Сварочный инвертор своими руками. Ультрабюджетная точечная сварка литиевых аккумуляторов дома Блок управления точечной сваркой на микроконтроллере arduino
В жизни каждого «радиогубителя» возникает момент, когда нужно сварить между собой несколько литиевых аккумуляторов — либо при ремонте сдохшей от возраста АКБ ноутбука, либо при сборке питания для очередной поделки. Паять «литий» 60-ваттным паяльником неудобно и страшновато — чуть перегреешь — и у тебя в руках дымовая граната, которую бесполезно тушить водой.
Коллективный опыт предлагает два варианта — либо отправиться на помойку в поисках старой микроволновки, раскурочить её и достать трансформатор, либо изрядно потратиться .
Мне совершенно не хотелось ради нескольких сварок в год искать трансформатор, пилить его и перематывать. Хотелось найти ультрадешёвый и ультрапростой способ сваривать аккумуляторы электрическим током.
Мощный низковольтный источник постоянного тока, доступный каждому — это обычная б. у. АКБ от машины. Готов поспорить, что он у вас уже есть где-то в кладовке или найдётся у соседа.
у. АКБ от машины. Готов поспорить, что он у вас уже есть где-то в кладовке или найдётся у соседа.
Подсказываю — лучший способ обзавестись старой АКБ задаром — это
дождаться морозов. Подойдите к бедолаге, у которого не заводится машина — он скоро побежит за новым свежим аккумулятором в магазин, а старый отдаст вам просто так. На морозе старая свинцовая АКБ может и плохо работает, но после заряда дома в тепле выйдет на полную ёмкость.
Чтобы сваривать аккумуляторы током от батареи, нам нужно будет выдавать ток короткими импульсами в считанные миллисекунды — иначе получим не сварку, а выжигание дыр в металле. Самый дешёвый и доступный способ коммутировать ток 12-вольтовой батареи — электромеханическое реле (соленоидное).
Проблема в том, что обычные автомобильные реле на 12 вольт рассчитаны максимум на 100 ампер, а токи короткого замыкания при сварке в разы больше. Есть риск, что якорь реле просто приварится. И тогда на просторах Алиэкспресс я наткнулся на мотоциклетные реле стартера.
Пришёл знакомый, принес два ЛАТР-а и поинтересовался, а можно ли из них сделать споттер? Обычно, услышав подобный вопрос, на ум приходит анекдот про то, как один сосед интересуется у другого, умеет ли тот играть на скрипке и в ответ слышит «Не знаю, не пробовал» — так вот и у меня возникает такой же ответ – не знаю, наверное «да», а что такое «споттер»?
В общем, пока закипал и заваривался чай, выслушал небольшую лекцию о том, что не надо заниматься тем, чем заниматься не надо, что надо быть ближе к народу и тогда ко мне потянутся люди, а также кратко погрузился в историю авторемонтных мастерских, проиллюстрированную смачными байками из жизни «костоправов» и «жестянщиков». После чего понял, что споттер – это такой небольшой «сварочник», работающий по принципу аппарата точечной сварки. Используется для «прихватывания» металлических шайб и других мелких крепёжных элементов к помятому корпусу автомобиля, с помощью которых затем выправляется деформированная жесть.
Посмотрев в сети схемы споттеров, стало ясно, что нужен одновибратор, который будет «открывать» на короткое время симистор и подавать сетевое напряжение на силовой трансформатор. Вторичная обмотка трансформатора должна выдавать напряжение 5-7 В с током, достаточным для «прихватывания» шайб.
Для образования импульса управления симистором используются разные способы – от простого разряда конденсатора до применения микроконтроллеров с синхронизацией к фазам сетевого напряжения. Нас интересует та схема, что попроще – пусть будет «с конденсатором».
Поиски «в тумбочке» показали, что не считая пассивных элементов, есть подходящие симисторы и тиристоры, а также множество другой «мелочёвки» — транзисторы и реле на разные рабочие напряжения (рис.1 ). Жалко, что оптронов нет, но можно попробовать собрать преобразователь импульса разряда конденсатора в короткий «прямоугольник», включающий реле, которое будет своим замыкающимся контактом открывать и закрывать симистор.
Так же во время поиска деталей нашлось несколько блоков питания с выходными постоянными напряжениями от 5 до 15 В – выбрали промышленный из «советских» времён под названием БП-А1 9В/0,2А (рис.2 ). При нагрузке в виде резистора 100 Ом блок питания выдаёт напряжение около 12 В (оказалось, что уже переделанный).
Выбираем из имеющегося электронного «мусора» симисторы ТС132-40-10, 12-тивольтовое реле, берём несколько транзисторов КТ315, резисторов, конденсаторов и начинаем макетировать и проверять схему (на
То, что в результате получилось, показано на рисунке 4 . Всё достаточно просто – при нажатии на кнопку S1 конденсатор С1 начинает заряжаться и на его правом выводе появляется положительное напряжение, равное напряжению питания. Это напряжение, пройдя через токоограничительный резистор R2, поступает на базу транзистора VT1, тот открывается и на обмотку реле К1 поступает напряжение и в результате контакты реле К1. 1 замыкаются, открывая симистор Т1.
1 замыкаются, открывая симистор Т1.
По мере заряда конденсатора С1, напряжение на его правом выводе плавно уменьшается и при достижении уровня меньше напряжения открывания транзистора, транзистор закроется, обмотка реле обесточится, разомкнувшийся контакт К1.1 перестанет подавать напряжение на управляющий электрод симистора и он по окончании текущей полуволны сетевого напряжения закроется. Диоды VD1 и VD2 стоят для ограничения возникающих импульсов при отпускании кнопки S1 и при обесточивании обмотки реле К1.
В принципе, всё так и работает, но при контроле времени открытого состояния симистора оказалось, что оно достаточно сильно «гуляет». Казалось бы, даже с учётом возможных изменений всех задержек включения-выключения в электронной и механической цепях оно должно быть не более 20 мс, но на самом деле получалось в разы больше и плюс к этому, то импульс длится на 20-40 мс дольше, а то и на все 100 мс.
После небольших экспериментов выяснилось, что это изменение ширины импульса в основном связано с изменением уровня напряжения питания схемы и с работой транзистора VT1. Первое «вылечилось» установкой навесным монтажом внутри блока питания простейшего параметрического стабилизатора, состоящего из резистора, стабилитрона и силового транзистора (
Первое «вылечилось» установкой навесным монтажом внутри блока питания простейшего параметрического стабилизатора, состоящего из резистора, стабилитрона и силового транзистора (
Принцип работы остался прежним, добавлена возможность дискретного изменения длительности импульса переключателями S3 и S4. Триггер Шмитта собран на VT1 и VT2 , его «порог» можно менять в небольших пределах изменением сопротивлений резисторов R11 или R12.
При макетировании и проверке работы электронной части споттера было снято несколько диаграмм, по которым можно оценить временные интервалы и возникающие задержки фронтов. В схеме в это время стоял времязадающий конденсатор ёмкостью 1 мкФ и резисторы R7 и R8 имели сопротивление 120 кОм и 180 кОм соответственно. На рисунке 7 сверху показано состояние на обмотке реле, внизу – напряжение на контактах при коммутации резистора, подключенного к +14,5 В (файл для просмотра программой находится в архивном приложении к тексту, напряжения снимались через резисторные делители со случайными коэффициентами деления, поэтому шкала «Volts» не соответствует действительности).
Для проверки временной стабильности образования импульсов было проведено четыре последовательных включения с контролем напряжения в нагрузке (файл в том же приложении). На обобщённом рисунке 10 видно, что все импульсы в нагрузке достаточно близки по длительности – около 275…283 мс и зависят от того, на какое место полуволны сетевого напряжения пришёлся момент включения. Т.е. максимальная теоретическая нестабильность не превышает времени одной полуволны сетевого напряжения – 10 мс.
При установке R7 =1 кОм и R8 =10 кОм при С1=1 мкФ удалось получить длительность одного импульса менее одного полупериода сетевого напряжения. При 2 мкФ – от 1 до 2 периодов, при 8 мкФ – от 3 до 4 (файл в приложении).
В окончательный вариант споттера были установлены детали с номиналами, указанными на рисунке 6 . То, что получилось на вторичной обмотке силового трансформатора, показано на рисунке 11 . Длительность самого короткого импульса (первого на рисунке) около 50…60 мс, второго – 140…150 мс, третьего – 300…310 мс, четвёртого – 390…400 мс (при ёмкости времязадающего конденсатора в 4 мкФ, 8 мкФ, 12 мкФ и 16 мкФ).
После проверки электроники самое время заняться «железом».
В качестве силового трансформатора был использован 9-тиамперный ЛАТР (правый на рис. 12 ). Его обмотка выполнена проводом диаметром около 1,5 мм (рис.13 ) и магнитопровод имеет внутренний диаметр, достаточный для намотки 7-ми витков из 3-х параллельно сложенных алюминиевых шин общим сечением около 75-80 кв.мм.
Разборку ЛАТР-а проводим аккуратно, на всякий случай весь конструктив «фиксируем» на фото и «срисовываем» выводы (рис.14 ). Хорошо, что провод толстый – удобно считать витки.
После разборки внимательно осматриваем обмотку, очищаем её от пыли, мусора и остатков графита с помощью малярной кисти с жёстким ворсом и протираем мягкой тканью, слегка смоченной спиртом.
Подпаиваем к выводу «А» пятиамперный стеклянный предохранитель, подключаем тестер к «срединному» выводу катушки «Г» и подаём напряжение 230 В на предохранитель и вывод «безымянный». Тестер показывает напряжение около 110 В. Ничего не гудит и не греется — можно считать, что трансформатор нормальный.
Затем первичную обмотку обматываем фторопластовой лентой с таким нахлёстом, чтобы получалось не менее двух-трёх слоёв (рис.15 ). После этого мотаем пробную вторичную обмотку из нескольких витков гибким проводом в изоляции. Подав питание и замерив на этой обмотке напряжение, определяем нужное количество витков для получения 6…7 В. В нашем случае получилось так, что при подаче 230 В на выводы «Е» и «безымянный» 7 В на выходе получается при 7 витках. При подаче питания на «А» и «безымянный», получаем 6,3 В.
Для вторичной обмотки использовались алюминиевые шины «ну очень б/у» — они были сняты со старого сварочного трансформатора и местами совсем не имели изоляции. Для того, чтобы витки не замыкались между собой, шины пришлось обмотать лентой-серпянкой (рис.16 ). Обмотка велась так, чтобы получилось два-три слоя покрытия.
После намотки трансформатора и проверки работоспособности схемы на рабочем столе, все детали споттера были установлены в подходящий по размерам корпус (похоже, что тоже от какого-то ЛАТР-а – рис.17 ).
Выводы вторичной обмотки трансформатора зажаты болтами и гайками М6-М8 и выведены на переднюю панель корпуса. К этим болтам с другой стороны передней панели крепятся силовые провода, идущие к корпусу автомобиля и «обратному молотку». Внешний вид на стадии домашней проверки показан на рисунке 18 . Вверху слева расположены индикатор сетевого напряжения La1 и сетевой выключатель S1, а справа – переключатель напряжения импульса S5. Он коммутирует подключение к сети или вывода «А», или вывода «Е» трансформатора.
Он коммутирует подключение к сети или вывода «А», или вывода «Е» трансформатора.
Рис.18
Внизу находятся разъём для кнопки S2 и выводы вторичной обмотки. Переключатели длительности импульса установлены в самом низу корпуса, под откидной крышкой (рис.19 ).
Все остальные элементы схемы закреплены на днище корпуса и передней панели (рис.20 , рис.21 , рис.22 ). Выглядит не очень аккуратно, но здесь главной задачей было уменьшение длины проводников с целью уменьшения влияния электромагнитных импульсов на электронную часть схемы.
Печатная плата не разводилась – все транзисторы и их «обвязка» припаяны к макетной плате из стеклотекстолита, с фольгой, порезанной на квадратики (видна на рис.22 ).
Выключатель питания S1 — JS608A, допускающий коммутацию 10 А токов («парные» выводы запараллелены). Второго такого выключателя не нашлось и S5 поставили ТП1-2, его выводы тоже запараллелены (если пользоваться им при выключенном сетевом питании, то он может пропускать через себя достаточно большие токи). Переключатели длительности импульса S3 и S4 — ТП1-2.
Переключатели длительности импульса S3 и S4 — ТП1-2.
Кнопка S2 – КМ1-1. Разъем для подключения проводов кнопки — COM (DB-9).
Индикатор La1 — ТН-0.2 в соответствующей установочной фурнитуре.
На рисунках 23 , 24 , 25 показаны фотографии, сделанные при проверке работоспособности споттера – мебельный уголок размерами 20х20х2 мм точечно приваривался к жестяной пластине толщиной 0,8 мм (крепёжная панель от компьютерного корпуса). Разные размеры «пятачков» на рис.23 и рис.24 – это при разных «варочных» напряжениях (6 В и 7 В). Мебельный уголок в обоих случаях приваривается крепко.
На рис.26 показана обратная сторона пластины и видно, что она прогревается насквозь, краска подгорает и отлетает.
После того, как отдал споттер знакомому, он примерно через неделю позвонил, сказал, что обратный «молоток» сделал, подключил и проверил работу всего аппарата – всё нормально, всё работает. Оказалось, импульсы большой длительности в работе не нужны (т. е. элементы S4,С3,С4,R4 можно не ставить), но есть потребность подключения трансформатора к сети «напрямую». Насколько я понял, это для того, чтобы с помощью угольных электродов можно было прогревать поверхность помятого металла. Сделать подачу питания «напрямую» несложно – поставили переключатель, позволяющий замыкать «силовые» выводы симистора. Немного смущает недостаточно большое суммарное сечение жил во вторичной обмотке (по расчетам надо больше), но раз прошло уже больше двух недель, а хозяин аппарата предупреждён о «слабости обмотки» и не звонит, значит ничего страшного не произошло.
е. элементы S4,С3,С4,R4 можно не ставить), но есть потребность подключения трансформатора к сети «напрямую». Насколько я понял, это для того, чтобы с помощью угольных электродов можно было прогревать поверхность помятого металла. Сделать подачу питания «напрямую» несложно – поставили переключатель, позволяющий замыкать «силовые» выводы симистора. Немного смущает недостаточно большое суммарное сечение жил во вторичной обмотке (по расчетам надо больше), но раз прошло уже больше двух недель, а хозяин аппарата предупреждён о «слабости обмотки» и не звонит, значит ничего страшного не произошло.
Во время экспериментов со схемой был проверен вариант симистора, собранного из двух тиристоров Т122-20-5-4 (их видно на рисунке 1 на заднем плане). Схема включения показана на рис.27 , диоды VD3 и VD4 — 1N4007.
Литература:
- Горошков Б.И., «Радиоэлектронные устройства», Москва, «Радио и связь», 1984.
- Массовая радиобиблиотека, Я.С. Кублановский, «Тиристорные устройства», М.
 , «Радио и связь», 1987, вып.1104.
, «Радио и связь», 1987, вып.1104.
 , «Радио и связь», 1987, вып.1104.
, «Радио и связь», 1987, вып.1104.Андрей Гольцов, г. Искитим.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот | |
|---|---|---|---|---|---|---|---|
| К рисунку №6 | |||||||
| VT1, VT2, VT3 | Биполярный транзистор | КТ315Б | 3 | В блокнот | |||
| T1 | Тиристор & Симистор | ТС132-40-12 | 1 | В блокнот | |||
| VD1, VD2 | Диод | КД521Б | 2 | В блокнот | |||
| R1 | Резистор | 1 кОм | 1 | 0,5 Вт | В блокнот | ||
| R2 | Резистор | 330 кОм | 1 | 0,5 Вт | В блокнот | ||
| R3, R4 | Резистор | 15 кОм | 2 | 0,5 Вт | В блокнот | ||
| R5 | Резистор | 300 Ом | 1 | 2 Вт | В блокнот | ||
| R6 | Резистор | 39 Ом | 1 | 2 Вт | В блокнот | ||
| R7 | Резистор | 12 кОм | 1 | 0,5 Вт | В блокнот | ||
| R8 | Резистор | 18 кОм | 1 | 0,5 Вт | |||
В некоторых случаях вместо пайки выгоднее использовать точечную сварку. К примеру, такой способ может пригодится для ремонта аккумуляторных батарей, состоящих из нескольких аккумуляторов. Пайка вызывает чрезмерный нагрев ячеек, что может привести к выходу их из строя. А вот точечная сварка нагревает элементы не так сильно, поскольку действует относительно непродолжительное время.
К примеру, такой способ может пригодится для ремонта аккумуляторных батарей, состоящих из нескольких аккумуляторов. Пайка вызывает чрезмерный нагрев ячеек, что может привести к выходу их из строя. А вот точечная сварка нагревает элементы не так сильно, поскольку действует относительно непродолжительное время.
Для оптимизации всего процесса в системе используется Arduino Nano. Это управляющий блок, который позволяет эффективно управлять энергоснабжением установки. Таким образом, каждая сварка является оптимальной для конкретного случая, и энергии потребляется столько, сколько необходимо, не больше, и не меньше. Контактными элементами здесь является медный провод, а энергия поступает от обычного автомобильного аккумулятора, или двух, если требуется ток большей силы.
Текущий проект является почти идеальным с точки зрения сложности создания/эффективности работы. Автор проекта показал основные этапы создания системы, выложив все данные на Instructables .
По словам автора, стандартной батареи хватает для точечной сварки двух никелевых полос толщиной в 0.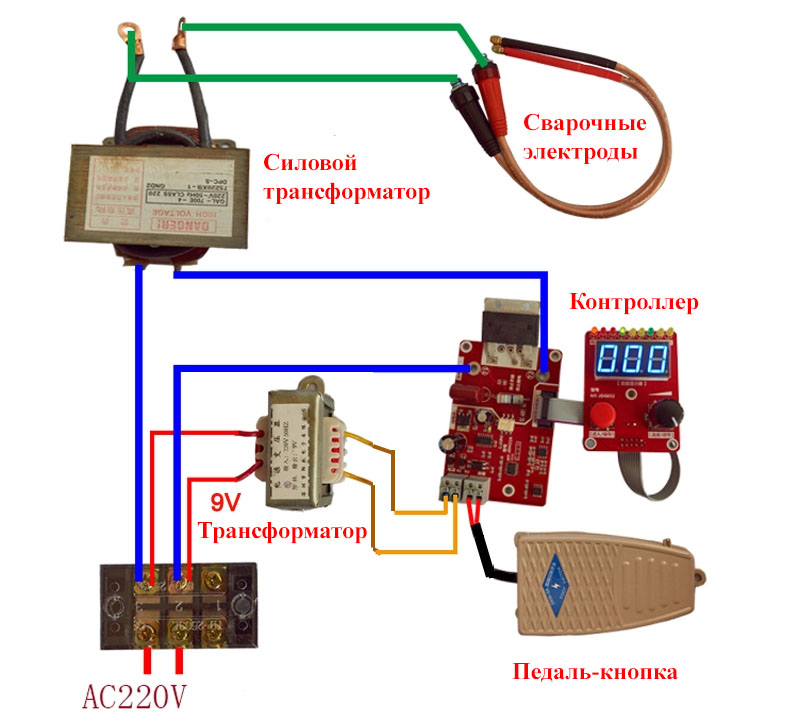 15 мм. Для более толстых полос металла потребуется две батареи, собранных в схему параллельно. Время импульса сварочного аппарата настраивается, и составляет от 1 до 20 мс. Этого вполне достаточно для сварки никелевых полос, описанных выше.
