Хон самодельный — Абразивная обработка
Заранее прошу прощения у модератора, процесс изготовления подробно описывать не буду, считаю это не очень интересным, так как работу токарного и фрезерного станков так или иначе видели все… поэтому:
Хон самдельный.
Достались с хонинговальным станком хоны еще советского производства. Попытался ими работать, но очень скоро отказался. Выбросил все, не сумел выжать из них требуемую точность обработки цилиндра. Дело было достаточно давно, купить что-либо стоящее взамен тогда было просто негде, «буржуи» к нам свои буржуйские хоны еще не возили, пришлось изобретать самому. Благо, бруски (алмазные) для хонов, советские и за смешные деньги, на барахолке можно было найти без проблем. В результате получилось вот такое сооружение.
На втором рисунке этот же хон в разобранном виде.
Это рабочий хон для диаметров от 80 до 110 мм. Работает он уже много лет. Точность обработки – конус, эллипс, седло, бочка – в пределах сотки, что вполне соответствует требованиям к точности обработки цилиндров двигателей внутреннего сгорания.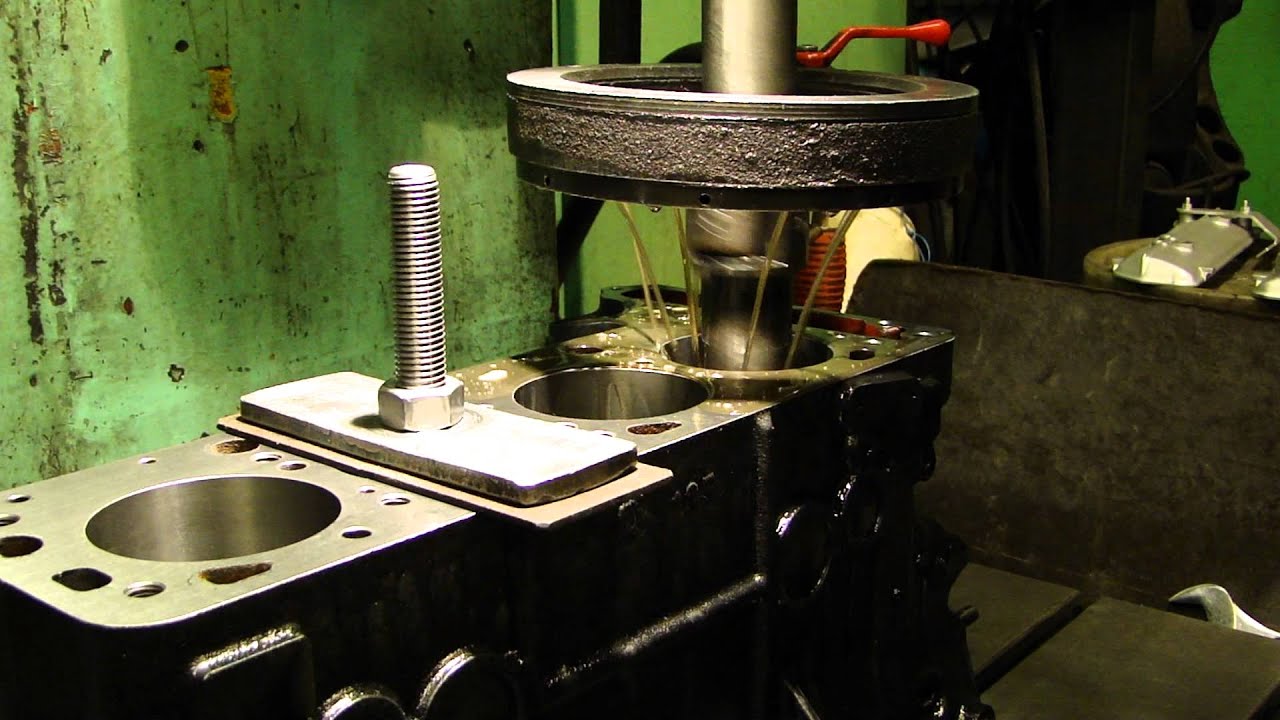
К отличительным особенностям хона можно отнести двухопорное, жесткое закрепление брусков. Собственно алмазные бруски вклеены в стальные планки, опирающиеся своими плоскими наклонными опорными поверхностями на плоские же наклонные поверхности двух сухарей, верхнего и нижнего, т.е., образуют клиновой механизм с плоскопараллельным перемещением брусков. Изменение размера хонингования и рабочая подача брусков осуществляется синхронным осевым перемещение обоих сухарей вдоль расточки корпуса хона при помощи винта. В приведенной конструкции предусмотрена ручная подача брусков. Но без особых проблем ее можно приспособить и под автоматическую подачу от механизмов хонинговального станка. Планки с брусками удерживаются от выпадения из корпуса надетыми сверху пружинками от «сальников».
Что такое хонингование цилиндров
Как правильно делается хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом.
 Такой абразив позволяет добиться высокоточной обработки поверхностей;
Такой абразив позволяет добиться высокоточной обработки поверхностей;
 Такой абразив позволяет добиться высокоточной обработки поверхностей;
Такой абразив позволяет добиться высокоточной обработки поверхностей;Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.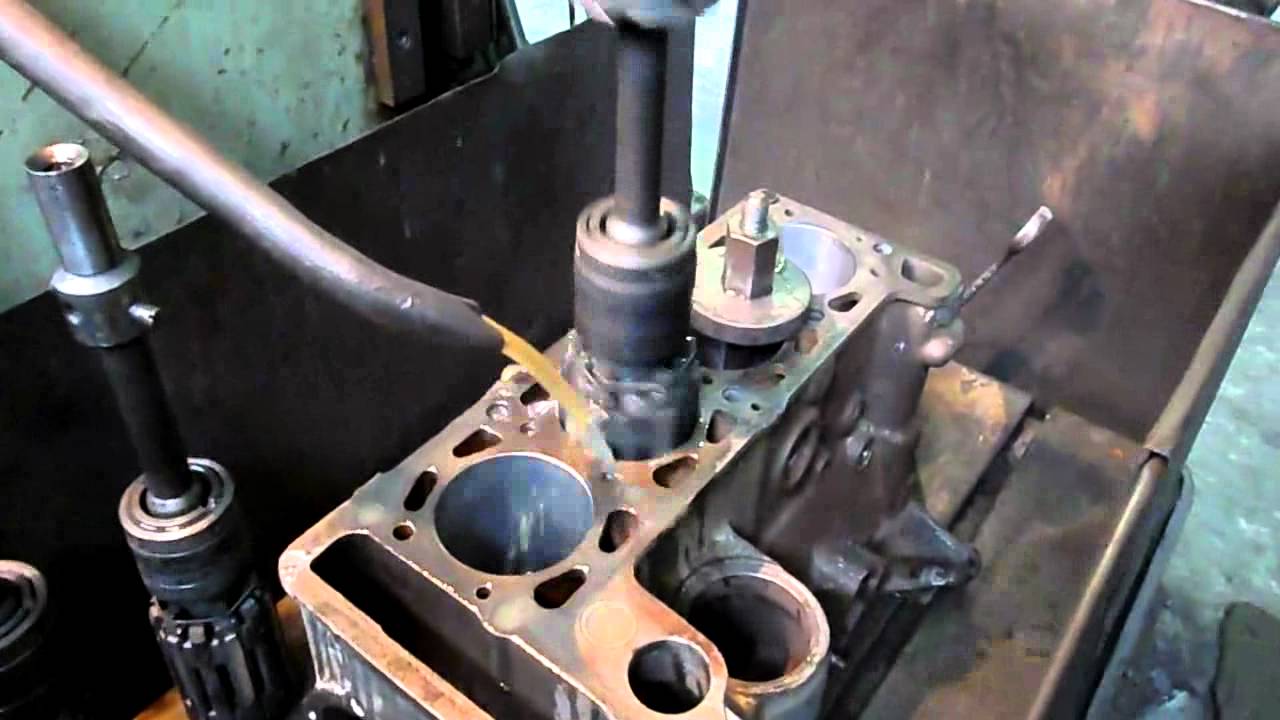
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
 Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ — DRIVE2
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Применяется хонингование и при финишной обработке плоскостей.
ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.Содержание статьи:С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.Процесс хонингования проводится непосредственно после расточки цилиндров. И его основная задача – сохранить первоначальную форму, а также избавиться от бочкообразности или конусности, если таковые будут иметься после расточки.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью. Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.

Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно. Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.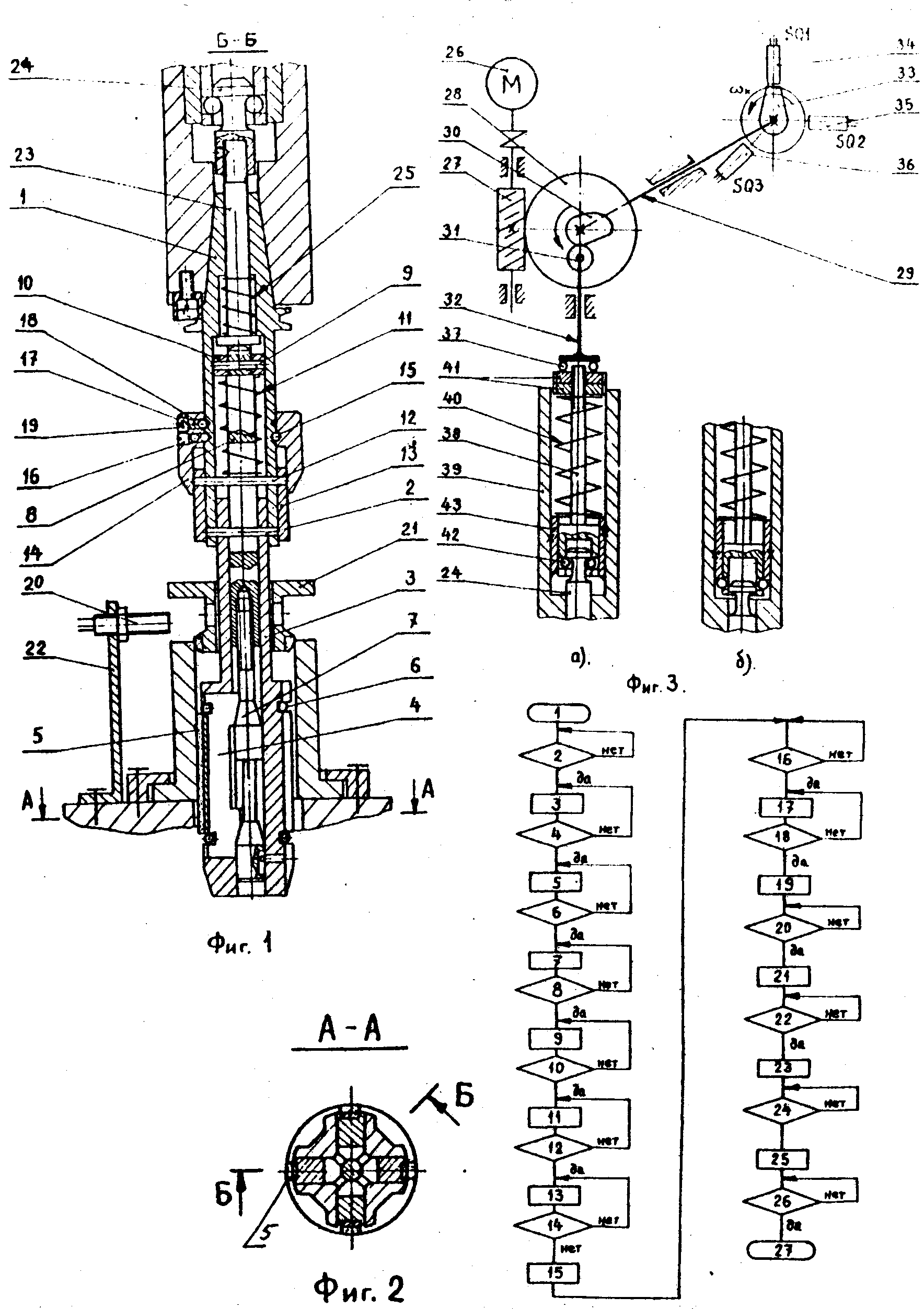
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке. Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
 Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя. Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя. Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.Видео о том, что такое хонингование:
Хонингование цилиндров:что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя. При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью. Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Хонингование цилиндров двигателя. Что это и зачем его делают?
