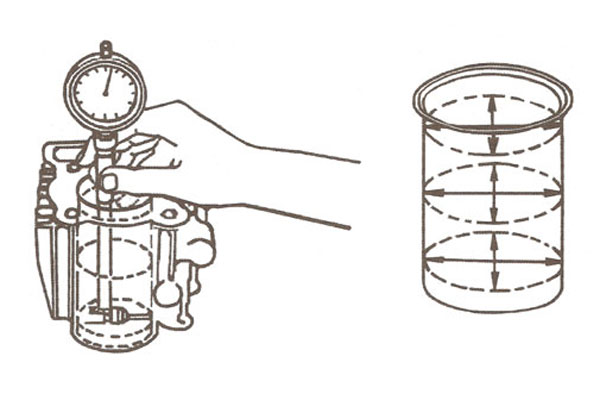
Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.
Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру.
При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром. youtube.com/embed/Y4jOIIa5VHo?rel=0″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/Y4jOIIa5VHo?rel=0″ frameborder=»0″ allowfullscreen=»»/>
Зазор между поршнем и цилиндром
Как только вы завели двигатель и вам послышался звук, похожий на стук, а потом, когда двигатель прогрелся он пропал, либо немного стих, это значит, что пришла пора для проверки зазора между поршнями и цилиндрами. А это говорито том, что в руки нужно взять в руки инструмент и начать разбирать ГБЦ.
По Вашему мнению может ли быть что-то общее между человеком и мотором машины. Маленький человек, не может вам рассказать или пожаловаться вам на какую-то боль или беспокойство. Только по стечению времени он начинает говорить и может вам что-то объяснить.
Точно так и мотор машины, когда он новый, он работает и ему ничего не мешает. Но опять же проходит какой-то промежуток времени и он начинает сообщать о каких-либо проблемах. Это можно понять по звуку издаваемому им. А точнее по стуку деталей которые находятся внутри.
Только по стечению времени он начинает говорить и может вам что-то объяснить.
Точно так и мотор машины, когда он новый, он работает и ему ничего не мешает. Но опять же проходит какой-то промежуток времени и он начинает сообщать о каких-либо проблемах. Это можно понять по звуку издаваемому им. А точнее по стуку деталей которые находятся внутри.
У этого стука могут быть разные проблемы происхождения. Это может как распредвал так и коленвал стучать или какие-либо другие детали. Как упоминали ранее возможно это зазор между поршнем и цилиндром. Именно о такой проблеме двигателя пойдет сегодня речь. Нужно знать, что рано или поздно стук появится и эту проблему необходимо будет решать, а не откладывать на потом.
Какие изменения могут быть с зазором между поршнем и цилиндром
При правильной эксплуатации мотора со временем естественным путем сужается зазор между этими деталями. Происходит это из-за того, что во время эксплуатации при высоких температурах работают детали. Помимо этого, еще причинами возникновния такой проблемы являются неправильное регулирование движущихся деталей, перегрузки температуры, перекос цилиндров. Вы знаете то, что блоки цилиндров изготавливают чаще всего из аллюминиевого материала, у которых преобладает двойной коэффициент расширения, в сравнении с легированным чугуном.
Помимо этого, еще причинами возникновния такой проблемы являются неправильное регулирование движущихся деталей, перегрузки температуры, перекос цилиндров. Вы знаете то, что блоки цилиндров изготавливают чаще всего из аллюминиевого материала, у которых преобладает двойной коэффициент расширения, в сравнении с легированным чугуном.
Причиной уменьшения зазора между описываемыми деталями, является полусухое трение, из-за чего увеличивается температура деталей блока цилиндров. Со временем смазка пропадает и зазор исчезает из-за появления задир на поршне.
Для определения состояния блока цилиндров проводят диагностику, после которой выносят вердикт о ремонте цилиндров и элементов поршневой группы мотора. Но полностью сказать на сколько поршни, гильзы и другие детали деформировались можно при полном разбирании ГБЦ.
Если вы дошли до поршневой группы можно начинать дефектовку цилиндров и поршней. Приборы которыми измеряют диаметры называются микрометр применяют для поршней, а нутрометр применяют при измерении диаметров цилиндров.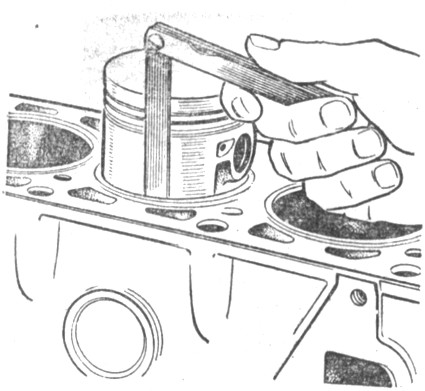
Существуют ли какие-то нормы соответствия поршней и цилиндров
Перед началом ремонта поршневой группы, вам нужно узнать о том, что бывают группы диаметров поршней, и таблицы в которых указаны номинальные размеры цилиндров и поршней. Именно этими знаниями нужно пользоваться при ремонте. Существует определенная классификация поршней в зависимости от наружного диаметра, их всего пять: А, В, С, D, E через каждый 0,01 миллиметр размера.
К этому еще категории размеру отверстия под поршневой палец через каждые 0,004 миллиметра. Эти данные в форме цифры — это категория отверстия, а буквы – это класс поршня, они написаны на днище поршня. Расстояние между поршнем и цилиндром должно соответствовать определенным расчетным нормам. Норма для новеньких деталей считается от 0,05 до 0,07 мм. А для деталей бывших в использовании зазор должен быть не более 0,15 мм.В общем-то для этого и делается промер зазора между поршнем и цилиндром, чтобы купить поршни такого класса, какого и цилиндры. Но может быть и так, что зазор превышает размер 0,15 мм, то нужно подобрать поршень к цилиндру, с наибольшим близким значением к расчетному размеру.
Сначала нужно делать расточку цилиндров с максимальным приближением близкому к цифрам ремонтного размера. Но еще необходимо не забыть оставить припуск около
Но может быть и так, что зазор превышает размер 0,15 мм, то нужно подобрать поршень к цилиндру, с наибольшим близким значением к расчетному размеру.
Сначала нужно делать расточку цилиндров с максимальным приближением близкому к цифрам ремонтного размера. Но еще необходимо не забыть оставить припуск около
Микрометр служит для определения размера поршней, а нутрометр для определения размера цилиндров. При покупке поршней к цилиндрам нужно учитывать не только номинальный или ремонтный размер, а также нужно знать и вес поршней. Он может быть нормальным, а может больше или меньше на пять грамм. К ремонтным поршням нужно подбирать ремонтные кольца ремонтных размеров. Только после всех нужных проведенных манипуляций с зазором между этими деталями, вы быстро подберете необходимые размеры, и после растачивания установите поршень.
Только после всех нужных проведенных манипуляций с зазором между этими деталями, вы быстро подберете необходимые размеры, и после растачивания установите поршень.
Причины изменения зазора между поршнем и цилиндром
Почему так происходит? Вроде бы стараешься эксплуатировать двигатель согласно инструкции. Масло моторное заливаем как советует производитель. Не жалеем денег на то чтобы двигатель был всегда «накормлен», так как говорят производители.Но все же есть причины изменения зазора:
Даже во время правильной эксплуатации мотора, не может вам с точностью объяснить почему появляется увеличение зазора между этими двумя деталями. Нужно помнить, что все детали работают в экстремальных условиях, то есть при высоких температурах. Поэтому избежать изменения свойств металла не получится, можно только отодвинуть не надолго, но избежать не удастся. У поршня со временем начинают изнашиваться естественным путем канавки для колец, отверстия под палец и др.
Причинами могут стать неисправности появляющиеся во время эксплуатации мотора:
К чему может привести возникшая проблема зазора между поршнем и цилиндром
Увеличенный по размерам зазор может привести к стуку, к плохой компрессии мотора, увеличению расхода масла, и к поломке двигателя. А вот уменьшенный зазор может привести к появлению задир на цилиндрах, перегреву деталей блока.
Как при увеличении зазора, так и при его уменьшении понадобится ремонтировать поршневую группу. Тут без вариантов. Можно конечно задуматься о приобретении нового мотора. Но дешевле будет если сделать ремонт такого рода поломки. Весь процесс будет исходить из замены цилиндров и их расточке и хонинговании.
Как самостоятельно проверить зазор между поршнем и цилиндром
Конечно, чтобы проверить зазор, необходимо для начала разобрать ГБЦ. В общем то вы начинаете капитальный ремонт мотора. Так как по результатам диагностики скорее всего появятся проблемы с распредвалом, коленвалом, заменой прокладок, подшипников, вкладышей, работы вам будет предостаточно. Но сегодня мы рассматриваем зазор между цилиндрами и поршнями. Для начала нам необходимы для измерительных инструмента: нутрометр и микрометр. Для чего они нужны мы упоминали ранее. Останавливаться на структуре материала и технологии изготовления деталей мы не станем. Начнем измерять размеры поршней.
Как и у цилиндров, у поршней тоже есть классификация по наружному диаметру и их пять классов: A, B, C, D, E. Замерять диаметр поршня нужно в районе цилиндрической части юбки, расстояние от днища плоскости в 52,4 миллиметра. Класс поршня вы разгледите на днище поршня.
Расстояние между поршнем и цилиндром должно соответствовать определенным расчетным нормам. Для новых деталей нормой считается от 0,05 до 0,07 мм. А для деталей бывших в использовании зазор должен быть не больше 0,15 мм.
Для новых деталей нормой считается от 0,05 до 0,07 мм. А для деталей бывших в использовании зазор должен быть не больше 0,15 мм.
В общем-то для этого и делаются промеры, чтобы купить поршни такого класса, какого и цилиндры. Но возможно и следующее, что зазор превышает размер 0,15 миллиметров, то необходимо подобрать поршень к цилиндру, с наибольшим приближенным значением к расчетному размеру.
Сначала нужно делать расточку цилиндров к максимально близкому по цифрам ремонтному размеру. Также не нужно забывать оставлять припуск около 0,03 миллиметра для хонингования поверхности цилиндров после растачивания. Только после этого всего можно приобретать поршни.
Как только вы сделали ремонт цилиндров, начинаем подбирать поршни нужного ремонтного размера. Для обычных моделей моторов отечественного производства, норма монтажного зазора между этими двумя деталями следующая: 0,06-0,08 миллиметров для двигателей 05 и 06, а 0,05-0,07 для двигателей 01 и 03.
Обязательно при покупке поршней необходимо уделить внимание на их массу. Вес одного поршня двигателя не должен быть меньше или больше на 2,5 грамм. Это нужно для того чтобы снизить вибрацию мотора при разности масс возвратно-поступательного движения. Все необходимые размеры поршня и цилиндра, а также нормы производителя к зазорам для того мотора который у вас можно узнать из руководства по эксплуатации именно вашего типа мотора. Желаем удачи вам при проведении замеров зазора между поршнем и цилиндром, а также в правильном выборе необходимых деталей.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Pinterest, Yandex Zen, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.
Как проверить зазор между поршнем и цилиндром
Если утром, когда вы запустили холодный двигатель, был слышен металлический стук, который исчез при прогреве мотора, то это говорит только о том, что был нарушен зазор между поршнем и цилиндром. Почему он нарушается, и какие допустимые нормы применяются для зазоров между поршнем и цилиндром? Ответ вы найдете ниже.
Почему он нарушается, и какие допустимые нормы применяются для зазоров между поршнем и цилиндром? Ответ вы найдете ниже.
Как меняется зазор между поршнем и цилиндром в процессе эксплуатации?
Уменьшение зазора происходит из-за естественного износа рабочих частей поршня и цилиндра. Такое изменение формы металла связано с его свойством поддаваться влиянию перепадов температур.
Помимо этого, уменьшение зазора может произойти и при неправильной сборке двигателя. Например, нарушена установка шатунов или появился перекос цилиндров. Не в стороне остается и перегрев двигателя, так как большие температуры имеют свойство расширять материалы. Особенно это касается алюминия, который, в отличие от чугуна, имеет высокий коэффициент расширения.
Как и любой другой дефект, нарушение зазора между поршнем и цилиндром оказывает негативное влияние на работу двигателя. Соприкосновение поршня и цилиндра под неправильным углом приводит к возникновению сухого трения, которое осуществляется без смазочного материала и повышает температуру деталей. Последствием такого трения почти во всех случаях становится появление различных царапин на рабочих поверхностях цилиндров.
Последствием такого трения почти во всех случаях становится появление различных царапин на рабочих поверхностях цилиндров.
После этого, любой двигатель обязательно подвергнут ремонту. Для проведения диагностики необходимо полностью снять головку блока цилиндров и как только поршневая группа будет на виду, то можно приступать к соответствующим замерам. В процессе замеров вам понадобятся микрометр, который покажет зазор поршней и нутромер для определения диаметра цилиндра.
Как снять головку блока цилиндров?
- В первую очередь, необходимо обездвижить автомобиль. Под колеса устанавливаются противооткатные упоры, а рычаг КПП устанавливается в положение «первая передача». Откройте капот автомобиля и найдите место расположения ГБЦ.
- Вначале, снимаются все части, которые мешают свободному доступу к головке. Таковыми могут быть: воздушный фильтр, карбюратор (или инжектор), «штаны», а также различные тросы, приводы педалей и проводка электрических датчиков.
 С ГБЦ выкручиваются свечи, при необходимости, снимается трамблер.