15 мм. Для более толстых полос металла потребуется две батареи, собранных в схему параллельно. Время импульса сварочного аппарата настраивается, и составляет от 1 до 20 мс. Этого вполне достаточно для сварки никелевых полос, описанных выше.
Плату автор рекомендует делать на заказ у производителя. Стоимость заказа 10 подобных плат — около 20 евро.
В ходе сварки обе руки будут заняты. Как управлять всей системой? Конечно же, при помощи ножного переключателя. Он очень простой.
А вот результат работы:
В некоторых случаях вместо пайки выгоднее использовать точечную сварку. К примеру, такой способ может пригодится для ремонта аккумуляторных батарей, состоящих из нескольких аккумуляторов. Пайка вызывает чрезмерный нагрев ячеек, что может привести к выходу их из строя. А вот точечная сварка нагревает элементы не так сильно, поскольку действует относительно непродолжительное время.
Для оптимизации всего процесса в системе используется Arduino Nano.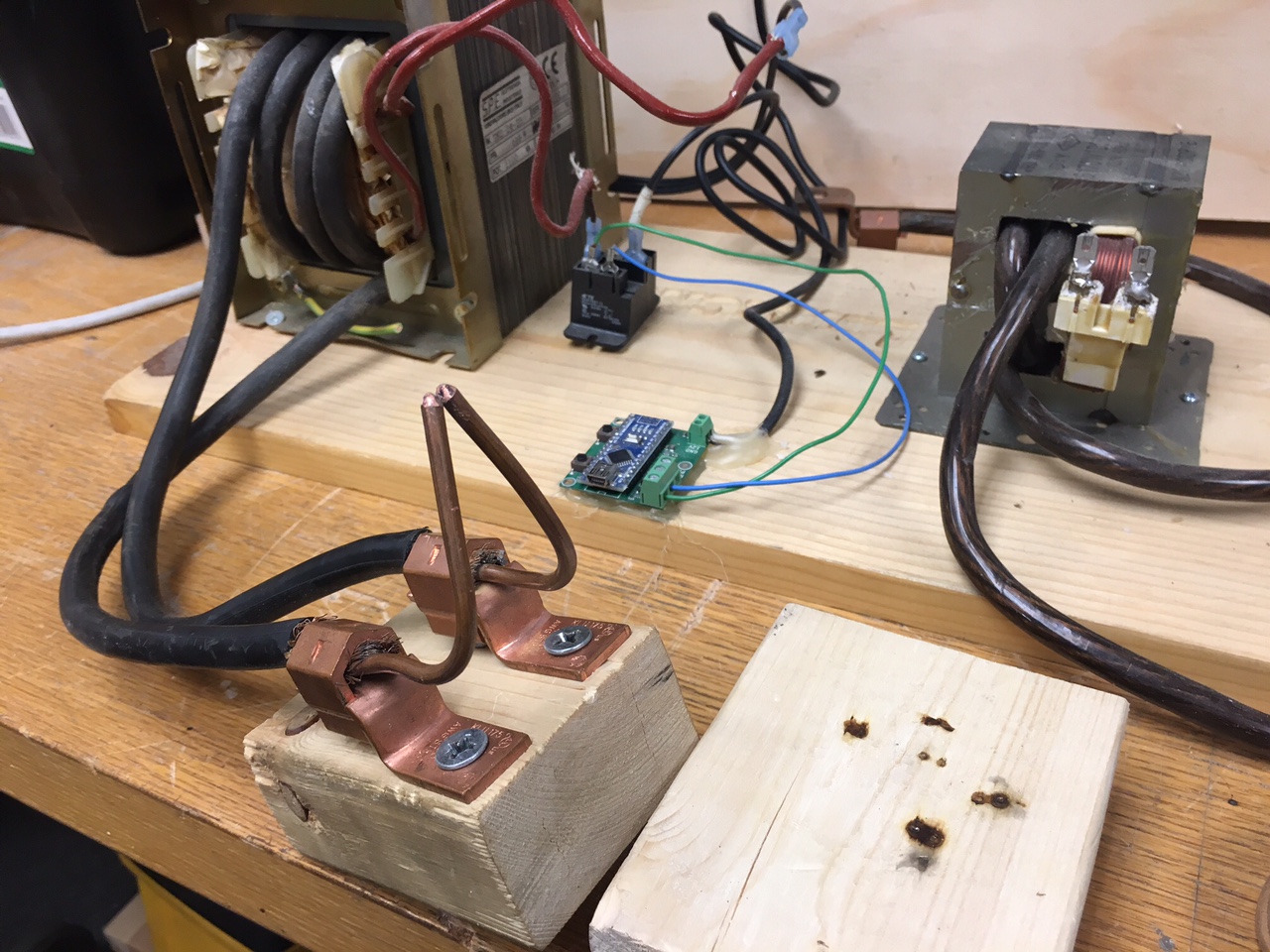 Это управляющий блок, который позволяет эффективно управлять энергоснабжением установки. Таким образом, каждая сварка является оптимальной для конкретного случая, и энергии потребляется столько, сколько необходимо, не больше, и не меньше. Контактными элементами здесь является медный провод, а энергия поступает от обычного автомобильного аккумулятора, или двух, если требуется ток большей силы.
Это управляющий блок, который позволяет эффективно управлять энергоснабжением установки. Таким образом, каждая сварка является оптимальной для конкретного случая, и энергии потребляется столько, сколько необходимо, не больше, и не меньше. Контактными элементами здесь является медный провод, а энергия поступает от обычного автомобильного аккумулятора, или двух, если требуется ток большей силы.
Текущий проект является почти идеальным с точки зрения сложности создания/эффективности работы. Автор проекта показал основные этапы создания системы, выложив все данные на Instructables .
По словам автора, стандартной батареи хватает для точечной сварки двух никелевых полос толщиной в 0.15 мм. Для более толстых полос металла потребуется две батареи, собранных в схему параллельно. Время импульса сварочного аппарата настраивается, и составляет от 1 до 20 мс. Этого вполне достаточно для сварки никелевых полос, описанных выше.
Плату автор рекомендует делать на заказ у производителя. Стоимость заказа 10 подобных плат — около 20 евро.
Стоимость заказа 10 подобных плат — около 20 евро.
В ходе сварки обе руки будут заняты. Как управлять всей системой? Конечно же, при помощи ножного переключателя. Он очень простой.
А вот результат работы:
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса. Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой. Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Принцип работы
Данное реле времени для точечной сварки сможет осуществлять включение и выключение устройства в заданном режиме с определенной периодичностью на постоянной основе. Если говорить попроще, то оно осуществляет смыкание и размыкание контактов. При помощи датчика поворота производится настройка промежутков времени в минутах и секундах по истечению, которого необходимо включить или отключить сварку.
Дисплей служит для отображения информации о текущем времени включения, периоде воздействия на метал сварочного аппарата, количестве минут и секунд до включения или выключения.
Виды таймеров для точечной сварки
На рынке можно найти таймеры с цифровым или аналоговым программированным. Используемые в них реле бывают разных типов, но самыми распространенными и недорогими являются электронные устройства. Их принцип работы основан на специальной программе, которая записана на микроконтроллере. С его помощью можно осуществлять регулировку времени задержки или включения.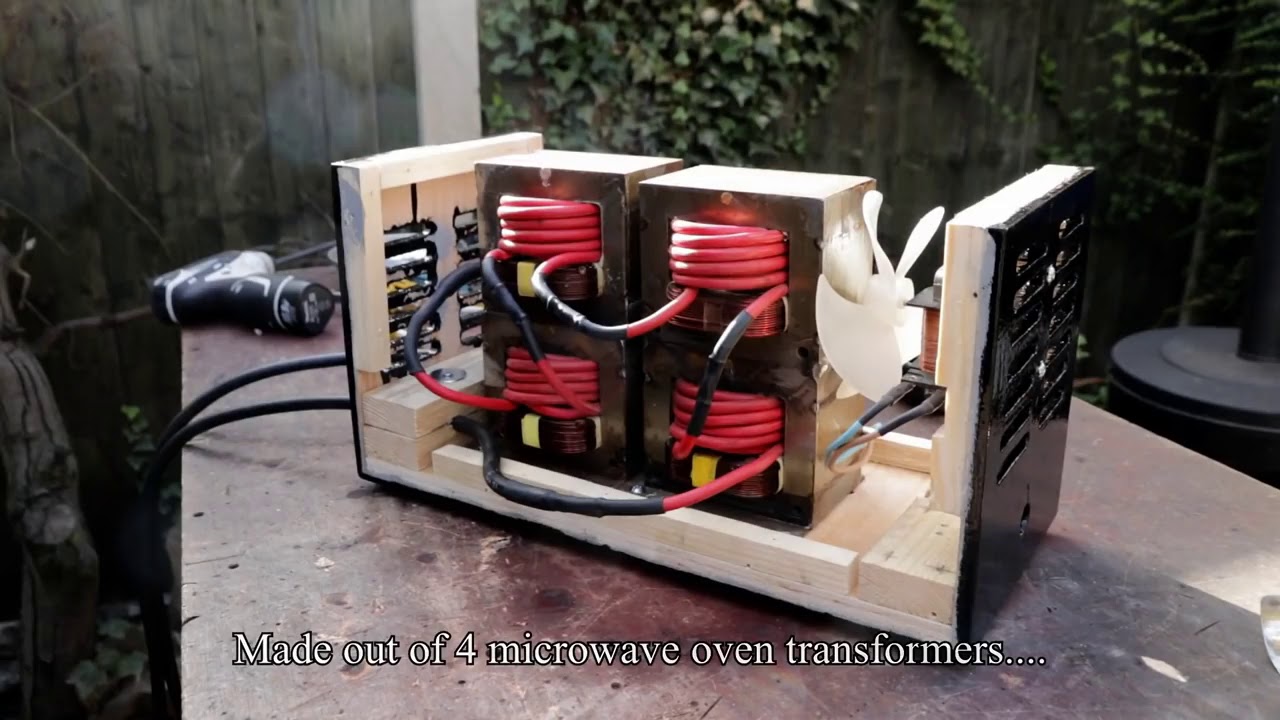
В настоящее время можно приобрести реле времени:
- с выдержкой на отключение;
- с задержкой на включение;
- настроенное на установленное время после подачи напряжения;
- настроенное на установленное время после подачи импульса;
- тактовый генератор.
Комплектующее для создания реле времени
Чтобы создать таймер реле времени для точечной сварки понадобятся такие детали:
- плата Arduino Uno для осуществления программирования;
- плата прототипирования или Sensor shield – обеспечивает облегчение соединения, установленных датчиков с платой;
- провода по типу мама-мама;
- дисплей, на котором могут отображаться минимум две строки с 16 символов в ряду;
- реле, осуществляющее переключение нагрузки;
- датчик угла поворота, оснащенный кнопкой;
- блок питания для обеспечения снабжения устройства электрическим током (при проведении испытаний можно запитать его через USB кабель).
Особенности создания таймера реле времени для точечной сварки на плате arduino
Для его изготовления необходимо четко следовать схеме.
При этом часто применяемую плату arduino uno лучше будет заменить на arduino pro mini так как она имеет существенно меньший размер, стоит дешевле и при этом значительно легче осуществить припайку проводов.
После сбора всех составных частей таймера для контактной сварки на ардуино нужно припаять провода, которые соединяют плату с остальными элементами этого устройства. Все элементы необходимо очистить от налета и ржавчины. Это существенно повысит время эксплуатации таймера реле.
Нужно подобрать подходящий корпус и собрать все элементы в нем. Он обеспечит устройству приличный внешний вид, защиту от случайных ударов и механических воздействий.
На завершение необходимо осуществить монтаж включателя. Он понадобится, если хозяин сварки решит на продолжительное время оставить ее без присмотра, чтобы не допустить возгорания, повреждения имущества в случае возникновения чрезвычайных ситуаций. С его помощью покидая помещение, любой пользователь сможет без особых усилий отключить устройство.
«Обратите внимание!
Таймер для контактной сварки на 561 является более продвинутым устройством, так как создан на новом современном микроконтроллере. Он позволяет более точно отмерять время, устанавливать периодичность включения и выключения устройства.»
Таймер для контактной сварки на 555 не такой совершенный и имеет урезанный функционал. Но нередко используется для создания таких устройств, так как является более дешевым.
Чтобы лучше понять, как создать сварочный аппарат стоит связаться с сотрудниками компании. Кроме этого, предлагаем рассмотреть схему создания этого устройства. Она поможет понять принцип функционирования аппарата, что и куда необходимо припаять.
Заключение
Таймер для точечной сварки на ардуино является точным и качественным устройством, которое при должных эксплуатациях, прослужит долгие годы. Он является достаточно простым устройством, поэтому без труда может быть смонтирован на любой сварке. Кроме этого, таймер точечной сварки легок в уходе. Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Собрать устройство можно своими руками или обратится к профессионалам. Последний вариант более предпочтителен, так как гарантированно обеспечивает конечный результат. Компания проведет тестирование элементов устройства, выявит неполадки, устранит их, восстановив, таким образом, его работоспособность.
Точечная сварка для аккумуляторов сделать самому своими руками: инструкция
В различных областях применяется точечная сварка для аккумуляторов своими руками. Характеристики устройств на рынке между собой отличаются. Современные аппараты стоят дорого, и приобрести их проблематично. Для того чтобы определиться со сборкой, необходимо в первую очередь ознакомиться с существующими типами устройств.
Выделяют контактные, а также конденсаторные модификации. К основным параметрам устройств относится мощность, перегрузка, выходное сопротивление. Также модификации производятся с функциями быстрого старта, прерывания и защиты.
Конденсаторная сварка
Конденсаторная точечная сварка для аккумуляторов своими руками делается из дипольной катушки. Непосредственно трансформатор подбирается с контактными триодами. В первую очередь при сварке устанавливается переходник. Для замыкания контактов придется воспользоваться сварочным инвертором. Многие эксперты рекомендуют не использовать конденсаторы большой емкости.
Блок тиристора крепится возле держателя. Для замыкания системы применяются походные резисторы. Далее, чтобы собрать аппарат (контактная точечная сварка для аккумуляторов) своими руками, потребуется тестер. При включении устройства важно замерить предварительно сопротивление на входных контактах. Данный параметр обязан лежать в пределах 30–40 Ом.
Особенности контактной сварки
Контактная точечная сварка для аккумуляторов своими руками собирается довольно просто. Многие эксперты рекомендуют применять высоковольтные шкатулки. Резисторы устанавливать можно только после переходника. В данном случае блок расширителя должен выдерживать напряжение в 300 В. Если верить экспертам, то модулятор при сборке не потребуется. Решить проблему с повышенным напряжением можно при помощи простого диодного резистора. Реле у многих модификаций применяется коммутируемого типа.
Параметр проводимости на выходе в среднем составляет 5 мк. Далее, чтобы сделать аппарат для точечной сварки аккумуляторов своими руками используется простой держатель со сдвоенным переходником. Для подключения регулятора применяется сварочный инвертор. Также стоит отметить, что эксперты не советуют использовать переходники с компараторами. В этом случае показатель перегрузки на реле значительно возрастет.
Модификация из микроволновой печи
Точечная сварка для аккумуляторов своими руками из микроволновки делается довольно просто. Первым делом надо вынуть из модели излучатель. Трансформатор для сборки целесообразнее применять на 20 Вт. Некоторые эксперты рекомендуют конденсаторный блок использовать небольшой емкости. Также стоит отметить, что при сборке важно применять стабилитрон. Как правило, он подбирается с переходником контактного типа. Параметр проводимости на выходе должен составлять не менее 4 мк. Далее, для сборки модификации своими руками, берется усилитель с триодом.
Для установки этих элементов потребуется обычный сварочный инвертор. Однако перед пайкой триода проверяется выходное сопротивление на катоде. Данный параметр не должен превышать 40 Ом. Контакторы при сборке довольно часто применяются полупроводникового типа. В установке они весьма просты. Некоторые припаивают их сразу за стабилитронами.
Инструкция по сборке модели на 3-А
На 3-А точечная сварка для аккумуляторов своими руками собирается довольно просто. В первую очередь подбирается волновой трансформатор. Реле применяется только с резиновой обкладкой. Довольно часто трансиверы используются однополюсного типа. Показатель перегрузки у них должен быть как минимум 300 Н. Усилители в этой ситуации для сборки применяются довольно редко. Также стоит отметить, что при складывании аппарата своими руками необходимо использовать конденсатор на 4 пФ.
Контакторы в этом случае применяются с полевыми транзисторами. Найти их в магазине довольно проблематично. Однако данные элементы всегда возможно заменить линейными аналогами. Параметр сопротивления на входе у них не превышает 44 Ом. Регуляторные коробки для горячего старта применяются диодного типа. Компараторы при сборе модификации на 3-А не потребуются. В конце работы останется только зафиксировать держатель аппарата.
Устройство на 10-А
На 10-А точечная сварка для аккумуляторов своими руками складывается только на базе волнового трансформатора. Если верить экспертам в этой области, то переходник необходимо припаять в первую очередь. Конденсаторы высокой емкости использовать запрещается. Также стоить отметить, что у многих модификаций имеется два триода. После установки трансивера припаивается конденсаторная коробка.
Далее, при сборке аппарата своими руками, устанавливается компаратор. Модификации однопереходного вида встречаются очень редко. Держатели используются с ручками и без них. Триоды довольно часто монтируются без стабилитронов. Также стоит отметить, что в наше время являются более популярными модификации с поворотными регуляторами.
Самодельный аппарат на 15-А
На 15-А точечная сварка для аккумуляторов своими руками делается довольно просто. С этой целью расширитель применяется дипольного типа. Однако в первую очередь при сборке используется контактный переходник. Конденсаторная коробка устанавливается за расширителем. Также стоит отметить, что модели низкоомного типа применять не рекомендуется. После установки переходника ставится трансформатор.
Далее, чтобы сделать аппарат на 15-А своими руками, берется катушка. Довольно часто она используется с двумя переходниками. Чтобы сделать катушку своими руками, берется небольшая трубка. Контакторы устанавливаются на накладках. Тиристор для сборки модификации целесообразнее применять регуляторного типа.
Стабилитроны на аппараты устанавливаются довольно редко. Некоторые эксперты рекомендует применять только полевые транзисторы. Однако у них очень малый показатель проводимости и есть проблемы со стабилизацией выходного тока.
Устройства с триггерами КУ 202
С триггерами КУ 202 точечная сварка для аккумуляторов своими руками делается при использовании волновых трансформаторов. Перед сборкой модели важно заготовить катушку, а также расширитель. Многие эксперты не рекомендуют использовать дешевые конденсаторы малой емкости. Держатели устанавливать на аппарат необходимо в последнюю очередь.
Также стоит отметить, что после установки переходника берется стабилизатор. Припаивать его необходимо возле регулятора. С этой целью надо применять сварочный инвертор. Диодные транзисторы в данном случае устанавливаются довольно редко. Модификации с триодами также не пользуются большой популярностью. Держатели часто применяются с изоляторами.
Модификации серии DR 101
Сделать модификацию этой серии можно на базе трансивера либо волнового трансформатора. Мощность устройства должна в среднем составлять 300 Вт. При этом перегрузка будет зависеть от проводимости резисторов. Конденсаторная коробка устанавливается в первую очередь. Для работы с регулятором понадобится сварочный инвертор.