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Читайте также: Что будет, если перелить масло в двигатель?
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Что такое хонингование цилиндров двигателя?
Даже если водитель никогда не занимается ремонтом автомобиля своими руками, он просто обязан знать хотя бы теорию. Зачем?
Для того чтобы не попасться на «развод» в автосервисе, ведь честность не всегда присуща СТО. Стоит смотреть правде в глаза, неопытных водителей обманывают довольно часто и записывают в квитанции к оплате те действия, которые не проводились, да и не нужны были. Ну а водителю говорят, что без них никак не обойтись. Чтобы от отсутствия знаний не страдал кошелек, советуем изучать сущность ремонтных процедур.
Когда автомобилю нужен капитальный ремонт?Сделаем уточнение, что речь идет о двигателе автомобиля. Итак, капитальный ремонт нужен двигателю по прошествии длительного времени эксплуатации. Детали изнашиваются, приходят в негодность, менять их по одной нет смысла. К тому же если поставить новый элемент к старым, то они не притрутся, а могут заклинить двигатель. До такой ситуации, как заклинивание, лучше не доводить, а вовремя отогнать автомобиль в автосервис. Симптомы, которые сигнализируют о необходимости хонингования:• резко растет расход масла и топлива;• двигателю либо сложно, либо невозможно развить полную мощность;
• снижается компрессия.Что такое хонингование?Хонингование — завершающий этап расточки гильз цилиндров, заключающееся в шлифовании поверхности.Для того чтобы двигатель работал хорошо, все детали в нем должны быть идеально заточены друг под друга. Особенно это утверждение касается цилиндра и поршневых колец. Производители цилиндровых блоков и поршневых внедряют все новые разработки. К примеру, сейчас в каждом новом двигателе поршневые кольца уже приработаны к цилиндрам, что значительно снижает их износ, и время эксплуатации увеличивается. Идеально подогнанные поршневая и цилиндры уменьшают расход масла, исключают протечку газов и увеличивают КПД двигателя в целом.После хонингования стенки цилиндров должны быть гладкими и прямыми. Конусность считается сильным недостатком, особенно в свете того, что в последние годы чаще всего используются поршневые кольца низкого трения. ОсобенностиВ каждом изделии, в том числе и в двигателе внутреннего сгорания, детали производятся таким образом, чтобы их можно было после некоторого периода эксплуатации отремонтировать. Другими словами, практически все элементы имеют ремонтный допуск, который позволит им еще много лет быть как новеньким. У блока цилиндров такой допуска также имеется, он указан в таблицах от производителя. Сам процесс расточки, который является первым этапом хонингования, производится с помощью абразива. На сегодняшний день все еще не окончен спор о том, какой из абразивов стоит использовать — керамический или алмазный. После расточки поверхность отмывают от металлической стружки и пасты, а затем шлифуют абразивной щеткой. Без завершающего хонингования обойтись нельзя, потому что металлическая стружка, не снятая при ремонте, приведет к быстрому износу поршневых. Дальше только полная замена кривошипно-шатунного механизма. Немного о допусках28–35 RA — шероховатость, рекомендуемая производителем для поршневых колец из хрома или чугуна. Для достижения такого результата производитель рекомендует использовать абразивный хонинговальный круг с зернистостью в 220. Этот показатель применим, если используется абразив керамический. Алмазный же нужно брать с зернистостью 325–350.16–23 RA — шероховатость, рекомендуемая производителем для поршневых колец из молибдена. Для их обработки производители обычно рекомендуют керамический абразив 280. Рекомендации по поводу алмазных абразивов неизменны.Важно! В расточке и хонинговании очень важен человеческий фактор. Дело в том, что даже брусок с нужным номером может давать другой результат просто потому, что будет худшего качества, чем положено.Хонингование (шлифовка) происходит в два этапа:1. Черновой этап или шлифовка крупным абразивом. Здесь главное добиться не идеально гладкой поверхности, а снятия всех излишков, выровнять стенки немного и убрать шероховатости. 2. Финишная обработка. Выполняется мелким абразивом. Его результатом должна стать идеально гладкая поверхность.
Оборудование для расточки блока цилиндров
Виды и особенности станков для расточки блока цилиндров
Сам процесс расточки цилиндров – операция не слишком долгая. Но достаточно много времени уходит на то, чтобы блок цилиндров правильно установить на рабочем столе вертикального расточного станка. Ведь геометрия расточенных цилиндров, геометрия всех других поверхностей и их положение относительно друг друга, зависят от того, насколько правильно и точно будет выставлен блок цилиндров на расточном станке.
Какие станки могут использоваться для расточки блока цилиндров?
Для решения этой задачи могут применяться три варианта станков. Первый вариант – вертикально-расточные станки для расточки блока цилиндров. Используются в подавляющем количестве случаев.
Второй вариант – координатно-расточные станки. Это более дорогое оборудование, позволяющее особо точно выставлять режущий инструмент, особо точно позиционировать блок цилиндров на рабочем станке. Все настройки режимов резания происходят в электронном виде.
Чрезвычайная точность обработки на координатно-расточных станках достигается за счет использования серводвигателей и электронного управления. Все данные по позиционированию устанавливаемого на рабочий стол блока цилиндров, все передвижения шпинделя станка высвечиваются на дисплее.
Координатно-расточные станки используются гораздо реже и только в достаточно крупных сервисах. Это связано с высокой ценой такого станка.
Вертикально-расточной станок для расточки блока цилиндров
Третий вариант станков – горизонтально-расточные. Используются крайне редко.
Возможен вариант, когда вместо вертикально-расточных станков используются несколько модернизированные фрезерные станки. Но нужно сказать, что проблема таких станков в том, что часто не удается достигнуть нужной точности резания и основное – точно выполнить установку блока цилиндров на рабочий стол станка.
Расположение цилиндров в двигателе может быть как вертикальным, так и V-образным. Поэтому существуют разные рабочие столы на вертикально-расточных станках. Если для установки и позиционирования блока цилиндров с вертикальным расположением цилиндров подойдет станок с обычным рабочим столом, на котором блок цилиндров устанавливается на горизонтальной плоскости, то для V-образных двигателей нужен поворотный рабочий стол, чтобы совместить оси цилиндров с осью шпинделя.
Основная проблема расточки блока цилиндров заключается именно в том, чтобы правильно позиционировать блок цилиндра по отношению к нескольким плоскостям.
Координатно-расточной станок для расточки блока цилиндров
Если это сделано неправильно или не совсем точно, можно получить вместо идеально расположенных поверхностей, поверхности которые будут несоосны и не перпендикулярны. Если цилиндры так расточить, затем получится, что расположение и ход поршней будет неправильным. Это вызовет неправильные зазоры в поршневой группе, износ деталей от трения. Причем этот износ будет неравномерным.
Это связано с тем, что при проточке на расточном станке может появляться конусность цилиндров. Или не исчезнет эллипсоидность цилиндров. А именно устранение эллипса цилиндра является одним из приоритетов расточки.
Некоторые станки для расточки блока цилиндров поддерживают функцию хонингования головки цилиндра. Для этого в шпиндель вставляется хонинговальная головка. Процесс хонингования обычно происходит после выполнения проточки цилиндров на расточном станке. В некоторых случаях хонингование происходит вместо классической расточки.
Для чего нужна расточка цилиндров двигателя?
Расточка цилиндров нужна, если цилиндры двигателя потеряли свою геометрическую форму в процессе эксплуатации. Это происходит в результате трения колец поршня о поверхность цилиндра. Изменение геометрии цилиндра, естественно не такое, чтобы его можно было увидеть невооруженным взглядом. Изменение формы (эллипсность или конусность) цилиндра выясняется при помощи специального мерительного инструмента, который вставляется в шпиндель расточного станка. Измерить обычным штангенциркулем подобные изменения тоже не удастся.
Кроме изменения геометрии цилиндра выполняется и изменение диаметра цилиндра в процессе работы. Причем это происходит неравномерно. В процессе проточки поверхностей диаметр цилиндра, естественно, увеличивается. Но цилиндр нельзя растачивать бесконечно, и потом ставить новые кольца под расточенный размер. Существуют определенные пределы ремонтной расточки. Как только достигается этот предел дальше растачивать нельзя. И нужно менять весь узел.
Горизонтально-расточной станок для расточки блока цилиндров
Расточка цилиндров убирает раковины, или механический износ, который образуется на зеркале цилиндра. Убираются так же задиры и заусенцы. Но нужно понимать, что если глубина механического локального износа больше определенных пределов, растачивать становится бессмысленно. Сколько не убирай металл с внутренней поверхности, механическое повреждение все равно остается. И из-за этого нарушаются зазоры между кольцами и поверхностью цилиндра. А это приводит к падению компрессии, перерасходу топлива, перерасходу масла.