С ГБЦ выкручиваются свечи, при необходимости, снимается трамблер. - Слейте масло из двигателя и охлаждающую жидкость. Откройте крышку привода ГРМ и демонтируйте ремень. Это нужно для того, чтобы освободить распределительный вал. После этого, открутите гайки крепления крышки ГБЦ и снимите ее вместе с прокладкой. Перед сборкой рекомендуется установить новую прокладку.
- Теперь можно приступать, непосредственно, к демонтажу головки блока цилиндров. Открутите специальные болты крепления и демонтируйте головку вместе с прокладкой. После этого, вы получите открытый доступ к блоку цилиндров.
 С ГБЦ выкручиваются свечи, при необходимости, снимается трамблер.
С ГБЦ выкручиваются свечи, при необходимости, снимается трамблер.Какие существуют нормы зазоров между поршнями и цилиндрами
Перед проведением соответствующего ремонта поршневого механизма, необходимо знать, что существуют определенные нормы зазоров, которые расписаны по таблицам и должны соблюдаться в строгой форме.
Диаметр поршней разделяется всего на пять классов: A B C D E. Каждый новый класс определяет увеличение диаметра на 0,01 миллиметра. Кроме того, имеются специальные категории, которые определяют диаметр отверстия под поршневой палец. Они меняются на каждые 0,004 миллиметра. Все эти цифры и маркировка, в обязательном порядке маркируется на нижней части поршня.
Кроме того, имеются специальные категории, которые определяют диаметр отверстия под поршневой палец. Они меняются на каждые 0,004 миллиметра. Все эти цифры и маркировка, в обязательном порядке маркируется на нижней части поршня.
Для различных деталей существуют соответствующие нормы. Так, например, новые поршни должны устанавливаться с зазором 0,06 миллиметров по всей его окружности. Если же деталь уже прошла достаточно внушительный километраж, то ее зазор не должен быть больше 0,15 миллиметров.
В случаях, когда зазор начинает превосходить установленные нормы, то следует подобрать и приобрести те поршни, которые обеспечат требуемую зазорность. Совсем необязательно подгонять поршень с высокой точностью. Достаточно лишь иметь образец с приблизительными размерами.
Предварительно, необходимо в обязательном порядке расточить цилиндры до ремонтных размеров и оставить запас, примерно, в 0,03 миллиметра. Он необходим для дальнейшего хонингования поверхности. Во время хонингования обязательно выдерживайте точность диаметра, чтобы при монтаже нового поршня зазор соответствовал требованиям, предъявляемым к установке новых деталей.
Во время хонингования обязательно выдерживайте точность диаметра, чтобы при монтаже нового поршня зазор соответствовал требованиям, предъявляемым к установке новых деталей.
Диаметр цилиндра замеряется в четырех поясах, а также в двух перпендикулярных плоскостях. Нутромер необходимо устанавливать строго перпендикулярно блоку цилиндров. Таким образом, можно исключить любые отклонения от правильности измерений.
Видео — Как правильно замерять поршень
Помимо размеров поршней, немало важным показателем является и их масса. Масса поршней бывает нормальная, или с изменением на плюс (минус) 5 грамм. Кроме того, к поршням необходимо правильно подобрать маслосъемные кольца, которые должны быть ремонтных размеров.
После того, как поршни будут подобраны и установлены, необходимо еще раз проверить величину зазоров. Если она находится в пределах нормы, то можно приступать к обратной сборке двигателя. Устанавливается ГБЦ, затем привод газораспределительного механизма. После этого, прикручивается крышка ГБЦ с новой прокладкой и все навесные элементы. Не забудьте залить масло, ОЖ и отрегулировать механизм газораспределения. После этого, скорее всего, придется выставить угол опережения зажигания. Теперь автомобиль полностью готов к работе.
Устанавливается ГБЦ, затем привод газораспределительного механизма. После этого, прикручивается крышка ГБЦ с новой прокладкой и все навесные элементы. Не забудьте залить масло, ОЖ и отрегулировать механизм газораспределения. После этого, скорее всего, придется выставить угол опережения зажигания. Теперь автомобиль полностью готов к работе.
На этом проверка зазора между поршнем и цилиндром завершена. Какой бы простой вам не казалась эта сложная процедура, ее, все же, рекомендуется производить только в специализированных станциях технического обслуживания, так как сборка блока цилиндров – дело ответственное и лучше доверить его профессионалам. Удачи на дорогах!
каким должен быть и как замерить
Для обеспечения высокой компрессии в двигателе, а это сильно влияет на его КПД и прочие способности по отдаче, лёгкости запуска и удельному расходу, поршни должны стоять в цилиндрах с минимальным зазором. Но сводить его к нулю невозможно, из-за разной температуры деталей двигатель заклинит.
Содержание статьи:
Поэтому зазор определяется расчётным путём и строго соблюдается, а необходимое уплотнение достигается применением пружинных поршневых колец в роли газового и масляного уплотнения.
Почему изменяется зазор между поршнем и цилиндром
Конструкторы автомобилей стремятся, чтобы детали двигателя работали в режиме жидкостного трения.
Это такой способ смазки трущихся поверхностей, когда благодаря прочности масляной плёнки или подаче масла под давлением и при требуемом расходе непосредственного соприкосновения деталей не происходит даже под значительной нагрузкой.
По теме: Как понять что пробита прокладка ГБЦ
Не всегда и не во всех режимах подобное состояние можно удержать. Влияют на это несколько факторов:
- масляное голодание, подвода смазывающей жидкости, как это делается в подшипниках скольжения коленчатого и распределительного валов, под давлением в зону между поршнем и цилиндром не производится, а прочие способы смазки не всегда дают стабильный результат, лучше всего работают специальные масляные форсунки, но по разным причинам ставят их неохотно;
- некачественно сделанный или изношенный рисунок хонингования на поверхности цилиндра, призван он удерживать масляную плёнку и не давать ей полностью исчезнуть под усилием поршневых колец;
- нарушения температурного режима вызывают обнуление теплового зазора, исчезновение масляного слоя и появление задиров на поршнях и цилиндрах;
- применение некачественного масла с отклонением по всем значимым характеристикам.

Кажется, парадоксальным, но больше изнашивается поверхность цилиндра, хотя она обычно изготовлена из чугуна, это цельный чугунный блок или различные сухие и мокрые гильзы, залитые в алюминий блока.
Даже если гильза отсутствует, поверхность алюминиевого цилиндра подвергается специальной обработке, и на ней создаётся слой специального твёрдого износостойкого покрытия.
Связано это с более стабильным давлением на поршень, которое при наличии смазки почти не снимает с него металл при движении. А вот цилиндр подвержен грубой работе пружинных колец с высоким удельным давлением из-за малой площади контакта.
Это интересно: Как проверить датчик положения распредвала ДПРВ
Естественно, поршень тоже изнашивается, даже если это происходит с меньшей скоростью. В результате суммарного износа обеих поверхностей трения зазор непрерывно увеличивается, причём неравномерно.
Нормы соответствия
В исходном состоянии цилиндр полностью соответствует своему названию, это геометрическая фигура с постоянным диаметром по всей высоте и окружностью в любом сечении, перпендикулярном к оси. Однако, поршень имеет куда более сложную форму, к тому же он располагает термофиксирующими вставками, в результате чего неравномерно расширяется при работе.
Однако, поршень имеет куда более сложную форму, к тому же он располагает термофиксирующими вставками, в результате чего неравномерно расширяется при работе.
Для оценки состояния зазора выбирается разница диаметров поршня в зоне юбки и цилиндра в средней его части.
Формально принято считать, что тепловой зазор должен составлять примерно от 3 до 5 сотых долей миллиметра по диаметру у новых деталей, а его максимальная величина в результате износа не должна превышать 15 сотых, то есть 0,15 мм.
Разумеется, это некие средние значения, двигателей великое множество и отличаются они как разными подходами к конструированию, так и геометрическими размерами деталей, зависящими от рабочего объёма.
Результат нарушения зазора
При увеличении зазора, а обычно оно связано ещё и с ухудшением работоспособности колец, всё больше масла начинает проникать в камеру сгорания и расходоваться на угар.
Теоретически при этом должна снижаться компрессия, но чаще она наоборот, повышается, из-за обилия масла на компрессионных кольцах, герметизирующего их зазоры. Но это ненадолго, кольца коксуются, залегают, и компрессия пропадает окончательно.
Но это ненадолго, кольца коксуются, залегают, и компрессия пропадает окончательно.
Поршни при увеличенных зазорах нормально работать уже не смогут и начинают стучать. Стук поршневой хорошо слышно на перекладке, то есть в верхнем положении, когда изменяет направление своего движения нижняя головка шатуна, а поршень проходит мёртвую точку.
Юбка отходит от одной стенки цилиндра и выбирая зазор с силой ударяет по противоположной. С таким звоном ездить нельзя, поршень может разрушиться, что приведёт к катастрофе всего мотора.
Как проверить зазор между поршнем и цилиндром
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Вы спрашивали: Какой должен быть зазор между поршнем и цилиндром на скутере?
Допустимый эксплуатационный зазор в сопряжении между цилиндром и поршнем должен быть не более 0,1 мм. Превышение этого показателя также говорит о необходимости проведения ремонтной расточки на 0,025 мм от номинала с доведением теплового зазора до 0,04-0,05мм.
Какой зазор допустим между цилиндром и поршнем?
Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм. Собственно для того и осуществляется промер зазора между поршнем и цилиндром.
Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм. Собственно для того и осуществляется промер зазора между поршнем и цилиндром.
Какой допустимый люфт поршня в цилиндре?
Поршень в сборе. Зазор между поршнем в нижней части и гильзой блока допускается в пределах 0,45—0,7 мм. Если этот зазор менее 0,45 мм, появляется опасность заедания поршня в цилиндре.
Как измерить зазор в стыке поршневого кольца?
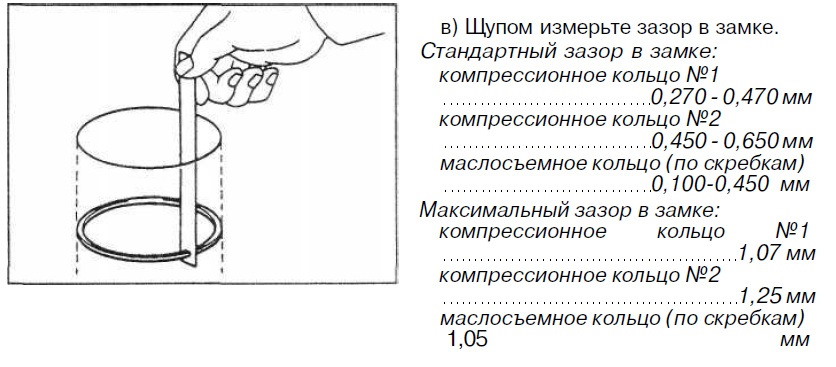
Зазор в стыке поршневого кольца измеряется щупом. Сравните результат с установленным значением. Если зазор больше или меньше установленного, то повторите измерение, чтобы убедиться в возможности установки кольца.
Какой должен быть зазор в кольцах на скутере?
Номинальный зазор в стыке маслосъемных колец должен быть в пределах 0,1-0,4мм. Номинальный торцевой зазор («компрессионное кольцо — поршневая канавка») должен быть в пределах 0,03-0,05мм, а максимальный – 0,1 мм.
Номинальный торцевой зазор («компрессионное кольцо — поршневая канавка») должен быть в пределах 0,03-0,05мм, а максимальный – 0,1 мм.
Какой зазор допустим между цилиндром и поршнем на дизеле?
Расстояние между поршнем и цилиндром должно соответствовать определенным расчетным нормам. Для новых деталей нормой считается от 0,05 до 0,07 мм. А для деталей бывших в использовании зазор должен быть не больше 0,15 мм.
Какой зазор между поршнем и головкой дизель?
Зазор между поршнем в нижней части и гильзой блока допускается в пределах 0,45—0,7 мм. Если этот зазор менее 0,45 мм, появляется опасность заедания поршня в цилиндре. Поршни дизеля из алюминиевого сплава при нагреве заметно расширяются, поэтому зазор в верхней части увеличивают до 1,20—1,50 мм.
Почему задиры на поршне?
Основные проблемы, приводящие к появлению задиров в цилиндрах двигателя внутреннего сгорания: попадание твердых частиц в пары трения, недостаток или отсутствие смазки, расширение поршней из-за перегрева.
Как правильно измерить поршни?
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Какой тепловой зазор в замке поршневых колец?
После установки кольца на поршень и помещения поршня в цилиндр образуется зазор в замке поршневых колец. Такой зазор составляет 0.3- 0.6 миллиметра.
Какой стороной ставить кольца?
Замки всех колец нельзя ориентировать в сторону холодильника ( в сторону пальца). Поэтому ориентируем в сторону юбок. Перед установкой в гильзы кольца немного нужно развернуть.
Какой зазор допускается в замке поршневых колец?
Зазор в замке составляет для отечественных ДВС по инструкции примерно 0,45-0,6 мм на диаметр поршня 100 мм для верхних поршневых колец, у маслосъёмных — несколько выше.
Как правильно установить поршневые кольца на скутер?
Сначала нужно одеть нижнее, затем верхнее. При этом не нужно их растягивать и выгибать. Эти манипуляции нужно проводить аккуратно. В канавках для колец имеются замки, которые предотвращают поворот колец во время эксплуатации, поэтому зазор колец должен быть именно в этих замках, иначе поршень в цилиндр вы не воткнете.
Какой зазор должен быть на поршневых кольцах ваз 2110?
Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.