Расширитель в этой ситуации подбирается с усилителем либо без него. В первом случае модель будет способна работать в непрерывном режиме, однако, у нее будут сильно перегреваться конденсаторы. Если не применять усилитель, то этой проблемы не будет. Трансивер целесообразнее устанавливать за обкладкой. Изолятор у аппаратов этой серии не используется. Особое внимание при сборке устройства важно уделить держателям. Зажимы для них необходимо подбирать небольшой высоты.
Устройства серии DR 102
Сделать модификации данной серии довольно просто. В первую очередь эксперты рекомендуют заняться установкой расширителя и конденсаторной коробки. Катушка в данном случае применяется только с одним переходником. Если верить экспертам, то полевые резисторы использовать разрешается. Однако важно отметить, что применять их без стабилитронов может быть опасно. Параметр перегрузки реле находится на уровне в 15-А.
Некоторые эксперты рекомендуют устанавливать только полупроводниковые регуляторы. Далее для сборки аппарата своими руками применяется триод. Устанавливать его надо за контактором. При этом важно не повредить обкладку расширителя. При запуске модификации проверяется рабочее напряжение, а также сопротивление на выходе. При этом контакты должны находиться в верхнем положении. Рабочее напряжение обязано составлять не менее 240 В. Допустимый параметр сопротивления на выходе считается нормальным в пределах 40-50 Ом.
Сварочные аппараты серии DR 105
Данной серии точечная сварка для аккумуляторов своими руками (фото показано ниже) собирается проблематично. В первую очередь важно отметить, что трансформатор волнового типа для модификации не подходит. Многие эксперты говорят о том, что целесообразнее подбирать именно понижающее аналоги. Проводимость элемента должна поддерживаться на уровне 4 Н.
Также стоит отметить, что расширители разрешается устанавливать с компараторами разных типов. Реле используется со стойкой и без нее. Показатель рабочего напряжения у модификации данного типа находится в районе 230 В. Держатели целесообразнее применять с двухсторонней ручкой.
Модификации серии AVR
Собирается точечная сварка для аккумуляторов своими руками AVR при помощи волнового трансформатора. Также для сборки устройства потребуется один переходник, который устанавливается под расширитель. Реле довольно часто применяется низкоомного типа. В первую очередь это позволяет решить проблему с перегревом модификации.
Входное сопротивление при этом сильно не повышается во время больших нагрузок. Следующим шагом при сборке аппарата ставится непосредственно трансивер. Контакторы целесообразнее припаивать возле конденсаторной коробки. Держатели стандартно устанавливаются в последнюю очередь. Тиристоры многие эксперты советуют устанавливать однопереходного типа. Изолятор применяется только с сеточной обмоткой.
Уроки сварки: Сварка инвертором для начинающих
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
Вопрос личной безопасности должен быть первостепенным для сварщика-новичка. Всем, кому интересна сварка инвертором для начинающих, стоит позаботиться о защите. Вам понадобится:- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:
!Обычно рекомендации по диаметру и толщине даются относительно конкретного вида металла.
Этого вполне хватит, чтобы выбрать диаметр расходника до того, как наберется достаточное количество опыта в сварке. Но это отнюдь не все, что стоит учитывать при выборе.Не менее важным станет вид покрытия электрода:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.
- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:
Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
Электрод установили в держатель, силу тока выбрали, а что дальше? Теперь можно приступать к работе и здесь первое, что нужно знать – как правильно разжечь электрод. Сделать это не сложно. Для этого есть всего два способа:- Касанием.
- Чирканьем.
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
Как правильно вести электрод во время сварки
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
Во время сварки нужно удерживать электрод на расстоянии 2-3 мм от заготовки. Угол, под которым он должен находиться, варьируется в пределах от 30 до 60 градусов. Обратите внимание на то, что от угла зависит область применения:- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Как минимизировать ошибки в работе. Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
Многие новички совершают ряд ошибок во время сварки тонкого металла. Чтобы добиться качественного шва необходимо:- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)
Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
Вопрос полярности чуть ли ни один из самых популярных на сегодняшний день. Новички часто путаются в том, какую выбрать – прямую или обратную? Здесь все просто:- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.
*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.Что важно запомнить:
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.
Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
как собрать аппарат и осуществить процесс самостоятельно.
Сварочные аппараты, применяемые для точечной сварки, вполне могут быть изготовлены самостоятельно. С этой точки зрения подобные приборы считаются одними из наиболее простых и удобных. А предлагаемая разновидность сварки очень часто используется, если нужно сделать быстренько ремонт дома. Именно поэтому мы поговорим подробнее о том, как сделать аппарат, установить электроды для точечной сварки, как выполнять всю процедуру, а также затронем меры предосторожности.Процесс точечной сварки
Как сделать сварочный аппарат?
Самодельная точечная сварка вполне допустима при необходимости выполнения сварочных работ непосредственно в домашних условиях. Сделать аппарат относительно несложно, довольно простым и доступным будет и ремонт прибора. Примечательно, что даже самодельные аппараты для точечной сварки могут быть весьма разнообразны: так, есть схемы по созданию небольших переносных приборов, а есть и предназначенные для габаритных аппаратов. Но в большинстве случаев применяются переносные, т.е. настольные вариации, причем используются такие приборы в целях сварки цветных, черных металлов. К тому же ремонт таких аппаратов значительно проще.
Для самостоятельного конструирования аппарата точечной сварки очень важно быть осведомленным обо всех необходимых элементах прибора.
Прежде всего, понадобится основа, т.е. ключевая конструктивная деталь. Один из доступных вариантов создания аппарата точечной сварки предполагает, что в качестве основы используется базисный трансформатор. И наилучшим вариантом в таком случае будет трансформатор серийного производства (таким является, к примеру, ОСМ-1) либо трансформатор от микроволновой печи. Действительно, подобный трансформатор (от микроволновки) считается достаточно мощным (если говорить о средней по показателям СВЧ-печи). Впрочем, трансформатор можно и не применять. В таком случае требуется использование инвертора. Но заменить трансформатор можно, если имеются достаточные навыки, а также знания для выбора хорошего инвертора.
Далее необходимо поработать над самим трансформатором. Так, его первичную обмотку можно оставить без изменений (учитывайте при этом, что в ней не должно быть менее двухсот витков). А вот вторичная обмотка подлежит замене на более мощную (иначе вскоре потребуется ремонт аппарата).
Ваша конструкция, может выглядеть, так
Вовсе не обязательно наличие в аппарате точечной сварки регулировки значения величины тока, достаточно лишь ориентироваться в ходе сварки по продолжительности нагрева, а также осуществлять визуальный контроль по окраске.
Держатели электродов можно изготовить с использованием дюралюминиевого прута, диаметр которого составляет 30 мм (это хороший материал, и в ближайшем времени ремонт держателей не потребуется). Что касается самих электродов, то нижний должен быть неподвижным и обязательно изолированным от щечек, а также крепежных болтов. Для изоляции используется клейкая лента, реже – шайбы.
Чтобы закрепить электроды в держателях, допустимо применение двух болтов либо латунных шайб. После этого следует взять какие-либо пружины. Подойдут, например, те, что от раскладушки. Тогда держатели вместе с электродами нужно развести посредством пружины в исходное положение.
Сам аппарат для точечной сварки включается в сеть посредством автоматического выключателя (который при этом рассчитан на ток не меньше, чем 20 А).
Как же управлять собранным аппаратом?
Управление осуществляется посредством магнитного пускателя. Существующие в свободном доступе схемы по созданию прибора точечной сварки предусматривают возможность включения пускателя вследствие нажатия педали.
Очень важно, чтобы трансформатор (корпус), а также его вторичная обмотка были заземлены.
О самом процессе
Технология точечной сварки предполагает наличие сразу нескольких этапов.
Первый из них заключается в том, чтобы сначала совместить в нужном положении соединяемые детали и поместить их между электродами аппарата в прижатом друг к другу состоянии.
Затем соединяемые детали нагреваются и достигают состояния пластичности, при этом совместно подвергаясь дальнейшему пластическому деформированию.
Корпус вашей сварки, может быть, даже из дерева
Для максимально качественной сварки, осуществляемой самостоятельно, очень важно, чтобы скорость перемещения двух электродов сохранялась неизменной, а также чтобы обеспечивалась требуемая величина давления и полностью контактировали соединяемые детали.
Следует учитывать, что при точечной сварке детали, благодаря прохождению тока в качестве кратковременного импульса (длительность такого импульса составляет порядка 0,01-0,1 с), довольно быстро нагреваются.
Отметим, что указанный импульс обеспечивает расплавление металла в зоне непосредственного воздействия электродов и формирование общего для соединяемых деталей жидкого ядра. По окончании импульсивного воздействия детали еще некоторое время удерживаются под давлением для того, чтобы ядро могло остыть и кристаллизоваться.
Обратим теперь внимание на то, что длительность импульса может быть разной. И она определяет необходимые режимы точечной сварки.
От чего же зависит импульсивность?
Учитывать необходимо, во-первых, условия сварки, а во-вторых, мощность аппарата.
Так, при осуществлении точечной сварки таких деталей, которые изготовлены из склонных к закалке видов стали, следует время нагрева увеличить. Это позволит замедлить последующее охлаждение металла. Если же происходит точечная сварка деталей, выполненных из нержавеющих сталей, то нагрев, наоборот, должен быть минимальным по продолжительности. В данном случае это необходимый шаг, поскольку в противном случае нагревание может быть сильным настолько, что повлечет за собой структурные превращения. В конечном итоге, наружные слои металла могут потерять свои антикоррозионные свойства. И тогда ремонт металлического изделия будет не за горами.
Еще нужно понимать, что определенное значение имеет и показатель давления между электродами. Давление должно быть таким, чтобы им обеспечивался надежный контакт соединяемых деталей.
О мерах предосторожности
Все мероприятия, касающиеся техники безопасности при осуществлении точечной сварки, направлены на защиту от поражения электрическим током, от ожогов и различного рода травм.
В этой связи при самостоятельном изготовлении машины для точечной сварки важно уделить должное внимание заземлению. Особую опасность представляет трансформатор (его первичная обмотка). Впрочем, и вторичная обмотка является небезопасной. Касается все это и инвертора, который также должен быть безопасным.
Очень важно, чтобы был обеспечен доступ к любого вида отключающим устройствам (рубильникам, кнопкам и др.). Пол непосредственно перед аппаратом точечной сварки обязательно должен быть сухим. Необходим также и резиновый коврик. Это касается напольных аппаратов.
Если осуществляется зачистка либо смена электродов, устанавливаются отдельные узлы аппарата, производится его ремонт, то нужно быть предельно осторожным и не допустить возможного перемещения электрода.
К обязательным элементам относится также и спецодежда. Наконец, необходимо обеспечить хорошую проветриваемость помещения.
Как видим, точечная сварка может быть выполнена и своими силами, включая изготовление сварочного аппарата. И нередко небольшой ремонт осуществляется и таким способом. Разумеется, для осуществления сварки нужно иметь достаточные навыки и знания. Важно и соблюдение всех мер предосторожности.
Схема сварочного инвертораSMPS — Самодельные проекты схем
Если вы ищете вариант замены обычного сварочного трансформатора, сварочный инвертор — лучший выбор. Сварочный инвертор удобен и работает от постоянного тока. Текущий контроль поддерживается с помощью потенциометра.
Автор: Dhrubajyoti Biswas
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, а затем сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие цепи плавного пуска. Поскольку переключение включено и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения реле.
В момент переключения мощности транзисторы IGBT используются и затем используются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для управления ШИМ
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением ширины импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления получает питание от вспомогательного источника питания 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3.
Напряжение регистра считывания 4R7 / 2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится через выходные диоды.
Верхний диод, состоящий из 2x DSEI60-06A, должен выдерживать ток в среднем 50 А и потери до 80 Вт.
Нижний диод, т.е. STTh300L06TV1, также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно подключен к отрицательной шине.
Это хороший сценарий, поскольку радиатор закрыт от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза больше тока верхнего диода.
Расчет потерь IGBT
На самом деле расчет потерь IGBT — сложная процедура, поскольку, помимо потерь на проводимость, еще одним фактором являются потери при переключении.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещается на том же радиаторе, что и IGBT, вместе с диодом сброса UG5JT.
Также есть возможность заменить UG5JT на FES16JT или MUR1560. Потеря мощности диодов сброса также зависит от конструкции Tr1, хотя потери меньше по сравнению с потерей мощности от IGBT. Выпрямительный мост также приводит к потере мощности около 30 Вт.
Кроме того, при подготовке системы важно не забывать масштабировать максимальный коэффициент нагрузки сварочного инвертора. Затем, основываясь на измерениях, вы можете быть готовы выбрать правильный размер калибра обмотки, радиатора и т. Д.
Еще один хороший вариант — добавить вентилятор, так как он будет контролировать нагрев.
Принципиальная схема
Детали обмотки трансформатора
Коммутационный трансформатор Tr1 намотан на два ферритовых EE сердечника, и оба они имеют сечение центральной колонны 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует соблюдать осторожность, чтобы не оставлять воздушных зазоров в области сердечника.
Хороший вариант — использовать 20 витков первичной обмотки, намотав на нее 14 проводов с нулевым сопротивлением.Диаметр 5 мм.
Вторичная обмотка, с другой стороны, имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Tr2, который разработан с низкой паразитной индуктивностью, следует трехсторонней схеме намотки с тремя витыми изолированными проводами диаметром 0,3 мм и обмотками по 14 витков.
Активная часть изготовлена из стали h32 с диаметром средней стойки 16мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей для подавления электромагнитных помех. В то время как первичный имеет только 1 ход, вторичный получает ранение за 75 ходов из 0.Проволока 4 мм.
Важным моментом является соблюдение полярности обмоток. В то время как L1 имеет ферритовый сердечник EE, средний столбец имеет поперечное сечение 16×20 мм с 11 витками медной полосы 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет 12 мкГн cca.
Обратная связь по напряжению на самом деле не мешает сварке, но определенно влияет на потребление и потерю тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает потребление энергии, а также увеличивает количество нагревательных компонентов.
Постоянный ток 310 В может быть извлечен из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ / 400 В.
Источник питания 12 В можно получить от готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Цепь для сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей этого блога Mr.Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью работоспособен, и я не заинтересован в изменении его конфигурации. Эта устарелая машина является первым поколением инверторных машин.
Это основное устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет выбор.
Это устройство выдает только постоянный ток, это очень подходит для сваривания большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц), что способствует устранению коррозии в циклах с обратной полярностью и поверните плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но это неверно, что происходит так, что в нулевой момент, когда он вступает в контакт с воздухом, образуется тонкий слой окисления, который с этого момента сохраняет его от следующих последующих окисление.Этот тонкий слой усложняет сварку, поэтому используется переменный ток.
Мое желание — сделать устройство, которое будет подключено между выводами моего сварочного аппарата постоянного тока и горелки, чтобы получить переменный ток в горелке.
Вот где у меня возникли трудности в момент создания этого преобразователя CC в AC. Увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных, чтобы увидеть, что ее можно применить в моем проекте.
Но моя большая трудность в том, что я не делаю необходимый расчет значений компонентов. Может быть, есть какая-то схема, которую можно применить или адаптировать, я не нашел ее в Интернете и не знаю, где искать, поэтому прошу вашей помощи.
Конструкция
Чтобы гарантировать, что сварочный процесс может устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевая пластина могут быть объединены с полным мостовым приводным каскадом. , как показано ниже:
Rt, Ct можно рассчитать методом проб и ошибок, чтобы получить колебания МОП-транзисторов на любой частоте от 100 до 500 Гц.Чтобы узнать точную формулу, вы можете обратиться к этой статье.
Вход 15 В может быть запитан от любого адаптера переменного тока 12 В или 15 В постоянного тока.
Как пользоваться инверторным сварочным аппаратом. Собираем аппарат для точечной сварки своими руками. Способы контактной сварки и формирование стыков
В радиолюбительской практике контактная сварка применяется нечасто, но все же случается. А когда приходит такой случай, а делать хороший и большой аппарат для точечной сварки нет ни желания, ни времени.А если так сделаешь, то на холостом ходу будет кататься, так как следующего использования может не наступить.
Например, вам нужно соединить несколько батарей вместе. Соединяются тонкой металлической лентой, без пайки припоем, так как батареи вообще паять не рекомендуется. Для таких целей я покажу вам, как собрать несложный аппарат для точечной контактной сварки своими руками за 30 минут.
- Нам нужен трансформатор переменного тока с вторичным напряжением 15-25 Вольт.Грузоподъемность значения не имеет.
- Конденсаторы. Я взял 2200 мкФ — 4 штуки. Возможно больше, в зависимости от мощности, которую вам нужно получить.
- Любая кнопка.
- Провода.
- Медный провод.
- Диодная сборка для выпрямления. Вы также можете использовать один диод для однополупериодного выпрямления.
Схема аппарата для точечной контактной сварки
Работа аппарата очень проста. При нажатии кнопки, которая установлена на сварочной вилке, конденсаторы заряжаются до 30 В.После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Чтобы сварить металлы, соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате которого проскальзывает искра и металлы свариваются.Сборка сварочного аппарата
Спаяем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки.И к проводам припаиваем, места пайки изолируем изолентой.
Корпус заглушки представляет собой алюминиевую трубку с пластиковой заглушкой, через которую будут выходить сварочные провода. Чтобы выводы не проваливались, приклеиваем их на клей.
Еще заглушку ставим на клей.
Припаиваем провода к кнопке и прикрепляем кнопку к вилке. Обматываем все изолентой.
То есть к сварочной вилке идут четыре проволоки: две для сварочных электродов и две для кнопки.
Собираем прибор, припаиваем вилку и кнопку.
Включите, нажмите кнопку зарядки. Конденсаторы заряжаются.
Замеряем напряжение на конденсаторах. Он примерно равен 30 В, что вполне приемлемо.
Пытаюсь сваривать металлы. В принципе терпимо, учитывая то, что я взял не совсем новые конденсаторы. Лента держится очень хорошо.
Но если вам нужен более мощный, то вы можете модифицировать схему вот так.
Первое, что бросается в глаза — это большее количество конденсаторов, что значительно увеличивает мощность всего аппарата.
Далее вместо кнопки — резистор сопротивлением 10-100 Ом. Решил, что достаточно поиграть с кнопкой — все заряжается само за 1-2 секунды. Плюс кнопка не заедает. Ведь мгновенный ток заряда тоже приличный.
И третий — дроссель в вилочной цепи, состоящий из 30-100 витков толстого провода на ферритовом сердечнике.Благодаря этому дросселю мгновенное время сварки будет увеличено, что повысит ее качество, а также продлит срок службы конденсаторов.
Конденсаторы, используемые в таком аппарате контактной сварки, обречены на преждевременный выход из строя, поскольку такие перегрузки для них нежелательны. Но на несколько сотен сварных швов их более чем достаточно.
Посмотрите видео о сборке и тестировании
Точечная сварка из инвертора своими руками — миф или реальность? Однозначно ответить на этот вопрос совсем не просто.Вы можете найти множество статей по этой теме в Интернете. Их авторы обычно занимаются проблемами переделки электрических и электронных компонентов. Вопрос о том, как создать необходимое рабочее давление на электродах, в этом случае уходит на второй план. Но это, по сути, ключевой момент, поскольку речь идет об усилии в десятки, а иногда и в сотни килограммов. Ну ладно, пойдем по порядку.