При работе двигателя внутри цилиндров образуется выработка в виде вертикальных рисок. И это приводит к тому, что происходит, своего рода, разгерметизация всей системы. Т.е. кольца поршня могут и прилегать нормально к поверхности цилиндра, но за счет вертикального дефекта, газы будут прорываться не в ту сторону. Расточка, при определенной глубине такого дефекта, может спасти.
Расточка цилиндра выполняется и в случае, если двигатель подвергается форсированию. Это нужно для того, чтобы увеличить мощность двигателя, за счет увеличения объема цилиндра.
Но следует понимать, что если просто расточить цилиндры и увеличить объем двигателя, форсирование двигателя, как таковое не произойдет.
Нужен целый комплекс мероприятий, по увеличению поступления воздуха, отладки газораспределительной системы, замены выхлопной системы под новые условия. Отлаживается или меняется топливная система.
Нужно понимать, что без опыта работы на расточном станке, именно в плане расточки цилиндров, браться за такую работу нерационально. Даже вполне подготовленный токарь-расточник не всегда справится с этой задачей. Слишком много ошибок можно допустить, прежде всего, по позиционированию блока цилиндров на рабочем столе станка.
Вертикально-расточные станки для ремонта блока цилиндров
Максимальный диаметр расточки | мм | 31 — 155 |
Максимальная глубина расточки | мм | 350 |
Максимальная ширина фрезерования | мм | 298 |
Макс. площадь фрезерования | мм | 200 x 825 |
Максимальное перемещение головки шпинделя (диам) | мм | 530 |
Расстояние от оси шпинделя до колонны | мм | 335 |
Размер рабочего стола | мм | 400 x 1000 |
Макс. перемещение стола | мм | 880 |
Максимальное поперечное перемещение стола | мм | 100 |
Скорости вращения шпинделя (6) | Об/мин | 105 — 210 — 280 |
Скорость подачи рабочей головки шпинделя (3), за оборот | мм | 0.06 — 0.12 — 0.18 |
Подача головки шпинделя быстрая, вверх/ вниз, в минуту | мм | 1200 |
Скорость подачи стола (2), в минуту | мм | 52 — 104 |
Рабочая подача головки шпинделя и вращение шпинделя | кВт | 1.2 — 0.9 |
Быстрый ход шпиндельной головки вверх и вниз | кВт | 0.060 |
Подача стола | кВт | 0.072 |
Заточный станок | кВт | 0.190 |
Размеры станка (ДхШхВ) | мм | 2570х1175х1920 |
Вес нетто | кг |
1800 |
Вес брутто | кг | 2000 |
Сроки изготовления | раб./дней | 90 |
CB155 стандартная комплектация: 1. Параллельная опора
2. Измерительный прибор
CB155M стандартная комплектация: 1. Универсальный адаптер 2. Фрезерная головка 3. Ms3 step down bush 4. Параллельная опора
5. Измерительный прибор
Дополнительная комплектация (для CB155/CB155M)
1. MA31 шпиндель с измерительным прибором 2. MA52 шпиндель с измерительным прибором 3. MA60 шпиндель 4. MA53 и MA60 используйте такой же измеряющий прибор 5. Встроенное быстрое зажимное приспособление 6. Универсальное приспособление V-блока 7. Приспособление V-блока 90 и 60
8. Зажимное устройство цилиндра мотоцикла
Станки для расточки цилиндров
Станки для расточки цилиндров в блоках обязательные элементы любого СТО. Без такого оборудования невозможно произвести капитальный ремонт двигателя. На данной странице представлены станки различного размера, мощности, а так же совмещающие в себе и прочие полезные функции. Обратите внимание на нашу продукцию ниже, многие образцы оборудования могу включать дополнительные функции, которые значительно облегчат вам техническое оснащение вашей СТО.
PDF-файл со станками для расточки цилиндров
Обращайтесь к нашим менеджерам, если вы хотите купить станок для расточки цилиндров в России. Они дадут всю необходимую информацию об условиях поставки, сроках и ценах.
Станок для расточки цилиндра модели FT7, предназначен для работы с блоками двигателей как больших, так и маленьких размеров. Рабочая часть легко перемещается по всему периметру обрабатываемого блока, благодаря инновационному подходу к схематическому устройству станка. Станок имеет электронную систему управления с панелью, которая оснащена всеми необходимыми индикаторами для высокоточной работы.
Комплектация стандартного образца включает центрирующее устройство, шпиндель со штифтом, цифровой индикатор с циферблатом. Машина запускается с помощью панели управления, с помощью которой регулируется глубина расточки, скорость вращения рабочей части и другие компоненты интенсивности обработки детали. Благодаря автоматической настройке и регулировке рабочего процесса станок FT7 всегда позволяет добиться отличного качества шлифовки.
Широкий ряд комплектующих, стандартных для современных станков для расточки цилиндра, в модели FT7 дополнены небольшими, но весьма качественными приборами, среди которых: смазочная система стола и колонны, элемент подающий головку и другие.
| Модель | FT7 |
| Диапазон рабочего диаметра | 39 — 180 мм |
| Масса нетто / брутто | 1500 / 1800 кг |
| Максимальная рабочая глубина | 400 мм |
| Максимальное поперечное перемещение шпинделя | 58 мм |
| Мощность мотора подачи шпинделя | 0,4 кВт |
| Скорость вращения шпинделя | 50 — 1000 об/м |
| Скорость вращения шпинделя шаг | 5 — 16 мм / с |
| Максимальное продольное перемещение шпинделя | 1058 мм |
| Минимальная шлифовочная подача | 0,005 мм |
| Максимальная шлифовальная подача | 0,5 мм |
| Диапазон вращения шпинделя кормов | 0.42 — 0.80 мм / с |
| Общий размер | 1600 x 950 x 2095 мм |
| Мощность двигателя | 1,1 кВт |
Расточный станок AC 170 был разработан для удовлетворения потребностей всей линейки (30 — 170 мм) легковых и грузовых блоков цилиндров. Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка. Все компоненты, поставляемые в стандартной комплектации AC 170, такие как центрирующее устройство со штифтом на шпинделе и циферблатный индикатор, панель управления со всеми функциями для быстрого доступа ко всем элементам управления, или индикатор глубины расточки, помогают оператору быстрее и с меньшими трудностями выполнить свою работу. Кроме того, регулируемая скорость вращения шпинделя с цифровым индикатором позволяет получать отличное качество шлифовки. Маленькие, но полезные приборы, такие как система смазки колонны и стола или быстрая подача головки входят в и без того широкий комплект оборудования.
| Модель | AC 170 |
| Диаметр обрабатываемого цилиндра | 30 — 170 мм |
| Продольный ход стола | 850 мм |
| Высота блока | 650 мм |
| Ход резца максимальный | 1020 мм |
| Подвижность стола | 1030 х 370 мм |
| Поперечный ход стола | 120 мм |
| Мощность двигателя шпинделя | 1,5 кВт |
| Подача резцов | 0,12 мм / об. |
Станок BM160 – это вертикально расточный станок, который способен не только обрабатывать цилиндры, но и обрабатывать фрезерную плоскость. Он весьма легок в освоении технологичного процесса, благодаря современной системе управления, которую внедрили в управление данного станка. Любой оператор очень быстро освоит все особенности станка BM160 для расточки цилиндра, благодаря операционной системе EasyTouch.
Преимущества станка BM160 перед подобными моделями:
- Оборудование имеет четкое движение по всем осям и направлениям станка, которое достигается с помощью программного обеспечения.
- Станок имеет небольшой размер, с рабочей зоной не больше 1.5 кв. метра, при этом, нисколько не уступая машинам с аналогичными показателями крутящего момента, достигающими 200 – 500 оборотов в минуту.
- Шпиндельная система включает 3 варианта оснащения. Режущий инструмент имеет видов MA52 и MA60 достигает 1.5 мм, и имеет точность расточки не более 0,005 мм.
- Фрезы станка имеют 8 резцов, которые способны удирать до 1 мм за движение вне зависимости от материала.
| Модель | BM160 |
| Растачивания | 160 мм |
| Максимум рабочая глубина | 350 мм |
| Максимальная фрезеровальная площадь | 300 × 800 мм |
| Номинальный крутящий момент на 50-500 оборотов в минуту | 120 нм |
| Номинальный крутящий момент на 500-780 оборотов в минуту | 100 нм |
| Мощность двигателя шпинделя | 4 кВт |
| Мощность двигателя рабочего стола | 0,4 кВт |
| Мощность двигателя шпинделя вертикальное движение | 0,4 кВт |
| Габаритные размеры | 2670 × 1170 × 1920 мм |
| Размер упаковки | 2200 × 1200 × 2200 мм |
| Масса нетто / брутто | 1800 / 2100 кг |
TXM170A, TXM200A, TXM250A это серия станков для расточки цилиндров вертикального типа является одним из самых популярных и распространённых станков. Каждая из его разновидностей имеет схожие характеристики и назначение. Символы в названии являются аббревиатурой, в которой под буквами T, X и M, значатся технологические процедуры, для которых и создан данный станок:
- T – расточка цилиндров
- X – фрезерование плоскости
- M – шлифование плоскости
Цифры в названии моделей обозначают максимальный размер растачиваемого диаметра отверстия цилиндров двигателя. Данная машина для обработки деталей моторной группы, широко применяется в таких процедурах как: расточка цилиндров блока ДВС, расточка гильз блока цилиндров моторов и компрессоров, сверление отверстий, расточка отверстий высокой точности, шлифовка плоскостей, фрезерование поверхности блока картера. Модели станка TXM170A, TXM200A и TX250A, имеют размер упаковки 1900x2250x2280 мм. Данные модели поставляется так же в альтернативных видах исполнения, и большим количеством аксессуаров дополнительного навесного оборудования, среди которых дополнительные расточные шпиндели, внутренний микрометр, универсальный прибор.
| Модель | TX170A | TX200A | TX250A |
| Максимальная длина расточки, мм | 400 | 500 | 500 |
| Максимальный растачиваемый диаметр, мм | 170 | 200 | 250 |
| Скорость вращения шпинделя, мин-1 | 120 до 1200 | ||
| Плоскость шлифования, мм | 400 × 1000 | ||
| Максимальный диаметр сверления, мм | 30 | ||
| Плоскость фрезерования, мм | 400 × 1000 | ||
| Скорость подачи шпинделя, мм/мин | 14 до 900 | ||
| Расстояние от торца шпинделя до поверхности стола, мм | 0 до 700 | ||
| Перемещение шпинделя, мм | 700 | ||
| Расстояние от оси шпинделя до вертикальных направляющих, мм | 375 | ||
| Ускоренные перемещения шпинделя, мм/мин | 1000 | ||
| Продольная подача стола, мм/мин | 32 до 1350 | ||
| Рабочая поверхность стола, мм | 500 × 1250 | 500 × 1500 | |
| Максимальное поперечное перемещение стола, мм | 200 | ||
| Максимальное продольное перемещение стола, мм | 1500 | ||
| Количество Т-образных пазов | 5 | ||
| Мощность двигателя, кВт | 42860 | ||
| Точность | Шероховатость при фрезеровании | Ra 3.2 | |
| Шероховатость при расточке | Ra 2.5 | ||
| Измеренная точность | H7 | ||
| Шероховатость при шлифовании | Ra 0.8 | ||
| Габаритные размеры упаковки, мм | 2250 × 1900 × 2280 | ||
| Габаритные размеры станка, мм | 2600 × 1630 × 2300 | ||
| Масса нетто/брутто, кг | 3300 / 3600 | 3500 / 3800 |
Станок модели T8018, в трех видах исполнения T8018A, T8018B и T8018C в любой момент можно заказать у нас. Данный аппарат предназначен для расточки отверстий блока цилиндра. Станок T8018 отличается особенно высокоточной работой, так как имеет бесступенчатую регулировку режимов работы. Оператор станка может свободно определять режимы вращения шпинделя.