Зазор поршень цилиндр ваз
замер поршня
4. Для определения зазора измерьте диаметр цилиндра (смотрите подраздел) и диаметр поршня, который измеряют микрометром в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 51,5 мм от днища поршня.
5. Измерьте щупом зазор между кольцами и канавками на поршне в нескольких местах по периметру. Если зазор превышает предельно допустимый (смотрите таблицу), замените поршни с кольцами.
6 замерить зазор замка колец. нужно Вставить кольцо в цилиндр и продвинуть его поршнем, чтобы кольцо встало без перекосов. Если зазор превышает предельно допустимый, замените кольцо (смотрите таблицу). Если зазор меньше 0,25 мм, осторожно спилите надфилем концы кольца.
Зазор в замках поршневых колец: (таблица)
Номинальный-0,25-0,45mm
Предельно допустимый-1,0mm
примечания:
обозначения на поршне:
1-й ремонтный – треугольник,
2-й ремонтный – квадрат.
Обозначение группы по массе:
нормальная – “Г”,
увеличенная на 5 грамм – “ ”,
уменьшенная на 5 грамм – “-”.
17. Поверните поршневые кольца так, чтобы их замки располагались под углом 120° друг к другу.
Наминальные размеры цилиндров ипоршней:
Модель двигателя ВАЗ-21083
размерная группа-Е
диаметр цилиндра-82,04-82,05mm
диаметр поршня-82,005-82,015mm
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
я тут не понял чет. наминальный зазор-это зазор который должен быть между цилиндром и поршнем, так?
он написано должен быть 0,025-0.045mm. т.е. запихну я щуп 0.025mm между поршнем и стенкой цилиндра и он должен поместиться, так? но не более 0.045mm. т.е. щуп 0.046mm уже большой зазор. но тут же следующей строкой что предельнодопустимый зазор 0.15mm. я так понимаю что главное не юольше 0.15mm зазор должен быть, так? это максимум зазор получается. че тогда в первом предложении написано 0.045mm ?как бы между 0,045 и 0,15 растояние большое…ок. дальше написано если зазор не превышает 0. 15mm то можно подобрать поршни большего размера чтобы был зазор ближе в 0,025-0,045…опять тупняк. не пойму, зачем? 0,15 это же максимальный как бы зазор и его превышать не льзя, а тут написано что если он не превышен то ставьте больше поршня чтоб он стал еще меньше…дальше еще интереснее сказано, если зазор больше 0,15, т.е. капец какой большой! то точите цилиндры под следующие рем размеры. тут единственное понятное и логичное. либо там опечатка либо я хз, но все таки расстояние между 0,025-0,045 и 0,15 большое…объясните мне кто-то что это значит. я понял следующее: зазор должен быть в пределах 0,025-0,045 это збс. но может быть больше, главное чтоб не больше 0.15mm! если больше то следующий рем размер точим и меняем поршневую
15mm то можно подобрать поршни большего размера чтобы был зазор ближе в 0,025-0,045…опять тупняк. не пойму, зачем? 0,15 это же максимальный как бы зазор и его превышать не льзя, а тут написано что если он не превышен то ставьте больше поршня чтоб он стал еще меньше…дальше еще интереснее сказано, если зазор больше 0,15, т.е. капец какой большой! то точите цилиндры под следующие рем размеры. тут единственное понятное и логичное. либо там опечатка либо я хз, но все таки расстояние между 0,025-0,045 и 0,15 большое…объясните мне кто-то что это значит. я понял следующее: зазор должен быть в пределах 0,025-0,045 это збс. но может быть больше, главное чтоб не больше 0.15mm! если больше то следующий рем размер точим и меняем поршневую
у меня влез щуп 0.25mm ((((((и группа Е. последняя((((еще и квадрат на поршне(((
Первый ремонтный размерувеличен на 0,4 мм, второй – на 0,8 мм.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
по поводу цифры у буквы Е это класс пальца. они делятся на 3 класса с шагом кажется в 0.04mm.
я правильно понял, что мои поршня должны быть по размеру:
номинальный размер (82,005-82,015) + ремонтный размер (0,8)= 82,805-82,815.
если прибавить еще толщину щупа который влез в зазор, то цилиндр размером:
поршень размером (82,805-82,815) + щуп (0,25)=83,055-83,065
а должны быть по размерам:
поршень размером (82,805 -82,815) + зазор номинальный (0,025 -0,045) =82,83
поршень размером (82,805 -82,815) + зазор номинальный ( 0,025 -0,045)=82,85
поршень размером ( 82,805- 82,815) + зазор номинальный (0,025 -0,045) =82,84
поршень размером ( 82,805- 82,815) + зазор номинальный ( 0,025 -0,045)=82,86
с зазором в 0,15=82,955-82,965
выходит что цилиндр может варировать щас при замере от 82,83mm до 82.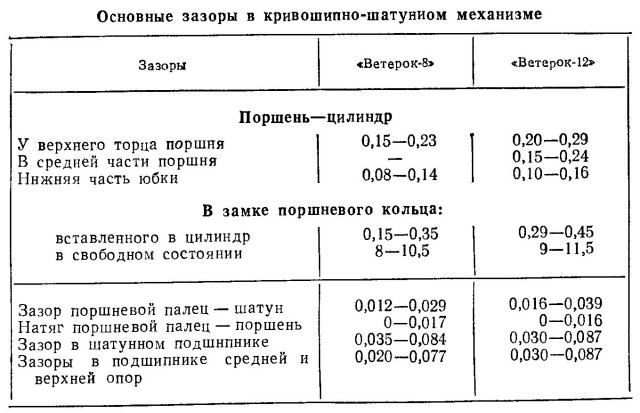 965mm, но Нутрометра у меня нет проверить(((
965mm, но Нутрометра у меня нет проверить(((
правда в середине ноября будет микрометр и можно было бы замерить толщину поршня)))
итоги:
у меня безвтыковые поршни фирмы стк с последним классом (Е) с пальцем второго класса да и еще второго (последнего причем) ремонтного размера с увеличением 0.8mm. крутотень! блок гбц больше не ремонтнопригодный! Либо гильзование (интересно почем это дело, новый блок не дешевле ли?) либо новый блок! ГБЦ тоже испоганена и тоже на замену…что делать? как и планировал. собираю щас на том, что есть. меняю вклыдыши только. и ксати они тоже ремонтные! первый размер 0,25! еще и осевой люфт…катаю кое как полгода-год и покупаю новый двигатель если будет это возможно…
,Добрый ень, подскажите кто сталкивался, делали мне двигатель, меняли поршни, блок не точили а подобрали группу…да так подобрали плотно, что сижу в печали теперь…когда забирал машину спросил у мастера какой тепловой зазор поршень цилиндр сделал, я охренел 0,02мм в трех цилинрах и в одном вбще 0,01мм, он меня заверил, что бы я аккуратно обкатал это дело и все будет хорошо, но у меня есть сомнения…кто, сталкивался с подобным?
Recommendations
Comments 11
0. 01 и 0.02 не померить .Это сотая часть миллиметра)))
01 и 0.02 не померить .Это сотая часть миллиметра)))
Что значит «тепловой зазор сделал»? ))) …как он мог его «сделать» без расточки?
Кроилово всегда ведёт к попадалову!
Всмысле группу поршней поставил с таким зазором.
На моторе с пробегом всегда будет эллипс (большой/маленький, но будет), и в этом случае монтажный зазор просто невозможно вывести в какую то определённую величину! Это значит, что зазор грубо говоря будет гулять, в зависимости от положения поршня а цилиндре)))
Короче я не специалист)))А история такова, у меня приора, начался дикий масложор, данный мастер вскрыл двигатель, поршня болтались, он все промерял и сказал чтотвсе в допусках и лучше подобрать 124 поршневую и не точить, ну он мастер ему наверное виднее, а когда забирал машину, то он сказал, что такие зазоры, как то так.
Ну на счёт 124-х поршней ты явно поторопился — это во-первых), во-вторых сам по себе зазор в 2 сотки ничего страшного не сделает, если не крутить всё нормально обкатается, а в третьих — что тебя вообще тревожит? Мотор сейчас нормально работает?
Что сделано, то сделано, ошибку уже осознал)ну прошить теперь наверное надо, вобще работает относительно нормально, но:-) есть какието непонятки с температурой ож, до ремонта при движении выше 20 км/ч не важно какая погода и т. Была она стабильно деражалась 90 а если и доходила до 100 в пробке то при движении почти сразу сбрасывалась на 90,сейчас же по:-) лзет к 100 если едишь теже 20 км/ч и если ускоришся на 90 сбрасывать уже не особо спешит, вот и думаю возможные причины новый антифриз был залит, мож делотв нем, либо из за того, что поршни туго сидят(не знаю на сколько:-) это бредовая версия)либо сигнальный датчик на приборку моросит может и медленно стал реагировать.
Была она стабильно деражалась 90 а если и доходила до 100 в пробке то при движении почти сразу сбрасывалась на 90,сейчас же по:-) лзет к 100 если едишь теже 20 км/ч и если ускоришся на 90 сбрасывать уже не особо спешит, вот и думаю возможные причины новый антифриз был залит, мож делотв нем, либо из за того, что поршни туго сидят(не знаю на сколько:-) это бредовая версия)либо сигнальный датчик на приборку моросит может и медленно стал реагировать.
Почему бредовая?!))) …всё верно — при обкатке мотор гораздо веселее температуру набирает, особенно по городу! Такое явление должно пройти через 600-800км
Та вот думаю сегодня поеду прошивать какую температуру поставить на включение вентилятора, что бы не перегревать ее на обкатке, градусов 95?!
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.
Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.
Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.
Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.
Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.
Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.
При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Как замерить зазор между поршнем и цилиндром
Как вы думаете, — что может быть общего между человеком и двигателем автомобиля? Когда человек маленький, он не может говорить и пожаловаться на то, что его беспокоит. Вырастая, мы начинаем говорить и сообщать о проблемах в организме.
Когда двигатель автомобиля новый, то ему не о чем нам сообщать. Он работает «как часы», но с возрастом двигатель начинает сообщать нам о проблемах «внутри себя». Как? Первое, что мы можем услышать – это стук двигателя. Вернее, стук деталей, расположенных внутри головки блока цилиндров или в самом блоке цилиндров.
Он работает «как часы», но с возрастом двигатель начинает сообщать нам о проблемах «внутри себя». Как? Первое, что мы можем услышать – это стук двигателя. Вернее, стук деталей, расположенных внутри головки блока цилиндров или в самом блоке цилиндров.
Стук в двигателе может происходить по разным причинам, возникать при заводке, и пропадать после прогрева. Это может стучать и распредвал, и коленвал и т.д. Одной из причин появившегося стука может являться зазор между поршнем и цилиндром. Вот именно об этом сегодня и речь.
Важно помнить, как бы мы не хотели услышать стук в двигателе, он, рано или поздно, появится, и нужно быть готовым к этому неприятному явлении.
Почему изменяется зазор между поршнем и цилиндром
Да, а почему? Вроде бы и эксплуатация двигателя проходит в штатных условиях. И моторное масло заливаем в соответствие с рекомендациями производителя. То есть не жалеем денег, лишь бы двигатель был «накормлен» тем, что сказали давать производители.
- даже процесс правильной эксплуатации двигателя не сможет снять с повестки дня объективных причин увеличения зазора между поршнем и цилиндром. Не забывайте, что все детали двигателя работают в условиях экстремальных, а именно, в постоянно высоком температурном режиме. Естественного изменения свойств металла никак не избежать. Отодвинуть по времени можно, а избежать нельзя. У поршня происходит естественный износ канавок для колец, отверстия под палец, юбки поршня;
- неисправности, возникающие в процессе эксплуатации. Незафиксированный перегрев двигателя, нарушение регулировки движущихся деталей, перекос цилиндров, некачественное масло, попадание топлива или охлаждающей жидкости в масло и т.д.
 Не забывайте, что все детали двигателя работают в условиях экстремальных, а именно, в постоянно высоком температурном режиме. Естественного изменения свойств металла никак не избежать. Отодвинуть по времени можно, а избежать нельзя. У поршня происходит естественный износ канавок для колец, отверстия под палец, юбки поршня;
Не забывайте, что все детали двигателя работают в условиях экстремальных, а именно, в постоянно высоком температурном режиме. Естественного изменения свойств металла никак не избежать. Отодвинуть по времени можно, а избежать нельзя. У поршня происходит естественный износ канавок для колец, отверстия под палец, юбки поршня;Эти и другие причины подводят нас к тому, что зазор между поршнем и цилиндром отклоняется от заданных параметров.
Результат нарушения зазора между поршнем и цилиндром
Увеличившийся зазор между поршнем и цилиндром приводит к стуку, ухудшению компрессии двигателя, перерасходу масла, и к выходу из строя двигателя. Уменьшение зазора между цилиндром и поршнем ведет к появлению задиров на зеркале цилиндра, перегреву деталей блока.
И в том и в другом случае требуется ремонт поршневой группы. Без вариантов. Или, если есть желание, подумайте о покупке нового двигателя. Но, всё же, дешевле вовремя провести ремонт цилиндров и поршней. А ремонт будет заключаться в замене цилиндров и расточке или хонинговке цилиндров.
Как проверить зазор между поршнем и цилиндром
Естественно, всё начинается с разборки головки блока цилиндров. По — большому счёту вы приступаете к капитальному ремонту двигателя. Ведь в результате диагностики, обязательно «выползут» проблемы с распредвалом, коленвалом, замена прокладок, подшипников, вкладышей и т.д. работы хватит. Но, начнём с того, с чего начали – замер зазора между поршнем и цилиндром.