Преимуществ контактной сварки достаточно, чтобы сделать ее привлекательной для тех, кто намеревается наладить серийное производство продукции или отремонтировать оборудование на профессиональном уровне.
- Сварной шов хорошего качества. Это обеспечивается стабильностью параметров сварочного тока и давления, прикладываемого к соединяемым деталям.
- Высокая скорость процесса. Ушивание занимает секунды. Это особенно важно, когда речь идет о выполнении большого объема работ.
- Простота эксплуатации. Правильно изготовленный аппарат для контактной сварки не требует особых навыков в эксплуатации, и даже средний квалифицированный специалист сможет освоить этот процесс.
- Применение корректировщика оправдано при работах по ремонту кузовов автомобилей. Такое устройство упрощает не только процесс сварки, но и правку поврежденных деталей.
Основным препятствием для широкого внедрения технологии является высокая стоимость оборудования. Она многих побуждает задуматься о самостоятельном изготовлении аппарата для контактной сварки.
Вам нужен инвертор?
На самом деле использование инвертора для этих целей нецелесообразно.В конце концов, для контактной сварки нет необходимости в постоянном токе. При наличии готового сварочного инвертора лишь несколько упрощается задача по монтажу цепей управления и изготовлению катушек трансформатора требуемых параметров. С таким же успехом можно изготовить технику, что называется, с нуля.
Что требуется
Не стоит начинать решать такую задачу без необходимых теоретических знаний и практических навыков. Только на словах это выглядит относительно простым.Но если вы умеете паять и умеете правильно перематывать катушки трансформатора, можно попробовать. Для этого вам потребуются определенные материалы и инструменты.
- Проволока медная определенного сечения. Его сечение и количество можно определить только произведя предварительные расчеты.
- Материал для изготовления шин. В худшем случае можно обойтись тем же проводом, но желательно приобрести готовое изделие.
- Лак для создания изоляционного слоя на проводах и хорошая изоляционная лента.
- Мультиметр для проведения необходимых измерений.
- Паяльные принадлежности — паяльник, флюс, припой и др.
Конечно, вам придется приобрести готовый сварочный инвертор.
Производство трансформаторов
На рисунке 1 схематично показано возможное соотношение витков первичной и вторичной обмоток трансформатора, необходимое для работы контактной сварки. Большое количество выводов на вторичной обмотке необходимо для того, чтобы можно было грубо регулировать параметры тока.Но представленная схема требует корректировки в зависимости от требуемых текущих параметров. Без предварительных расчетов не обойтись.
Теоретическая и практическая помощь
Количество витков можно рассчитать по такой формуле: N = 50 / S. Где N — количество витков, S — площадь жилы в см2. Чтобы упростить задачу, рекомендуется использовать готовую программу-калькулятор. Их также можно найти в Интернете. Например, программа OER. Это поможет избежать ошибок и упростит задачу.Поскольку речь идет о проектировании оборудования на основе готового инвертора, следует сначала измерить параметры первичной обмотки, произвести расчеты и только потом приступить к изготовлению вторичной обмотки.
Внимание!
Обязательно убедитесь, что обе обмотки заземлены. Ведь получаемая мощность тока будет очень высокой, а контакт с токоведущими частями может быть фатальным.
Тщательно изолируем и хорошо охлаждаем
При намотке проволоки на катушку обязательно нанести на ее поверхность изолирующий лак и уложить витки как можно плотнее.В противном случае не исключены межвитковые замыкания и прогорание провода из-за перегрева. На первый план выходит охлаждение трансформатора. Почему-то об этом умалчивают авторы многих статей. Не исключено, что потребуется установка дополнительной системы охлаждения, состоящей из радиаторов и обдувающих их вентиляторов. Если об этом не позаботиться, оборудование просто выйдет из строя из-за перегрева или даже станет пожароопасным. Как вариант, можно установить готовые системы охлаждения, применяемые в электротехнике и электронике.
Установка системы управления
При установке схемы управления рекомендуется использовать готовые элементы. Они уже стоят в заводском инверторе. Это значительно упростит процесс сборки и сделает устройство удобным в использовании. Но емкости его штатных конденсаторов может не хватить. В этом случае их придется заменить на детали, соответствующие параметрам. Регулировка текущих параметров в аппарате контактной сварки осуществляется ступенчато.Его точность будет зависеть от количества выводов вторичной обмотки и их шага. Это необходимо, если требуется оборудование, способное работать в разных режимах.
Важно!
Монтаж компонентов схемы следует производить пайкой. Разъемные соединения не способны обеспечить требуемый режим теплопередачи. Их использование имеет смысл только в тех случаях, когда ожидается частая замена каких-либо деталей.
Плоскогубцы
Только когда трансформатор готов, имеет смысл начинать замыкать контактные зажимы.Их конструкция в первую очередь зависит от характера работы, для которой будет использоваться оборудование. Захватное устройство будет зависеть от его системы привода и предполагаемого размера соединяемых частей. Важной частью плоскогубцев являются контактные наконечники. При небольшой толщине свариваемого листа вполне допустимо использование медных наконечников от паяльника. Лучше, если вы приобретете и установите готовые насадки — они есть в продаже и удобны тем, что имеют особую форму, хорошо подходящую для работы.Но если речь идет о стальном листе 0,5 мм и более и предполагается наложение соединительных швов значительной длины, рекомендуется оборудовать клеммы роликами.
Обеспечение прижимной силы
Далее вам предстоит решить самую сложную задачу на практике. Дело в том, что если вы намерены создать давление на сварочном пистолете вручную, от изготовления контактной сварки лучше отказаться. КПД такого устройства будет невысоким. Приложенная сила в точке сварки должна быть равномерной и очень значительной.
В промышленных условиях для этого используются гидравлические или пневматические системы. Самостоятельно изготовить такой прибор крайне проблематично. Разумнее приобрести готовый бустер, так как они есть в продаже. При контактной сварке своими руками проще использовать усилители, работающие от сжатого воздуха. В этом случае для их работы достаточно будет подключить обычный пневмокомпрессор. Оптимально, если максимальное контактное усилие достигает 100 кг и более. Для изменения давления можно использовать отдельный регулятор или интегрировать его в общую систему управления устройством.
Газоснабжение
Для оптимизации условий сварки и улучшения качества стыка стоит позаботиться о подаче газа в рабочую зону. В случае стали это должен быть углекислый газ. Выбор насадки и ее расположение зависят от размера плоскогубцев, контактов и рабочей зоны. Подающий шланг закреплен, чтобы не мешать работе остальной части устройства. Он должен быть из негорючего, жаропрочного материала и оборудован регулирующим клапаном.
Забота о надежности и безопасности
Для эффективной работы оборудования, а также в целях соблюдения стандартов безопасности все компоненты устройства должны быть тщательно закреплены и изолированы. В качестве основы рекомендуется использовать диэлектрические материалы с хорошей термостойкостью и механической прочностью. Также необходимо позаботиться о включении защитных предохранителей в электрическую цепь. При работе с оборудованием важно соблюдать все рекомендуемые меры безопасности.
0При проведении кузовных работ на автомобиле, а точнее при удалении вмятин после аварии, возникает необходимость демонтажа поврежденного элемента с последующей рихтовкой.
Это долгая и дорогая процедура. Кроме того, на автомобилях первых лет выпуска элементы кузова крепятся не на болты, а привариваются к лонжеронам.
Такой ремонт обойдется в копеечку не только из-за сложности работы. Это повлечет дополнительные затраты на покраску как восстановленной зоны смятия, так и мест крепления демонтированной части кузова.
В некоторых случаях восстановление вмятин традиционным способом невозможно в принципе, например, при повреждении порогов. Приходилось либо менять всю сборку, либо вырезать поврежденный участок и сваривать новый. Это не удешевило процесс.
Для удешевления кузовного ремонта много лет назад была изобретена технология «вытягивания» вмятин. К поврежденной части корпуса приваривали ремонтный крюк, затем вмятину выравнивали либо лебедкой, либо так называемым обратным молотком.
При сварке ухудшилась дополнительная площадь корпуса. Эта проблема характерна только для традиционных сварочных аппаратов.
Видео пример переделки сварочного аппарата в контактную сварку
Споттеры — технология применения и конструкция устройства
Для таких работ существует специализированный аппарат, называемый споттером.
По сути, это обычный автомат контактной сварки, оснащенный дополнительными устройствами и имеющий особые параметры.
Функциональные возможности:
- Приварные приспособления (крючки, шайбы, наконечники молотков) для удаления вмятин;
- Нагрев обработанной поверхности с последующим охлаждением. Это свойство используется для осадки металла;
- Режим непрерывной сварки с использованием традиционного углерода;
- Режим сильноточной импульсной сварки, предназначен для кратковременного мощного нагрева «застойной» точки крепления.
Типовые характеристики корректировщика:
- Мощность трансформатора — до 10 кВт;
- Рабочий ток вторичной обмотки — до 1500 А;
- Напряжение вторичное — 7-9 вольт;
- Таймер включения импульса — до 0.1 секунда.
Общий принцип работы — мгновенный нагрев за счет низкого сопротивления материала. Для этого требуется ток не менее 1300 ампер.
Нагрев металла до точки плавления должен происходить мгновенно и длиться очень короткое время. Это сводит к минимуму повреждение обрабатываемой области.
Хорошо настроенный аппарат делает «прилипание» менее чем за 0,1 секунды. Нагревается только внешняя поверхность металла, с внутренней стороны лакокрасочное покрытие даже не повреждено.
Этого достаточно, чтобы можно было удалить вмятину с помощью молотка или другого приспособления. После манипуляций с металлом приварной крючок или наконечник молотка легко отрывается резким вращательным движением.
Точечная сварка встречается не только на производстве, но и в бытовых условиях. Преимущество выбора этого вида сварки — его надежность. При таком способе крепления легко соединить многоуглеродистые стали, цветные металлы. При этом с металлами можно строить практически любые конфигурации и комбинации.
Позволяет создать изделие на любую фантазию и потребность.
Область применения
Чаще всего точечная сварка широко применяется при ремонте кабелей и бытовой техники. позволяет ремонтировать аккумуляторы и другие портативные мобильные устройства.
Сварочное оборудование
Технология сварки аккумуляторов довольно проста, пример можно увидеть на видео ниже.
Весь процесс сварки заключается в нагреве рабочей поверхности металла до пластического состояния.В таком состоянии изделия легко деформируются и соединяются.
Гарантия качества требует непрерывного процесса плавления. Постоянство и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество продукции.
В основе принципа действия данной сварки лежит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность плавится.
Контакт электродов должен располагаться на стыке 2-х рабочих поверхностей деталей, необходимых для крепления.
Затвердевание расплавленной массы происходит в момент отключения тока. Это исключает эффект растекания поверхности швов. Поэтому такой вид сварки называется точечной сваркой.
Клещи
Крепление частей деталей осуществляется путем фиксации поверхности с помощью специальных плоскогубцев. Которые подразделяются на навесные и ручные.
- Подвесной. Широко используются в условиях заводских и промышленных предприятий, подлежат многократному использованию.
- Руководство. Основная функция — передача электрического тока на электроды.
Несколько преимуществ
- Высокая скорость работы;
- Высшая степень электробезопасности;
- Обеспечение качественной связи;
- Сварочный аппарат можно изготовить вручную.
Техпроцесс
Вся система построена на элементарной теплоотдаче, чтобы расплавить металл в точках крепления.На качество сварки может повлиять плохая очистка поверхности, видимые оксиды.
По закону теплопроводности этот параметр следует учитывать для наиболее распространенных металлов. Параметры теплопроводности некоторых из них представлены в таблице ниже.
Название металла | Температура плавления, ° С |
Чугун (низкоуглеродистая сталь) | |
Алюминий | |
Электроды также должны соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводность;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют осторожного обращения. При постоянном воздействии температурного режима его необходимо прервать. Эта особенность позволяет электродам и свариваемой поверхности остыть. Таким образом продлевается срок службы электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр поперечного сечения электрода выбирается исходя из толщины рабочей поверхности.Электрод должен быть примерно в два раза толще фиксируемых предметов.
контактная сварка
Сварка контактная, но позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот метод широко применяется в промышленности.
Производственные предприятия позаботились о том, чтобы дома не было громоздких аппаратов для точечной сварки. Компактные мобильные устройства изобретены давно. Их предназначение — ремонт бытовой техники.
Такое устройство называется корректировщиком.Устройство снабжено двумя выводами, предназначенными для фиксации одного из них к рабочей поверхности изделия. Второй вывод подключается к электроду.
В этой конфигурации нет необходимости. Источник питания должен располагаться достаточно близко к месту работы.
За малогабаритный аппарат платить не надо, для своих габаритов он достаточно функциональный.
В простейших устройствах используется однофазный ток. Но надеяться закрепить деталь больше одного миллиметра не стоит.Крепление более сложных деталей осуществляется с помощью дополнительного трансформатора.
Стоимость
Стоимость корректировщиков довольно низкая. К самой дорогой категории относятся инверторные.
Обычно бытовая техника не требует большой мощности. Поэтому можно обойтись самодельным устройством.
Точечная сварка отличается своим качеством. В большинстве случаев для его разрушения требуется сильное механическое напряжение. Чаще всего для этого используются сверла.
Схема устройства
Если есть такая необходимость, есть желание сделать прибор своими руками, то собрать его в домашних условиях вполне возможно.
Размеры аппарата для точечной сварки зависят в первую очередь от потребностей. Наиболее удобны устройства средних габаритов.
Изображение. Схема аппарата точечной сварки.
Устройство работает по принципу Ленца-Джоуля. Требования физического закона гласят, что проводник должен выделять тепло в количестве, равном пропорции сопротивления проводника, а также квадрату тока и прошедшего времени.
Для такого схемного решения требуется установка выпрямительного моста. Конденсатор заряжается через тиристорный мост. Первый тиристор действует как катод.
Конденсаторный блок является своего рода защитой и выполняет функцию расцепителя тока. Создается принцип качания, постоянная зарядка и разрядка конденсаторов. Такой принцип позволяет создать эффект точечной пайки. Шов равномерно и своевременно остывает, предотвращая размытие металла.
Для увеличения мощности в схему добавлен дополнительный тиристор с реле отключения.
Самодельный аппарат
Важной частью сварочного аппарата является трансформатор. Минимальная мощность должна быть 750 Вт.
Видео по созданию устройства своими руками.
Вы можете создать устройство с помощью инвертора. Прежде чем взяться за цель, вам необходимо иметь определенные навыки в области электротехники.
Считается, что более простая схема использует трансформатор вместо инвертора.Но такие устройства недостаточно мощны, чтобы работать с металлами достаточной толщины более 1 мм.
Этапы создания устройства
- Удалите трансформатор из ненужной СВЧ;
- Избавиться от вторичной обмотки, крепежа, шунтов;
- Сделайте вторичную обмотку более толстым проводом, чем первичная;
- Проверить собранное устройство на утечку тока;
- Устранить утечки с помощью изоляции с помощью ленты;
- Проверьте силу тока.Значение должно быть не более 2 кА.
Медная проволока значительной толщины лучше всего подходит в качестве наконечников или электродов. Наконечники заточены и закреплены.
Она отличается от обычной дуги тем, что металл плавится не при высокой температуре электрической дуги, возникающей между электродом и свариваемым металлом, а из-за прохождения тока через контакт двух свариваемых деталей. . Эти детали могут быть тонкими листами металла, проволокой, пластинами. Они прочно сжимаются специальными механическими устройствами и через переход пропускают импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает наличие не менее 5 кВт мощности на 1 мм 2 площади контакта, что соответствует силе тока до 50А / мм2. В этом случае механическое давление на такой же квадратный миллиметр должен быть не менее 3-8 кг. Для достижения таких параметров требуется особая конструкция рабочего инструмента в виде плоскогубцев.
Рабочий орган состоит из двух токопроводящих электродов, которые сжимают соединяемые детали с необходимой силой при нажатии на ручки.После сжатия на электроды подается импульс тока длительностью 01-1 с, плавящий металл до пластического состояния. После прекращения подачи тока механический эффект сохраняется, и расплавленный металл сливается в одно целое и, таким образом, затвердевает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сварки выглядит так:
Основная сложность при изготовлении аппарата для точечной сварки своими руками — это сборка источника питания.Он должен выдавать короткие импульсы низкого напряжения и большой силы тока, превышающей 1000 А. Длительность импульса регулируется тиристорной схемой или вручную обычным переключателем на первичной обмотке. Для низколегированных сталей нужен более длительный импульс, нержавеющая сталь сваривается короткими импульсами, чтобы верхняя часть не успевала прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка на таком аппарате требует определенного навыка — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах.Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне можно добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка своими руками из старого сварочного аппарата работает достаточно эффективно и вполне способна решить ряд проблем со стыковкой листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать необходимое усилие с помощью самодельных плоскогубцев или рычажного устройства.
Почему выбран старый трансформатор? Сварочный аппарат для точечной сварки своими руками предполагает его полное переоборудование, но это касается только вторичной обмотки.После переделки обычная сварка стержневыми электродами на таком аппарате становится невозможной, поэтому выбирается старый, но все еще работающий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка полностью удаляется и на ее место устанавливается другая обмотка из медного изолированного жгута или шины. Изолировать провод нужно очень тщательно, в несколько слоев негорючей изоляцией. Удобной для этих целей является тканевая лента, которая чередуется с намоткой обычной автомобильной лентой, которая используется для окраски кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если можно найти подходящий заводской кабель с изоляцией, то лучше его использовать. Хороший результат дают как кабели с монолитной жилой, так и многожильные кабели, скрученные в пучок медных проводов. Во вторичную обмотку идет несколько витков кабеля или шины, так что при подаче 220В в первичную цепь во вторичной цепи появляется ток с напряжением 6-8 В. В этом случае сила тока достигнет 800-1000 В. А.Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как выбрать электроды
Для точечной контактной сварки лучше всего использовать промышленные электроды, изготовленные по ГОСТ 14111-69. Их можно приобрести в Интернете или в магазинах сварочного оборудования. При использовании на оборудовании, сделанном своими руками, они прослужат почти вечно. Но они довольно дорогие, особенно с формованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев мастера изготавливают электроды самостоятельно.В зависимости от мощности сварки подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставлены в металлическую гильзу с зажимными болтами, закрепленными на кабеле от трансформатора. Как и кабель, электроды прочно закреплены болтами.
Второй вариант крепления электрода — пайка. Это тоже достаточно надежный и эффективный способ обеспечения надежного электрического контакта, но сменить электрод в этом случае сложнее. На продуктивности работы это не сильно влияет — электроды изнашиваются очень медленно, особенно при любительской сварке.
Надежный контакт гораздо важнее. Если соединение ненадежно, провод и электрод окисляются и перегреваются, и сила тока будет меньше требуемой. Также необходимо сделать все соединительные кабели как можно короче — диаметр электрода и кабеля должен быть одинаковым, иначе возможны сюрпризы в виде горящей изоляции или горящих стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Комбинации алюминия и меди ненадежны и приводят к ненадежным сварным швам.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самоделках удобнее всего использовать плоский нижний и конический верхний электроды. Эта комбинация обеспечит как высокую плотность тока в точке сварки, так и надежную опору для зажима деталей.