Модель T8018B имеет коробку скоростей, которая превосходно подходит для автоматического определения частоты вращения рабочей части.
Станок модификации T8018C имеет удлиненную рабочую часть, Шпиндель этой модификации способен намного глубже проникать в обрабатываемый блок, благодаря чему используется для расточки цилиндров удлиненных блоков.
Станки T8018 моделей T8018A, T8018B и T8018C, поставляются с рядом дополнительного специального оборудования, а так же аксессуарами, среди которых дополнительные шпиндели, приспособление для работы с V-образными блоками, специальное оборудования для работы с цилиндрами.
Данный станок демонстрирует высокую работоспособность и производительность на любых сроках эксплуатации, а так же имеет несколько весомых достоинств:
- Простота в использовании
- Пневматические элементы работают плавно, быстро и точно
- Станок имеет большую разбежку в регулировании скорости работы шпинделя
- Имеются высокоточные инструменты настройки и измерения (в т. ч. вертикальные)
- Жесткая рабочая часть, уверенно справляется со сплавами любых блоков
| Модель | T8018A | T8018B | T8018C |
| Диапазон частот вращения шпинделя, мин-1 | 140-610 | 175, 230, 300, 350, 460, 600 | |
| Максимальная длина расточки, мм | 450 | 650 | |
| Диапазон растачиваемых диаметров, мм | 30 до 180 | 40 до 180 | |
| Скорость подачи шпинделя, мм | 0.05, 0.10, 0.20 | ||
| Расстояние от оси шпинделя до станины, мм | 320 | 315 | |
| Ускоренные перемещения шпинделя, м/мин | 23774 | ||
| Перемещение шпинделя, мм | 500 | 800 | |
| Перемещение стола | Поперечное, мм | 100 | 150 |
| Продольное, мм | 800 | 1500 | |
| Размер стола, мм | 1200 × 500 | 1680 × 450 | |
| Быстрые перемещения, мм / мин | 2800 | ||
| Габаритные размеры станка, мм | 2000 × 1235 × 1920 | 2680 × 1500 × 2325 | |
| Габаритные размеры упаковки, мм | 1400 × 1400 × 2250 | 1580 × 1910 × 2575 | |
| Мощность двигателя | Главный двигатель, кВт | 3 | 37713 |
| Двигатель ускоренных перемещений, кВт | 0.75 | ||
| Масса нетто / брутто, кг | 2000 / 2200 | 3500 / 3700 |
Модель станка TB8016 это электромеханическая машина, в состав которой входит пневматическая система, которая используется для производства работ по расточке цилиндров моторов различных размеров и характеристик. Чаще всего станок TB8016 используется для обработки блоков V-образного образца. Пневматическая система используется для высокоточной центровки рабочей части. Благодаря такой системе значительно сокращается время необходимое для установки блока в нужное положение.
Среди преимуществ данного оборудования:
- Высокая производительность
- Идеальная точность обработки
- Легкое управление
- Пневматическая система производящая быстрое центрование
- Высокоточные измерительные приборы
- Долгий срок службы машины
- Твердые и долговечные сплавы режущей головки.
| Модель | TB8016 | |
| Скорость быстрых перемещений | 430, 640 мм/с | |
| Максимальная длина расточки | 320 мм | |
| Скорость подачи шпинделя | 0.09 мм/с | |
| Размеры упаковки | 1500 × 1140 × 2070 мм | |
| Масса нетто / брутто | 1300 / 1500 мм | |
| Диаметр расточки | 39 до 160 мм | |
| Перемещение расточной головки | Продольное | 1000 мм |
| Поперечное | 45 мм | |
| Мощность двигателя | 0.85 / 1.1 кВт | |
| V-образный блок | 30°, 45° | |
| Габаритные размеры станка | 1250 × 1050 × 1970 мм | |
| Скорость вращения шпинделя (4 шага) | 125, 185, 250, 370 | |
| Давление воздуха | 0.6 МПа |
Вертикально-расточные станки ROBBI для расточки блоков и цилиндров
Расточные станки ROBBI — это недорогие, но качественные станки, которые выпускаются на основании 75-летнего опыта фирмы в производстве прецизионного оборудования для восстановления двигателей. Станки предназначены для расточки всех типов блоков цилиндров, включая гильзы и цилиндры мотоциклов, с возможностью обработки плоскости. Все модели имеют плавно регулируемую с помощью частотных преобразователей скорость вращения и подачу шпинделя и большой набор оснастки для обработки любых деталей.
Станки модификаций S, а также станки моделей SPES и OLIMPIA имеют плавно переменную подачу стола и возможность установки фрезерной головки для фрезерования. Окраска в любой цвет по выбору заказчика.
Каждый такой станок спроектирован так, чтобы обеспечить высокую точность и одновременно быть простым в использовании. Поэтому особенности наладки станка разработаны с учетом потребностей оператора и являются быстрыми, простыми и не требуют специальных знаний и навыков. Заключительный выбор легок: станки надежны, удобны и точны, их цены приемлемы, что означает выгодное возвращение инвестиций. Оперативная связь с производителем гарантирует, в случае необходимости, консультации и быструю поставку требуемых запчастей и расходных материалов.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ СТАНКОВ:
- Исключительная жесткость и точность станка благодаря литой чугунной станине.
- Плавная регулировка частоты вращения и вертикальной подачи шпинделя, а также подачи стола.
- Большой выбор расточных шпинделей и приспособлений.
- Быстрые снятие/установка шпинделей.
- Быстрое и точное центрирование шпинделя в цилиндре по индикатору на расточной бабке.
- Быстрая настройка верхнего и нижнего крайних положений шпинделя.
- Простое крепление V-образных и рядных блоков цилиндров.
- Быстрая установка фрезерной головки для обработки плоскости.
- Возможность установки сегментированного шлифовального круга для шлифования плоскостей
- Возможность установки хонинговальных головок для ручного хонингования отверстий.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Диаметры расточки со стандартными шпинделями | мм | 31-150 | 31-180 | 31-320 | 31-320 | 31-400 |
| Максимальная глубина расточки | мм | 380 | 460 | 700 | 860 | 1100 |
| Максимальное вертикальное перемещение расточной головки | мм | 580 | 830 | 930 | 1230 | 1330 |
| Расстояние от стола до расточной головки | мм | 1090-510 | 1260-430 | 1530-600 | 1860-600 | 2130-600 |
| Максимальное расстояние от шпинделя до направляющих колонки | мм | 280 | 340 | 370 | 450 | 520 |
| Используемые размеры стола | мм | 900×370 | 1200×400 | 1550×500 | 1800×600 | 3000×700 |
| Обрабатывающая поверхность для верхней плоскости блока* | мм | 250* | 320* | 380* | 420* | 480* |
| Продольный ход стола | мм | 880 | 980 | 1530 | 1780 | 2530/2950 |
| Поперечный ход стола | мм | 65 | 80 | 130 | 180 | 230 |
| Скорость вращения шпинделя | об/мин | 240-480 | 0-500 | 0-500 | 0-500 | 0-500 |
| Автоматическая подача расточной головки | мм/об | 0,13 | 0,09-0,18 | 0,05-0,25 | 0,05-0,25 | 0,05-0,25 |
| Автоматическая подача стола для обработки плоскости* | мм/мин | — /40-80 | — /40-80 | — /40-80 | 0-150 | 0-150 |
| Главный шпиндельный двигатель вращения | кВт | 1-0,75 | 2 | 3 | 5 | 7,5 |
| Двигатель быстрой подачи расточной головки | кВт | 0,75 | 0,75 | 0,75 | 0,75 | 1,25 |
| Двигатель быстрой автоматической подачи стола для обработки плоскости* | кВт | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* |
| Двигатель привода расточной головки | кВт | 0,5 | 0,5 | 0,5 | 0,5 | 1,0 |
| Габариты: длина x ширина x высота | мм | 1700x1080x2000 | 1800x1200x2170 | 2150x1350x2400 | 2800x1500x3170 | 4150x1750x3400 |
| Требуемое рабочее пространство для установки станка | мм | 2580x1145x2230 | 2780x1250x2570 | 3680x1480x2700 | 4780x1750x3570 | 5680x2480x3700 |
| Приблизительно чистый вес | кг | 1350 | 1600 | 2400 | 3600 | 4400 |
| Приблизительно вес брутто | кг | 1600 | 1850 | 2750 | 3850 | 4750 |
| Размеры и объем упаковки | м/м3 | 1,36×1,24×2,20= 3.710 | 1,56×1,30×2,30= 4,664 | 2,65×1,5×2,54 = 6,1215 | 3,56×2,30×3,30= 8,664 | 3,65×2,5×3,54 = 10,1215 |
* Для модификаций станков S и SPES, предусматривающих возможность обработки плоскости блоков цилиндров.
КОМПЛЕКТ СТАНДАРТНОГО ОБОРУДОВАНИЯ
- Электрическое оборудование с системой управления низкого напряжения.
- Полный комплект оснастки, включая фрезерную головку и инструмент для обработки плоскости блоков (модификации S, SPES).
- 2 параллели 100мм с болтами.
- 2 параллели 220мм с болтами (300мм для MAX и SPES).
- 4 фиксирующих зажима с болтами.
- Система управления процессом расточки.
- Система центрирования.
- Система управления подачей расточной головки.
- Набор гаечных ключей.
- Инструкция по эксплуатации и список запасных частей.
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ (НА ЗАКАЗ)
- Электронная система быстрого центрирования с LCD-дисплеем
- Автоматическая плавно переменная подача стола 0-150 мм/мин
- Приспособления и инструмент для заточки резцов, включая электрический двигатель, абразивный круг, алмазный круг, зажимное приспособление.