Нам понадобятся два измерительных инструмента: нутромер – для измерения внутреннего диаметра цилиндра, и микрометр – для измерения диаметра поршней. Не станем распылять наше внимание на структуру материалов и технологию изготовления поршней. Перейдём к замеру зазора.
Как и цилиндры, поршни по своему наружному диаметру распределены на 5-ть классов: A, B, C, D, E. Замер диаметра поршня проводится в районе цилиндрической части юбки, на расстоянии от днища плоскости в 52,4 мм. Класс нашего поршня вы увидите на днище. Клеймо с соответствующей буквой.
Замер диаметра поршня проводится в районе цилиндрической части юбки, на расстоянии от днища плоскости в 52,4 мм. Класс нашего поршня вы увидите на днище. Клеймо с соответствующей буквой.
Измерение диаметра цилиндра производится в четырёх поясах и в двух плоскостях, перпендикулярных друг другу (вдоль и поперек блока цилиндров). Если измерив, вы получаете зазор между поршнем и цилиндром выше 0,15 мм, то нужно приступать к подбору ремонтных поршней.
При условии, что зеркало цилиндра никоим образом не нарушено, подбираем поршни. Если же на зеркале цилиндра существуют механические повреждения, то вначале производится расточка или хонингование цилиндров. При этом не следует забывать, что расточка проводится до размера к ближайшему ремонтному размеру поршня.
После проведенного ремонта цилиндров, подбираем поршни соответствующего ремонтного размера. Для классических моделей двигателей отечественного производства, существует норма монтажного зазора между поршнем и цилиндром: 0,06 – 0,08мм (для 05 и 06 двигателей) и 0,05 – 0,07 (для 01 и 03двигателя).
Немаловажно, чтобы при подборе поршней вы обратили внимание и на их вес. Масса поршней одного двигателя не должна отклоняться на 2,5 грамма. Этот показатель важен для того, чтобы уменьшить вибрацию двигателя при разности масс возвратно-поступательного движения.
Ремонтные размеры поршней и цилиндров, а также нормы производителя к зазорам именно для вашего двигателя нужно уточнять в Руководстве по эксплуатации и ремонту именно вашей модели двигателя.
Удачи вам при измерении зазора между поршнем и цилиндром, и правильном подборе ремонтных деталей.
Дефектовка деталей двигателя
Детали шатунно-поршневой группы показаны на рис. 1.
Рис. 1. Детали шатунно-поршневой группы:
1 – поршень; 2 – поршневой палец; 3 – шатун; 4 – вкладыши; 5 – крышка шатуна; 6 – болты крепления крышки шатуна; 7, 9 – маслосъемные кольца; 8 – расширитель маслосъемных колец; 10 – нижнее компрессионное кольцо; 11 – верхнее компрессионное кольцо
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.
2. Подходящим куском проволоки прочистите в поршне отверстия для стока масла.
3. Проверьте на поршне зазоры между кольцами и канавками, предварительно очистив кольца от нагара. Зазоры должны быть следующими:
- 0,04–0,075 мм для верхнего компрессионного кольца;
- 0,03–0,07 мм для нижнего компрессионного кольца;
- 0,03–0,13 мм для маслосъемного кольца.
Так расположены кольца на поршне:
А — верхнее компрессионное кольцо;
Б — нижнее компрессионное кольцо;
В — маслосъемное кольцо.
4. Наиболее точно зазоры можно определить замером колец и канавок на поршне. Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем с помощью набора щупов замерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимое значение, замените поршень с кольцами.
Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимое значение, замените поршень с кольцами.
5. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
При осмотре рекомендуем освещать зеркала цилиндров переносной лампой, так дефекты видны значительно лучше.
6. Измерьте зазоры в замках колец, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и измерьте щупом зазор в замке кольца.
Зазоры в замках колец должны быть следующими:
- 0,25–0,50 мм для верхнего и нижнего компрессионных колец;
- 0,25–0,75 мм для маслосъемного кольца.
Для того чтобы установить кольцо без перекоса, продвиньте его вглубь цилиндра поршнем.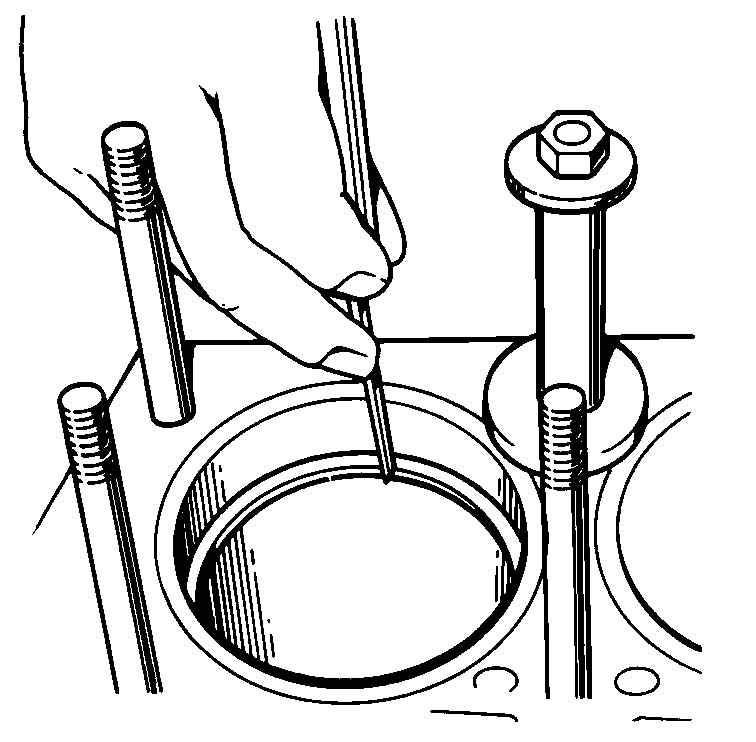
7. Измерьте диаметр цилиндра в двух взаимно перпендикулярных плоскостях (X — вдоль, Y — поперек блока цилиндров) и в трех поясах (А, Б и В), как показано на рис. 2. Для этого необходим специальный прибор — нутромер. Номинальные размеры цилиндров приведены в табл. 1. Овальность не должна превышать 0,015 мм, конусность – 0,01 мм. Если максимальное значение износа больше 0,2 мм или овальность и конусность больше указанных значений, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,03–0,05 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.
Рис. 2. Схема измерения цилиндра
Табл. 1. Размеры цилиндров и поршней двигателя A16 XER
| Класс | Диаметр цилиндра, мм | Диаметр поршня, мм |
| Номинальные размеры | ||
| 00 | 78,992–79,008 | 78,833–78,847 |
| 05 | 79,042–79,058 | 78,883–78,997 |
| Ремонтный размер | ||
| 00+0,5 | 79,492–75,508 | 79,433–79,447 |
8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к поверхности:
Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к поверхности:
- в продольном и поперечном направлениях;
- по диагоналям поверхности.
В каждом положении плоским щупом определите зазор между линейкой и поверхностью. Это и есть отклонение от плоскостности. Если отклонение больше 0,1 мм, замените блок.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор, определяемый разностью замеренных диаметров цилиндра и поршня, должен быть в пределах 0,03–0,05 мм.
Если зазор не превышает предельно допустимый, можно подобрать поршни из следующего класса, чтобы зазор был как можно ближе к номинальному. Если зазор превышает предельно допустимый, расточите цилиндры и установите поршни ремонтного размера.
Диаметр поршня измеряйте на расстоянии 19 мм от нижнего края юбки поршня в плоскости, перпендикулярной поршневому пальцу.
10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на два класса (через 0,05 мм): 00, 05 (см. табл. 1).
Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на два класса (через 0,05 мм): 00, 05 (см. табл. 1).
В запасные части поставляют поршни номинального размера двух классов и ремонтного размера, увеличенного на 0,5 мм.
Для поршней ремонтных размеров в запчасти поставляют кольца ремонтных размеров, увеличенных на 0,5 мм.
11. Поршневые пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по зазору. Для этого измерьте диаметры отверстий в бобышках поршня…
12. …и диаметр поршневого пальца. Рассчитайте зазор как разницу диаметров отверстий и пальца. Зазор между поршневым пальцем и отверстиями в поршне должен составлять 0,009–0,015 мм.
13. Замените сломанные кольца и расширитель маслосъемного кольца.
14. Замените шатуны, если они деформированы.
15. Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
16. Осмотрите вкладыши. Если на их рабочей поверхности обнаружены риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.
17. Измерьте микрометром толщину шатунных вкладышей (табл. 2).
Табл. 2. Параметры шатунных вкладышей двигателя A16 XER
| Размер вкладыша | Толщина, мм | Цветная маркировка | Код |
| Номинальный | 1,485–1,497 | – | 264 N |
| 1-й ремонтный | 1,610–1,622 | Синяя | 265 A |
| 2-й ремонтный | 1,735–1,747 | Белая | 266 B |
На торцовую поверхность шатунных вкладышей ремонтных размеров нанесена цветная маркировка…
…а на нерабочую поверхность всех вкладышей нанесен код.
18. Измерьте микрометром диаметр Dн шатунных шеек коленчатого вала.
Диаметры шатунных шеек коленчатого вала указаны в табл. 3.
Табл. 3. Диаметры шатунных шеек коленчатых валов двигателя A16 XER
| Размер шейки | Диаметр, мм | Цветная маркировка |
| Номинальный | 42,971–42,987 | – |
| 1-й ремонтный | 42,721–42,737 | Синяя |
| 2-й ремонтный | 42,471–42,487 | Белая |
19. Установите вкладыши в шатун и его крышку, затяните болты крепления крышки моментом 25 Н·м и последовательно доверните болты сначала на 30°, а затем на 15°.
20. Измерьте нутрометром диаметр Dп шатунного подшипника в трех местах по ширине вкладыша и определите средний диаметр шатунного подшипника.
21. Рассчитайте зазор подшипника шатуна как разность Dп и Dн. Допустимый зазор подшипника шатуна составляет 0,019–0,071 мм.
Наиболее точно зазор подшипника шатуна можно определить, используя специальную деформируемую полосу Plastigage из синтетического волокна. Комплект Plastigage состоит из набора нескольких полосок и шкалы.
22. Для измерения зазора подшипника шатуна с использованием калибровочной проволоки Plastigage положите отрезок проволоки на шатунную шейку коленчатого вала, смажьте шатунные подшипники моторным маслом и установите шатун на шейку коленчатого вала.
23. Затяните болты крепления крышки моментом 25 Н·м и последовательно доверните болты сначала на 30°, а затем на 15°. При этом нельзя поворачивать шатун относительно коленчатого вала (если измерения проводятся на снятом валу) или вращать коленчатый вал (если вал установлен в двигатель).
24. Снимите крышку шатуна и сравните ширину деформированной проволоки с делениями шкалы. Величине каждого деления шкалы соответствует определенный зазор в подшипнике.
Если фактический зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, можно заменить вкладыши на этих шейках новыми номинальной толщины, подходящего класса.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют, помимо наличия общего износа, если на них есть забоины и риски или если овальность и конусность составляют более 0,005 мм.
25. Измерьте микрометром толщину коренных вкладышей (табл. 4).
Табл. 4. Параметры коренных вкладышей двигателя A16 XER
| Размер вкладыша | Толщина, мм | Цветная маркировка | Код |
| 1, 2, 4 и 5-й подшипники | |||
| Номинальный | 1,987–1,993 1,993–1,999 | Коричневая Зеленая | 256 N 257 N |
| 1-й ремонтный | 2,112–2,118 2,118–2,124 | Коричневая/синяя Зеленая/синяя | 258 A 259 A |
| 2-й ремонтный | 2,237–2,243 2,243–2,249 | Коричневая/белая Зеленая/белая | 260 B 261 B |
| 3-й подшипник | |||
| Номинальный | 1,987–1,993 1,993–1,999 | Коричневая Зеленая | 859 N 860 N |
| 1-й ремонтный | 2,112–2,118 2,118–2,124 | Коричневая/синяя Зеленая/синяя | 861 A 862 A |
| 2-й ремонтный | 2,237–2,243 2,243–2,249 | Коричневая/белая Зеленая/белая | 863 B 864 B |
26. Измерьте микрометром диаметр Dн коренных шеек коленчатого вала (табл. 5). Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяется по методикам, изложенным для шатунных вкладышей. Допустимый зазор коренного подшипника коленчатого вала составляет 0,005–0,059 мм.
Измерьте микрометром диаметр Dн коренных шеек коленчатого вала (табл. 5). Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяется по методикам, изложенным для шатунных вкладышей. Допустимый зазор коренного подшипника коленчатого вала составляет 0,005–0,059 мм.
Табл. 5. Диаметры коренных шеек коленчатого вала двигателя A16 XER
| Размер шейки | Диаметр, мм | Цветная маркировка |
| Номинальный | 54,980–54,997 | Коричневая, зеленая |
| 1-й ремонтный | 54,730–54,747 | Коричневая, зеленая |
| 2-й ремонтный | 54,482–54,495 | Коричневая, зеленая |
Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, можно заменить вкладыши на этих шейках новыми номинальной толщины, подходящего класса.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, замените вкладыши ремонтными (увеличенной толщины).
При перешлифовке шатунных и коренных шеек коленчатого вала на ремонтный размер необходимо поставить на первой щеке коленчатого вала соответствующее клеймо, например «Ш 0,25» и «К 0,25» соответственно.