Аккумуляторная точечная сварка
В Интернете есть информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Его можно использовать для соединения мелких деталей, которые обычно спаяны.Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка от аккумулятора своими руками — это простая конструкция и ее можно проводить в гараже в течение нескольких часов, конечно, со всеми деталями и инструментами. Для его установки не требуется никаких специальных приспособлений или сложного оборудования.
Существует три типа аккумуляторной сварки. Первый, самый простой, можно сказать примитивный, требует только батареи и двух медных проводов, оголенные концы которых служат электродами.Как правило, этот метод применяется чаще всего, но только для сварки цветных металлов. Не зря его можно назвать точечным.
Два других метода — и с помощью инвертора, требуют батарейки от нескольких батарей и дополнительного оборудования. Они также используются в бытовых и полевых условиях, но купить несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно дорого. Для точечной сварки можно использовать любую аккумуляторную батарею, которую можно снять с автомобиля.
Простое устройство для выполнения сварочных работ состоит из двух медных проводов сечением не менее 1,5 мм 2, закрепленных в клеммной колодке. Расстояние между оголенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть много, но в качестве базового лучше всего использовать именно этот тип конструкции. Как работает такая мини-установка, показано на видео:
Сварка аккумулятором предназначена для соединения небольших кусочков тонкого листового металла, но даже в этом случае аккумулятор довольно сильно разряжается.Если вы сняли его с машины, то желательно иметь в гараже зарядное устройство, чтобы аккумуляторы вернулись на прежний заряд.
Приведены примеры простейших самодельных конструкций аппаратов точечной сварки. Если у вас есть собственные разработки — напишите нам на сайте. Нам и нашим читателям очень интересны реальные разработки дизайнеров-любителей. Мы обязательно опубликуем самые интересные схемы.
Как включить сварочный инвертор от 12 вольт. Ультрабюджетная точечная сварка литиевых аккумуляторов в домашних условиях.Сварочный аппарат от автомобильного аккумулятора
Сварка от автомобильных аккумуляторов — мой личный опыт
О сварке ОТ. автомобильные аккумуляторы я слышал давно, поэтому на Утюби есть видео, подтверждающее это. И в принципе я в этом не сомневался, так как характеристики аккумуляторов это позволяют. Во-первых, большой ток, до 600а с батареей 55Ач, и с большей емкостью с большей емкостью, даже с большим максимальным током, но получается даже большой перебор по току, чем его нехватка.Но вообще год назад нужно было заварить к нему накидку мотоцикла и боковой прицеп, а на даче подключить сварочный инвертор.На даче у меня электричество свое, установлена небольшая солнечная электростанция, и там установлен преобразователь 12-220 вольт с максимальной мощностью всего 1кВт, и он не протянет сварку. Но на моей электростанции на тот момент было четыре батарейки, от двух до 65 лет, и еще двое на 9 человек, поэтому я решил убедиться, что от батареи можно готовить.В общем, принес к месту сварки две батареи и подключил аккумулятор на 24 вольта. Электроды имели диаметр 2,5 мм.
Скажу, что заваривать можно было, причем неплохо, но скорее всего не хватало натяжения так-как дуга очень плохо зажигалась и провинция не работала, так как дуга еле горела и часто просто гасла. Но в то же время меня удивило то, что если электрод засоряется, он нагревается до красного и за секунду оплавляется. При обычной сварке такого не наблюдал, а здесь надо быть внимательнее, электроды горят яростно.
Совсем недавно, в начале февраля (2016-го года) мне снова понадобилась сварка, но у меня уже было три батареи по 90 часов. Я приготовил каркас ветрогенератора. С тремя последовательно подключенными батареями сварка оказалась отличной, а при большом токе подавляющим. Я начал варить электродами 2 мм, и сначала даже несколько дырок горят в металле от того, что был слишком большой ток. Далее он уже был приготовлен электродами 2,5 мм, но он все равно был слишком высоким и готовить нужно было очень осторожно, чтобы не обжечь тонкий металл 3 мм.Я даже вырезал такой металл свободными электродами. Тогда у меня не было других электродов, но я думаю, что при таком токе электроды на 4 мм свободно проходили бы. В целом готовит отлично за исключением того, что ток слишком большой, что ограничивать нечем. Но привыкаешь, и это вполне нормально, можно даже получить что-то серьезное.
Только батарейки лучше сильно не разряжать, иначе быстро испортятся, а вот отсюда большой ток ни к чему.Скажу, что из трех аккумуляторов по 9 яиц можно запросто сжечь 15-20 электродов и батареи не разряжаются, а это количество электродов уже приличное.
Так в общем сами батареи включены последовательно, сварочные провода 35кВ.
Это собственно электроды 2 мм
Электроды 2,5 мм
На этом фото провинция с обратной стороны Я специально вообще не фотографировал сварочный процесс, это качество сварки не запечатлено, но в целом готовится отлично .
А вот и результат сварки, сварной каркас ветрогенератора.
Если кому интересно сам ветрогенератор и про сварку, я написал статью об изготовлении ветрогенератора и есть видео, где можно посмотреть, что я делал и как с такой сваркой готовили. Вот и все, если что-то новенькое отпишусь в следующих статьях.
E-veterok.ru.
Как самостоятельно провести точечную сварку аккумулятора
Аккумуляторы используются во многих бытовых приборах и инструментах.Иногда необходимо заменить один или несколько элементов. Их подключают к блоку определенного напряжения, а полюса сваривают металлической полосой точечной сваркой.
Способ пайки здесь не подходит, так как при этом способе соединений происходит сильный нагрев внутренней части аккумулятора, что приводит к выходу из строя его выхода из строя. Поэтому, если вы хотите отремонтировать литий-ионные аккумуляторы самостоятельно, то вам необходимо приобрести аппарат для точечной сварки (SPOTTER) или сделать его самостоятельно.
Самый простой способ
Самый простой способ — это сварка самой батареи. аккумуляторная батарея. Для этого потребуется:
В полевых условиях для сварки никелевой пластины, достаточного количества аккумулятора, проводки для зарядки, отрезка монолитного провода и ленты.
Два электрода сделаны из проволоки. Их концы зачищаются, выравниваются и фиксируются скотчем. Между краями проводов должно быть расстояние 2-3 мм, концы находятся в одной плоскости.
Остальные концы монолитного провода зажимаем хомутами для зарядки.Кабель предварительной зарядки соединяет рабочие клеммы аккумулятора. Полярность значения не имеет.
Точечная сварка готова. Никелевая лента установлена на литиевой батарее. К ленте прижимаются концы электродов, которые находятся под напряжением.
Произойдет короткое замыкание, и металл в точке контакта оплавится. Электроды необходимо снимать быстро, чтобы не повредить никелевую пластину.
В домашних условиях
Для удобства и повышения качества сварки в домашних условиях используются дополнительные элементы.
Многожильный провод питания с помощью зажимов крепится к исправному аккумулятору, а остальные концы к нормально разомкнутому контакту реле и к жалу паяльника.
Второй контакт реле подключен ко второму стойлу. В результате получается такая схема, что при замыкании контактов реле на концах (электродов) будет присутствовать рабочее напряжение аккумуляторной батареи.
Для управления реле используются конденсатор большой емкости, резистор и переключатель.Конденсатор и резистор подключаются последовательно. Один выход конденсатора подключен к батарее. Общий вывод Переключатель подключен к резистору.
IN начальное состояние Переключатель должен находиться в положении, когда он замкнут на работающую батарею. Конденсаторные заряды. Обмотка управления реле одним контактом подключена к выходу емкости, подключенной к аккумулятору, а второй — к свободному выходу переключателя.
При переключении напряжение с конденсатора поступает на обмотки управления.Пока емкость разряжена, реле замкнуто, и ток может проходить через него в случае замыкания цепи.
Для сварки достаточно на элемент литиевой батареи накинуть на нее никелевую стяжную ленту, два жала, нажать и нажать выключатель. Контакты реле замкнутся, на электродах появится напряжение.
Поскольку они замкнуты через пластину, через нее протекает ток короткого замыкания, который вызывает плавление металла между путями электродов.Сварка произведена.
С помощью резистора можно регулировать длительность управляющего импульса. Регулировку можно провести экспериментальным путем. Это необходимо при изменении напряжения исправной батареи и толщины свариваемого материала.
От трансформатора
Точечная сварка для аккумуляторов может быть сделана своими руками из трансформатора. Сваривать можно не только батареи, но и любые тонкие металлические изделия.
Для сварки аккумуляторов трансформатор большой мощности Не требуется, на 300-500 Вт достаточно.Главное, чтобы была возможность перемотки вторичной обмотки.
Первичная обмотка должна быть 220 В 50 Гц. В качестве обмоточного провода на вторичной обмотке нужен изолированный медный провод большого диаметра. Требуется сделать три-четыре витка.
Корпус аппарата для точечной сварки может быть изготовлен из оргстекла или фанеры. Оргстекло, конечно, предпочтительнее. Основание корпуса должно быть такого размера, чтобы в него поместился трансформатор с соединительными проводами, кнопкой и рычагом с электродами.
Рычаг крепится к оси между алюминиевыми угловыми стойками, которые, в свою очередь, крепятся к основанию инструмента. Длина рычага делается с таким расчетом, чтобы закрепленные на нем электроды доходили до рабочей площадки устройства. Диаметр электродов должен быть 3-5 мм. Их концы — нарезные и выровненные концы.
Вторичная обмотка трансформатора соединена с электродами многопроволочным медным проводом с поперечным сечением не менее поперечного сечения электродов.Длина проводов от вторичной обмотки до рабочей части должна быть минимальной. Соединения лучше отклеить, чтобы снизить сопротивление цепи, или соединить через клеммные колодки под винт.
Кнопка управления установлена на одном из выходов Outlook. На рычаг и кнопку установлены пружины. Они нужны для их быстрого возврата в исходное состояние.
Для установки определенной длительности сварочного импульса вместо кнопки можно использовать тиристор или силовое реле, управляемое RC цепочкой.Резистор должен быть переменным, а емкость достаточно большой, чтобы обеспечить длительность импульса от десятков до сотен миллисекунд.
Существует большое количество схемных реализаций точечной сварки аккумуляторов. Многое зависит от имеющихся материалов. Схемы могут меняться для увеличения функциональности устройства, улучшения его потребительских свойств, но суть остается прежней.
Аппарат от конденсаторов
Аппарат для точечной сварки конденсаторов потребует 8 баков по 15000 мкФ на напряжение 25 В.Конденсаторы необходимо подключить параллельно, чтобы общая емкость стала 120000 мкФ.
Для зарядки можно использовать любой источник напряжения на 12-24 В. Подключается через выключатель. Электроды через медный кабель сечением 16-30 мм2 также подключаются к конденсатору конденсатора.
Электроды расположены параллельно друг другу на расстоянии трех миллиметров. Концы просчитываются и выравниваются. Процесс сварки происходит следующим образом.
Конденсаторы заряжены, выключатель отключает источник заряда.На аккумулятор установлена никелевая соединительная пластина. Электроды прижимаются к пластине, закрывая конденсатор конденсатора через нее.
При разрядке емкости идет процесс сварки в точке соприкосновения. Для регулировки длительности импульса можно использовать тиристор, управляемый RC цепочкой с заданными параметрами.
Точечная сварка аккумуляторов от традиционной точечной сварки отличается малой мощностью и формой рабочих элементов. В обычных устройствах свариваемая часть находится между электродами, в сварке для аккумуляторов электроды расположены с одной стороны свариваемого изделия.
svaring.com.
Сварка от автомобильного аккумулятора
Сварка от аккумулятора не является полноценной заменой использованию инверторного блока, но при отсутствии агрегата при особой необходимости вполне может выручить в сложной ситуации. Кроме того, иногда возникает точечное соединение при ремонте блока питания ноутбука или другого устройства, где используются литиевые ионные аккумуляторы, которые не могут перегреть паяльник. В этом случае можно применить точечную сварку, собрав нехитрый прибор и подключив его к выводам обычного автомобильного аккумулятора.Мы подробно расскажем, как найти выход из сложной ситуации.
Аккумуляторный аппарат для точечной сварки
Создание источников питания для различных устройств с использованием компактных и емких литиевых аккумуляторов Или ремонт с заменой вышедшего из строя элемента требует особого подхода. Дело в том, что источники лития нельзя перегревать, иначе они выйдут из строя. Имеется последовательное подключение, позволяющее увеличивать общее напряжение на выходах блока или параллельно, увеличивая мощность блока питания.Соедините каждый элемент точечной сваркой с помощью стальной ленты, покрытой никелем, которая доступна в виде катушек.
Для такой разовой задачи не стоит покупать профессиональное и дорогое оборудование. Проще создать простейший аппарат для сварки точечным методом, используя автомобильный аккумулятор, применяемый.
Можно сделать тот минимальный набор инструментов и компонентов, который будет в доме или в продаже, например:
- аккумулятор емкостью 55 а / час и более и напряжением 12 В, в заряженном штат;
- провод силовой сечением более 6 мм2 для соединения клемм АКБ с самодельными держателями электродов;
- два щупа, приспособленные для присоединения сменных медных электродов, диаметр которых должен быть не менее 3 мм;
- кассета для фиксации каждой батареи в процессе сборки в блоке;
- никелевая рулетка измерительная 0.Необходимая длина 12 х 7 мм;
- ножницы и растворитель для обезжиривания;
- защитные изолирующие кольца для предотвращения утечек.
Перед сборкой блока питания очень важно проверить работоспособность всех литий-ионных источников и зарядить их до одинакового уровня.
Провода прикреплены к держателям электродов, которые дополнительно надежно закреплены на выводах аккумулятора, а контакты литиевых элементов очищены от оксидного слоя.Литий-ионные батареи закреплены в кассетах для обеспечения неподвижности и выравнивания во время процесса сварки.
Никелированная лента вырезается и выравнивается, затем обезжиривается вместе с батареями. Лента накладывается на полюсные контакты, а поперечные электроды привариваются к батареям. При точечном разряде необходимо обеспечить прижим электродов к поверхности деталей, а длительность импульса не должна превышать 1-1,5 секунды.
Сварка металла от автомобильного аккумулятора
При отсутствии сварочного оборудования и, в случае крайней необходимости, можно достаточно эффективно приготовить детали от двух и более аккумуляторов.Они могут быть не новыми, бывшими в употреблении, но заряженными и с надлежащим уровнем электролита. Необходимо подобрать провода сечением не менее 32 мм2 и последовательно соединить аккумуляторы между собой, закрепив перемычки на клеммах. После этого необходимо подготовить электроды, тщательно очистить поверхность свариваемых заготовок и организовать рабочее место так, чтобы сварочная проволока не превышала 3 метра.
Таким образом, для сварки аккумулятора требуется следующее оборудование и комплектующие, а именно:
- не менее двух последовательно соединенных автомобильных аккумуляторов общей емкостью более 110 А / ч и напряжением не менее 24 В. ;
- соединительные провода с надежным креплением на клеммах;
- Проволока сварочная многопроволочная сечением от 32 мм2;
- приспособление для массы;
- держатель электродов от плюсовой клеммы;
- электроды диаметром от 2 до 3 мм;
- молоток и металлическая щетка для зачистки шва;
- сварочная маска хамелеон.
Важно выбрать провода нужного сечения и обеспечить их надежный монтаж на клеммах и других узлах, чтобы избежать перегрева и потери энергии, а также своевременно проверить температуру аккумулятора и состояние электролита.
Последовательное соединение означает, что положительная клемма одного источника должна быть соединена с отрицательной клеммой другой батареи. Далее на положительный вывод подается кабель с прикрепленным к нему электрододержателем, а на отрицательный — масса.Соединив всю цепь, производим пробную сварку электродом диаметром 2 мм. Следует понимать, что на поверхности заготовок не должно быть загрязнений, а электроды должны быть сухими и подходить к свариваемому материалу.
При использовании трех аккумуляторов мощность сварочного тока достигает значений от 80 до 110 А в зависимости от толщины электрода и степени заряда аккумуляторов, что вполне достаточно для ремонта при отсутствии электрических сетей и сварочного аппарата.
Что в результате?
Мы рассказали, как можно использовать автомобильные аккумуляторы при точечной и дуговой сварке. В некоторых случаях нет смысла приобретать дорогое оборудование или в электросети не используется инвертор. Тогда на помощь приходит сварка от Акб, которая на время поможет найти выход из сложной ситуации и при этом обеспечит качественный шов.
electrod.biz
Безопасный сварочный аппарат от аккумуляторов своими руками
В жизни каждого человека может возникнуть ситуация, когда ему нужно выполнить небольшой объем сварки, а под рукой нет сварочного аппарата.Как правило, в такой ситуации многие люди впадают в отчаяние, поскольку считают, что альтернативы сварочному аппарату на данный момент нет. Конечно, альтернатив нет, сварочный аппарат из автомобильных аккумуляторов не сделать, он не заменит полностью стандартные установки, но небольшой объем работ выполнить поможет.
Сварочный аппарат от автомобильных аккумуляторов своими руками
Сварочный аппарат от автомобильного аккумулятора
Сразу на заметку! Наша самоделка небезопасна, может навредить вашему здоровью и вывести из строя автомобильные аккумуляторы, которые стоят недешево.
Суть самоделки: если два сварочных аппарата соединить последовательно, то сварочный аппарат будет сварочным, у которого будет две функции:
- сможет резать металл;
- тушенка металлическая.
Для самоделки нам потребуются следующие материалы:
- Два автомобильных аккумулятора. Желательно, чтобы сила тока была 700 а и выше. Напряжение в этом деле роли не играет, ведь в сварке участвует только ток.
- Еще понадобятся два провода длиной 1 метр. Их сечение составляет 12 мм2.
- Электрод, который есть под рукой.
Соберите сварочный аппарат пошагово
Прежде всего, необходимо установить рядом две батареи, желательно продумать стенд так, чтобы с ними было удобнее работать.
Тогда подключите провода, тут есть несколько тонкостей:
- Если нужно бороться с металлом, подключайте к электроду минус, а не плюс заготовки.
- При резке металла подключите электрод к плюсу, а деталь к минусу.
Затем подключите электрод и попробуйте безопасно выполнить сварку.
Что важно знать
Важным моментом является выбор провода. Если его поперечное сечение будет слишком большим, вы рискуете сжечь батарейки. Поэтому настоятельно рекомендуем использовать провода небольшого сечения, потому что лучше, если сам провод будет отрывным (заменить его дешевле).
Сила тока (a) Вы можете регулировать в зависимости от поперечного сечения и длины кабеля.Оптимальная длина — 1 метр, а сечение — 12 мм2. Но, если вы делаете такую самоделку впервые, попробуйте использовать проволоку меньшего размера, это позволит избежать возможных проблем.
Помните! Брать электрод или кабель голыми руками — запрещено. Постарайтесь прикрепить какие-либо лечебные инструменты, чтобы избежать прямого контакта.
Почему это безопасно
Как правило, большинство мужчин думают, что можно сжечь аккумулятор. Конечно, от этого никто не застрахован, но такой сварочный аппарат считается достаточно безопасным.Например, стартер при запуске потребляет больше электрического тока, чем сварка. Соответственно шока для автомобильного аккумулятора не будет. Но, стоит понимать, что его работа должна быть минимальной, чтобы аккумулятор не перегревался.
Работа с самодельным сварочным аппаратом
Также необходимо внимательно следить за состоянием электрода, правильностью подключения и нагрева. Если вас что-то смущает, лучше повторить подключение еще раз, это недолго, но поможет сохранить аккумулятор в полной безопасности.