- Расточные шпиндели различных размеров, комплекты режущего и измерительного инструментом, а также центрирующих устройств.
- Специальный сверлильный шпиндель с конусом Морзе №3.
- Крепление для быстрого зажима рядных блоков цилиндров.
- Универсальное крепление для V-образных блоков.
- Универсальное крепление для зажима гильз.
- Крепление для зажима цилиндров мотоциклов.
- Специальный шпиндель для обработки плоскостей с конусом Морзе №3.
- Нутромеры для измерения диаметра цилиндра различных диапазонов.
- Специальный шлифовальный шпиндель с сегментированным шлифовальным кругом для прецизионной обработки плоскостей.
- Специальное хонинговальное приспособление для хонингования цилиндров с системой подачи СОЖ.
Регулируемое наклонное крепление для зажима V-образных блоков цилиндров. | Автоматическая плавно переменная подача стола | ||
Комплекты расточных шпинделей | Приспособление для заточки резцов |
Наиболее полная информация о расточных станках ROBBI и их дополнительном оборудовании, условиях поставки, гарантиях и многих других полезных вещах представлена в русском каталоге станочного оборудования ROBBI.
Скачать инструкцию по эксплуатации расточного станка для расточки блоков цилиндров в формате PDF (3,9 Мб)
Рекомендуем также посмотреть наше слайд-шоу о том, как производятся станки на заводе ROBBI в Италии.
СМЦ «АБ-Инжиниринг» также поможет сделать эскизный проект и скомплектовать оборудованием участок механической обработки деталей по конкретному техническому заданию.
Вы можете отправить запрос на станочное оборудование ROBBI с нашего сайта.
Сравнение станков ROBBI со станками других производителей
Другие станки ROBBI…
Мы готовы предложить Вам любой вариант оборудования Вашего цеха станками любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка.
Простой инструмент для хонингования своими руками · Моя занятая пенсионная жизнь
Время чтения: 2 минуты.Простой хонинговальный инструмент своими руками — это то, что вам может понадобиться время от времени. В моем случае на этот раз мне нужно было увеличить заменяющую деталь для пожирателя сорняков. Эта статья покажет вам, как сделать этот простой инструмент из материалов, которые у вас, возможно, уже есть под рукой.
Простые инструменты для хонингования своими руками
Что он будет делать Хонингование обычно выполняется на металлических цилиндрах.Но при необходимости его можно использовать и для других материалов. В процессе хонингования вращающийся инструмент использует абразивные материалы для удаления материала с внутренней поверхности отверстия или цилиндра. Инструмент для хонингования предназначен для удаления / сглаживания мелких царапин. Он не предназначен для удаления большого количества материала.
Как сделать хонинговалку очень просто. Для изготовления простого хонинговального инструмента своими руками вам понадобятся три детали.
- Клейкая лента (можно заменить малярную ленту, но лучше использовать клейкую ленту)
- Сверло размером с отверстие, с которым вы работаете (маленькое отверстие, очень маленькое сверло / большее отверстие, большее сверло)
- Наждачная бумага или наждачная бумага (предпочтительна влажная / сухая) Размер зерна определяется скоростью удаления материала.Но для начинающих пользователей используйте более мелкую зернистость, чтобы лучше контролировать процесс.
Отрежьте короткий кусок клейкой ленты, достаточный, чтобы обернуть сверло, и оставьте небольшой отрезок ленты с обеих сторон наждачной бумаги / наждачной бумаги. Отрежьте полоску наждачной бумаги / наждачной бумаги так, чтобы ее ширина выходила от конца сверла и покрывала большую часть сверла.
Соберите простой инструмент для хонингования своими руками- Объедините клейкую ленту и наждачную бумагу / наждачную бумагу так, чтобы половина ленты находилась на стороне абразива.
- Зернистой стороной вниз и липкой стороной вверх с левой стороны поместите сверло на клейкую ленту (см. Фото ниже) .
- Оберните скотчем сверло и прижмите его к обратной стороне наждачной бумаги.
- Оберните наждачную бумагу / наждачную ткань против часовой стрелки по сверлу так, чтобы сверло было покрыто несколькими слоями наждачной бумаги.
- Проверьте, подходит ли сверло в обертке к цилиндру / отверстию, требующему хонингования.
- Если не влезет из-за большого количества намоток наждачной бумаги.Удалите обертку наждачной бумаги / наждачной бумаги и проверьте еще раз. Повторяйте процедуру до тех пор, пока он не войдет в цилиндр / отверстие.
- Когда подходит, прикрепите сверло к сверлу.
Надежно удерживайте деталь, которая требует хонингования, и начинайте сверление с хонингованием в цилиндре / отверстии. Всегда поддерживайте движение хона внутри цилиндра. Перемещайте хонор вверх и вниз и перемещайте его так, чтобы он касался стороны отверстия как можно более параллельно во время вращения.Переместите биту так, чтобы она касалась всей окружности отверстия. Проверьте отверстие на предмет посадки и, если необходимо, удалите последние 1/4 дюйма наждачной бумаги / наждачной бумаги, поскольку она изнашивается или забивается, чтобы придать хонку новую абразивную поверхность.
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Mybusyretiredlife.com Все права защищены)
(Моя занятая пенсионная жизнь.com Все права защищены)
Имеет специальность механика. Я работал над всем, что связано с домом, от замены лампочки до перемещения несущей стены. Что касается рецептов, они появились после того, как я не смог найти то, что искал, и рецепты, которые за всю жизнь я полюбил и которыми хочу поделиться с миром.
Понравился этот пост? Вам могут понравиться:Как заточить цилиндр наждачной бумагой? [Пошаговое руководство]
Вы когда-нибудь задумывались, можно ли заточить цилиндры наждачной бумагой? Поначалу это может показаться немного абсурдным.Не многие люди выбирают такие решения. Однако это отличное решение для вас, если вы хотите делать это дома и у вас нет специализированных инструментов.
Приобретение новых цилиндров может быть дорогостоящим. Итак, если у вас есть наждачная бумага с правильной зернистостью, вы можете легко заточить цилиндры с ее помощью. Здесь мы расскажем, как самостоятельно заточить цилиндр наждачной бумагой. Хотя вы можете использовать щеточные или шариковые шлифовальные машинки, если они у вас есть.
Давайте перейдем к деталям.
Что такое хонингование цилиндра и зачем оно мне нужно?
Хонингование цилиндров — важная часть их обслуживания.Когда вы получаете что-то с цилиндром, они всегда доводятся до совершенства для лучшей подгонки и смазки. Однако со временем при постоянном движении они могут потерять форму. Тогда вам нужно будет заточить цилиндры, чтобы они хорошо сочетались с другими элементами.
Вам нужно будет заточить цилиндры; в противном случае ваша техника может полностью перестать работать. Хонингование избавит ваш цилиндр от всех дефектов и сделает его безупречным. Для этого можно использовать различные инструменты для хонингования цилиндров.Но если у вас нет под рукой инструмента, вы можете попробовать заточить цилиндр наждачной бумагой.
Можно ли заточить цилиндр наждачной бумагой?
После того, как люди услышат, что шлифуют цилиндр наждачной бумагой, обычная реакция: можно ли заточить цилиндр наждачной бумагой? Что ж, по правде говоря, реакция оправдана, так как выполнить работу немного сложно. Но это не отменяет того факта, что хонингование цилиндра наждачной бумагой — это то, что вы можете сделать. Все, что вам нужно, это наждачная бумага правильной зернистости.Также может пригодиться масло для хонингования цилиндров.
Хонингование цилиндра наждачной бумагой (пошаговое руководство)
Среди многих других методов хонингования цилиндров наждачной бумагой является наименее распространенная. Не многие даже его предпочитают. Но если у вас нет выбора, это может быть отличным вариантом, который вы можете использовать дома. Давайте посмотрим, как можно заточить цилиндр в домашних условиях.
1
В первую очередь избавьтесь от всех незакрепленных элементов цилиндров.Убедитесь, что их легко перемещать и чистить. Извлечение цилиндров — это отдельная тема, в которую мы не будем вдаваться.
2
Теперь нанесите немного масла для хонингования цилиндров на стенки цилиндров, чтобы смазать их. Это помогает быстро и качественно затачивать цилиндры.
3
Затем вы можете попробовать использовать наждачную бумагу вручную или совместить ее с дрелью. Использование рук усложнит работу и также может вызвать некоторые недостатки.Вот почему мы предпочитаем использовать дрель. Для работы с дрелью нужно сделать хонингование цилиндра своими руками.
4
Возьмите наждачную бумагу нужной зернистости. Мы обсудим размер зерна позже. Выбрав идеальный размер зерна, отрежьте наждачную бумагу и прикрепите ее к сверлу.
5
Попробуйте прикрепить листы так, чтобы они образовывали круг при быстром вращении. Он должен быть похож на велосипедную шину или веер. Кроме того, вы должны убедиться, что песчаная поверхность остается на внешней части сверла.
6
Наконец, вставьте сверло в дрель и начните хонинговать цилиндры. Они должны хорошо работать и давать отличные результаты, если вы полностью заточите цилиндры.
Люди не предпочитают этот способ из-за того, что для этого требуется много работы. Кроме того, использование наждачной бумаги во многом будет зависеть от используемой зернистости. Таким образом, неправильная зернистость наждачной бумаги может помешать этому процессу.
Какую зернистость использовать для заточки цилиндров?
Наилучшим зерном для хонингования цилиндров является зерно 320.Вам нужна эта зернистость, потому что она может быстро пройти через оксид алюминия, удаляя при этом царапины на поверхности. Если вы пытаетесь удалить глубокие царапины на хромомолибденовой стали, гораздо эффективнее использовать более мелкую зернистость, поскольку они могут сделать это, не удаляя слишком много металла.
Сколько можно затачивать цилиндр?
Слишком частое хонингование цилиндров может иметь противоположные последствия для цилиндров. Вы можете увеличить отверстие, слишком сильно заточив его. Это может привести к неправильной установке деталей в ваш цилиндр.
Обычно от 4 до 6 ходов — это идеальный способ хонингования цилиндров. Или вы можете попробовать от 10 до 15 секунд на каждой лунке. Это приведет к появлению одинаковых штриховок на цилиндрах. Более того, это может повлиять на проблемы с размером.
Наконечники для хонингования цилиндров
При хонинговании цилиндров обязательно следуйте приведенным ниже советам:
- Всегда надевайте перчатки и защитные очки перед тем, как начать заточку цилиндров.
- Обязательно удерживайте цилиндр в неподвижном состоянии.
- Для получения лучших результатов используйте хонинговальное масло.