Если утром, когда вы запустили холодный двигатель, был слышен металлический стук, который исчез при прогреве мотора, то это говорит только о том, что был нарушен зазор между поршнем и цилиндром. Почему он нарушается, и какие допустимые нормы применяются для зазоров между поршнем и цилиндром? Ответ вы найдете ниже.
Как меняется зазор между поршнем и цилиндром в процессе эксплуатации?
Уменьшение зазора происходит из-за естественного износа рабочих частей поршня и цилиндра. Такое изменение формы металла связано с его свойством поддаваться влиянию перепадов температур.
Помимо этого, уменьшение зазора может произойти и при неправильной сборке двигателя. Например, нарушена установка шатунов или появился перекос цилиндров. Не в стороне остается и перегрев двигателя, так как большие температуры имеют свойство расширять материалы. Особенно это касается алюминия, который, в отличие от чугуна, имеет высокий коэффициент расширения.
Например, нарушена установка шатунов или появился перекос цилиндров. Не в стороне остается и перегрев двигателя, так как большие температуры имеют свойство расширять материалы. Особенно это касается алюминия, который, в отличие от чугуна, имеет высокий коэффициент расширения.
Как и любой другой дефект, нарушение зазора между поршнем и цилиндром оказывает негативное влияние на работу двигателя. Соприкосновение поршня и цилиндра под неправильным углом приводит к возникновению сухого трения, которое осуществляется без смазочного материала и повышает температуру деталей. Последствием такого трения почти во всех случаях становится появление различных царапин на рабочих поверхностях цилиндров.
После этого, любой двигатель обязательно подвергнут ремонту. Для проведения диагностики необходимо полностью снять головку блока цилиндров и как только поршневая группа будет на виду, то можно приступать к соответствующим замерам. В процессе замеров вам понадобятся микрометр, который покажет зазор поршней и нутромер для определения диаметра цилиндра.
Как снять головку блока цилиндров?
- В первую очередь, необходимо обездвижить автомобиль. Под колеса устанавливаются противооткатные упоры, а рычаг КПП устанавливается в положение «первая передача». Откройте капот автомобиля и найдите место расположения ГБЦ.
- Вначале, снимаются все части, которые мешают свободному доступу к головке. Таковыми могут быть: воздушный фильтр, карбюратор (или инжектор), «штаны», а также различные тросы, приводы педалей и проводка электрических датчиков. С ГБЦ выкручиваются свечи, при необходимости, снимается трамблер.
- Слейте масло из двигателя и охлаждающую жидкость. Откройте крышку привода ГРМ и демонтируйте ремень. Это нужно для того, чтобы освободить распределительный вал. После этого, открутите гайки крепления крышки ГБЦ и снимите ее вместе с прокладкой. Перед сборкой рекомендуется установить новую прокладку.
- Теперь можно приступать, непосредственно, к демонтажу головки блока цилиндров. Открутите специальные болты крепления и демонтируйте головку вместе с прокладкой. После этого, вы получите открытый доступ к блоку цилиндров.
 После этого, вы получите открытый доступ к блоку цилиндров.
После этого, вы получите открытый доступ к блоку цилиндров.Какие существуют нормы зазоров между поршнями и цилиндрами
Перед проведением соответствующего ремонта поршневого механизма, необходимо знать, что существуют определенные нормы зазоров, которые расписаны по таблицам и должны соблюдаться в строгой форме.
Диаметр поршней разделяется всего на пять классов: A B C D E. Каждый новый класс определяет увеличение диаметра на 0,01 миллиметра. Кроме того, имеются специальные категории, которые определяют диаметр отверстия под поршневой палец. Они меняются на каждые 0,004 миллиметра. Все эти цифры и маркировка, в обязательном порядке маркируется на нижней части поршня.
Для различных деталей существуют соответствующие нормы. Так, например, новые поршни должны устанавливаться с зазором 0,06 миллиметров по всей его окружности. Если же деталь уже прошла достаточно внушительный километраж, то ее зазор не должен быть больше 0,15 миллиметров.
В случаях, когда зазор начинает превосходить установленные нормы, то следует подобрать и приобрести те поршни, которые обеспечат требуемую зазорность. Совсем необязательно подгонять поршень с высокой точностью. Достаточно лишь иметь образец с приблизительными размерами.
Совсем необязательно подгонять поршень с высокой точностью. Достаточно лишь иметь образец с приблизительными размерами.
Предварительно, необходимо в обязательном порядке расточить цилиндры до ремонтных размеров и оставить запас, примерно, в 0,03 миллиметра. Он необходим для дальнейшего хонингования поверхности. Во время хонингования обязательно выдерживайте точность диаметра, чтобы при монтаже нового поршня зазор соответствовал требованиям, предъявляемым к установке новых деталей.
Диаметр цилиндра замеряется в четырех поясах, а также в двух перпендикулярных плоскостях. Нутромер необходимо устанавливать строго перпендикулярно блоку цилиндров. Таким образом, можно исключить любые отклонения от правильности измерений.
Видео — Как правильно замерять поршень
Помимо размеров поршней, немало важным показателем является и их масса. Масса поршней бывает нормальная, или с изменением на плюс (минус) 5 грамм. Кроме того, к поршням необходимо правильно подобрать маслосъемные кольца, которые должны быть ремонтных размеров.
Кроме того, к поршням необходимо правильно подобрать маслосъемные кольца, которые должны быть ремонтных размеров.
После того, как поршни будут подобраны и установлены, необходимо еще раз проверить величину зазоров. Если она находится в пределах нормы, то можно приступать к обратной сборке двигателя. Устанавливается ГБЦ, затем привод газораспределительного механизма. После этого, прикручивается крышка ГБЦ с новой прокладкой и все навесные элементы. Не забудьте залить масло, ОЖ и отрегулировать механизм газораспределения. После этого, скорее всего, придется выставить угол опережения зажигания. Теперь автомобиль полностью готов к работе.
На этом проверка зазора между поршнем и цилиндром завершена. Какой бы простой вам не казалась эта сложная процедура, ее, все же, рекомендуется производить только в специализированных станциях технического обслуживания, так как сборка блока цилиндров – дело ответственное и лучше доверить его профессионалам. Удачи на дорогах!
Разъяснение мифов, тайн и заблуждений
Зазор между поршнем и стенкой является важным измерением для любого двигателя, и для различных применений могут потребоваться совершенно разные спецификации. Мы объясняем науке почему.
Мы объясняем науке почему. Среди блестящих предметов, которые появляются из новой коробки с высокопроизводительными поршнями, вам также предоставляется спецификация с подробным описанием критических размеров поршня и, среди прочего, исключительно важного зазора между поршнем и стенкой цилиндра. Это основная спецификация, которой производители двигателей всегда стремятся обеспечить безотказную работу двигателей, которые они создают.
Для получения дополнительных советов, приемов и приемов по сборке двигателя НАЖМИТЕ ЗДЕСЬ!
Зазор между поршнем и стенкой устанавливается около нижней части юбки со стороны упора, как показано здесь. Между точкой зазора и пакетом колец ни одна часть поршня не приближается к стенке цилиндра. Общепризнано, что правильный зазор важен для успешной работы, и слишком большой или слишком маленький зазор может легко привести к фатальному повреждению двигателя. Некоторый небольшой зазор необходим для обеспечения места для смазочной среды, но большая часть зазора встроена для обеспечения скорости расширения компонентов при достижении двигателем рабочей температуры.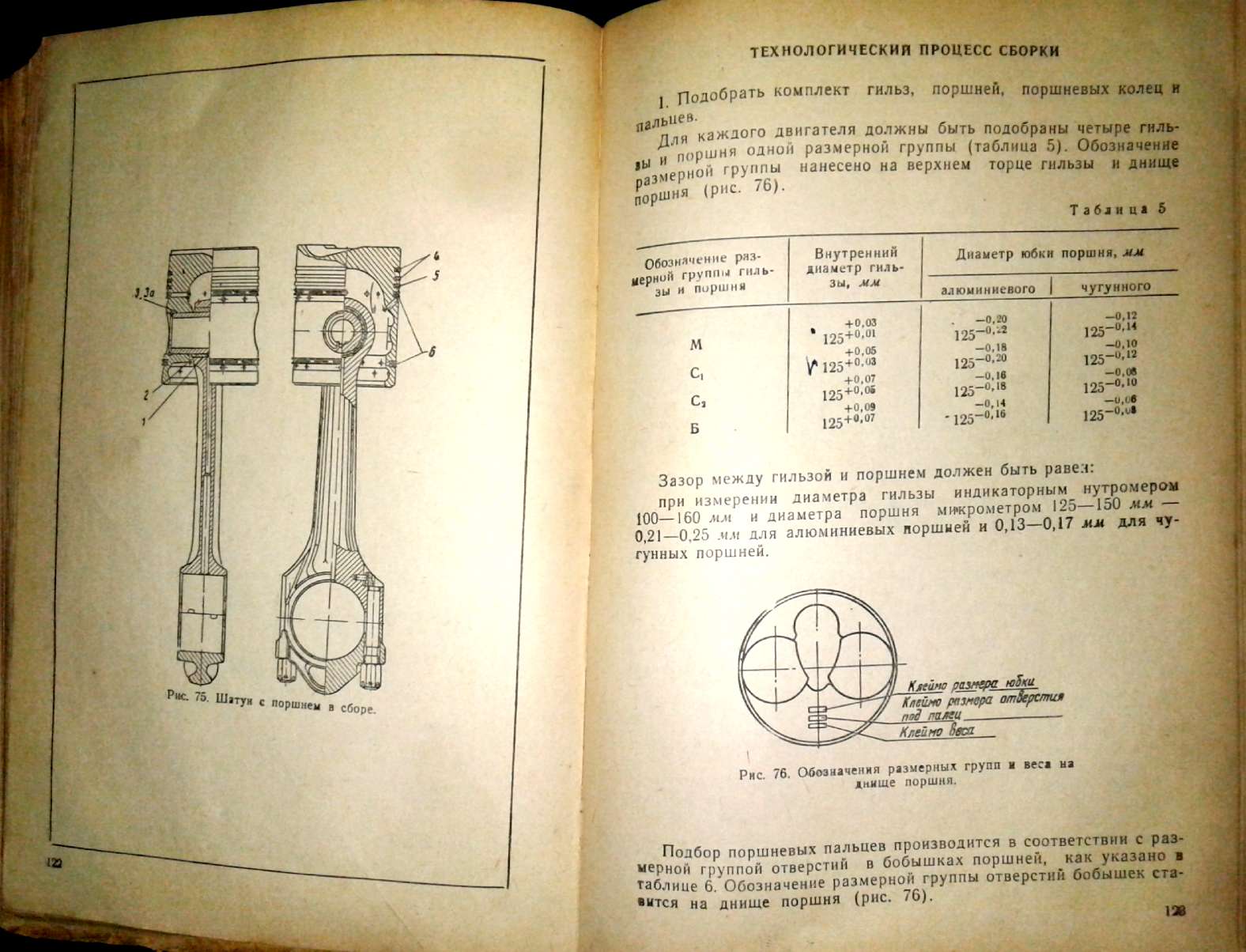 Ваш новый набор поршней Wiseco обеспечит максимальную производительность, если вы будете следовать инструкциям, которые прилагаются к каждой упаковке. Рекомендуемый зазор между поршнем и стенкой обеспечивает правильную установку и бесперебойную работу.
Ваш новый набор поршней Wiseco обеспечит максимальную производительность, если вы будете следовать инструкциям, которые прилагаются к каждой упаковке. Рекомендуемый зазор между поршнем и стенкой обеспечивает правильную установку и бесперебойную работу. Большинство конечных пользователей рассматривают рекомендуемый зазор между поршнем и стенкой как исчерпывающий показатель оптимальной посадки поршня в отверстии цилиндра для безопасной работы.
В общем смысле они верны, и внимательное отношение к рекомендуемой подгонке почти всегда предотвратит ужасные бедствия чрезмерного трения, удара поршня, повреждения колец и сопутствующих отказов.
Рекомендуемая точка измерения на поршне — это точка наибольшего диаметра поршня, поэтому она должна быть установлена с надлежащим зазором производителя. Думайте об этом как о точках безопасности, которые производители предоставляют для предотвращения неправильной установки и последующего повреждения двигателя. Но это еще не все. Когда двигатель работает при рабочей температуре, каждая точка на юбке поршня и контактной поверхности кольца имеет определенный зазор, предназначенный для обеспечения надлежащего функционирования поршня и связанного с ним пакета колец.
Когда двигатель работает при рабочей температуре, каждая точка на юбке поршня и контактной поверхности кольца имеет определенный зазор, предназначенный для обеспечения надлежащего функционирования поршня и связанного с ним пакета колец.
При определении оптимального зазора поршня до стенки конструкторы рассматривают всю физическую и термическую рабочую среду поршня, оценивая следующие факторы и их взаимосвязь для каждой конструкции поршня.
- Приложение
- Тип блока (материал)
- Материал поршня (сплав)
- Тип, (литой, кованый, заэвтектический)
- Размер поршня
- Смазка
- Охлаждение
ЗАЯВКА:
Различные приложения предъявляют разные требования. Скорость двигателя, давление в цилиндре, нагрузка на юбку, угол наклона штока и другие факторы — все это играет роль в оценке конструктором требований к окончательному зазору поршня.Во многих низкооборотных двигателях по-прежнему используются недорогие литые поршни с очень контролируемыми характеристиками расширения. Они могут быть очень плотно установлены в отверстии и прослужат долгое время при нормальной эксплуатации. Они не болтают о запуске, что является серьезной проблемой для автопроизводителей, и год за годом обеспечивают бесперебойную и бесперебойную работу.