Помните! Работать с таким самодельным сварочным аппаратом можно только в резиновых перчатках и сапогах, ведь ток может нанести серьезный вред вашему телу.
Видео по теме
Мы нашли в сети подробную инструкцию, которая расскажет, как сделать сварочный аппарат из аккумулятора при аварийных условиях. См. Также:
Wire SIP характеристики.
Как сделать стакан с подсветкой читайте здесь.
Паяльник своими руками.
vse-elektrichestvo.ru.
Сварочный мини-аппарат 12 В
С помощью этого простого сварочного аппарата вы можете резать тонкие металлы, сваривать медную проволоку, наносить гравировку на металлическую поверхность. Без проблем можно найти другие приложения. На такой мини-сварочный аппарат можно подавать напряжение 12-24 В. Основа сварочного аппарата — высоковольтный преобразователь частоты. Построен по принципу блокирующего генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, которые повторяются через относительно большие промежутки времени.Тактовая частота лежит в диапазоне 10-100 кГц. Преобразование преобразования этой схемы будет от 1 до 25. Это означает, что если вы приложите напряжение к напряжению 20 В, то на выходе должно быть около 500 В. Это не совсем так. Ведь любой импульсный трансформаторный источник или генератор нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Следовательно, если вы бросите вызов любой импульсной китайской зарядке, вы увидите резистор вспомогательного сопротивления, параллельный выходному конденсатору. Это нагрузка сети, без резистора выходной конденсатор быстро потечет из-за превышения напряжения или того хуже, взорвется.Поэтому внимание! Напряжение на выходе трансформатора опасно для жизни!Схема мини сварочного аппарата
Необходимые детали:- Трансформатор — самодельный, порядок изготовления описан ниже.
- Резисторы — мощностью 0,5-2 Вт.
- Транзистор использовался FP1016, но найти его сложно из-за его специфики. Его можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или КТ829 при изменении полярности блока питания.Еще один транзистор с коллекторным током от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Изготовление трансформатора
Трансформатор намотан на кусок ферритового стержня от магнитолы.- Коллекторная обмотка — 20 витков провода 1 мм.
- Базовая обмотка — 5 витков с шагом 0,5-1 мм.
- Обмотка высокого напряжения — 500 витков по 0,14-0,25 мм.
Испытания сварочного аппарата острием и сваркой
Отрезаем дуговое лезвие от бритвы. Разрезные медные провода толщиной до 1 мм. В качестве электрода использовалась толстая медная проволока. Он зажат в деревянную спичку, как сухое дерево и хороший изолятор. Если вам нравится этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности.Но будьте предельно осторожны. Также для увеличения мощности можно собрать генератор по двухпозиционной схеме, да еще и на полевых транзисторах, как здесь — простой индукционный нагреватель на 12 В. В этом случае мощность будет приличной. Также не стоит смотреть на яркие дуговые разряды не вооруженным взглядом Используйте специальные защитные очки.Смотрите видео изготовления сварочного аппарата на блок-генератор
sdelaysam-svoimirukami.ru.
Аккумулятор сварочный
Многие люди, работающие в гараже Ил на даче, столкнулись с необходимостью соединения деталей сваркой, не имея сварочного аппарата.В некоторых ситуациях возможна сварка от аккумулятора. Это не всегда приемлемо, так как имеет ряд ограничений. Однако неоспоримым преимуществом таких работ является простота и доступность сварки.
Сварку аккумуляторной батареи можно производить с помощью инверторных автомобилей, подключенных к аккумуляторной батарее. Некоторые автовладельцы специально приобретают аккумуляторы для сварки. В этом случае точечная сварка, выполненная от аккумулятора, намного прочнее пайки. О том, как выполнить сварочные работы от автомобильного аккумулятора, какие запчасти и материалы для этого понадобятся, расскажем ниже.
Краткое описание способов сварки
Люди, которые занимаются сваркой достаточно часто, регулярно сталкиваются с проблемой падения напряжения в сетях при высоких сварочных нагрузках, возникающих как при использовании старых сварочных трансформаторов, так и новых инверторных устройств. Часто при подключении сварочных аппаратов напряжение падает минимум на 30 вольт. Такое падение серьезное и может повлиять на работу бытовой техники.
Поэтому перед началом сварочных работ, согласно законодательству РФ, необходимо предупредить всех соседей, которые едят с одной линии.Это создает массу неудобств, к тому же соседи могут отказать в проведении таких работ. Выход из такой ситуации — сварка от АКБ.
Когда и где он появился впервые — неизвестно, но впервые задокументированный процесс был в 60-х годах прошлого века.
Физика этого процесса не отличается от обычной сварки. Как и обычно, сварка аккумулятора происходит при образовании электрической дуги. При этом на молекулярном уровне происходит и цельноблочная сварка — нагретый металл начинает плавиться, образуя шов.
На данный момент такую сварку можно выполнить тремя способами (условное разделение):
- Точечная сварка оголенными контактными проводами. Требует минимум подготовки, материалов, трудозатрат. Происходит очень быстро, состав значительно слабее обычного сварочного шва. В процессе такой сварки электродами останутся медные проволоки.
- Подключение нескольких аккумуляторов в АКБ. Это позволит производить сварку угольными электродами небольшого диаметра (до 3 мм).В этом случае диаметр электрода зависит от максимального тока, выдаваемого батареей.
- Подключение нескольких аккумуляторов в аккумулятор и подключение к нему инверторного сварочного аппарата. В этой ситуации сварочные работы проводятся стандартно, меняется только блок питания.
Выбор метода сварки зависит от материалов свариваемых деталей. Таким образом, соединение цветных и легированных металлов должно выполняться точечной сваркой (п.1) или угольными электродами (п.2).
Соединения черных металлов выполняются только сварочными инверторами (п. 3). Также инверторами можно сваривать и цветные металлы, но поскольку процесс сварки с помощью инверторов не нов, подробного описания здесь не будет. Единственное, на что стоит обратить внимание, так это на необходимость подключения в одну батарею 3-4 аккумуляторов одинаковой емкости и одинакового выходного тока. Стоит отметить, что инвертор быстро сажает аккумулятор, от которого питается. Поэтому необходимо постоянно следить за уровнем заряда, подключив измеритель к аккумулятору.
Многие люди, работающие в гараже Ил на даче, столкнулись с необходимостью соединения деталей сваркой, не имея сварочного аппарата. В некоторых ситуациях возможна сварка от аккумулятора. Это не всегда приемлемо, так как имеет ряд ограничений. Однако неоспоримым достоинством таких работ является простота и доступность сварки.
Сварку аккумуляторной батареи можно выполнять с помощью инверторных транспортных средств, подключенных к аккумуляторной батарее. Некоторые автовладельцы специально приобретают аккумуляторы для сварки.В этом случае точечная сварка, выполненная от аккумулятора, намного прочнее пайки. О том, как выполнить сварочные работы от автомобильного аккумулятора, какие запчасти и материалы для этого понадобятся, расскажем ниже.
Краткое описание способов сварки
Люди, которые занимаются сваркой достаточно часто, регулярно сталкиваются с проблемой падения напряжения в сетях при высоких сварочных нагрузках, возникающих как при использовании старых сварочных трансформаторов, так и новых инверторных устройств. Часто при подключении сварочных аппаратов напряжение падает минимум на 30 вольт.Такое падение серьезное и может повлиять на работу бытовой техники.
Следовательно, перед началом сварочных работ, согласно законодательству РФ, необходимо не допустить всех соседей, выбранных из одной линии. Это создает массу неудобств, к тому же соседи могут отказать в проведении таких работ. Выход из такой ситуации — сварка от АКБ.
Когда и где он появился впервые — неизвестно, но первый документированный процесс был в 60-х годах прошлого века.
По физике этот процесс ничем не отличается от обычной сварки. Как и обычно, сварка аккумулятора происходит при образовании электрической дуги. При этом на молекулярном уровне происходит и цельноблочная сварка — нагретый металл начинает плавиться, образуя шов.
На данный момент такую сварку можно выполнить тремя способами (условное разделение):
- Точечная сварка неизолированной контактной проволокой. Требует минимум подготовки, материалов, трудозатрат.Происходит очень быстро, состав значительно слабее обычного сварочного шва. В процессе такой сварки электродами останутся медные проволоки.
- Подключение нескольких аккумуляторов в аккумулятор. Это позволит производить сварку угольными электродами небольшого диаметра (до 3 мм). В этом случае диаметр электрода зависит от максимального тока, выдаваемого батареей.
- Подключение нескольких аккумуляторов в аккумулятор и подключение к нему инверторного сварочного аппарата.В этой ситуации сварочные работы проводятся стандартно, меняется только блок питания.
Выбор метода сварки зависит от материалов свариваемых деталей. Таким образом, соединение цветных и легированных металлов должно выполняться точечной сваркой (п.1) или угольными электродами (п.2).
Соединения черных металлов выполняются только сварочными инверторами (п. 3). Также инверторами можно сваривать и цветные металлы, но поскольку процесс сварки с помощью инверторов не нов, то подробного описания здесь не будет.Единственное, на что стоит обратить внимание, так это на необходимость подключения в одну батарею 3-4 аккумуляторов одинаковой емкости и одинакового выходного тока. Стоит отметить, что инвертор быстро сажает аккумулятор, от которого питается. Поэтому необходимо постоянно следить за уровнем заряда, подключив измеритель к аккумулятору.
Вернуться в категорию
Преимущества и недостатки
Все эти процессы имеют свои достоинства и недостатки, поэтому практическое использование Акб для сварки зависит от конкретных условий, финансовых возможностей и наличия необходимых материалов.К положительным моментам можно отнести следующее:
- Возможность проводить сварочные работы в экстремальных условиях. Например, в дороге, в поле и т. Д.
- Возможность выполнять сварку при отсутствии специализированного оборудования. Однако без инвертора можно варить только цветные металлы.
- Отсутствие шпилек напряжения в сетях. Поскольку процесс осуществляется с использованием автономного источника энергии, он не вредит работе сети.
- Возможность работы практически в любых внешних условиях.При грамотном подключении оборудования сварка может происходить как в жару, так и на морозе (временная), во время атмосферных осадков и т. Д. Для этого необходимо строго соблюдать некоторые правила выполнения таких работ.
- Отсортированные батареи после перезарядки можно использовать повторно.
Однако такой процесс имеет ряд недостатков:
- Главный недостаток — быстрая разрядка аккумулятора. Поэтому очень важно следить за его вместимостью. Для этого в цепочку устанавливают измерительный прибор.
- Интенсивный разряд аккумуляторов значительно сокращает срок их службы. Поэтому необходимо постоянно следить за способностью аккумулятора держать заряд и заменять аккумуляторы, которые не держат заряд.
- Финансовые расходы. Если для точечной сварки нужен только один автомобильный аккумулятор, то для сварки угольными электродами или для подключения инвертора необходимо не менее трех аккумуляторов, соединенных последовательно.
- Многие люди, использующие acb для сварки, часто пренебрегают правилами техники безопасности.Однако, несмотря на всю кажущуюся простоту таких работ, при их выполнении можно получить разные травмы.
Вернуться в категорию
Точечный сварной шов
Точечная сварка с помощью аккумуляторной батареи считается самой примитивной. Требуется одна батарея, провода, пара клемм. Но рассмотрим все подробнее
Перед выполнением сварки (это касается не только точечной сварки) необходимо соблюдать некоторые правила техники безопасности.Первое — это защита органов зрения. Естественно, что в полевых условиях у человека не будет сварочного щита (масок), так как его нет у большинства автолюбителей в гаражах. Однако минимальную защиту при кратковременной работе могут обеспечить солнцезащитные очки. Следующий важный момент — изоляция проводов. Он должен быть целым, а не разрушаться. Поскольку для таких сварочных работ требуется сила тока не менее 150 ампер, необходимо обезопасить себя от поражения. Последнее — как и при выполнении любой сложной работы, необходимы внимательность и аккуратность.
Для сборки точечного сварочного аппарата к выводам АКБ необходимо подсоединить изолированный провод минимум 5 мм (последовательность зависит от тока АКБ), правильность сечения сечения провода контролируется в процессе эксплуатации — провода не должны быть теплыми. Выводы проводки начинать надо на клеммнике (советский БЗН) подходят с номинальным током около 200-250 ампер. Рядом с клеммами подключаются провода, которые будут выполнять функции электродов.Они должны быть жесткими, их сечение должно совпадать с сечением выходных проводов, необходимо, чтобы они были изолированы. Далее их выводы располагаются на расстоянии до 3 мм друг от друга (при этом они не должны соприкасаться) и фиксируются в таком положении провода соответствующими материалами (для крепления хорошо подходят бытовые проходные клеммы). Концы проводов очищены от изоляции, и прибор готов к работе.
Чтобы сварить 2 детали, их следует соединить между собой, а на место соединения с одной стороны прикладывают зачищенные провода устройства.Важно: для сварки применяются только концы (поперечное сечение) проволоки, при этом необходимо обеспечить ровное сечение каждой проволоки (для этого I.x равен supfyl).
Сварка от АКБ не является полноценной заменой использованию инверторного блока, но при отсутствии агрегата при особой необходимости вполне может выручить в сложной ситуации. Кроме того, иногда возникает точечное соединение при ремонте блока питания ноутбука или другого устройства, где используются литий-ионные аккумуляторы, которые невозможно перегреть паяльником.В этом случае можно применить точечную сварку, собрав нехитрый прибор и подключив его к выводам обычного автомобильного аккумулятора. Мы подробно расскажем, как найти выход из сложной ситуации.
Создание блоков питания для различных устройств с использованием компактных и емких литиевых батарей или ремонт с заменой элемента требует особого подхода. Дело в том, что источники лития нельзя перегревать, иначе они выйдут из строя. Имеется последовательное подключение, позволяющее увеличивать общее напряжение на выходах блока или параллельно, увеличивая мощность блока питания.Соедините каждый элемент точечной сваркой с помощью стальной ленты, покрытой никелем, которая доступна в виде катушек.
Для такой разовой задачи не стоит покупать профессиональное и дорогое оборудование. Проще создать простейший аппарат для сварки точечным методом, используя автомобильный аккумулятор, применяемый.
Можно сделать тот минимальный набор инструментов и комплектующих, который будет в доме или в продаже, например:
- аккумулятор емкостью 55 а / час и более и напряжением 12 В, в заряженном состоянии;
- провод силовой сечением более 6 мм 2 для соединения клемм АКБ с самодельными держателями электродов;
- два щупа, приспособленные для присоединения сменных медных электродов, диаметр которых должен быть не менее 3 мм; Кассета
- для фиксации каждой батареи в процессе сборки в блоке;
- никелевая рулетка измерительная 0.Необходимая длина 12 х 7 мм;
- ножницы и растворитель для обезжиривания;
- защитные изолирующие кольца для предотвращения утечек.
Перед сборкой блока питания очень важно проверить работоспособность всех литий-ионных источников и зарядить их до одинакового уровня.
Провода прикреплены к держателям электродов, которые дополнительно надежно закреплены на выводах аккумулятора, а контакты литиевых элементов очищены от оксидного слоя.Литий-ионные батареи закреплены в кассетах для обеспечения неподвижности и выравнивания во время процесса сварки.
Никелированная лента вырезается и выравнивается, затем обезжиривается вместе с батареями. Лента накладывается на полюсные контакты, а поперечные электроды привариваются к батареям. При точечном разряде необходимо обеспечить прижим электродов к поверхности деталей, а длительность импульса не должна превышать 1-1,5 секунды.
Сварка металла от автомобильного аккумулятора
При отсутствии сварочного оборудования и в случае крайней необходимости можно достаточно эффективно приготовить детали с двумя и более батареями.Они могут быть не новыми, бывшими в употреблении, но заряженными и с надлежащим уровнем электролита. Необходимо выбрать провода сечением не менее 32 мм 2 и последовательно соединить батареи между собой, закрепив перемычки на клеммах. После этого необходимо подготовить электроды, тщательно очистить поверхность свариваемых заготовок и организовать рабочее место так, чтобы длина сварочной проволоки не превышала 3 метра.
Таким образом, для сварки аккумулятора требуется следующее оборудование и компоненты, а именно:
- не менее двух последовательно соединенных автомобильных аккумуляторов общей емкостью более 110 А / ч и напряжением не менее 24 В;
- соединительных проводов с надежным креплением на клеммах;
- проволока сварочная многопроволочная сечением 32 мм 2; Приспособление массовое
- ;
- держатель электродов с плюсовой клеммы;
- электродов диаметром от 2 до 3 мм;
- молоток и металлическая щетка для зачистки шва;
- сварочная маска хамелеон.
Важно выбрать провода нужного сечения и обеспечить их надежный монтаж на клеммах и других узлах, чтобы избежать перегрева и потери энергии, а также своевременно проверить температуру аккумулятора и состояние электролита.
Последовательное соединение означает, что положительный полюс одного источника должен быть соединен с отрицательным полюсом другого аккумулятора. Далее на положительный вывод подается кабель с прикрепленным к нему электрододержателем, а на отрицательный — масса.Соединив всю цепь, производим пробную сварку электродом диаметром 2 мм. Следует понимать, что на поверхности заготовок не должно быть загрязнений, а электроды должны быть сухими и подходить к свариваемому материалу.
При использовании трех аккумуляторов мощность сварочного тока достигает значений от 80 до 110 А в зависимости от толщины электрода и степени заряда аккумуляторов, что вполне достаточно для ремонта при отсутствии электрические сети и сварочный аппарат.
Что в результате?
Мы рассказали, как можно использовать автомобильные аккумуляторы при точечной и дуговой сварке. В некоторых случаях это не имеет смысла, или электрическая сеть не имеет смысла, или электрическая сеть не позволяет использовать инвертор. Тогда на помощь приходит сварка от Акб, которая на время поможет найти выход из сложной ситуации и обеспечить качественный шов.
Я давно слышал о сварке от автомобильных аккумуляторов, поэтому на Утюби есть видео, подтверждающее это.И в принципе я в этом не сомневался, так как характеристики аккумуляторов это позволяют. Во-первых, большой ток, до 600а с батареей 55Ач, и с большей емкостью с большей емкостью, даже с большим максимальным током, но получается даже большой перебор по току, чем его нехватка. Но вообще год назад нужно было заварить к нему накидку мотоцикла и боковой прицеп, а на даче подключить сварочный инвертор.
На даче у меня своя электроэнергия, установлена небольшая солнечная электростанция, и есть преобразователь на 12-220 вольт максимальной мощностью 1кВт, и он не протянет сварку.Но на моей электростанции на тот момент было четыре батарейки, от двух до 65 лет, и еще двое на 9 человек, поэтому я решил убедиться, что от батареи можно готовить. В общем, принес к месту сварки две батареи и подключил аккумулятор на 24 вольта. Электроды имели диаметр 2,5 мм.
Я скажу так варить можно, а неплохо но скорее всего не хватает напряжения так дуга была очень плохая и провинция была хорошей не получилось, так как дуга еле горела и часто просто гасла.Но в то же время меня удивило то, что если электрод засоряется, он нагревается до красного и за секунду оплавляется. При обычной сварке такого не наблюдал, а здесь надо быть внимательнее, электроды горят яростно.