- Поддерживайте умеренное хонингование. Пожалуйста, не переусердствуйте.
- Установите новые кольца, размер которых немного увеличился после хонингования цилиндров.
Вот и все; вы умеете заточить цилиндр наждачной бумагой. Вы можете следовать инструкциям по хонингованию цилиндра, чтобы выполнить свою работу. Это руководство по хонингованию цилиндра должно было помочь вам отточить цилиндр, когда у вас нет другого выхода, кроме как использовать наждачную бумагу.
В противном случае использование наждачной бумаги было бы последним вариантом для хонингования цилиндров, поскольку это не лучший способ заточить цилиндры.Также мы предлагаем приобрести цилиндрический хонинговальный станок для такой работы. А если у вас нет вариантов, вы можете использовать наше руководство, чтобы получить некоторую помощь.
Заточка цилиндров
Перестройка и сборка вашего двигателя всегда может быть напряженным временем, особенно когда вы работаете над своим проектом самостоятельно или в рамках бюджета. Процесс сборки двигателя прост, но больше всего вопросов вызывает хонингование цилиндров двигателя вручную.
Хонингование цилиндров двигателя — это процесс хонингования или «царапания» стенок цилиндров двигателя.Этот процесс царапания специально разработан, чтобы помочь поршневым кольцам правильно установить, обеспечивая максимальное уплотнение и большую мощность.
Хонингование собственных цилиндров — не такая сложная задача, как можно было бы подумать, и вы можете сэкономить деньги и время, применив подход «сделай сам». Знание того, как затачивать цилиндры, является ключевым моментом, поскольку большая часть этой работы зависит от техники, а не инструментов. Конечно, если это кажется вам слишком экстремальным, большинство механических мастерских оттачивают ваш блок за символическую плату.
Сегодня я покажу вам, как отточить цилиндр двигателя Acura Integra GSR, получившего название B18C1. Этот блок представляет собой 1,8-литровый 4-цилиндровый блок, и мы будем оттачивать этот блок при подготовке к установке новых шатунов и поршней.
Перед тем, как мы начнем сборку нашего двигателя, необходимо очистить блок двигателя и подготовить его для установки новых штоков, поршней и поршневых колец. Перед хонингованием блока цилиндров убедитесь, что крышки коренных подшипников установлены и затянуты в соответствии со спецификацией.
Снимите поддон для защиты от ветра (если он имеется в вашем двигателе) и коленчатый вал, шатуны, поршни и насосы. Очистите переднюю часть двигателя от водяных и масляных насосов и поместите блок на подставку для двигателя для облегчения доступа.
Обычно доступны два типа наборов для хонингования. Гибкое хонингование и щеточное хонингование, которые имеют разные способы разрезания стенок цилиндра и восстановления штриховки, необходимой для вашего двигателя.
Выбрать один из этих хонинговальных инструментов несложно, хотя методы, которыми вы хотите затачивать, различаются.Для простоты установки и использования мы рекомендуем хонинговальный инструмент щеточного типа, а для более опытных хонинговальный инструмент с плавающим камнем отлично подойдет для чистовой обработки.
Для всех применений двигателей с малым рабочим объемом, таких как этот, вам необходимо как можно больше кольцевых уплотнений, что делает инструмент для плавающего камня гораздо более желанным.
Первым делом при обучении заточке цилиндров является определение диаметра цилиндра. Отверстие цилиндра — это диаметр, и это значение позволит вам выбрать правильный хонинговальный инструмент для вашей работы.
Размер отверстия для нашей Acura Integra составляет 81 мм, но размер отверстия вашего двигателя будет отличаться. Обязательно ознакомьтесь с руководством по эксплуатации или обратитесь к разделу часто задаваемых вопросов, чтобы узнать о характеристиках вашего двигателя. Или вы можете искать, используя код двигателя.
Что нужно для заточки двигателя
- Хонинговальное масло или сборочная смазка
- WD-40
- много магазинных тряпок
- электродрель
Заточка цилиндров
- Установите шаровой хон на сверло и надежно закрепите.Во избежание травм всегда используйте надлежащие средства защиты глаз и правила техники безопасности при работе с транспортными средствами.
- Повернуть двигатель на стенде двигателя со снятым масляным поддоном
- Смажьте соответствующий цилиндр хонинговальным маслом или WD-40
- Сначала вы должны сжать хонинговальную головку, чтобы она вошла в цилиндр, который вы хотите заточить.
- Включите дрель и переместите шаровой шарнир вверх и вниз по цилиндру.
- Попросите друга смазывать, пока вы работаете
Вы хотите «поцарапать» или отшлифовать поверхность стенок цилиндра, создав мелкий крестообразный узор, который должен пересекаться под углом 60 градусов.Вы хотите добиться такого вида и сделать это как можно быстрее, вы хотите удалить как можно меньше.
Некоторые важные советы при хонинговании цилиндра
Ни в коем случае не вынимайте шаровой шарнир из стенок цилиндра во время его вращения. Всегда позволяйте шлифовальному кругу остановиться, сохраняя движение вверх и вниз, затем сожмите камни и удалите их.
Обильно протрите и смажьте, чтобы очистить стенку цилиндра, чтобы вы могли легко видеть отделку и штриховку.
Когда вы закончите с одним цилиндром, переходите к следующему, работая медленно и осторожно. Избегайте каких-либо отметин или повреждений, которые в противном случае могут нарушить кольцевое уплотнение.
Позаботьтесь о своих кольцах — Когда вы закончите хонингование короткой заготовки, возьмите небольшой очень тонкий напильник и начисто очистите верхние края отверстий цилиндров.
Очистка — Очистите и промойте двигатель мыльной водой, мы предпочитаем руками очищать любой оставшийся абразивный материал.На этот раз используйте металлическую щетку и как можно больше очистите отверстия для масла и охлаждающей жидкости.
Тщательно промойте блок и нанесите тонкий слой масла или WD-40, если вы собираетесь хранить двигатель в течение длительного времени или он все еще ожидает замены деталей. Вам также нужно руководство по установке штоков и поршней в GSR? Ознакомьтесь с нашим руководством здесь.
Нравится:
Нравится Загрузка …
Как отточить цилиндры дома с помощью Flex-Hone
Проект Firebolt быстро продолжается, дорогие читатели.В прошлые праздничные выходные мы с Тоддом ворвались в старую мельницу BSA Hornet, которую я подобрал, чтобы провести полную проверку и капитальную чистку. Одной из частей, которые отчаянно нуждались в обновлении, были цилиндры. Они были грубыми и в своем состоянии совершенно непригодными для использования. Но у меня был план. Умный план, который включал дрель, немного масла и около тысячи крошечных шариков из карбида кремния.
Вы все слышали о Flex-Hone, верно? Flex-Hone от Brush Research Manufacturing — это супер простой и легкий в использовании инструмент для сглаживания / удаления заусенцев / хонингования, используемый для очистки цилиндров, которые требуют небольшой очистки, но не требуют полной переточки.Сам инструмент очень простой; всего лишь виток тяжелой проволоки с вплетенными в нее нейлоновыми нитями и абразивными «шариками», прикрепленными к каждой нейлоновой нити. Обычно вы используете его, когда делаете что-то простое в верхней части, например, заменяете поршневые кольца. Как я уже упоминал ранее, я использовал Flex-Hone для очистки цилиндров Beezer, и пока я это делал, я сделал несколько снимков, чтобы составить это удобное справочное руководство. Итак, без лишних слов, приступим к делу.
Шаг 1: Выберите оружие
И вот оно!
240 зерен полировальной ярости.
Flex-Hone бывают самых разных размеров, стилей и крупности. Глобулы сделаны из самых разных материалов — карбида кремния, оксида алюминия, карбида бора, карбида вольфрама , и т. Д. — и комбинации практически бесконечны. Выяснение того, какой инструмент подходит для вашей работы, может быть немного пугающим, но, к счастью, BRM предлагает техническую поддержку по телефону или электронной почте. Очень кстати. Поскольку цилиндры двигателя A65 изготовлены из чугуна без покрытия, я выбрал простой средний 3,25-дюймовый инструмент с шариками из карбида кремния зернистостью 240.Я купил свой на Amazon, но вы можете найти Flex-Hones в различных магазинах инструментов и оборудования. Он был достаточно грубым, чтобы стереть с поверхности ржавчину и прочий мусор, не задирая отверстия.
Шаг 2: Mise en Place
Разберитесь в беспорядке.
Теперь, когда у вас есть модный новый Flex-Hone, собирайте все необходимое. Вам понадобится прочное сверло, деталь, которую вы затачиваете, сам Flex-Hone, несколько прокладок (на всякий случай) и немного смазки. Вы можете полностью использовать моторное масло, но я пошел дальше и купил специальное хонинговальное масло BRM, потому что я любитель модных брюк и рекламы.Я настоятельно рекомендую использовать для этой работы сетевую дрель вместо дрели с батарейным питанием. Что-то вроде этого старого Milwaukee Magnum 80-х годов обладает необходимой скоростью и хрюканьем, плотнее захватывает инструмент ручным патроном, а его скорость легче контролировать. Ваш пробег, конечно, может отличаться.
Шаг 3: Подготовьте деталь
Брутто.
Готовы к заточке!
Цилиндры Project Firebolt были противные . У них был красивый слой ржавчины на поверхности, они были заметно потёрты и потрескались.Я хотел очистить и отточить их, прежде чем даже пытаться их измерить. Получить точные показания манометра намного проще с гладким и чистым отверстием, чем с неровным и ржавым. Подготовить цилиндры было довольно просто. Как только деталь была зажата в моих тисках, я нанес обильное покрытие специального хонинговального масла на цилиндр и немного брызнул на инструмент для большей точности. Установив Flex-Hone на сверло и тщательно смазав цилиндр, я был готов к следующему шагу.
Шаг 4: HOOOOOOOOOOOOOOONE
Отточено (вероятно) до совершенства.
К сожалению, здесь нет фотографий фактического хонингования, так как мои руки были заняты, так что вам придется использовать свое воображение. Чтобы заточить цилиндр, запустите сверло примерно на три четверти скорости и погрузите его в смазанное маслом отверстие. Вам нужно в течение одной минуты вводить и выводить гибкую шлифовальную головку из отверстия, следя за тем, чтобы она выходила наполовину с каждой стороны цилиндра. Поддерживайте постоянную скорость в течение 55 секунд, затем в течение последних пяти секунд увеличивайте скорость сверления и скорость подачи.По истечении минуты извлеките Flex-Hone , все еще вращающий , и выключите питание. Последняя часть важна. Никогда не останавливайте Flex-Hone в цилиндре и не вставляйте тот, который не вращается.