Скорость двигателя, давление в цилиндре, нагрузка на юбку, угол наклона штока и другие факторы — все это играет роль в оценке конструктором требований к окончательному зазору поршня.Во многих низкооборотных двигателях по-прежнему используются недорогие литые поршни с очень контролируемыми характеристиками расширения. Они могут быть очень плотно установлены в отверстии и прослужат долгое время при нормальной эксплуатации. Они не болтают о запуске, что является серьезной проблемой для автопроизводителей, и год за годом обеспечивают бесперебойную и бесперебойную работу.
 Гоночные двигатели и судовые двигатели, которые выдерживают длительную работу WOT, являются яркими примерами необходимости увеличения клиренса. Высокопроизводительные уличные двигатели, работающие с впрыском закиси азота, требуют большего зазора между поршнем и стенкой, чем, скажем, обычный ежедневный водитель с четырьмя цилиндрами. Другие соображения включают двигатели с сильным форсированием и двигатели с впрыском закиси азота. Рекомендуемые зазоры зависят от области применения, и конструкторы поршней учитывают это, помогая вам с набором индивидуальных поршней. Такие высоконагруженные двигатели, как правило, испытывают большие тепловые нагрузки и гораздо более высокое давление в цилиндрах, что может увеличить прогиб поршня и потребовать большего зазора. Хотя поршень и шток являются механизмом, с помощью которого сила передается на коленчатый вал, поршень также отвечает за поддержание устойчивой платформы для поддержки колец.Нестабильный поршень снижает кольцевое уплотнение и, следовательно, снижает мощность.
Гоночные двигатели и судовые двигатели, которые выдерживают длительную работу WOT, являются яркими примерами необходимости увеличения клиренса. Высокопроизводительные уличные двигатели, работающие с впрыском закиси азота, требуют большего зазора между поршнем и стенкой, чем, скажем, обычный ежедневный водитель с четырьмя цилиндрами. Другие соображения включают двигатели с сильным форсированием и двигатели с впрыском закиси азота. Рекомендуемые зазоры зависят от области применения, и конструкторы поршней учитывают это, помогая вам с набором индивидуальных поршней. Такие высоконагруженные двигатели, как правило, испытывают большие тепловые нагрузки и гораздо более высокое давление в цилиндрах, что может увеличить прогиб поршня и потребовать большего зазора. Хотя поршень и шток являются механизмом, с помощью которого сила передается на коленчатый вал, поршень также отвечает за поддержание устойчивой платформы для поддержки колец.Нестабильный поршень снижает кольцевое уплотнение и, следовательно, снижает мощность.Тип и материал блока
Блочный тип существенно меняет требования к зазору поршня до стенки. Алюминиевый блок, такой как этот блок Chevrolet LS3, расширится больше, чем чугунный блок, значительно изменив требования к зазору.Чугун и алюминий являются преобладающими материалами, из которых изготавливаются корпуса цилиндров. Эти материалы оказывают значительное влияние на зазор между поршнем и стенкой, в первую очередь из-за их характеристик теплового расширения.Чугунные блоки расширяются меньше, чем алюминиевые блоки с чугунными гильзами цилиндров, и, таким образом, более термически стабильны.
В некоторые блоки входят алюминиевые цилиндры с покрытием Nikasil без гильз — они расширяются еще больше. В любом случае необходимо учитывать изменения размеров из-за нагрева, чтобы обеспечить надлежащий зазор поршня. В том числе учитываются тепловые характеристики материала поршня. Деформация отверстия из-за зажимной нагрузки на крепежный элемент головки блока цилиндров также влияет на окончательные значения зазора поршня.В зависимости от двигателя и конструкции блока, другие крепежные детали также могут деформировать канал ствола. Сюда могут входить крепления двигателя, насосы, кронштейны и т. Д.
МАТЕРИАЛ ПОРШНЯ
Основной материал поршня, вероятно, является самым большим определяющим фактором, определяющим расстояние от поршня до стенки. Поршни из материала 2618 потребуют немного больших зазоров, чем поршни из материала 4032, который содержит термостабилизирующий силикон.Литые поршни со встроенной распоркой расширения были обычным явлением в течение многих лет, и они по-прежнему обеспечивают очень надежную работу в условиях малой мощности и низких оборотов.Около века назад было обнаружено, что добавление 12% кремния в качестве легирующего компонента значительно стабилизирует расширение алюминиевых компонентов, таких как поршни.
Известный как эвтектический сплав алюминия и кремния, он позволил разработать литые поршни с высоким содержанием кремния с содержанием кремния до 20 процентов. Они известны как заэвтектические поршни, и их главное преимущество — очень низкая скорость расширения. Они могут быть установлены с минимальным зазором между поршнем и стенкой 0,0005 дюйма на большом диаметре.
Интересно, что когда современный кованый поршень с большим начальным холодным зазором достигает рабочей температуры, разница в рабочем зазоре меньше, чем можно было бы предположить. Например, Wiseco использует сплавы 2618 и 4032 для всех своих поковок. Хотя степень расширения различается для каждого сплава, Wiseco создала поршни из каждого сплава для одного и того же двигателя, успешно работающие при почти одинаковом рабочем зазоре. Поршень 2618 с большим расширением может иметь больший начальный зазор, чем поршень 4032, но как только двигатель достигнет рабочей температуры, оба поршня будут иметь одинаковые рабочие зазоры.
Профиль поршня
Форма цилиндра поршня обеспечивает точку критического контакта ниже на юбке, чтобы обеспечить точку стабилизации рядом с нижней частью поршня. Поршни также овальные, а не круглые, чтобы уменьшить трение на неупорных поверхностях.Профиль поршня играет важную роль в определении зазора. Более узкие зазоры, как правило, уменьшают удары поршня (грохот) при холодном пуске и обеспечивают более стабильную посадку, способствуя хорошему кольцевому уплотнению.
Утверждается, что поршнис юбками полного радиуса (в отличие от бочкообразных профилей) более плотно прилегают.Реальность такова, что поршень с полной юбкой, поскольку он имеет профиль полного радиуса, измеряется в самом низу и имеет гораздо больший зазор везде, кроме точки измерения. Это пример общего зазора поршня, значительно отличающегося от опубликованных технических характеристик зазора.
Размер поршня
Чем больше размер поршня, тем больше он расширяется. В Hot Rod и американских двигателях V8 обычно используются большие поршни, которые требуют большего начального зазора между поршнем и стенкой, чем, скажем, двигатель Honda с меньшим размером внутреннего диаметра.Для поршней большего размера обычно требуется больший зазор, чем для поршней меньшего размера. Сравнение крайностей иллюстрирует эту точку зрения, если мы рассмотрим разницу в двух не связанных между собой поршнях, используемых для полета. Поршень размером с гильзу от авиадвигателя модели Cox .049 отлично работает с таким минимальным зазором, что даже не требуется какой-либо формы поршневого кольца для уплотнения газообразных продуктов сгорания.
И наоборот, поршень диаметром 5,400 дюйма от двигателя Merlin V-12, который приводил в действие истребитель P-51 времен Второй мировой войны, требует.Зазор от 012 «до 0,014» для удовлетворительной работы. Здесь мы также отметим, что тепловая нагрузка от трения в двигателе Мерлина намного больше, чем в двигателе Кокса. В экстремальных условиях гонок на самолетах в двигателе Merlin возникает значительная тепловая нагрузка, и поршни соответственно расширяются.
Установка зазора поршня до стенки часто является функцией процесса хонингования. Большинство механических мастерских не будут затачивать блок, пока у них не будут под рукой поршни и спецификации. Хонинговальные бруски очень медленно удаляют материал, а также обеспечивают гладкость стенок цилиндров и наличие необходимых впадин для прилипания к ним масла.Смазка
Масло на стенке цилиндра адаптируется к местным условиям при рабочей температуре, но зазор поршня должен оставлять некоторое пространство для смазочной пленки, чтобы выполнять свою работу. Масляная пленка создается за счет брызг, срывающихся с быстро вращающегося коленчатого вала. Проще говоря, утечка масла из боковых зазоров штока и коренного подшипника отбрасывается на стенки цилиндра и регулируется масляным кольцом тонкой пленкой. Масляная пленка может составлять менее 0,001 дюйма и учитывается в конечном зазоре поршня.Должна присутствовать масляная пленка, которая не только смазывает поверхности, но и передает тепло от поршня к блоку цилиндров, а затем к системе охлаждения.
Тип охлаждения двигателя влияет на расстояние между поршнями и стенками. Поскольку двигатели с воздушным охлаждением зависят от температуры окружающего воздуха и обтекают охлаждающие ребра двигателя (показаны), они видят более широкий диапазон рабочих температур и требуют дополнительных зазоров.Тип системы охлаждения
Существует значительная разница в требованиях к зазорам для двигателей с воздушным охлаждением по сравнению с жидкостным охлаждением.Системы с воздушным охлаждением, такие как автомобили Volkswagen или Porsche, по сути, являются нерегулируемыми системами, зависящими от условий воздушного потока. Они более склонны к деформации отверстия и неравномерному расширению. Воздушное охлаждение более требовательно из-за значительных колебаний воздушного потока. Например, в авиационном двигателе охлаждение также уменьшается с высотой, потому что воздух тоньше и уносит меньше тепла.
Жидкостное охлаждение обеспечивает большую стабильность благодаря легко регулируемой системе и более быстрому нагреву в качестве бонуса.Охлаждающая среда подается внутрь и наружу в соответствии с температурными условиями и регулированием, обеспечиваемым термостатом. Эти факторы влияют на результирующий зазор между поршнем и цилиндром.
Двигатели сверхвысокой мощности с сумматорами мощности, такими как турбины, нагнетатели и закись азота, требуют большего зазора, чтобы справиться с чрезмерным нагревом, выделяемым в условиях WOT.Инженеры прилагают все усилия, чтобы определить надлежащий зазор между поршнем и стенкой. Это включает в себя испытания в реальных условиях работающих двигателей с различными конфигурациями юбки и различными зазорами для определения пригодности каждого поршня для конкретного применения.Когда проект завершается, зазор и место проверки указываются в инструкциях, прилагаемых к поршням. При строгом соблюдении этих рекомендаций вы можете рассчитывать на безотказную работу ваших новых поршней и оптимальное уплотнение цилиндра для максимальной мощности.
Как проверить зазор между поршнем и стенкой
Проверка зазора между поршнем и стенкой является критически важным измерением, которое должна включать каждая сборка двигателя. Вот подробное описание того, как измерить зазор между поршнем и стенкой.
Щуп больше не используется при определении зазора поршня до стенки на высокопроизводительном или гоночном двигателе. Хотя фотографии, изображающие производителей двигателей, проверяющих этот размер с помощью тонких лопастей, можно найти в учебных пособиях и в Интернете, точность чисел ненадежна — и современные ведущие производители двигателей требуют точных допусков для обеспечения надежности и производительности.
Таким образом, точные измерения диаметров поршня и цилиндра имеют решающее значение для расчета зазора между поршнем и стенкой, что важно по двум причинам.Если зазор слишком велик, поршень может раскачиваться взад и вперед внутри цилиндра и повредить кольца, стенки цилиндра или юбки. Если зазор слишком мал, поршень может заедать в цилиндре, поскольку он расширяется из-за тепла сгорания.
Diamond тщательно определяет зазор между поршнем и стенкой для каждого продаваемого поршня, но проверка его по отношению к отверстию является обязательной частью процесса сборки. Видите ли, такие вещи, как износ канала ствола и допуск при хонинге, — все это необходимо проверять, чтобы гарантировать успешность сборки двигателя.Diamond устанавливает контрольную точку для своих поршней, измеряя расстояние от дна канавки для масляного кольца, и на приведенной ниже последовательности фотографий мы покажем вам все, что вам нужно знать, чтобы проверить зазор между поршнем и стенкой при следующей сборке. .
Все начинается с чтения спецификации и инструкций, предоставленных производителем поршня. В спецификации будет указан рекомендуемый зазор, а в инструкциях очень конкретно указано, где должен измеряться диаметр поршня. В нижнем графике также приведены корректировки предлагаемого зазора в зависимости от различных применений и сплава поршня. Поршни конические; то есть диаметр верха или тульи чуть меньше юбки. Это помогает компенсировать повышенное количество тепла, поглощаемого днищем поршня во время сгорания. Отверстие цилиндра должно быть идеально круглым, и его следует проверить с помощью стрелочного индикатора в двух или трех местах. Отверстие цилиндра также должно быть прямым и не иметь внутреннего конуса. Дважды проверьте размеры отверстия посередине и внизу цилиндра. Для этого алмазного поршня точка измерения находится на 0,700 дюйма ниже канавки масляного кольца и под углом 90 градусов к отверстию под палец. Если у вас нет конкретных инструкций от производителя, безопасная точка измерения находится в середине юбок под углом 90 градусов к средней линии отверстия под палец. Himley использует маркер для точного определения точки измерения на обеих сторонах поршня. Внешний микрометр подходящего размера используется для измерения всех поршней в рекомендованных местах.Поскольку алюминий мягкий, может потребоваться небольшой опыт, чтобы получить точную технику измерения. Вначале обратитесь за помощью к опытному машинисту. Рекомендуемый зазор для этого поршня из сплава 2618 был 0,008 дюйма, но в таблице приложений указано, что для сумматора мощности добавляется 0,001 дюйма к 0,003 дюйма (этот малоблочный двигатель будет иметь сильный турбонаддув). Также сказано, что нужно вычесть 0,002 дюйма для твердого анодированного покрытия, которое имеет этот поршень. Итак, Химли остановился на разрешении 0,007. Если есть небольшие различия между отверстиями и диаметрами поршней, всегда согласовывайте большие поршни с большими отверстиями для более постоянного зазора между поршнем и стенкой.Влияние зазора между поршнем и цилиндром на трение поршня на JSTOR
АбстрактныйЖелательно минимизировать зазор между поршнем и цилиндром, чтобы уменьшить шум и подавить вибрацию. Хотя для этой цели были приложены значительные усилия, повышенная сила трения поршня и возникновение заедания все же не позволяют достичь идеального зазора. Чтобы определить нижний предел зазора поршня, очень важно выяснить следующие неизвестные: какая часть поршня способствует увеличению трения при уменьшении зазора поршня, во время какой фазы движения поршня происходит увеличение трения и как зазор поршня влияет на явления смазки.Измерения силы трения поршня в рабочих условиях были выполнены с применением метода плавающей гильзы на одноцилиндровом испытательном бензиновом двигателе. Измерение показало, как изменяется трение поршня при уменьшении зазора поршня. Боковое движение поршня также было измерено. На основе этих экспериментальных результатов была уточнена взаимосвязь между зазором и силой трения поршня в условиях работы двигателя. Кроме того, были раскрыты причины увеличения трения.В этой статье также представлены результаты исследования контакта металла с металлом, который, как было установлено, происходил локально на юбке поршня, снижения силы трения путем изменения профиля юбки и влияния зазора поршня на условия смазки.