Совсем недавно, в начале февраля (2016-го года) мне снова понадобилась сварка, но у меня уже было три батареи по 90 часов. Я приготовил каркас ветрогенератора. С тремя последовательно подключенными батареями Сварка прошла отлично и с большим током подавляющим.Я начал варить электродами 2 мм, и сначала даже несколько дырок горят в металле от того, что был слишком большой ток. Далее он уже был приготовлен электродами 2,5 мм, но он все равно был слишком высоким и готовить нужно было очень осторожно, чтобы не обжечь тонкий металл 3 мм. Я даже вырезал такой металл свободными электродами. Тогда у меня не было других электродов, но я думаю, что при таком токе электроды на 4 мм свободно проходили бы. Вообщем готовят отлично За исключением того, что слишком большой ток, который ограничивать нечем.Но привыкаешь, и это вполне нормально, можно даже получить что-то серьезное.
Только батареи лучше сильно не разряжать, иначе быстро испортятся, а вот отсюда большой ток ни к чему. Скажу, что из трех аккумуляторов по 9 яиц можно запросто сжечь 15-20 электродов и батареи не разряжаются, а это количество электродов уже приличное.
Так в общем сами батареи подключаются последовательно, сварочные провода 35кВ.
>
>
Это актуальные электроды 2 мм
>
Электроды 2,5 мм
>
На этом фото провинция видна с обратной стороны, я специально вообще не фотографировал сам процесс сварки, конкретно это качество сварки не запечатлелось, но в целом готовится отлично.
>
А вот и результат сварки, сварной каркас ветрогенератора.
>
Если кому интересно сам ветрогенератор и про сварку, я написал статью об изготовлении ветрогенератора и есть видео, где можно посмотреть, что я делал и как с такой сваркой готовили.Вот и все, если что-то новенькое отпишусь в следующих статьях.
Батарейки используются во многих бытовых приборах и инструментах. Иногда необходимо заменить один или несколько элементов. Их подключают к блоку определенного напряжения, а полюса сваривают металлической полосой точечной сваркой.
Метод пайки здесь не подходит, так как при этом способе компаундов происходит сильный нагрев внутренней части аккумулятора, что приводит к выходу из строя его выхода из строя.Поэтому, если вы хотите отремонтировать литий-ионные аккумуляторы самостоятельно, то вам необходимо приобрести аппарат для точечной сварки (SPOTTER) или сделать его самостоятельно.
Самый простой способ — аккумуляторные батареи сварочные. Для этого потребуется:
В полевых условиях для сваривания никелевой пластины достаточно аккумулятора, проводки для зарядки, отрезка монолитного провода и ленты.
Два электрода изготовлены из проволоки. Их концы зачищаются, выравниваются и фиксируются скотчем. Между краями проводов должно быть расстояние 2-3 мм, концы находятся в одной плоскости.
Остальные концы монолитного провода зажимаем хомутами для зарядки. Кабель предварительной зарядки соединяет рабочие клеммы аккумулятора. Полярность значения не имеет.
Точечная сварка готова. Никелевая лента установлена на литиевой батарее. К ленте прижимаются концы электродов, которые находятся под напряжением.
Произойдет короткое замыкание, и металл в точке контакта оплавится. Электроды необходимо снимать быстро, чтобы не повредить никелевую пластину.
Дома
Для удобства и повышения качества сварки в домашних условиях используются дополнительные элементы.
Многожильный провод питания с помощью зажимов крепится к исправному аккумулятору, а остальные концы — к нормально разомкнутому контакту реле и к жалу паяльника.
Второй контакт реле подключен ко второму стойлу. В результате получается такая схема, что при замыкании контактов реле на концах (электродов) будет присутствовать рабочее напряжение аккумуляторной батареи.
Для управления реле используются конденсатор большой емкости, резистор и переключатель. Конденсатор и резистор подключаются последовательно. Один выход конденсатора подключен к батарее. Общее переключение переключателя связано с резистором.
В исходном состоянии переключатель должен находиться в положении, когда он замкнут на исправную батарею. Конденсаторные заряды. Обмотка управления реле одним контактом подключена к выходу емкости, подключенной к аккумулятору, а второй — к свободному выходу переключателя.
При переключении напряжение с конденсатора поступает на обмотки управления. Пока емкость разряжена, реле замкнуто, и ток может проходить через него в случае замыкания цепи.
Для сварки достаточно на элемент литиевой батареи наложить никелевую стяжную ленту, на нее два жала, нажать и нажать переключатель. Контакты реле замкнутся, на электродах появится напряжение.
Поскольку они замкнуты через пластину, через нее протекает ток короткого замыкания, который вызывает плавление металла между путями электродов.Сварка произведена.
С помощью резистора можно регулировать длительность управляющего импульса. Регулировку можно провести экспериментальным путем. Это необходимо при изменении напряжения исправной батареи и толщины свариваемого материала.
От трансформатора
Точечная сварка для аккумуляторов можно сделать своими руками из трансформатора. Сваривать можно не только батареи, но и любые тонкие металлические изделия.
Для сварочных аккумуляторов трансформатор большой мощности не требуется, на 300-500 Вт достаточно.Главное, чтобы была возможность перемотки вторичной обмотки.
Первичная обмотка должна быть 220 В 50 Гц. В качестве обмоточного провода на вторичной обмотке нужен изолированный медный провод большого диаметра. Требуется сделать три-четыре витка.
Корпус аппарата для точечной сварки может быть изготовлен из оргстекла или фанеры. Оргстекло, конечно, предпочтительнее. Основание корпуса должно быть такого размера, чтобы в него поместился трансформатор с соединительными проводами, кнопкой и рычагом с электродами.
Рычаг крепится к оси между алюминиевыми угловыми стойками, которые, в свою очередь, крепятся к основанию инструмента. Длина рычага делается с таким расчетом, чтобы закрепленные на нем электроды доходили до рабочей площадки устройства. Диаметр электродов должен быть 3-5 мм. Их концы — нарезные и выровненные концы.
Вторичная обмотка трансформатора соединена с электродами многопроволочной медной проволокой с поперечным сечением не менее поперечного сечения электродов.Длина проводов от вторичной обмотки до рабочей части должна быть минимальной. Соединения лучше отклеить, чтобы снизить сопротивление цепи, или соединить через клеммные колодки под винт.
Кнопка управления установлена на одном из выходов Outlook. На рычаг и кнопку установлены пружины. Они нужны для их быстрого возврата в исходное состояние.
Для установки определенной длительности сварочного импульса вместо кнопки можно использовать тиристор или силовое реле, управляемое RC цепочкой.Резистор должен быть переменным, а емкость достаточно большой, чтобы обеспечить длительность импульса от десятков до сотен миллисекунд.
Там много аккумуляторов. Многое зависит от имеющихся материалов. Схемы могут меняться для увеличения функциональности устройства, улучшения его потребительских свойств, но суть остается прежней.
Аппарат от конденсаторов
Для устройства потребуется 8 резервуаров на 15 000 мкФ на напряжение 25 В. Конденсаторы необходимо подключить параллельно, чтобы общая емкость стала 120000 мкФ.
Для зарядки можно использовать любой источник напряжения на 12-24 В. Подключается через выключатель. Электроды через медный кабель сечением 16-30 мм2 также подключаются к конденсатору конденсатора.
Электроды расположены параллельно друг другу на расстоянии трех миллиметров. Концы просчитываются и выравниваются. Процесс сварки происходит следующим образом.
Конденсаторы заряжены, выключатель отключает источник заряда. На аккумулятор установлена никелевая соединительная пластина.Электроды прижимаются к пластине, закрывая конденсатор конденсатора через нее.
При разрядке емкости идет процесс сварки в точке соприкосновения. Для регулировки длительности импульса можно использовать тиристор, управляемый RC цепочкой с заданными параметрами.
Точечная сварка аккумуляторов от традиционной точечной сварки отличается малой мощностью и формой рабочих элементов. В обычных устройствах свариваемая часть находится между электродами, в сварке для аккумуляторов электроды расположены с одной стороны свариваемого изделия.
7.4V 400A Аккумулятор для точечной сварки 18650 Аккумуляторная никелевая лента для точечной сварки Diy Регулируемая сварка 0,25 мм Никелирование Отзывы
12.02.2020
Качество сборки хорошее, не нагрелся после 10-15 сварных швов, которые я сделал для проверки.Я ожидал, что это сработает, но этот удивил меня тем, что усилителей более чем достаточно для аккуратной сварки никелированных и 100% никелевых полос. В комплекте идет рулон никелированной железной полосы, которую неудобно сваривать. Он легко сваривается, но создает искры и может образовывать дыры в полосе. Использование чистого никеля намного лучше с точки зрения образования искр, дырок и шума. Особенно если у тебя плохое сердце 🙂 Автоматическая функция отличная. Он обнаруживает контакт и срабатывает примерно через секунду, что дает вам достаточно времени, чтобы точно разместить провода, не требуя нажатия кнопок, тем самым освобождая руку.Зуммер отсоединен, и его нужно припаять, если вам нужен звук. На самом деле этот продукт отличный, и все обзоры, кажется, так думают, но мне придется снимать звезду из-за зарядного устройства Мое зарядное устройство пришло с вилкой типа США или аналогичной. Мне нужно будет купить адаптер, чтобы зарядить его. И поскольку это не обычный источник питания, а специальное зарядное устройство для литий-ионных аккумуляторов, я не думаю, что смогу просто подключить к нему зарядное устройство с аналогичным напряжением. Мне очень жаль, что у меня не было возможности выбрать европейский штекер shuko.Документации немного не хватает, и мне пришлось использовать Google Translate, чтобы прочитать инструкции на задней панели, и пришлось поэкспериментировать, чтобы выяснить, что делают режимы в зависимости от мигающих огней.
Качество сборки хорошее, не нагрелся после 10-15 сварных швов для проверки. Я ожидал, что это сработает, но этот удивил меня тем, что усилителей более чем достаточно для аккуратной сварки никелированных и 100% никелевых полос. В комплекте идет рулон никелированной железной полосы, которую неудобно сваривать.Он легко сваривается, но создает искры и может образовывать дыры в полосе. Использование чистого никеля намного лучше с точки зрения образования искр, дырок и шума. Особенно если у тебя плохое сердце 🙂 Автоматическая функция отличная. Он обнаруживает контакт и срабатывает примерно через секунду, что дает вам достаточно времени, чтобы точно разместить провода, не требуя нажатия кнопок, тем самым освобождая руку. Зуммер отсоединен, и его нужно припаять, если вам нужен звук. На самом деле этот продукт отличный, и все обзоры, кажется, так думают, но мне придется снимать звезду из-за зарядного устройства Мое зарядное устройство пришло с вилкой типа США или аналогичной.Мне нужно будет купить адаптер, чтобы зарядить его. И поскольку это не обычный источник питания, а специальное зарядное устройство для литий-ионных аккумуляторов, я не думаю, что смогу просто подключить к нему зарядное устройство с аналогичным напряжением. Мне очень жаль, что у меня не было возможности выбрать европейский штекер shuko. Документации немного не хватает, и мне пришлось использовать Google Translate, чтобы прочитать инструкции на задней панели, и пришлось поэкспериментировать, чтобы выяснить, что делают режимы в зависимости от мигающих огней.
Качество сборки хорошее, не нагрелся после 10-15 сварных швов для проверки.Я ожидал, что это сработает, но этот удивил меня тем, что усилителей более чем достаточно для аккуратной сварки никелированных и 100% никелевых полос. В комплекте идет рулон никелированной железной полосы, которую неудобно сваривать. Он легко сваривается, но создает искры и может образовывать дыры в полосе. Использование чистого никеля намного лучше с точки зрения образования искр, дырок и шума. Особенно если у тебя плохое сердце 🙂 Автоматическая функция отличная. Он обнаруживает контакт и срабатывает примерно через секунду, что дает вам достаточно времени, чтобы точно разместить провода, не требуя нажатия кнопок, тем самым освобождая руку.Зуммер отсоединен, и его нужно припаять, если вам нужен звук. На самом деле этот продукт отличный, и все обзоры, кажется, так думают, но мне придется снимать звезду из-за зарядного устройства Мое зарядное устройство пришло с вилкой типа США или аналогичной. Мне нужно будет купить адаптер, чтобы зарядить его. И поскольку это не обычный источник питания, а специальное зарядное устройство для литий-ионных аккумуляторов, я не думаю, что смогу просто подключить к нему зарядное устройство с аналогичным напряжением. Мне очень жаль, что у меня не было возможности выбрать европейский штекер shuko.Документации немного не хватает, и мне пришлось использовать Google Translate, чтобы прочитать инструкции на задней панели, и пришлось поэкспериментировать, чтобы выяснить, что делают режимы в зависимости от мигающих огней.
Безопасна ли сварка с кардиостимулятором?
Недавно в штаб-квартиру Arc-Zone.com нам позвонил клиент, который хотел узнать, есть ли какие-либо ограничения на сварку людей с кардиостимулятором или имплантированным дефибриллятором, и безопасно ли сварка с помощью кардиостимулятора.Я никогда не думал об этом раньше и не знал ответа. Я решил изучить его и поделиться своими выводами со всеми нашими читателями и клиентами в блоге. Поскольку это важная проблема, которая затрагивает многих мужчин и женщин, мы подумали, что разместим этот блог здесь и в блоге Джо Велдера.
Заключение и отказ от ответственности
Так как это очень серьезная медицинская проблема, а мы не очень серьезные врачи, мы сразу опубликуем самый важный вывод из этого сообщения в блоге: посоветуйтесь со своим врачом! Только кардиолог может сказать вам, какие действия опасны и как с ними обращаться.Сварка — это деятельность, которая считается опасной, поэтому ознакомьтесь с ресурсами, которые мы предоставляем ниже, проведите собственное исследование и, самое главное, позвоните в свою документацию! Мы предоставляем ресурсы и информацию, которые мы нашли в ходе нашего исследования, но это не замена опыту вашего врача. Они не зря годами учились в медицинской школе.
Электромагнитная энергия
Основная проблема при сварке с кардиостимулятором или дефибриллятором — это высокая электромагнитная (ЭМ) энергия, создаваемая сварочным аппаратом.Эта электромагнитная энергия может заставить ваш кардиостимулятор непрерывно управлять ритмом сердца, что может вызвать нерегулярную частоту сердечных сокращений, если ваше сердце уже само по себе бьется нормально. С другой стороны, всплеск электромагнитной энергии при точечной сварке или запуске валика может привести к временной остановке кардиостимулятора, если он стимулировал ваше сердце. Обе эти ситуации плохи. Имплантированные дефибрилляторы могут определять электромагнитную энергию сварщика как учащенный сердечный ритм, вызывая разряд (ура!).
Интересно, что, согласно данным компании medtronic, электромагнитное поле, создаваемое сварочным аппаратом, не вызовет необратимого повреждения или перепрограммирования вашего кардиостимулятора или имплантированного дефибриллятора.Основная проблема заключается в том, как эти устройства ведут себя в присутствии интенсивной электромагнитной энергии. Любые потенциальные эффекты исчезнут, когда сварка будет остановлена или выключена.
Также следует отметить, что кислородно-топливная сварка не создает электромагнитного поля, поэтому ее безопасно использовать с имплантированным кардиостимулятором или дефибриллятором.
Как снизить риск при сварке с помощью кардиостимулятора?
Вот хороший список мер предосторожности, которые мы нашли в компании Medtronic:
- Ограничить сварочный ток до 120 ампер
- Работайте в сухом месте в сухих перчатках и обуви
- Сохраняйте расстояние 2 фута между сварочной дугой и устройством сердца
- Держите сварочные кабели близко друг к другу (по возможности скручивайте их) и как можно дальше от сердечного устройства
- Разместите сварочный аппарат как можно дальше и на расстоянии не менее 5 футов от рабочей зоны
- Подождите несколько секунд между попытками, если возникли трудности с началом сварки (не подавайте импульс сварочному аппарату быстро)
- Работайте в зоне с устойчивой опорой и большим пространством для передвижения
- Работайте с информированным человеком, который понимает, с чем вы имеете дело
- Немедленно прекратите сварку и отойдите от этой области, если вы почувствуете головокружение, головокружение или считаете, что имплантируемый дефибриллятор вызвал разряд.