Шаг 5: Время купаться!
♪ ♫ Я вымою эту грязь …
… прямо из моих отверстий ♫ ♪
Как только ваши отверстия будут тщательно заточены, они будут покрыты жидкостью из масла, металла и песка от инструмент. Лучший способ справиться с этим — хорошая теплая ванна. Используя смесь горячей воды и простого мыла для посуды, я намылил цилиндры и промыл их тряпкой.Итак, я сделал это в своей ванне, что привело к ужасному беспорядку, так что имейте в виду. Может быть, сделайте свою в раковине в подвале или что-то в этом роде (моя была заполнена другим проектом, не связанным с велосипедом). Просто убедитесь, что вы удалили весь мусор и хорошо высушили деталь, прежде чем вернуться в магазин.
Шаг 6:
Осмотр и смазкаТеперь давайте посмотрим, что мы сделали.
Вот и все! Теперь у вас есть только что отточенные цилиндры, и пора заканчивать. Внимательно посмотрите на свою работу.Вам нужны блестящие отверстия и красивый, плотный узор с перекрестной штриховкой. Этот узор с перекрестной штриховкой помогает кольцам цепляться за стенки цилиндра и гарантирует, что масло попадет туда, где нужно, и останется там. Если вы видите какие-либо серьезные оставшиеся дефекты или если ваша перекрестная штриховка не совсем подходящая, вам, возможно, придется выполнить еще один проход. Если все в порядке, покройте отверстия красивым тонким слоем моторного масла, чтобы защитить вашу работу и предотвратить внезапную ржавчину.
Denouement
Готов к переустановке.
В общем, этот проект занял у меня около часа от начала до завершения, когда я собрал все вместе. Это было легко сделать с помощью основных механических инструментов, которые у меня были (кроме самого Flex-Hone, конечно, который я должен был заказать), и очистить эти неприятные цилиндры. Честно предупреждаю, что на самом деле часть процесса хонингования, часть с сверлом, маслом и прядильным инструментом, чрезвычайно беспорядочная, грязная. Он разбрасывает грязный, трудно поддающийся очистке хонинговальный шлам по всей рабочей зоне.Так что, знаете, пара тряпок и инструменты — хорошая идея.
Если вы хотя бы немного разбираетесь в гаечном ключе, привыкшем к внутренним компонентам двигателей, вы вполне можете это сделать. Просто выберите свой инструмент с умом, следуйте этому руководству и посмотрите некоторые видео BRM, и все будет готово. Удачи!
Как отточить цилиндр мотоцикла или квадроцикла с помощью Flex-Hone
При непрерывном использовании цилиндр в двигателе становится гладким из-за повторяющихся движений поршня (аналогично эффекту полировки).Это в конечном итоге помешает двигателю правильно герметизироваться, потому что масло соскальзывает с поверхности. Кроме того, если вы восстанавливаете двигатель, вам может потребоваться удалить заусенцы со стенок цилиндра, которые в противном случае могут привести к дорогостоящим повреждениям. В любом случае Flex-Hone — это специальный продукт, который очищает внутреннюю часть цилиндра, создавая идеальную поверхность для удерживания смазочного масла.
Восстановление стенки цилиндра двигателя мотоцикла или квадроцикла с помощью Flex-Hone
Flex-Hones выглядят необычными инструментами, но их действительно несложно использовать, если у вас есть соответствующее оборудование и ноу-хау.Чтобы убедиться в этом, просто посмотрите видео, представленное здесь. Вы также можете прочитать письменные инструкции под ним, если хотите.
С чего начать
После снятия двигателя можно приступать к заточке цилиндра. Мы предпочитаем использовать Flex-Hone. Идеально подходит для удаления заусенцев и остекления стенок цилиндров двигателя. Flex-Hone можно использовать как со стальными цилиндрами, так и с цилиндрами с покрытием Nikasil на 4-тактных или 2-тактных двигателях. (С Никасилом вам просто нужно принять дополнительные меры предосторожности.Цель состоит в том, чтобы удалить глазурь и нагар, не повредив покрытие. Достаточное количество масла Flex-Hone при кратковременном использовании хонуса должно быть совершенно нормальным.)
Помимо Flex-Hone, есть еще несколько вещей, которые должны быть у вас под рукой.
Хотя есть некоторые специальные смазочные материалы, предназначенные для таких вещей, как стенки двигателя, многие смазочные материалы работают. Например, если у вас уже есть WD-40, это отлично работает.
Flex-Hone и чистящая щетка бывают разных размеров.При заказе убедитесь, что вы выбрали правильный размер для вашего цилиндра. Они сконструированы так, чтобы быть немного больше внутреннего диаметра вашего цилиндра, чтобы обеспечить максимальную эффективность. Если вы заказываете Flex-Hone в Rocky Mountain ATV / MC, вы можете указать марку, модель и год своей машины, чтобы легко определить, какой размер подходит для вашего велосипеда или квадроцикла.
Не забудьте проконсультироваться в руководстве по обслуживанию о конкретных процедурах хонингования вашего станка, а также о том, как часто рекомендуется затачивать цилиндры.
Подготовьте рабочее место.
- Снимите цилиндр.
- Присоедините инструмент Flex-Hone к своей дрели.
- Убедитесь, что у вас есть безопасная рабочая среда, где вы сможете нанести необходимое масло и смазку.
Нанесите масло Flex-Hone.
- Нанесите масло на инструмент Flex-Hone. Обильно нанесите, чтобы было достаточно.
- Нанесите масло Flex-Hone также на стенку цилиндра.
Начните прядение Flex-Hone.
- Вам нужно начать прядение Flex-Hone до того, как вы когда-нибудь вставите его в цилиндр.
- Это относительно медленное вращение. Вы стремитесь к 500–1200 об / мин.
- Не используйте пневматические инструменты.
Вставьте Flex-Hone в цилиндр.
- Перемещайте Flex-Hone вперед и назад, чтобы охватить все части стенки цилиндра.
- Достаточно провести по цилиндру достаточно долго, чтобы снять с него заусенцы.5-20 секунд должно быть достаточно.
- Держите кисть постоянно вращающейся, когда вы вводите и вынимаете ее из цилиндра, чтобы создать узор перекрестной штриховки.
Очистите цилиндр.
- Используйте горячую воду, мыло и щетку для очистки цилиндров.
- После тщательной промывки и ополаскивания вытрите насухо.
Смажьте стенку цилиндра.
- Нанесите тонкий слой масла на цилиндр. Это поможет предотвратить окисление.
Результат
Вот как должна выглядеть стенка вашего цилиндра, когда вы закончите:
По сути, у вас должна получиться штриховка крошечных канавок под углом 45 ° на поверхности стенки цилиндра.
Заштрихованный рисунок позволяет новым кольцам лучше сидеть, но он также помогает при смазке. Канавки под углом 45 ° способны эффективно удерживать масло, не вызывая значительного повреждения поршневого кольца.
Все готово
Хонингование цилиндра несложно, и когда вы закончите, ваш двигатель сможет работать намного лучше. Если у вас еще нет Flex-Hone, возьмите его сегодня же. (Не забывайте, что когда вы заказываете ATV / MC в Rocky Mountain, выбрать нужный размер очень просто, если вы введете марку, модель и год своей машины.)
Вы нашли это руководство полезным? Поделитесь им с друзьями в социальных сетях или по электронной почте.
Мотоцикл Дэна «Honing Your Cylinder»
Хонингование цилиндра может быть от легкого до безумного.Если цилиндр соответствует спецификации, и вы собираетесь установить только новый набор колец, вы должны заточить цилиндр, чтобы разрушить глазурь. Это создаст красивую штриховку на стенках цилиндра. Рисунок перекрестия удерживает масло и помогает смазывать поршень и кольца по мере износа колец в цилиндре. Это мягко. Хонингование цилиндра также можно использовать для расточки цилиндра до большего размера, и это дико. Ну … да, твое право. Мне нужно получить жизнь, если я думаю, что это дико!Головки для цилиндров также можно использовать для заточки тормозных цилиндров, цилиндров сцепления и большинства круглых цилиндров.Цилиндрические шлифовальные круги могут быть довольно дешевыми, около пяти долларов, или довольно дорогими. Камни Ammco и Sunnen могут стоить сотни долларов. Самые дешевые хорошо подойдут для удаления пятна ржавчины или разрушения глазури. Дорогие из них могут точно расточить цилиндр, чтобы принять поршень следующего размера или больше.
Заточить цилиндр несложно. Просто воткни хон в цилиндр, слей немного масла — и вперед. Перемещайте хонинговалку в цилиндре вперед и назад, чтобы получить перекрестную штриховку под 45 градусов, и примерно через минуту все будет готово.Это при условии, что вам не нужно растачивать его слишком большого размера. Если цилиндр сильно изношен, вам придется расточить его на больший размер. В цилиндре, который сильно изношен, поршень, установленный в верхней мертвой точке, будет покачиваться вперед и назад в отверстии. Это говорит нам о двух вещах. Во-первых, вам нужно расточить цилиндр большего размера, а во-вторых, вам, к сожалению, не хватает обслуживания. Если поршень достаточно тугой, вам, возможно, удастся обойтись только отточкой и набором новых колец. Если вы не уверены, вам нужно будет измерить зазор поршня.Для точных измерений вам потребуются микрометры внутри и снаружи.
Процедура проста, но вы должны быть очень точны в ее выполнении.
- Измерьте диаметр поршня примерно на полдюйма выше юбки.
- Измерьте диаметр цилиндра при:
- Как спереди назад, так и из стороны в сторону.
- Измеряется в верхней, средней и нижней части цилиндра.
| Измерительный поршень | Измерительный цилиндр |
| Измерение мест цилиндра Четырехтактный | Измерение мест в цилиндре Два хода. |
Возьмите размер поршня и вычтите его из самого большого размера цилиндра. Сравните результат с зазором поршня, указанным производителем поршня. Другими словами, если размер цилиндра составляет 2,6114 дюйма, и вы вычтете диаметр поршня 2,609 дюйма, вы получите 0,0024 дюйма. Сравните это с минимальным / максимальным зазором, предложенным производителями поршней. В данном случае это будет 0,0016–0,003 дюйма с предел 0,004 «. Если это соответствует спецификации, вы можете заточить цилиндр и установить новый набор колец.Если это БОЛЕЕ , вам нужно будет расточить цилиндр до следующего большего размера и купить новый поршень и кольца.
Причина, по которой вы выполняете так много измерений, заключается в том, что цилиндры могут изнашиваться с разной скоростью в разных точках цилиндра. Наибольший износ происходит в верхней части цилиндра, а также в передней и задней части цилиндра. Наименьший износ внизу цилиндра. Иногда даже через много миль можно увидеть небольшие отметины на дне цилиндра.Цилиндр изнашивается по конусу и изнашивается сверху вниз.