Информация об издателеSAE International — это глобальная ассоциация, в которую входят более 128 000 инженеров и технических экспертов в аэрокосмической, автомобильной и коммерческой промышленности.Основные направления деятельности SAE International — обучение на протяжении всей жизни и разработка добровольных согласованных стандартов. Благотворительным подразделением SAE International является SAE Foundation, который поддерживает множество программ, в том числе A World In Motion® и Collegiate Design Series.
Зазор между поршнем и цилиндром: практическое видео с Mahle
Двигатель в сборе требует измерения нескольких компонентов для обеспечения достаточных зазоров.Зазор между поршнем и отверстием цилиндра является одной из таких критических областей. Хотя зазор обычно устанавливается машинистом во время хонингования цилиндра, сборщик обязательно должен знать, как проводить измерения, чтобы перепроверить машиниста. Mahle Motorsports подготовила это информативное видео с практическими рекомендациями о процессе.
Для измерения зазора между поршнем и отверстием требуются специальные инструменты. Список включает следующее: микрометр, штангенциркуль и калибр. Микрометры имеют диапазон в один дюйм и будут использоваться для измерения поршня.Выберите микрометр с диапазоном, который включает диаметр поршня. Штангенциркуль с круговой шкалой используется для определения точки измерения на поршне. От нуля до шести дюймов будет достаточно.
Наконец, калибр внутреннего диаметра будет использоваться для измерения диаметра отверстия цилиндра. Как и микрометр, калибры внутреннего диаметра покрывают определенный диапазон. Однако калибр внутреннего диаметра поставляется с рядом удлинителей и проставок для покрытия большего диапазона, например, от двух до шести дюймов.
После приобретения всех инструментов необходимо определить зазор и точку измерения для поршня.Оба они предоставляются производителем поршня. Mahle предоставляет онлайн-версию своего руководства по применению на своем веб-сайте.
Использовать руководство по применению Mahle очень просто. Найдите свое приложение и найдите справа номер детали поршня. Слева от номера детали указаны минимальный и максимальный зазоры, а также точка измерения поршня.
Определение правильной точки измерения имеет решающее значение, поскольку каждый поршень имеет уникальный профиль. Измерения, сделанные выше или ниже указанной точки, будут неправильными.Неправильное измерение поршня приведет к неправильному расчету зазора поршня и отверстия.
Штангенциркуль устанавливается на правильное расстояние для определения точки измерения (вверху), а затем используется Sharpie для отметки точки на поршне (см. Ниже).
Обязательно нанесите по одной отметке на каждую юбку в качестве ориентира. Очень важно, чтобы микрометр был размещен на каждой юбке на правильной высоте.
Наковальня и шпиндель микрометра должны быть перпендикулярны юбке.Если одна сторона немного смещена, вы получите неверное измерение. Запишите размер поршня.
Есть несколько способов настроить калибр внутреннего диаметра. В этом примере компания Mahle установила калибр внутреннего диаметра для измерения фактического диаметра отверстия. Калибр внутреннего диаметра показывает ноль на расстоянии 4,040 дюйма. Альтернативный метод — измерить зазор без каких-либо расчетов, установив калибр диаметра на ноль при измерении поршня. Показание калибра диаметра будет соответствовать зазору между поршнем и отверстием.
Покачивайте манометр взад и вперед и снимите наименьшее значение. Наименьшее показание происходит, когда манометр расположен перпендикулярно стенке цилиндра. Добавьте показание к 4,040, чтобы определить размер отверстия. Этот датчик показывает 0,0002 дюйма (две десятитысячных дюйма), что обычно обозначается как «две десятых». Это в 15 раз тоньше, чем средний человеческий волос!
Если цилиндр хонинговался с помощью торсионной пластины, велика вероятность того, что отверстие имеет некруглую форму без затяжки головки цилиндра.Поэтому лучше всего проверять размер отверстия с установленной пластиной крутящего момента. Если он недоступен, измерьте расстояние около дна цилиндра в том месте, где втулка выходит из сердечника блока. Деформация цилиндра в этой области ограничена.
Размер отверстия цилиндра минус диаметр поршня равен зазору поршня до отверстия.
Переменные, влияющие на зазор между поршнем и цилиндромПрецизионные измерения, такие как размер отверстия и диаметр поршня, имеют решающее значение для выживаемости двигателя.Учтите любые внешние факторы, которые могут исказить результаты измерения. Мал указал на два общих.
Во-первых, температура заставляет цилиндры и поршни расширяться и сжиматься. Крайне важно, чтобы и блок цилиндров, и поршни имели комнатную температуру. Небольшие различия в температуре могут значительно изменить измерения, учитывая, что микрометр и калибр диаметра измеряют с шагом в одну десятитысячную дюйма.
Измерительные инструменты также должны иметь комнатную температуру.Сведите к минимуму контакт рук с инструментами. Выполните измерение, затем установите инструмент, чтобы записать показания. Тепло тела от того, что вы держите манометр в руке, сдвинет стрелку на две десятых. В качестве альтернативы, перед обнулением и измерением вручную нагрейте манометр.
Как упоминалось ранее, при хонинговании цилиндра поршень настраивается на зазор отверстия. Предоставьте механику двигателя поршни, чтобы можно было получить правильный зазор. Шаги, изложенные Mahle, позволят сборщику дважды проверить работу машиниста.
Что такое зазор поршня? И зачем это нужно?
Поршневой зазор — это зазор или зазор между поршнем и металлическим цилиндром,
Во избежание повреждений из-за чрезмерного расширения поршня при нагревании
во время сгорания. Он также известен как поршневой зазор.
Обычно поршень изготавливается из литого алюминиевого сплава для обеспечения хорошей теплопроводности. При нагревании алюминий расширяется больше, чем металлический цилиндр.
Итак, правильный зазор поршня необходим для поддержания свободного движения поршня
в цилиндре.
Узнать больше:
Во время такта сжатия воздушно-топливная смесь (для цикла Отто) или
Воздух (для дизельного цикла) сжимается. Наибольшее давление достигается, когда поршень приближается к ВМТ. Но абсолютный нулевой зазор не рекомендуется, так как
Mixture требует собственного пространства или объема для своего существования.
Также прочтите — Цикл Отто и его процессы
Внезапно, когда возникает искра (цикл Отто) или распыляется дизельное топливо (дизельный цикл),
Смесь, находящаяся под высоким давлением и температурой
, пытается полностью расшириться в этом небольшом зазоре
, который достаточно мал для расширения, следовательно, поршень перемещается вниз
Следовательно, мощность производится.
В бензиновых двигателях воздушно-топливная смесь сжимается чуть ниже зазора
(если степень сжатия 9: 1 , тогда смесь сжимается до 1/9 общего объема), а затем зажигается свечой зажигания.
Точно так же в дизельных двигателях воздух сжимается чуть ниже ВМТ (верхней мертвой точки),
И затем топливо впрыскивается в цилиндр для сжигания распыленного топлива с воздухом. Даже здесь воздух сжимается до наименьшего объема (зазорный объем).
Также прочтите:
Если зазор поршня
слишком мал , то при нагревании- поршень будет заедать внутри цилиндра при большем расширении
- поршень будет слишком плотно зажат в цилиндре, что приведет к чрезмерным потерям на трение
- поршень может повредить стенку цилиндра
Если зазор поршня слишком велик , то
- Поршень будет очень свободно перемещаться вперед и назад, что приведет к детонации двигателя и может даже повредить юбку поршня.
- Большой зазор может также снизить герметизирующие свойства компрессионных колец для уплотнения камеры сжатия.
Не пропустите:
Руководство по установке колецПоршни 2618
ПЕРЕД БАЛАНСИРОВКОЙ , установкой штифтов, стержней или замков, пожалуйста, проверьте номер детали и описание на этикетке коробки, чтобы убедиться, что у вас есть правильные компоненты. Измененные, поцарапанные или поврежденные поршни полок возврату не подлежат.Поршни, изготовленные по индивидуальному заказу, подлежат возврату только в случае производственных дефектов.
Зазор между поршнем и стенкой цилиндра
- Диаметр поршня должен быть измерен в точке замера, которая в большинстве случаев находится на 0,500 дюйма от нижней части юбки (см. Рис. 1). Указанные размеры измерены при температуре 68 градусов по Фаренгейту. Примечание: алюминий расширяется и сжимается при изменении температуры.
- Ваши поршни изготовлены из аэрокосмического алюминиевого сплава с низким содержанием кремния 2618.
- Зазор установлен в поршне на основе чистового отверстия для нормальных условий эксплуатации.(См. Табл. 1).
- Указанные ниже зазоры являются минимальными. Для некоторых применений, таких как наддув, турбо, закись азота и износостойкость, может потребоваться добавление 0,001 «-. 003» к минимальным зазорам, указанным в таблице 1. Для морских систем водозабора холодной воды может потребоваться дополнительный зазор 0,002–0,004 дюйма.
| Таблица 1 | Диапазон диаметра | мин. Клиренс |
| Компактный Спорт | 2.От 500 до 3,625 дюйма | .0030 до .0035 « |
| Компактный Спорт | от 3,626 до 3,999 дюймов | от 0,0035 до 0,0040 « |
| SB Applications | 4.000 до 4.200 дюймов | .0035 до .0045 « |
| BB Приложения | от 4.200 до 4.600 дюймов | от 0,0040 до 0,0050 « |
Зазор между поршнем и клапаном
Зазор между поршнем и клапаном определяется подъемом кулачка, расстоянием между кулачками, продолжительностью, зазором клапана, конструкцией головки и послепродажным фрезерованием головки блока цилиндров.Минимальный рекомендуемый зазор для впускного и выпускного клапана должен быть 0,100 дюйма в глубину и 0,050 дюйма в радиальном направлении. Проверьте с помощью пластилина или следуйте рекомендациям производителя кулачков для проверки зазора, убедившись, что кулачок обезжирен точно так, как он будет во время работы.
Подготовка цилиндра / гильзы / блока
Мы настоятельно рекомендуем вам снять фаску или слегка облегчить нижние края ваших цилиндров / гильз / блоков. Наличие острого края приведет к чрезмерному износу юбки поршня. Это очень важно при работе с ходовыми двигателями, когда юбка поршня проходит за нижнюю часть цилиндра.
Поршень / купол по отношению к головке и зазор свечи зажигания
Из-за большого выбора доступных на вторичном рынке головок цилиндров и большого разнообразия камер сгорания вам всегда следует проверять зазор между поршнем / куполом и головкой, а также зазор свечи зажигания, чтобы обеспечить надлежащий зазор (см. рис.2). Минимальный зазор для стального стержня = 0,040 дюйма, алюминия = 0,060 дюйма. Проверьте с помощью глины с поршнем, установленным на штоке в ВМТ, качните поршень, чтобы получить минимальный зазор.
Противовес кривошипа относительно зазора поршня
Всегда проверяйте противовес до зазора поршня или НМТ.Рекомендуемый минимум составляет 0,060 дюйма.
Зазор между шатуном и поршнем
Из-за больших различий в ширине штока и толщине материала над штифтом всегда проверяйте наличие надлежащего зазора между поршнем и концом пальца шатуна. Рекомендуемый зазор составляет минимум 0,050 дюйма на каждый стороны и мин. 0,050 дюйма от верха штока до поршня. Установив поршень на шток, покачивайте поршень из стороны в сторону и вращайте вперед и назад, чтобы обеспечить надлежащий зазор. (рис. 3)
Spiro Locks
Для установки Замки Spiro, возьмитесь за каждый конец замка и потяните (прибл.3/8 дюйма — 7/16 дюйма). Замок будет напоминать небольшую катушку (рис. 4). После этого замок можно закрутить на место по спирали, как если бы вы ввинчивали их в паз (рис. 5). Когда замки установлены правильно, только половина замка будет видна над пазом. Для большинства поршней SRP, для которых требуются спиральные замки, потребуется 4 фиксатора на поршень, по 2 на каждом конце пальца. ВНИМАНИЕ: Важно, чтобы на каждом поршне было установлено правильное количество замков, иначе может произойти серьезное повреждение двигателя. ВНИМАНИЕ: Не перетягивайте спиральные замки и не используйте их повторно!