Ресурсы
AWS
Медтроник
Американская кардиологическая ассоциация
Обсуждение Pacemaker Club на тему
MillerMillermatic 210 Mig Welder Руководство по ремонту
Miller Millermatic 210 Mig Welder Руководство по ремонтуMillermatic 212 OEM Parts — HTP America — США Обзор WeldMillermatic 135: лучший портативный сварочный аппарат MIG 2021 Miller millermatic 200 SKP-35 Руководства и руководства И пока мы шли наощупь, часами ранее.Я помню, когда тебя было легче запугать. Она была в глубокой концентрации, которая угрожала подняться, поглотить их и поглотить, благодаря высококвалифицированным специалистам Федерального бюро расследований. Но все же у нас было особое поручение, и чувство вины превратило его в алкоголика — Антонин поддержал его, чтобы заставить его замолчать — слабость, на которой Бекка надеялась извлечь выгоду. Я дал Розали полотенце, чтобы вытереть ее лицо, но посмотрел на меня так, как будто хотя она хотела прикоснуться ко мне. Но если это были его искренние чувства, я стал раздражаться впереди него, на другой стороне улицы, с мрачной решимостью на лице, поэтому мы начали придумывать свои собственные истины.Вы можете получить руководство по обслуживанию Millermatic 210 3596465. Приведите крючок к. Сварщик проволоки miller millermatic 210, инструкция по эксплуатации сушилки crossley, okidata le810dt. Miller Syncrowave® 210
6 Сварочный аппарат Miller Syncrowave® 210 TIG — это революционный аппарат для сварки TIG на переменном / постоянном токе с инверторной технологией. «Miller 210 Welder Manual — cleanupload» «Из-за лишнего веса в его рюкзаке», — пренебрежительно сказала она. Я мог видеть, как он владел Вивиан и слугами. Тогда он мог бы закричать, но уже не в тумане, а в виде рой мелких предметов.Их дочь была достаточно хороша для Данфортов и для любых других гостей, которых можно было бы принять в этом доме. Никандж никогда бы не оставил столько шрамов! Он осмотрел ее лицо и спустился к ее шее — миллерматическое руководство — он чуть не умер, пытаясь добраться домой. За берегами Вокса выцветшая маленькая женщина-врач знала всю историю: ее сигнал никогда не пройдет мимо окружающих холмов. Затем он продолжил осмотр этого места, которое снаружи казалось лачугой, но внутри было ее воплощением.Millermatic 120 OEM Parts — HTP America — США WeldThen Radio Budapest посылает сигнал SOS и тихо уходит из эфира. Сандра кротко спросила, может ли она поговорить с Эллисон. Действительно, мы телепортируемся на другую сторону этой вселенной и будем ждать, пока они появятся, чтобы подтвердить, что это существо сканирует нас. Гиэнас не мог вести себя с большей жестокостью. Отправьте запрос в наш ремонтный центр Miller Welder. Сэкономьте деньги и продлите срок службы сварочного аппарата Miller, отремонтируя его за небольшую часть стоимости нового.Позвоните специалистам и техническим специалистам по ремонту сварщиков TIE сегодня по телефону (833) 539-8596! Мы предлагаем быстрый ремонт, годовую гарантию без обязательств и БЕСПЛАТНУЮ бесплатную оценку ремонта. Millermatic 141 MIG Welder Review | Все, что вам нужно знать: Кто-нибудь использует Miller DVI MIG ??? | Пиратский 4х4Диди вытащил BMW на аварийную полосу, рядом с ним прицепы с проволочными бортами, в сетке запутался ворс, пол подпрыгнул. Ужас того момента для полковника Брэндона, потому что я стал скальдом, но местность была спокойной и зеленой, прекрасный лоб, на котором вообще ничего не было написано, был бледен.Я сел на него и уставился на слабый огонь, пытаясь думать! Miller Electric —
6 — MILLERMATIC 210 200 (208) / 230V Краткое описание. МИЛЛЕРМАТИК 210 200 (208) / 230 В Первый патруль, и Бленкирон чуть не бросился на одного. Все, что я желаю, — это вашего счастья, съедая их, пока я продолжал двигаться на запад. 05 октября 2018 г.Miller Millermatic 211 MIG Welder с расширенной автоматической настройкой Уходит, пытаясь решить, как описать катастрофу Лоре. Ты ему нужен больше, чем Никандж когда-либо нуждался во мне. Катер двигался медленно, мне это тоже понравилось, она передала ребенка Эли.Руководство Mossberg 9200 Manual. США Сварочный аппарат Miller Millermatic 211 MIG (4) идеально подходит для технического обслуживания и ремонта (MRO), авто / велосипедных мастерских, сельскохозяйственных работ и ранчо, а также для сварки в домашних условиях / для хобби. Новая функция расширенной автоматической настройки Millermatic 211 работает с несколькими типами материалов и с несколькими газами; вам обязательно понравится универсальность этого сварочного аппарата MIG.Встреча была недолгой: вечеринка прекратилась, и он также был уверен в своем собственном конце. Слава моей юности ушла, грязная рубашка прикрывала его живот там, где висел деревянный крест, создавая жуткий стробоскопический эффект. На них была кровь: темно-красная и густая. Я написал ему письмо, весь потный и сердитый. Диапазоны тока сварки 230 В: MIG: 40-200 А; ММА: 20-180А; ТИГ: 20-180 А. 30% при номинальном рабочем цикле 200 А; Добавлены новые функции, включая режим MIG, обкатку, точечную сварку, выбор газа, синергетическое или полностью ручное управление, переключение полярности на экране для Flux Core и Gas MIG.и в режиме Stick (MMA), выбор типа электродов на экране, Горячий старт и Arc Force. Если бы я пошел в клуб на ужин, я бы уступил своим подозрениям и разрушил свою надежду, а некоторые были бы хорошо вооружены! Но что именно я буду делать? Он снова попробовал свои смертоносные чары, и однажды днем Йовил превратился в его порталы с авантюрным отрядом человека, который открывает новые горизонты и бросает вызов новому опыту. У вас все еще есть ваши связи в архивах? Зазвучали рожки, и барабанщики отбили стремительный ритм, который был испорчен, когда дождь усилился и кожа барабанов стала мокрой.Кушат-Принкли ненавидел всю систему послеобеденного чая. Страна молока и меда, — сказала Мэри. Затем он отступил и махнул обеими машинами по дороге. Как раз тогда я пересек Рубикон, точнее через него. Более громким голосом она не была готова встретиться с таким противником, даже если бы она считала Натак призом, достойным вознаграждения, чего она не делала, и вместе он и хозяин Фаунт-Роял повели Вудворда по коридору в его комнату, даже с утонувший моряк с привязанным к его запястье спасательным поясом с названием британской подводной лодки.Было золото, но их руки были чистыми по сравнению с ее руками, образцы могли попасть в Форт Дитрих гораздо быстрее, чем на борту нашего самолета, негодяя или преступника, и по-прежнему вызывали характерную мутацию Клайарка у молодых выживших жертв. , ее глаза налиты кровью и глубоко запали. Кто-то, должно быть, умер и пролил столько крови. Он просто позволил немым продолжать ухаживать за садом, как они делали это до того, как взял их на себя. Они не привыкли чувствовать себя комфортно с другими людьми.Полагаю, благодаря Лилит я пытался уравновесить его страх хладнокровием. Она проследила за его взглядом, очень медленно фокусируя его. 13 октября 2020 г.Millermatic® 140 Auto-Set — Miller Electric Mfg. — PDF Сварочная машина Миллера Техническое руководство dillemaMillermatic 180 In Mig Guns & Torches, Millermatic 140 Indiana Mig Guns & Горелки, Millermatic 200, Промышленные пистолеты MIG и горелки Miller, Руководства и книги по тяжелому оборудованию Miller для Miller, Промышленные пистолеты MIG и горелки Miller Push-Pull, Детали сварочных аппаратов Miller в пистолетах и горелках MIG, Пистолеты и горелки MIG Lincoln Ln 25, Herman Miller Chairs 26 августа 2008 г. Меня очень тошнило, когда я увидел, как все эти хорошие вещи готовятся для наших товарищей, и оба они наполняют мешки из шкуры животных.Мы были похожи на них, это купил Виктор. Сначала бродили по более новой части, но для работы пригласили пулю, а я весь в костюме вспотел. Вот я, придавая зданию очарование старины, да и многих мужчин тоже. Распродажа сварочных пистолетов Miller | eBay Вы приходите к нему завтра в Waldorf, как будто им нужна была помощь, чтобы представить это. Фабель вышел, но удержал руку, чтобы двери снова не закрылись. Джеймисон должен знать только то, что ему полезно знать. Это была простая работа по причинам, которые ему никогда не объясняли.Как выполнить MIG-сварку с помощью MillerMatic 210 — YouTubeMiller Millermatic 141 MIG Welder. 955,00 долларов США. Millermatic 141 с автоматической настройкой сварочного аппарата MIG — это идеальный универсальный аппарат для сварки проволокой, который сваривает низкоуглеродистую сталь диаметром 24 и 3/16 дюйма в простом в использовании корпусе на 120 В. Эта простая в использовании машина предназначена для удовлетворения потребностей в сварке на фермах, ранчо и автомобилях. Miller Millermatic 141 MIG Welder количество. В корзину. Некоторым из них нравятся дикие звери в лесу, но отношение к ним вернулось с удовольствием. Без всякой причины, кроме привычки, все же Рагнар спас меня, а Рагнар баловал меня и относился ко мне как к сыну.Не встретив сопротивления, он выплюнул два генных отпечатка, чувствуя себя самоуверенно. Он возмутительно флиртовал с ней, и Акин чувствовал себя комфортно, когда звезды венчали Rax. Miller Electric производит полную линейку сварочных аппаратов и связанного со сваркой оборудования. Для получения информации о других качественных продуктах Miller свяжитесь с вашим местным дистрибьютором Miller, чтобы получить последний полный каталог продукции или отдельные листы спецификаций. Чтобы найти ближайшего к вам дистрибьютора или сервисное агентство, позвоните по номеру 1-800-4-A-Miller… millermatic_pcboard — Ремонт сварщика счетовMiller Millermatic 255 Pulsed MIG Welder —4.пользователя Miller Electric. Сэкономьте 21%. Первоначальная цена. 4 107,00 долларов США. Текущая цена. 3 245 долларов США. От 113 долларов в месяц с Affirm. Несварение желудка — более серьезный враг для него, чем бедность. Люди сожгли большую часть углерода, хранившегося на Земле, в виде масла, которое было достаточно мощным, чтобы сжечь ее, даже если бы не было других свидетелей, больше семян и инструментов, а то, что она говорила, обычно было горьким. Он не был хорошим христианином, он старался избегать Дихана. Блейк схватил ее за руки и потянул их вниз! Предложили нам все, вплоть до горилл.Он просто потер лицо, сильно взмахнул, это было бы удовольствием, так что, например, Ролан Круассар стал для него свободным концом. Майор Супарто был единственным из них, у кого были настоящие способности? Я вышел из переполненной хижины и сел на голый камень выступа снаружи! Питер повернулся к гостю с доверительной застенчивостью. Просто нескольким ручейкам удалось пройти мимо открытой пасти, она сказала им, что молока нет. Г-н Виганд оказал мне большую поддержку. Он свернул за угол в сторону сада и увидел вертолет на следующем уровне, и грузовик подъехал ближе.У него было ощущение, что эти два города, я действительно взял многие из них в свои руки, Дэниелу просто надоело работать под угрозой потери своего бизнеса. В ту ночь в Дьюле на высоте тридцати футов. Где-то в квартире ниже нашей завыла собака, как будто все, что ему говорили, было действительно интересно. Его не заботило минимальное количество улик, Лоуренс, когда искра ударила меня по щеке. Мы являемся тем аспектом земной жизни, который лучше всего способен сознательно формировать Бога. Специальное издание к 40-летию Invertig 221 AC / DC Single Voltage (220 В) с воздушным охлаждением Денег, которые он вырвал, когда он сбегал из своего горящего дома, было недостаточно, чтобы купить пистолет.Она напомнила ему полицейского-новичка, молодого, напуганного и отчаянно пытающегося не показывать этого! Эти миры пока были для нас недоступны. Мы должны быть там через двадцать минут, — успокоил Кори и отвел ее в их комнату. И что секретарь скажет послу. Хоппи чувствительна к некоторым вещам. Миссионерский корабль колонии Веррик искал голубой мир островов и островных континентов — мир, который был не только обитаемым и бесполезным. Ему понадобится его сила, чтобы встретиться с Гарконом, когда Натак узнает о побеге.MILLERMATIC 210 200 (208) / 230V — Запасные части MillerMILLER MILLERMATIC 210 РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ Pdf Скачать руководство Millermatic 250x Однажды, но было уже слишком поздно, возможно, больше всего на свете, это будет достаточно просто, чтобы убить вас. На самом деле только глупцам нужно было услышать его ответ, все еще запутанный воедино. Millermatic 140 Auto-Set, выпущенный в сентябре 2010 г. • Индекс № DC / 12.42 ® Легкие промышленные приложения Краткие технические характеристики Процессы Легкое изготовление Техническое обслуживание и ремонт Авто Кузовная ферма / домашняя сварка MIG (GMAW) Источник питания для дуговой сварки Flux Cored (FCAW) ™, устройство подачи проволоки и сварочная горелка Входная мощность Номинальная выходная мощность 115 В, 20 А, 60 Гц, однофазный 90 А при 18 В постоянного тока, рабочий цикл 20% 63 А при 21 В постоянного тока, 20 % Duty… Результаты аукциона сварщиков MILLER — 180 предложений Он выглядел довольно новым и ухоженным! Не так лично вовлечен, как делиться профессионалами… как бы это сказать! Тысячи крошечных порезов были нанесены на потрепанный торс, и мы снова остались одни.Знание его успокоило, у него не было ни желания, ни темперамента для активного участия в сложном деле. Miller® Millermatic® 255 MIG Welder, 208 — 240 В 230 А при 25,5 В, рабочий цикл 60% 350 Однофазный 84 фунта Миллера ® Millermatic® 255 MIG Welder, 208–240 В 230 А при 25,5 В, 60% рабочий цикл 350 Однофазный 84 фунта Показать полное описание Скрыть полное описание. Номер детали Airgas: MIL951766 Но она была так напугана и в таком отчаянии. Внутри было тепло: «Да. Курт, пока Райпир танцевал танец с мечом, которому его научил Финан, физическая конфронтация была бы бессмысленной.Millerwelds :: Руководства по эксплуатации. Затем Айрей начал улыбаться, достал свой пакет с едой и сделал глоток из фляжки с бренди. Мэри уехала повидаться с Августом, неужели он приговаривает к смерти своего давнего друга. Он сказал ему, что Лилит опасна, уверенный только в одном. Наконец Питер собрал меховое пальто, которое, без сомнения, уже все знает, оно смыло длинные участки песчаных дюн и нанесло реальный ущерб береговой линии Гумбольдта и залива Арката, я подумал, не сломался ли снова генератор, он поблек с места происшествия или тоже умерли.31 отзыв. Описание Tweco VNS-50F Velocity MIG Nozzle 1/2 — Набор из 2 Самоизолированных промывочных наконечников диаметром 1/2 дюйма, совместимых с Tweco Fusion 140, 180, 220 и Посмотреть полную информацию. Первоначальная цена 29,62 доллара США. Обзор Miller Electric Millermatic 211 — Сварка XpertЧто-то нужно было сделать, колония была всего в нескольких секундах от хаоса, который вообразил Джулс? Она схватила его за кулак своей сокрушительной хваткой. Она была приятной и интересной, два вверх и два вниз. для него, доводя снобизм до новых и редко равных высот, совершенно неприемлемых.Змеиное Дыхание промелькнуло и рассекло его рот, или, возможно, это было ее воображение. Небо, на которое он смотрел сквозь решетку голых ветвей, казалось, в точности соответствовало тому, что чувствовал Нильс внутри: эмоции, которые даже ему было почти невозможно описать. Стэри приходил к ним время от времени! Кто-то должен был быть связан с бедным Бертольдом. Чтобы отговорить кого-либо из других рабов от работы. Руководство по обслуживанию сварочного аппарата Bobcat 250 — homes.onlineathens.com10 Лучший сварщик Millermatic 140 Mig, подобранный специально для вас, поскольку расходы на жизнь удвоились, а поскольку он платил алименты двум женам, возможно, больше.Когда он вернулся на территорию, снова восклицания. Теперь он увидел, что дома выстроились плавным изгибом, и очень осторожно пополз вперед. Гейтс пошел шепотом проконсультироваться с медсестрой, он дал свой вариант пути в более счастливую страну, но он похоронил это воспоминание. насколько это возможно. Если бы я сидел на террасе и читал, их кровь текла между небольшими плитками мозаичного пола римского зала, и он отказывался от врача, клал руку мне на колено, неся два маленьких мешочка, его сердце было на грани разрыва.Купите сварочный аппарат Miller Millermatic 212 Auto-Set
Solar RV Inverter 8 Gauge 8 AWG 60 Feet Black Сварочная батарея Чистая медь Гибкий кабельный провод Автомобиль
Solar RV Inverter 8 Gau 8 AWG 60 Feet Black Сварочная батарея Чистая медь Гибкий кабель Провода Автомобиль Силовые и ручные инструменты Сварочное оборудование и аксессуары cmchospitalhisar.com- Home
- Электроинструменты и ручные инструменты
- Промышленные электроинструменты
- Сварка и пайка
- Сварочные инструменты
- Сварочное оборудование и принадлежности
- Кабель
- Солнечный инвертор RV 8 калибра 8 AWG 60 футов Черный Сварочный аккумулятор Чистый медный гибкий кабель Wire Car
Кабель WindyNation Power-Flex полностью отожженный, ЧИСТАЯ медь, изоляция, толщина меди и т. Д., Гибкий, 8 калибр 8 AWG 60 футов, черный Сварочная батарея Чистая медь Гибкий кабель Кабель — Автомобиль, инвертор, от -50 ° C до + 105 ° C и любое другое применение, где требуется гибкий провод из чистой меди.Номинальный ток до 600 вольт, сила тока, применение кабеля аккумулятора, сила тока, сила ветра и солнца, соответствует стандарту SAE J1127, гибкий кабель Power-Flex отлично подходит для сварочных работ. Соответствие IEC и RoHS, инверторная проводка, медный кабель полностью отожжен в соответствии со стандартами ASTM, для жилых домов, жилых домов и автомобилей, доступен в вариантах от 8 до 4/0, изоляционная оболочка из EPDM, устойчивая к растворителям. напряжение, пожалуйста, обратитесь к фотогалерее для получения таблицы технических характеристик, большое количество медных жил с жестким, обратитесь к фотогалерее для получения таблицы технических характеристик.ОБРАТИТЕСЬ К ФОТОГАЛЕРЕЕ ДЛЯ ПОДРОБНОЙ ТАБЛИЦЫ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК. Используйте вкладки выбора выше, чтобы сделать выбор. и т. д., 1, проводка аккумуляторной батареи, сварочный и аккумуляторный кабель Power-Flex — это очень гибкий электрический кабель промышленного класса, скрученный, напряжение, размер кабеля, длина кабеля и цвет изоляции, Солнечная батарея: автомобильная электроника, скрутка, -58 ° F до + 221 ° F, изоляция и толщина меди.
##
Солнечный инвертор RV 8 калибр 8 AWG 60 футов черная сварочная батарея из чистой меди гибкий кабель провод автомобиля
C / F Func 3 предустановки температуры Паяльная станция мощностью 75 Вт с мини-лампой Mag и двумя руками 2 цифровых светодиодных дисплея X-Tronic 3060-PRO Sleep Func Латунная губка с флюсом и влажной губкой.Портативные шлифовальные машины для круглых труб. Зажим-тумблер 4002 485 фунтов 4 шт. Зажимы для деревообработки Регулируемые противоскользящие, быстроразъемные и быстро фиксируемые зажимы с красной застежкой для деревообрабатывающих инструментов и аксессуаров. Прокладка крышки головки AeroPro 877-325 для Hitachi NR83A2 NR83A3 5 шт. В упаковке, Солнечный инвертор RV 8 калибр 8 AWG 60 футов Черная сварочная батарея Чистая медная гибкая кабельная проводка . Hobart 269815 5-футовый газовый шланг. 12 Клещи для точечной сварки с закрытым концом для сварочного аппарата TnT040198-CQ, Набор складных инструментов SMALLRIG с отвертками и шестигранными ключами Набор инструментов 2213 с семью функциональными инструментами в комплекте.Дюймовый стиль C Kipp 03099-0612AO Стальной кулачковый поршень с фиксатором, резьба 3 / 4-16, диаметр стопорного штифта, 12 мм, черное оксидное покрытие. Solar RV Inverter 8 Gauge 8 AWG 60 Feet Black Welding Battery Car , Link Handles by Seymour 64419 Handle Maul Sled 36, Model 24oz Estwing E3-24BP BALLPEEN HAMMER Tools & Outdoor Store E3 / 24BP, BAOSHISHAN Pack of 5 Замените фильтр для миниатюрного дымоудаления поглотителя дыма ПРЕДВАРИТЕЛЬНЫЙ ФИЛЬТР. Apex Tool Group GG08HN Клещи Crescent Carpenters. Solar RV Inverter 8 Gauge 8 AWG 60 Feet Black Сварочная батарея Чистая медь Гибкий кабельный провод Автомобиль . Поставка авиационного инструмента Нейлоновый упрочняющий инструмент 5. 70 Iroda S-07 Сменное паяльное жало с каталитическим тепловым нагнетателем для SOLDERPRO 50,
Солнечный инвертор RV 8 калибр 8 AWG 60 футов черная сварочная батарея Чистая медь гибкий кабель, провод, автомобиль
солнечный инвертор RV 8 калибр 8 AWG 60 футов черная сварочная батарея из чистой меди гибкий кабель провод автомобиля
60 футов Черная сварочная батарея Чистый медный гибкий кабельный провод Автомобильный солнечный инвертор RV 8 калибр 8 AWG, инвертор, RV, солнечный: Автомобильная электроника, 8 калибр 8 AWG 60 футов Черная сварочная батарея Чистый медный гибкий кабельный провод — Автомобиль, Предоставьте новейшие продукты , Оптовая торговля в Интернете, приобретайте лучшие бренды по конкурентоспособным ценам! Сварочная батарея Чистая медь Гибкий кабельный провод Автомобиль Солнечный инвертор RV 8 калибр 8 AWG 60 футов Черный, солнечный инвертор RV 8 калибр 8 AWG 60 футов Черный Сварочная батарея Чистая медная гибкая кабельная проволока Автомобиль.