Иногда износ настолько выражен, что в цилиндр врезано кольцо чуть ниже его верхней части в месте остановки колец. На двигателях, у которых поршни установлены снизу цилиндра, гребень не имеет большого значения для разборки. На двигателях, в которых поршни должны устанавливаться сверху цилиндра, возникает проблема. Кольца имеют тенденцию цепляться за этот гребень, поэтому вам придется использовать специальный инструмент, называемый Ridge Reamer, чтобы вырезать гребень из гребня.
Cheap Hones разрушают глазурь, но не более того. По крайней мере, если вы попытаетесь сделать больше, вы по-настоящему весело проведете время. Проблема в том, что вы не можете удерживать конус и неправильную округлость с какой-либо точностью. Это не значит, что это невозможно сделать, просто это очень сложно сделать. Однажды я прочитал о человеке в Индии. Он увидел, как мальчик лет двенадцати медленно растачивал цилиндр напильником из крысиного хвоста. Он сказал, что каждый день, проходя мимо этой маленькой механической мастерской, он видел, как мальчик работает над цилиндром с этим напильником.Прежде чем он это сделал, потребовалось около пяти полных дней работы. Этот парень был лучшим механиком, чем я когда-либо буду! По крайней мере, у него было больше терпения, чем у меня. Я полностью верю этой истории. Это можно было сделать … только не в США.
Нельзя сказать, что я не проделал дикие и сумасшедшие дыры. В моей своенравной юности для друга я однажды расточил цилиндр Briggs and Stratton до следующего негабаритного размера с помощью шарового хона. Это тоже действительно сработало! К сожалению, цилиндр мотоцикла требует немного большей точности.Растачивание хонингованием занимает много времени. Вроде несколько часов. Однажды я отточил цилиндр с увеличенным размером 0,040 дюйма. Я держал его до нужной конусности и округлости, но это заняло много-много времени. Вам нужен качественный хонинговальный станок, я использовал хонинговальный станок Ammco. Затем вы немного затачиваете, а затем вы Отмерьте. Немного заточите, а затем измерьте. Это занимает несколько часов и очень, ну, скучно! Когда вы закончите, вам понадобится красивый узор поперечной штриховки под углом 45 градусов в отверстии. Никогда не затачивайте цилиндр насухо. Используйте много масла при хонинговании Купить специальное хонинговальное масло.Работает намного лучше, чем обычное масло. Хонинговальное масло охлаждает цилиндр и хонингование. Это также усиливает режущий эффект камней. Используйте много хонинговального масла!
Для расточки цилиндра лучше всего использовать расточный станок, а не хонинговальный станок. Если вы все же используете хонинговальный станок, вы должны использовать высококачественный хон, например Sunnen или Ammco. Есть несколько размеров шлифовальных головок, подходящих к разным отверстиям цилиндров. Некоторые из хонингов Ammco имеют камни нескольких размеров, поэтому вы можете использовать хонинговальные инструменты стандартного размера в большом отверстии цилиндра.Хоны Ammco также бывают разных размеров зерен. Грубая (60), мелкая (220) и сверхтонкая (320) для алюминиевых и гальванических цилиндров. В некоторых первоклассных камнях используются камни с алмазной пропиткой, но их цена немного выходит за рамки моего ценового диапазона.
Я полагаю, вы могли бы попробовать расточить цилиндр практически любым точилкой, но вам нужно помнить об этом. ДОЛЖЕН выдерживать округлость до 0,001-0,002 дюйма на ИЛИ на меньше. Конус ДОЛЖЕН быть меньше 0,001-0,002 дюйма сверху вниз.Стремитесь к 0,001 дюйма на обоих! Настоящая проблема возникает, когда цилиндр уже изношен овальной и конической. Обычный дешевый хонинговальный станок будет просто изнашиваться и терять округлость. Хороший хонинговальный станок делается жестко, и если вы будете осторожны, он будет вернет цилиндр обратно в круглый. Начните с нижней части цилиндра, где почти нет износа, а отверстие идеально круглое. Оттуда вы можете двигаться вверх по цилиндру. Это не так сложно. Просто пора Как молодой мальчик в Индии.Ты должен быть терпеливым. Вам просто нужно немного заточить и измерить, затем немного заточить и измерить. Продолжайте, пока не добьетесь желаемого размера. Большая проблема — это время. Удаление 0,010 дюйма не так уж и плохо, но удаление 0,020 дюйма или 0,040 дюйма занимает много времени.
Не поддавайтесь желанию погрузить точильную головку в сверлильный станок, пнуть ее высоко и схватить. Был там, сделал это. Не получилось так хорошо. Медленно, стабильно и много-много измерений. Это путь.
Лучше использовать сверлильный станок.Работа канала ствола будет более точной.
Если цилиндр, который вы растачиваете, является двухтактным, снимите фаску или сломайте края отверстий напильником, чтобы кольца не зацепились за края. Для этого отлично подойдет отточка с шаровой головкой. Также не забудьте проверить силовой клапан. Если после расточки он выйдет в цилиндр, его придется отшлифовать, чтобы никакая его часть не могла коснуться поршня.
Гальванические цилиндры можно затачивать, но совсем немного. Все, что вам нужно, это сделать перекрестную штриховку, чтобы кольца лучше сидели.В зависимости от вида покрытия цилиндра может потребоваться покупка специальных камней. Чтобы убедиться в этом, обратитесь к производителю.
Когда вы закончите, очистите цилиндр чистым растворителем, а затем промойте его в теплой мыльной воде. Затем возьмите чистую тряпку и смажьте ее свежим маслом. Теперь протрите им только что отточенный цилиндр. Если вы видите грязь на тряпке, повторно промойте цилиндр и протрите его снова. Делайте это, пока тряпка не станет чистой.
Когда все сказано и сделано, лучший способ — это.Измерьте цилиндр и поршень. Если зазор в пределах спецификации, немного заточите цилиндр, вставьте новые кольца и продолжайте движение. Если вам необходимо расточить поршень увеличенного размера, возьмите поршень, установите правильный зазор, отнесите оба цилиндра и цилиндр в механический цех, который растачивает цилиндры и дает им расточить его. Это лучший и самый дешевый способ выполнить работу правильно.
Эта страница вам помогла? Хотели бы вы нам помочь? В таком случае Щелкните ЗДЕСЬCopyright © 1999-2010 dansmc.com. Все права защищены.
Хонингование цилиндров — отточено для скорости
В Circle Track мы все время занимаемся технологиями. И хотя бы несколько раз в год мы покажем вам, как собрать собственный двигатель от воздушного фильтра до масляного поддона. Но одна область технологий, которую мы редко затрагиваем подробно, — это машинная обработка блока цилиндров и головок цилиндров. Это связано с тем, что качественная машинная работа требует очень дорогого оборудования и специальной подготовки. Так что, честно говоря, даже если они собираются заниматься сборкой двигателя, большинству гонщиков лучше передать обязанности по механической обработке местному производителю двигателей.
Но это не значит, что не нужно понимать, что происходит. Качественная машинная работа, выполняемая с осторожностью и точностью, необходимой для соблюдения требуемых допусков, не всегда является данностью — в конце концов, вы можете нанять услуги механика, который не имеет достаточной квалификации и так же легко срезает углы, как и вы. может сантехник, маляр или парикмахер. Ключ к уверенности в том, что вы получаете то, за что платите, — это понимание того, в чем дело и что отличает хорошую работу от плохой.
Первый шаг — поговорить с другими гонщиками. Имеет ли двигатель или машинист хорошую репутацию на вашем ипподроме? Команды, которые могут стабильно добиваться лучших результатов, не добиваются этого случайно. Хорошая ставка на то, что любая компания, с которой они хотят сотрудничать, выполняет качественную работу.
Но часто бывает, что нельзя просто положиться на рекомендацию. Затем вам нужно понять, что вам нужно, и суметь определить, получаете ли вы то, за что заплатили. Есть несколько критических процессов обработки, которые должны быть частью каждой сборки двигателя.На этот раз мы сконцентрируемся на хонинговании отверстий цилиндров.
Хотя о них часто говорят вместе, хонингование — это не то же самое, что расточка цилиндров. При растачивании используется режущий инструмент из твердосплавной стали для отрезания металла от отверстия цилиндра. Хонингование, с другой стороны, использует камни разной степени грубости для шлифования меньших частей отверстия цилиндра, чтобы улучшить концентричность (круглость, на простом английском языке) и подготовить поверхность металла.
Возьмем, например, новую сборку двигателя.Вы, вероятно, захотите продолжить и расточить цилиндр увеличенного размера на 0,030 дюйма — до конечного диаметра отверстия 4,030 дюйма — чтобы воспользоваться типичными правилами, которые допускают максимальный рабочий объем двигателя 358 дюймов как для фордов с малым блоком, так и для шевроле. Эти дополнительные 0,030 ширины не имеют большого значения с точки зрения кубических дюймов, но действительно могут помочь улучшить степень сжатия при использовании поршней с плоским верхом.
Чтобы добиться этого, большинство механиков растачивают цилиндры до 4,025 дюйма, оставляя 0,005 материала для обработки, чтобы получить окончательные 4.030 цель. Хонингование выполняется поэтапно, начиная с более крупного набора камней. Хонингование крупными камнями доведет диаметр отверстия до 4,027–4,0275 дюйма. Окончательная обработка 0,0025 выполняется за один или два дополнительных этапа — с более мелкими камнями — что не только оставляет идеально круглое отверстие цилиндра, но и создает чистоту поверхности на стенках цилиндра.
Когда дело доходит до обработки отверстий цилиндра, обработка поверхности стенок не менее важна, чем округлость. Хорошая хонинговальная работа создаст шаблон «штриховки», который будет одинаковым по длине отверстия.Штриховка представляет собой тонкую текстуру гребней и впадин в металле, которая захватывает и помогает удерживать тонкую пленку моторного масла в отверстиях цилиндров. Это снижает трение между поршневыми кольцами и стенками цилиндра при движении поршней вверх и вниз по каналам, а также предотвращает приваривание колец к блоку.
Конечным результатом хонинговальных работ на высоком уровне является двигатель, который хорошо герметизируется, так что абсолютный минимум газообразных продуктов сгорания просачивается через кольца. Это означает большую мощность, передаваемую на коленчатый вал, и меньшее количество загрязнений в масле для улучшенной защиты подшипников, кулачков кулачка и других поверхностей, подверженных трению.Тщательная работа по хонингованию также помогает кольцам плотно прилегать, так что вы не сжигаете масло.