Проволочные замки
Установите конец одного замка под углом 90 градусов от канавки замка отмычки.Используйте жесткую отвертку с маленьким лезвием и вставьте наконечник в паз замка отмычки, одновременно вставляя замок в паз, не перегибая и не деформируя замок. После того, как первый фиксатор будет установлен, установите его, плотно ударяя по булавке на запястье латунным выколотым штифтом. Теперь установите шатун и второй фиксатор. Установите второй замок так же, как и первый. В качестве меры предосторожности мы рекомендуем ударять латунным выколотым штифтом с каждой стороны запястья еще раз. Выполняйте эти действия на тканевом полотенце или мягкой резиновой подушке, чтобы не повредить поршень.
Очистка
Тщательно очистите поршни и стенки цилиндров с помощью растворителя для очистки автомобильных деталей или горячей воды с мылом перед установкой. JE рекомендует нанести тонкий слой монтажного масла (Marvel Mystery Oil или аналогичное) на юбку поршней, кольца и стенки цилиндра для первоначальной установки и запуска. МЫ НЕ РЕКОМЕНДУЕМ ИСПОЛЬЗОВАТЬ СИНТЕТИЧЕСКОЕ МАСЛО ИЛИ ЛЮБЫЕ ДОБАВКИ К МАСЛАМ, ПОКАЗЫВАЕМЫЕ С ПРОДАЖИ ПРОДАЖИ ПРОДАЖИ, пока кольца не сядут должным образом. Обязательно тщательно смажьте поршневые пальцы и отверстия для поршневых пальцев монтажным маслом, чтобы предотвратить истирание при первом зажигании.Также рекомендуется дважды проверить принудительные отверстия масленки поршневого пальца на предмет посторонних предметов или мусора перед установкой кольца. Во время пробной сборки или макета убедитесь, что купол и карманы клапанов на поршнях соответствуют диаметрам камеры сгорания и клапанов головок цилиндров. Выхлопные карманы четырехклапанного поршня, как правило, расположены над логотипом JE на нижней стороне поршня. Многие поршневые конструкции JE / SRP имеют специальные смещенные купола и / или специальные клапанные карманы «влево» или «вправо».Изготовитель двигателя несет ответственность за то, чтобы поршни с несимметричным (левым или правым поршнем) гнездами клапана были установлены в правильном месте цилиндра.
Инструкции по установке колец
ВАЖНАЯ ИНФОРМАЦИЯ: ПЕРЕД НАПИРАНИЕМ КОЛЬЦ — Проверьте каждое отдельное кольцо в соответствующей канавке поршневого кольца, чтобы убедиться в правильности глубины канавки (радиальный задний зазор) и бокового зазора (толщины) (рис. 6). Правильная чистовая обработка цилиндра (хонингование), зазор между кольцами и смазка имеют решающее значение для достижения оптимального кольцевого уплотнения.
Торцевая крышка
Торцевой зазор — это зазор между двумя концами поршневого кольца, установленного в цилиндре (рис. 7). Большинство производителей высокопроизводительных и гоночных двигателей покупают поршневые кольца немного завышенного размера, чтобы подогнать их к точным торцевым зазорам. Испытания показали заметное увеличение мощности и уменьшение прорыва в результате правильной подгонки торцевого зазора кольца к условиям эксплуатации. Такие факторы, как наддув, турбонаддув, закись азота, гонки на выносливость и различные виды топлива, определяют надлежащий торцевой зазор кольца.Правильный торцевой зазор кольца может увеличиваться более чем вдвое от одного двигателя к другому в зависимости от вышеуказанных факторов.
Точная обработка отверстий цилиндров имеет решающее значение, и по этой причине кольца должны быть установлены на цилиндр, в который они должны быть установлены. Разница в диаметре от одного цилиндра к другому изменяет торцевой зазор колец в этом цилиндре на коэффициент пи (3,1416). Например, цилиндр большего диаметра на 0,001 дюйма увеличит зазор торца кольца на 0,001 x 3,1416 = 0,003 дюйма, округляя.Торцевой зазор второго кольца всегда должен быть больше, чем концевой зазор верхнего кольца.
Комплекты колец, содержащих направляющую с выступом
При установке в двигатель с горизонтальной оппозицией зазоры масляной направляющей следует устанавливать, как показано ниже (рис. 9). Направляющая для выступов должна быть установлена под расширителем масляного кольца так, чтобы выступ был направлен к нижней части кольцевой канавки, проходящей в разделенные задние отверстия для слива масла (рис. 8). Будьте осторожны, чтобы не вставить язычок направляющей в масляное отверстие для штифта на запястье.
Установка опорной рейки маслосъемного кольца
- Установите опорные рейки маслосъемного кольца на дно канавки маслосъемного кольца так, чтобы стопорный фиксатор, предотвращающий вращение, был обращен вниз.
- Вращайте опорную планку маслосъемного кольца до тех пор, пока стопор, предотвращающий вращение, не окажется между отверстием на пересечении канавки кольца и отверстием под палец. (рис.10)
- Установите масляное кольцо в сборе как обычно.
ДАННОЕ РУКОВОДСТВО МОЖЕТ ПОМОЧЬ В ПРОЦЕССЕ УСТАНОВКИ, ОБЕСПЕЧИВАЯ ПРАВИЛЬНУЮ РАБОТУ И МАКСИМАЛЬНУЮ ПРОИЗВОДИТЕЛЬНОСТЬ, НО НЕ ПРЕДНАЗНАЧЕНА В КАЧЕСТВЕ ПОЛНЫХ ИНСТРУКЦИЙ ПО УСТАНОВКЕ.
Руководство по зазору головки поршня — Техническая статья
Просмотреть все 10 фотографийЧем больше мы узнаем о двигателях, тем больше становится очевидным, что каждая деталь важна при создании высокопроизводительного двигателя.Конечно, большие компоненты, такие как головки, кулачки, впускные, карбюраторные и выхлопные системы, имеют решающее значение для наращивания мощности.
Но есть и те тонкие детали, которые часто остаются незамеченными. Если вы когда-нибудь задумывались, как профессиональный производитель двигателей выжимает 450 л.с. из маленького блока, в то время как ваш идентичный близнец едва дает 390 л.с., разница, вероятно, кроется в деталях.
Все настройки и игры, в которые мы играем с распределительными валами, головками цилиндров и коллектором, направлены на то, чтобы помочь процессу сгорания.В этот момент смесь начинает гореть, а воздух и топливо превращаются в давление в цилиндре, которое толкает поршень вниз. Но есть множество тонких мелочей, которые могут повлиять на процесс горения, о которых вы, возможно, не слышали раньше. Это то, что мы собираемся рассмотреть в этой истории.
На протяжении десятилетий производители острых двигателей знали о «гашении» или «сжатии». Эти термины относятся к области в клиновидной камере, предназначенной для создания турбулентности в камере по мере приближения поршня к верхней мертвой точке (ВМТ).Этот эффект сжатия может также возникать в других типах камер. Мы ограничим наше обсуждение в этой истории мелкоблочным Chevys, но основные факты относятся ко всем камерам сгорания клиновидной формы.
Зона закалки — это плотная зона между плоской частью поршня и плоской частью камеры сгорания в типичной клиновидной камере. Когда поршень достигает ВМТ и смесь начинает гореть, воздух и топливо, расположенные между поршнем и головкой, сжимаются или выдавливаются в выпуклую часть камеры сгорания.Подумайте о турбулентности, которая возникает, когда вы разбиваете помидор большим молотком, и вы уловите идею. У поршня с плоским верхом эта зона сжатия может быть очень плотной. Это также самый узкий зазор между поршнем и головкой блока цилиндров. Поскольку механический контакт между поршнем и головкой не рекомендуется, большинство серийных двигателей полагаются на зазор между поршнем и головкой 0,060 дюйма или более в этой области.
К сожалению, это не идеальный зазор между поршнем и головкой для оптимального сжатия.Но из-за производственных допусков заводские двигатели обычно попадают на большую сторону зазора по очевидным причинам. Но когда дело доходит до оптимизации двигателя для увеличения крутящего момента и мощности, это та область, где опытный производитель двигателей может выжать немного больше мощности.
Эффект сдавливания
Поскольку в камерах сгорания клинового типа для создания турбулентности в камере сгорания возникает интересный эффект, поскольку в камерах сгорания клиновидного типа используется зона сжатия или закалки.Чтобы лучше понять этот процесс, представьте, что впускной клапан открывается и поток воздуха, смешанного с топливом, попадает в область камеры сгорания. Поршень с криком поднимается к ВМТ на 5000 об / мин (почти 3000 футов в минуту), когда впускной клапан закрывается. Когда поршень достигает ВМТ, виртуальный ураган топлива и воздуха вылетает в камеру из этой плотной зоны между поршнем и головкой. Хотя эта турбулентность звучит плохо, на самом деле все наоборот. Эта турбулентность приводит к более тщательному смешиванию воздуха и топлива в гораздо более однородную смесь, которая имеет тенденцию сгорать намного быстрее и эффективнее.
Один из способов получить максимальную мощность от двигателя — это использовать наименьшее количество топлива, необходимое для создания максимальной мощности, пытаясь сжечь его все. Учитывая это, если вы можете равномерно смешать воздух и топливо в однородную смесь с очень мелким топливным туманом, вы получите выдающуюся мощность.
К сожалению, верно и обратное — различные карманы бедной и богатой смесей внутри цилиндра при сгорании свечи зажигания будут стоить энергии, и процесс сгорания не будет таким плавным.Чрезмерно бедные или богатые карманы в камере напрямую влияют на скорость сгорания и величину давления, прикладываемого к поршню. Богатые смеси имеют тенденцию гореть медленнее, тогда как бедные смеси обычно горят быстрее, чем «правильная» топливовоздушная смесь. Если модификации камеры или поршня влияют на эти скорости, необходимо также изменить угол зажигания для оптимизации мощности.
Какая правильная топливно-воздушная смесь? В последние несколько лет ответ изменился, поскольку область между камерой сгорания и верхней частью поршня стала более эффективной.Например, классическое соотношение воздух / топливо всегда составляло 12,5: 1, что означает 12,5 частей воздуха на каждую часть топлива. Но многие гоночные и правильно спроектированные уличные двигатели могут развивать максимальную мощность с соотношением воздух / топливо, приближающимся к 12,8–13: 1.
Итак, теперь давайте введем в это уравнение более узкое пространство гашения. Все уважаемые производители двигателей, с которыми мы беседовали, твердо верят в необходимость минимизировать закалочный зазор. По словам Кена Дутвейлера, самое сильное тушение, которое он рекомендует, составляет около 0.050 дюймов. Он построил двигатели с гораздо более узкими зазорами, чем этот, но во многом это зависит от зазора поршня до стенки. Все поршни имеют тенденцию слегка раскачиваться при переходе через ВМТ, и это качательное движение уменьшает зазор между поршнем и головкой. Поршни меньшего диаметра с малыми зазорами между поршнем и стенкой не так сильно качаются в канале цилиндра, как поршни большего диаметра с более широкими зазорами между поршнем и стенкой.
Поскольку зазор поршня играет такую большую роль в зазоре между поршнем и головкой, можно установить зазор между поршнем и головкой меньше нуля.040 дюймов, если вы чувствуете себя смелым. Известный герой лошадиных сил Джон Лингенфельтер говорит, что возможны зазоры от 0,037 до 0,040 дюйма, но вы должны знать, что делаете. Покойный Smokey Yunick также рекомендовал зазор закалки 0,040 дюйма как безопасный, но критический зазор.
Преимущества
Итак, каковы преимущества всего этого сжатия и гашения? Преимущества невелики, но >> часто важны. Например, газовые двигатели, работающие на грани детонации, могут получить большую выгоду от более узкого зазора между поршнем и головкой, чтобы уменьшить дребезжание.Это звучит противоречиво, поскольку увеличение сжатия должно приводить к усилению детонации. Все производители двигателей, с которыми мы говорили, упоминали, что затягивание закалки (уменьшение зазора между поршнем и головкой) до уровня менее 0,050 дюйма увеличит степень статического сжатия, но этот более узкий зазор также создает более сильный эффект сжатия. Эта дополнительная турбулентность создает более однородный «суп» в камере, уменьшая вредное воздействие карманов с обедненным соотношением воздух / топливо. При прочих равных условиях это способствует созданию двигателя, который менее подвержен детонации.
Мы пробовали это на недавней динамометрической схеме малого блока 383ci. Чтобы сохранить сжатие на уровне около 9,5: 1, мы использовали набор прокладок головки 0,050 дюйма, которые создали широкий зазор между поршнем и головкой около 0,060 дюйма. Флоггер двигателя ТЭЦ Эд Тейлор заменил комплект 0,040-дюймовых прокладок головки Fel-Pro, а затем снова проверил двигатель. Мы наблюдали лишь незначительный прирост примерно на 2–3 л.с. (менее 1 процента), но сомнительно, что это было причиной незначительного увеличения компрессии. Ясно, что затяжка закалки с более тонкой прокладкой как-то связана с увеличением мощности.Затягивание зоны закалки часто приводит к снижению требований к моменту зажигания. Это может затем привести к снижению отрицательной работы (давление в цилиндре растет, пока поршень все еще приближается к ВМТ). Об этом часто свидетельствует усиление крутящего момента в низком и среднем диапазоне.